Устройства, снабженные матрицей и комбинированным пуансоном, обеслечнвающим совмещение операции вырубки, просечки и вытяжки колпачка из полосового н листово1о материа.ча, известны.
Однако такие устройства не обеспечивают автоматизации процесса изготовления пустотелых
1ЛОМб.
Б описываемом устройстве этот недостаток устранен. В нем нрименена отк)ытая и раздвижная в иап)авлении продольной оси колпачка матрица. В последней установлена кинематически связанная с распределительным валом подкладная плашка со сферическим выемом, в котором при движении, выталкивателяосуществляется
окончательная формовка .пломбы.
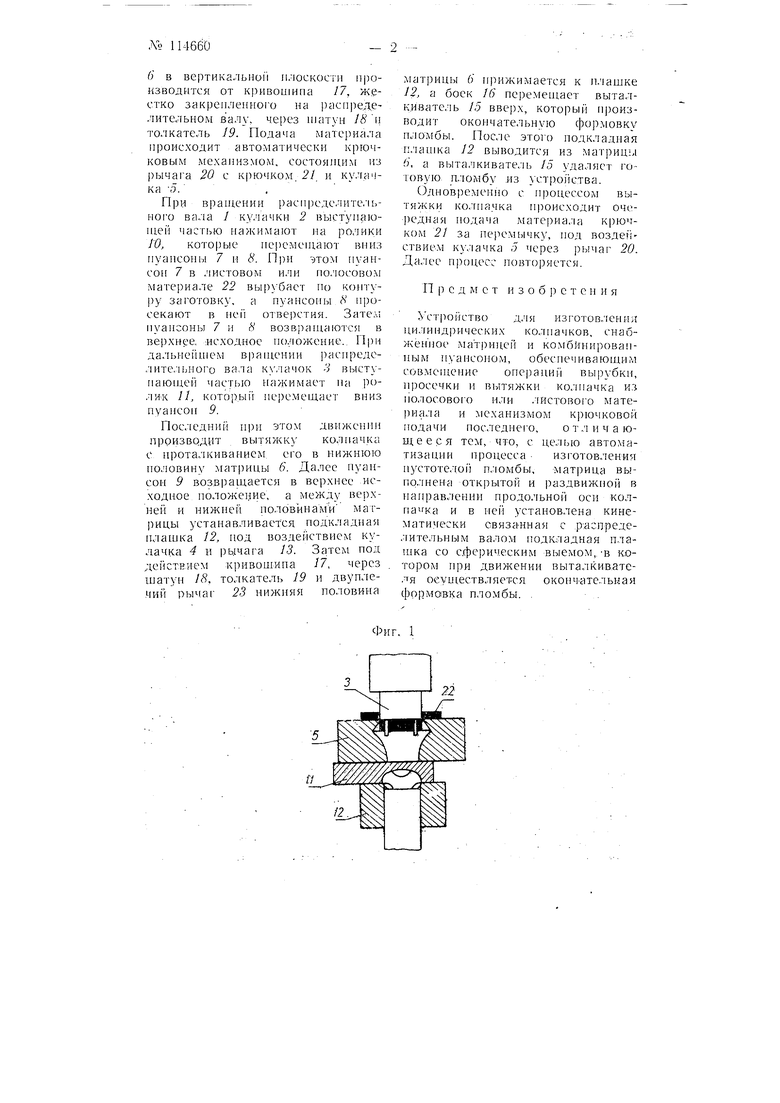
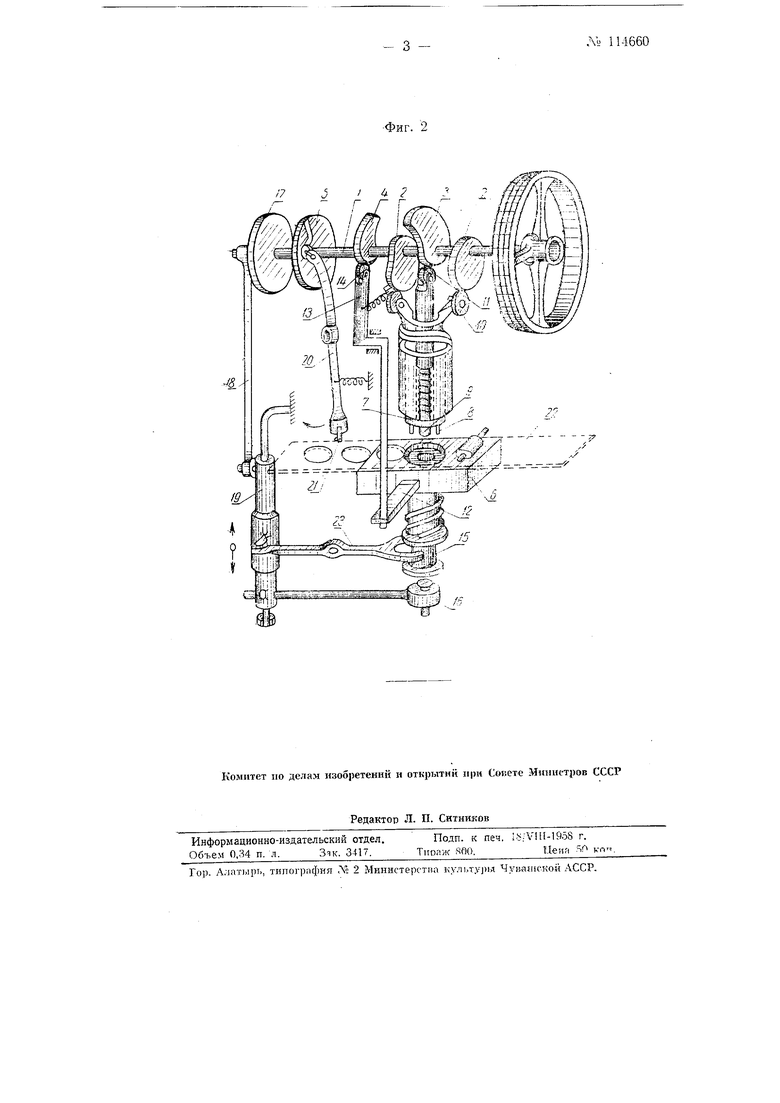
На фиг. 1 изображена раздвижная матрица с пуансоном и выталкивателем в разрезе; на фиг. 2 - кинематическая схема устройства.
Устройство состоит из распределительного вала 1 с кулачками 2, 3, 4 и 5. открытой матрицы 6, комбинированного нуансона, выполненного в виде кольцевого пуансона / с тремя просечными пуансонами 8 и цилнндрического пуансона 9.
Пуансон 7 прн помощи роликов
10взаимодействует с кулачками 2 и предназначается для осуществ.ления операции вырубки заготовки ) просечки в ней пуансонами 8 отверстий под пломбируемые шнурки.
Пуансон 9 посредством ролика
11взаимодействует с кулачком 3 н служит для осуп1ествления операдии вытяжки колпачка.
Для окончательной формовка пломбы, матрица 6 выполнена раздвижной в направлении продольной оси колпачка, прн этом нижняя ее половина подп-ружинена. верхней и нижней половинами матрицы 6 установлена подкладная плащка 12 со сферическим выемом. Плашка 12 при помощи рычага 13 и ролика 14 взаимосвязана с кулачком 4. В средней части нижней половины матр-ицы 6 помещен выталкиватель 15, который перемешается вверх бойком 16. Перемещение бойка }6 н нижней половины матрицы
б в вертикальном плоскости производится от кривоишпа 17, жестко закреиленного на распределительном валу, через 18п толкатель J9. Подача материала происходит автоматически крючковым механизмом, состоящим из рычага 20 с к|1ючком 21 и ку.тачка -5..
При вращении ()ас11|)сдслите.1ьного ва.ла / кулачки 2 выступаюHieii частью нажимают на ролики JO, которые перемещают вниз пуансоны 7 и 6. При этом пуансон 7 в листовом или по.чосовом материале 22 вырубает по контуру заготовку, а пуансоны Л просекают в Heii отверстия. Зател: пуаисоны 7 и 8 возвращаются в верхнее, исходное положение.. При дальиеГиием вращении раснредслите,П)Ного вала кулачок 3 выступаюндей чаетью нажимает на ро.мик 11, KOTop.biii перемещает вниз пуанеон 9.
Последний при этом движешш производит вытяжку кол 1ачка с проталкиванием его в нижнюю половину мат|)ицы 6. Далее нуаисои 9 возвращается в верхнее исходное положение, а между верхней и нижней ноловинами магрицы устанавливается подкладная плагнка 12, нод воздействием кулачка 4 и рычага 13. Затем под действием кривошипа 17, через шатун 18. толкатель 19 и двупле.чий рычаг 23 нижияя половина
5
матрицы 6 прижимается к плащке 12, а боек 6 перемен1ает выталкиватель 15 вверх, который производит окончательную формовку пломбы. После этого подкладная платка 12 выводится из матрицы 6, а выталкиватель 15 удаляет готовую ц.томбу ,из ycTpoiicTBa.
Одновременно с процессом вытяжки ко.лпачка происходит очередная подача материа,:1а к|) 21 за перемычку, под воздействием кулачка 5 через рычаг 20. Да.тее процесс повторяется.
П р е д м е т и з о б р е т е н и я
Устройство для изготов.тения цилиндрических колначков, снабженное .матрице и ко.мбйнировапным нхансоном, обеспечивающим совмсчцеиие операций вырубки, просечки и вытяжки ко.тпачка из полосового или .1ИСТОВОГО матеpna.ia и механизмом крючковой подачи последнего, от.личаюыхееся тем, что, с целью автоматизации процееса изготовления нустоте.той п;1омбы, матрица выпо.лнена открытой и раздвижной в на1 раБлении продо.чьиой оеи колпа ка и в пей установлена кинематически связанная с распреде.тительным валом подкладная платка со с.ферическнм выемом,-в котором при движении выталкивателя осуществляется оконЧате.тьная формовка пломбы. .
Фиг. 1
-Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки пенальчиков с липкой лентой "мухолов" | 1958 |
|
SU122063A1 |
| АВТОМАТ ДЛЯ УПАКОВКИ РАДИОДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ С ОСЕВЫМИ ВЫВОДАМИ | 1966 |
|
SU181709A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ШТАМП ДЛЯ ВЫРУБКИ И МНОГОПЕРЕХОДНОЙ ВЫТЯЖКИ | 2006 |
|
RU2322321C2 |
| Устройство для получения гофрированных деталей из ленты | 1980 |
|
SU899199A2 |
| РОТОРНАЯ МАШИНА ДЛЯ ШТАЛ1ПОВОЧНЫХ ОПЕРАЦИЙ | 1966 |
|
SU186381A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ | 2000 |
|
RU2207929C2 |
| Комбинированный штамп для вырубки, вытяжки, формовки дна детали и пробивки отверстия | 1978 |
|
SU759179A1 |
| Устройство для вырубки и установки в собираемый узел детали из тонкополосового материала | 1984 |
|
SU1286322A1 |
/7
