Область техники, к которой относится изобретение.
Изобретение относится к станкостроению в области аддитивных технологий, в частности к аддитивному изготовлению трехмерных физических деталей по цифровой 3D-модели методом послойной печати расплавленной полимерной нитью (FDM), а именно к усовершенствованному устройству 3D-принтера. FDM 3D-принтеры могут быть использованы для изготовления прототипов, мелкосерийных деталей или единичных экземпляров для применения в авиационной, ракетно-космической технике, медицине, автомобилестроении и других отраслях промышленности.
Уровень техники.
В общем случае устройство FDM 3D-принтера включает в себя в качестве ключевых элементов: кинематическую систему передвижения печатающей головки с экструдером, кинематическую систему передвижения рабочей платформы, выполненной из стекла или металла, и нагревательный блок для плавления подаваемых материалов.
Для изготовления деталей путем 3D-печати используется заранее подготовленная цифровая 3D-модель детали, которая сохраняется в формате STL- или OBJ-файла, являющиеся наиболее часто встречаемыми для FDM 3D-печати. Данный файл подготавливается в специализированных программных средствах путем разбиения 3D-модели объекта на слои, определяющие параметры последующей 3D-печати, включая, но не ограничиваясь точностью 0.1мм, наличие поддержек для печати деталей с навесными или сложными элементами, степень заполнения и другие параметры. В соответствии с настройками разбиения 3D-модели на слои специализированные программные продукты преобразует 3D-модель детали в управляющую программу в формате g-code, определяющую траекторию движения печатающей головки по осям X и Y, платформы по оси Z и количество материала необходимого для изготовления каждого слоя. В процессе 3D-печати происходит последовательное наплавление материала. Первый слой наносится на поверхность рабочей платформы. Второй и последующие слои наносятся на первый слой последовательно. Система позиционирования печатающей головки в общем случае выполнена в виде шаговых двигателей, которые посредством ременной передачи приводят в движение печатающую головку, закрепленную на линейных направляющих в плоскости XY. Для перемещения рабочей платформы относительно плоскости Z используются шаговые двигатели, приводящие в движение шарико-винтовую передачу. Позиционирование кинематической системы передвижения печатающей головки, кинематической системы передвижения рабочей платформы определяется с помощью контроллера в плате управления 3D-принтером. Данный контроллер в процессе 3D-печати осуществляет контроль скорости подачи материала в экструдер и регулирует температуру нагревательного блока для плавления подаваемых материалов. В общем исполнении печатающая головка представляет из себя канал для подачи полимерной нити в твердом агрегатном состоянии, проходящий через механизм подачи материала в экструдер (шаговый двигатель с зубчатым шкивом и прижимным роликом), с расположенным на нем радиатора и нагревательного элемента, разделенных термобарьером. Полимерная нить проходит через радиатор и поступает в нагревательный блок, где резко нагревается и переходит в текучее состояние, в этом состоянии расплавленный материал выходит из фильеры и формирует слой детали. Конструкция, включающая в себя радиатор, нагревательный блок и термобарьер называется хотэнд.
Расплавленный материал наносится на рабочую платформу, нагреваемую за счет температуры в рабочей камере или отдельного нагревающего элемента, перемещающийся по плоскости Z по заданным координатам, поверхность платформы или подложки изготавливается из различных материалов обладающих адгезивными свойствами к пластикам, чаще всего применяют стекло и алюминий, для улучшения адгезии применяют клеи на основе полимеров P-комплекс.
В качестве материала для 3D-печати используется полимерная нить различного диаметра, изготовленные из различных материалов таких как PSU, PEEK, PEKK, PEI, ABS, HIPS, ASA, ABS/PC, PC, и другие. Все вышеуказанные материалы обладают различными ключевыми свойствами и требованиями к 3D-принтеру.
Как следует из достигнутого уровня техники в 3D-принтерах изолирование рабочей камеры, в которой формируются детали и нагревательных элементов в ней, от механических, электрических и электромеханических частей подверженных температурной деформации может обеспечиваться различными конструктивными решениями:
- за счет исполнения рабочей камеры 3D-принтера в виде открытой зоны с нагревом экструдера и рабочей платформы, но без поддержания требуемой температуры в рабочей камере и рассеиванием тепла через корпус или вентиляционную систему 3D-принтера (см. например, патент RU 2698353 C1, патент CN206544317, в частном решении патента EP3689580);
- за счет исполнения рабочей камеры 3D-принтеры в виде открытой зоны с нагревом экструдера и рабочей платформы, но с размещением в нем элемента для точечного нагрева части детали, расположенного на рабочей платформы за счет электромагнитного излучения для целенаправленного нагрева частичной области печатаемого объекта (см. например, патент US20180200955);
- за счет размещения в рабочей камере 3D-принтера отдельного нагревательного устройства для повышения температуры (см. например, патент CN201620054887.7). Однако высокая температура в рабочей камеры может легко повредить движущиеся компоненты, необходимые для 3D-печати, что может сократить срок службы оборудования;
- за счет размещения в рабочей камере 3D-принтера инфракрасных излучателей, обеспечивающий нагрев всех поверхностей в рабочей камеры и печатаемой детали, и исполнении внутренней поверхности рабочей камеры 3D-принтера низкоэмиссионным стеклом (см. например, патент RU0002736449). Однако ограничением является максимальная поддерживаемая температура не более 300 градусов.
Наиболее близким аналогом являются решения для промышленных областей, обеспечивающих возможность печати при меньшем нагреве рабочей камеры 3D-принтера за счет уменьшения размеров отдельных частей 3D-принтера (см. например, патент EP3718744), или защитой отдельных частей 3D-принтера от нагревания пластиковыми элементами (см. например, патент CN207859495)
Недостатком существующих технических решений 3D-принтера является то, что изолирование рабочей камеры от внешних узлов устройства не обеспечивает полной изоляции от передачи тепла на корпус либо каркас, а кинематика рабочей платформы для печати деталей размещается внутри рабочей камеры, либо является чрезмерно усложненной.
В неактивной рабочей камере не достигается полная стабилизация температуры всего объема области печати, её нагрев происходит косвенно от нагретой рабочей платформы для печати и от увеличения высоты напечатанной детали температура рассеивается, что приводит к неправильной геометрии из-за усадки. Большинство 3d-принтеров имеют неактивную рабочую камеру, и печать некоторыми материалами такими, как ABS, PSU, PEKK, PEI невозможна. Для обеспечения хорошей межслойной адгезии и проявлению полных свойств материала требуются особые условия печати.
Одной из основных проблем использования высокотемпературных полимерных материалов для 3D-печати является термическая усадка указанного ранее материала при использовании нагревательных платформ. В предлагаемом изобретении стабилизация полимерных материалов в подогретом состояние во время 3D-печати и постепенного остывания после 3D-печати достигается за счет закрытой (изолированной) рабочей камеры 3D-принтера, которая позволяют минимизировать усадку материала при 3D-печати.
Настоящее изобретение направлено на решение технической проблемы, состоящей в изоляции частей 3D-принтера, находящихся за пределами рабочей камеры от температурной деформации, обусловленной высокой теплопроводностью между рабочей камерой и другими частями 3D-принтера при высокотемпературной печати материалами с температурой плавления более 400C, и обеспечении равномерной температуры во всем пространстве рабочей камеры, приводящих к снижению качества изготавливаемых деталей.
Достигаемый технический результат - 3D-принтер с полностью изолированной рабочей камерой от передачи нагрева на конструкцию и электронные узлы упомянутого 3D-принтера. Кинематика оси Z обеспечивает высокое качество печатающихся деталей, а конструкция минимизирует передачу тепла на линейные каретки увеличивая их срок службы.
Достигаемые при этом дополнительные технические результаты заключаются в увеличение длительности межремонтных интервалов (в увеличении ресурса работы 3D-принтера), а также в снижении затрат на заменяемые детали.
Раскрытие сущности изобретения.
Для того, чтобы выполнять различные задачи в рамках 3D-печати, рабочая камера может быть исполнена в виде активной рабочей камеры, в которой нагрев и стабилизация температуры объема области печати осуществляется с помощью трубчатых электронагревателей и конвекционных потоков, что позволяет печатать большие или высокие детали без проблем с усадкой, благодаря равномерности и полной стабилизации внутри системы. Теплоизоляция рабочей камеры обеспечивает постепенное остывание детали после печати, что также полностью исключает усадку из-за резкого перепада температур.
Патентуемый 3D-принтер содержит печатающую головку с двумя экструдерами, рабочую платформу, активную рабочую камеру, механизмы перемещения печатающей головки и рабочей платформы и каркас, а также размещенный внутри корпуса блок системы управления послойного формирования трехмерных деталей. Печатающая головка закреплена на двух линейных каретках, которые обеспечивают перемещение по двум линейным направляющим, которая установлена на верхней поверхности упомянутого основания и определяет первую горизонтальную ось декартовой системы координат, в которой осуществляется формирование трехмерной детали. Печатающая головка связана с приводным ремнем первого ременного механизма преобразования вращательного движения в прямолинейное перемещение, снабженного электроприводом.
3D-принтер может характеризоваться тем, что дистанцирование корпуса рабочей камеры, в частности нагревательных блоков от каркаса из конструкционных профилей, выполнено с использованием кронштейнов крепления рабочей камеры.
3D-принтер может характеризоваться тем, что в конструкции кинематики оси Z реализовано изолирование линейных кареток и равномерные распределением нагрузки на упомянутые каретки.
3D-принтер может характеризоваться тем, что отсек электроники выполнен отдельным блоком, устанавливающегося на каркас из конструкционных профилей. В отсеке электроники размещается на монтажных панелях основное силовое питающие и защитное оборудование установленное на металлических профилях, электроника управления системами 3D-принтера размещается на дистанцирующие нейлоновых стойках, блоки питания устанавливаются на противоположной стороне монтажной панели, коммутация между блоков условно скрыта на сборке, для подключения периферии используется клеммная колодка. Прокладка кабелей и питающих проводов на сборке условна скрыта. Учитывается обход горячей зоны коммутации периферии. Для прокладки кабелей силового питания трубчатых электронагревателей используются высокотемпературные провода. Сигнальные провода управления системами 3D-принтера отделены от силовой части.
3D-принтер может характеризоваться тем, что используется вакуумная фиксация пленки для печати на рабочей платформе. Для этого в рабочей платформе присутствуют каналы двух контуров для использования пленок двух размеров. При необходимости использовать полную область печати в частном случае возможно задействовать большой контур одновременно с малым и использовать большую пленку. При печати на малой области используется пленка с размерами малого контура и небольшим припуском для лучшего создания вакуума.
3D-принтер может характеризоваться тем, что предусмотрены два отсека для сушки материалов для двух экструдеров. Внутри каркаса из конструкционных профилей размещаются, по двум сторонам от опор нижней плиты рабочей камеры, два одинаковых сушильных отсека с подающими механизмами.
3D-принтер может характеризоваться тем, что указанный 3D-принтер размещается на подвижных роликах с блокировкой, обеспечивая мобильность и удобство при перемещении.
3D-принтер может характеризоваться тем, что реализована кинематика Cartesian с осями X-Y1-Y2, что обеспечивает надежность и высокие эксплуатационные характеристики.
3D-принтер может характеризоваться тем, что обдув рабочей камеры осуществляется центробежными вентиляторами, крыльчатка приводится в движение через подшипниковый узел электродвигателем, управляемым по широтно-импульсной модуляции. Указанные вентиляторы в частном случае установлены в блоках нагрева с левой и правой стороны рабочей камеры.
3D-принтер может характеризоваться тем, что позиционирование по осям X-Y1-Y2 обеспечивается оптическими датчиками на каждой оси. Нулевое положение по оси Z определяется выдвигающимся щупом, который установлен в экструдере.
3D-принтер может характеризоваться тем, что для нагрева рабочей камеры используются четыре оребренных спиральных трубчатых электронагревателя, соединенные в две пары друг над другом и установленные в блоках нагрева с левой и правой стороны рабочей камеры.
3D-принтер может характеризоваться тем, что для изоляции рабочей камеры от отсека кинематики и внешней среды используется гофрозащита тканая, изготовленная из стеклоткани с силиконовой высокотемпературной пропиткой, для обеспечения теплоизоляции имеет воздушную полость при растягивании. Гофрозащита установлена в ложемент по оси X, по оси Y1-Y2 уложена на направляющие рамки верхней части корпуса рабочей камеры. Плотное прилегание гофрозащиты к корпусу рабочей камеры обеспечивает надежную теплоизоляцию.
3D-принтер может характеризоваться тем, что решает задачи печати высокотемпературными техническими пластиками с сохранением физических и механических свойств материала. Решает задачу печати двухкомпонентными деталями. Обладает полной автоматикой системой контроля и управления всеми агрегатами, что исключает человеческий фактор и позволяет автоматически контролировать процесс печати при длительной работе 3d-принтера и своевременно выявлять неисправности и ошибки печати.
Краткое описание чертежей.
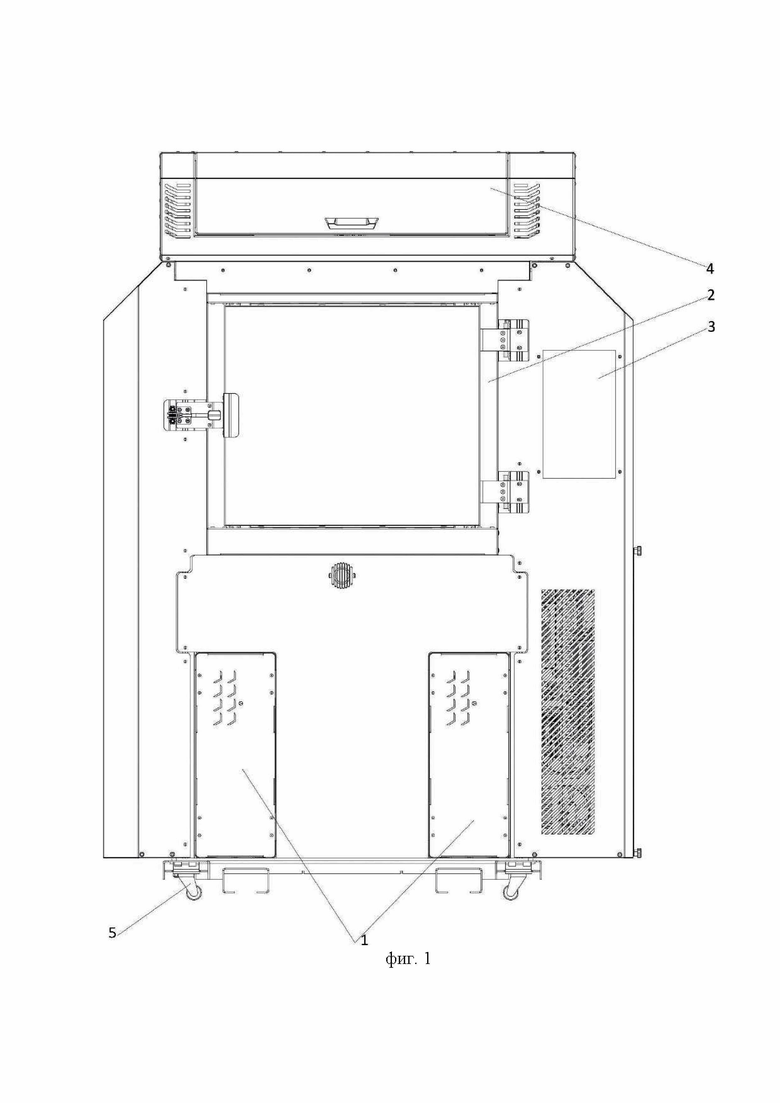
Фиг. 1 - схематично изображен 3D-принтер, состоящий из: (1) два сушильных отсека пластика; (2) дверь рабочей камеры с тройным остеклением и воздушным охлаждением; (3) сенсорный экран с диагональю 13`3; (4) купол отсека кинематики с откидывающейся крышкой; (5) опорные ролики со стопорными механизмами.
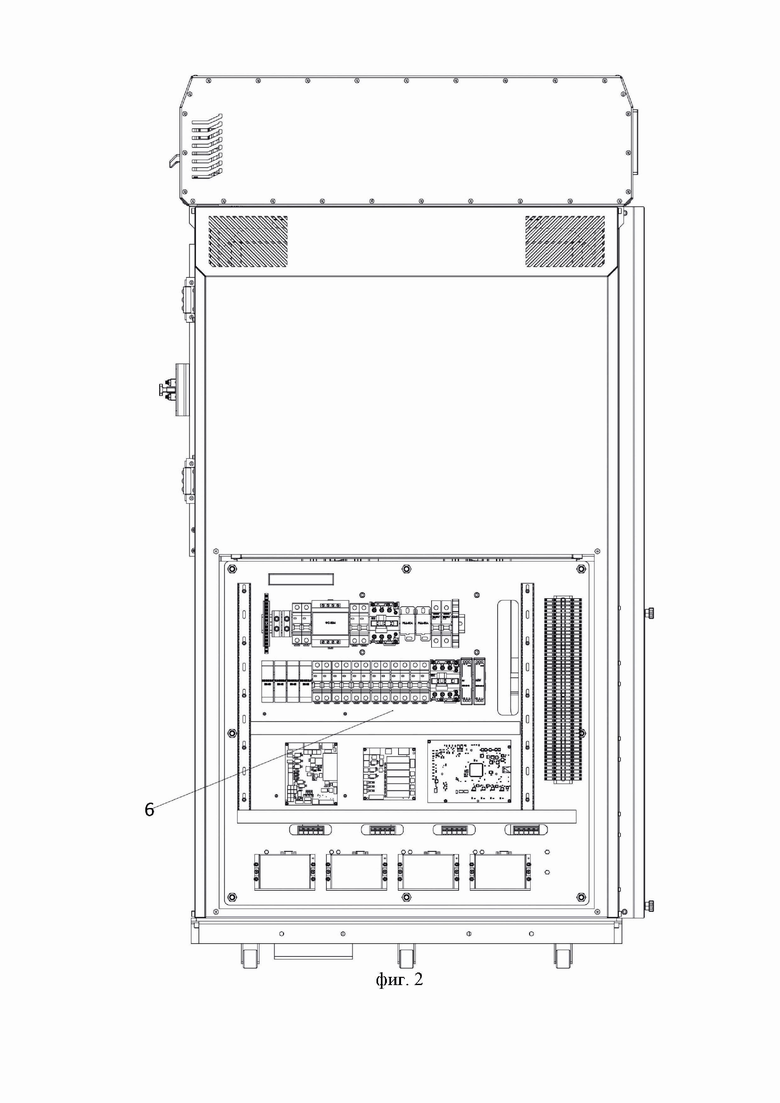
Фиг. 2 - изображен отсек электроники (6).
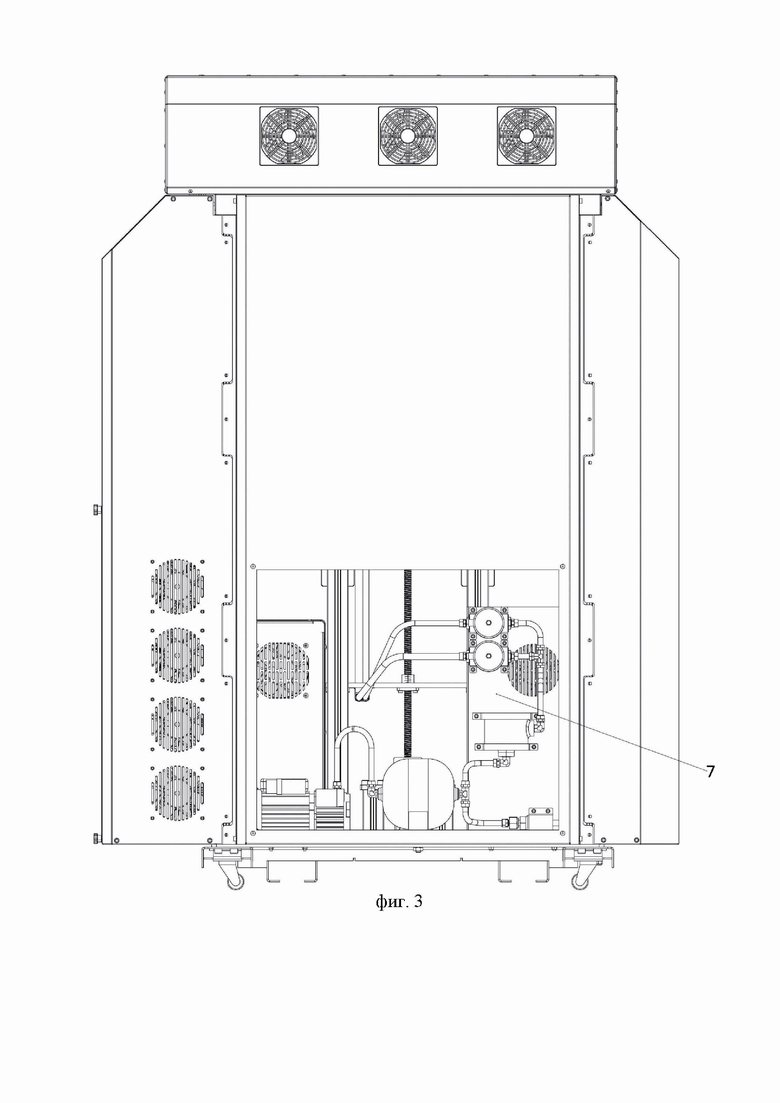
Фиг. 3 - изображена вакуумная система (7) 3D-принтера для фиксации пленки для печати на рабочей платформе.
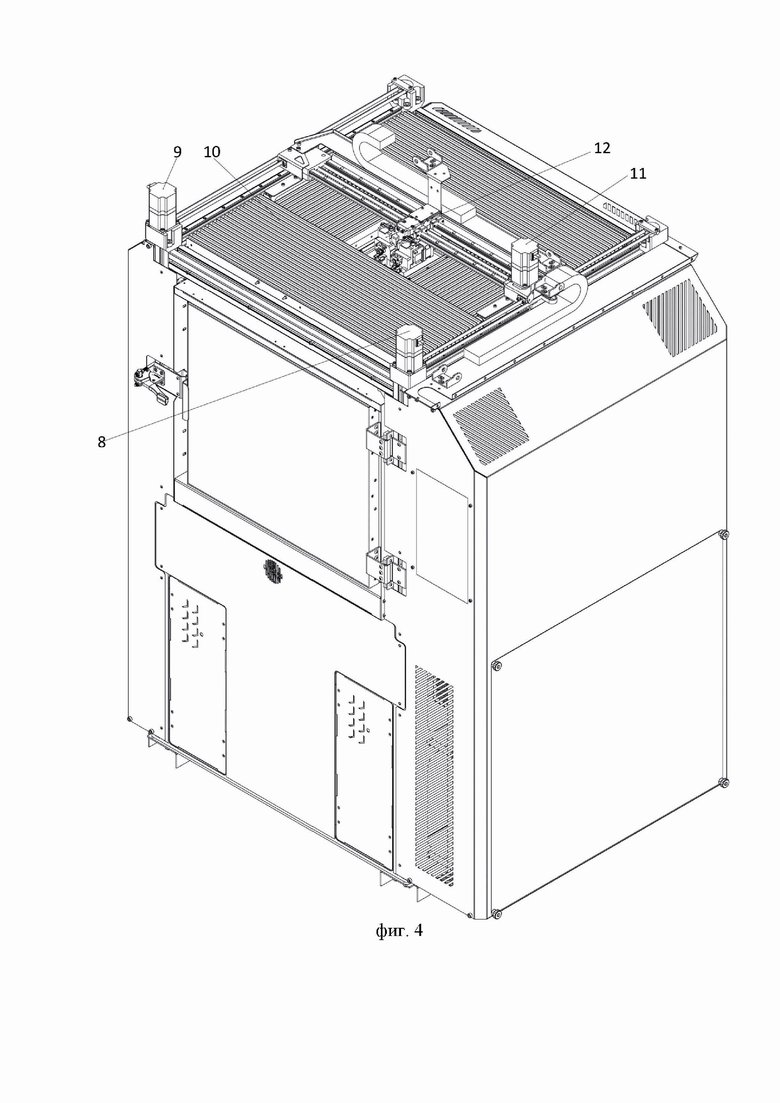
Фиг. 4 - изображена кинематика осей X-Y1-Y2 3D-принтера состоящая из: (8) шаговый двигатель с обратной связью оси Y1 с шкивом, имеет ответный ролик и ременную передачу, (9) шаговый двигатель с обратной связью оси Y2 с шкивом, имеет ответный ролик и ременную передачу, (10) гофрозащита для изоляции рабочей камеры от отсека кинематики и внешней среды, (11) шаговый двигатель с обратной связью оси X с шкивом, установленный на подвижной части (каретке), имеет ответный ролик и ременную передачу, (12) печатающая головка с двумя экструдерами.
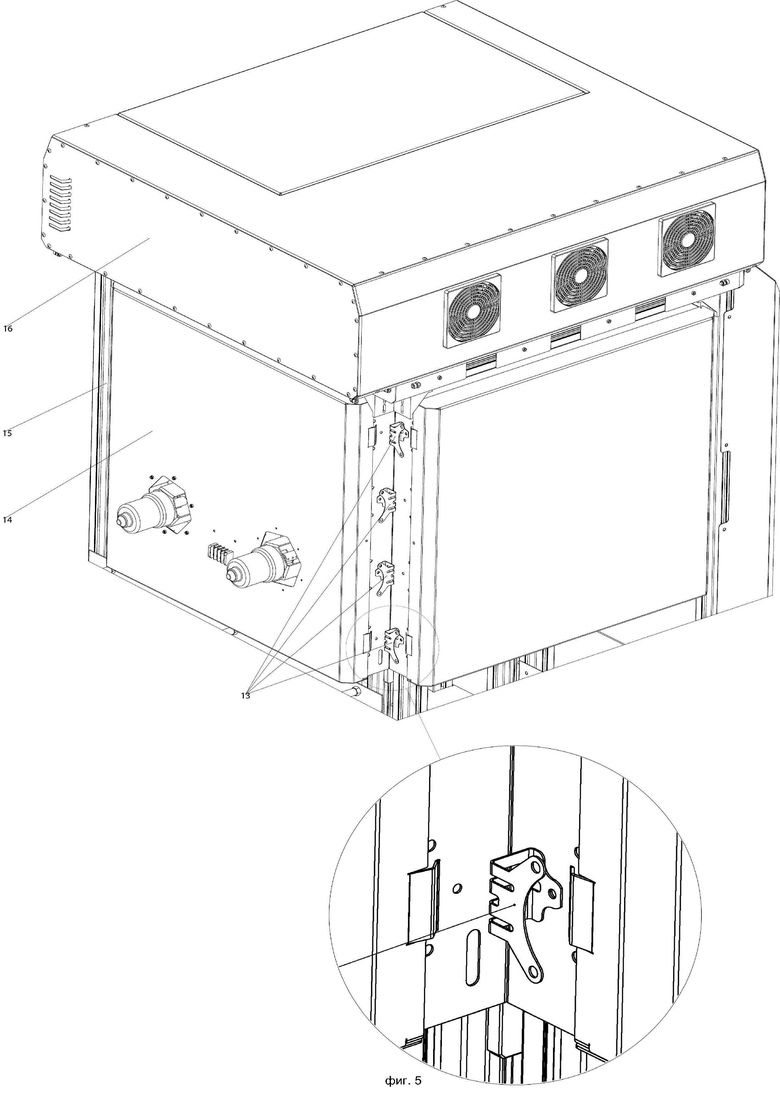
Фиг. 5 - изображен корпус рабочей камеры 3D-принтера, состоящий из: (13) кронштейнов крепления рабочей камеры размещенные на стенках корпуса в местах крепления, (14) нагревательные блоки рабочей камеры, (15) конструкционный профиль каркаса 3d-принтера, (16) купол отсека кинематики с откидывающейся крышкой.
Фиг. 6 - изображен конструкционный профиль с размещением на нем четыре кронштейнов крепления рабочей камеры.
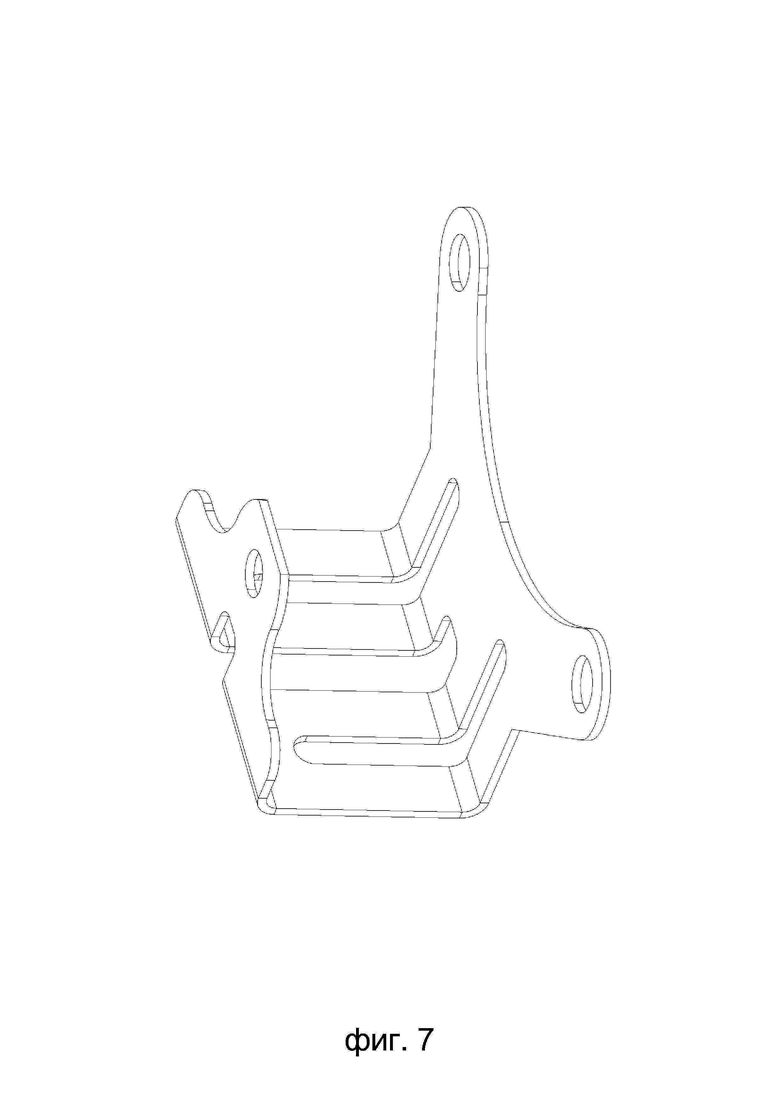
Фиг. 7 - изображен кронштейн крепления рабочей камеры.
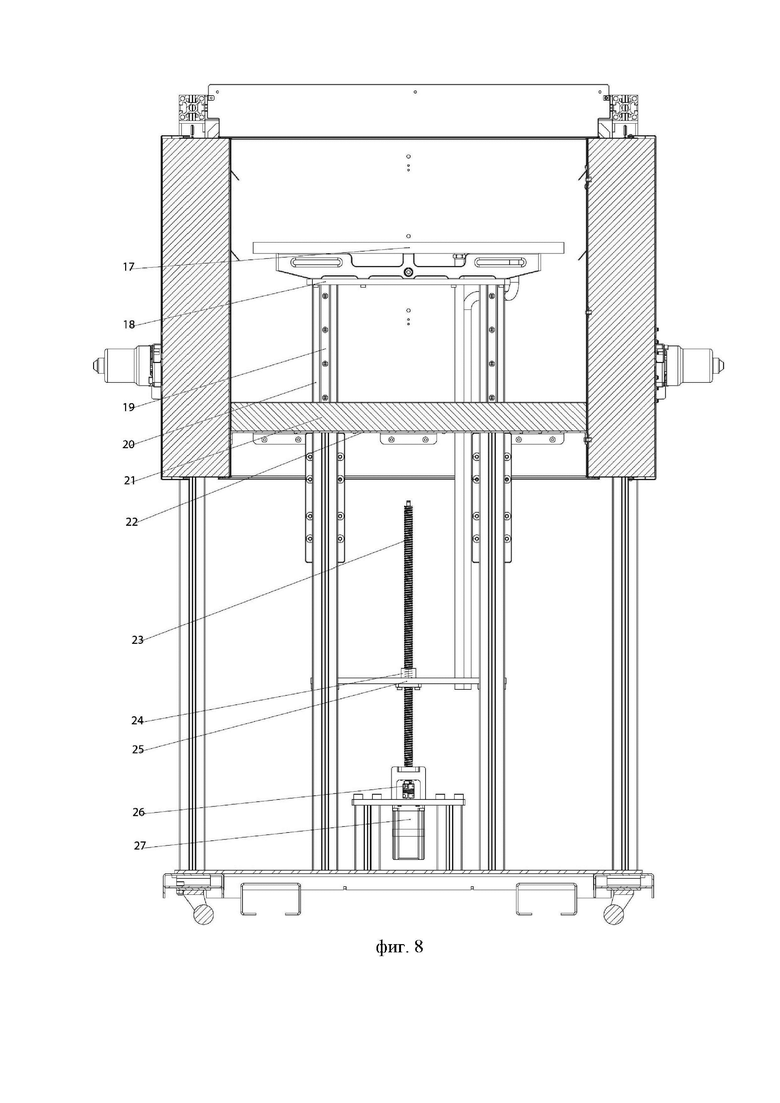
Фиг. 8 - изображено рабочая камера в разрезе спереди, состоящий из: (17) рабочая платформа с вакуумными контурами для печатной пленки, (18) верхняя базирующая плита, (19) линейная направляющая оси Z, (20) конструкционный профиль оси Z, (21) керамическая вата термоизоляция нижний части рабочей камеры, (22) нижняя плита рабочей камеры, (23) шарико-винтовая пара (ШВП) оси Z, (24) гайка ШВП, (25) нижняя базирующая плита, (26) крепление ШВП к шаговому двигателю оси Z, (27) шаговый двигатель с обратной связью оси Z.
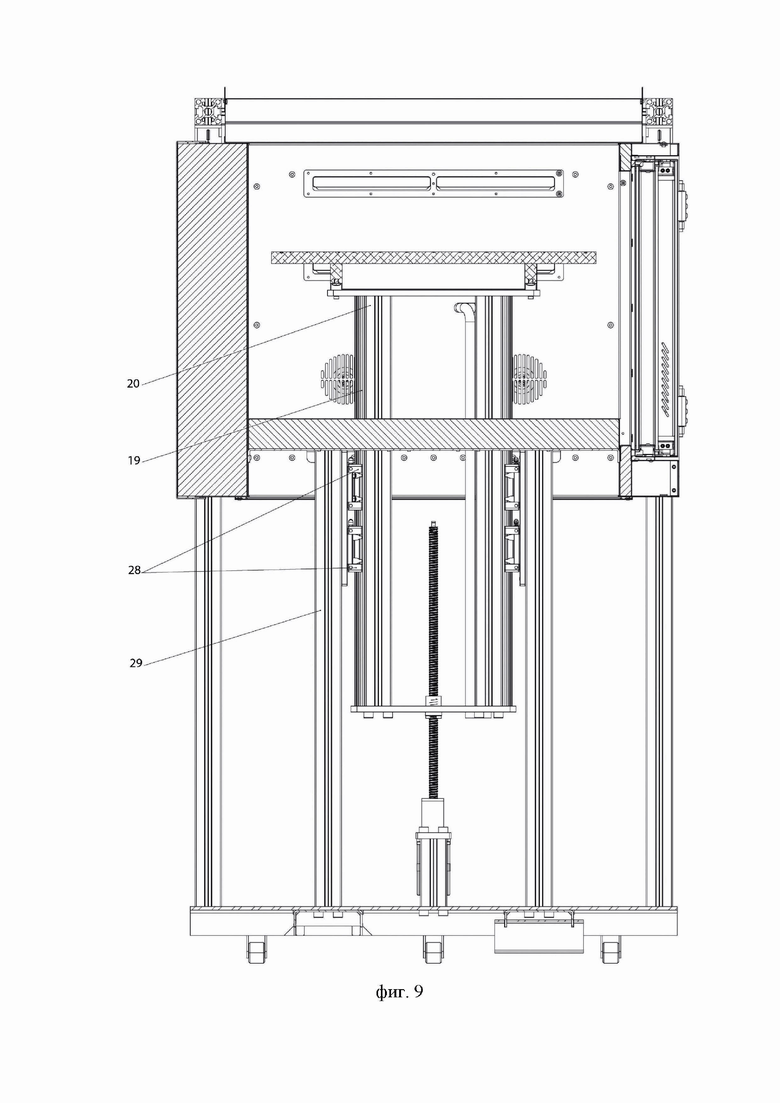
Фиг. 9 - изображено крепление рабочей камера в разрезе слева, где крепление линейных кареток оси Z (28) фиксируется к конструкционному профилю опоры нижней плиты рабочей камеры (29).
Осуществление изобретения.
Сущность изобретения раскрывается в следующем частном исполнении технического решения, представленного на чертежах.
Промышленный 3D-принтер, в котором где материал, намотанный на катушки с RFID-меткой, расположенный в двух отдельных сушильных отсеках (1), подается в печатающую головку с двумя экструдерами (12), система управления 3D-принтером автоматически распознает наличие и тип катушки с пластиком и производит заправку материала на оптимальных параметрах. Подготовка к печати осуществляется размещением на платформе (17) адгезивной пленки и её фиксации с помощью вакуума, процесс контролируется с помощью вакуумного датчика и двух клапанов, а вакуум создается с помощью насоса, для его стабильности в системе присутствует расширительный бачок, для исключения засорения насоса и датчика в системе установлен воздушный фильтр - эти агрегаты входят в состав вакуумной системы(7). Нагрев рабочей камеры производится с помощью четырех трубчатых электронагревателей, обдуваемых центробежными вентиляторами, которые контролируются с помощью термопар - эти агрегаты входят в состав нагревательных блоков рабочей камеры (14). Нагрев длится до перехода в режим стабилизации, в котором температура в камере колеблется от заданной в пределах от 1С до 3С, также производится нагрев двух экструдеров (12) с помощью двух нагревательных элементов, а контроль производится с помощью термопар. Позиционирование по осям X (11), Y1 (8) Y2 (9), Z (27) осуществляется с помощью шаговых двигателей с обратной связью и концевых оптических датчиков, установленных на печатающей головке с двумя экструдерами (12). Для управления 3D-принтеров используется 13`3 дюймовый сенсорный экран (3) с интерфейсом, через который задаются основные рабочие параметры для печати. Система управления, питание и защита электроники располагается в отсеке электроники (6). Во время печати дверь рабочей камеры (2) заблокирована и контроль за стабильностью исполнения задания на печать выполняется управляющей программой 3D-принтера. По завершению задания на печать 3D-принтер переходит в режим охлаждения для постепенного остывания рабочей камеры, после достижения температуры до безопасного, безусадочного извлечения напечатанной детали дверь (2) разблокируется.
Дистанцирование корпуса рабочей камеры, в частности, нагревательных блоков (14) от каркаса из конструкционных профилей с целью обеспечения воздушной изоляции для исключения распространения теплопередачи и предотвращения перегрева кинематики (Фиг.4), а также электронных узлов 3В-принтера (6). В частном исполнении крепление корпуса рабочей камеры к каркасу осуществляется посредством соединения через дистанцирующие кронштейны (13), выполненные из нержавеющей стали с низкой теплопроводностью.
Конструкция кронштейнов изготавливается из листовой нержавеющей стали толщиной 1мм, в частном случае путем метода гибки. Указанная конструкция обеспечивает минимизирование теплопередачи обеспечивают продольные вырезы, также дополнительное охлаждение создается теплосъемом с поверхности кронштейнов конвекционными потоками воздуха внутри корпуса 3D-принтера. Жесткость конструкции корпуса в частном исполнении обеспечивается шестнадцатью кронштейнами крепления рабочей камеры (13), по четыре на каждую из сторон корпуса с размещением в средней и верхней частях конструкционных профилей (Фиг.6).
Кинематика оси Z выполнена с учетом минимизации передачи тепла на линейные каретки направляющих и гайку шарико-винтовой пары (24), в которых центр масс относительно рабочей платформы (17) расположен соосно с шарико-винтовой парой (23), а нагрузка на линейные каретки (28) распределена равномерно и “закусывание” направляющих исключено, предотвращая биение при движение рабочей платформы (17) по оси Z. Конструкция кинематики оси Z состоит из четырех конструкционных профилей (20), подвижной части соединенные двумя базирующимися плитами (18, 25). На нижней плите (25), за пределами рабочей камеры, в центре находится посадочное место для установки гайки шарико-винтовой пары. Верхняя плита (18) находится внутри рабочей камеры, на которую устанавливается рабочая платформа (17), что убирает необходимость в ручной калибровке кривизны плоскости печати.
Линейные направляющие (19) устанавливаются на четыре конструкционных профиля (20) подвижной части и частично располагаются в отсеке рабочей камеры. Направляющие (19) заходят в восемь попарно соединенные линейные каретки (28), установленные на четырех опорах (29) из конструкционных профилей нижней плиты рабочей камеры (22). Нижняя плита рабочей камеры изолирована от внутренней части термоизоляцией из керамической ваты (21), что не дает передаваться теплу на каретки оси Z через опоры.
| название | год | авторы | номер документа |
|---|---|---|---|
| 3D-принтер | 2022 |
|
RU2800191C1 |
| 3D-ПРИНТЕР ДЛЯ ПАРАЛЛЕЛЬНОЙ ПЕЧАТИ | 2019 |
|
RU2719528C1 |
| Пищевой 3D-принтер | 2023 |
|
RU2827097C1 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР ДЛЯ ПЕЧАТИ ВРЕМЕННЫХ И КАПИТАЛЬНЫХ ЗДАНИЙ | 2022 |
|
RU2828327C2 |
| МОБИЛЬНЫЙ СТРОИТЕЛЬНЫЙ 3D-ПРИНТЕР | 2016 |
|
RU2636980C1 |
| 3D-ПРИНТЕР | 2019 |
|
RU2698353C1 |
| ПРОМЫШЛЕННЫЙ ОДНОПОРТАЛЬНЫЙ ОДНОПРОХОДНЫЙ ПЕСЧАНО-ПОЛИМЕРНЫЙ 3D-ПРИНТЕР | 2024 |
|
RU2838644C1 |
| 3D-ПРИНТЕР | 2017 |
|
RU2649738C1 |
| СПОСОБ МНОГОСОПЕЛЬНОЙ 3D ПЕЧАТИ ИЗДЕЛИЯ | 2022 |
|
RU2797512C1 |
| СПОСОБ ПРОСТРАНСТВЕННОЙ ПОДДЕРЖКИ ОБЪЕКТОВ В ПРОЦЕССЕ ТРЕХМЕРНОЙ ПЕЧАТИ | 2024 |
|
RU2834485C1 |

Изобретение относится к станкостроению в области аддитивных технологий, в частности к аддитивному изготовлению трехмерных физических деталей по цифровой 3D-модели методом послойной печати расплавленной полимерной нитью (FDM), а именно к усовершенствованному устройству 3D-принтера. 3D-принтер включает: активную рабочую камеру, изолированную от отсека кинематики и внешней среды гофрозащитой тканной изготовленной из стеклоткани с силиконовой высокотемпературной пропиткой, а нижняя плита рабочей камеры изолирована от внутренней части термоизоляцией из керамической ваты; печатающую головку с двумя экструдерами с системой автоматического измерения разности высоты фильер экструдеров, выполненных без резьбовых соединений в креплении фильеры к нагревательному блоку, с помощью встроенных выдвигающихся щупов относительно оси Z; рабочую платформу, выполненную из четырех конструкционных профилей и шарико-винтовой передачи и изолированной от внутренней части рабочей камеры керамической ватой, и в которой имеются каналы, образующие сетку для двух контуров, расположенных на рабочей платформе, для фиксации адгезивной пленки, размещенной на части или всей рабочей платформе, вакуумным методом; отсек электроники, выполненный отдельным блоком и установленный на каркас из конструкционных профилей, в котором с помощью металлических профилей на монтажных панелях размещены основное силовое питающие и защитное оборудование, электроника управления системами 3D-принтера размещена на дистанцирующихся нейлоновых стойках, блоки питания размещены на противоположной стороне монтажной панели, а коммутация между блоками скрыта, учитывая обход горячих зон 3D-принтера; два отсека, закрепленных внутри каркаса из конструкционных профилей по двум сторонам от опор нижней плиты рабочей камеры, для сушки материалов для каждого из двух экструдеров с подающими материал механизмами; подвижные ролики для транспортировки, размещенные на нижней части корпуса 3D-принтера, с функцией блокировки. Технический результат заявленного изобретения заключается в разработке 3D-принтера с полностью изолированной рабочей камерой от передачи нагрева на конструкцию и электронные узлы упомянутого 3D-принтера, где кинематика оси Z обеспечивает высокое качество печатающихся деталей, а конструкция минимизирует передачу тепла на линейные каретки, увеличивая их срок службы, а также в увеличении длительности межремонтных интервалов и снижении затрат на заменяемые детали. 6 з.п. ф-лы, 9 ил.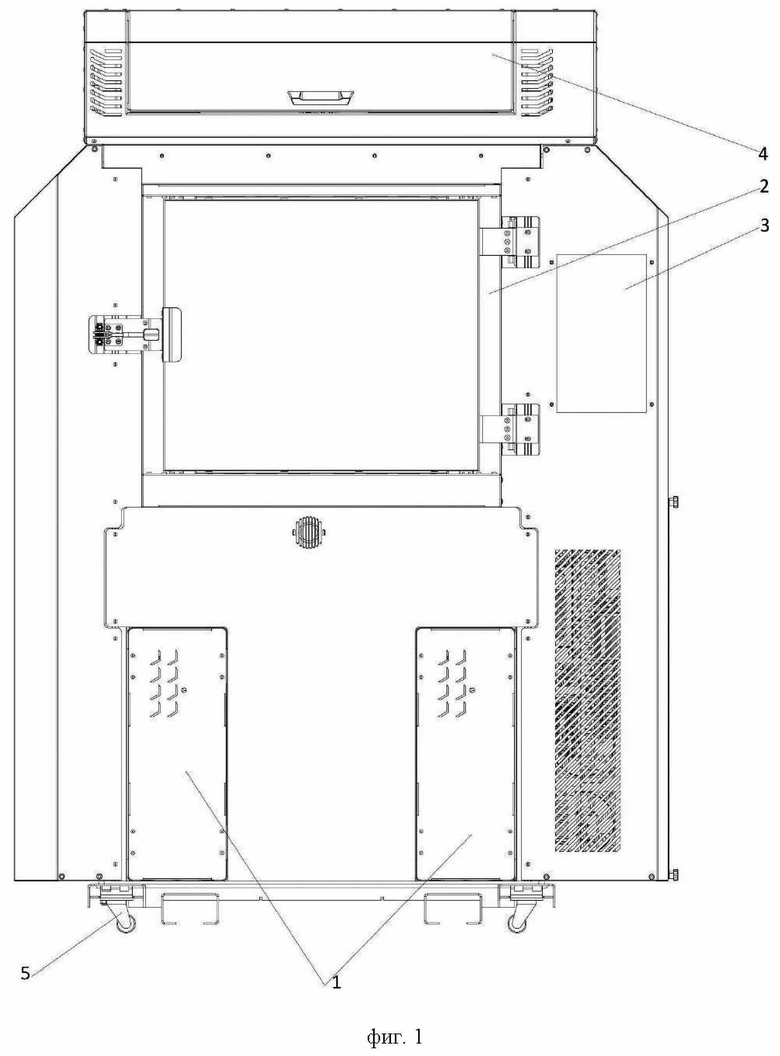
1. 3D-принтер, работающий по технологии послойного наплавления материала, включающий активную рабочую камеру, изолированную от отсека кинематики и внешней среды гофрозащитой тканной изготовленной из стеклоткани с силиконовой высокотемпературной пропиткой, а нижняя плита рабочей камеры изолирована от внутренней части термоизоляцией из керамической ваты; печатающую головку с двумя экструдерами с системой автоматического измерения разности высоты фильер экструдеров, выполненных без резьбовых соединений в креплении фильеры к нагревательному блоку, с помощью встроенных выдвигающихся щупов относительно оси Z; рабочую платформу, выполненную из четырех конструкционных профилей и шарико-винтовой передачи и изолированной от внутренней части рабочей камеры керамической ватой; каналы в рабочей платформе, образующие сетку для двух контуров, расположенных на рабочей платформе, для фиксации адгезивной пленки, размещенной на части или всей рабочей платформе, вакуумным методом; отсек электроники, выполненный отдельным блоком и установленный на каркас из конструкционных профилей, в котором с помощью металлических профилей на монтажных панелях размещены основное силовое питающие и защитное оборудование, электроника управления системами 3D-принтера размещена на дистанцирующихся нейлоновых стойках, блоки питания размещены на противоположной стороне монтажной панели, а коммутация между блоками скрыта, учитывая обход горячих зон 3D-принтера; два отсека, закрепленные внутри каркаса из конструкционных профилей по двум сторонам от опор нижней плиты рабочей камеры, для сушки материалов для каждого из двух экструдеров с подающими материал механизмами; подвижные ролики для транспортировки, размещенные на нижней части корпуса 3D-принтера, с функцией блокировки.
2. 3D-принтер по п.1, отличающийся тем, что дистанцирование корпуса рабочей камеры, в частности нагревательных блоков, от каркаса из конструкционных профилей выполнено с использованием кронштейнов крепления рабочей камеры.
3. 3D-принтер по п.1, отличающийся тем, что конструкция кинематики оси Ζ выполнена с изолированием линейных кареток от рабочей камеры и равномерным распределением нагрузки на них, для перемещения платформы используется шаговый двигатель, который фиксируется через опору и конструкционные профили к плите основания 3D-принтера, а вал шагового двигателя с шарико-винтовой передачей соединен через соединительную демпферную муфту, сама шарико-винтовая передача фиксируется снизу в опоре и имеет свободный конец сверху.
4. 3D-принтер по п.1, отличающийся тем, что центробежные вентиляторы установлены в нагревательных блоках рабочей камеры с левой и правой стороны, крыльчатка которых приводится в движение через подшипниковый узел электродвигателя, управляемого широтно-импульсной модуляцией.
5. 3D-принтер по п.1, отличающийся тем, что позиционирование по осям X, Υ1-Υ2 выполняется оптическими датчиками, расположенными на каждой оси, а перемещение по осям Χ, Υ1-Υ2 осуществляется с помощью ременной передачи.
6. 3D-принтер по п.1, отличающийся тем, что рабочая камера оборудована спиральными трубчатыми электронагревателями, соединенными друг с другом в пары и закрепленными на нагревательных блоках рабочей камеры.
7. 3D-принтер по п.1, отличающийся тем, что гофрозащита, выполненная из стеклоткани с силиконовой высокотемпературной пропиткой, установлена в ложементе по оси X, а по оси Y1-Y2 указанная гофрозащита установлена на направляющие рамки верхней части корпуса рабочей камеры.
| CN 204622621 U, 09.09.2015 | |||
| CN 106738926 A, 31.05.2017 | |||
| CN 110587980 A, 20.12.2019 | |||
| EP 3718744 A1, 07.10.2020 | |||
| WO 2020056300 A1, 19.03.2020 | |||
| СПОСОБ ФОРМИРОВАНИЯ СРЕДЫ ЗАДАННОЙ ТЕМПЕРАТУРЫ В РАБОЧЕЙ КАМЕРЕ 3D-ПРИНТЕРА | 2019 |
|
RU2736449C1 |

