ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Данная заявка притязает на преимущества приоритета предварительной заявки на патент США № 61/893,286, поданной 21 октября 2013 и озаглавленной “Additive Manufacturing Devices Configured For Various Environments” («Устройства для аддитивного производства, конфигурированные для различных сред»), все содержание которой включено в данный документ путем ссылки.
ЗАЯВЛЕНИЕ, ОТНОСЯЩЕЕСЯ К ФИНАНСИРУЕМЫМ ИЗ ФЕДЕРАЛЬНОГО
БЮДЖЕТА ИССЛЕДОВАНИЯМ ИЛИ РАЗРАБОТКАМ
[0002] Данное изобретение было сделано при правительственной поддержке по контрактам с номерами NNX12CE77P, NNX13CM01C и NNM13AA02C, предоставленным Национальным управлением по аэронавтике и исследованию космического пространства. Правительство имеет определенные права в изобретении.
ОБЛАСТЬ РАСКРЫТИЯ ИЗОБРЕТЕНИЯ
[0003] Настоящее раскрытие изобретения в целом относится к производству и, в частности, к изделиям для аддитивного производства в экстремальных средах, средах с микрогравитацией, средах с земной гравитацией, в средах с невесомостью, морских средах, средах с переменными силами и других регулируемых средах.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0004] Технологии аддитивного производства обеспечивают возможность быстрого создания объектов, структур, их частей, прототипов, запасных частей, экспериментальных деталей и подручных предметов. Такие предметы могут быть полезными в неблагоприятных средах, таких как космическое пространство, среда на небесном теле, среда на борту морского судна, подводные и удаленные среды. Однако современные устройства для аддитивного производства не могут функционировать в таких неблагоприятных средах вследствие, среди прочего, отсутствия гравитации (например, на орбите, на борту космической станции), низко- и высокочастотной вибрации (например, на борту морского судна, на подводной лодке), непредсказуемых ударов (например, при качке и толчках морского судна вследствие бурного моря) и продольного колебания или другого изменения силы тяжести относительно оси послойно формируемой детали (например, во время полета воздушного судна по параболической траектории, всплытия или погружения подводной лодки).
[0005] Современные устройства для аддитивного производства, как правило, требуют ровной, стабильной, гравитационно однородной среды во всей послойно формируемой детали для успешного производства детали. Подобные условия не существуют в космическом пространстве, на других планетах и небесных телах или вокруг других планет и небесных тел, на борту космического корабля/аппарата, на борту воздушного судна, на морских судах (включая подводные лодки) или в других экстремальных средах.
[0006] Устройства для наземного производства могут изготавливать детали посредством аддитивных технологических процессов. То есть, материал последовательно прикрепляют или механически или химически соединяют вместе иным образом для образования заданного объекта. В одном классе устройств для аддитивного производства, а именно в устройствах для моделирования методом послойного наплавления (FDM), использовался источник термопластических пластиков для изготовления деталей. Устройства для моделирования методом послойного наплавления (FDM) часто содержат горизонтально ориентированный стол для послойного наращивания, выполненный с возможностью позиционирования по оси z, и экструзионное сопло, которое может быть позиционировано, где желательно, в плоскости X/Y. Управление позиционированием осуществляется посредством червячных передач, ременных передач и тому подобного. Подобные устройства способствуют позиционированию частей устройства для аддитивного производства, но они подвержены проскальзыванию и перемещению в средах с микрогравитацией или высокой вибрацией. Экструзионное сопло позиционируют и нагревают до температуры, которая расплавит подаваемый термопластический пластик. Термопластический пластик подают через сопло, тем самым нанося заданное количество расплавленного пластика в месте для образования части детали. В средах с микрогравитацией устройства для моделирования методом послойного наплавления не способны обеспечить надлежащее позиционирование экструзионного сопла относительно стола для послойного наращивания, что приводит к сбою при создании детали. Поддержание однородного потока материала через экструзионное сопло также может быть усложнено. Также существует риск того, что расплавленный термопластический пластик или исходный материал сможет мигрировать или «уплывать» иным образом до прилипания в заданном месте вследствие отсутствия результирующей внешней силы для удерживания материала. Аналогичным образом, в средах с высокой вибрацией наземные устройства для аддитивного производства не позволяют ни стабилизировать положение экструзионного сопла или других средств нанесения материала относительно зоны послойного наращивания, ни добиться однородного потока расплавленного материала, что препятствует соответствующему созданию детали.
[0007] С учетом вышеизложенного требуются устройства для аддитивного производства, которые функционируют в неблагоприятных средах, таких как космическое пространство, среда на борту морского судна, подводные или удаленные среды.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Данное краткое описание сущности изобретения приведено для представления выбора концепций. Данные концепции дополнительно описаны ниже в разделе «Подробное описание». Данное краткое описание сущности изобретения не предназначено для идентификации ключевых признаков или существенных признаков данного предмета раскрытия изобретения, а также данное краткое описание сущности изобретения не предусмотрено в качестве вспомогательного средства при определении объема раскрытого предмета изобретения.
[0009] Аспекты настоящего раскрытия изобретения удовлетворяют вышеуказанным потребностям за счет разработки устройства, систем и способов, которые обеспечивают возможность аддитивного производства в неблагоприятных средах, таких как космическое пространство, среда на небесном теле (например, Земле, Луне, астероиде, среда на борту морского судна, подводные или удаленные среды.
[0010] В соответствии с одним аспектом раскрыто устройство для аддитивного производства, выполненное с возможностью функционирования в нетрадиционных средах, таких как космическая среда, среда на борту морского судна, подводные и/или другие удаленные среды. Устройство для аддитивного производства содержит экструдер, источник исходного материала, предоставляющий нить в экструдер, систему перемещения, блок регулирования среды, замкнутую среду для послойного наращивания, электронную аппаратуру управления и узел с платформой для послойного наращивания. Положение платформы для послойного наращивания точно регулируется и поддерживается относительно положения экструдера во время работы. В некоторых вариантах осуществления экструдер включает в себя датчик, который определяет положение создаваемой детали и/или узла с платформой для послойного наращивания. Эти данные передаются электронной аппаратуре управления, которая активно регулирует положение экструдера и/или платформы для послойного наращивания во время создания детали для гарантирования того, что соответствующее месторасположение материала, добавляемого к детали, будет правильным и согласованным. Поддержание точного положения экструдера относительно создаваемой детали и/или платформы для послойного наращивания без содействия со стороны большой, постоянной внешней силы (например, силы тяжести) имеет существенное значение для гарантирования того, что добавляемый материал будет размещен и будет затвердевать в надлежащем месте. В некоторых вариантах осуществления в том случае, если расстояние между создаваемой деталью и экструдером является слишком большим, расплавленный исходный материал может «уплывать», становиться плохо расположенным или иным образом покидать объем зоны послойного наращивания. Таким образом, устройства в соответствии с частями настоящего раскрытия изобретения поддерживают определенное расстояние между создаваемой деталью и экструдером во время операций и регулируют поток материала на основе местоположения экструдера.
[0011] В некоторых вариантах осуществления система перемещения регулирует относительные положения экструдера и платформы для послойного наращивания. Система перемещения может содержать три линейных исполнительных механизма, выполненных с возможностью позиционирования прикрепленной каретки в субмиллиметровом диапазоне. Подобные линейные исполнительные механизмы жестко удерживают положение каретки в средах с микрогравитацией, в результате чего поддерживаются заданные относительные положения экструдера и платформ для послойного наращивания и обеспечивается возможность создания деталей, например, на космическом корабле/аппарате, космических станциях, спутниках и тому подобном. В некоторых вариантах осуществления линейные исполнительные механизмы являются стойкими к вибрациям. В подобных вариантах осуществления устройства для аддитивного производства могут функционировать в средах с высокой вибрацией, например, на морском судне, на подводной лодке или тому подобном.
[0012] Изготовление деталей в подобных средах является предпочтительным, поскольку определенные детали не нужно будет транспортировать в удаленное или недоступное место или иметь в запасе при запуске. Вместо этого необходимо обеспечить только запас исходного материала, и устройства для аддитивного производства в соответствии с представленным раскрытием изобретения могут создавать заданные детали, такие как предметы, конструкции, расходуемые детали, запасные части, экспериментальные объекты, детали для ремонта с использованием подручных средств, части любых из вышеуказанных объектов и тому подобное.
[0013] Среди прочих признаков и преимуществ устройства в соответствии с представленным раскрытием изобретения обеспечивают возможность создания деталей из пластика, металла, органического материала, неорганических материалов или комбинаций подобных материалов. Подобные детали могут быть созданы в средах с микрогравитацией, таких как среда на орбите или где-либо еще в космосе. Данное изготовление облегчает производство деталей по требованию, что устраняет необходимость в ожидании деталей, которые должны быть доставлены с наземных производственных предприятий или из других мест. Подобные устройства могут быть использованы для изготовления специализированных аварийных устройств/приспособлений и обеспечения возможности быстрого ремонта неисправного оборудования. Устройства в космосе также могут быть легче модернизированы посредством создания новых деталей.
[0014] Устройства для аддитивного производства, работающие в космосе, также имеют много наземных применений благодаря способности изготавливать прецизионные детали (например, шарикоподшипники, компоненты топливных элементов и тому подобное) без воздействия силы тяжести.
[0015] Космические полеты для доставки предметов снабжения делают возможным длительное пребывание на орбите, но не всегда успешны при доставке полезных грузов на орбитальные космические станции. Устройство для аддитивного производства в соответствии с представленным раскрытием изобретения, расположенное на таких станциях, уменьшает доставляемую массу, в результате чего потенциально уменьшается число необходимых космических полетов для доставки предметов снабжения и может повыситься резервирование благодаря возможности изготавливать детали и оборудование в случае необходимости.
[0016] В одном варианте осуществления устройство для аддитивного производства в соответствии с представленным раскрытием изобретения используется совместно с центрифугой или аналогичным устройством, которое создает внешнюю силу.
[0017] Возможность иметь меньшую зависимость от Земли позволит использовать аналогичные системы на будущих космических кораблях/аппаратах для обеспечения возможности полетов к Луне, Марсу и дальше. Аспекты представленного раскрытия изобретения могут облегчить создание и сборку космического аппарата/корабля в космосе, что приводит к значительной экономии затрат и времени.
[0018] Дополнительные признаки и преимущества представленного раскрытия изобретения, а также конструкция и функционирование различных вариантов осуществления представленного раскрытия изобретения подробно описаны ниже со ссылкой на сопровождающие чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019] Признаки и преимущества представленного раскрытия изобретения станут более очевидными из подробного описания, приведенного ниже, при рассмотрении его совместно с чертежами, на которых аналогичные ссылочные позиции обозначают идентичные или функционально аналогичные элементы.
[0020] Фиг.1 представляет собой выполненный с пространственным разделением элементов вид в перспективе устройства для аддитивного производства, выполненного с возможностью функционирования в множестве сред с разными силами и гравитацией, включая микрогравитацию, в соответствии с аспектами представленного раскрытия изобретения.
[0021] Фиг.2 представляет собой выполненный с пространственным разделением элементов вид в перспективе устройства для аддитивного производства, показанного на фиг.1.
[0022] Фиг.3 представляет собой вид сбоку устройства для аддитивного производства по фиг.1.
[0023] Фиг.4 представляет собой вид в перспективе устройства для аддитивного производства по фиг.1.
[0024] Фиг.5 представляет собой вид в перспективе картриджа с исходным материалом, используемого в устройстве для аддитивного производства, в соответствии с аспектами представленного раскрытия изобретения.
[0025] Фиг.6 представляет собой вид сверху картриджа с исходным материалом по фиг.5.
[0026] Фиг.7 представляет собой выполненный с пространственным разделением элементов вид в перспективе картриджа с исходным материалом по фиг.5.
[0027] Фиг.8 представляет собой вид в перспективе экструдера устройства для аддитивного производства в соответствии с аспектами представленного раскрытия изобретения.
[0028] Фиг.9 представляет собой вид сверху экструдера по фиг.8.
[0029] Фиг.10 представляет собой выполненный с пространственным разделением элементов вид в перспективе экструдера по фиг.8.
[0030] Фиг.11 представляет собой вид в перспективе системы перемещения в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0031] Фиг.12 представляет собой вид спереди системы перемещения по фиг.11.
[0032] Фиг.13 представляет собой вид снизу системы перемещения по фиг.11.
[0033] Фиг.14 представляет собой вид сбоку системы перемещения по фиг.11.
[0034] Фиг.15 представляет собой выполненный с пространственным разделением элементов вид в перспективе системы перемещения по фиг.11.
[0035] Фиг.16 представляет собой вид в перспективе узла с платформой для послойного наращивания, предназначенного для устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0036] Фиг.17 представляет собой вид снизу узла с платформой для послойного наращивания по фиг.16.
[0037] Фиг.18 представляет собой вид в перспективе блока регулирования среды, предназначенного для устройства для аддитивного производства, работающего в регулируемой среде, в соответствии с различными аспектами представленного раскрытия изобретения.
[0038] Фиг.19 представляет собой вид спереди блока регулирования среды по фиг.18.
[0039] Фиг.20 представляет собой выполненный с пространственным разделением элементов вид в перспективе блока регулирования среды по фиг.18.
[0040] Фиг.21 представляет собой вид в перспективе источника питания и электронного управляющего блока устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0041] Фиг.22 представляет собой вид в перспективе устройства для аддитивного производства, имеющего внешний источник питания, при этом устройство для аддитивного производства выполнено с возможностью функционирования в множестве сред с разными силами и гравитацией, включая микрогравитацию, в соответствии с различными аспектами представленного раскрытия изобретения.
[0042] Фиг.23 представляет собой вид спереди устройства для аддитивного производства по фиг.22.
[0043] Фиг.24 представляет собой выполненный с пространственным разделением элементов вид в перспективе устройства для аддитивного производства по фиг.22.
[0044] Фиг.25 представляет собой вид в перспективе системы перемещения, прикрепленного экструдера, узла со столом для послойного наращивания и задней плиты устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0045] Фиг.26 представляет собой вид сбоку системы перемещения и присоединенных компонентов по фиг.25.
[0046] Фиг.27 представляет собой вид спереди системы перемещения и присоединенных компонентов по фиг.25.
[0047] Фиг.28 представляет собой вид в перспективе картриджа с исходным материалом, имеющего снятую крышку и предназначенного для устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0048] Фиг.29 представляет собой выполненный с пространственным разделением элементов вид в перспективе картриджа с исходным материалом по фиг.28.
[0049] Фиг.30 представляет собой вид в перспективе картриджа с исходным материалом, предназначенного для устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0050] Фиг.31 представляет собой выполненный с пространственным разделением элементов вид в перспективе картриджа с исходным материалом по фиг.30.
[0051] Фиг.32 представляет собой вид в перспективе картриджа с исходным материалом, предназначенного для устройства для аддитивного производства, при этом картридж с исходным материалом выдает нить из центрального отверстия, в соответствии с различными аспектами представленного раскрытия изобретения.
[0052] Фиг.33 представляет собой выполненный с пространственным разделением элементов вид в перспективе картриджа с исходным материалом по фиг.32.
[0053] Фиг.34 представляет собой вид в перспективе экструдера, предусмотренного в устройстве для аддитивного производства и имеющего механизм быстрого разъединения, в соответствии с различными аспектами представленного раскрытия изобретения.
[0054] Фиг.35 представляет собой вид сбоку экструдера по фиг.34.
[0055] Фиг.36 представляет собой вид спереди экструдера по фиг.34.
[0056] Фиг.37 представляет собой вид сверху экструдера по фиг.34.
[0057] Фиг.38 представляет собой выполненный с пространственным разделением элементов вид в перспективе экструдера по фиг.34.
[0058] Фиг.39 представляет собой вид в перспективе сзади экструдера по фиг.34.
[0059] Фиг.40 представляет собой выполненный с пространственным разделением элементов вид в перспективе компонентов, которые образуют узел быстрого разъединения, предназначенный для экструдера в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0060] Фиг.41А-С представляют собой виды снизу экструдеров, имеющих датчики, выполненные с возможностью определения положения платформы для послойного наращивания или узла с платформой для послойного наращивания в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0061] Фиг.42 представляет собой вид в перспективе экструдера, предусмотренного в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0062] Фиг.43 представляет собой выполненный с пространственным разделением элементов вид в перспективе экструдера по фиг.42.
[0063] Фиг.44 представляет собой вид в перспективе экструдера устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0064] Фиг.45 представляет собой выполненный с пространственным разделением элементов вид в перспективе экструдера по фиг.44.
[0065] Фиг.46 представляет собой вид в перспективе экструдера устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0066] Фиг.47 представляет собой выполненный с пространственным разделением элементов вид в перспективе экструдера по фиг.46.
[0067] Фиг.48 представляет собой вид в перспективе экструдера устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0068] Фиг.49 представляет собой вид сверху экструдера по фиг.48, имеющего электродвигатель, и при этом монтажные опоры электродвигателя удалены и показан механизм приведения нити в движение, в соответствии с различными аспектами представленного раскрытия изобретения.
[0069] Фиг.50А-С представляют собой виды устройства для удерживания нити, пригодного для направления и натяжения нити в экструдере устройства для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0070] Фиг.51 представляет собой вид в перспективе системы перемещения в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0071] Фиг.52 представляет собой выполненный с пространственным разделением элементов вид в перспективе системы перемещения по фиг.51.
[0072] Фиг.53 представляет собой вид в перспективе узла с платформой для послойного наращивания, предусмотренного в устройстве для аддитивного производства и имеющего съемный стол для послойного наращивания, в соответствии с различными аспектами представленного раскрытия изобретения.
[0073] Фиг.54 представляет собой вид в перспективе узла с платформой для послойного наращивания по фиг.53, при этом стол для послойного наращивания удален.
[0074] Фиг.55 представляет собой вид снизу узла с платформой для послойного наращивания по фиг.53.
[0075] Фиг.56 представляет собой вид спереди узла с платформой для послойного наращивания по фиг.53.
[0076] Фиг.57 представляет собой вид в перспективе узла с платформой для послойного наращивания, предусмотренного в устройстве для аддитивного производства и показанного на виде с частичным вырывом, показывающем устройство для выравнивания стола для послойного наращивания, расположенное в пазе поддона для послойного наращивания, в соответствии с различными аспектами представленного раскрытия изобретения.
[0077] Фиг.58 представляет собой вид в перспективе снизу узла с платформой для послойного наращивания по фиг.57.
[0078] Фиг.59 представляет собой вид сбоку устройства, предназначенного для выравнивания стола для послойного наращивания и расположенного в поддоне для послойного наращивания, по фиг.57.
[0079] Фиг.60 представляет собой вид в перспективе блока регулирования среды, выполненного с конфигурацией, позволяющей облегчить функционирование устройства для аддитивного производства в замкнутой или регулируемой среде, в соответствии с различными аспектами представленного раскрытия изобретения.
[0080] Фиг.61 представляет собой выполненный с пространственным разделением элементов вид в перспективе блока регулирования среды по фиг.60.
[0081] Фиг.62 представляет собой вид в перспективе блока регулирования среды, выполненного с конфигурацией, позволяющей облегчить функционирование устройства для аддитивного производства в замкнутой или регулируемой среде, при этом блок регулирования среды имеет узел с заслонками, в соответствии с различными аспектами представленного раскрытия изобретения.
[0082] Фиг.63 представляет собой вид в перспективе узла с заслонками, предусмотренного в блоке регулирования среды по фиг.62.
[0083] Фиг.64 представляет собой вид сверху блока регулирования среды по фиг.62.
[0084] Фиг.65 представляет собой вид спереди блока регулирования среды по фиг.62, показанного на виде с частичным вырывом, открывающим два вентилятора.
[0085] Фиг.66 представляет собой вид сбоку блока регулирования среды по фиг.62.
[0086] Фиг.67 представляет собой вид сбоку съемного фильтра для блока регулирования среды по фиг.62.
[0087] Фиг.68 представляет собой вид в перспективе устройства, обеспечивающего циркуляцию и нагрев воздуха и предназначенного для устройства для аддитивного производства, имеющего замкнутый объем, в соответствии с различными аспектами представленного раскрытия изобретения.
[0088] Фиг.69 представляет собой выполненный с пространственным разделением элементов вид в перспективе устройства по фиг.68, обеспечивающего циркуляцию и нагрев воздуха.
[0089] Фиг.70 представляет собой вид в перспективе устройства, обеспечивающего циркуляцию и нагрев воздуха и имеющего сужающийся конец, в соответствии с различными аспектами представленного раскрытия изобретения.
[0090] Фиг.71 представляет собой вид в перспективе прямоугольного устройства, обеспечивающего циркуляцию и нагрев воздуха, в соответствии с различными аспектами представленного раскрытия изобретения.
[0091] Фиг.72 представляет собой схему последовательности операций, показывающую приведенный в качестве примера, технологический процесс изготовления детали посредством устройства для аддитивного производства, выполненного с возможностью функционирования в множестве сред с разными силами и гравитацией, включая микрогравитацию, в соответствии с аспектами представленного раскрытия изобретения.
[0092] Фиг.73 представляет собой блок-схему приведенной в качестве примера, компьютерной системы, пригодной для реализации различных аспектов представленного раскрытия изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0093] Представленное раскрытие изобретения направлено на устройство, системы и способы, которые обеспечивают возможность аддитивного производства в множестве разных сред, включая экстремальные среды, среды с микрогравитацией, наземные среды, среды с невесомостью, морские среды, среды с переменными силами, другие регулируемые среды и тому подобное, но возможные среды не ограничены вышеуказанными. Аддитивное производство в соответствии с представленным раскрытием изобретения может создавать заданные детали в виде объектов, конструкций, расходуемых деталей, запасных частей, экспериментальных объектов, деталей для ремонта с использованием подручных средств, частей любых из вышеуказанных объектов и тому подобного. Команды для изготовления подобных деталей могут быть предварительно запрограммированы в устройстве, могут выдаваться локальным вычислительным устройством (например, вычислительным устройством на космической станции, содержащей устройство для аддитивного производства), могут передаваться из удаленного места (например, могут быть получены от удаленного сервера, получены от вычислительного устройства на другом небесном теле или космическом аппарате/корабле) или могут быть получены или сгенерированы в другом месте, очевидном для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе.
[0094] Устройство и способы, раскрытые в данном документе, могут быть адаптированы для использования в наземных средах, на других небесных телах или в средах с большим ускорением и высокой вибрацией, таких как среды, обнаруживаемые на борту морского судна или подводной лодки.
[0095] В соответствии с одним аспектом раскрыто устройство для аддитивного производства, содержащее экструдер, источник исходного материала, предоставляющий нить в экструдер, систему перемещения, блок регулирования среды, замкнутую среду для послойного наращивания, электронную аппаратуру управления и узел с платформой для послойного наращивания. Положение платформы для послойного наращивания регулируется и поддерживается относительно положения экструдера во время работы.
[0096] Различные устройства в соответствии с представленным раскрытием изобретения могут функционировать в среде под давлением (например, в космическом корабле), в космическом пространстве, на небесном теле при одновременном подвергании их воздействию солнечной радиации, больших экстремальных температур и температурных градиентов, атомарного кислорода и тому подобного.
[0097] В некоторых вариантах осуществления платформа для послойного наращивания включает в себя компоненты для автоматического выравнивания.
[0098] В некоторых вариантах осуществления экструдер включает в себя датчик, который определяет положение создаваемой детали и/или узла с платформой для послойного наращивания. Эти данные передаются электронной аппаратуре управления, которая активно регулирует положение экструдера и/или платформы для послойного наращивания во время создания детали для гарантирования того, что соответствующее месторасположение материала, добавляемого к детали, будет правильным и согласованным. Точное позиционирование экструдера относительно создаваемой детали и/или платформы для послойного наращивания имеет существенное значение для гарантирования того, что добавляемый материал будет размещен и будет затвердевать в надлежащем месте.
[0099] В одном варианте осуществления устройство для аддитивного производства в соответствии с представленным раскрытием изобретения используется совместно с центрифугой или аналогичным устройством, которое создает внешнюю силу.
[0100] В некоторых вариантах осуществления в том случае, если расстояние между создаваемой деталью и экструдером является слишком большим, расплавленный исходный материал может «уплывать», становиться плохо расположенным или иным образом покидать объем для послойного наращивания. Таким образом, устройства в соответствии с частями настоящего раскрытия изобретения поддерживают определенное расстояние между создаваемой деталью и экструдером во время операций и регулируют поток материала на основе местоположения экструдера.
[0101] Далее рассматриваются фиг.1-4, на которых показаны различные виды устройства 100 для аддитивного производства, выполненного с возможностью функционирования в множестве сред с разными силами и гравитацией, включая микрогравитацию, в соответствии с аспектами представленного раскрытия изобретения. Фиг.1 и 2 показывают выполненные с пространственным разделением элементов виды в перспективе устройства 100. Фиг.3 и 4 показывают соответственно вид сбоку и вид в перспективе устройства 100 в сборе.
[0102] В одном варианте осуществления устройство 100 для аддитивного производства выполнено с возможностью изготовления деталей посредством использования источника нити или другого исходного материала, включая исходный материал, образованный из материалов, упомянутых выше. В различных вариантах осуществления устройство 100 для аддитивного производства выполнено с возможностью изготовления деталей в космическом пространстве, на борту морского судна, в подводных и удаленных средах. Устройство 100 выполнено с возможностью функционирования на космическом корабле/аппарате, на спутнике, на суборбитальном летательном аппарате и тому подобном.
[0103] Устройство 100 для аддитивного производства содержит систему 102 перемещения, экструдер 104, источник 106 исходного материала, блок 108 регулирования среды (ECU), электронную аппаратуру управления и источник 110 питания (обозначенные как электронная аппаратура 110а-с управления на фиг.2), узел 112 с платформой для послойного наращивания и раму 114. В некоторых вариантах осуществления один или более компонентов исключены. Например, внутренняя электронная аппаратура 110 управления может быть исключена, и вместо нее используются управляющие сигналы, выдаваемые локальным/внутренним или дистанционным/внешним вычислительным устройством. Устройство 100 может содержать информационное соединение, такое как модуль беспроводной связи, блок связи с сетью Ethernet, USB-соединение или тому подобное, который(-ое) соединен(-о) с возможностью связи с другими частями устройства 100 для облегчения связи с локальными/внутренними или дистанционными/внешними вычислительными устройствами. В некоторых вариантах осуществления локальные/внутренние или дистанционные/внешние вычислительные устройства предоставляют некоторые команды и управление (например, планы создания деталей), в результате чего дополняются операции, выполняемые электронной аппаратурой 110 управления.
[0104] В некоторых вариантах осуществления устройство 100 включает в себя один или более датчиков, которые отслеживают функциональность устройства 100 и/или частей устройства 100, осуществляют контроль среды, окружающей устройство 100, и/или контроль других аспектов, очевидных для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе. Датчики могут включать датчики предотвращения столкновений, датчики абсолютного отсчета, датчики относительного положения, дальномеры, измерители освещенности, счетчики Гейгера, детекторы частиц, расходомеры воздуха, датчики вибраций, акселерометры, датчики влажности, датчики газа, барометры, датчики уровня, тензометрические датчики, датчики температуры и любой другой датчик или измерительное устройство, очевидные для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе, но возможные датчики не ограничены вышеуказанными.
[0105] В некоторых вариантах осуществления устройство 100 для аддитивного производства включает в себя источник исходного материала, компонент для сцепления материала, который размещает и/или сцепляет порции исходного материала из источника исходного материала в соответствии с командами создания детали, и систему позиционирования компонента для сцепления материала, которая позиционирует компонент для сцепления материала в соответствии с командами создания детали. В других вариантах осуществления система позиционирования компонента для сцепления материала может регулировать/контролировать относительное положение компонента для сцепления материала и создаваемой детали (например, где деталь прикреплена к плите для послойного наращивания и исходный материал сцепляется с ней из слоя железного исходного материала или из смолы или тому подобного). Детали или части деталей могут быть созданы в пределах объема для послойного наращивания в соответствии с командами создания детали. Устройство 100 для аддитивного производства создает заданную деталь посредством исходного материала. Исходный материал может включать в себя любой материал или комбинацию материалов, при этом устройство 100 может быть адаптировано для производства деталей из данного исходного материала итеративным образом. Аддитивное производство создает детали из исходного материала посредством сцепления или соединения малых порций исходного материала вместе иным образом, при этом элементы созданной детали имеют значительно меньшие размеры по сравнению с общим объемом используемого исходного материала.
[0106] Исходный материал представляет собой любой материал или комбинацию материалов, пригодных для использования в компоненте для сцепления материала при изготовлении детали. Исходный материал может представлять собой пластик, металл, органический материал, неорганические материалы или комбинации подобных материалов. Как будет очевидно для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе, такие материалы, как сополимер акрилонитрила, бутадиена и стирола (АБС), поликарбонат (РС), полимолочная кислота (PLA), полиэтилен высокой плотности (HDPE), полифенилсульфон (PPSU), припойная проволока, композиционные материалы с полимерной матрицей, полиэфирэфиркетон (PEEK), висмут, алюминий, титан, олово и тому подобные, могут быть использованы для изготовления заданных деталей посредством аддитивного производства. В некоторых вариантах осуществления исходный материал находится в соответствующем состоянии и имеет соответствующие форму, размер и/или другие физические свойства, пригодные для использования в компоненте для сцепления материала. Исходный материал может быть получен из реголита астероидов, реголита других небесных тел, из обломков космического мусора, из мусора, из устаревших элементов и тому подобного. В некоторых вариантах осуществления исходный материал представляет собой полимерную нить, содержащую металлический порошок. В другом варианте осуществления исходный материал представляет собой полимер, содержащий углеродные нанотрубки, волокна или тому подобное. В еще одном варианте осуществления исходный материал представляет собой смолу, смолу, содержащую наполнитель, связующее и/или порошок, или тому подобное. Исходный материал может представлять собой жидкость или комбинацию материалов, имеющих разные физические состояния (например, твердое тело и жидкость).
[0107] В некоторых вариантах осуществления блок 108 регулирования среды может быть исключен. В том случае, когда устройство 100 не содержит блока 108 регулирования среды, другие системы регулирования среды (например, системы регулирования среды в контейнере, в котором устройства 100, в модуле космического аппарата, содержащем устройство 100, в отсеке корабля, содержащем устройство 100, и тому подобное) могут быть адаптированы для фильтрации, регулирования и контроля среды в устройстве 100 и/или вокруг устройства 100.
[0108] Система 102 перемещения включает в себя множество линейных исполнительных механизмов с приводом от винта или другие устройства, обеспечивающие точное линейное движение. Предназначенная для экструдера группа линейных исполнительных механизмов соединена с экструдером 104, позиционируя экструдер 104 по двум осям. Исполнительный механизм узла с платформой для послойного наращивания регулирует положение узла 112 с платформой для послойного наращивания по третьей оси. Третья ось может быть параллельна оси, по которой перемещается экструдер 104, или она может быть ортогональна к осям, по которым перемещается экструдер 104. Система 102 перемещения может быть смонтирована на плите 130, что обеспечивает общую точку крепления. Каждый линейный исполнительный механизм или другое устройство, обеспечивающее движение, которые предусмотрены в системе 102 перемещения, жестко и точно соединен (-о) к частям рамы 114, в результате чего обеспечиваются точки начала отсчета для перемещения и размещения экструдера 104 и узла 112 с платформой для послойного наращивания в среде с микрогравитацией, водной и других средах. Система 102 перемещения представляет собой один вид системы позиционирования для нанесения материала, пригодной для реализации аспектов представленного раскрытия изобретения.
[0109] Экструдер 104 нити выполнен с возможностью создания заданной детали на узле 112 с платформой для послойного наращивания посредством осаждения полимера или другого материала. Экструдер 104 соединен с частями системы 102 перемещения и выполнен с возможностью перемещения, например, по двум осям (например, по осям x и y). Нанесение/осаждение может выполняться аддитивно, например, послойно или в виде растра. Регулирование положений экструдера 104 нити и узла 112 с платформой для послойного наращивания во время создания может осуществляться посредством электронной аппаратуры 110 управления, электрически соединенной с частями системы 102 перемещения. Электронная аппаратура 110 управления также электрически соединена с экструдером 104, управляя таким образом потоком и наложением нити. Электронная аппаратура 110 управления может представлять собой программное обеспечение, аппаратное обеспечение или комбинацию программного обеспечения и аппаратного обеспечения. Электронная аппаратура 110 управления выполнена с возможностью обеспечения изготовления заданной детали (например, опорного конструктивного элемента) посредством устройства 100 для аддитивного производства. Электронная аппаратура 110 управления может включать в себя источник 110с питания, размещенный в оболочке 114, в результате чего создается модульное устройство 100. В других вариантах осуществления источник питания исключен, и устройство 100 получает питание от внешнего источника, такого как система питания станции, сетевое питание, судовая силовая сеть и тому подобное. В других вариантах осуществления предусмотрен внешний источник питания. Экструдер 104 представляет собой один вид компонента для нанесения материала, пригодного для реализации аспектов представленного раскрытия изобретения.
[0110] Электронная аппаратура 110 управления может включать в себя резервированные системы. Резервирование может быть желательным при развертывании устройства 100 в космическом пространстве вследствие отрицательных воздействий радиации на чувствительные электронные схемы. Резервирование обеспечивает возможность использования быстродействующих, не обладающих радиационной стойкостью, электронных схем вместо радиационно-стойкого оборудования. Подобные быстродействующие электронные схемы обеспечивают возможность более быстрых вычислений и большей функциональности по сравнению с радиационно-стойким оборудованием. Резервированные системы также полезны в водных средах, средах с высокой вибрацией и тому подобном. Резервированные системы могут выполнять вычисления параллельно и «проверять друг друга». Подобные системы могут также обеспечить поддержку при переключении при отказе. То есть, если основная система окажется неисправной, вспомогательная и другие дублирующие системы принимают выполнение задач на себя.
[0111] Экструдер 104 соединен с источником 106 исходного материала. Источник 106 исходного материала вмещает и подает материал, необходимый для изготовления одной или более деталей посредством устройства 100 для аддитивного производства. В одном варианте осуществления источник 106 исходного материала представляет собой съемный узел, содержащий катушку с полимерной нитью, протянутой в экструдер 104 нити в передней части экструдера 104, в результате чего уменьшается площадь, занимаемая нитью в оболочке 114, и увеличивается доступный объем для послойного наращивания. Экструдер 104 выполнен с возможностью нагрева полимерной нити до ее температуры плавления и нанесения расплавленного полимера для образования заданной детали. В другом варианте осуществления катушка с нитью или другой источник 106 исходного материала встроена/встроен в устройство 100. Источник 106 исходного материала может включать в себя электродвигатель или другое устройство, выполненное с возможностью активной выдачи нити наружу или подачи ее иным образом.
[0112] Блок 108 регулирования среды выполнен с возможностью регулирования среды устройства 100 для аддитивного производства. В одном варианте осуществления блок 108 регулирования среды содержит, по меньшей мере, один вентилятор, устройство для регулирования температуры (например, нагреватель, устройство кондиционирования воздуха) и фильтр. Блок 108 регулирования среды регулирует одного или более из: температуру, влажность, циркуляцию воздуха и качество воздуха в устройстве 100 для аддитивного производства, в результате чего предотвращаются выделение газа и загрязнение среды, в которой устройство 100 для аддитивного производства находится во время работы. Блок 108 регулирования среды также может включать в себя датчики, которые измеряют концентрации вредных газов или других материалов или определяют факторы окружающей среды, которые будут опасными при выделении из оболочки 114. Таким образом, блок 108 регулирования среды может осуществлять контроль и защищать людей и оборудование в стесненном пространстве с устройством 100 (например, на космической станции, на морском судне, в лаборатории) от потенциально опасного выделения газа, если оболочка 114 будет открыта до того, как блок 108 регулирования среды устранит или уловит подобные газы или материалы. Блок 108 регулирования среды соединен с электронной аппаратурой 110 управления. Электронная аппаратура 110 управления осуществляет управление блоком 108 регулирования среды, что способствует регулированию температуры, влажности, качества воздуха, циркуляции воздуха и тому подобного. В некоторых вариантах осуществления оболочка 114 включает в себя дверцу 128, управляемую посредством электронной аппаратуры 110 управления. Дверца 128 может не открываться до тех пор, пока блок 108 регулирования среды не определит посредством использования датчиков и/или рабочих параметров (например, времени работы, времени ожидания, пороговых уровней концентрации загрязняющих веществ и тому подобного), что замкнутая среда не вызовет загрязнения внешней среды.
[0113] Узел 112 с платформой для послойного наращивания может представлять собой один или более компонентов, выполненных с возможностью удерживания и позиционирования детали, создаваемой посредством устройства 100. Предназначенная для послойного наращивания поверхность узла 112 с платформой для послойного наращивания выполнена с возможностью позиционирования ее относительно экструдера 104. Например, узел 112 с платформой для послойного наращивания может быть выполнен с возможностью позиционирования по третьей оси (например, оси z) посредством части системы 102 перемещения. В других вариантах осуществления узел 112 с платформой для послойного наращивания остается неподвижным, и экструдер 104 перемещается во время создания детали. В еще одном варианте осуществления узел 112 с платформой для послойного наращивания исключен. В различных вариантах осуществления узел 112 с платформой для послойного наращивания содержит автоматически выравнивающийся поддон для печати (не показанный на фиг.1), предназначенный для обеспечения экономии времени и автоматизации запуска устройства 100. В некоторых вариантах осуществления устройство 100 включает в себя оптический датчик или другое измерительное устройство, которое измеряет поддон для печати, и небольшие пьезоэлектрические двигатели, соединенные с поддоном для печати, соответственно регулируют выравнивание. Регулирование может происходить до, во время и после создания детали.
[0114] Оболочка 114 предоставляет замкнутую среду для объема для послойного наращивания, предусмотренного в устройстве 100. В некоторых вариантах осуществления устройство 100 является автономным, и оболочка 114 содержит все части устройства. Оболочка 114 может иметь металлическую конструкцию и может быть выполнено с возможностью его электромагнитной изоляции от окружающей среды. Таким образом, устройство 100 не будет оказывать потенциально опасного влияния на аппаратуру связи, лабораторные приборы, другие вычислительные устройства и тому подобное. В других вариантах осуществления части оболочки 114 выполнены из пластика или других материалов и/или могут быть изготовлены посредством устройства 100 из подаваемого исходного материала. Посредством оболочки 114 устройство 100 может быть смонтировано на других объектах или соединено иным образом к другим объектам, таким как экспериментальный отсек, палуба или стенка отсека и тому подобное. Наружная часть оболочки 114 может быть образована базовой плитой 122, задней плитой 124, первой боковой плитой 116, второй боковой плитой 118, верхней плитой 120, имеющей панель для доступа, и передней плитой 126, имеющей дверцу 128. Внутренняя часть оболочки 114 может включать в себя перегородку 130, которая отделяет объем для послойного наращивания, систему 102 перемещения, узел 112 с платформой для послойного наращивания и экструдер 104 от задней секции, содержащей электронную аппаратуру 110 управления и блок 108 регулирования среды. Перегородка 130 имеет отверстие, относительно которого зафиксирован элемент для доступа к фильтрам блока регулирования среды, обеспечивающий возможность доступа к фильтрам блока 108 регулирования среды, изнутри объема для послойного наращивания. Таким образом, пользователь может легко выполнить техническое обслуживание блока 108 регулирования среды без снятия устройства 100 с его места установки. Система 102 перемещения также смонтирована на перегородке 130, обеспечивающей стабилизирующую общую поверхность. Внутренняя часть оболочки 114 также может включать в себя стенку 132. Стенка 132 расположена в передней угловой части оболочки и образует гнездо 202 для картриджа с исходным материалом. Картридж 106 с исходным материалом вставляется в гнездо 202 через отверстие в передней плите 126. Гнездо 202 может включать в себя защелки, фиксаторы или другие удерживающие средства, предназначенные для удерживания картриджа 106. Дверца 128 обеспечивает возможность доступа пользователя к зоне послойного наращивания для удаления готовых деталей, выполнения технического обслуживания и текущего ремонта и тому подобного. Дверца 128 может иметь окно. В некоторых вариантах осуществления окно представляет собой окно, экранированное для защиты от электромагнитных помех. Дверца 128 может быть соединена к передней плите 126 посредством шарнира 302. Шарнир 302 может быть выполнен с электроприводом и/или управление шарниром 302 может осуществляться посредством электронной аппаратуры 110 управления.
[0115] Оболочка 114 может быть выполнена с возможностью обеспечения стойкости и изоляции внутренних компонентов от ударов и других внешних сил (например, сил при пуске, сил, с которыми сталкиваются в море, больших перегрузок и тому подобного). Оболочка 114 может быть выполнена с возможностью электромагнитной изоляции устройства 100 от окружающей среды, в результате чего гарантируется то, что электромагнитные помехи, создаваемые окружающей средой, не будут влиять на устройство 100, и наоборот.
[0116] В некоторых вариантах осуществления устройство 100 не включает в себя оболочку 114. Например, устройство 100 может быть прикреплено к концу роботизированной руки и может быть использовано для изготовления деталей в различных местах на наружной стороне космического аппарата/корабля, космической станции, спутников или тому подобного. Как будет очевидно для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе, роботизированная рука или другая система позиционирования для сцепления материала может быть или не быть частью объекта, на котором создается деталь, в результате чего обеспечивается возможность ремонта, создания других устройств или тому подобных операций для других устройств.
[0117] В некоторых вариантах осуществления устройство 100 включает в себя одну или более камер для контроля изготовления деталей, функционирования компонентов или тому подобного. Устройство 100 может включать в себя множество датчиков температуры, предусмотренных внутри оболочки 114.
[0118] Далее рассматриваются фиг.5-7, на которых показаны различные виды источника исходного материала, а именно картриджа 106 с исходным материалом, используемого в устройстве 100 для аддитивного производства в соответствии с аспектами представленного раскрытия изобретения.
[0119] Картридж 106 с исходным материалом является съемным, и в нем размещена катушка с нитью. Нить подается через экструдер 104, нагревается и наносится для создания заданной детали. Картридж 106 содержит соединительные механизмы 136 (обозначенные как соединительные механизмы 136а-b), которые входят в контактное взаимодействие с частью устройства 100 и обеспечивают возможность легкого, не требующего применения инструментов удаления пустых картриджей 106. В одном варианте осуществления соединительный механизм 136 представляет собой систему захвата и фиксации, при этом захват 502 входит в контактное взаимодействие с частью передней плиты 126 для фиксации картриджа 106 внутри устройства 100.
[0120] Картридж 106 может содержать раму 704 картриджа, крышку 702 картриджа, соединительные механизмы 136 и механизм подачи нити, содержащий катушку 706, нитенаправляющую трубку 716, стабилизатор 714, питатель 710, приводимый в действие посредством электродвигателя 708, и интерфейсный порт 712. Рама 704 и крышка 702 окружают механизм подачи нити. Механизм подачи может подавать нить из картриджа 106 из такого места, которое обеспечивает минимизацию изгибов на линии нити, минимизацию длины нити, открытой для воздействия, между картриджем 106 и экструдером, и/или может быть адаптирован для других целей, очевидных для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе.
[0121] Внутри картриджа 106 нить может подаваться по трубке 716 в питатель 710. Стабилизация трубки обеспечивается стабилизатором 714. Питатель 710 приводится в действие посредством электродвигателя 708, который может приводиться в действие посредством электронной аппаратуры 110 управления, бортовой электроники (например, в ответ на изменения натяжения нити) или тому подобного. Нить выходит из картриджа 106 в порте 712. Порт 712 может соединяться с другими частями устройства 100 или может быть выровнен относительно других частей устройства 100, что способствует созданию плавной траектории для нити. Порт 712 может также включать в себя электрические соединения.
[0122] В некоторых вариантах осуществления трубка 716 начинается внутри картриджа 106 у стабилизатора 714 и проходит до места рядом с экструдером 104, обеспечивая защитный гибкий кожух для нити до тех пор, пока она не достигнет экструдера 104. Трубка 716 также стабилизирует нить, когда экструдер перемещается во время создания детали.
[0123] Картридж 106 с исходным материалом или другой источник исходного материала также может включать в себя запоминающее устройство, датчик температуры окружающей среды и/или датчик трубки. Могут быть включены другие датчики, такие как датчики влажности, датчики давления, радиологические датчики, газовые детекторы и тому подобное. Датчики и запоминающие устройства могут быть соединены с электронным блоком 110 управления с возможностью связи посредством нажимного соединителя, беспроводной связи или тому подобного. Запоминающее устройство может хранить данные, относящиеся к серийному номеру картриджа 106 с исходным материалом, типу исходного материала, длине использованного исходного материала (в случае нити), количеству остающегося исходного материала, и тому подобное. Датчик трубки может осуществлять контроль трубки 716 для гарантирования того, что нить 802 перемещается внутри трубки. Если датчик трубки обнаружит, что внутри трубки 716 нет нити, может быть выдана команда останова, предотвращающая прилипание нити 802 в трубке 716 или экструдере 104, в результате чего избегают заедания или другого замедления при смене нити 802.
[0124] Устройство 100 может включать в себя множество источников исходного материала разных типов, цветов и тому подобного и может включать в себя множество гнезд 202 для картриджей.
[0125] В некоторых вариантах осуществления источник исходного материала представляет собой источник исходного материала для производства, такой как устройство для рециклинга. Источник исходного материала может представлять собой катушку, проволоку, пруток, блок или тому подобное. Источник исходного материала может содержать или принимать побочные продукты атмосферных процессов, процессов переработки углеводородов или тому подобное. Источник исходного материала может представлять собой слой железного порошка, расположенный на намагниченном поддоне для послойного наращивания.
[0126] Далее рассматриваются фиг.8-10, на которых показаны различные виды экструдера 104, предусмотренного в устройстве для аддитивного производства в соответствии с аспектами представленного раскрытия изобретения.
[0127] Экструдер 104 расплавляет нить 802 и укладывает расплавленную нить для создания заданной детали. Нить 802 может представлять собой пластик, металл, органический материал, неорганические материалы или комбинации подобных материалов. Экструдер 104 выполнен с возможностью нагрева нити до тех пор, пока она не расплавится и/или не станет достаточно податливой для образования частей заданной детали. Нить 802 подается в принимающую трубку 806. Принимающая трубка 806 может быть соединена с трубкой 716. В другом варианте осуществления принимающая трубка 806 исключена, и трубка 716 вставлена в экструдер в месте расположения трубки 806.
[0128] Нить подается по каналу 804 в корпусе экструдера. Корпус экструдера может включать в себя две половины 808 корпуса, которые соединены друг с другом и содержат питатель 1002 экструдера с приводом от электродвигателя 816, который избирательно подает нить 802 в сопло 902 экструдера, где она расплавляется и наносится.
[0129] Температура экструдера 104 и сопла 902 экструдера должна поддерживаться в допустимых пределах. Экструдер 104 может содержать теплоотвод 810, вытяжной вентилятор 812, расположенный над теплоотводом 810, и выпускную направляющую 814, выполненную с возможностью направления горячего воздуха из теплоотвода 810 дальше от сопла 902 экструдера. Выпускная направляющая 814 может представлять собой криволинейную поверхность, расположенную между теплоотводом 810 и вентилятором 812. В некоторых вариантах осуществления корпус экструдера создан из металла и выполнен с возможностью его функционирования в качестве теплоотвода.
[0130] Экструдер 104 может включать в себя рукоятку 818 для разъединения, которая обеспечивает возможность удаления экструдера 104 без инструментов. Экструдер 104 может быть удален для облегчения ремонта или технического обслуживания экструдера 104, очистки или технического обслуживания других компонентов устройства 100, замены экструдера 104, замены первого экструдера, выполненного с возможностью создания полимерных деталей, на другой экструдер, выполненный с возможностью изготовления металлических предметов, или тому подобное. Рукоятка 818 для разъединения может приводить в действие механизм блокировки (не показан) для установки или удаления экструдера 104.
[0131] Экструдер 104 представляет собой один вариант компонента для сцепления материала, пригодного для использования вместе с устройством 100. Размеры и форма экструдера 104 могут варьироваться. В устройстве 100 для аддитивного производства может быть множество компонентов для сцепления материала. Подобные многочисленные компоненты для сцепления материала могут сцеплять или наносить различные материалы иным образом или могут иметь разные характеристики (например, различную дискретность). В некоторых вариантах осуществления компонент для сцепления материала может представлять собой сварочное устройство, такое как дугосварочный аппарат, аппарат для лучевой сварки, аппарат для кислородно-газовой или газовой сварки, аппарат для контактной сварки или аппарат для сварки в твердом состоянии. В других вариантах осуществления компонент для сцепления материала может представлять собой стереолитографический аппарат, головку для струйной печати, головку для наплавки, устройство для нанесения бетона или другого затвердевающего материала или любое другое устройство, очевидное для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе.
[0132] Далее рассматриваются фиг.11-15, на которых показаны различные виды системы 102 перемещения, предусмотренной в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0133] Система 102 перемещения физически сопряжена с конструктивным элементом устройства 100 и опирается на конструктивный элемент устройства 100 (например, на оболочку 114). В одном варианте осуществления система 102 перемещения содержит четыре линейных исполнительных механизма. Каждый линейный исполнительный механизм включает в себя шаговый двигатель, соединенный с редуктором, который приводит во вращение линейный рельс с приводом от винта. Каретка соединена к рельсу с возможностью перемещения, что обеспечивает возможность точного позиционирования каретки и присоединенных компонентов. Исполнительный механизм 1104 экструдера соединен к экструдеру 104 у каретки 1114 для экструдера и позиционирует экструдер 104 вдоль оси x. Электродвигатель 1108 для экструдера приводит в действие исполнительный механизм 1104 экструдера. Электродвигатель 1108 исполнительного механизма экструдера может представлять собой шаговый двигатель, соединенный с редуктором, который поворачивает линейный рельс с приводом от винта.
[0134] Система 102 перемещения может включать в себя два вертикально ориентированных исполнительного механизма 1102 по оси y (обозначенных как исполнительные механизмы 1102а-b по оси y на фиг.11), имеющих соответствующие им каретки (не показанные), прикрепленные к противоположным концам исполнительного механизма 1104 экструдера. Каждый исполнительный механизм по оси y прикреплен к перегородке 130, обеспечивающей стабильное основание для перемещения исполнительного механизма 1104 экструдера и прикрепленного экструдера 104 вверх и вниз. Исполнительные механизмы 1102 по оси y приводятся в действие посредством шаговых двигателей 1112 (обозначенных как шаговые двигатели 1112а-b на фиг.11).
[0135] Исполнительный механизм 1106 узла с платформой для послойного наращивания проходит перпендикулярно исполнительному механизму 1104 экструдера и перемещает прикрепленный узел 112 с платформой для послойного наращивания по оси z, обеспечивая необходимые степени свободы для изготовления заданных деталей. Экструдер 1106 также может перемещаться по направлению к дверце 128, когда деталь готова, чтобы способствовать легкому удалению детали. Платформа 112 прикреплена к исполнительному механизму 1106 посредством каретки 1116 и перемещается посредством шагового двигателя 1110. Исполнительный механизм 1106 прикреплен к базовой плите 122.
[0136] Линейный исполнительный механизм с приводом от винта может точно позиционировать прикрепленную каретку с высокой степенью повторяемости. Линейный исполнительный механизм с приводом от винта также является жестким и удерживает прикрепленную каретку в точном положении.
[0137] Каретки каждого линейного исполнительного механизма могут содержать шаровые опоры, которые облегчают перемещение вдоль линейного исполнительного механизма.
[0138] В некоторых вариантах осуществления система 102 перемещения содержит линейные исполнительные механизмы, обеспечивающие возможность инкрементных перемещений с величиной, составляющей всего 2,5 микрона. В других вариантах осуществления дискретность может быть увеличена или уменьшена посредством использования ходовых винтов с разной величиной шага. Использование разных электродвигателей или редукторов может также обеспечить изменение величины инкрементных перемещений.
[0139] Система 102 перемещения может представлять собой один вариант системы позиционирования компонента для сцепления материала, предусмотренной в устройстве 100. В других вариантах осуществления система позиционирования компонента для сцепления материала может представлять собой роботизированную руку. Роботизированная рука может быть выполнена с возможностью развертывания внутри космического аппарата/корабля или аналогичной замкнутой зоны (например, модуля космической станции). В других вариантах осуществления роботизированная рука может быть выполнена с возможностью развертывания снаружи конструкции (например, роботизированная рука, прикрепленная к космической станции).
[0140] В других вариантах осуществления система позиционирования компонента для сцепления материала может представлять собой космический аппарат (например, роботизированную капсулу или капсулу с экипажем, оснащенную одним или более устройствами для сцепления материала), шарнирно-сочлененные компоненты (например, множество компонентов, выполненных с возможностью поворота и изменения их положения друг относительно друга) и тому подобное. В некоторых вариантах осуществления узел 112 с платформой для послойного наращивания представляет собой поворотную платформу, и система позиционирования компонента для сцепления материала обеспечивает перемещение компонента для сцепления материала от края до края узла 112 с платформой для послойного наращивания. В некоторых подобных вариантах осуществления поворотная платформа является круглой и имеет диаметр. Система позиционирования компонента для сцепления материала перемещается параллельно диаметральной линии и пересекает начало координат поворотной платформы. Платформа для послойного наращивания может быть поднята и опущена относительно компонента для сцепления материала, или компонент для сцепления материала может быть поднят и опущен относительно платформы для послойного наращивания.
[0141] Далее рассматриваются фиг.16-17, на которых показаны различные виды узла 112 с платформой для послойного наращивания, предназначенного для устройства 100 для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0142] Узел 112 с платформой для послойного наращивания может иметь плоскую жесткую поверхность и может быть установлен на каретке 1116 посредством точек 1702 установки (обозначенных для ясности только как точка 1702а установки на фиг.17). Узел 112 с платформой для послойного наращивания может включать в себя покрытия или слои, которые облегчают удаление готовой детали с поверхности для послойного наращивания после завершения изготовления детали. Для изготовления деталей из АБС-пластика верхний слой узла 112 с платформой для послойного наращивания может представлять собой АБС-пластик, слой АБС-пластика, соединенный с ацетоном, подвергнутый распылению ацетона или обработке ацетоном, слой Kapton (ленты на основе полиимидной пленки, поставляемая E.I. du Pont de Nemours and Company, Wilmington, Делавэр), сетчатый слой (например, металлическую сетку, полимерную сетку). Поверхность для послойного наращивания может быть нагрета посредством внутренних нагревательных элементов (не показанных). Подобный нагрев может выполняться посредством нагревателя картриджа, цепей с активным сопротивлением, встроенных в узел 112 с платформой для послойного наращивания или прикрепленных к узлу 112 с платформой для послойного наращивания, печатной платы, силиконового нагревателя, смонтированного поверх поверхности для послойного наращивания или других средств, очевидных для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе.
[0143] Узел 112 с платформой для послойного наращивания позиционирует деталь в пределах объема для послойного наращивания при ее создании посредством компонента для сцепления материала. В других вариантах осуществления узел 112 с платформой для послойного наращивания и/или поверхность с платформой для послойного наращивания могут иметь разные размеры, могут быть выполнены из разных материалов, могут иметь разную толщину, могут быть проводящими, могут быть электрически изолированными, могут подвергаться нагреву, могут подвергаться охлаждению, могут быть перфорированными, могут быть подвергнуты травлению, могут быть подвергнуты гравированию, могут представлять собой одну точку или сравнительно малую зону создания, могут иметь слой для послойного наращивания, имеющий высокий коэффициент трения или низкий коэффициент трения, и тому подобное. Узел 112 с платформой для послойного наращивания может представлять собой ленточный конвейер. В некоторых вариантах осуществления предназначенная для послойного наращивания поверхность узла 112 с платформой для послойного наращивания не соединена с устройством 100. Она может представлять собой часть космического аппарата/корабля, спутника, морского судна или тому подобного.
[0144] В некоторых вариантах осуществления, в которых устройство 100 применяют в среде с микрогравитацией или другой космической среде, узел 112 с платформой для послойного наращивания представляет собой одну точку, такую как шаровая опора, малый куб или другая базовая точка, находящуюся в пределах объема для послойного наращивания. Экструдер 104 или другой компонент для сцепления материала создает заданную деталь в объеме для послойного наращивания путем первоначального нанесения исходной порции и/или слоя, прикрепляемой(-го) к одной точке. После этого компонент для сцепления материала подвергается итерационному изменению положения посредством системы позиционирования для сцепления материала для сцепления дополнительного материала с исходными порциями, в результате чего создается заданная деталь. Среда с микрогравитацией или другая космическая среда обеспечивает возможность создания детали без существенной поддержки со стороны платформы, поскольку исходный материал сцепляется с заданной деталью и поддерживается до его смещения, и опорная конструкция не требуется.
[0145] В некоторых вариантах осуществления устройство 100 создает заданную деталь в объеме для послойного наращивания. Объем для послойного наращивания может быть ограничен относительно компонента для сцепления материала. Объем для послойного наращивания может быть перемещаемым при перемещении устройства 100 или независимо от перемещения устройства 100. Размеры объема для послойного наращивания могут варьироваться на основе конфигурации устройства 100. В некоторых вариантах осуществления сторона объема для послойного наращивания может иметь размер менее одного фута (30,48 см). В некоторых вариантах осуществления объем для послойного наращивания охватывает космическую станцию, спутник или тому подобное, что обеспечивает возможность создания всех подобных конструкций или части подобных конструкций, а также ремонта, модернизации и тому подобного. Например, в том случае, когда устройство 100 включает в себя роботизированную руку в качестве системы позиционирования компонента для сцепления материала, объем для послойного наращивания может представлять собой «адресуемый» объем для руки. Устройство 100 также может быть смонтировано на роботизированной руке, что обеспечивает возможность изменения положения устройства 100 для создания деталей, ремонта объектов и тому подобного посредством использования системы 102 перемещения или аналогичной системы, имеющей более точное регулирование по сравнению с прикрепленной роботизированной рукой.
[0146] Далее рассматриваются фиг.18-20, на которых показаны различные виды блока 108 регулирования среды, предназначенного для устройства 100 для аддитивного производства, функционирующего в регулируемой среде, в соответствии с различными аспектами представленного раскрытия изобретения.
[0147] Блок 108 регулирования среды регулирует внутреннюю среду устройства 100. В различных вариантах осуществления блок 108 регулирования среды включает в себя датчики температуры и влажности, устройства для анализа загрязняющих веществ, предназначенные для обнаружения имеющихся в воздухе, токсичных газов, образующихся во время создания детали, устройства для обнаружения и/или улавливания «странствующих» кусков исходного материала, вентиляторы для обеспечения циркуляции воздуха, нагревательные элементы, охлаждающие элементы, осушители, воздушные фильтры и тому подобное. Блок 108 регулирования среды может быть выполнен с конфигурацией, позволяющей обеспечить регулируемую среду для объема для послойного наращивания в устройстве 100. В некоторых вариантах осуществления блок 108 регулирования среды выполнен с возможностью фильтрации и регулирования среды внутри устройства 100 так, что, когда окружающая среда будет открыта для воздействия внутренней среды, она будет безопасной для пользователя.
[0148] Блок 108 регулирования среды содержит корпус 1808, в котором размещен ряд съемных фильтрующих элементов. Фильтрующие элементы образуют блок 2002 фильтров, к которому может быть обеспечен доступ посредством разблокирующего элемента 1802 фильтра. В корпусе 1808 также могут быть размещены один или более элементов, описанных выше. Блок 108 регулирования среды также может содержать электродвигатель 1804 дефлектора, соединенный с дефлектором 1806, предназначенным для регулирования воздушного потока внутри блока 108 регулирования среды.
[0149] Блок 108 регулирования среды в стопе 2002 фильтров может содержать, например, угольные фильтры и высокоэффективные фильтры Н14 тонкой очистки воздуха (НЕРА-фильтры). Одна или более решеток также могут быть включены для улавливания частиц большего размера. Угольные фильтры абсорбируют летучие вещества, которые могут присутствовать в атмосфере при автоматическом изготовлении модуля (AMF), в то время как высокоэффективные фильтры тонкой очистки воздуха будут удалять 99,999% от всех частиц в воздухе, которые имеют размер 0,3 микрона или больше. В других вариантах осуществления могут быть предусмотрены другие фильтры, решетки или тому подобное, которые могут отфильтровывать наночастицы, частицы субмикронного размера и частицы других размеров или типов, которые специалисты в соответствующей(-их) области(-ях) техники пожелают отфильтровать или отрегулировать внутри устройства 100 или в средах, в которых применяется устройство 100.
[0150] В некоторых вариантах осуществления блок 108 регулирования среды обеспечивает работу одного или более вентиляторов с низкой постоянной скоростью во время создания детали для гарантирования однородной температуры во внутреннем пространстве устройства 100 и для гарантирования того, что создаваемые части детали будут охлаждаться и затвердевать соответствующим образом.
[0151] В других вариантах осуществления блок 108 регулирования среды может включать в себя охлаждающие устройства, одно или более устройств для регулирования температуры, один или более насосов, таких как вакуумный насос, источники газов (например, источники газообразного аргона, инертного газа, воспламеняющегося газа, других газов или газовых смесей, очевидных для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе), систему пожаротушения, увлажнитель и/или источник биологических агентов (например, вирусов, бактерий и тому подобного). В других вариантах осуществления могут быть использованы ионный воздушный фильтр, воздушный фильтр с обработкой воздуха ультрафиолетовым излучением или другой фильтр. Воздух может быть подвергнут рециркуляции или перемещению иным образом посредством диафрагмы или другого устройства без вентилятора, очевидных для специалистов в соответствующей(-их) области(-ях) техники после чтения описания в данном документе. В некоторых вариантах осуществления блок 108 регулирования среды функционирует снаружи в космосе и включает в себя один или более источников газа, таких как контейнер, выполненный с возможностью выпуска газа и создания локальной среды или атмосферы.
[0152] В различных вариантах осуществления блок 108 регулирования среды выполнен с возможностью улавливания выходящих газов, наночастиц и другого потенциально опасного материала, образующегося во время процесса аддитивного производства. Например, процессы формования методом наплавления вызывают образование потенциально вредных газов во время процесса послойного наращивания. Кроме того, образуются наночастицы исходного материала (например, АБС-пластика). В среде с микрогравитацией или другой космической среде, а также в наземных местах расположения как вредные газы, так и наночастицы могут рассеиваться через устройство 100 или окружающую среду нежелательным образом. Блок 108 регулирования среды или множество блоков регулирования среды могут быть использованы для отфильтровывания или удаления или удерживания иным образом подобных выходящих газов и наночастиц.
[0153] Далее рассматривается фиг.21, на которой показан вид в перспективе источника питания и электронного блока 110 управления, предусмотренных в устройстве 100 для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0154] В различных вариантах осуществления электронный блок 110 управления включает в себя сменные, заменяемые, модернизируемые, выполненные на основе картриджа и/или резервные компоненты. Серийно выпускаемые (COTS) компоненты, такие как вычислительные устройства x86, микроконтроллеры и тому подобное, могут быть использованы для того, чтобы способствовать простоте применения, упростить изготовление и снизить стоимость посредством применения готовых компонентов. Устройство 100 может работать с источником питания на 24 В. В некоторых вариантах осуществления питание, подаваемое от места, в котором развернуто устройство 100, может отличаться. Например, космическая станция может предоставлять питание 28 В. В таких случаях устройство 100 может преобразовать поданное питание до 24 В.
[0155] В некоторых вариантах осуществления электронная аппаратура управления включает в себя множество панелей с гнездами для плат, которые могут быть легко заменены. Каждая плата может включать в себя схемы управления, которые делают невозможной работу платы, если компоненты платы отклоняются от зоны рабочих характеристик. Например, каждая плата может иметь датчики температуры. В том случае, если выход за пределы температуры, заданной техническими условиями, будет обнаружен бортовым датчиком, вся связь и функции в плате могут быть заблокированы.
[0156] Компоненты, такие как конденсаторы и тому подобное, в электронном блоке 110 управления могут быть подвергнуты снижению номинальных значений характеристик для использования в космической или других удаленных средах. Схемы для подвода электропитания могут включать в себя фильтры для частот, создаваемых окружающей средой (например, частотных диапазонов связи, используемых космической станцией). Элементы для подачи электропитания могут быть изолированы от других частей электронного блока 110 управления для уменьшения возникновения электромагнитных помех.
[0157] В некоторых вариантах осуществления схемы подачи электропитания электрически изолированы от соответствующей схемы регулирования температуры. Может быть предусмотрен микроконтроллер, который осуществляет контроль датчиков температуры, расположенных по всей оболочке 114, в электронном блоке 110 управления или тому подобном. Датчики температуры имеют предварительно запрограммированные предельные величины. Если один датчик не соответствует техническим условиям, микроконтроллер отключит подачу электропитания посредством оптической схемы.
[0158] Электронный блок 110 управления может включать в себя схемы управления для экструдера 104. Схемы управления могут включать в себя протокол инициализации, конфигурированный для предотвращения утечки из сопла 902. Температура сопла 902 может регулироваться посредством пропорционально-интегрально-дифференциального (ПИД) регулятора и соответствующих алгоритмов. Сопло 902 может нагреваться при 60% мощности в течение 2-4 минут во время инициализации, в результате чего ограничивают расширение исходного материала (например, АБС-пластика) в сопле 902 и избегают утечек.
[0159] Далее рассматриваются фиг.22-24, на которых показаны различные виды устройства 100 для аддитивного производства, имеющего внешний источник 2202 питания, при этом устройство 100 для аддитивного производства выполнено с возможностью функционирования в множестве сред с разными силами и гравитацией, включая микрогравитацию, в соответствии с различными аспектами представленного раскрытия изобретения.
[0160] Источник 2202 питания отделен от остальной части устройства 100 для уменьшения площади, занимаемой частями устройства 100. Источник 2202 питания может быть расположен на расстоянии от остальной части устройства 100 и электрически соединен. Источник 2202 питания также может содержать электронную аппаратуру 110 управления. Задняя плита 124 может образовывать одно целое с боковыми и нижней плитами оболочки 114, имеющей съемную верхнюю плиту 120 и боковую плиту 118.
[0161] Дверца 128 может быть съемной и может включать в себя ручку, окно и четыре крепежных элемента, расположенных в углах дверцы 128.
[0162] Далее рассматриваются фиг.25-27, на которых показаны различные виды на основе вида в перспективе системы 102 перемещения, прикрепленного экструдера 104, узла 112 со столом для послойного наращивания и задней плиты 124 устройства 100 для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0163] Система 102 перемещения может включать в себя три линейных исполнительных механизма. Первый исполнительный механизм 1104 смонтирован горизонтально на задней плите 124, перемещая второй исполнительный механизм 1102 по оси y. Экструдер 104 соединен ко второму исполнительному механизму 1102, в результате чего обеспечивается позиционирование экструдера 104 по осям x и y. Третий исполнительный механизм 1106 смонтирован вертикально на задней плите 124 и соединен к задней части узла 112 с платформой для послойного наращивания для перемещения поддона для послойного наращивания по оси z. Передняя часть узла 112 с платформой для послойного наращивания соединена к одному или более вертикальным стабилизаторам 2502 (обозначенным как вертикальные стабилизаторы 2502а-b на фиг.25) для ограничения бокового перемещения узла 112 с платформой для послойного наращивания.
[0164] В некоторых вариантах осуществления второй исполнительный механизм 1102 соединен к горизонтальному стабилизатору 2402 в концевой части, противоположной по отношению к первому исполнительному механизму 1104. Горизонтальный стабилизатор 2402 ограничивает вертикальное перемещение второго исполнительного механизма 1102 и включает в себя рельс 2506, каретку 2508 и соединители 2504, расположенные на обоих концах горизонтального стабилизатора 2402 и соединенные к частям оболочки. Вертикальные стабилизаторы 2502 могут иметь аналогичную конструкцию.
[0165] Далее рассматриваются фиг.28-29, на которых показаны различные виды картриджа 106 с исходным материалом, предназначенного для устройства 100 для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0166] Картридж 106 может включать в себя стенки 2908 с вырезами, в которых размещены соединительные механизмы 2802, предназначенные для соединения картриджа 106 к оболочке 114. Катушка 706 может сопрягаться с возможностью вращения с втулкой 2902, смонтированной на раме 704 посредством крепежной детали 2904 и колпачка 2906.
[0167] Далее рассматриваются фиг.30-31, на которых показаны различные виды другой конфигурации картриджа 106 с исходным материалом в соответствии с различными аспектами представленного раскрытия изобретения. Втулка 2902 может быть встроена в раму 704. Электродвигатель 708 питателя может быть расположен снаружи рамы 704 и может удерживаться посредством боковой пластины 3102 картриджа, имеющей прикрепленный соединительный механизм 2802 типа защелки, предназначенный для соединения к оболочке 114. Выдача нити может осуществляться посредством роликов 3104 с приводом от электродвигателя.
[0168] Далее рассматриваются фиг.32-33, на которых показаны различные виды картриджа 106 с исходным материалом, предназначенного для устройства для аддитивного производства, при этом картридж 106 с исходным материалом выдает нить 802 из центрального отверстия 3202, в соответствии с различными аспектами представленного раскрытия изобретения.
[0169] В некоторых вариантах осуществления выдача нити из центрального отверстия 3202 сокращает расстояние, которое нить 802 должна пройти до экструдера 104. Выдача из центрального отверстия 3202 или из другого места также может выполняться для уменьшения изгибания нити 802.
[0170] В вариантах осуществления, в которых нить выдается через центральное отверстие 3202, ролики могут быть расположены в центре катушки 706, в результате чего облегчается выдача нити 802.
[0171] Далее рассматриваются фиг.34-39, на которых показаны различные виды экструдера 104, предусмотренного в устройстве для аддитивного производства и имеющего механизм 3402 быстрого разъединения, в соответствии с различными аспектами представленного раскрытия изобретения.
[0172] Экструдер 104 может принимать нить 802 посредством смонтированной спереди направляющей 3410 для нити. Направляющая 3410 для нити может быть создана из металла, полимера или другого материала, и нить 802 проходит в направляющую 3410 для нити во отверстие 3408 направляющей. В некоторых вариантах осуществления отверстие 3408 направляющей представляет собой расширяющееся отверстие, ориентированное по направлению к источнику исходного материала для приема нити при минимальном изгибании или защемлении нити 802 во время работы и изменения положения экструдера 104. В некоторых вариантах осуществления источник исходного материала расположен напротив механизма поступательного перемещения, соединенного с экструдером 104, в результате чего избегают защемления, запутывания или другого нежелательного контакта. Корпус 3406 направляющей для нити включает в себя канал и увеличивается по ширине в средней части, обеспечивая зону, предназначенную для перемещения нити 802 в боковом направлении во время перемещения экструдера 104, позволяющую избежать защемления. Корпус 3406 направляющей для нити наклонен вниз в изгибающейся части 3502, направляя нить 802 в экструдер 104. Для избежания защемления нити 802 или повреждения ее иным образом изгибающаяся часть 3502 изменяет направление нити на криволинейной поверхности. Конструкция картриджа 106 и экструдера, имеющего направляющую для нити, подобная показанной на фиг.24, способствует созданию большего объема для послойного наращивания в оболочке 114 и более короткой траектории перемещения нити 802.
[0173] Механизм 3402 быстрого разъединения прикрепляет с возможностью съема экструдер 104 посредством физических и электрических соединений к системе 102 перемещения или другой системе позиционирования для сцепления материала, которая включает в себя кронштейн 3804 для экструдера, имеющий фиксирующий паз 3806. Механизм 3402 быстрого разъединения включает в себя направляющую типа «ласточкин хвост», имеющую язычок 3404 с захватом. Захват входит в контактное взаимодействие с планкой 3808, проходящей поперек паза 3806, прикрепляя экструдер 104 к механизму поступательного перемещения.
[0174] Экструдер 104 также включает в себя электрические контакты 3414 (обозначенные как электрические контакты 3414а-b экструдера на фиг.34), которые входят в контактное взаимодействие с устройством 100 - с возможностью отсоединения - при прикреплении экструдера 104. Электрические контакты 3414 соединяются с соответствующими соединительными элементами, например, на системе 102 перемещения и управляют работой экструдера 104. В других вариантах осуществления электрические контакты 3414 соединяются с соответствующими соединительными элементами на другой части устройства 100. В других вариантах осуществления электрические контакты 3414 исключены, и управляющие сигналы передаются экструдеру 104 посредством беспроводной связи. В некоторых вариантах осуществления задняя пластина 3412 экструдера образует часть механизма 3402 быстрого разъединения и включает в себя электрические контакты 3414. Таким образом, механизм 3402 быстрого разъединения включает в себя как физический соединитель, так и электронный соединитель, и физическое соединение или отделение и электрическое соединение или разъединение могут быть облегчены при одном движении. В некоторых вариантах осуществления физический соединитель механизма 3402 быстрого разъединения образует одно целое с электрическим контактом 3414.
[0175] Задняя пластина 3412 экструдера может представлять собой или включать в себя печатную плату, имеющую соединения для нагревателя, предназначенного для сопла 902 экструдера, датчика температуры сопла 902 экструдера, датчика температуры окружающей среды, вентилятора 812 и электродвигателя 816 экструдера. Задняя пластина 3412 экструдера также может включать в себя датчик высоты на базе соленоида, который может контактировать с узлом 112 с платформой для послойного наращивания за счет опускания экструдера 104 до тех пор, пока датчик не войдет в контакт с узлом 112 с платформой для послойного наращивания. Данный процесс может выполняться во время запуска, перекалибровки или тому подобного. Положение соленоида может быть определено посредством оптического датчика на задней пластине 3412 экструдера. Экструдер 104 может включать в себя запоминающий компонент, который может регистрировать часы использования экструдера 104, порядковый номер экструдера 104, тип модели, модификации, выполненные для экструдера 102, условия, в которых экструдер 104 работал, и тому подобное. Запоминающий компонент может представлять собой часть задней пластины 3412 экструдера. Сенсорные данные от датчиков, соединенных с задней пластиной 3412 экструдера или расположенных на задней пластине 3412 экструдера, могут передавать информацию электронной аппаратуре 110 или сторонней системе управления или сбора данных. Задняя пластина 3412 экструдера может и определяет точное расстояние от экструдера 104 до поддона для послойного наращивания.
[0176] Экструдер дополнительно включает в себя элемент 3602 разъединения, горизонтально ориентированный и расположенный на стороне экструдера 104 и входящий в контактное взаимодействие с язычком 3404. Пользователь может надавить на элемент 3602 разъединения для устранения фиксации экструдера 104 относительно кронштейна 3804 для экструдера, что создает возможность смещения экструдера назад из принтера. В некоторых вариантах осуществления элемент 3602 разъединения проходит через часть корпуса 3802 экструдера.
[0177] Экструдер 104 может дополнительно включать в себя концевой выключатель 3416, который может передать предупредительный сигнал электронной аппаратуре 110 управления о том, что экструдер 104 достиг предела в системе 102 перемещения.
[0178] Далее кратко рассматривается фиг.40, на которой показан вид в перспективе сзади компонентов, которые образуют узел 3402 быстрого разъединения, предназначенный для экструдера 104, в устройстве 100 для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0179] Далее рассматриваются фиг.41А-С, на которых показаны виды снизу экструдеров 104, имеющих датчики, выполненные с возможностью определения положения поверхности для послойного наращивания или другой части узла 112 с платформой для послойного наращивания в устройстве 100 для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0180] Для активного определения и/или проверки местоположения поверхности для послойного наращивания или базовых точек, относящихся к поверхности для послойного наращивания, экструдер 104 может быть снабжен лазерным датчиком 4102, как показано на фиг.41А, индуктивным датчиком 4104, емкостным датчиком 4106 или любым другим датчиком, который специалист в соответствующей(-их) области(-ях) техники сочтет подходящим для установки на экструдере 104 после чтения представленного раскрытия изобретения. Датчики, предназначенные для определения относительных и/или абсолютных положений экструдера 104 и поверхности для послойного наращивания или соответствующих базовых точек, могут быть расположены в любом месте в пределах устройства 100. Подобные датчики могут быть использованы для автоматического регулирования положения экструдера 104 посредством системы 102 перемещения и/или обеспечения изменения положения узла 112 с платформой для послойного наращивания.
[0181] Далее кратко рассматриваются фиг.42-43, на которых показаны различные виды экструдера 104, предусмотренного в устройстве для аддитивного производства, являющегося низкопрофильным и принимающего горизонтально ориентированную нить 802, в соответствии с различными аспектами представленного раскрытия изобретения.
[0182] Далее кратко рассматриваются фиг.44-45, на которых показаны различные виды экструдера 104, предусмотренного в устройстве для аддитивного производства, являющегося низкопрофильным и принимающего вертикально ориентированную нить 802, в соответствии с различными аспектами представленного раскрытия изобретения.
[0183] Далее кратко рассматриваются фиг.46-47, на которых показаны различные виды экструдера 104, предусмотренного в устройстве для аддитивного производства, являющегося низкопрофильным и принимающего вертикально ориентированную нить 802, и имеющего сопло 902 экструдера, расположенного в соответствии с ориентацией нити, в соответствии с различными аспектами представленного раскрытия изобретения.
[0184] Далее рассматриваются фиг.48-49, на которых показаны различные виды экструдера, предусмотренного в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0185] В экструдере 104 нить 802 может направляться посредством устройств 4902 для удерживания нити (обозначенных как устройства 4902а-b для удерживания нити на фиг.49) и избирательно перемещаться посредством зубчатого колеса 4904. Устройства 4902 для удерживания нити служат для позиционирования нити 802 и ее стабилизации в корпусе экструдера.
[0186] Далее рассматриваются фиг.50А-С, на которых показаны виды устройства 4902 для удерживания нити, пригодного для направления и натяжения нити 802 в экструдере 104, предусмотренном в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения.
[0187] Устройство 4902 для удерживания нити включает в себя колесики 5002, соединенные с опорами 5004 с возможностью вращения. Как показано на фиг.50С, представляющей собой вид с разрезом по линии А разреза на фиг.50В, опора 5004 опирается на пружину 5008, при этом опора 5004 противодействует боковому перемещению нити 802, демпфирует боковое перемещение нити 802 и удерживает нить 802 на месте.
[0188] Далее рассматриваются фиг.51-52, на которых показаны различные виды системы 102 перемещения, предусмотренной в устройстве для аддитивного производства в соответствии с различными аспектами представленного раскрытия изобретения. Второй исполнительный механизм 1102 сопрягается с экструдером 104 у каретки 5204 для узла экструдера и перемещается по оси y посредством соединения у перемещающейся каретки 5202. Третий исполнительный механизм 1106 соединен с узлом 112 с платформой для послойного наращивания посредством каретки 5206 для платформы.
[0189] Далее рассматриваются фиг.53-56, на которых показаны различные виды узла 112 с платформой для послойного наращивания, предусмотренного в устройстве для аддитивного производства и имеющего съемный стол 5306 для послойного наращивания, в соответствии с различными аспектами представленного раскрытия изобретения.
[0190] Узел 112 с платформой для послойного наращивания может включать в себя устройство 5302 для приема платформы для послойного наращивания. Приемное устройство 5302 представляет собой жесткую раму, имеющую два обращенных внутрь паза 5310 (обозначенных как пазы 5310а-b на фиг.53), проходящих на длине стола для послойного наращивания вдоль края рамы приемного устройства 5302. Приемное устройство также включает в себя стопорный механизм 5308, такой как фиксатор для удерживания стола 5306 для послойного наращивания внутри приемного устройства 5302.
[0191] Стол 5306 для послойного наращивания имеет два буртика 5312 (обозначенных как буртики 5312а-b на фиг.54), проходящих, по меньшей мере, на части длины стола 5306 для послойного наращивания. Буртики 5312 вставляются в пазы 5310 при вставке стола 5306 для послойного наращивания в приемное устройство 5302. Стол 5306 для послойного наращивания может иметь углубление 5314 для облегчения удаления и вставки стола 5306 для послойного наращивания в приемное устройство 5302.
[0192] В некоторых вариантах осуществления узел 112 с платформой для послойного наращивания обеспечивает самовыравнивание стола 5306 для послойного наращивания. Пружинные планки 5402 расположены в каждом пазе 5310 и создают направленную вниз, упругую силу, действующую на буртики 5312. Выравнивающие механизмы 5404 (обозначенные как исполнительные механизмы 5404а-с выравнивания на фиг.54) прикладывают силу, направленную вверх, на основе ориентации стола 5306 для послойного наращивания, заставляя стол 5306 для послойного наращивания выравниваться. В некоторых вариантах осуществления выравнивающий механизм 5404 представляет собой активное устройство, такое как пьезоэлектрический двигатель, ультразвуковой привод, шаговый двигатель, привод на основе материала с эффектом памяти формы или тому подобное устройство, имеющее штырь или другой прикрепленный элемент, контактирующий с нижней стороной стола 5306 для послойного наращивания. Подобные активные устройства прикладывают силу, направленную вверх, к поддону для послойного наращивания в ответ на полученные в результате измерений данные по состоянию выравнивания стола 5306 для послойного наращивания.
[0193] Выравнивающий механизм 5404 может представлять собой пассивное устройство, такое как пружина 5602, находящаяся в состоянии растяжения или сжатия и соединенная со штырем, которая может быть отрегулирована посредством затягивания фиксирующего винта 5604.
[0194] Далее рассматриваются фиг.57-59, на которых показаны различные виды узла 112 с платформой для послойного наращивания, предусмотренного в устройстве для аддитивного производства, при наличии вида с вырывом, показывающего пружинную планку 5402, расположенную в пазе 5312 для поддона для послойного наращивания, в соответствии с различными аспектами представленного раскрытия изобретения.
[0195] Выравнивающие механизмы 5404 могут быть встроены в кронштейны, которые соединены с кареткой 2508. В некоторых вариантах осуществления углубление исключено, и стол 5306 для послойного наращивания включает в себя ручку 5704. Приемное устройство 5302 может включать в себя направляющую плиту 5702.
[0196] Пружинная планка 5302 содержит удлиненный элемент, имеющий наклонную переднюю часть и множество пружин 5902.
[0197] Далее рассматриваются фиг.60-61, на которых показаны различные виды блока 108 регулирования среды, выполненного с конфигурацией, способствующей функционированию устройства 100 для аддитивного производства в замкнутой или регулируемой среде, в соответствии с различными аспектами представленного раскрытия изобретения. Блок регулирования среды может включать в себя корпус 6104 блока регулирования среды, в котором размещено множество вентиляторов (обозначенных как вентиляторы 610а-b на фиг.61) и который соединен к базовой плите 6106 блока регулирования среды.
[0198] Далее рассматриваются фиг.62-67, на которых показаны различные виды блока регулирования среды, выполненного с конфигурацией, способствующей функционированию устройства для аддитивного производства в замкнутой или регулируемой среде, при этом блок регулирования среды имеет узел с заслонками, в соответствии с различными аспектами представленного раскрытия изобретения.
[0199] Блок 108 регулирования среды может включать в себя узел 6204 с заслонками, съемный блок 6202 фильтров, удерживаемый фиксатором 6208, множество вентиляторов и заглушку 6502 воздухозаборника. Узел 6204 с заслонками включает в себя множество физических заслонок 6304, которые соединены с электродвигателем 6206 для заслонок посредством рычажных элементов 6306 заслонок. Блок 6202 фильтров может представлять собой компонент, заменяемый пользователем, и может включать в себя угольный фильтр 6702 и высокоэффективный фильтр 6704 тонкой очистки (НЕРА-фильтр).
[0200] Далее рассматриваются фиг.68-71, на которых показаны различные виды и варианты осуществления устройства 6802 для обеспечения циркуляции и нагрева воздуха, предназначенного для устройства 100 для аддитивного производства, имеющего замкнутый объем, в соответствии с различными аспектами представленного раскрытия изобретения.
[0201] В некоторых вариантах осуществления устройство 6802 может способствовать циркуляции воздуха и регулированию температуры или обеспечить увеличение циркуляции воздуха и дополнительное регулирование температуры. Устройство 6802 включает в себя радиатор 6806, соединенный к нагревательному элементу 6904, предназначенному для нагрева воздуха, который проходит через устройство 6802. Вентилятор 6902 может быть использован для нагнетания воздуха через устройство 6802. Корпус устройства 6802 образован из верхней части 6808 и нижней части 6810.
[0202] Концевые части устройства 6802 могут быть расширяющимися (как на фиг.68), сужающимися (как на фиг.70), или устройство 6802 может быть прямоугольным (как на фиг.71).
[0203] Далее рассматривается фиг.72, на которой показана схема последовательности операций, показывающая приведенный в качестве примера процесс 7200 изготовления детали посредством устройства для аддитивного производства, выполненного с возможностью функционирования в множестве сред с разными силами и гравитацией, включая микрогравитацию, в соответствии с различными аспектами представленного раскрытия изобретения.
[0204] Процесс 7200 может предусматривать использование устройства 100, предназначенного для аддитивного производства и расположенного в удаленном месте, например, на орбитальной космической станции или спутнике, для изготовления заданных деталей.
[0205] Процесс 7200 начинается на этапе 7202, при этом управление сразу же переходит к этапу 7204.
[0206] На этапе 7204 команды печати детали принимаются в удаленном месте, где размещено устройство 100 для аддитивного производства. В некоторых вариантах осуществления команды печати детали представляют собой команды для изготовления детали, для которой электронная аппаратура 110 управления уже содержит файлы печати. В другом варианте осуществления команды печати детали включаются в файл печати. Команды печати детали могут быть переданы из локального источника или из удаленного источника.
[0207] На этапе 7206 команды печати детали, полученные на этапе 7204, вводятся в устройство 100, так что устройство 100 может изготавливать деталь на этапе 7208.
[0208] На этапе 7210 готовую деталь удаляют из устройства 100 для использования в удаленном месте.
[0209] Затем процесс 7200 заканчивается на этапе 7212.
[0210] Далее рассматривается фиг.73, на которой показана блок-схема, иллюстрирующая приведенную в качестве примера, компьютерную систему 7300, пригодную для реализации аспекта представленного раскрытия изобретения.
[0211] На фиг.73 приведена иллюстративная компьютерная система, которая может быть использована для реализации вычислительных функций 7300, такая как электронная аппаратура 110 управления, которая во всех случаях представляет одно или более физических и материальных/осязаемых средств обработки данных.
[0212] Компьютерные функциональные средства 7300 могут содержать энергозависимое и энергонезависимое запоминающие устройства, такие как оперативное запоминающее устройство (ОЗУ) 7302 и постоянное запоминающее устройство (ПЗУ) 7304, а также одно или более устройств 7306 обработки данных (например, один или более центральных процессоров (ЦПУ), один или более графических процессоров (GPU) и тому подобное). Компьютерные функциональные средства 7300, если требуется, также содержат различные устройства 7308 хранения данных, такие как модуль с жестким диском, модуль с оптическим диском и так далее. Компьютерные функциональные средства 7300 могут выполнять различные операции, указанные выше, когда устройство(-а) 7306 обработки данных выполняет(-ют) команды, которые сохраняются в памяти (например, в оперативном запоминающем устройстве 7302, постоянном запоминающем устройстве 7304 и тому подобном).
[0213] В более общем случае команды и другая информация могут храниться на любом машиночитаемом носителе 7310, включая статические запоминающие устройства, магнитные запоминающие устройства и оптические запоминающие устройства, но возможные запоминающие устройства не ограничены вышеуказанными. Термин «машиночитаемый носитель» также охватывает многочисленные запоминающие устройства. Во всех случаях машиночитаемый носитель 7310 представляет собой тот или иной вид физического и осязаемого объекта. В качестве примера, а не ограничения, машиночитаемый носитель 7310 может содержать «запоминающие носители компьютера» и «среды связи».
[0214] «Запоминающие носители компьютера» содержат энергозависимые и энергонезависимые, сменные и стационарные носители информации, реализованные любым способом и по любой технологии для хранения информации, такой как машиночитаемые команды, структуры данных, программные модули или другие данные. Запоминающие среды компьютера могут представлять собой, например, оперативное запоминающее устройство (ОЗУ) 7302, постоянное запоминающее устройство (ПЗУ) 7304, электрически стираемое программируемое постоянное запоминающее устройство (ЭСППЗУ), флэш-память или другую технологию памяти, CD-ROM (компакт-диск, предназначенный только для чтения), цифровые диски универсального назначения (DVD) или другое оптическое запоминающее устройство, магнитные кассеты, магнитную ленту, запоминающее устройство на магнитных дисках или другие магнитные запоминающие устройства, или любой другой носитель, который может быть использован для хранения заданной информации и к которому может быть обеспечен доступ посредством компьютера, но возможные запоминающие среды компьютера не ограничены вышеуказанными.
[0215] «Среды связи», как правило, содержат машиночитаемые команды, структуры данных, программные модули или другие данные в модулированном сигнале передачи данных, таком как несущая волна/электромагнитный сигнал передачи модулированной информации или другое средство переноса. Среды связи могут также содержать любые среды передачи информации. Термин «модулированный сигнал передачи данных» означает сигнал, одна или более из характеристик которого заданы или изменены таким образом, чтобы закодировать информацию в сигнале. В качестве примера, а не ограничения, среды связи содержат проводные среды, такие как проводная сеть или прямое проводное соединение, и беспроводные среды, такие как акустические, радиочастотные, инфракрасные и другие беспроводные среды. Комбинации любых сред из вышеприведенных также включены в объем понятия «машиночитаемый носитель».
[0216] Компьютерные функциональные средства 7300 могут также содержать модуль 7312 ввода/вывода, предназначенный для приема различных входных данных (посредством модулей 7314 ввода) и для выдачи различных выходных данных (посредством одного или более модулей вывода). Одним конкретным средством, представляющим собой модуль вывода, может быть модуль 7316 представления и соответствующий графический пользовательский интерфейс 7318. Компьютерные функциональные средства 7300 также могут включать в себя один или более сетевых интерфейсов 7320 для обмена данными с другими устройствами посредством одного или более каналов 7322 связи. В некоторых вариантах осуществления одна или более коммуникационных шин 7324 соединяют вышеописанные компоненты вместе с возможностью связи.
[0217] Канал(-ы) 7322 связи может (могут) быть реализован(-ы) любым способом (например, посредством локальной сети, глобальной сети (например, Интернета) и тому подобного или их любых комбинаций). Канал(-ы) 7322 связи может (могут) включать в себя любую комбинацию аппаратно реализованных линий связи, беспроводных линий связи, маршрутизаторов, шлюзовых функциональных средств, серверов имен и тому подобного, управляемых посредством любого протокола или комбинации протоколов.
[0218] В качестве альтернативы или дополнения любые из функций, описанных в данном документе могут быть выполнены, по меньшей мере частично, посредством одного или более аппаратных логических элементов. Например, и без ограничения, иллюстративные типы аппаратных логических элементов, которые могут быть использованы, включают программируемые пользователем матрицы логических элементов (FPGA), специализированные интегральные схемы (ASIC), стандартные части специализированных интегральных схем (ASSP), однокристальные системы (SOC), сложные программируемые логические интегральные схемы (CPLD) и тому подобное.
[0219] Термины «модуль» и «компонент», используемые в данном документе, как правило, представляют собой программные средства, встроенные программные средства, аппаратные средства или их комбинации. В случае реализации программными средствами модуль или компонент представляет собой программный код, который выполняет конкретные задачи при выполнении в процессоре. Программный код может храниться на одном или более машиночитаемых запоминающих устройств. Элементы представленного раскрытия изобретения, описанные в данном документе, не зависят от платформы, что означает, что технологии могут быть реализованы на разном промышленно изготавливаемом компьютерном оборудовании, имеющем различные процессоры (например, на дополнительном внешнем устройстве, стационарном компьютере, портативном компьютере, ноутбуке, планшетном компьютере, личном электронном секретаре (PDA), мобильном телефоне, смартфоне и тому подобном).
[0220] Несмотря на то что в данном документе были описаны различные аспекты представленного раскрытия изобретения, следует понимать, что они были представлены в качестве примера, а не ограничения. Для специалистов в соответствующей(-их) области (областях) техники будет очевидно, что различные изменения формы и деталей могут быть выполнены без отхода от сущности и объема представленного раскрытия изобретения. Таким образом, представленное раскрытие изобретения не должно быть ограничено ни одним из вышеописанных приведенных в качестве примера вариантов осуществления, но должно определяться только в соответствии с нижеприведенными пунктами формулы изобретения и их эквивалентами.
[0221] Кроме того, следует понимать, что фигуры в приложениях, которые более четко иллюстрируют структуру, методологию, функциональность и преимущества представленного раскрытия изобретения, представлены только в качестве примера. Представленное раскрытие изобретения является достаточно гибким и конфигурируемым, так что оно может быть реализовано способами, отличными от показанных на сопровождающих фигурах (например, при использовании устройств для аддитивного производства, не упомянутых в данном документе, при реализации с компьютерными устройствами, отличными от раскрытых в данном документе, и при работе в средах, отличных от раскрытых в данном документе). Как будет понятно специалистам в соответствующей(-их) области (областях) техники после чтения описания в данном документе, определенные признаки из различных вариантов осуществления систем, способов и компьютерных программных продуктов из представленного раскрытия изобретения могут быть скомбинированы для образования новых вариантов осуществления представленного раскрытия изобретения.
[0222] Кроме того, назначение нижеприведенного реферата состоит в том, чтобы дать возможность Патентному ведомству США и общественности в целом и в особенности ученым, инженерам и специалистам-практикам в соответствующей(-их) области(-ях) техники, которые не знакомы с патентными или юридическими терминами или формулировками, быстро определить при беглом просмотре характер и сущность данного технического раскрытия изобретения. Реферат не предназначен для того, чтобы быть каким-либо образом ограничивающим по отношению к объему представленного раскрытия изобретения.


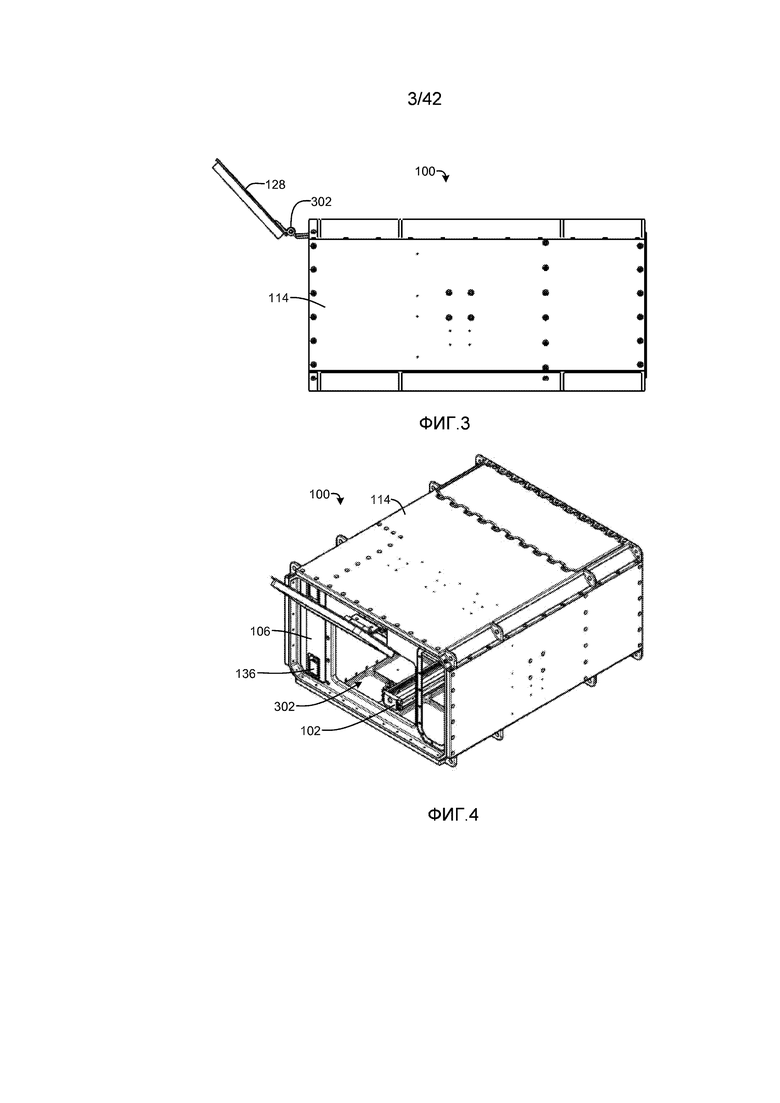


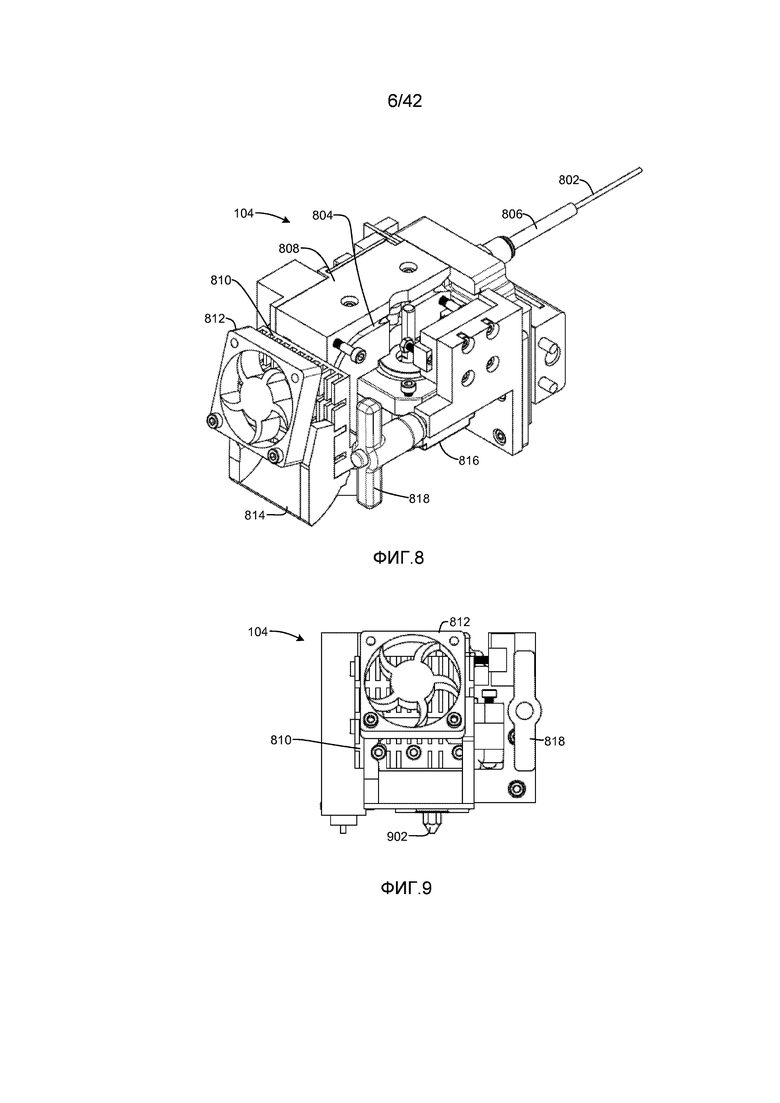
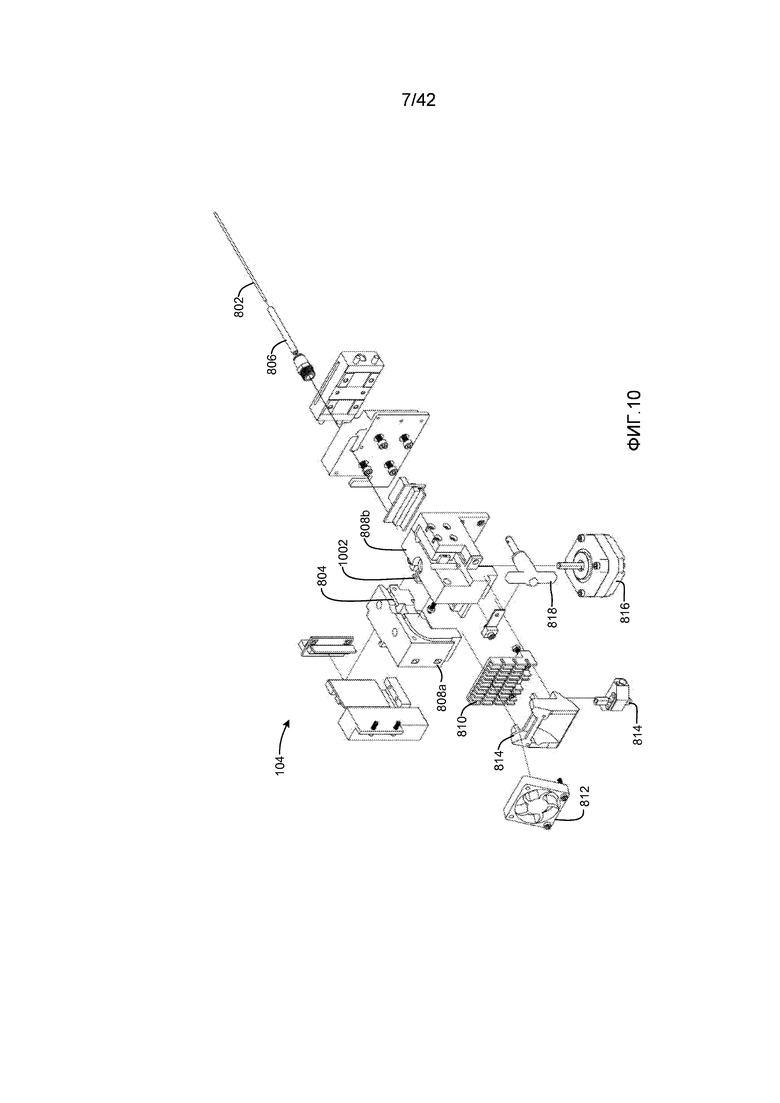

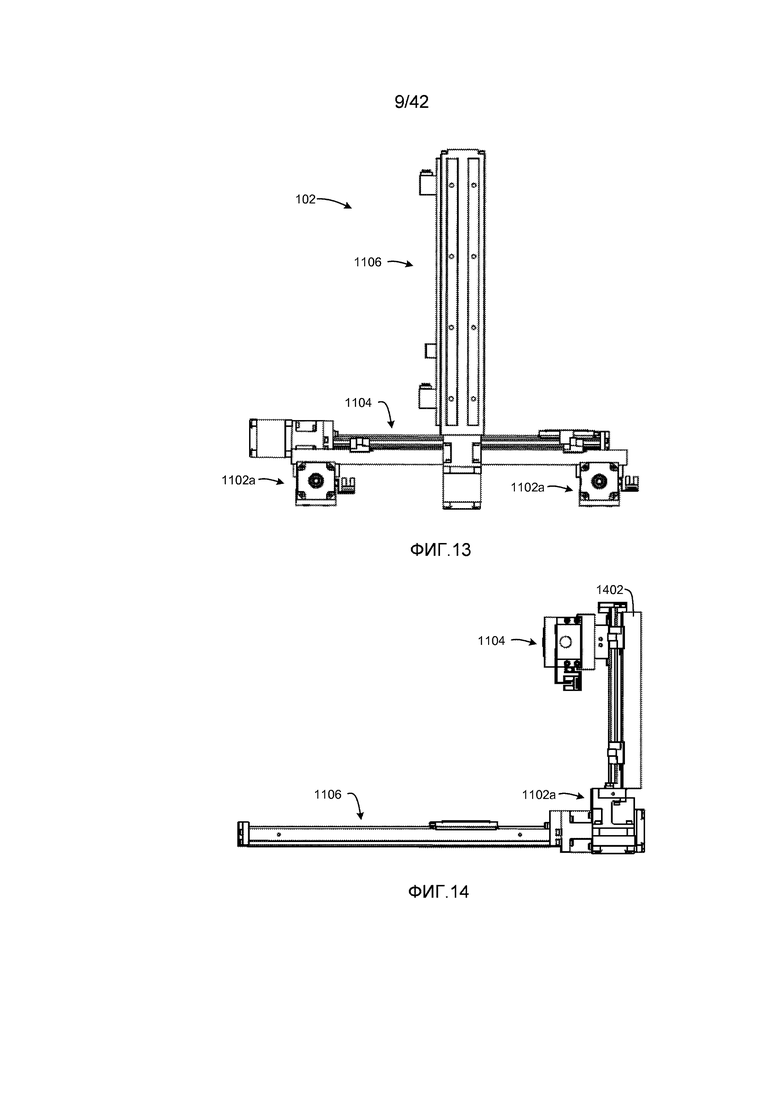


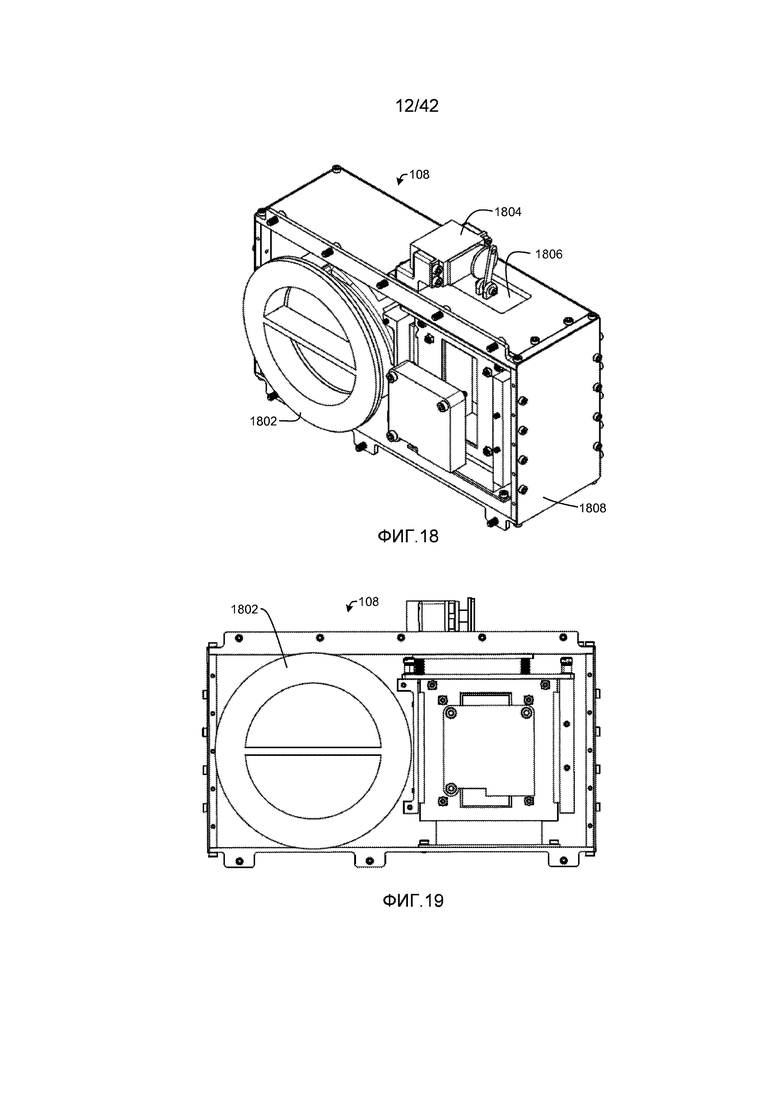


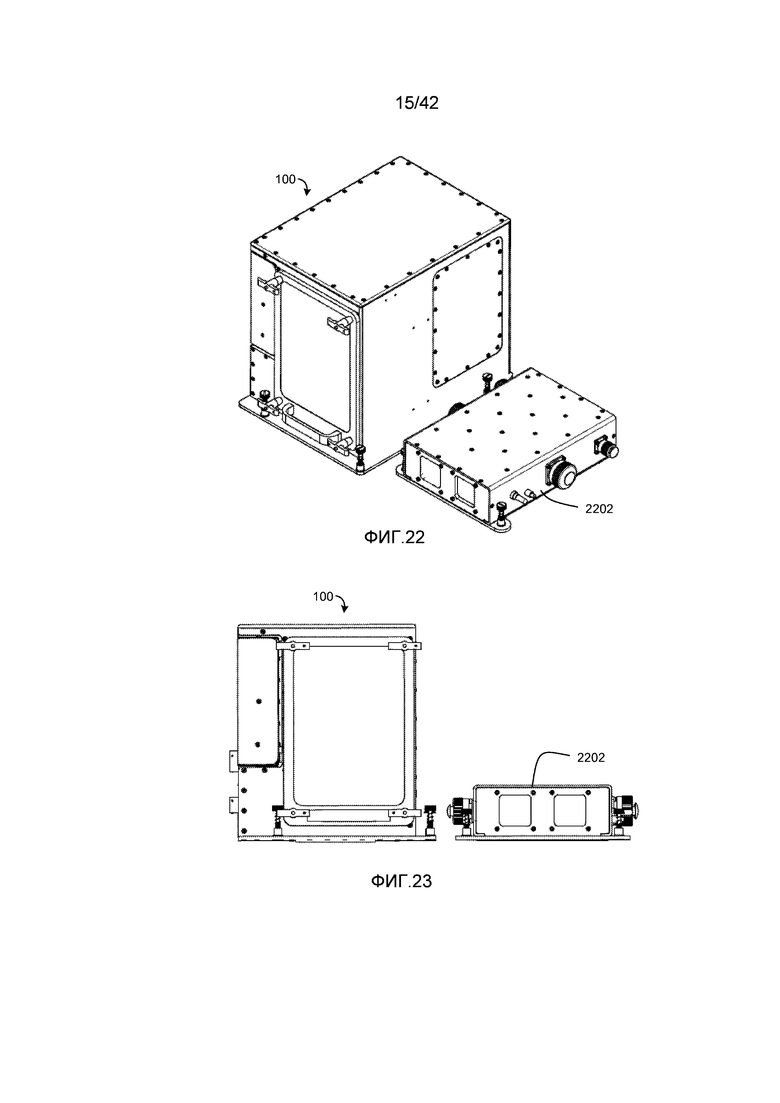

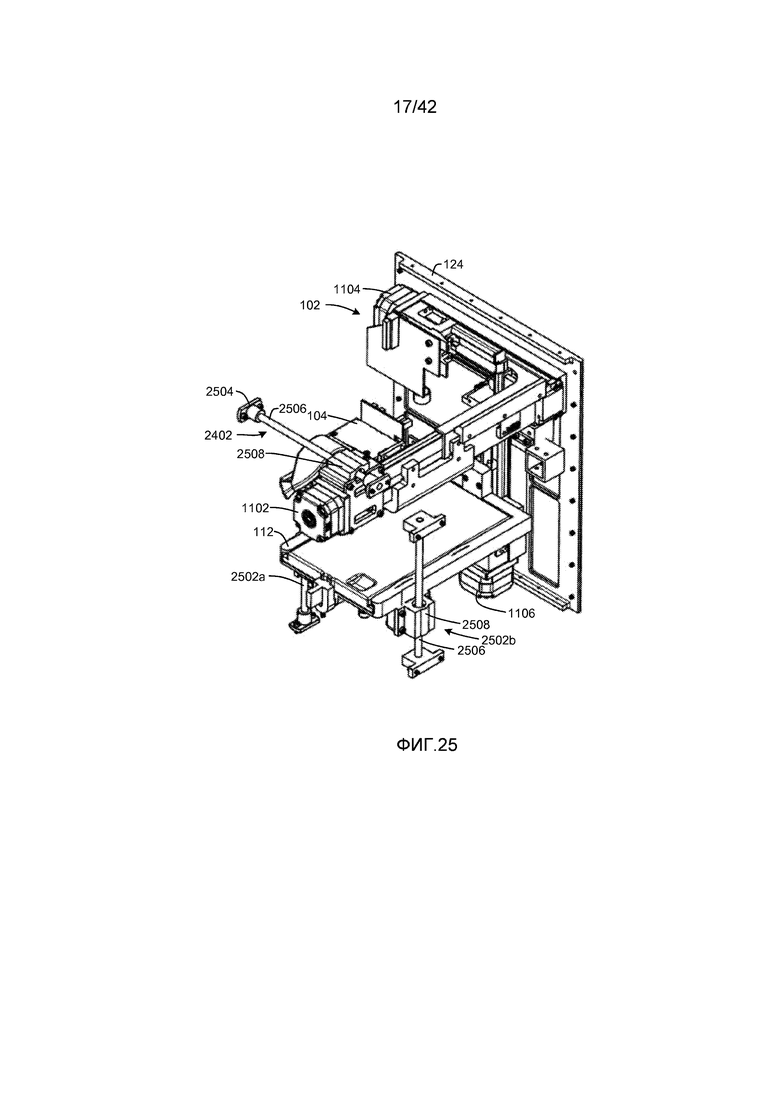
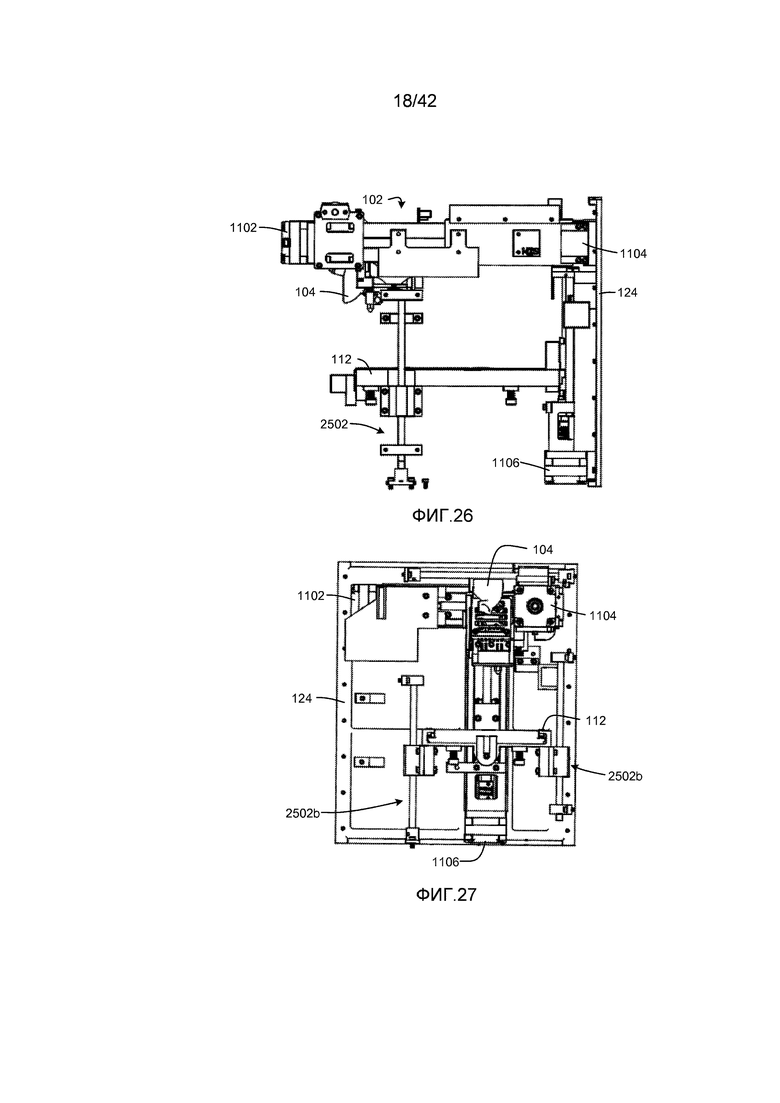



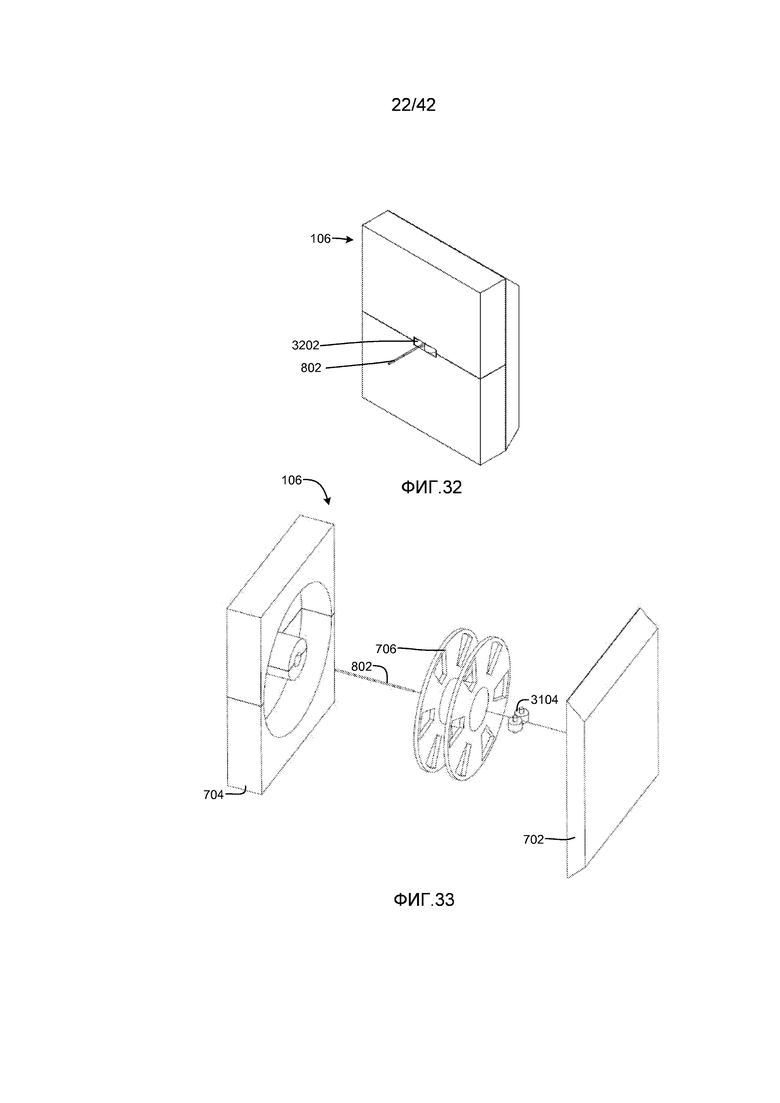
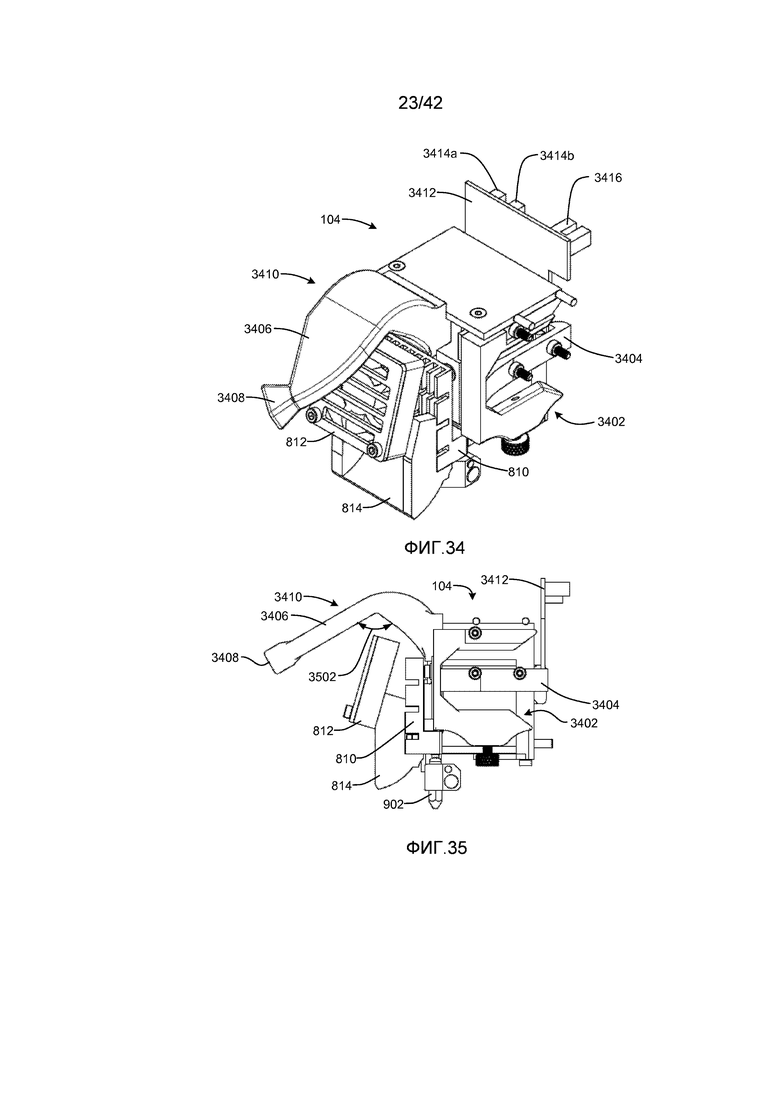

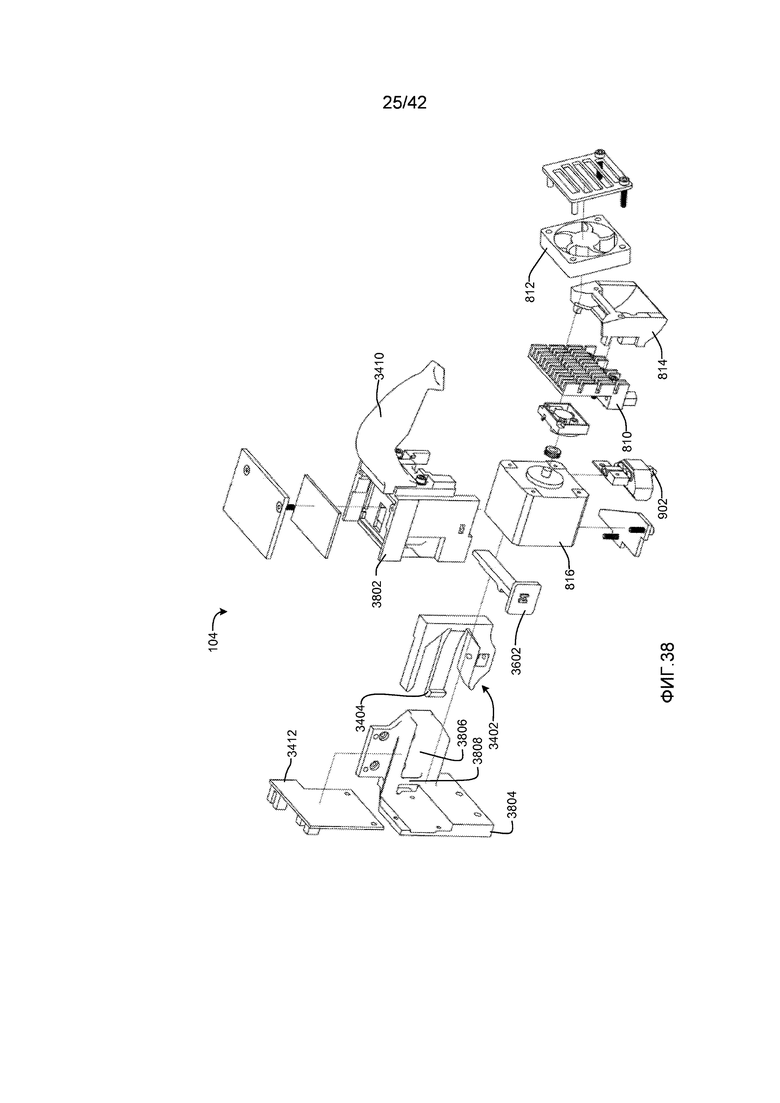
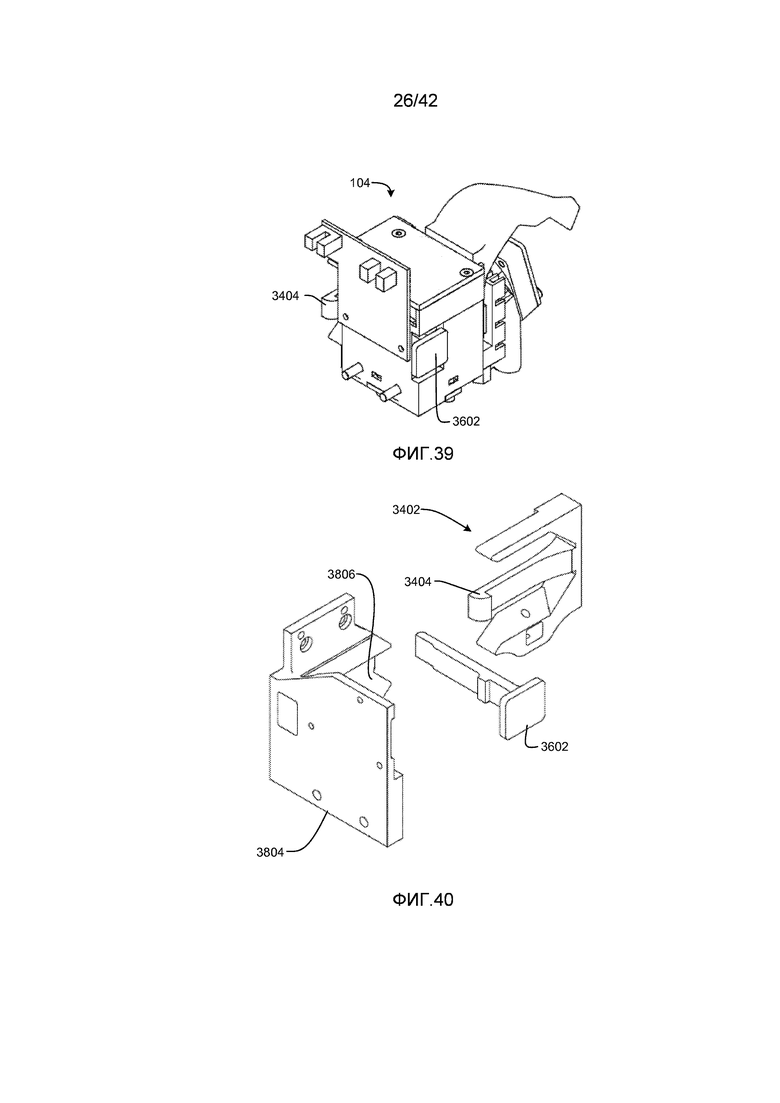
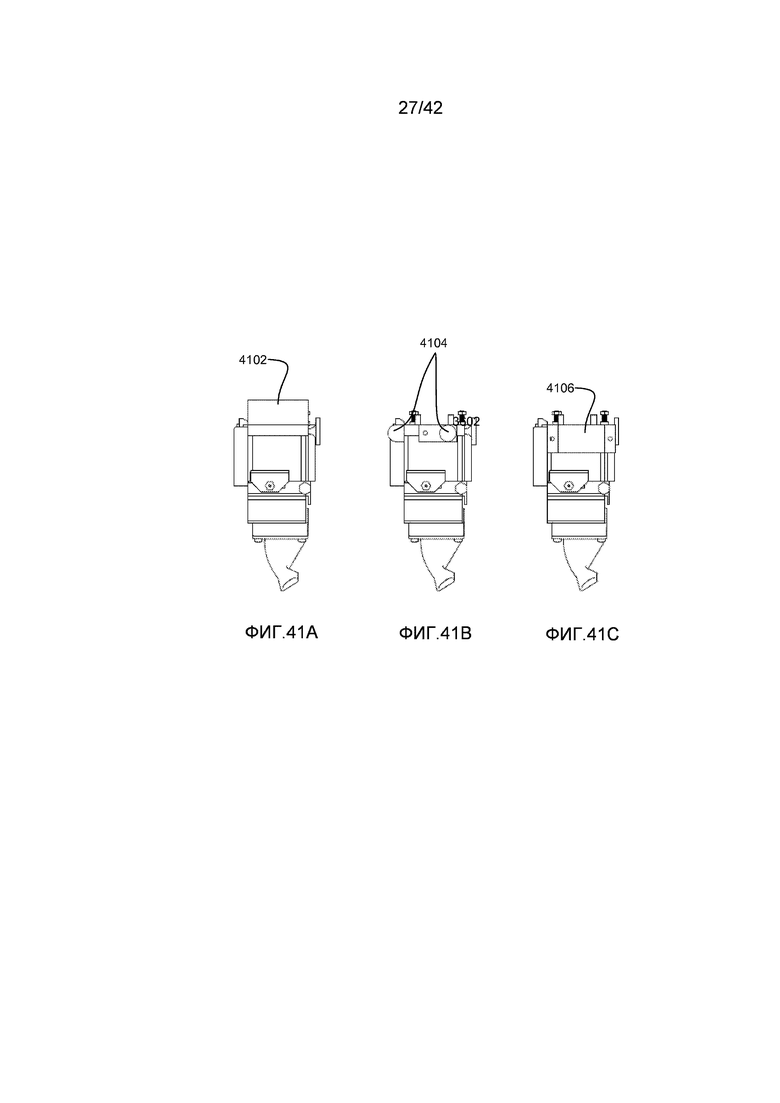
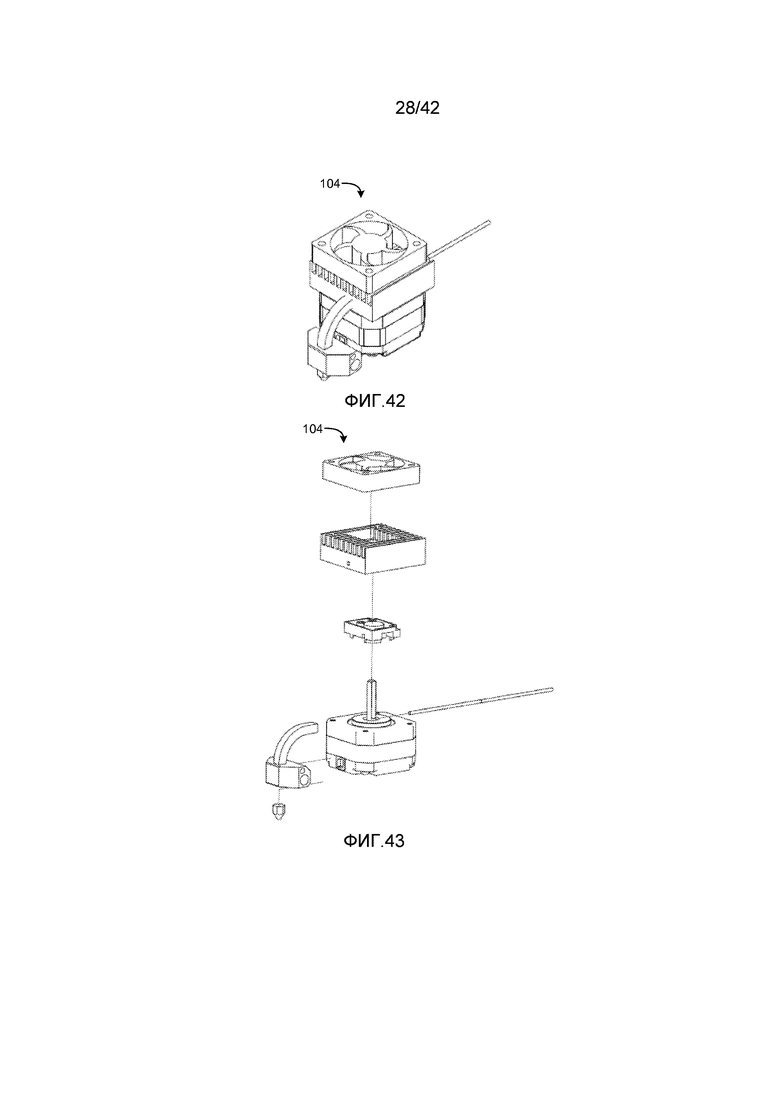

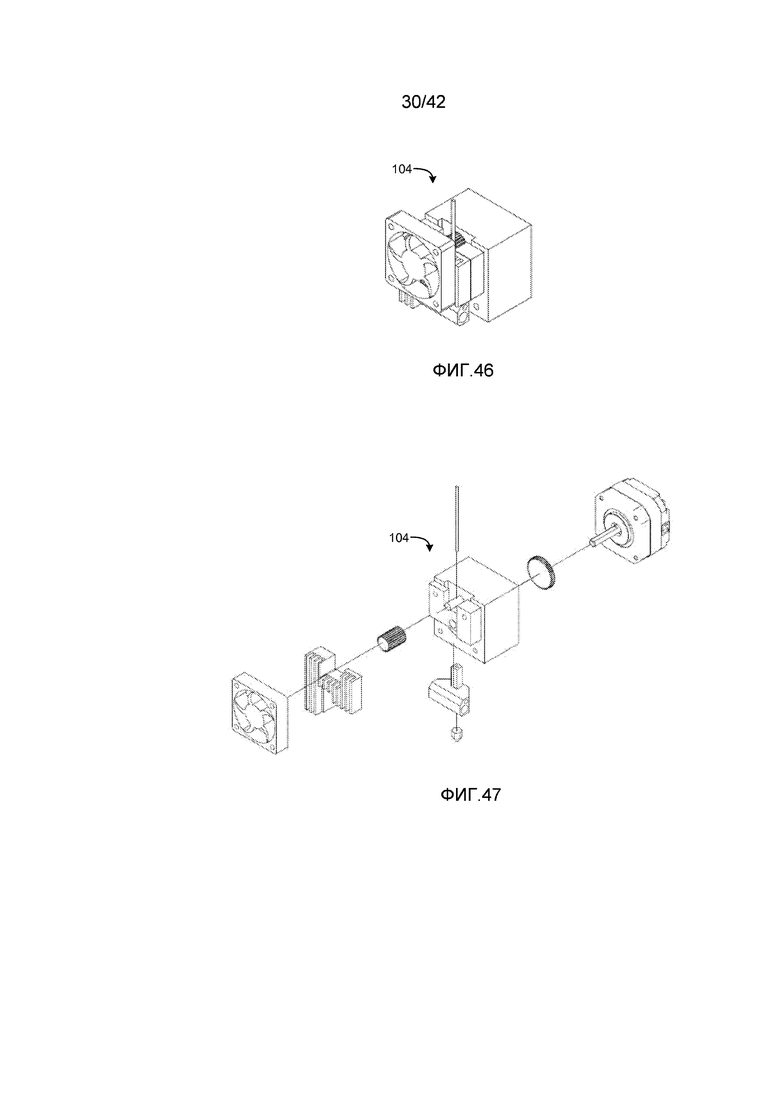

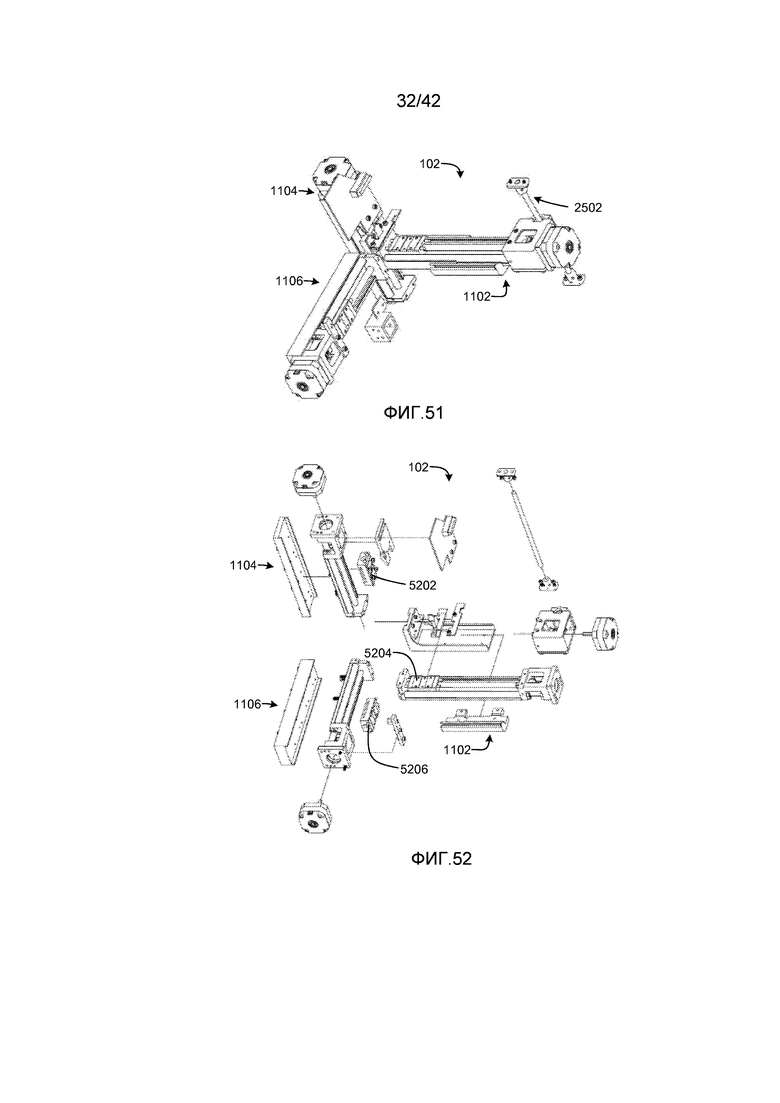



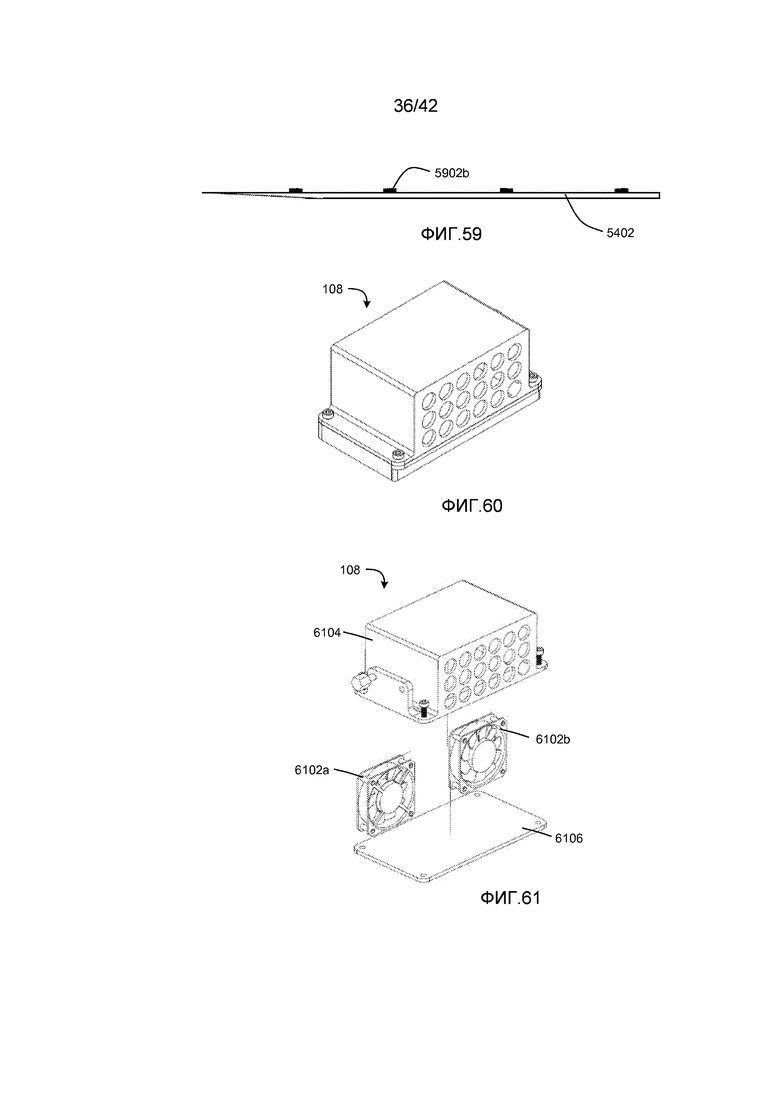

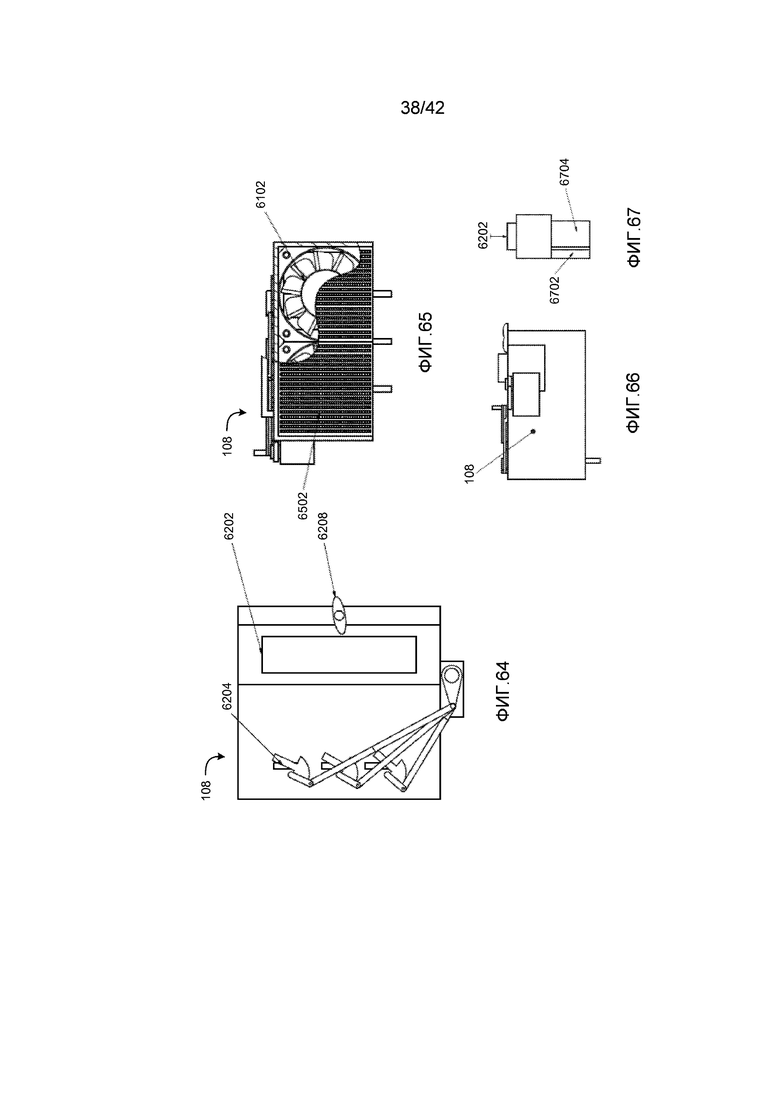

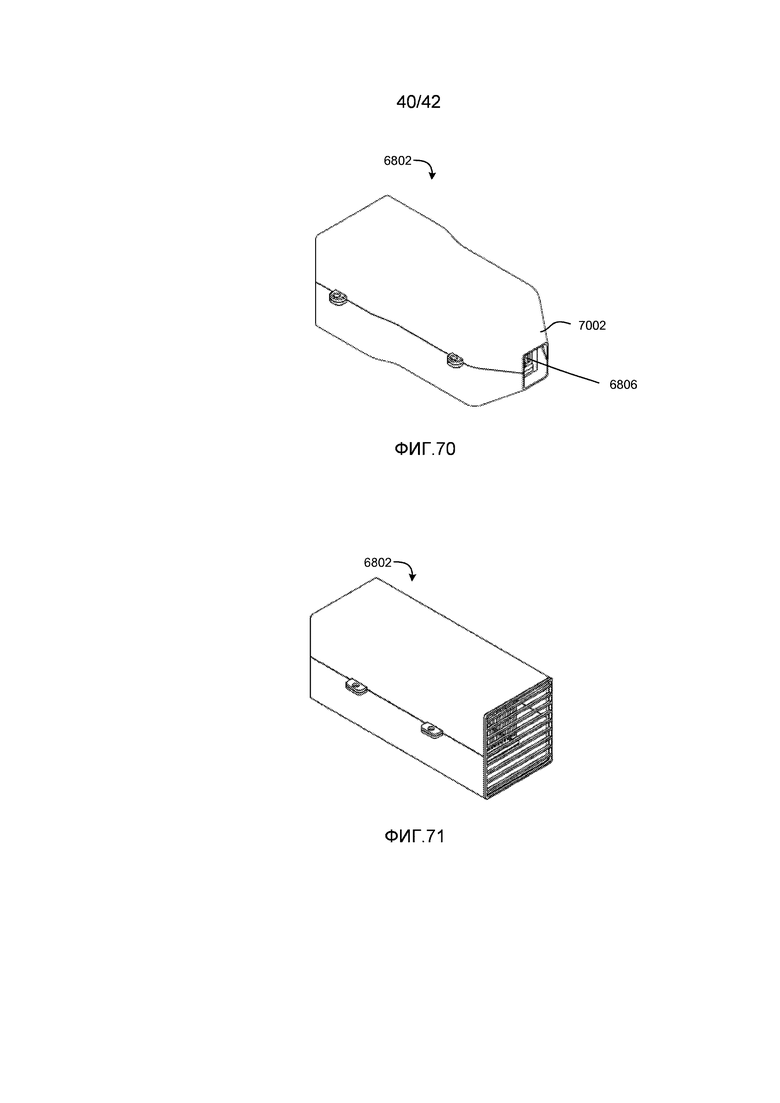

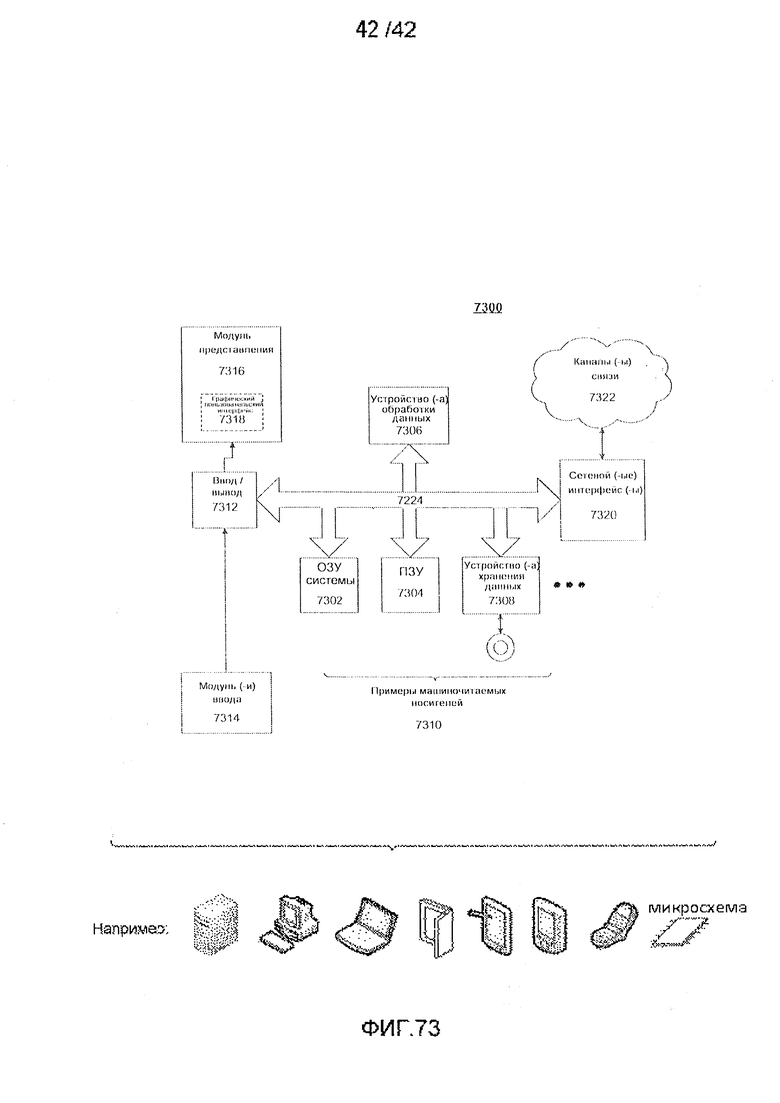
Группа изобретений относится к устройствам для аддитивного производства (варианты). Устройства выполнены с возможностью функционирования в средах с разными внешними силами. В соответствии с одним аспектом раскрыто устройство для аддитивного производства, выполненное с возможностью функционирования при микрогравитации. В соответствии с другим аспектом раскрыто устройство, которое выполнено с возможностью функционирования в средах с высокой вибрацией или средах с изменяющимися внешними силами. Технический результат, достигаемый при использовании устройств по изобретениям, заключается в том, чтобы обеспечить изготовление деталей из металла, полимера или других исходных материалов в различных средах. 9 н. и 11 з.п. ф-лы, 76 ил.
1. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
картридж с исходным материалом, содержащий:
нить 802;
корпус, имеющий отверстие для выдачи нити;
катушку 706 для нити, соединенную с возможностью вращения с осью 2906, при этом ось 2906 соединена с корпусом, при этом катушка 706 для нити содержит нить 802;
нитенаправляющую трубку 716, принимающую нить 802 внутри корпуса и направляющую нить 802 через отверстие для выдачи нити к месту вблизи компонента 104 для нанесения материала; и
по меньшей мере один соединительный механизм 2802, выполненный с возможностью прикрепления картриджа с исходным материалом с возможностью съема к устройству 100 для аддитивного производства;
в котором отверстие для выдачи нити расположено в центре боковой панели, при этом нить 802 проходит через ось 2906 для выдачи;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций нити из картриджа с исходным материалом, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятой нити в соответствии с командами создания детали;
систему 102 позиционирования компонента для сцепления материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали; и
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали;
при этом нить 802 подается в компонент 104 для нанесения материала, при этом компонент 104 для сцепления материала сцепляет каждую из порций принятой нити в соответствии с командами создания детали посредством нагрева каждой из порций принятой нити до температуры плавления нити и позиционирования нагретой каждой из порций нити.
2. Устройство 100 для аддитивного производства по п.1, дополнительно содержащее электродвигатель 708 подачи, расположенный внутри оси 2906, при этом электродвигатель 708 подачи контактирует с нитью 802 и выполнен с возможностью выдачи нити 802.
3. Устройство 100 для аддитивного производства по п. 1, в котором экструдер 104 дополнительно содержит по меньшей мере один датчик положения, выполненный с возможностью определения положения экструдера относительно другой части устройства 100 для аддитивного производства.
4. Устройство 100 для аддитивного производства по п. 3, в котором по меньшей мере один датчик положения установлен на нижней части экструдера 104, выполнен с возможностью определения положения экструдера относительно поверхности для послойного наращивания и представляет собой один из: индуктивного датчика 4102, емкостного датчика 4104 и лазерного датчика 4106.
5. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий:
исходный материал;
нить 802;
при этом источник исходного материала представляет собой картридж с исходным материалом, прикрепленный с возможностью съема к устройству 100 для аддитивного производства, при этом картридж с исходным материалом содержит и выдает нить 802 с катушки 706 для нити, при этом картридж с исходным материалом содержит:
корпус, имеющий отверстие для выдачи нити;
катушку 706 для нити, соединенную с возможностью вращения с осью 2906, при этом ось 2906 соединена с корпусом, при этом катушка 706 для нити содержит нить 802;
нитенаправляющую трубку 716, принимающую нить 802 внутри корпуса и направляющую нить 802 через отверстие для выдачи нити к месту вблизи компонента 104 для нанесения материала;
по меньшей мере один соединительный механизм 2802, выполненный с возможностью прикрепления источника 106 исходного материала с возможностью съема к устройству 100 для аддитивного производства; и
устройство контроля нитенаправляющей трубки, при этом устройство контроля нитенаправляющей трубки выполнено с возможностью прекращения работы электродвигателя подачи при обнаружении разрыва нити внутри нитенаправляющей трубки 716;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций исходного материала из источника 106 исходного материала, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали;
систему 102 позиционирования компонента для сцепления материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали; и
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали;
при этом нить 802 подается в компонент 104 для нанесения материала, при этом компонент 104 для сцепления материала сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали посредством нагрева каждой из порций принятого исходного материала до температуры плавления исходного материала и позиционирования нагретой каждой из порций исходного материала.
6. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий исходный материал;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций исходного материала из источника 106 исходного материала, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали;
систему 102 позиционирования компонента для сцепления материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали;
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали;
оболочку 114, при этом оболочка 114 имеет замкнутый объем, содержащий компонент 104 для нанесения материала, систему 102 позиционирования материала и объем для послойного наращивания, при этом оболочка 114 содержит дверцу 128 для доступа; и
блок 108 регулирования среды для регулирования среды в замкнутом объеме для обеспечения воздухонепроницаемости оболочки, блок 108 регулирования среды дополнительно содержит узел 6204 с заслонками, выполненный с возможностью регулирования потока воздуха через, по меньшей мере, часть блока 108 регулирования среды;
при этом блок 108 регулирования среды расположен в пределах замкнутого объема и содержит по меньшей мере один фильтр 6702 и по меньшей мере один вентилятор 6102.
7. Устройство 100 для аддитивного производства по п. 6, в котором блок 108 регулирования среды дополнительно содержит: устройство 6802 регулирования температуры внутреннего воздуха, при этом устройство 6802 регулирования температуры внутреннего воздуха имеет по меньшей мере один нагревательный элемент 6904 и радиатор 6806.
8. Устройство 100 для аддитивного производства по п. 6, в котором блок 108 регулирования среды дополнительно содержит: узел 6204 с заслонками, выполненный с возможностью регулирования потока воздуха через, по меньшей мере, часть блока 108 регулирования среды.
9. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий исходный материал;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций исходного материала из источника 106 исходного материала, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали;
систему 102 позиционирования компонента для сцепления материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали;
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали; и
оболочку 114, при этом оболочка 114 имеет замкнутый объем, содержащий компонент 104 для нанесения материала, систему 102 позиционирования материала и объем для послойного наращивания, при этом оболочка 114 содержит дверцу 128 для доступа, множество датчиков температуры, расположенных по всей оболочке 114, при этом множество датчиков температуры соединены с возможностью связи с по меньшей мере одной схемой управления, при этом данная по меньшей мере одна схема управления прекращает работу устройства для аддитивного производства, когда минимальное количество из множества датчиков температуры обнаружит температуру за пределами рабочего диапазона.
10. Устройство 100 для аддитивного производства по п.9, в котором минимальное количество из множества датчиков температуры больше, чем один.
11. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий исходный материал;
экструдер 104 нити для приема порций исходного материала от источника 106 исходного материала, при этом экструдер 104 нити позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали, при этом экструдер 104 нити содержит устройство разъединения, приводимое в действие вручную для отсоединения с возможностью съема экструдера 104 нити от системы 102 позиционирования для нанесения материала;
систему 102 позиционирования для нанесения материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали; и
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали;
при этом экструдер 104 является сменным и модульным; и
при этом устройство разъединения дополнительно содержит:
кнопочный элемент 3602 разъединения типа «ласточкин хвост»; и
зажим 3402 типа «ласточкин хвост», имеющий фиксирующий язычок 3404;
при этом система 102 позиционирования для нанесения материала содержит кронштейн 3804 для экструдера, выполненный с возможностью приема зажима 3402 типа «ласточкин хвост» с возможностью его съема, и прикрепления экструдера 104.
12. Устройство 100 для аддитивного производства по п.11, в котором экструдер 104 дополнительно содержит направляющую 3410 для нити для приема и направления нити 802 в экструдер 104, при этом направляющая 3410 для нити содержит:
расширяющееся отверстие 3408 направляющей, наклоненное по направлению к источнику 106 исходного материала; и
корпус 3406 направляющей со встроенным внутренним каналом, принимающим нить 802 из отверстия 3408 направляющей, при этом корпус 3406 направляющей проходит вверх до изгибающейся концевой части, при этом изгибающаяся концевая часть изгибается вниз и направляет нить 802 в экструдер 104.
13. Устройство 100 для аддитивного производства по п.12, в котором направляющая 3410 для нити расположена в верхней передней части экструдера 104.
14. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий исходный материал;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций исходного материала из источника 106 исходного материала, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали;
систему 102 позиционирования для нанесения материала для позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали; при этом система позиционирования для нанесения материала содержит множество линейных исполнительных механизмов, выполненных с возможностью манипулирования одним из: узлом 112 с платформой для послойного наращивания и компонентом 104 для нанесения материала, при этом каждый из линейных исполнительных механизмов содержит:
электродвигатель линейного исполнительного механизма;
линейный рельс с приводом от винта, функционально соединенный с электродвигателем; и
каретку, соединенную для перемещения к линейному рельсу,
при этом каждый из линейных исполнительных механизмов соединен с общей поверхностью устройства 100 для аддитивного производства; и
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали;
при этом множество линейных исполнительных механизмов содержат:
первый вертикально ориентированный линейный исполнительный механизм 1102а, соединенный с задней плитой 130 устройства для аддитивного производства;
второй вертикально ориентированный линейный исполнительный механизм 1102b, соединенный с задней плитой 130 устройства для аддитивного производства;
горизонтально ориентированный линейный исполнительный механизм 1104 компонента для нанесения материала, соединенный для вертикального перемещения к каретке первого вертикально ориентированного линейного исполнительного механизма в первой концевой части и к каретке второго вертикально ориентированного линейного исполнительного механизма во второй концевой части, при этом компонент 104 для нанесения материала соединен для горизонтального перемещения к каретке горизонтально ориентированного линейного исполнительного механизма компонента для нанесения материала, при этом горизонтально ориентированный линейный исполнительный механизм 1104 компонента для нанесения материала соединен к задней плите 130 устройства для аддитивного производства; и
линейный исполнительный механизм 1106 узла с платформой для послойного наращивания, соединенный к задней плите 130 и проходящий тангенциально от задней плиты 130 устройства для аддитивного производства, при этом узел 112 с платформой для послойного наращивания соединен для перемещения к каретке 1116 линейного исполнительного механизма платформы для послойного наращивания.
15. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий исходный материал;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций исходного материала из источника 106 исходного материала, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали;
систему 102 позиционирования компонента для сцепления материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали; при этом система 102 позиционирования для нанесения материала содержит множество линейных исполнительных механизмов, выполненных с возможностью манипулирования одним из: узлом 112 с платформой для послойного наращивания и компонентом 104 для нанесения материала, при этом каждый из линейных исполнительных механизмов содержит:
электродвигатель линейного исполнительного механизма;
линейный рельс с приводом от винта, функционально соединенный с электродвигателем; и
каретку, соединенную для перемещения с линейным рельсом,
при этом каждый из линейных исполнительных механизмов соединен с общей поверхностью устройства 100 для аддитивного производства; и
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали;
при этом множество линейных исполнительных механизмов представляют собой:
горизонтально ориентированный линейный исполнительный механизм 1106, соединенный с задней плитой 124 устройства для аддитивного производства;
горизонтально ориентированный линейный исполнительный механизм 1102 компонента для нанесения материала, соединенный с кареткой 5206 горизонтально ориентированного линейного исполнительного механизма и проходящий тангенциально от каретки 5206 горизонтально ориентированного линейного исполнительного механизма для горизонтального перемещения, при этом компонент 104 для нанесения материала соединен для горизонтального перемещения с кареткой 5204 горизонтально ориентированного линейного исполнительного механизма компонента для нанесения материала; и
вертикально ориентированный линейный исполнительный механизм 1104 узла с платформой для послойного наращивания, соединенный с задней плитой 124 устройства для аддитивного производства, при этом узел 112 с платформой для послойного наращивания соединен для перемещения к каретке 5202 линейного исполнительного механизма платформы для послойного наращивания.
16. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий исходный материал;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций исходного материала из источника 106 исходного материала, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали;
систему 102 позиционирования компонента для сцепления материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали;
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали;
узел 112 с платформой для послойного наращивания, расположенный для перемещения в пределах объема для послойного наращивания, при этом узел с платформой для послойного наращивания содержит:
платформу 5306 для послойного наращивания;
множество выравнивающих механизмов 5404, контактирующих с нижней стороной платформы для послойного наращивания и выполненных с возможностью выравнивания платформы 5306 для послойного наращивания, при этом множество выравнивающих механизмов 5404 регулируют ориентацию платформы 5306 для послойного наращивания во время создания детали;
устройство 5302 для приема платформы для послойного наращивания, соединенное в первой концевой части с системой 102 позиционирования для нанесения материала и принимающее с возможностью съема платформу 112 для послойного наращивания во второй концевой части посредством первого паза 5310а устройства для приема платформы для послойного наращивания и второго паза 5310b устройства для приема платформы для послойного наращивания;
при этом множество выравнивающих механизмов 5404 расположены внутри устройства 5302 для приема платформы для послойного наращивания; и
при этом каждый из первого паза 5310а устройства для приема платформы для послойного наращивания и второго паза 5310b устройства для приема платформы для послойного наращивания содержит пружинную планку 5402, выполненную с возможностью контакта с платформой 5306 для послойного наращивания и стабилизации в боковом направлении платформы 5306 для послойного наращивания.
17. Устройство 100 для аддитивного производства, выполненное с возможностью функционирования в среде с микрогравитацией для создания детали, при этом устройство для аддитивного производства содержит:
источник 106 исходного материала, содержащий исходный материал;
компонент 104 для сцепления материала, при этом компонент 104 для сцепления материала выполнен с возможностью приема порций исходного материала из источника 106 исходного материала, при этом компонент 104 для сцепления материала позиционирует и сцепляет каждую из порций принятого исходного материала в соответствии с командами создания детали;
систему 102 позиционирования компонента для сцепления материала, выполненную с возможностью позиционирования компонента 104 для сцепления материала в соответствии с командами создания детали;
объем для послойного наращивания, при этом деталь создается в пределах объема для послойного наращивания в соответствии с командами создания детали; и
электронную аппаратуру 110 управления, включающую в себя источник питания и схему регулирования температуры, при этом схема регулирования температуры и источник питания электрически изолированы.
18. Устройство 100 для аддитивного производства по п.17, в котором электронная аппаратура 110 управления размещена на по меньшей мере одной плате, имеющей краевой разъем и выполненной с возможностью съема.
19. Устройство 100 для аддитивного производства по п.17, в котором электронная аппаратура 110 управления включает в себя ПИД-регулятор, выполненный с возможностью регулирования скорости нагрева сопла 902 экструдера во время последовательности инициализации.
20. Устройство 100 для аддитивного производства по п.19, в котором последовательность инициализации подает 60% мощности к соплу 902 экструдера в течение первых трех минут последовательности инициализации.
| US 7168935 B1, 30.01.2007 | |||
| US 20010030383 A, 18.10.2001 | |||
| US 20030235635 A, 25.12.2003 | |||
| US 20130209600 A1, 15.08.2013 | |||
| US 20090267269 A, 29.10.2009 | |||
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ПОСЛОЙНОГО СИНТЕЗА | 2012 |
|
RU2487779C1 |

