ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Эта заявка не является предварительной и испрашивает приоритет предварительной заявки на патент США № 62/654076, поданной 6 апреля 2018 г., причем предшествующая заявка включена в настоящий документ посредством ссылки во всей своей полноте.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0002] Настоящее изобретение в целом относится к установке и системе для создания трехмерного объекта по методике аддитивного изготовления и к способу эксплуатации установки и системы, а более конкретно к установке, системе и способу, в которых используется валок, находящийся в контакте с текучей смолой или другим материалом-предшественником при наращивании каждого слоя объекта.
УРОВЕНЬ ТЕХНИКИ
[0003] Современные методики аддитивного изготовления трехмерных объектов (например, стереолитография, трехмерная печать и т. д.) позволяют создавать продукты превосходного качества с высокой точностью воспроизведения, но такие методики имеют значительные ограничения. Как правило, такие методики работают одним из трех способов: (a) непрерывная полимеризация слоев на поверхности жидкой смолы, содержащейся в стационарной ванне, или вблизи нее, (b) непрерывная полимеризация слоев смолы на дне или вблизи дна стационарной ванны со смолой или (c) непрерывная полимеризация слоев смолы, которые были выпущены струей вниз одной или более печатающими головками с одним соплом или несколькими соплами. Такие методики обычно ограничиваются небольшими размерами, при этом максимальные размеры для различных машин составляют всего несколько футов в ширину или длину или даже меньше. Это ограничивает размер объектов, которые могут быть созданы. Струйные процессы имеют значительные ограничения по размеру и приводят к потере большого количества полимерного материала во время создания.
[0004] Методики на основе ванн требуют, чтобы объект был частично или полностью погружен во время изготовления, в связи с чем необходимо поддерживать значительный объем ванны со смолой. Это может быть дорогостоящим, поскольку такие смолы являются обычно очень дорогими, а обслуживание ванн для смолы в составе машин может быть чрезвычайно дорогостоящим. Размер ванны также ограничивает размер объекта, который может быть создан, как отмечалось выше. В дополнение к этому погружение объекта во время создания часто приводит к тому, что полости в пределах объекта заполняются неотвержденной жидкой смолой, которую необходимо слить, что часто требует сверления сливного отверстия и последующего его устранения. Кроме того, ванна обычно содержит только одну смолу, поэтому изготовление деталей из нескольких материалов невозможно. Методики на основе ванн также имеют ограничения по скорости создания из-за времени ожидания, когда новая смола потечет над или под областями, подлежащими полимеризации.
[0005] Целью настоящего изобретения является преодоление некоторых из этих ограничений и других недостатков существующих установок, систем и способов, а также обеспечение новых признаков, которых ранее не существовало.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0006] Общие аспекты настоящего изобретения относятся к механизмам наслаивания, выполненным с возможностью создания трехмерного объекта на платформе для наращивания с использованием смолы или другого текучего материала по послойной методике, в которых используются валок или другое устройство нанесения для переноса слоя текучего материала на место нанесения, облучающее устройство для излучения электромагнитных волн с целью нанесения слоя на объект для наращивания объекта, и они возможно дополнительно включают в себя первоначальное облучение излучаемыми электромагнитным волнам для обеспечения по меньшей мере частичного затвердевания слоя текучего материала перед переносом слоя валком на место нанесения. Общие аспекты настоящего изобретения также относятся к системам, установкам и способам, использующим такие механизмы наслаивания.
[0007] Аспекты настоящего изобретения относятся к механизму наслаивания, выполненному с возможностью создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, причем область наращивания определена смежно платформе для наращивания, содержащему каретку, выполненную с возможностью перемещения по области наращивания, источник смолы в текучей форме, установленный на каретке, валок, находящийся в сообщении с источником смолы и установленный с возможностью поворота на каретке, и облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн. Облучающее устройство выполнено с возможностью излучения электромагнитных волн в направлении первого места облучения, находящегося смежно валку в пределах источника смолы, для обеспечения по меньшей мере частичного затвердевания слоя смолы, и при этом валок выполнен с возможностью поворота для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания. Облучающее устройство дополнительно выполнено с возможностью излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта. В одной конфигурации первое место облучения и второе место облучения могут находиться на угловом расстоянии, составляющем приблизительно 180°, друг от друга относительно валка. В различных конфигурациях область наращивания может находиться под платформой для наращивания, вследствие чего валок выполнен с возможностью прохождения под платформой для наращивания с целью наращивания объекта под платформой для наращивания, или область наращивания может находиться над платформой для наращивания, вследствие чего валок выполнен с возможностью прохождения над платформой для наращивания с целью наращивания объекта над платформой для наращивания.
[0008] Согласно одному аспекту механизм дополнительно содержит контроллер, выполненный с возможностью управления перемещением каретки и валка и с возможностью управления активацией облучающего устройства для создания трехмерного объекта.
[0009] Согласно другому аспекту механизм дополнительно содержит первое множество оптических волокон, содержащих первые выходные концы, скомпонованные в виде первого набора, и первые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, и второе множество оптических волокон, содержащих вторые выходные концы, скомпонованные в виде второго набора, и вторые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства. Первое множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через первое множество оптических волокон и выходят из выходных концов первого набора, направленных на первое место облучения, и второе множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через второе множество оптических волокон и выходят из выходных концов второго набора, направленных на второе место облучения. В одной конфигурации облучающее устройство содержит множество светодиодов, и каждое из первого множества оптических волокон и каждое из второго множества оптических волокон связаны с одним из множества светодиодов. В другой конфигурации облучающее устройство содержит DLP-проектор (Digital Light Processing), и каждое из первого множества оптических волокон и каждое из второго множества оптических волокон выполнены с возможностью приема электромагнитных волн от DLP-проектора.
[0010] Согласно очередному аспекту валок является проницаемым для электромагнитных волн, и облучающее устройство выполнено таким образом, что электромагнитные волны проходят сквозь валок при движении в направлении первого места облучения и второго места облучения.
[0011] Согласно еще одному аспекту механизм наслаивания дополнительно содержит механизм удаления смолы, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения.
[0012] Согласно еще одному очередному аспекту механизм наслаивания содержит первый набор линз, расположенный между облучающим устройством и первым местом облучения, и второй набор линз, расположенный между облучающим устройством и вторым местом облучения, причем первый и второй наборы линз выполнены с возможностью фокусировки электромагнитных волн, направленных на первое место облучения и второе место облучения.
[0013] Согласно дополнительному аспекту механизм наслаивания дополнительно содержит ограничитель толщины, расположенный в первом месте облучения, вследствие чего первое место облучения находится между валком и ограничителем толщины, и пространство между валком и ограничителем толщины определяет толщину слоя. В одной конфигурации ограничитель толщины содержит вспомогательный валок, установленный с возможностью поворота по меньшей мере частично в пределах источника смолы.
[0014] Согласно очередному аспекту каретка выполнена с возможностью установки на направляющей для перемещения по области наращивания. Каретка может быть дополнительно выполнена с возможностью автономного перемещения отдельно от направляющей.
[0015] Дополнительные аспекты настоящего изобретения относятся к механизму наслаивания, выполненному с возможностью создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, причем область наращивания определена смежно платформе для наращивания, содержащему каретку, выполненную с возможностью перемещения по области наращивания, источник смолы в текучей форме, установленный на каретке, основной валок, находящийся в сообщении с источником смолы и установленный с возможностью поворота на каретке, вспомогательный валок, установленный с возможностью поворота по меньшей мере частично в пределах источника смолы, вследствие чего между основным валком и вспомогательным валком образовано пространство, и облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн. Облучающее устройство выполнено с возможностью излучения электромагнитных волн в направлении первого места облучения, находящегося в пределах источника смолы и в пределах пространства между основным и вспомогательным валками, для обеспечения по меньшей мере частичного затвердевания слоя смолы, вследствие чего пространство между основным и вспомогательным валками определяет толщину слоя, и основной валок выполнен с возможностью поворота для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания. Облучающее устройство дополнительно выполнено с возможностью излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта. В одной конфигурации первое место облучения и второе место облучения могут находиться на угловом расстоянии, составляющем приблизительно 180°, друг от друга относительно валка. В различных конфигурациях область наращивания может находиться под платформой для наращивания, вследствие чего основной валок выполнен с возможностью прохождения под платформой для наращивания с целью наращивания объекта под платформой для наращивания, или область наращивания может находиться над платформой для наращивания, вследствие чего основной валок выполнен с возможностью прохождения над платформой для наращивания с целью наращивания объекта над платформой для наращивания.
[0016] Согласно одному аспекту механизм дополнительно содержит контроллер, выполненный с возможностью управления перемещением каретки и основного и вспомогательного валков и с возможностью управления активацией облучающего устройства для создания трехмерного объекта.
[0017] Согласно другому аспекту механизм дополнительно содержит первое множество оптических волокон, содержащих первые выходные концы, скомпонованные в виде первого набора, и первые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, и второе множество оптических волокон, содержащих вторые выходные концы, скомпонованные в виде второго набора, и вторые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства. Первое множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через первое множество оптических волокон и выходят из выходных концов первого набора, направленных на первое место облучения, и второе множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через второе множество оптических волокон и выходят из выходных концов второго набора, направленных на второе место облучения. В одной конфигурации облучающее устройство содержит множество светодиодов, при этом каждое из первого множества оптических волокон и каждое из второго множества оптических волокон связаны с одним из множества светодиодов. В другой конфигурации облучающее устройство содержит DLP-проектор, при этом каждое из первого множества оптических волокон и каждое из второго множества оптических волокон выполнены с возможностью приема электромагнитных волн от DLP-проектора. В некоторых конфигурациях выходные концы первого набора и выходные концы второго набора расположены в пределах основного валка.
[0018] Согласно очередному аспекту основной валок является проницаемым для электромагнитных волн, и облучающее устройство выполнено таким образом, что электромагнитные волны проходят сквозь основной валок при движении в направлении первого места облучения и второго места облучения.
[0019] Согласно еще одному очередному аспекту механизм дополнительно содержит механизм удаления смолы, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения. В одной конфигурации механизм удаления смолы содержит чистящий валок, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения. Механизм удаления смолы может содержать первый и второй чистящие валки, расположенные между первым местом облучения и вторым местом облучения с противоположных сторон от второго места облучения, при этом первый и второй чистящие валки выполнены таким образом, что первый чистящий валок выполнен с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения, когда механизм наслаивания перемещается в первом направлении, и второй чистящий валок выполнен с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения, когда механизм наслаивания перемещается во втором направлении, противоположном первому направлению. В этой конфигурации первый и второй чистящие валки выполнены таким образом, что первый чистящий валок выполнен с возможностью контакта с основным валком для выполнения функции первого датчика проверки переноса, когда механизм наслаивания перемещается во втором направлении, и второй чистящий валок выполнен с возможностью контакта с основным валком для выполнения функции второго датчика проверки переноса, когда механизм наслаивания перемещается в первом направлении.
[0020] Согласно еще одному аспекту механизм наслаивания дополнительно содержит первый набор линз, расположенный между облучающим устройством и первым местом облучения, и второй набор линз, расположенный между облучающим устройством и вторым местом облучения, причем первый и второй наборы линз выполнены с возможностью фокусировки электромагнитных волн, направленных на первое место облучения и второе место облучения.
[0021] Согласно дополнительному аспекту каретка выполнена с возможностью установки на направляющей для перемещения по области наращивания. В одной конфигурации каретка дополнительно выполнена с возможностью автономного перемещения отдельно от направляющей.
[0022] Очередные аспекты настоящего изобретения относятся к узлу для снабжения текучим материалом, который содержит ванну снабжения, выполненную с возможностью содержания текучего материала, причем ванна снабжения имеет первую и вторую внутренние опорные стенки, находящиеся на противоположных концах ванны снабжения, валок, расположенный по меньшей мере частично в пределах ванны снабжения и выполненный таким образом, чтобы находиться в контакте с текучим материалом, и первую внешнюю опорную стенку, расположенную снаружи относительно первой внутренней опорной стенки и находящуюся за пределами ванны снабжения, вследствие чего между первой внутренней опорной стенкой и первой внешней опорной стенкой образовано первое пространство. Первая внутренняя опорная стенка содержит первое отверстие, продолжающееся сквозь нее между ванной снабжения и первым пространством, и валок продолжается через первое отверстие и расположен по меньшей мере частично в пределах первого пространства. Первое уплотнение контактирует с валком по всей периферии валка и расположено смежно первому отверстию для препятствования большей части утечки текучего материала через первое отверстие, допуская при этом некоторую медленную и/или контролируемую утечку частей текучего материала через первое отверстие. Узел также содержит систему слива, выполненную с возможностью удаления частей текучего материала, которые проходят через первое отверстие из первого пространства. Аспекты настоящего изобретения также относятся к механизму наслаивания, который содержит узел для снабжения текучим материалом, а также каретку, выполненную с возможностью перемещения по области наращивания для наращивания трехмерного объекта, и облучающее устройство, выполненное с возможностью излучения электромагнитных волн в направлении места облучения в пределах области наращивания с целью нанесения слоя материала, переносимого валком, для создания объекта.
[0023] Согласно одному аспекту система слива дополнительно выполнена с возможностью возвращения частей текучего материала в ванну снабжения.
[0024] Согласно другому аспекту узел также содержит вторую внешнюю опорную стенку, расположенную снаружи относительно второй внутренней опорной стенки и находящуюся за пределами ванны снабжения, вследствие чего между второй внутренней опорной стенкой и второй внешней опорной стенкой образовано второе пространство. Вторая внутренняя опорная стенка содержит второе отверстие, продолжающееся сквозь нее между ванной снабжения и вторым пространством, и валок продолжается через второе отверстие и расположен по меньшей мере частично в пределах второго пространства. Второе уплотнение контактирует с валком по всей периферии валка и расположено смежно второму отверстию для препятствования большей части утечки текучего материала через второе отверстие. Система слива дополнительно выполнена с возможностью удаления дополнительных частей текучего материала, которые проходят через второе отверстие из второго пространства.
[0025] Согласно очередному аспекту ванна снабжения содержит нижнюю стенку, которая продолжается между первой и второй внутренними опорными стенками и дополнительно продолжается между первой внутренней опорной стенкой и первой внешней опорной стенкой через первое пространство, и система слива содержит сливное отверстие в нижней стенке в пределах первого пространства.
[0026] Согласно еще одному аспекту система слива дополнительно содержит сливное отверстие в пределах первого пространства и резервуар, находящийся в сообщении со сливным отверстием, и система слива выполнена таким образом, что удаление частей текучего материала происходит путем их течения через сливное отверстие и в резервуар. В одной конфигурации система слива дополнительно содержит перекачивающий механизм, выполненный с возможностью перекачивания текучего материала из резервуара в ванну снабжения. В этой конфигурации нижняя стенка ванны снабжения может содержать отверстие, находящееся в сообщении с перекачивающим механизмом, вследствие чего перекачивающий механизм выполнен с возможностью перекачивания текучего материала в ванну снабжения через отверстие, и нижняя стенка ванны снабжения может быть наклонена вниз к отверстию.
[0027] Согласно еще одному очередному аспекту первый подшипник соединен с первой внешней опорной стенкой и зацепляет валок для поддержки с возможностью поворота валка.
[0028] Другие аспекты настоящего изобретения относятся к автономному блоку, который содержит механизм наслаивания и/или узел для снабжения текучим материалом, как описано в настоящем документе, причем автономный блок может перемещаться для наращивания одного или более объектов с использованием механизма наслаивания.
[0029] Другие аспекты настоящего изобретения относятся к установке, которая содержит механизм наслаивания, как описано в настоящем документе, и опорный узел, содержащий платформу для наращивания, причем область наращивания определена смежно платформе для наращивания с целью наращивания одного или более объектов на платформе для наращивания.
[0030] Еще одни очередные аспекты настоящего изобретения относятся к способу наращивания трехмерного объекта с использованием механизма наслаивания, установки и/или автономного блока, как описано выше. В одной конфигурации способ включает в себя выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении первого места облучения, находящегося смежно валку в пределах источника смолы, для обеспечения по меньшей мере частичного затвердевания слоя смолы, поворот валка для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания и выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта. В другой конфигурации способ включает в себя выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении первого места облучения, находящегося в пределах источника смолы и в пределах пространства между основным и вспомогательным валками, для обеспечения по меньшей мере частичного затвердевания слоя смолы, вследствие чего пространство между основным и вспомогательным валками определяет толщину слоя, поворот основного валка для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания и выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта.
[0031] Согласно одному аспекту способ может дополнительно включать в себя управление перемещением каретки и валка или валков и управление активацией облучающего устройства для создания трехмерного объекта с использованием контроллера. В одной конфигурации каретка установлена на направляющей и перемещается вдоль направляющей по области наращивания, и каретка выполнена с возможностью перемещения отдельно от направляющей, и способ дополнительно включает в себя управление перемещением механизма наслаивания отдельно от направляющей с использованием контроллера. В другой конфигурации способ включает в себя управление с использованием контроллера по меньшей мере одним дополнительным механизмом наслаивания, который может перемещаться независимо от механизма наслаивания, для создания трехмерного объекта.
[0032] Другие признаки и преимущества настоящего изобретения будут очевидны из последующего описания, взятого вместе с прилагаемыми графическими материалами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0033] Для понимания настоящего изобретения оно будет далее описано в качестве примера со ссылкой на сопроводительные чертежи, на которых:
[0034] на фиг. 1 представлен схематический вид сбоку одного варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0035] на фиг. 2A и 2B представлены схематические виды сбоку опорного узла системы и установки по фиг. 1, причем трехмерный объект создают на опорном узле;
[0036] на фиг. 3 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0037] на фиг. 4 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0038] на фиг. 5A и 5B представлены схематические виды сверху системы и установки по фиг. 1 в процессе работы согласно аспектам настоящего изобретения;
[0039] на фиг. 6A и 6B представлены схематические виды сбоку системы и установки по фиг. 1 в процессе работы согласно аспектам настоящего изобретения;
[0040] на фиг. 7 представлен схематический вид сбоку установки по фиг. 1, дополнительно содержащей вспомогательное облучающее устройство;
[0041] на фиг. 8 представлен вид в перспективе сверху другого варианта осуществления установки для создания трехмерного объекта согласно аспектам настоящего изобретения;
[0042] на фиг. 9 представлен вид сбоку установки по фиг. 8;
[0043] на фиг. 10 представлен вид в перспективе сверху механизма наслаивания установки по фиг. 8;
[0044] на фиг. 11 представлен вид сверху механизма наслаивания установки по фиг. 10;
[0045] на фиг. 12 представлен вид в перспективе одного варианта осуществления коллектора для использования с механизмом наслаивания по фиг. 8 согласно аспектам настоящего изобретения;
[0046] на фиг. 13 представлен схематический вид коллектора по фиг. 12, показанного в процессе работы с одним вариантом осуществления облучающего устройства согласно аспектам настоящего изобретения;
[0047] на фиг. 14 представлен схематический вид сбоку другого варианта осуществления облучающего устройства согласно аспектам настоящего изобретения;
[0048] на фиг. 15 представлен вид в перспективе другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0049] на фиг. 16 представлен вид сбоку механизма наслаивания установки по фиг. 15;
[0050] на фиг. 17 представлен покомпонентный вид механизма наслаивания по фиг. 16;
[0051] на фиг. 18 представлен вид в перспективе механизма наслаивания по фиг. 16;
[0052] на фиг. 19 представлен схематический вид сбоку другого варианта осуществления механизма наслаивания, выполненного с возможностью модульного соединения модульного соединения компонентов, согласно аспектам настоящего изобретения;
[0053] на фиг. 20A и 20B представлены схематические виды сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0054] на фиг. 21 представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0055] на фиг. 22 представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0056] на фиг. 23 представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0057] на фиг. 24A представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0058] на фиг. 24B представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0059] на фиг. 25 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0060] на фиг. 26 представлен схематический вид контроллера согласно аспектам настоящего изобретения;
[0061] на фиг. 27 представлен схематический вид сверху другого варианта осуществления устройства нанесения и источника текучего материала согласно аспектам настоящего изобретения;
[0062] на фиг. 28 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения; и
[0063] на фиг. 29 представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0064] на фиг. 30 представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0065] на фиг. 31 представлен вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0066] на фиг. 32 представлен вид в перспективе установки по фиг. 31;
[0067] на фиг. 33 представлен вид в перспективе установки по фиг. 31, на котором показана вертикальная регулировка механизма наслаивания установки до нового вертикального местоположения нанесения;
[0068] на фиг. 34 представлен вид в перспективе опорного узла установки по фиг. 31, на котором показано перемещение платформы для наращивания из положения для наращивания в положение для обслуживания;
[0069] на фиг. 35 представлен вид в перспективе опорного узла установки по фиг. 31, на котором показана платформа для наращивания в положении для обслуживания;
[0070] на фиг. 36 представлен вид в перспективе установки по фиг. 31, на котором проиллюстрировано выполнение операции по обслуживанию, когда платформа для наращивания находится в положении для обслуживания;
[0071] на фиг. 37 представлен вид в перспективе установки по фиг. 31, на котором проиллюстрировано дальнейшее создание объектов, когда платформа для наращивания находится в положении для наращивания, после выполнения операции по обслуживанию по фиг. 36;
[0072] на фиг. 38 представлен вид сбоку механизма наслаивания установки по фиг. 31;
[0073] на фиг. 39 представлен вид сбоку механизма наслаивания по фиг. 38, на котором показана вертикальная регулировка механизма наслаивания до нового вертикального местоположения нанесения;
[0074] на фиг. 40 представлен частичный вид в перспективе механизма наслаивания по фиг. 31, на котором показано перемещение механизма наслаивания отдельно от опорного узла;
[0075] на фиг. 41A представлен частичный вид в перспективе механизма наслаивания по фиг. 40, готовящегося к зацеплению с направляющей опорного узла;
[0076] на фиг. 41B представлен частичный вид в перспективе механизма наслаивания по фиг. 41 после зацепления с направляющей опорного узла;
[0077] на фиг. 42 представлен вид сбоку установки по фиг. 31, причем несколько механизмов нанесения работают одновременно;
[0078] на фиг. 43 представлен вид в перспективе части съемного модуля нанесения смолы механизма наслаивания по фиг. 38;
[0079] на фиг. 44 представлен вид в перспективе, на котором проиллюстрировано снятие модуля нанесения смолы с механизма наслаивания смолы по фиг. 38;
[0080] на фиг. 45 представлен вид в перспективе, на котором проиллюстрировано снятие модуля нанесения смолы по фиг. 44 с механизма наслаивания смолы по фиг. 38;
[0081] на фиг. 46 представлен вид в перспективе, на котором проиллюстрирована взаимозамена второго модуля нанесения смолы для механизма наслаивания смолы по фиг. 38;
[0082] на фиг. 47 представлен вид в перспективе механизма наслаивания по фиг. 10, на котором проиллюстрировано снятие модуля нанесения смолы с механизма наслаивания;
[0083] на фиг. 48A и 48B представлены схематические виды сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0084] на фиг. 49A и 49B представлены схематические виды сзади другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0085] на фиг. 49C и 49D представлены схематические виды сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0086] на фиг. 50 представлен схематический вид сбоку одного варианта осуществления датчика накопления, выполненного с возможностью использования в сочетании с механизмом наслаивания для создания трехмерного объекта в процессе работы, согласно аспектам настоящего изобретения;
[0087] на фиг. 51 представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0088] на фиг. 52 представлен схематический вид сбоку, на котором проиллюстрирована работа установки по фиг. 51 вдали от платформы для наращивания;
[0089] на фиг. 53 представлен схематический вид сбоку другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0090] на фиг. 54 представлен схематический вид в плане одного варианта осуществления облучающего устройства для использования в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0091] на фиг. 55 представлен схематический вид в плане другого варианта осуществления облучающего устройства для использования в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0092] на фиг. 56 представлен схематический вид в плане другого варианта осуществления облучающего устройства для использования в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0093] на фиг. 57 представлен схематический вид в плане другого варианта осуществления облучающего устройства для использования в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0094] на фиг. 58 представлен схематический вид сбоку другого варианта осуществления облучающего устройства и устройства нанесения для использования в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0095] на фиг. 59 представлен схематический вид сбоку, на котором проиллюстрирован один вариант осуществления работы облучающего устройства и устройства нанесения по фиг. 58 в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0096] на фиг. 60 представлен схематический вид сбоку, на котором проиллюстрирован другой вариант осуществления работы облучающего устройства и устройства нанесения по фиг. 58 в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0097] на фиг. 61A и 61B представлены схематические виды сбоку другого варианта осуществления облучающего устройства и устройства нанесения для использования в сочетании с установкой для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[0098] на фиг. 62 представлен вид в перспективе, на котором проиллюстрирован другой вариант осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения, причем платформа для наращивания показана в положении для наращивания;
[0099] на фиг. 63 представлен вид в перспективе, на котором проиллюстрирована установка по фиг. 62, на котором показано перемещение платформы для наращивания из положения для наращивания в положение для обслуживания;
[00100] на фиг. 64 представлен вид в перспективе, на котором проиллюстрирована установка по фиг. 62, на котором показана платформа для наращивания в положении для обслуживания;
[00101] на фиг. 65 представлен схематический вид, на котором проиллюстрирован процесс изменения местоположения и обеспечения затвердевания дополнительного материала согласно аспектам настоящего изобретения;
[00102] на фиг. 66 представлен частично увеличенный схематический вид другого варианта осуществления облучающего устройства и механизма наслаивания согласно аспектам настоящего изобретения, причем облучающее устройство показано в увеличенном масштабе, и линия разрыва иллюстрирует разделение увеличенной и неувеличенной частей;
[00103] на фиг. 67 представлен вид в перспективе в частичном разрезе одного варианта осуществления валка и ванны для снабжения текучим материалом согласно аспектам настоящего изобретения;
[00104] на фиг. 68 представлен вид сбоку в частичном разрезе валка и ванны по фиг. 67;
[00105] на фиг. 69 представлен увеличенный вид в разрезе части валка и ванны по фиг. 67;
[00106] на фиг. 70 представлен увеличенный частичный вид в перспективе в разрезе части валка и ванны по фиг. 67;
[00107] на фиг. 71 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00108] на фиг. 71A представлен схематический вид сбоку части системы и установки по фиг. 71, включая элементы регулировки температуры, согласно аспектам настоящего изобретения;
[00109] на фиг. 71B представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00110] на фиг. 71C представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00111] на фиг. 71D представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00112] на фиг. 72 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00113] на фиг. 73 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00114] на фиг. 74 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00115] на фиг. 75 представлен схематический вид сбоку другого варианта осуществления системы и установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения;
[00116] на фиг. 75A представлен схематический вид сбоку части системы и установки по фиг. 75, включая элементы регулировки температуры, согласно аспектам настоящего изобретения;
[00117] на фиг. 76 представлен вид в перспективе другого варианта осуществления установки для создания трехмерного объекта в процессе работы согласно аспектам настоящего изобретения, включая механизм наслаивания, перемещающийся в направлении опорного узла;
[00118] на фиг. 77 представлен вид сбоку установки по фиг. 76;
[00119] на фиг. 78 представлен вид в перспективе установки по фиг. 76, на котором показаны вертикальная регулировка опорного узла установки до нового вертикального местоположения нанесения и работа механизма наслаивания для создания трехмерного объекта;
[00120] на фиг. 79 представлен вид сбоку установки по фиг. 78;
[00121] на фиг. 80 представлен вид в перспективе снизу механизма наслаивания установки по фиг. 76;
[00122] на фиг. 81 представлен вид спереди механизма наслаивания по фиг. 80;
[00123] на фиг. 82 представлен вид в перспективе снизу части механизма наслаивания, создающей слой другого варианта осуществления трехмерного объекта, согласно аспектам настоящего изобретения;
[00124] на фиг. 83 представлен вид в перспективе сверху части механизма наслаивания, создающей слой трехмерного объекта, как показано на фиг. 82;
[00125] на фиг. 84 представлен вид в перспективе снизу части механизма наслаивания, создающей второй слой трехмерного объекта, как показано на фиг. 82;
[00126] на фиг. 85 представлен вид в перспективе сверху части механизма наслаивания, создающей второй слой трехмерного объекта, как показано на фиг. 84;
[00127] на фиг. 86 представлен вид в перспективе снизу части механизма наслаивания, создающей слой другого варианта осуществления трехмерного объекта, согласно аспектам настоящего изобретения;
[00128] на фиг. 87 представлен вид в перспективе сверху части механизма наслаивания, создающей слой трехмерного объекта, как показано на фиг. 86;
[00129] на фиг. 88 представлен увеличенный вид в перспективе одного примера трехмерного объекта, созданного с использованием методики по фиг. 86 и 87;
[00130] на фиг. 89 представлен очередной увеличенный вид в перспективе части трехмерного объекта по фиг. 88;
[00131] на фиг. 90 представлен вид в перспективе снизу части механизма наслаивания, создающей слой другого варианта осуществления трехмерного объекта, согласно аспектам настоящего изобретения;
[00132] на фиг. 91 представлен вид в перспективе сверху части механизма наслаивания, создающей слой трехмерного объекта, как показано на фиг. 90;
[00133] на фиг. 92 представлен вид в перспективе снизу части механизма наслаивания, создающей слой другого варианта осуществления трехмерного объекта, согласно аспектам настоящего изобретения; и
[00134] на фиг. 93 представлен вид в перспективе сверху части механизма наслаивания, создающей слой трехмерного объекта, как показано на фиг. 92.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[00135] Несмотря на то что настоящее изобретение может быть воплощено во многих разных формах, на графических материалах показаны и будут в настоящем документе подробно описаны определенные варианты осуществления настоящего изобретения с пониманием того, что настоящее раскрытие следует рассматривать как пример принципов настоящего изобретения, и что оно не предназначено для ограничения широких аспектов настоящего изобретения проиллюстрированными и описанными вариантами осуществления.
[00136] В целом настоящее изобретение относится к системам, установкам и способам создания трехмерных объектов по послойной методике, такой как аддитивное изготовления, трехмерная печать, стереолитография или другие методики быстрого прототипирования. Обратимся сначала к фиг. 1, на которой схематически показан примерный вариант осуществления системы 10, которая содержит установку 12 изготовления и компьютерный контроллер 100, находящийся в связи с одним или более компонентами установки 12 и выполненный с возможностью управления работой установки 12 и/или ее компонентов для изготовления объекта 11. Установка 12 содержит опорный узел 20 для поддержки объекта 11 в пределах области 13 наращивания во время изготовления, направляющую 14, продолжающуюся через область 13 наращивания, и механизм 30 наслаивания материала, установленный на направляющей 14 и выполненный с возможностью создания объекта 11 в пределах области 13 наращивания путем послойного нанесения материала. Материал, наносимый механизмом 30 наслаивания, может быть любым текучим материалом (например, жидкостями, порошками или другими твердыми частицами и их сочетаниями), затвердевание которого может обеспечиваться для изготовления объекта 11, например, посредством полимеризации, фазового превращения, спекания и других методик или сочетаний таких методик. В одном примере материал может представлять собой или содержать смолу, которая может быть полимеризована путем подвергания облучению электромагнитными волнами, например, светом (видимым, инфракрасным или ультрафиолетовым). При использовании материала на основе смолы для изготовления механизм 30 наслаивания может называться «механизмом наслаивания смолы». На фиг. 3-4 и 25 проиллюстрированы дополнительные схематические варианты осуществления системы 10 и установки 12, и на фиг. 8-13 и 15-19 проиллюстрированы конструктивные варианты осуществления установки 12. На фиг. 2A-B, 5A-7, 14 и 20-29 проиллюстрированы схематические варианты осуществления компонентов и/или способов и конфигураций для работы системы 10 и установки 12. В этом описании для обозначения конструктивно или функционально подобных или идентичных компонентов на всех фигурах графических материалов используются согласующиеся ссылочные позиции, и понятно, что признаки и аспекты некоторых вариантов осуществления, которые уже были описаны достаточно подробно, для краткости могут конкретно повторно не описываться в отношении каждого варианта осуществления.
[00137] Создание объектов 11 посредством аддитивного изготовления часто включает в себя создание опорной конструкции, которая формируется во время изготовления, и поддерживает объект 11 во время изготовления, и должна быть удалена позже. Такая опорная конструкция может быть сформирована из того же материала, что и желаемые окончательные части объекта 11, или из другого материала. Удаление таких опорных конструкций может быть выполнено с использованием механических средств (например, отделение, разрушение, механическая обработка), средств на основе растворителей (например, использование водорастворимого полимера, который можно смыть) или других средств. Любая опорная конструкция, изготовленная вместе с объектом 11, как описано в настоящем документе, будет считаться частью «объекта», как определено в настоящем документе.
[00138] Опорный узел 20 обычно содержит по меньшей мере платформу 22 для наращивания, которая выполнена с возможностью поддержки объекта 11 в пределах области 13 наращивания во время изготовления. Область 13 наращивания определена в пределах области, смежной платформе 22 для наращивания, которая находится непосредственно под платформой 22 для наращивания в варианте осуществления по фиг. 1. Опорный узел 20 на фиг. 1 содержит опорную платформу 24, которая может перемещаться в вертикальном направлении (направлении z) и поддерживает съемную вставку 26, которая образует платформу 22 для наращивания. Вставка 26 может быть соединена с возможностью отделения с опорным узлом 20 механическими соединителями, такими как зажимы 28, как показано на фиг. 2A и 2B, или другими механическими конструкциями, или различными другими механизмами разъемного соединения, такими как вакуумное всасывание, магнитное притяжение, адгезив, допускающий отделение, и сочетания таких механизмов в определенных вариантах осуществления. В одном варианте осуществления, как показано на фиг. 2A и 2B, вставка 26 соединена с возможностью отделения с опорным узлом 20, главным образом, за счет применения вакуумного всасывания посредством вакуумной установки 21, причем зажимы 28 используются в качестве резервной или дублирующей соединительной конструкции на случай неисправности, отключения электроэнергии и т. д. Как показано на фиг. 2A, когда объект 11 должен поддерживаться опорным узлом 20, например, во время изготовления, вакуумная установка 21 применяет всасывание к вставке 26, и зажимы 28 закрываются для удерживания вставки 26 в соединенном состоянии с опорной платформой 24. Как показано на фиг. 2B, когда объект 11 должен быть удален, вакуумное всасывание прекращается, и зажимы 28 высвобождаются с целью удаления вставки 26 и объекта 11 с опорного узла 20. Вставка 26 может быть гибкой для облегчения отделения объекта 11 от вставки 26 после удаления. Кроме того, понятно, что могут существовать другие съемные конфигурации для платформы 22 для наращивания, и они могут использовать или не использовать образуемую опорную платформу 24. Например, в вариантах осуществления по фиг. 8-11 и 15-19, вся опорная платформа 24 является съемной для обеспечения возможности снятия платформы 22 для наращивания с опорного узла 20. Также понятно, что объект 11 может быть удален с платформы 22 для наращивания без удаления платформы 22 для наращивания, и что платформа 22 для наращивания может иметь несъемную конструкцию в других вариантах осуществления.
[00139] В одном варианте осуществления опорный узел 20 и направляющая 14 могут быть частично или полностью модульными. Опорный узел 20 и направляющая 14 в варианте осуществления по фиг. 8-11 выполнены таким образом. Это позволяет упростить настройку и модификацию всей установки 12 при желании. Это также позволяет собирать или разбирать установку 12 для перемещения ее в помещение или из него, даже если установка 12 значительно больше двери в помещение, что может быть проблемой для современных стереолитографических машин.
[00140] Опорные узлы 20 в вариантах осуществления по фиг. 8-11 и 15-19, содержат вертикальные позиционирующие механизмы 23, которые выполнены с возможностью изменения высоты платформы 22 для наращивания во время изготовления, как описано в других местах настоящего документа. В варианте осуществления, показанном на фиг. 8, вертикальный позиционирующий механизм 23 содержит несколько винтовых домкратов 25, расположенных с противоположных сторон от опорного узла 20 и опорной рамы 27, которая зацепляет винтовые домкраты 25 и соединяется с опорной платформой 24 и поддерживает ее. Вертикальное перемещение опорной платформы 24 (и, таким образом, платформы 22 для наращивания) осуществляется путем поворота винтовых домкратов 25, и следует понимать, что резьба винтовых домкратов 25 может быть расположена под углом для обеспечения незначительных поступательных изменений в вертикальном положении платформы 22 для наращивания. Винтовые домкраты 25 могут приводиться в поворотное движение силовым узлом (не показан), и оно может контролироваться контроллером 100. В варианте осуществления по фиг. 15 вертикальный позиционирующий механизм 23 содержит четыре вертикальных приводных механизма 29, находящихся в четырех углах опорного узла 20, с опорной рамой 27, которая зацепляет вертикальные приводные механизмы 29 и соединяется с опорной платформой 24 и поддерживает ее. Вертикальные приводные механизмы 29 на фиг. 15 могут представлять собой винтовые домкраты, как описано в настоящем документе, или могут иметь другую механическую конструкцию, например, цепей, тросов, ремней, зубчатых элементов, звездочек, колес и т. д. Вертикальные приводные механизмы 29 могут приводиться в действие силовым узлом (не показан), и ими может управлять контроллер 100.
[00141] На фиг. 1 схематически проиллюстрирован вариант осуществления механизма 30 наслаивания, который обычно содержит каретку 32, зацепленную с направляющей 14 и выполненную с возможностью перемещения вдоль направляющей 14 и по области 13 наращивания, источник 34 текучего материала 36, установленный на каретке 32 или иным образом функционально соединенный с ней, устройство 40 нанесения, находящееся в сообщении с источником 34 текучего материала 36 и выполненное с возможностью нанесения текучего материала 36 на место 41 нанесения в пределах области 13 наращивания, и облучающее устройство 50, выполненное с возможностью излучения электромагнитных волн для обеспечения затвердевания нанесенного материала 36 с целью формирования объекта 11. Место 41 нанесения обычно определяется как область, где материал 36 контактирует с поверхностью наслаивания, т. е. платформой 22 для наращивания или поверхностью объекта 11. Различные варианты осуществления механизма 30 наслаивания описаны в настоящем документе как схематически, так и в отношении конкретных вариантов конструкции. На фиг. 3 и 4 схематически проиллюстрированы варианты осуществления механизма 30 наслаивания, которые имеют много общих признаков с вариантом осуществления по фиг. 1, и некоторые аспекты вариантов осуществления по фиг. 3 и 4 могут быть описаны только в отношении их отличий от варианта осуществления по фиг. 1 для краткости. На фиг. 8-13 и 15-18 проиллюстрированы дополнительные варианты осуществления установки 12 изготовления и механизма 30 наслаивания, которые содержат конструкции, которые могут быть более подробными, чем схематические изображения, и могут иметь одинаковую или разную функциональность.
[00142] Каретка 32 выполнена с возможностью перемещения вдоль направляющей 14 для перемещения механизма 30 наслаивания по области 13 наращивания во время изготовления. Направляющая 14 в целом выполнена с возможностью направления каретки 32 механизма 30 наслаивания по области 13 наращивания для образования объекта 11. Установка 12 может содержать опорную раму 19 для поддержки направляющей 14 и других компонентов установки 12, как показано на фиг. 8-11 и 15-19. Направляющая 14 и каретка 32 могут иметь дополняющую зацепляющую конструкцию, позволяющую перемещать каретку 32 вдоль направляющей 14. Например, в вариантах осуществления на фиг. 8-11 и 15-19 направляющая 14 содержит две параллельные балки 15, и каретка 32 и направляющая 14 имеют дополняющие друг друга зубчатые поверхности 33, которые позволяют каретке 32 катиться по балкам 15 за счет поворота зубчатых поверхностей 33 на каретке 32. Каретка 32 приводится в движение за счет поворота зубчатых поверхностей 33 в вариантах осуществления по фиг. 8-11 и 15-19 и может иначе приводиться в движение для перемещения в различных вариантах осуществления, например, посредством колес или других зубчатых компоновок и т. д. В других вариантах осуществления энергия для перемещения может быть подана внешними механизмами, которые могут быть или не быть встроены в направляющую 14, такими как цепи, тросы, ремни, звездочки, поршни и т. д. Пример приводного двигателя 39 показан на фиг. 15. Скорость каретки 32 может регулироваться в зависимости от свойств материала 36, поскольку материалы 36 с разными значениями вязкости и/или значениями скорости затвердевания могут выиграть от более высоких или более низких скоростей перемещения. Каретка 32 может быть выполнена с возможностью поддержки других компонентов механизма 30 наслаивания, вследствие чего другие компоненты могут перемещаться вместе с кареткой 32. Например, в вариантах осуществления по фиг. 1, 3 и 4 каретка 32 поддерживает по меньшей мере устройство 40 нанесения, облучающее устройство 50 и источник 34 материала. Понятно, что эти варианты осуществления изображены схематически, и каретка 32 может также поддерживать дополнительные компоненты, в том числе контроллер 100 и/или другие компоненты, которые не показаны. Каретка 32 также может быть выполнена с возможностью модульного соединения компонентов, как описано в других местах настоящего документа. Контроллер 100 может быть выполнен с возможностью управления работой, скоростью, подъемом и другими аспектами каретки 32 и процессом изготовления. В одном варианте осуществления многочисленные параметры могут быть определены до начала процесса изготовления и/или до однократного прохода и исполнены контроллером 100. Такие параметры могут определяться вручную, определяться автоматически или как сочетание. Например, перед выполнением прохода могут быть определены толщина слоя, направление наращивания, скорость наращивания, направление и скорость валка, уровень сообщения материала с валком (определяется на основе вязкости материала 36) и выходная мощность облучающего устройства 50, и механизм 30 наслаивания может находиться в заданной начальной (регистрационной) позиции.
[00143] В вариантах осуществления по фиг. 1, 3-4, 8-13 и 15-19 устройство 40 нанесения содержит валок 42 или выполнено в форме валка, который находится в сообщении или контакте с источником 34 материала. В этих вариантах осуществления валок 42 является цилиндрическим и имеет цилиндрическую внешнюю поверхность 43, находящуюся в контакте с источником 34. В вариантах осуществления по фиг. 1 и 3 валок 42 является полым или иным образом имеет внутреннюю камеру, но в качестве альтернативы может быть сплошным цилиндром, например, в вариантах осуществления по фиг. 3-4. Валок 42 поворачивается таким образом, что материал 36 захватывается на внешнюю поверхность 43 валка 42 и переносится на место 41 нанесения для изготовления объекта 11. Валок 42 может приводиться в поворотное движение посредством любого из различных механизмов, таких как зубчатые элементы, звездочки, колеса, ремни и т. д. В одном варианте осуществления валок 42 выполнен с возможностью поворота вместе с перемещением каретки 32, т. е. таким образом, что верх валка 42 перемещается в направлении, противоположном направлению перемещения каретки 32, и приблизительно с той же скоростью, что и она. Это схематически показано на фиг. 1 и 3-4 и позволяет избежать перетаскивания и/или сдвига на поверхности объекта 11 нанесенного материала 36. В другом варианте осуществления валок 42 может быть выполнен с возможностью поворота с другой скоростью, т. е. со скоростью, которая выше или ниже, чем скорость поступательного перемещения по поверхности наслаивания. Предполагается, что поворот валка 42 с больше скоростью, чем скорость поступательного перемещения, может улучшить отверждение материала 36 на поверхности наслаивания за счет увеличения времени облучения материала 36 на поверхности наслаивания по сравнению с материалом 36 на поверхности 43 валка 42. Валок 42 может быть дополнительно выполнен из материала, который является проницаемым для электромагнитных волн, которые излучает облучающее устройство 50, вследствие чего волны могут проходить через валок 42 относительно без изменений. Место 41 нанесения обычно определено между внешней поверхностью 43 валка 42 и поверхностью наслаивания, т. е. платформой 22 для наращивания или поверхностью объекта 11. Интервал между внешней поверхностью 43 валка 42 и поверхностью наслаивания может определять толщину наслаиваемого материала 36 и конечную толщину слоя 38 затвердевшего материала. Понятно, что материал валка 42 может быть приспособлен к конкретной длине волны электромагнитных волн для обеспечения достаточной проницаемости. Устройство 40 нанесения может иметь другую конфигурацию в другом варианте осуществления и может переносить материал 36 на место 41 нанесения с использованием другого механизма. Устройство 40 нанесения может дополнительно иметь другую ориентацию относительно платформы 22 для наращивания, например, как показано на фиг. 25.
[00144] Использование валка 42 в определенных вариантах осуществления, описанных в настоящем документе, образует перемещающуюся удерживающую область на вершине валка 42, и фиксированное расстояние между вершиной валка 42 и поверхностью наращивания (т. е. платформой для наращивания или последним наслоенным слоем 38) определяет толщину создаваемого слоя. В дополнение к этому, поскольку валок 42 находится в сообщении с источником 34 материала 36, любой незатвердевший материал 36 возвращается в источник 34, уменьшая или исключая отходы.
[00145] Когда устройство 40 нанесения выполнено в виде валка 42, поверхность платформы 22 для наращивания и/или поверхность валка 42 могут быть выбраны или модифицированы таким образом, чтобы достичь желаемых адгезионных свойств. Целесообразно, чтобы поверхность платформы 22 для наращивания и/или поверхность любого нанесенного слоя 38 объекта 11 имели большую адгезию к затвердевшему материалу 36, чем поверхность валка 42. Если этого не происходит, материал может адгезивно соединяться с валком 42 и затвердеть там, приводя к дефектам в изготовленном объекте 11. В одном варианте осуществления валок 42 может быть выполнен из материала с низкой адгезией или обработан покрытием для уменьшения адгезии. Точно так же поверхность платформы 22 для наращивания может быть выполнена из материала с высокой адгезией или обработана покрытием для увеличения адгезии. В одном варианте осуществления валок 42 имеет более низкую адгезионную способность по отношению к затвердевшему материалу 36, чем адгезионная способность связывающей поверхности для материала 36 (т. е. платформы 22 для наращивания или последнего наслоенного слоя 38). Адгезионные свойства текучего материала 36 могут быть разными у разных материалов.
[00146] В вариантах осуществления по фиг. 1, 3-4, 8-13 и 15-19 источник 34 выполнен в виде ванны с текучим материалом 36, который находится в контакте с валком 42, вследствие чего поворот валка 42 переносит материал 36 на место 41 нанесения. В этой конфигурации текучий материал 36 должен иметь достаточную вязкость, чтобы валок 42 мог переносить непрерывный слой неотвержденного текучего материала 36 на место 41 нанесения. Желаемая вязкость текучего материала 36 может зависеть от желаемой скорости наращивания или скорости поворота валка 42 или от уровня валка 42 относительно уровня материала 36 в источнике 34. При более низкой скорости поворота и/или более низком уровне материала 36 в ванне может потребоваться материал 36 с более высокой вязкостью. Понятно, что в зависимости от мощности облучающего устройства 50 может потребоваться более низкая или более высокая скорость, поскольку более мощные волны 53 могут обеспечивать более быстрое затвердевание материалов (например, полимеризуемых смол). В другом варианте осуществления источник 34 может быть более сложным, например, за счет включения инжекторов или сопел для нагнетания материала 36 на валок 42. В варианте осуществления по фиг. 15-19 источник 34 содержит соединители 35 для текучей среды, которые могут обеспечивать разъемное присоединение контейнера с дополнительным материалом 36 для пополнения или поддержания уровня материала 36 в ванне. В дополнение к этому источник 34 текучего материала 36 может быть выполнен иначе, если конфигурация устройства 40 нанесения изменяется, и источник 34 может быть выполнен таким образом, чтобы быть совместимым с конструкцией устройства 40 нанесения, или наоборот.
[00147] В одном варианте осуществления, показанном на фиг. 27, источник 34 может быть выполнен с возможностью удерживания нескольких текучих материалов 36A-E, чтобы обеспечить возможность механизму 30 наслаивания одновременно наращивать несколько объектов 11 из разных материалов 36A-E или один объект 11 из разных материалов 36A-E. Как показано на фиг. 27, источник 34 может быть выполнен в виде ванны, которая имеет перегородки 37 для разделения разных материалов 36A-E. Перегородки 37 могут регулироваться для изменения соотношений и границ разных материалов 36A-E при желании. Понятно, что описания использования «разных материалов» в контексте настоящего документа также могут допускать использование одного и того же материала разных цветов.
[00148] Облучающее устройство 50 в целом выполнено с возможностью излучения электромагнитных волн 53 для обеспечения затвердевания нанесенного материала 36 для формирования объекта 11. Длину волны и интенсивность электромагнитных волн можно выбирать в зависимости от материала 36, подлежащего затвердеванию, и скорости или механизма затвердевания. Например, когда в качестве материала 36 используется светоотверждаемая смола, облучающее устройство 50 может быть выполнено с возможностью излучения света (видимого, инфракрасного, ультрафиолетового и т. д.), который имеет подходящую длину волны для отверждения/полимеризации смолы с формированием слоя 38 твердого материала. В качестве другого примера, если процесс спекания используется для затвердевания текучего материала 36, волны 53, излучаемые облучающим устройством 50, могут иметь достаточную мощность для спекания материала 36 с формированием слоя 38 твердого материала. Облучающее устройство 50 также может содержать различные компоненты и конструкции, чтобы направлять излучаемые волны в направлении места 51 облучения в пределах области 13 наращивания, причем материал 36 подвергается облучению волнами в месте 51 облучения. Волны могут быть направлены таким образом, чтобы место 51 облучения находилось приблизительно на месте 41 нанесения в одном варианте осуществления, или таким образом, чтобы место 51 облучения было смещено относительно места 41 нанесения (находилось спереди или сзади места 41 нанесения в направлении движения) в другом варианте осуществления. На фиг. 1 и 3 проиллюстрированы (сплошными линиями) волны 53, направляемые на место 51 облучения приблизительно на месте 41 нанесения, и дополнительно проиллюстрированы (пунктирными линиями) волны 53, попеременно направляемые на место 51 облучения, смещенное назад или вперед относительно места 41 нанесения. На фиг. 4 проиллюстрированы волны 53, направляемые на место 51 облучения, смещенное назад относительно места 41 нанесения.
[00149] В целом облучающее устройство 50 выполнено таким образом, что волны, генерируемые облучающим устройством, выходят через выпускные отверстия 54 и направляются к определенным областям места 51 облучения, чтобы обеспечить выборочное затвердевание материала 36 в выбранных областях места 51 облучения по мере прохождения механизма 30 наслаивания. В одном варианте осуществления облучающее устройство 50 является частью облучающего узла 60, который содержит компоненты, предназначенные для направления и/или фокусировки волн 53 на место 51 облучения. Выпускные отверстия 54 могут быть скомпонованы в виде наборов 55, и определенные выпускные отверстия 54 вдоль набора 55 могут выборочно активироваться для обеспечения выборочного затвердевания частей материала 36, как показано на фиг. 5A и 5B. На фиг. 5A и 5B активные выпускные отверстия 56 проиллюстрированы как затемненные, а неактивные выпускные отверстия 57 - как светлые. Как видно на фиг. 5A и 5B, активные выпускные отверстия 56 и неактивные выпускные отверстия 57 меняются, когда валок 42 достигает точки, в которой изменяется форма или контур объекта 11. Выборочными активацией и деактивацией выпускных отверстий 54 может управлять контроллер 100, как описано в настоящем документе. Набор 55 на фиг. 5A и 5B проиллюстрирован как один горизонтальный ряд выпускных отверстий 54. В других вариантах осуществления набор 55 может иметь другую компоновку, например, в виде нескольких смещенных горизонтальных рядов. При использовании нескольких рядов в наборе 55 может быть обеспечен более близкий поперечный интервал между выпускными отверстиями 54, чем при использовании одного ряда. Набор 55 на фиг. 14 может быть аналогичным образом сконфигурирован и скомпонован согласно любому из этих вариантов осуществления.
[00150] Как описано выше, волны 53 могут проходить сквозь валок 42 на своем пути к месту 51 облучения. В варианте осуществления по фиг. 1 выпускные отверстия 54 находятся внутри валка 42, и излучаемые волны 53 проходят сквозь поверхность валка 42 один раз на своем пути к месту 51 облучения. В варианте осуществления по фиг. 1 само облучающее устройство 50 может находиться в пределах валка 42, или облучающее устройство 50 может находиться за пределами валка 42, причем выпускные отверстия 54 расположены в пределах валка, как в варианте осуществления по фиг. 8-13. В варианте осуществления по фиг. 3 выпускные отверстия 54 находятся под валком 42, и излучаемые волны 53 полностью проходят сквозь валок 42 на своем пути к месту 51 облучения. Вариант осуществления по фиг. 15-18 выполнен подобным образом. В этой конфигурации механизм 30 наслаивания может содержать окошко 44, выполненное с возможностью обеспечения прохождения волн 53 сквозь стенку ванны 34 снабжения, как показано на фиг. 16-17. Для препятствования попаданию смолы между валком 42 и окошком 44 могут использоваться дополнительные конструкции, такие как ракели, уплотнительные кольца или другие уплотняющие конструкции. В варианте осуществления по фиг. 4 выпускные отверстия 54 расположены на месте 51 облучения, находящемся сразу за местом 41 нанесения, и направлены на него, и волнам 53 не нужно проходить сквозь валок 42 в этом варианте осуществления. Понятно, что волны 53 в варианте осуществления по фиг. 4 могут быть направлены таким образом, чтобы проходить сквозь часть валка 42, если это необходимо.
[00151] В одном варианте осуществления облучающее устройство 50 представляет собой проектор, такой как проектор цифровой обработки света (DLP-проектор), в качестве источника волн 53, и облучающий узел 60 также может использовать оптические волокна 61 для направления волн 53 на место 51 облучения, как показано на фиг. 8-13. В этом варианте осуществления проектор 50 выполнен таким образом, что свет, излучаемый проектором 50, входит во входные концы 62 оптических волокон 61, движется вниз по оптическим волокнам 61 и выходит через выходные концы 63 оптических волокон 61, направленные на место 51 облучения. Выпускные отверстия 54 в этом варианте осуществления сформированы выходными концами 63 оптических волокон 61, и могут находиться внутри валка 42, и могут быть скомпонованы в виде набора 55 внутри валка, как показано на фиг. 1, 5A-B и 8-12. В таком варианте осуществления оптические волокна 61 могут продолжаться в валок 42 с одного или обоих концов цилиндра, и в этом случае вокруг оптических волокон 61 могут быть использованы соответствующие уплотнительные и фиксирующие компоненты. Например, в варианте осуществления по фиг. 8-12 выходные концы 63 оптических волокон 61 могут быть собраны и удерживаться на месте кожухом или подобной конструкцией 67 (см. фиг. 5A-5B). Облучающий узел 60 может дополнительно использовать фокусирующий механизм 66 для фокусировки световых волн 53 после того, как они выходят из выходных концов 63 оптических волокон 61, как проиллюстрировано на фиг. 13. В одном варианте осуществления фокусирующий механизм 66 содержит набор 64 микролинз между выходными концами 63 оптических волокон 61 и объектом 11, например, линзу из набора самофокусирующихся линз (SLA - Selfoc Lens Array), которая фокусирует волны 53 и предотвращает дифракцию на пути к месту 51 облучения. На фиг. 8-12 проиллюстрирован набор 64 микролинз, удерживаемый на месте в пределах валка 42 скобами 65. В других вариантах осуществления могут использоваться различные другие линзы, зеркала и другое фокусирующее оборудование. Понятно, что такой фокусирующий механизм 66 может использоваться в других вариантах осуществления, описанных в настоящем документе, таких как варианты осуществления по фиг. 3, 4, 15-18 и 25. Также понятно, что использование оптических волокон 61 позволяет расположить источник волн облучающего устройства 50 удаленно от устройства 40 нанесения, например, в другом месте на механизме 30 наслаивания или даже вдали от механизма 30 наслаивания в некоторых вариантах осуществления. В этой конфигурации тепло, создаваемое облучающим устройством, не передается устройству нанесения или материалу 36, что позволяет избежать нежелательного затвердевания, изменения свойств материала 36 или термической деформации устройства 40 нанесения. Эта конфигурация также позволяет облучающему устройству 50 использовать гораздо больший и/или более мощный источник волн (например, светодиоды высокой мощности или DLP-проектор высокой мощности) без учета физических ограничений, например, соответствия размерам внутренней части валка 42.
[00152] Облучающий узел 60 в варианте осуществления по фиг. 8-13 использует коллектор 70, зацепленный с входными концами 62 оптических волокон 61, чтобы зафиксировать входные концы 62 в положении относительно облучающего устройства 50, вследствие чего волны 53 входят во входные концы 62 оптических волокон 61 на коллекторе 70. Один вариант осуществления коллектора 70 проиллюстрирован на фиг. 12 и схематически - на фиг. 13. Коллектор 70 содержит раму 71, которая зацепляет входные концы 62 оптических волокон 61 и удерживает входные концы 62 в пределах камеры или прохода 72, причем окошко 73 (которое может быть выполнено как линза в одном варианте осуществления) расположено в конец прохода 72. Волны 53, выходящие из облучающего устройства 50, проходят через окошко 73 для вхождения во входные концы 62 оптических волокон 61. Линза 66A может быть расположена между облучающим устройством 50 и окошком 73 для фокусировки волн 53 на этой стадии. Рама 71 прочно удерживается на месте относительно облучающего устройства 50, так что входные концы 62 оптических волокон 61 не перемещаются относительно облучающего устройства 50. Это фиксированное относительное положение обеспечивает возможность облучающему устройству 50 выборочно активировать и деактивировать выпускные отверстия 54 путем применения отображения пикселей. Другими словами, входной конец 62 каждого оптического волокна 61 отображается в один или более конкретных пикселей облучающего устройства 50, вследствие чего активация конкретного пикселя (конкретных пикселей) заставляет волны 53, излучаемые конкретным пикселем (конкретными пикселями), двигаться вниз по оптическому волокну 61, активируя тем самым выпускное отверстие 54, связанное с тем оптическим волокном 61. Отображение пикселей также включает отображение конкретной области места 51 облучения, на которую направлено выпускное отверстие 54 каждого оптического волокна 61. В одном варианте осуществления, в котором DLP-проектор используется в качестве облучающего устройства 50, каждое оптическое волокно 61 отображается во множество пикселей (потенциально сотни или больше) DLP-проектора. В такой конфигурации потеря или деактивация нескольких пикселей может происходить, не влияя на способность оптического волокна 61 поддерживать достаточную функциональность и мощность для работы. Использование коллектора 70 и оптических волокон 61, как описано в настоящем документе, позволяет преобразовать двухмерную проекцию в приблизительно одномерное (линейное) облучение. Это отображение может храниться в памяти компьютера и исполняться процессором компьютера, например, контроллером 100.
[00153] В другом варианте осуществления облучающее устройство 50 имеет вид набора 55 светодиодов 59, которые выполняют функцию источников волн 53, как показано на фиг. 14. Светодиоды 59 могут быть предназначены для излучения волн 53 соответствующей длины волны и интенсивности для обеспечения затвердевания материала 36. Набор 55 светодиодов 59 может быть расположен в пределах валка 42, как показано на фиг. 14, или за пределами валка 42, как описано в настоящем документе, и может использовать фокусирующий механизм 66, как также описано в настоящем документе. В любом случае набор 64 микролинз на выпускных отверстиях 54, как описано выше, может способствовать фокусировки волн 53. Каждый из светодиодов 59 в этом варианте осуществления представляет собой отдельное выпускное отверстие 54, которое направлено на конкретную область места 51 облучения, и светодиоды 59 могут выборочно активироваться и деактивироваться, чтобы подвергать эту конкретную область места 51 облучения облучению волнами 53. Активированные светодиоды 59 составляют активные выпускные отверстия 56 и показаны затемненными на фиг. 14, и неактивные светодиоды 59 составляют неактивные выпускные отверстия 57, которые показаны как светлые. Как видно на фиг. 14, материал 36, выровненный с активными выпускными отверстиями 56, затвердевает с формированием слоя 38. Светодиоды 59 могут отображаться в конкретные области места 51 облучения, на которые они направлены, и это отображение может храниться в памяти компьютера и исполняться процессором компьютера, например, контроллером 100. Если светодиоды 59 расположены за пределами валка 42, можно использовать множество оптических волокон 61 вместе со светодиодами 59, формируя выпускные отверстия 54. На фиг. 66 схематически проиллюстрирован один вариант осуществления этой конфигурации, причем набор 55 светодиодов 59 расположен отдельно от устройства 40 нанесения, причем оптические волокна 61 имеют свои входные концы 62, зафиксированные в положении относительно светодиодов 59 таким образом, что волны 53 от светодиодов 59 входят в оптические волокна 61 и излучаются на выходных концах 63, формируя выпускные отверстия 56, как описано выше. Выпускные отверстия 56 могут быть выполнены таким же образом, как показано и описано в настоящем документе в отношении варианта осуществления по фиг. 1-13 и других вариантов осуществления, включая использование фокусирующего механизма 66 и механизмов для регулировки направления волн 53 вперед или назад в направлении движения механизма 30 наслаивания, которые не показаны на фиг. 66. Входные концы 62 оптических волокон 61 могут быть зафиксированы в положении относительно светодиодов 59 с использованием различных фиксирующих и связующих конструкций в зависимости от размера и компоновки набора 55 светодиодов, и понятно, что набор 55 светодиодов не может быть линейно скомпонован в некоторых конфигурациях. В одном варианте осуществления между светодиодами 59 и входными концами 62 оптических волокон 61 может не потребоваться линза или другая фокусирующая конструкция. Каждый светодиод 59 может быть отображен в отдельное оптическое волокно 61 в варианте осуществления, показанном на фиг. 66, хотя в других вариантах осуществления несколько оптических волокон 61 могут быть отображены в каждый светодиод 59. Эта конфигурация позволяет использовать набор светодиодов большего размера, чем тот, который может быть встроен внутри устройства 40 нанесения. В дополнительных вариантах осуществления может использоваться облучающее устройство 50 другого типа, и механизм 60 наслаивания может содержать компоненты, выполненные с возможностью направления волн 53 от облучающего устройства на надлежащие области места 51 облучения. Например, в варианте осуществления по фиг. 15-19 облучающее устройство 50 выполнено в форме лазера, и для фокусировки луча используется фокусирующий механизм 66, содержащий линзы и/или зеркала. Фокусирующий механизм 66 по фиг. 16-17 содержит одну или более линз 66A и одно или более зеркал 66B. В еще одних очередных вариантах осуществления облучающее устройство 50 может быть выполнено в форме источника LCD или системы высокоскоростного позиционируемого механического затвора.
[00154] В процессе работы установки 12 интервал между устройством 40 нанесения и поверхностью наслаивания должен изменяться для каждого нового слоя 38 наслаиваемого объекта 11. Устройство 40 нанесения в вариантах осуществления по фиг. 1, 3-4, 8-11 и 15-19 ориентировано таким образом, что валок 42 располагается вертикально под поверхностью наслаивания и формирует слой 38 вертикально над валком 42. В этом варианте осуществления относительное вертикальное поступательное движение (т. е. параллельно направлению послойного наращивания) происходит между устройством 40 нанесения и поверхностью наслаивания во время изготовления последовательных слоев 38. Это вертикальное поступательное движение проиллюстрировано, например, на фиг. 6A и 6B, на которых проиллюстрирован механизм 30 наслаивания, выполняющий первый проход (фиг. 6A) слева направо для наслаивания первого слоя 38 и второй проход (фиг. 6B) справа налево для наслаивания второго слоя 38, причем вертикальное поступательное движение между первым и вторым проходами показано штрихпунктирными линиями. Это относительное изменение положения может быть выполнено с использованием одного или более разных способов и механизмов или их сочетаний. В вариантах осуществления по фиг. 8-11 и 15-19 это вертикальное поступательное движение может быть выполнено путем изменения подъема платформы 22 для наращивания с использованием вертикального позиционирующего механизма 23, как описано в настоящем документе. В другом варианте осуществления это вертикальное поступательное движение вместо этого может быть выполнено путем изменения подъема направляющей 14, что может быть выполнено с использованием подобных вертикальных позиционирующих механизмов 23, как описано в настоящем документе. В очередном варианте осуществления механизм 30 наслаивания может содержать механизм для изменения вертикального положения устройства 40 нанесения относительно платформы 22 для наращивания, например, путем подъема или опускания устройства 40 нанесения и/или всей каретки 32. Например, в варианте осуществления по фиг. 20A-B каждый из механизмов 30 наслаивания выполнен с возможностью вертикального поступательного движения относительно направляющей 14 в ограниченном диапазоне движения путем подъема или опускания каретки 32 относительно направляющей 14. Вертикальное поступательное движение может быть выполнено переключением каретки 32 между заданными вертикальными положениями, например, путем вертикального перемещения приводной конструкции, которая зацепляет направляющую 14, относительно валка 42. Основное вертикальное поступательное движение платформы 22 для наращивания относительно устройства 40 нанесения в этом варианте осуществления достигается перемещением платформы 22 для наращивания, как описано в настоящем документе, и диапазон вертикального позиционирования механизма 30 наслаивания позволяет нескольким механизмам 30 наслаивания выполнять проходы по области 13 наращивания без регулировки положения платформы 22 для наращивания, что требует больше времени. Работа этих вариантов осуществления описана в настоящем документе более подробно.
[00155] Механизм 30 наслаивания может также содержать дополнительные компоненты для обеспечения дополнительной функциональности при создание высококачественного объекта 11. Понятно, что любой из примерных вариантов осуществления в настоящем документе может содержать любое сочетание этих дополнительных компонентов, даже если в настоящем документе это конкретно не проиллюстрировано. Например, механизм 30 наслаивания может содержать одно или более вспомогательных облучающих устройств 80, выполненных таким образом, чтобы следовать за устройством 40 нанесения в направлении перемещения, как показано на фиг. 7. Вспомогательное облучающее устройство 80 излучает дополнительные электромагнитные волны 53 для обеспечения дальнейшего затвердевания материала, причем волны 53 могут иметь ту же или другую длину волны и интенсивность, что и волны 53 от облучающего устройства 50. В одном варианте осуществления вспомогательное облучающее устройство 80 не требует точной фокусировки, поскольку допустимо воздействие лучистой энергии на всю поверхность объекта 11. В этой конфигурации волны 53 от облучающего устройства 50 могут быть приспособлены таким образом, чтобы обеспечивать затвердевание материала 36 только настолько, чтобы сформировать стабильный слой 38 (известный как «невысушенное состояние»), и вспомогательное облучающее устройство 80 затем дополнительно обеспечивает затвердевание слоя 38 до желаемой окончательной степени затвердевания. Это дает значительное преимущество в эффективности по сравнению с существующими процессами, в которых объекты 11 обычно создаются в невысушенном состоянии и требуют последующего отдельного этапа воздействия лучистой энергии для полного отверждения. В одном варианте осуществления уровни мощности облучающего устройства 50 и вспомогательного облучающего устройства 80 могут быть установлены таким образом, чтобы каждое облучающее устройство 50, 80 обеспечивало частичное затвердевание материала 36, а совместного облучения было достаточно для полного затвердевания материала 36. Эта установление позволяет избежать передержки материала 36, которая может вызвать эстетические и/или механические повреждения. Вариант осуществления по фиг. 15-19 содержит два вспомогательных облучающих устройства 80 для предоставления возможности вспомогательного облучения слоя 38 при движении каретки 32 в двух противоположных направлениях без поворота на 180°. Переднее вспомогательное облучающее устройство 80 может быть деактивировано для каждого прохода каретки 32, причем заднее вспомогательное облучающее устройство 80 может быть активным, или оба вспомогательных облучающих устройства 80 могут быть активными. Компоненты 80A вспомогательного облучающего устройства 80 проиллюстрированы на фиг. 16. Контроллер 100 может управлять активацией вспомогательного облучающего устройства (вспомогательных облучающих устройств) 80.
[00156] В качестве другого примера механизм 30 наслаивания может содержать один или более механизмов удаления и/или изменения местоположения материала, выполненных с возможностью удаления или изменения местоположения излишнего и/или незатвердевшего материала, например, один или более ракелей 81 или один или более бесконтактных ракелей 82 с возможностью создания вакуума. Например, вариант осуществления на фиг. 15-19 содержит два ракеля 81, расположенных на разных сторонах валка 42, которые вытирают поверхность слоя 38 для удаления излишнего и/или незатвердевшего материала 36 после процесса затвердевания. В одном варианте осуществления ракели 81 могут быть выполнены с возможностью подъема и опускания, чтобы только задний ракель 81 зацеплял поверхность объекта 11, причем этой операцией может управлять контроллер 100. В качестве другого примера вариант осуществления на фиг. 15-19 также содержит два ракеля 82 с возможностью создания вакуума, расположенных на разных сторонах валка 42, которые удаляют излишний и/или незатвердевший материал 36 или изменяют его местоположение после процесса затвердевания посредством применения потока воздуха в состоянии вакуума путем продувки или всасывания. Компоненты 82A-B ракелей 82 с возможностью создания вакуума показаны на фиг. 16. В одном варианте осуществления ракели 82 с возможностью создания вакуума могут быть выполнены с возможностью активации и деактивации, чтобы только задние ракели 82 с возможностью создания вакуума воздействовали на поверхность объекта 11, причем этой операцией может управлять контроллер 100. В одном варианте осуществления ракели 82 с возможностью создания вакуума могут изменять местоположение оставшегося текучего материала 36, находящегося на вертикальных поверхностях объекта 11, в направлении смежных горизонтальных поверхностей нанесенного слоя 38, причем материал 36 может быть удален и возвращен в источник 34 механическими ракелями 81, или может быть обеспечено его затвердевание, чтобы он стал частью нанесенного слоя 38, например, посредством вспомогательного облучающего устройства 80. Перемещение любого оставшегося материала 36 на поверхность объекта 11, подлежащего затвердеванию, имеет дополнительные преимущества, заключающиеся в образовании дополнительного краевого объема и неровной поверхности по краям слоя, что может способствовать удерживанию и связыванию следующего нанесенного слоя 38. В одном варианте осуществления ракели 82 с возможностью создания вакуума могут не активироваться до тех пор, пока не будут завершены один или более слоев основания объекта 11. В качестве альтернативы ракели 82 с возможностью создания вакуума могут быть выполнены с возможностью полного удаления излишнего и/или незатвердевшего материала в другом варианте осуществления. Вариант осуществления на фиг. 8-11 содержит ракели 81 и ракели 82 с возможностью создания вакуума, выполненные подобно ракелям в варианте осуществления по фиг. 15-19.
[00157] На фиг. 65 проиллюстрированы изменение местоположения и последующее обеспечение затвердевания незатвердевшего текучего материала 36 с использованием ракеля 82 с возможностью создания вакуума, как описано в настоящем документе, что может происходить согласно одному варианту осуществления. На фиг. 65 на этапе A изображен незатвердевший материал 36, остающийся по краям последнего затвердевшего слоя 38A, затвердевание которого было обеспечено облучающим устройством 50, который накладывается на предыдущие слои 38B, затвердевание которых было обеспечено ранее. Затемнение слоев 38A-B на фиг. 65 иллюстрирует разные степени затвердевания/отверждения материала 36. На этапе B на фиг. 65 изображено изменение местоположения незатвердевшего материала 36 посредством ракеля 82 с возможностью создания вакуума, как описано в настоящем документе. Местоположение незатвердевшего материала 36 было изменено с вертикальных поверхностей 93 слоя 38A на горизонтальную поверхность 94 слоя 38A, и он остается вблизи краев горизонтальной поверхности 94. На этапе C на фиг. 65 изображено обеспечение затвердевания материала 36 посредством вспомогательного облучающего устройства 80, как описано в настоящем документе, с формированием затвердевшего материала 38C. Затвердевший материал 38C в этой конфигурации формирует неровные части возле краев предыдущего слоя 38A. На этапе D на фиг. 65 изображен объект 11 после нанесения и затвердевания следующего слоя 38D, для которого связывание с предыдущим слоем 38A усиливается краевыми частями затвердевшего материала 38C. Дополнительный незатвердевший материал 36 проиллюстрирован на этапе D, и понятно, что процесс может затем циклически возвращаться к этапу B, пока наращивание не будет завершено.
[00158] В другие варианты осуществления могут быть включены очередные дополнительные компоненты. В одном варианте осуществления один или более дополнительных компонентов 83 могут быть модульно соединены с кареткой 32 и друг с другом для обеспечения желаемой функциональности, как показано на фиг. 19. Для осуществления этих модульных соединений могут использоваться разъемные соединения, такие как застежки, зажимы, блокирующие конструкции (например, выступы/прорези) или другие конструкции. Как проиллюстрировано на фиг. 19, каждый из дополнительных компонентов 83 может быть соединен с кареткой 32 и может быть соединен с внешней стороной каждого другого дополнительного компонента 83, чтобы обеспечить полностью модульную и приспосабливаемую конструкцию. Такие дополнительные компоненты 83 могут включать в себя одно или более вспомогательных облучающих устройств 80, ракелей 81 или ракелей 82 с возможностью создания вакуума, как описано в настоящем документе. Такие дополнительные компоненты 83 могут также включать в себя другие функциональные компоненты, такие как установка для промывки растворителем или жидкостью, механические вытирающие устройства/очистители, устройство нанесения цвета или установка для наслаивания дополнительного материала. Устройство нанесения цвета, используемое в этой конфигурации, может обеспечить возможность послойного окрашивания, придавая конечному объекту 11 окраску, которая проникает внутрь по толщине объекта 11, а не просто покрытия поверхности. Установка для наслаивания дополнительного материала может содержать установку для наслаивания проводящих материалов или проводников в пределах основной части объекта 11, обеспечивая проводимость и/или функциональность электрической цепи для объекта 11.
[00159] Установка 12 может быть выполнена с возможностью использования нескольких механизмов 30 наслаивания и/или нескольких устройств 40 нанесения для последовательного прохождения по области 13 наращивания, как проиллюстрировано на фиг. 20-23. Несколько механизмов 30 наслаивания на фиг. 20-23 проиллюстрированы как соединенные с одной и той же направляющей 14, но в другом варианте осуществления может использоваться несколько направляющих 14. В одном варианте осуществления, как проиллюстрировано на фиг. 20A-B, несколько механизмов 30 наслаивания могут быть выполнены с возможностью последовательного прохождения по области 13 наращивания, причем каждый механизм 30 наслаивания имеет устройство 40 нанесения в разных вертикальных положениях. Разные положения устройства 40 нанесения обозначены штрихпунктирными линиями на фиг. 20A-B, и каждый последующий механизм 30 наслаивания разнесен ниже, чем предыдущий механизм 30 наслаивания. Эта конфигурация может быть достигнута с использованием вертикальных позиционирующих конструкций, описанных в других местах настоящего документа. Понятно, что разница в вертикальном расположении среди нескольких механизмов 30 наслаивания может быть по существу такой же, как желаемая толщина каждого нанесенного слоя 38. Как показано на фиг. 20A, каждый из нескольких механизмов 30 наслаивания, проходящих по области 13 наращивания, наслаивает слой 38, один выше другого, за один проход, что не требует повторного позиционирования опорного узла 20. Эта конфигурация приводит к мультипликативной эффективности и экономии времени, поскольку каждый проход на фиг. 20A наслаивает в 3 раза больше слоев, чем один проход посредством одного механизма 30 наслаивания. Кроме того, несколько механизмов 30 наслаивания могут быть выполнены с возможностью регулировки их высоты в обратном порядке, чтобы обеспечить проход в противоположном направлении для наслаивания трех дополнительных слоев 38 после изменения положения платформы 22 для наращивания, как показано на фиг. 20B. В другом варианте осуществления опорный узел 20 может быть выполнен с возможностью быстрой регулировки положения платформы 22 для наращивания между каждым проходом механизма 30 наслаивания, чтобы обеспечить возможность нескольких проходов, как показано на фиг. 22. В очередном варианте осуществления направляющая 14 может быть скомпонован в виде замкнутого контура или карусели для обеспечения возможности прохождения одним или более механизмами 30 наслаивания на одной и той же относительной высоте платформы 22 для наращивания без изменения направления механизма (механизмов) 30 наслаивания на обратное. Это может устранить необходимость повторной регулировки значений относительной высоты механизмов 30 наслаивания относительно друг друга, и требуется только регулировка платформы 22 для наращивания относительно направляющей 14. Это также может устранить необходимость в дублирующих компонентах, таких как вспомогательные облучающие устройства 80, ракели 81, ракели 82 с возможностью создания вакуума и т. д., чтобы обеспечить проходы в противоположных направлениях. Замкнутый контур направляющей 14 может быть горизонтальным, вертикальным или иметь более сложную конфигурацию. Когда используются несколько механизмов 30 наслаивания, все механизмы 30 наслаивания могут использовать один и тот же материал 36, или разные механизмы 30 наслаивания могут быть выполнены с возможностью нанесения разных материалов 36. Из-за различий в свойствах разных материалов 36 может потребоваться, чтобы механизм 30 наслаивания осуществлял проход с разными скоростями. Самоходная каретка 32, описанная в настоящем документе, допускает эту операцию. Кроме того, направляющая 14 может включать в себя сложную конструкцию (не показана) с областями останова для неиспользуемых механизмов наслаивания и механизмов переключения направляющих, чтобы можно было переключаться между механизмами 30 наслаивания по желанию.
[00160] В другом варианте осуществления несколько механизмов 30 наслаивания могут быть выполнены, как проиллюстрировано на фиг. 20A-B, чтобы последовательно проходить по области 13 наращивания, причем механизмы 30 наслаивания имеют устройства 40 нанесения в одинаковых вертикальных положениях. Это может быть использовано для наращивания разных частей одного и того же слоя объекта 11, и, в частности, механизмы 30 наслаивания могут быть выполнены с возможностью наслаивания разных материалов 36 в слое. Например, разные механизмы 30 наслаивания могут создавать части разного цвета, или один из механизмов 30 наслаивания может создавать основную часть объекта 11, тогда как другой создает опорную конструкцию, которая позже удаляется.
[00161] В другом варианте осуществления, показанном на фиг. 21, один механизм 30 наслаивания может содержать несколько устройств 40 нанесения, расположенных на разных высотах для определения отдельных мест 41 нанесения, с достаточным количеством выпускных отверстий 54 для волн 53, излучаемых одним или более облучающими устройствами 50, для определения отдельного места 51 облучения для каждого устройства 40 нанесения. Несколько устройств 40 нанесения могут быть выполнены с одним источником 34 текучего материала 36 или несколько источниками 34 одного или более текучих материалов 36, и понятно, что другие компоненты могут быть продублированы, если это необходимо. Валки 42 на фиг. 21 могут регулироваться по вертикали относительно друг друга в одном варианте осуществления.
[00162] В других вариантах осуществления, показанных на фиг. 24A-B, один или несколько механизмов 30 наслаивания могут быть выполнены с возможностью наращивания нескольких объектов 11 за один проход, например, с использованием нескольких платформ 22 для наращивания или несколько объектов 11, которые наращивают на одной и той же платформе 22 для наращивания, причем каждый отдельный объект 11 имеет отдельную область 13 наращивания, по которой проходит направляющая 14. Как показано на фиг. 24A, несколько механизмов 30 наслаивания могут наносить несколько последовательных слоев 38 на несколько объектов 11 за один проход. Как показано на фиг. 24B, несколько механизмов 30 наслаивания могут наносить разные части одного и того же слоя 38 на каждый из нескольких объектов 11 за один проход. Эта конфигурация может быть особенно полезной для детали, когда несколько материалов должны быть наслоены на один и тот же слой, например, для объекта 11 из нескольких материалов или объекта 11, который содержит опорную конструкцию, изготавливаемую вместе с объектом 11, которая позже будет удалена. Понятно, что высота (высоты) платформы (платформ) 22 для наращивания относительно устройства (устройств) 40 нанесения может (могут) регулироваться между проходами, как описано в настоящем документе. Кроме того, использование нескольких механизмов 30 наслаивания и/или нескольких устройств 40 нанесения, как показано на фиг. 20-23, с вариантом осуществления, как показано на фиг. 24, может обеспечить двойную мультипликативную эффективность и экономию времени. Кроме того, использование нескольких механизмов 30 наслаивания и/или нескольких устройств 40 нанесения, как показано на фиг. 20-23, в сочетании с вариантом осуществления, как показано на фиг. 24A или 24B, может позволить одновременно изготавливать разные части нескольких идентичных объектов 11 за один проход каждого механизма 30 наслаивания. Например, первый механизм 30 наслаивания может быть загружен первым материалом 36 для изготовления первой части объекта 11, и второй механизм 30 наслаивания может быть загружен вторым материалом 36 для изготовления второй части объекта 11, и каждый из этих механизмов 30 наслаивания может быть выполнен с возможностью наслаивания за один проход слоя 38 (или частичного слоя) желаемого материала 36 в одном и том же местоположении последовательно на множество идентичных объектов 11, как показано на фиг. 24A-B. Понятно, что разные механизмы 30 наслаивания могут также содержать разные облучающие устройства 50, если используются разные материалы 36.
[00163] На фиг. 28 проиллюстрирован дополнительный вариант осуществления системы 10 для изготовления одного или более объектов 11 с использованием установки 12 и механизмов 30 наслаивания согласно вариантам осуществления, описанным в настоящем документе. В частности, вариант осуществления по фиг. 28 может быть выполнен с возможностью последовательного создание ряда объектов 11 подобно варианту осуществления по фиг. 24. Каждый механизм 30 наслаивания в варианте осуществления по фиг. 28 может быть выполнен в виде автономного блока 90 с отдельным подконтроллером, причем все подконтроллеры для всех блоков 90 интегрированы с контроллером 100, вследствие чего контроллер 100 управляет подконтроллерами и тем самым управляет всеми блоками 90. Каждый блок 90 может дополнительно содержать одну или более систем позиционирования, в том числе систему локального позиционирования и/или систему глобального позиционирования (GPS). Каждый блок 90 может дополнительно содержать механизм 30 наслаивания и приводной механизм 91, выполненный с возможностью перемещения с места на место блока 90 во время изготовления. Как показано на фиг. 28, все блоки 90 подключены к карусели 92, которая перемещает блоки 90 вокруг множества станций. Каждая станция может быть выполнена для специального назначения. Например, некоторые станции могут быть станциями изготовления, причем блок 90 проходит по одной или более областям 13 наращивания для изготовления одного или более объектов 11 на одной или более платформах 22 для наращивания. Такие станции могут также содержать роботизированные компоненты, такие как роботизированные манипуляторы, которые удерживают платформу 22 для наращивания в надлежащем местоположении с целью наращивания посредством блоков 90. Другие станции могут быть станциями технического обслуживания, например, станциями, выполненными для пополнения источника 34 блока 90. Карусель 92 может иметь одну или более направляющих 14, как описано в настоящем документе, для направления перемещения узлов 90 во время наращивания. Приводной механизм 91 может быть многофункциональным, вследствие чего блоки 90 имеют автономное питание и могут входить в зацепление и выходить из зацепления с направляющей 14 и перемещаться отдельно от направляющей 14, когда они не находятся в процессе наращивания, например, для посещения станций пополнения или технического обслуживания. В конфигурации, проиллюстрированной фиг. 28, каждый блок 90 может быть загружен разным материалом 36 для изготовления разных частей одного объекта 11 или разных объектов, как описано выше со ссылкой на фиг. 24. Следовательно, эта конфигурация обеспечивает возможность быстрого изготовления серии объектов 11, либо идентичных объектов 11, либо разных объектов 11.
[00164] На фиг. 29 проиллюстрирован дополнительный вариант осуществления системы 10 для изготовления одного или более объектов 11 с использованием установки 12 и механизма 30 наслаивания с устройством 40 нанесения, которое отличается от описываемого в настоящем документе валка 42. В варианте осуществления по фиг. 29 устройство 40 нанесения содержит подвижную пленку 84, которая находится в сообщении с источником 34 текучего материала 36 и переносит текучий материал 36 в направлении места 41 нанесения за счет бокового перемещения с формированием слоя 38 объекта 11. Механизм 30 наслаивания на фиг. 29 имеет статическую поверхность 85, которая определяет местоположение места 41 нанесения и толщину нанесенного слоя 38, как описано выше, и пленка 84 переносит материал 36 в направлении места 41 нанесения, перемещаясь по статической поверхности 85. Статическая поверхность 85 сформирована цилиндром на фиг. 29, но в других вариантах осуществления может быть сформирована гребнем или другой конструкцией. Например, на фиг. 30 проиллюстрирован вариант осуществления системы 10, как показано на фиг. 29, с уплощенной статической поверхностью 85, которая сформирована трапециевидной конструкцией. В других вариантах осуществления может использоваться овальная, округлая или другая конструкция с удлиненной или уплощенной поверхностью. Механизм наслаивания на фиг. 29 также имеет два валка 86 с противоположных сторон от места 41 нанесения, которые служат приемными или подающими станциями в зависимости от направления перемещения. Например, на фиг. 29 механизм наслаивания перемещается слева направо, как указано, и пленка 84 перемещается справа налево, причем левый валок 86 служит приемной станцией, и правый валок 86 служит подающей станцией. При перемещении справа налево это будет осуществляться в обратном порядке. Также содержатся другие компоненты, такие как направляющие валки 87 или другие направляющие для пленки 84, ракели 81 или другие устройства для удаления материала, предназначенные для удаления текучего материала 36 с пленки 84 до того, как она достигнет приемного валка 86, и станция очистки 88 для очистки пленки 84, хранящейся на валках 86. Хотя каретка 32 не показана на фиг. 29, понятно, что все эти компоненты могут быть установлены на каретке 32, как описано в настоящем документе. Как показано на фиг. 29, облучающее устройство 50 или по меньшей мере его выпускные отверстия 54 могут находиться под статической поверхностью 85 и в пределах цилиндра, который определяет статическую поверхность 85, хотя любые конфигурация и расположение облучающего устройства 50 и его выпускных отверстий 54, описанные в настоящем документе, могут использоваться в сочетании с этим вариантом осуществления. В проиллюстрированной конфигурации волны 53 от облучающего устройства 50 проходят как сквозь статическую поверхность 85, так и сквозь пленку 84 на пути к месту 51 облучения. В дополнительном варианте осуществления статическая поверхность 85 может иметь зазор, который позволяет волнам 53 проходить к месту 51 облучения, не проходя сквозь статическую поверхность 85. В очередном варианте осуществления статическая поверхность 85 может иметь набор 55 выпускных отверстий 54, установленных в пределах такого зазора, в котором могут размещаться выпускные отверстия 54 в такой непосредственной близости к месту 51 облучения, что линзы или другое фокусирующее оборудование может не потребоваться.
[00165] На фиг. 25 проиллюстрирован альтернативный вариант осуществления системы 10 и установки 12, в котором используется источник 34 в виде традиционной ванны с текучим материалом 36, причем механизм 30 наслаивания расположен над платформой 22 для наращивания. Механизм 30 наслаивания в этом варианте осуществления обычно содержит каретку 32, которая выполнена с возможностью перемещения по направляющей 14, с валком 42 и облучающим устройством 50, которое излучает волны 53, которые проходят сквозь валок 42 на своем пути к месту 51 облучения. В этом варианте осуществления валок 42 не выполняет функцию устройства нанесения, как в вариантах осуществления по фиг. 1 и 3-4, но определяет толщину нанесенного слоя 38 материала 36, подобно таким предыдущим вариантам осуществления. По существу валок 42 в этом варианте осуществления выполняет функцию механизма образования слоя, и в других вариантах осуществления для этой цели могут использоваться конструкции с другой конфигурацией, например, в форме блока, который скользит вдоль материала 36 или по нему. Платформа 22 для наращивания на фиг. 25 и связанные с ней конструкции могут быть выполнены так, чтобы иметь разъемную конструкцию, как описано в других местах настоящего документа. В дополнение к этому механизм 30 наслаивания и/или платформа 22 для наращивания могут иметь механизмы регулировка (не показаны) для относительной вертикальной регулировки положения платформы 22 для наращивания и поверхности 42 валка. Механизм регулировка может содержать описанные в настоящем документе конструкции и/или конструкции, используемые в существующих технологиях быстрого прототипирования на основе ванн, таких как перемещение платформы 22 для наращивания постепенно вглубь источника 34 в виде ванны. Этот вариант осуществления позволяет изготавливать объект 11 ниже поверхности текучего материала 36, если требуется, с регулируемой толщиной слоя 38. Однако этот вариант осуществления не обеспечивает некоторых преимуществ других вариантов осуществления, описанных в настоящем документе, таких как устранение требования поддерживать большой источник 34 в виде ванны с текучим материалом 36. Понятно, что вариант осуществления по фиг. 25 может содержать дополнительную конструкцию, компоненты и признаки, описанные в настоящем документе. Например, система 10, проиллюстрированная на фиг. 25, также содержит контроллер 100, выполненный с возможностью управления компонентами установки 12 и/или их мониторинга, как описано в настоящем документе. В качестве другого примера облучающее устройство 50 или по меньшей мере его выпускные отверстия 54 проиллюстрированы на фиг. 25 как находящиеся внутри валка 42, но в другом варианте осуществления облучающее устройство 50 может иметь конфигурацию, аналогичную показанной на фиг. 3, чтобы полностью выступать через валок 42.
[00166] На фиг. 31-46 проиллюстрирован другой вариант осуществления системы 10, которая содержит установку 12 изготовления, которая может быть соединена с компьютерным контроллером 100, находящимся в связи с одним или более компонентами установки 12 и выполненным с возможностью управления работой установки 12 и/или ее компонентов для изготовления объекта 11. Установка 12 по фиг. 31-46 содержит опорный узел 20 для поддержки объекта 11 в пределах области 13 наращивания во время изготовления, направляющую 14, продолжающуюся через область 13 наращивания, и механизм 30 наслаивания материала, установленный на направляющей 14 и выполненный с возможностью создания объекта 11 в пределах области 13 наращивания путем послойного нанесения материала. Многие компоненты системы 10 и установки 12 по фиг. 31-46 подобны по конструкции и работе другим компонентам, описанным в настоящем документе в отношении других вариантов осуществления, и такие компоненты могут не быть снова подробно описаны в отношении варианта осуществления по фиг. 31-46. Понятно, что для обозначения таких подобных компонентов могут использоваться подобные ссылочные позиции. Механизмы 30 наслаивания на фиг. 31-46 выполнены с возможностью работы в качестве автономных блоков 90, как описано в настоящем документе, и каждый автономный блок 90 может содержать на плате процессор 2604, память 2612 и/или другие компьютерные компоненты, необходимые для исполнения исполняемых компьютером команд для автоматизации автономного блока 90 и/или осуществления связи с компьютерным контроллером 100.
[00167] Опорный узел 20 на фиг. 31-46 содержит опорную раму 19 для поддержки некоторого или всех из направляющей 14, платформы 22 для наращивания и других компонентов установки 12. В варианте осуществления по фиг. 31-46 направляющая 14 не поддерживается опорной рамой 19 и прикреплена отдельно к полу, но в другом варианте осуществления направляющая 14 может быть соединена с опорной рамой 19 и поддерживаться ею. Направляющая 14 содержит две параллельные балки или два параллельных рельса 15 и по меньшей мере одну токопроводящую шину 101, выполненную с возможностью подачи питания на механизм 30 наслаивания. Токопроводящая шина (токопроводящие шины) 101 может (могут) быть частью одного или обоих рельсов 15 в одном варианте осуществления. В дополнение к этому, по существу одна или обе направляющие 15 могут выполнять функцию токопроводящей шины (токопроводящих шин) 101 в одном варианте осуществления. Одна или более токопроводящих шин 101 могут быть предусмотрены отдельно от рельсов 15 в другом варианте осуществления. Направляющая 14 может не содержать никакой токопроводящей шины 101 в другом варианте осуществления, и механизм 30 наслаивания (т. е. автономный блок 90) может иметь автономное питание для перемещения и работы, например, от внутренней батареи. Понятно, что направляющая 14, платформа 22 для наращивания, опорный узел 20 и другие компоненты могут быть сконструированы с любым желаемым размером, включая значения длины и значения ширины, которые значительно больше, чем проиллюстрированные на фиг. 31-42.
[00168] Механизм 30 наслаивания в варианте осуществления по фиг. 31-46 содержит каретку 32, зацепленную с направляющей 14 и выполненную с возможностью перемещения вдоль направляющей 14 и по области 13 наращивания, источник 34 текучего материала 36, установленный на каретке 32 или иным образом функционально соединенный с ней, устройство 40 нанесения, находящееся в сообщении с источником 34 текучего материала 36 и выполненное с возможностью нанесения текучего материала 36 на место 41 нанесения в пределах области 13 наращивания, и облучающее устройство 50, выполненное с возможностью излучения электромагнитных волн для обеспечения затвердевания нанесенного материала 36 с целью формирования объекта 11. Функция и структура источника 34 текучего материала 36, устройства 40 нанесения и облучающего узла 60 в варианте осуществления по фиг. 31-46 подобны или идентичны функции и структуре таких же компонентов в варианте осуществления по фиг. 8-13 и нет необходимости в их повторном подробном описании в настоящем документе. Источник 34 текучего материала 36 и устройство 40 нанесения в варианте осуществления по фиг. 31-46 соединены таким образом, чтобы формировать интегрированный модуль 110 нанесения, также называемый модулем 110 нанесения смолы, который можно извлечь из каретки 32 и заменить вторым модулем 110 нанесения. На фиг. 44-46 проиллюстрирован пример такого модуля 110 нанесения и процесс извлечения и замены модуля 110 нанесения. На фиг. 43 проиллюстрирована часть модуля 110 нанесения, содержащая валок 42 и конструкции, образующие источник 34. Как видно на фиг. 43-46, источник 34 предусмотрен в форме ванны или резервуара с валком 42, по меньшей мере частично расположенным в пределах резервуара таким образом, чтобы находиться в сообщении с текучей смолой 36, и источник 34 при желании можно извлечь, не сливая смолу 36. Устройство 40 нанесения в этом варианте осуществления имеет форму удлиненного валка 42, и один или оба конца валка 42 соединены с боковыми стенками 111 ванны 34. Оптические волокна 61 проходят через отверстие 112, продолжающееся сквозь одну из боковых стенок 111 и конец валка 42, чтобы проходить внутрь валка 42 для формирования набора 55 выпускных отверстий 54 внутри валка 42. Фиксаторы 65 и соответствующая опорная конструкция 113, удерживающие волокна 61, набор 64 микролинз и другие компоненты облучающего устройства 50 остаются на месте, когда модуль 110 нанесения извлечен. Следует понимать, что боковую панель 114 каретки 32 извлекают в этом варианте осуществления, чтобы извлечь модуль 110 нанесения, как показано на фиг. 44. Съемная боковая панель 114 в варианте осуществления по фиг. 31-46 расположена на противоположной стороне каретки, как и приводной узел 115, который приводит валок 42 в поворотное движение. В одном варианте осуществления одна или обе боковые панели 114 механизма 30 наслаивания могут содержать емкость со смолой, соединенную с источником 34, для замещения использованного материала 36 и/или поддержания постоянного уровня материала 36. Механизм наслаивания на фиг. 8-13 также может содержать съемный модуль 110 нанесения, описанный в настоящем документе, такой как показанный на фиг. 47.
[00169] После извлечения модуля 110 нанесения, как показано на фиг. 44-45, вместо него можно установить такой же или другой модуль 110 нанесения, как показано на фиг. 46. В одном варианте осуществления первый модуль 110 нанесения можно извлечь и заменить вторым модулем 110 нанесения, имеющим другую характеристику. Например, второй модуль 110 нанесения может иметь по-другому выполненное устройство 40 нанесения или может содержать другой текучий материал 36, позволяя менять текучие материалы 36 без слива, очистки и пополнения источника 34. В качестве другого примера модуль 110 нанесения можно извлечь для ремонта или пополнения и заменить резервным модулем 110 нанесения во избежание простоя оборудования. В других вариантах осуществления либо источник 34, либо устройство 40 нанесения можно извлекать и заменять независимо друг от друга, используя подобную конфигурацию. В других вариантах осуществления могут использоваться другие съемные конфигурации.
[00170] Опорный узел 20 дополнительно содержит механизм 102 для перемещения платформы 22 для наращивания между положением для наращивания и положением для обслуживания, при этом платформа 22 для наращивания обращена к направляющей 14 для создания объекта 11 в положении для наращивания, и платформа 22 для наращивания обращена от направляющей 14 в положении для обслуживания, чтобы обеспечить выполнении операции по обслуживанию объекта 11. Примеры операций по обслуживанию включают в себя модифицирование объекта 11, например, путем удаления материала, включая удаление опорной конструкции (например, путем резки, механической обработки и т. д.), покраску, очистку или удаление объекта 11 с платформы 22 для наращивания, например, по завершении создания объекта 11, или введение или присоединение функциональных или нефункциональных компонентов, изготовленных ранее посредством того же или другого процесса (также называемых вспомогательными объектами), таких как микросхемы RFID, магниты, дополнительные веса или структурные опоры, печатные платы, емкости для жидкостей и т. д. Такой вспомогательный объект может быть присоединен в конфигурации, которая не подвержена облучению волнами 53 во время непрерывного создания объекта 11, когда платформа 22 для наращивания возвращается в положение для наращивания. Например, вспомогательный объект может быть вставлен во внутреннюю полость частично наращенного объекта 11 и/или оснащен защитной оболочкой. В одном варианте осуществления вспомогательный объект (вспомогательные объекты) может (могут) представлять собой другие объекты 11, изготовленные одновременно на той же или других платформах 22 для наращивания, как описано в настоящем документе. В варианте осуществления по фиг. 31-46 механизм 102 перемещает платформу 22 для наращивания между положением для наращивания и положением для обслуживания путем поворота. На фиг. 31-33 и 37 проиллюстрирована платформа 22 для наращивания в положении для наращивания, на фиг. 34 проиллюстрирована платформа 22 для наращивания, которую перемещают из положения для наращивания в положение для обслуживания, и на фиг. 35 и 36 проиллюстрирована платформа 22 для наращивания в положении для обслуживания в этом варианте осуществления.
[00171] Механизм 102 для перемещения платформы 22 для наращивания в варианте осуществления по фиг. 31-46 содержит опорную платформу 24, которая образует и/или поддерживает платформу 22 для наращивания, как описано в настоящем документе, посредством одной или более поворотных основ 103, присоединенных к опорной платформе 24 и выполненных с возможностью поворота для перемещения опорной платформы 24. Как показано на фиг. 31-37, механизм 102 содержит две поворотные основы 103 на противоположных концах опорной платформы 24, выполненные с возможностью синхронного поворота вокруг оси, и опорная платформа 24 является неподвижной относительно поворотных основ 103. Поворотные основы 103 установлены на основной раме 19 и выполнены с возможностью поворота относительно основной рамы 19. Опорная платформа 24 в этом варианте осуществления смещена относительно оси и параллельна оси, вследствие чего опорная платформа 24 и платформа 22 для наращивания движутся по кругу вокруг оси при повороте поворотных основ 103. Это движение по кругу приводит к тому, что платформа 22 для наращивания как обращается в другое направление, так и изменяет высоту при перемещении между положением для наращивания и положением для обслуживания. Платформа 22 для наращивания в этом варианте осуществления находится выше в положении для наращивания, чтобы обеспечить больше пространства для наращивания в вертикальном направлении, и находится ниже в положении для обслуживания, чтобы облегчить ручные операции с любым объектом (любыми объектами) 11 на платформе для наращивания. В другом варианте осуществления опорная платформа 24 может быть поворотно выровнена относительно оси поворотной основы (поворотных основ) 103, вследствие чего опорная платформа 24 поворачивается, а не движется по кругу при перемещении между положением для наращивания и положением для обслуживания. В другом варианте осуществления опорная платформа 24 может иметь другую компоновку, например, консольную компоновку, где только одна поворотная основа 103 предусмотрена на одном конце опорной платформы 24, или компоновку, где поворотная основа (поворотные основы) 103 не находится (не находятся) на концах опорной платформы 24. В другом варианте осуществления может использоваться другой тип механизма 102 перемещения.
[00172] На фиг. 62-64 проиллюстрирован другой вариант осуществления механизма 102 для перемещения платформы 22 для наращивания между положением для наращивания и положением для обслуживания. На фиг. 62 проиллюстрирована платформа 22 для наращивания в положении для наращивания, на фиг. 63 проиллюстрирована платформа 22 для наращивания, которую перемещают из положения для наращивания в положение для обслуживания, и на фиг. 64 проиллюстрирована платформа 22 для наращивания в положении для обслуживания в этом варианте осуществления. В варианте осуществления по фиг. 62-64 механизм содержит одну или более вращающихся основ (или вращающихся боковых частей) 116, присоединенных к опорной платформе 24 и выполненных с возможностью вращения для перемещения опорной платформы 24 вверх и вниз. Как показано на фиг. 62-64, механизм 102 содержит две вращающиеся основы 116 на противоположных концах опорной платформы 24, выполненные с возможностью синхронного вращения вокруг общей оси, и опорная платформа 24 выполнена с возможностью вращения относительно вращающихся основ 116. Вращающиеся основы 116 установлены с возможностью вращения на основной раме 19 и выполнены с возможностью вращения относительно основной рамы 19. Как показано на фиг. 63 и 64, при перемещении из положения для наращивания в положение для обслуживания, вращающиеся основы 116 вращаются вниз к нижнему уровню платформы 22 для наращивания с целью облегчения доступа, и опорная платформа 24 вращается относительно вращающихся основ 116, чтобы платформа 22 для наращивания была обращена вверх и/или в противоположную сторону от направляющей 14. Подобным образом, при перемещении из положения для обслуживания в положение для наращивания, вращающиеся основы 116 вращается вверх, чтобы повысить уровень платформы 22 для наращивания, и опорная платформа 24 вращается относительно вращающихся основ 116, чтобы платформа 22 для наращивания была обращена вниз и/или к направляющей 14 для использования при создании. В другом варианте осуществления опорная платформа 24 может поворачиваться вокруг центральной оси на вращающихся основах 116, а не вращается относительно вращающихся основ 116. Конфигурация на фиг. 62-64 обеспечивает возможность значительной регулировки высоты платформы 22 для наращивания в положении для обслуживания, а также обеспечивает больший зазор для зацепления автономного блока 90 с направляющей 14 (например, без опускания устройства 40 нанесения, как описано в настоящем документе).
[00173] На фиг. 34-37 и 62-64 проиллюстрированы платформа 22 для наращивания и опорная платформа 24, поворачивающиеся на 180° между положением для наращивания и положением для обслуживания, вследствие чего платформа 22 для наращивания обращена вниз в положении для наращивания и вверх в положении для обслуживания. В других вариантах осуществления платформа 22 для наращивания и опорная платформа 24 могут быть ориентированы иначе в положении для обслуживания, например, повернуты на 90° или 135° относительно положения для наращивания. Например, механизм 102 для перемещения платформы 22 для наращивания в одном варианте осуществления может быть выполнен с возможностью обеспечения нескольких положений для обслуживания с разными ориентациями, таких как первое положение для обслуживания, обращенное вниз (т. е. повернутое на 180° относительно положения 22 для наращивания, как показано на фиг. 37 и 62), второе положение для обслуживания, обращенное наружу в боковом направлении (т. е. повернутое на 90° относительно положения 22 для наращивания, как показано на фиг. 37 и 62), и/или третье положение для обслуживания в ориентации под другим углом (например, повернутое на 135° относительно положения 22 для наращивания, как показано на фиг. 37 и 62). В дальнейшем варианте осуществления механизм 102 для перемещения платформы 22 для наращивания может быть выполнен с возможностью обеспечения положения для обслуживания в любой желаемой ориентации, которая может быть выбрана пользователем, и механизмом 102 можно управлять вручную. Любое сочетание положений для обслуживания может быть предусмотрено конструкциями, описанными в настоящем документе, и другими вариантами осуществления механизмов 102 для перемещения платформы 22 для наращивания между положением для наращивания и положением для обслуживания.
[00174] В одном варианте осуществления, как показано на фиг. 36 и 37, система 10 и установка 12 могут быть использованы для создания нескольких объектов 11 одновременно, включая несколько объектов, которые отличаются друг от друга и имеют разные время наращивания, требования к наращиванию и/или значения высоты наращивания. Как описано в настоящем документе, установка 12 и механизм 30 наслаивания согласно различным вариантам осуществления способны создавать несколько объектов 11 одновременно, включая несколько объектов 11 на одной и той же платформе 22 для наращивания или несколько объектов 11 на разных платформах 22 для наращивания, поддерживаемых одним и тем же опорным узлом 20. В установке 12 по фиг. 31-46 могут быть наращены несколько объектов 11, когда платформа 22 для наращивания находится в положении для наращивания, как показано на фиг. 37. Когда необходима операция по обслуживанию одного или более объектов 11, платформу 22 для наращивания можно переместить в положение для обслуживания, как показано на фиг. 36, и можно выполнить операцию по обслуживанию. На фиг. 36 проиллюстрирована операция по обслуживанию в форме удаления одного из объектов 11, наращивание которого завершено, и следует понимать, что можно выполнить дополнительные операции по обслуживанию любых объектов 11, включая объекты 11, которые не удаляют на этой стадии. Когда операция по обслуживанию завершена, платформу 22 для наращивания можно вернуть в положение для наращивания, как показано на фиг. 37, где проиллюстрирована установка 12, продолжающая наращивание двух оставшихся незавершенных объектов 11. Это позволяет одновременно изготавливать разные объекты.
[00175] Направляющая 14 в варианте осуществления по фиг. 31-46 выполнена с возможностью «открывания», чтобы позволить механизму 30 наслаивания (такому как автономный блок 90) входить в зацепление и выходить из зацепления с направляющей 14 при необходимости. Можно считать, что направляющая 14 имеет один или оба открытых конца, где механизм 30 наслаивания может входить в зацепление и выходить из зацепления с направляющей 14. Как показано на фиг. 41A-42, в основной раме 19 предусмотрено отверстие 104, образованное между двумя вертикальными колоннами 105 на одном или обоих концах направляющей 14, чтобы позволить механизму 30 наслаивания зацепляться с направляющей посредством основной рамы 19. Отверстие 104 также присутствует между рельсами 15 направляющей 14. Рельсы 15 направляющей 14, показанные на фиг. 31-46, продолжаются наружу за пределы отверстия 104 и/или за пределы смежной части основной рамы 19 и имеют концы 106, скошенные на одной или более поверхностях для облегчения зацепления каретки 32 с направляющей 14. Каретка 32 содержит механизм 109 зацепления с направляющей, выполненный с возможностью зацепления направляющей 14 для обеспечения перемещения механизма 30 наслаивания вдоль направляющей 14. Механизм 109 зацепления с направляющей в варианте осуществления по фиг. 31-46 содержит канавки 107, выполненные с возможностью размещения в них концов 106 во время зацепления и с возможностью дополнительного размещения в них части соответствующего рельса 15, когда каретка 32 зацеплена с направляющей 14. Каждый рельс 15 в варианте осуществления по фиг. 31-46 содержит фланец или другую продолжающуюся наружу часть 108, размещенную в канавке 107, и механизм 109 зацепления с направляющей содержит колеса, валки, салазки, зубчатые элементы, звездочки или другие конструкции для зацепления, размещаемые в пределах канавок 107 и входящие в зацепление с рельсами 15 на нескольких поверхностях, включая нижнюю и/или внутренние стороны продолжающейся наружу части 108. Как показано на фиг. 41A-B, механизм 109 зацепления с направляющей в варианте осуществления по фиг. 31-46 содержит валки 119, которые входят в зацепление с верхней и внутренней поверхностями рельсов 15 и нижними сторонами продолжающихся наружу частей 108 для придания устойчивости каретке 32 относительно направляющей 14. Передвижение каретки 32 вдоль направляющей 14 обеспечивается механизмом 109 зацепления с направляющей, который содержит механизм передвижения, входящий в зацепление с направляющей 14, такой как колеса, зубчатые элементы, звездочки и т. д. В одном варианте осуществления механизм 30 наслаивания содержит круглый зубчатый элемент, который входит в зацепление с линейным зубчатым элементом на одном или каждом рельсе 15 для приведения каретки 32 в движение вдоль направляющей 14. В других вариантах осуществления передвижение каретки 32 вдоль направляющей 14 может обеспечиваться колесами 117, соединенными с двигательной установкой, или линейными индукционными электродвигателями, помимо других механизмов. Механизм 109 зацепления с направляющей в одном варианте осуществления также может содержать один или более электрических контактов (не показаны) для зацепления с токопроводящей шиной (токопроводящими шинами) 101 и получения электроэнергии от них. Механизм 30 наслаивания может получать энергию посредством других механизмов, включая внутренний источник энергии, временное разъемное соединение с источником питания и/или бесконтактный индуктивный источник питания. Другие механизмы 109 зацепления с направляющей могут использоваться в других вариантах осуществления, включая другие механизмы передвижения, и следует понимать, что направляющая 14 и механизм 109 зацепления с направляющей могут быть спроектированы таким образом, чтобы они дополняли друг друга.
[00176] Механизм 30 наслаивания на фиг. 31-46 выполнен в виде автономного блока 90, который может перемещаться независимо от направляющей 14 в некоторых случаях, как описано в настоящем документе применительно к фиг. 28. На фиг. 40-41B проиллюстрировано перемещение механизма 30 наслаивания независимо от направляющей 14 и зацепление механизма 30 наслаивания с направляющей 14. Как проиллюстрировано на фиг. 42, несколько механизмов 30 наслаивания могут одновременно использоваться на направляющей 14. Такие несколько механизмов 30 наслаивания могут быть выполнены с возможностью осуществления нескольких проходов в противоположных направлениях или с возможностью осуществления одного прохода. Например, механизм 30 наслаивания может входить в зацепление с одним концом направляющей 14, осуществлять один проход по области 13 наращивания и затем выходить из направляющей 14 на противоположном конце либо для перехода к следующей задаче (например, к другой установке), либо для повторного зацепления с направляющей 14 снова на первом конце. Предполагается, что непрерывный ряд механизмов 30 наслаивания может последовательно проходить по области 13 наращивания, при этом каждый механизм 30 наслаивания выполняет один проход и возвращается для повторного зацепления с направляющей 14, чтобы выполнить другой проход. В другом варианте осуществления установка 12 может использовать сочетание механизмов наслаивания, включающее автономные блоки 90, которые могут выйти из зацепления с направляющей 14, и неавтономные и/или постоянные механизмы 30 наслаивания, которые нельзя быстро отсоединить от направляющей 14.
[00177] Как описано выше, механизм 30 наслаивания можно перемещать отдельно и независимо от направляющей 14 в варианте осуществления по фиг. 31-46, где механизм 30 наслаивания предусмотрен в виде автономного блока 90. В этом варианте осуществления механизм 30 наслаивания использует механизм зацепления с землей для опоры и передвижения независимо от направляющей 14. Механизм зацепления с землей в варианте осуществления по фиг. 31-46 использует колеса 117 для передвижения независимо от направляющей 14, например, на поверхности, на которой находится установка 12. Механизм зацепления с землей на фиг. 31-46 также содержит стабилизаторы 118 спереди и сзади от колес 117 для придания устойчивости механизму 30 наслаивания и для препятствования переворачиванию при перемещении на колесах 117 вне направляющей 14. В этом варианте осуществления стабилизаторы 118 могут складываться, когда они не нужны, т. е. стабилизаторы 118 могут перемещаться между выдвинутым положением, показанным на фиг. 33 и 39, для использования при перемещении вне направляющей 14, и убранным положением, показанным на фиг. 31, 32 и 38, когда механизм 30 наслаивания зацеплен с направляющей 14. Стабилизаторы 118 могут содержать дополнительные колеса, колесики, салазки или другие конструкции для обеспечения зацепления с землей при движении. В других вариантах осуществления механизм 30 наслаивания может содержать другой механизм (другие механизмы) зацепления с землей, включая направляющие, подвижные ножки или другие подобные конструкции.
[00178] Механизм 30 наслаивания в варианте осуществления по фиг. 31-46 содержит механизм 120 вертикальной регулировки, выполненный с возможностью регулировки положения устройства 40 нанесения и/или других компонентов механизма 30 наслаивания в вертикальном направлении, т. е. параллельно направлению наращивания в проиллюстрированном варианте осуществления. Эта конфигурация отличается от конфигураций, проиллюстрированных на фиг. 8-11 и 15-18, где вертикальную регулировку осуществляли путем регулировки положения платформы 22 для наращивания. Механизм 30 наслаивания на фиг. 31-46 имеет нижнюю часть 121, которая зацеплена с направляющей 14 и/или землей, и верхнюю часть 122, которая опирается на нижнюю часть 121 и может перемещаться в вертикальном направлении относительно нижней части 121. Верхняя часть 122 содержит по меньшей мере устройство 40 нанесения, источник 34 текучего материала 36 и выпускные отверстия 54 в варианте осуществления по фиг. 31-46, вследствие чего по меньшей мере эти компоненты перемещаются в вертикальном направлении вместе с верхней частью 122. Механизм 120 вертикальной регулировки перемещает верхнюю часть 122 относительно нижней части 121. В варианте осуществления по фиг. 31-46 механизм 120 вертикальной регулировки содержит два подъемника 123 с противоположных сторон от механизма 30 наслаивания. Эти подъемники 123 могут содержать телескопическую конструкцию и могут получать энергию от разных механизмов, включая гидравлические или пневматические цилиндры, винтовые домкраты, звездочку/цепной привод, зубчатые элементы и т. д. В других вариантах осуществления платформа 22 для наращивания по фиг. 31-46 может быть дополнительно или в качестве альтернативы выполнена с возможностью вертикальной регулировки, как описано в настоящем документе. Например, платформа 22 для наращивания выполнена без возможности вертикальной регулировки в варианте осуществления по фиг. 31-46, но может быть выполнена с такой возможностью в других вариантах осуществления, в дополнение к вертикальной регулировке механизма 30 наслаивания или вместо нее. В одном варианте осуществления как платформа 22 для наращивания, так и механизм 30 наслаивания могут быть выполнены с возможностью вертикальной регулировки для дальнейшего увеличения потенциального вертикального размера объекта 11, подлежащего наращиванию. В этой конфигурации платформа 22 для наращивания может быть выполнена с возможностью вертикальной регулировки только тогда, когда диапазон вертикальной регулировки механизма 30 наслаивания является недостаточным для требований наращивания или наоборот.
[00179] Платформа 22 для наращивания может быть выполнена с возможностью перемещения, чтобы обеспечить создание более крупных объектов и/или большего количества объектов, чем позволял бы размер направляющей 14 в некоторых вариантах осуществления. Например, в одном варианте осуществления, показанном на фиг. 48A-B, платформа 22 для наращивания расположена на опорной платформе 24, которая содержит несколько платформ 22 для наращивания и может перемещаться для избирательного размещения разных платформ 22 для наращивания в области 13 наращивания для создания разных объектов 11. Как показано на фиг. 48A, опорная платформа 24 может поворачиваться для размещения первой платформы 22A для наращивания в пределах области 13 наращивания для создания первого объекта 11A и затем может поворачиваться для размещения одной из трех дополнительных платформ 22B-D для наращивания в области 13 наращивания для создания одного из трех других объектов 11B-D. Эта конфигурация позволяет одному механизму 30 наслаивания и/или одной направляющей 14 с несколькими механизмами 30 наслаивания последовательно создавать объекты 11 или части объектов. Это предоставляет преимущество, позволяющее создавать один объект 11A и затем сразу же начинать создание второго объекта 11B, не ожидая удаления готового объекта 11A с платформы 22A для наращивания, что может быть выполнено позже. Это также может предоставить преимущество, позволяющее одному или более механизмам 30 наслаивания последовательно создавать первую часть нескольких объектов 11 и затем переключать механизм (механизмы) 30 наслаивания на создание другой части объектов 11 (например, которая может быть изготовлена из другого материала), уменьшая количество изменений или переключений механизма (механизмов) 30 наслаивания, которое необходимо выполнить в процессе создания нескольких объектов.
[00180] В качестве другого примера, платформа 22 для наращивания может быть расположена на опорной платформе 24, способной перемещаться в одном или более направлениях, как показано на фиг. 49A-D. В варианте осуществления по фиг. 49A-B опорная платформа 22 способна перемещаться в поперечном направлении (т. е. в направлении y). В этом варианте осуществления механизм (механизмы) 30 наслаивания может (могут) совершать один или более проходов по области 13 наращивания для создания первого объекта или части объекта 11E, затем платформу 22 для наращивания и/или опорную платформу 24 можно сдвинуть в поперечном направлении, чтобы позволить создавать второй объект или часть объекта 11F. Следует понимать, что фиг. 49A-B показаны в направлении x, т. е. в направлении перемещения механизма 30 наслаивания. Поперечное перемещение, показанное на фиг. 49A-B, может позволять механизму (механизмам) 30 наслаивания работать для наращивания нескольких разных объектов 11 на одной и той же или разных платформах 22 для наращивания или для наращивания частей одного объекта 11, который шире области наращивания. В варианте осуществления по фиг. 49C-D платформа 22 для наращивания может перемещаться в горизонтальном направлении (т. е. в направлении x). В этом варианте осуществления механизм (механизмы) 30 наслаивания может (могут) быть неподвижным (неподвижными), и платформу 22 для наращивания и/или опорную платформу можно сдвигать в горизонтальном направлении для нанесения материала 36. Другими словами, относительное перемещение механизма (механизмов) 30 наслаивания и платформы 22 для наращивания осуществляется путем перемещения платформы 22 для наращивания, а не перемещения механизма (механизмов) наслаивания. Эта конфигурация может быть реализована на практике посредством подвижного механизма 30 наслаивания, описанного в настоящем документе, который удерживают в неподвижном состоянии для создания и который может быть соединен с «открытой» направляющей 14, описанной в настоящем документе, или в качестве альтернативы эта конфигурация может быть реализована на практике посредством постоянно неподвижного механизма 30 наслаивания. Следует понимать, что в вариантах осуществления по фиг. 49A-D вертикальную регулировку можно выполнять путем регулировки высоты устройства 40 нанесения, высоты платформы 22 для наращивания или их сочетания. В другом варианте осуществления перемещение платформы для наращивания по фиг. 49A-B может сочетаться с перемещением по фиг. 49C-D, предлагая дальнейшее увеличение потенциального размера области 13 наращивания.
[00181] В одном варианте осуществления установка 12 может содержать датчик 124 накопления материала, выполненный с возможностью обнаружения накопления материала (например, отвержденной смолы) на устройстве 40 нанесения. Например, как показано на фиг. 50, при использовании валка 42 материал 129, отвержденный облучающим устройством 50, может самопроизвольно адгезивно соединиться с валком 42. Этот адгезивно присоединившийся материал 129 может приводить к дальнейшему накоплению и оказывать отрицательное влияние на качество объекта 11. В варианте осуществления по фиг. 50 контактный элемент 125 может быть расположен таким образом, чтобы любой разрыв на поверхности валка 42 (например, материал 129) приводил к смещению контактного элемента 125, таким образом позволяя обнаруживать разрыв посредством датчика 126 смещения, выполненного с возможностью обнаружения смещения контактного элемента 125. Контактный элемент 125 в варианте осуществления по фиг. 50 показан в виде контактного валка, но в других вариантах осуществления могут применяться другие контактные элементы, такие как скользящий контакт, волокна и т. д. В других вариантах осуществления могут применяться другие неконтактные датчики 124 накопления, такие как оптические датчики, датчики проводимости/сопротивления или другие датчики. Датчик 124 накопления материала, описанный в настоящем документе, может быть встроен в механизм 30 наслаивания в одном варианте осуществления или может быть предоставлен отдельно от механизма 30 наслаивания в другом варианте осуществления.
[00182] В другом варианте осуществления механизм 30 наслаивания может быть оснащен выравнивающим устройством 127 для обеспечения лучшего управления толщиной материала 36, наносимого устройством 40 нанесения. На фиг. 51-52 проиллюстрирован один вариант осуществления установки с выравнивающим устройством 127, и на фиг. 53 проиллюстрирован другой такой вариант осуществления. В варианте осуществления по фиг. 51-52 механизм 30 наслаивания содержит устройство 40 нанесения в форме валка 42, который поворачивается для переноса текучего материала 36 из источника 34 на область 13 наращивания, облучающее устройство 50 для обеспечения затвердевания текучего материала 36 и выравнивающее устройство 127 в форме выравнивающего валка 128, находящееся между валком 42 и выпускным отверстием 54 облучающего устройства 50. В этом варианте осуществления валок 42 переносит текучий материал 36 на поверхность 130, на которую должен быть нанесен материал 36 (т. е. платформу 22 для наращивания или поверхность объекта 11), и выравнивающий валок 128 поворачивается в направлении, противоположном повороту валка 42, для переноса любого излишнего материала 36 обратно в источник 34. Перемещение каретки 32 заставляет облучающее устройство 50 обеспечивать затвердевание материал 36 после того, как материал 36 проходит выравнивающий валок 128, и интервал между выравнивающим валком 128 и поверхностью 130 приблизительно задает толщину нанесенного слоя 38. Как показано на фиг. 52, когда отсутствует поверхность 130 для нанесения материала 36, поворот выравнивающего валка 128 выталкивает весь материал 36 обратно в источник 34. Следует понимать, что повышенная сила адгезивного соединения между материалом 36 и поверхностью 130 может способствовать формированию объекта 11 посредством механизма 30 наслаивания, как показано на фиг. 51-52, поскольку между нанесенным материалом 36 и механизмом 30 наслаивания в точке пересечения волн 53 и материала 36 существует воздушный зазор. В этом варианте осуществления место 41 нанесения может находиться на расстоянии от места 51 облучения, и следует понимать, что выпускное отверстие 54 может быть направлено вперед, как описано в настоящем документе, чтобы перенести место 51 облучения ближе к месту 41 нанесения или на это место. Механизм 30 наслаивания дополнительно содержит второй валок 42 и выравнивающий валок 128 на противоположной стороне каретки 32 (т. е. на левой стороне на фиг. 51 и 52). Второй валок 42 не крутится при прохождении последним над местом 41 нанесения во избежание переноса излишнего материала 36 к поверхности 130. Когда каретка 32 перемещается в противоположном направлении (т. е. справа налево на фиг. 51-52), второй (передний) валок 42 поворачивается, а задний валок 42 неподвижен. Механизм 30 наслаивания на фиг. 51-52 таким образом может наносить материал 36, двигаясь в двух противоположных направлениях.
[00183] На фиг. 53 проиллюстрирован другой вариант осуществления механизма 30 наслаивания, который использует выравнивающее устройство 127 в форме двух выравнивающих валков 128. В этом варианте осуществления устройство 40 нанесения имеет форму валка 42, который переносит материал 36 к поверхности 130, и выравнивающий валок 128 на передней стороне поворачивается в направлении, противоположном направлению поворота валка 42, для удаления излишнего материала 36 с валка 42. Интервал между валком 42 и выравнивающим валком 128 приблизительно задает толщину нанесенного слоя 38. Механизм 30 наслаивания содержит второй выравнивающий валок 128 на противоположной стороне каретки 32 (т. е. левой стороне на фиг. 53), который выполняет функцию выравнивания, когда каретка 32 перемещается в противоположном направлении (т. е. справа налево на фиг. 53). Дополнительно задний выравнивающий валок 128 обеспечивает дополнительную функцию удаления незатвердевшего материала (например, неотвержденной смолы) с поверхности нанесенного слоя 38 после облучения. Следует понимать, что валок 42 будет поворачиваться в противоположном направлении, когда каретка перемещается в противоположном направлении. Механизм 30 наслаивания на фиг. 51-52 таким образом может наносить материал 36, двигаясь в двух противоположных направлениях. Механизм 30 наслаивания дополнительно содержит множество вытирающих устройств или ракелей 131, выполненных с возможностью вытирания излишнего материала 36 с различных поверхностей, включая поверхность валка 42, поверхности выравнивающих валков 128 и поверхность нанесенного слоя 38. Механизм 30 наслаивания также может содержать ракель с возможностью создания вакуума (не показан) или другое вакуумное устройство для удаления материала, как описано в настоящем документе, расположенное после последнего вытирающего устройства 131. Это вакуумное устройство может дополнительно содержать улавливающую емкость для хранения неиспользованного материала 36, удаленного вакуумным устройством, и следует понимать, что любые вакуумные устройства для удаления материала, описанные в настоящем документе (включая ракели 82 с возможностью создания вакуума), могут содержать такую улавливающую емкость.
[00184] Облучающее устройство 50 и связанные с ним конструкции для передачи и направления электромагнитных волн 53 могут быть выполнены с возможностью регулировки для обеспечения улучшенной производительности и/или универсальности механизму 30 наслаивания. Такая возможность регулировки может включать возможность регулировки выбора, компоновки, выходной мощности, наведения и/или других аспектов и свойств облучающего устройства 50 и связанных с ним конструкций (включая выпускные отверстия 54). На фиг. 54-61B проиллюстрированы различные варианты осуществления, предоставляющие такую возможность регулировки, и следует понимать, что аспекты вариантов осуществления по фиг. 54-61B могут быть использованы в сочетании друг с другом и с другими вариантами осуществления, описанными в настоящем документе, включая другие регулируемые конфигурации (и их применения), уже описанные в настоящем документе.
[00185] На фиг. 54 проиллюстрирован один вариант осуществления компоновки набора 55 выпускных отверстий 54 облучающего узла 60, который может обеспечить улучшенную разрешающую способность при создании деталей. Выпускные отверстия 54 в варианте осуществления по фиг. 54 расположены зигзагообразно относительно друг друга, вследствие чего каждое выпускное отверстие 54 в наборе 55 перекрывается в поперечном направлении (т. е. в направлении y) по меньшей мере одним другим выпускным отверстием 54. Как показано на фиг. 54, все выпускные отверстия 54, помимо выпускных отверстий 54 на противоположных концах, в наборе 55 перекрываются с обоих краев другими выпускными отверстиями 54. Эта компоновка позволяет более точно выбирать поперечные (в направлении y) границы места облучения, улучшая разрешающую способность облучающего узла 60. Зигзагообразное расположение выпускных отверстий 54 также позволяет разместить большее количество выпускных отверстий 54 в заданную поперечную ширину по сравнению с расположением в один ряд, таким образом улучшая общую выходную мощность набора 55.
[00186] На фиг. 55 проиллюстрирован вариант осуществления набора 55 выпускных отверстий 54 облучающего узла 60, выполненного с возможностью обеспечения регулировки положения в направлении y. В одном варианте осуществления эту регулировку положения можно осуществить, установив набор 55 на конструкцию, выполненную с возможностью поступательного/скользящего перемещения в одном варианте осуществления, при этом скользящее перемещение может запускаться поршнем, винтовым домкратом или другой конструкцией, выполненной с возможностью перемещения в одном измерении. В другом варианте осуществления эту регулировку положения можно осуществить, установив набор 55 на конструкцию, выполненную с возможностью углового/наклонного перемещения, которое может запускаться поршнем, винтовым домкратом или другой конструкцией, выполненной с возможностью поднимания и опускания одного или обоих поперечных концов набора 55. В дальнейшем варианте осуществления выпускные отверстия 54 можно регулировать по отдельности или отдельными группами или комплектами. Выпускные отверстия 54 дополнительно могут быть выполнены с возможностью быстрого возвратно-поступательного движения в направлении y, позволяя единственному выпускному отверстию 54 направлять волны 53 в область, которая увеличивается в направлении y. Эта регулировка в направлении y и/или возвратно-поступательное движение позволяют более точно выбирать поперечные (в направлении y) границы области облучения, улучшая разрешающую способность облучающего узла 60. Следует понимать, что в других вариантах осуществления набор 55 может включать в себя большее количество рядов и/или другие смещенные компоновки.
[00187] На фиг. 56 проиллюстрирован вариант осуществления набора 55 выпускных отверстий 54 облучающего узла 60, выполненного с возможностью обеспечения регулировки выходной мощности. Эту регулировку выходной мощности можно осуществлять путем изменения выходной мощности облучающего устройства 50. В одном варианте осуществления регулировка выходной мощности может быть выполнена с возможностью регулировки размера области 58 облучения каждого выпускного отверстия 54, тем самым позволяя более точно выбирать поперечные (в направлении y) границы области облучения, улучшая разрешающую способность облучающего узла 60. Как видно на фиг. 56, размер области 58 облучения можно увеличить или уменьшить (обозначено прерывистыми линиями) путем увеличения или уменьшения выходной мощности, соответственно. В другом варианте осуществления регулировка выходной мощности может быть приспособлена к свойствам текучего материала 36, поскольку некоторые материалы 36 могут требовать больших или меньших величин мощности для затвердевания. Следует понимать, что другие факторы, такие как скорость движения механизма 30 наслаивания, могут влиять на желаемую выходную мощность.
[00188] На фиг. 57 проиллюстрирован вариант осуществления набора 55 выпускных отверстий 54 облучающего узла 60, выполненного таким образом, что первая подгруппа 132 набора 55 выполнена с возможностью излучения волн 53, имеющих первое свойство, и вторая подгруппа 133 набора выполнена с возможностью излучения волн 53, имеющих второе свойство. В одном варианте осуществления первая и вторая подгруппы 132, 133 могут быть выполнены с возможностью излучения волн, имеющих разные уровни выходной мощности, обеспечивая существенно лучшую универсальность при создании. Например, первая подгруппа 132 может включать в себя меньшие выпускные отверстия 54 (например, оптические волокна 61 меньшего диаметра) со сравнительно меньшими уровнями выходной мощности, которые более плотно расположены, для обеспечения большей разрешающей способности в направлении y для критических размеров, и вторая подгруппа 132 может включать в себя большие выпускные отверстия 54 (например, оптические волокна 61 с большим диаметром) со сравнительно большими уровнями выходной энергии для обеспечения более быстрого затвердевания для заполнения основной части объекта. Разные выходные мощности могут быть достигнуты путем соединения выпускных отверстий 54 разных подгрупп 132, 133 с разными облучающими устройствами 50, соединения выпускных отверстий 54 разных подгрупп 132, 133 с одним облучающим устройством 50, способным изменять мощность, или посредством входных концов 62 второй подгруппы 133, принимающих волны 53, испускаемые большим количеством пикселей (при использовании DLP-проектора), благодаря их большему размеру. Сочетание выпускных отверстий 54 из разных подгрупп 132, 133 (включая перекрывающиеся в поперечном направлении выпускные отверстия 54) может использоваться для обеспечения дополнительной возможности изменения процесса, такой как дополнительная увеличенная мощность облучения и/или сочетание большей мощности для средних частей объекта 11 и большей разрешающей способности на краях объекта 11. В альтернативном варианте осуществления некоторые из этих преимуществ могут быть достигнуты путем использования подгрупп 132, 133 из оптических волокон 61 меньшего и большего диаметра, при этом отсутствует какая-либо разница выходной мощности между двумя подгруппами 132, 133. В другом варианте осуществления выпускные отверстия 54 первой и второй подгрупп 132, 133 могут быть соединены с другими облучающими устройствами, излучающими волны 53 другой длины, которые могут отверждать другие типы материалов 36, или для отверждения одного материала 36 с разными значениями скорости. Следует понимать, что большее число подгрупп 132, 133 с дополнительными разными свойствами может использоваться в других вариантах осуществления и что волны 53, испускаемые каждой подгруппой, могут иметь несколько свойств, отличающихся друг от друга.
[00189] На фиг. 61A и 61B проиллюстрирован вариант осуществления механизма 30 наслаивания, использующий несколько выпускных отверстий 54 или наборов 55A-C выпускных отверстий 54, которые можно выборочно переключать. В одном варианте осуществления несколько наборов 55A-C выпускных отверстий 54 могут быть установлены на установочной конструкции 135, которая может поворачиваться вокруг оси (например, установлены на карданном шарнире), вследствие чего наборы 55A-C можно выборочно нацеливать на место 51 облучения. Каждый набор 55A-C может быть выполнен по-своему. Например, наборы 55A-C могут быть выполнены с возможностью излучения волн 53, обладающих одним или более отличающимися свойствами, такими как значения длины волны, мощность или другие свойства, описанные в настоящем документе, или наборы 55A-C могут иметь выпускные отверстия 54 с другим размером или другой компоновкой для создания другой разрешающей способности. Эта конфигурация увеличивает универсальность процесса, поскольку один механизм 30 наслаивания может работать с разными материалами 36, которые требуют волны 53 с разными свойствами для затвердевания, и с разными проектами, которые требуют разные разрешающие способности, подобно конфигурации по фиг. 57. Следует понимать, что подгруппы 132, 133 на фиг. 57 в одном варианте осуществления могут быть установлены подвижным образом для выборочного нацеливания каждой подгруппы 132, 133 на место 51 облучения, например, путем поступательного перемещения и/или путем поворотного перемещения, как показано на фиг. 61A-B. В других вариантах осуществления механизм 30 наслаивания может содержать другое количество наборов 55A-C, и установочную конструкцию 135 можно перемещать другим образом для выбора наборов 55A-C.
[00190] На фиг. 58 проиллюстрирован один вариант осуществления конструкции для направления волн 53 таким образом, чтобы место 51 облучения находилось приблизительно на месте 41 нанесения в одном варианте осуществления, или таким образом, чтобы место 51 облучения было смещено относительно места 41 нанесения (находилось спереди или сзади места 41 нанесения в направлении движения) в другом варианте осуществления, как описано в настоящем документе и проиллюстрировано на фиг. 1, 3 и 4. В этом варианте осуществления нацеливание выпускных отверстий 54 может регулироваться в направлении x вперед и назад. Как проиллюстрировано на фиг. 58, в одном варианте осуществления выпускные отверстия 54 облучающего узла 60 могут быть выполнены с возможностью наклона, например, путем установки выпускных отверстий 54, используя конструкцию (например, фиксаторы 65), способную поворачиваться или вращаться в некотором диапазоне движения для перемещения места 51 облучения вперед или назад. Например, механизм 30 наслаивания может содержать установочную конструкцию для выпускных отверстий 54, установленную на карданном шарнире для обеспечения поворота вокруг одной оси. Следует понимать, что степень наклона, показанная на фиг. 58, может быть преувеличена по сравнению с фактической степенью наклона, необходимой для достижения этой цели во многих вариантах осуществления. В другом варианте осуществления облучающее устройство 50 может содержать несколько наборов выпускных отверстий 54, направленных под разными углами, при этом выборочное приведение в действие выпускных отверстий 54 позволяет перемещать место 51 облучения вперед или назад. В дальнейшем варианте осуществления выпускные отверстия 54 могут быть нацелены иначе путем поступательного перемещения в направлении x. Следует понимать, что степень смещения места 51 облучения может зависеть от свойств текучего материала 36 и скорости механизма 30 наслаивания, помимо других факторов. Смещение места 51 облучения может улучшить связывание текучего материала 36 с поверхностью 130 и/или отделение текучего материала 36 от валка 42. На валках 42, имеющих большие значения длины, сжатие материала 36 по мере его затвердевания может притягивать поверхность валка 42, если материал 36 надлежащим образом не отделен от валка 42, вызывая искажение размеров (например, искривление наружу) поверхности валка 42. Следовательно, смещение места 51 облучения может быть особенно преимущественным для таких конфигураций.
[00191] На фиг. 59 и 60 проиллюстрирован вариант осуществления механизма 30 наслаивания с облучающим узлом 60, способным направлять волны 53 со смещением относительно места 41 нанесения. В варианте осуществления по фиг. 59 и 60, нацеливание выпускных отверстий 54 регулируют в направлении движения механизма наслаивания по мере того, как устройство 40 нанесения проходит через место 41 нанесения, для фокусировки волн 53 на определенной точке 134 в пределах области 22 наращивания по мере того, как устройство 40 нанесения проходит через определенную точку 134, для увеличения времени облучения определенной точки 134. Как проиллюстрировано на фиг. 59, облучающий узел 60 выполнен с возможностью непрерывной регулировки нацеливания выпускных отверстий 54 назад относительно направления движения, вследствие чего нацеливание выпускных отверстий 54 отслеживает определенную точку 134 и продолжает фокусироваться на определенной точке 134 после того, как устройство 40 нанесения (т. е. вершина валка 42 в этом варианте осуществления) пройдет определенную точку 134. Как проиллюстрировано на фиг. 60, облучающий узел 60 выполнен с возможностью непрерывной регулировки и повторной регулировки нацеливания выпускных отверстий 54 вперед относительно направления движения, вследствие чего нацеливание выпускных отверстий 54 отслеживает определенную точку 134 перед устройством 40 нанесения и продолжает фокусироваться на определенной точке до тех пор, пока устройство 40 нанесения (т. е. вершина валка 42 в этом варианте осуществления) не достигнет определенной точки 134. Это образует моменты постоянного облучения в определенной точке 134, и следует понимать, что углы начала/завершения нацеливания могут быть основаны на таких факторах, как скорость наращивания и свойства материала 36. Следует понимать, что варианты осуществления на фиг. 59 и 60 можно сочетать таким образом, чтобы нацеливание выпускных отверстий 54 отслеживало определенную точку 134 как до, так и после прибытия устройства 40 нанесения в определенную точку 134.
[00192] В дальнейшем варианте осуществления установка 12, описанная в настоящем документе, может быть заключена в герметичную камеру, которая может быть выполнена с возможностью регулировки температуры, регулировки давления, регулировки влажности и/или заполнена определенным газом (включая смеси газов). Регулировка температуры, давления и влажности может быть способна повлиять на скорость наращивания и, таким образом, улучшить эффективность. Дополнительно установка 12 имеет возможность наращивания полых, герметично закрытых объектов 11, и, таким образом, выбор окружающего газа может позволить создание полого, герметично закрытого объекта 11, заполненного конкретным газом. Например, такой объект 11, заполненный инертным газом, может применяться, например, в аэрокосмической отрасли.
[00193] На фиг. 67-70 проиллюстрирован другой вариант осуществления узла 79 снабжения, содержащего источник 34 текучего материала 36 в форме ванны, который может применяться в сочетании с любыми вариантами осуществления, описанными в настоящем документе. Конфигурация по фиг. 67-70 использует уплотнения 95 и сливную систему 140 для минимизации потерь материала 36 и препятствования утечкам материала 36 в нежелательные местоположения. Как показано на фиг. 67-70, узел 79 снабжения имеет внутренние опорные стенки 97 и внешние опорные стенки 98, при этом внутренние опорные стенки 97 параллельны внешним опорным стенкам 98 и находятся внутри относительно них. Внутренние опорные стенки 97 в этой конфигурации определяют границы ванны 34 снабжения текучим материалом 36, предназначенным для использования при создании изделий. Внутренние и внешние опорные стенки 97, 98 имеют круглые отверстия 99, и валок 42 продолжается через отверстия 99 во внутренних и внешних опорных стенках 97, 98 для поддержки валка 42. Следует понимать, что любые компоненты, содержащиеся внутри валка 42, также могут продолжаться через опорные стенки 97, 98. Внутренние опорные стенки 97 содержат уплотнения 95 вокруг валка 42 на внутреннем и внешнем концах отверстия 99, которые имеют форму кольцевых уплотнений 95 на фиг. 67-70. Таким образом, внутренние опорные стенки 97 можно считать уплотнительными стенками в варианте осуществления по фиг. 67-70. В одном варианте осуществления уплотнения 95 контактируют с валком 42 и поворачиваются вместе с валком 42, и валок 42 может содержать канавки для формирования посадочных мест для уплотнений 95 для препятствования перемещению уплотнений 95. В других вариантах осуществления уплотнения 95 могут иметь форму муфты, расположенной вокруг валка 42, или гребня, продолжающегося наружу от внешней поверхности валка 42, помимо других конфигураций. В другом варианте осуществления для минимизации утечек могут использоваться чрезвычайно малые допуски. Внешние опорные стенки 98 содержат подшипники 96 вокруг валка 42 на внутреннем и внешнем концах отверстия 99, вследствие чего внешние опорные стенки 98 и подшипники 96 поддерживают валок 42 для его поворота. Уплотнения 95 выполнены с возможностью образования минимального трения с внутренними опорными стенками 97 по мере поворота уплотнений 95 смежно внутренним и внешним поверхностям внутренних опорных стенок 97 для предотвращения затвердевания текучего материала 36, вызванного трением, которое может происходить при некоторых обстоятельствах. Следует понимать, что для минимизации трения в одном варианте осуществления может происходить медленная, контролируемая утечка текучего материала 36 сквозь уплотнения 95. Сливная система 140 выполнена с возможностью удаления любого материала 36, проникающего через уплотнения 95 и внутренние опорные стенки 97, во избежание контакта текучего материала 36 с подшипниками 96. Утечка материала 36 сквозь уплотнения 95 может быть достаточно небольшой, чтобы сливная система 140 могла удалять любой вытекший материал 36 из пространств 143 перед тем, как материал 36 соприкоснется с подшипниками 96. Эта конфигурация может также применяться с текучими материалами, содержащими аэрозольный материал или наполнитель, рассеянный в них.
[00194] Сливная система 140 содержит сливные отверстия 141, расположенные в стенках (например, в нижней стенке 142) ванны в пространствах 143, образованных между внутренней и внешней опорными стенками 97, 98, а также может содержать резервуар или сливной поддон, в который текучий материал 36 может стекать из сливных отверстий 141. В одном варианте осуществления, показанном на фиг. 68, сливные отверстия 141 находятся в сообщении с резервуаром или емкостью 144 для текучего материала 36, расположенными под нижней стенкой 142, например, посредством контуров. Резервуар 144 схематически показан на фиг. 68 и выполнен с возможностью подачи текучего материала 36 в ванну 34 снабжения, например, путем использования перекачивающего механизма 146. В одном варианте осуществления резервуар 144 может представлять собой основной источник или накопительную емкость для текучего материала 36, которая содержит гораздо больше текучего материала 36, чем ванна 34 снабжения, для обеспечения продолжительной работы без остановок для пополнения ванны 34 снабжения. Любой материал 36, проходящий через внутреннюю опорную стенку 97, например, через уплотнения 95, будет течь в сливные отверстия 141 и в резервуар 144, и таким образом предотвращается его проникновение или даже контакт с подшипниками 96 на внешней опорной стенке 98. Дополнительно нижняя стенка 142 на фиг. 67-70 содержит отверстие 145 смежно внутренней опорной стенки 97 на крайнем нижнем конце нижней стенки 142, что может позволить материалу 36 в резервуаре 144 возвращаться в источник 34 для использования. Отверстие 145 также может использоваться для слива ванны 34 снабжения, и нижняя стенка 142 ванны 34 снабжения наклонена вниз от левого конца к правому концу в ориентации, показанной на фиг. 67-70, для облегчения процесса слива. Резервуар 144 также может быть съемный с целью его опустошения и/или замены новым резервуаром. Уплотнения 95 также могут быть заменены в случае их повреждения или покрытия отвержденным материалом 36.
[00195] Следует понимать, что узел 79 снабжения, и источник 34, и связанные с ними компоненты, показанные на фиг. 67-70, могут быть включены в такой же или подобной конфигурации в некоторых вариантах осуществления, описанных в настоящем документе (например, на фиг. 1, 3-4, 7-11, 15-18, 43-47 и т. д.), и что модифицированная версия узла 79 снабжения, источника 34 и/или их компонентов может быть включена в некоторые другие варианты осуществления, описанные в настоящем документе. Например, уплотнения 95 и сливная система 140 могут быть включены в некоторой форме в любой вариант осуществления, содержащий один или более валков 42, погруженных или частично погруженных в источник 34 текучего материала 36, включая варианты осуществления по фиг. 71-81, описанные ниже.
[00196] На фиг. 71-75 проиллюстрированы дополнительные варианты осуществления установки 12 изготовления, которая может применяться с системой 10 и способом, описанными в настоящем документе, и которая может включать в себя любые компоненты системы 10 и способа согласно любым вариантам осуществления, описанным в настоящем документе. Например, установка 12 согласно вариантам осуществления по фиг. 71-75 может быть соединена с компьютерным контроллером 100, находящимся в связи с одним или более компонентами установки 12 и выполненным с возможностью управления работой установки 12 и/или ее компонентов для изготовления объекта 11. Варианты осуществления по фиг. 71-75 содержат механизмы 30 наслаивания, которые отличаются от вариантов осуществления по фиг. 1-66, включая источник 34 текучего материала 36, устройство 40 нанесения, облучающий узел 60 и другие компоненты, конфигурация которых отличается от конфигурации в других вариантах осуществления, описанных в настоящем документе. Источник 34, устройство 40 нанесения, облучающий узел 60 и другие компоненты механизмов 30 наслаивания, проиллюстрированные на фиг. 71-75, могут использоваться совместно с другими компонентами и признаками других вариантов осуществления, описанных в настоящем документе. Источник 34, устройство 40 нанесения, облучающий узел 60 и другие связанные с ними конструкции в вариантах осуществления по фиг. 71-75 могут быть включены в механизм 30 наслаивания и установку 12, показанные на фиг. 8-13, 15-18 или 31-46. Например, источник 34, устройство 40 нанесения и другие связанные с ними конструкции в вариантах осуществления по фиг. 71-75 могут быть установлены на каретке 32 и/или соединены с другими компонентами облучающего узла 60 согласно одному или более вариантам осуществления, показанным и описанным в настоящем документе, для формирования механизма 30 наслаивания, и такой механизм 30 наслаивания может использоваться совместно с направляющей 14 и/или опорным узлом 20 согласно одному или более вариантам осуществления, показанным и описанным в настоящем документе. Следует понимать, что установки 12 на фиг. 71-75 могут быть предусмотрены с любыми компонентами, признаками и функциональностью, описанными в настоящем документе применительно к другим вариантам осуществления, включая, в частности, но без ограничения, компоненты, признаки и конфигурации облучающего узла 60 и облучающего устройства 50, каретки 32, различных модульных компонентов и т. д. Компоненты, которые уже были описаны со ссылкой на один или более вариантов осуществления в настоящем документе, могут не быть описаны повторно применительно к фиг. 71-75 в целях краткости, и идентичные ссылочные номера могут быть использованы для обозначения ранее описанных компонентов.
[00197] Механизмы 30 наслаивания, показанные на фиг. 71-75, дополнительно могут быть выполнены в виде части автономного блока 90 согласно одному или более вариантам осуществления, показанным и описанным в настоящем документе, и могут содержать на плате процессор 2604, память 2612 и/или другие компьютерные компоненты, необходимые для исполнения исполняемых компьютером команд для автоматизации автономного блока 90 и/или осуществления связи с компьютерным контроллером 100. Механизмы 30 наслаивания на фиг. 71-74 могут быть встроены в автономный блок 90, как показано на фиг. 31-47 с некоторыми модификациями, и на фиг. 76-81 проиллюстрирован пример автономного блока 90 и связанной с ним системы 10, выполненных с возможностью использования механизма 30 наслаивания по фиг. 75, как описано ниже.
[00198] Механизм 30 наслаивания на фиг. 71 использует первое или первоначальное место 150 облучения, которое по меньшей мере частично формирует слой 38 перед тем, как материал 36 достигнет места 41 нанесения, вследствие чего место 51 облучения, находящееся на месте 41 нанесения или рядом с ним, становится вспомогательным местом 51 облучения для связывания слоя 38 с объектом 11. В одном варианте осуществления вспомогательное место 51 облучения может представлять собой место завершающего облучения. Следует понимать, что дополнительные операции облучения можно осуществлять после вспомогательного места 51 облучения, например, вспомогательным облучающим устройством 80, как показано на фиг. 7, и/или между первоначальным местом 150 облучения и вспомогательным местом 51 облучения в других вариантах осуществления. Первоначальное место 150 облучения и вспомогательное место 51 облучения могут называться «первым» и «вторым» местами облучения, при этом следует понимать, что слова «первый» и «второй» не подразумевают какого-либо порядка, если явным образом не указано иначе. Например, слова «первый» и «второй» не подразумевают, что «первое» действие предшествует «второму» действию, и «первый» не подразумевает, что ни одно другое действие не предшествует «первому» действию, если явным образом не указано иначе. Термины «первоначальный» и «завершающий» используются для обозначения того, что действия (например, операции облучения) являются первым или последним в последовательности. В вариантах осуществления по фиг. 71-75 первоначальное место 150 облучения находится в пределах текучего материала 36 (т. е. погружено в него), и механизм наслаивания может использовать ограничитель толщины совместно с первоначальным местом 150 облучения, вследствие чего между ограничителем толщины и поверхностью валка 42 есть некоторое пространство, и первоначальное место 150 облучения находится в пределах этого пространства. Пространство между валком 42 и ограничителем толщины определяет толщину слоя 38 в одном варианте осуществления. Механизм 30 наслаивания на фиг. 71 содержит ограничитель толщины в форме вспомогательного валка 151, расположенного на расстоянии от валка 42, вследствие чего пространство между валком 42 и вспомогательным валком 151 определяет толщину слоя 38, сформированного в первоначальном месте 150 облучения. Валок 42 может считаться основным валком или валком для основного наращивания, и вспомогательный валок может считаться валком для промежуточного наращивания в этой конфигурации. Установка 12 может содержать механизм для регулировки интервала между валками 42, 151, чтобы изменять толщину слоя 38, который может представлять собой ручной или автоматизированный механизм, как описано в настоящем документе. Вспомогательный валок 151 проиллюстрирован на фиг. 71 полностью погруженным, при этом первоначальное место 150 облучения находится в пределах текучего материала 36, т. е. ниже поверхности текучего материала 36. В другом варианте осуществления вспомогательный валок 151 может быть частично погружен, вследствие чего первоначальное место 150 облучения по-прежнему находится ниже поверхности текучего материала 36. В дальнейшем варианте осуществления первоначальное место 150 облучения может находиться на поверхности текучего материала 36 или над ней. В этой конфигурации может использоваться или не использоваться ограничитель толщины (например, вспомогательный валок 151, частично или полностью расположенный над поверхностью текучего материала 36).
[00199] В одном варианте осуществления вспомогательный валок 151 может быть изготовлен из силиконового каучука или политетрафторэтилена (PTFE), который обычно имеет слабую адгезию к большинству фотоотверждаемых смол. Также могут использоваться другие материалы со слабой адгезией к затвердевшему слою 38. В одном варианте осуществления материал вспомогательного валка 151 может быть выбран таким образом, чтобы он адгезивно не соединялся со слоем 38 при его затвердевании. В варианте осуществления по фиг. 71 вспомогательный валок 151 может быть непрозрачным, поскольку волнам 53 не нужно проникать сквозь поверхность вспомогательного валка 151. В действительности может быть желательно, чтобы волны 53 не проникали сквозь вспомогательный валок 151, чтобы предотвратить непреднамеренное затвердевание материала 36. В одном варианте осуществления вспомогательный валок 151 может иметь отражающие свойства (например, зеркальную поверхность), приспособленные для отражения волн 53 обратно в первоначальное место 150 облучения, что может позволить использовать меньшую мощность для облучающего устройства 50, поскольку отраженные волны 53 будут увеличивать облучение текучего материала 36. Вспомогательный валок 151 может быть выполнен с возможностью поворота, вследствие чего поверхность вспомогательного валка 151 перемещается в том же общем направлении и с той же скоростью, что и смежная поверхность валка 42. Вспомогательный валок 151 может получать энергию для такого поворота в одном варианте осуществления или может свободно поворачиваться в другом варианте осуществления. Один или более дополнительных вспомогательных валков 152 могут использоваться в других вариантах осуществления (показаны прерывистыми линиями на фиг. 71), и дополнительный вспомогательный валок (дополнительные вспомогательные валки) 152 может (могут) использоваться для удержания слоя 38 на месте и/или для обеспечения дополнительного места облучения. Вспомогательный валок 151 и первоначальное место 150 облучения показаны на фиг. 71 расположенными внизу валка 42, напротив места 41 нанесения, но это положение может быть изменено в других вариантах осуществления. Например, размещение вспомогательного валка 151 сбоку от валка 42 может уменьшить необходимую глубину ванны 34 снабжения.
[00200] Механизм 30 наслаивания в других вариантах осуществления может содержать другой тип ограничителя толщины или может вовсе не содержать ограничитель толщины. Например, на фиг. 71C проиллюстрирован вариант осуществления механизма 30 наслаивания с поверхностью 172 (или ее частью), погруженной в текучий материал 36 и расположенной на расстоянии от валка 42 для формирования ограничителя толщины. В этой конфигурации первоначальное место 150 облучения находится в пространстве между поверхностью 172 и валком 42. Поверхность 172 может быть сформирована из материалов со слабыми адгезионными свойствами применительно к текучему материалу 36, низким трением и/или с отражающими свойствами, как описано в настоящем документе. В одном варианте осуществления поверхность 172 может представлять собой неподвижную поверхность и в другом варианте осуществления поверхность 172 может представлять собой подвижную поверхность, такую как конвейерная лента, проходящая в виде замкнутого контура вокруг одного или более шкивов. Поверхность 172 изображена плоской на фиг. 172, но эта поверхность 172 может быть выпуклой, вогнутой или иметь другой контур в других вариантах осуществления. В качестве другого примера на фиг. 71D проиллюстрирован вариант осуществления механизма 30 наслаивания без ограничителя толщины. В этом варианте осуществления мощность облучающего устройства 50 тщательно регулируют в зависимости от прозрачности валка 42 и свойств текучего материала 36, вследствие чего волны 53 проникают только на заданное расстояние вглубь текучего материала 36, тем самым формируя слой 38 с желаемой толщиной. Глубина отверждения фотоотверждаемой смолы, например, является функцией от мощности электромагнитных волн 53 и длительности облучения, и контроллер 100 может содержать алгоритмы для достижения желаемой глубины отверждения на основании этих факторов. Точнее, глубина отверждения фотоотверждаемой смолы зависит от функции P*t/A, где P представляет собой мощность, A представляет собой площадь облучения, и t представляет собой время.
[00201] В вариантах осуществления по фиг. 71A и 75A механизм 30 наслаивания может содержать один или более элементов 170 для регулировки температуры, выполненных с возможностью управления температурой текучего материала 36 в ванне 34 снабжения. Например, некоторые смолы могут функционировать лучше при температурах выше температуры окружающей среды, и механизм 30 наслаивания может содержать один или более нагревательных элементов для повышения температуры текучего материала 36 до более оптимальной температуры. В качестве другого примера, затвердевание текучего материала 36, например, путем отверждения, может образовывать тепло, которое будет повышать температуру текучего материала 36 до нежелательного уровня, в частности, когда первоначальное место 150 облучения погружено в текучий материал 36. В этом примере механизм 30 наслаивания может содержать один или более охлаждающих элементов для ограничения роста температуры текучего материала 36 и/или для охлаждения текучего материала 36 до более оптимальной температуры. Элемент (элементы) 170 для регулировки температуры может (могут) быть размещен (размещены) в различных местоположениях, например, в пределах ванны 34 снабжения, в пределах стенок ванны 34 снабжения или смежно ним или в пределах валка 42 и/или вспомогательного валка 151. Примером такого элемента 170 для регулировки температуры является контур с циркулирующей нагревающей или охлаждающей текучей средой, которая может подаваться из внешнего источника 171 нагревающей и/или охлаждающей текучей среды, но в других вариантах осуществления могут использоваться другие элементы 170 для регулировки температуры. Например, в одном варианте осуществления валок 42 и/или вспомогательный валок 151 могут содержать один или более контуров для текучей среды, продолжающихся по существу по всей длине валков 42, 151. Один и тот же контур (одни и те же контуры) может (могут) использоваться для выборочной циркуляции нагревающей или охлаждающей текучей среды при необходимости. В одном варианте осуществления механизм 30 наслаивания может дополнительно содержать отдельные элементы 170 для регулировки температуры, выполненные с возможностью нагревания и охлаждения. В одном варианте осуществления элемент (элементы) 170 для регулировки температуры может (могут) первоначально использоваться для повышения температуры текучего материала 36 до подходящей или оптимальной температуры для создания изделия 11, но после накапливания тепла от длительного затвердевания/отверждения элемент (элементы) для регулировки температуры может (могут) использоваться для снижения температуры текучего материала 36 и/или ограничения роста температуры для поддержания подходящей или оптимальной температуры. Контроллер 100 может содержать логическую схему для управления температурой механизма 30 наслаивания и/или его частей путем управления одним или более такими элементами 170 для регулировки температуры с целью осуществления функции нагревания или охлаждения.
[00202] Облучающий узел 60 на фиг. 71 содержит два облучающих устройства 50, каждое из которых содержит свое собственное выпускное отверстие 54, вследствие чего одно облучающее устройство 50 излучает волны 53 в направлении первоначального места 150 облучения и другое облучающее устройство 50 излучает волны 53 в направлении вспомогательного места 51 облучения на месте 41 нанесения. В одном варианте осуществления облучающий узел 60 содержит два набора 55 выпускных отверстий 54, описанных в настоящем документе, каждый из которых может быть предоставлен посредством облучающего устройства 50 в форме набора 55 светодиодов 59, направленных на место 51, 150 облучения, или набора 55 оптических волокон 61, соединенных с облучающим устройством 50 в форме DLP-проектора или набора светодиодов 59. Облучающий узел 60 может дополнительно содержать фокусирующие механизмы 66 для фокусировки волн 53 между выпускными отверстиями 54 и местом 51, 150 облучения, как также описано в настоящем документе. Например, фокусирующие механизмы 66 могут содержать набор 64 микролинз или набор других линз, как описано в настоящем документе. Облучающие устройства 50 могут быть выполнены с возможностью обеспечения выборочного затвердевания частей текучего материала 36, как описано в настоящем документе, чтобы создавать каждый слой 38, например, путем выборочного приведения в действие определенных выпускных отверстий 54 и посредством других методик. В одном варианте осуществления облучающее устройство 50 для первоначального места 150 облучения может быть выполнено с возможностью выборочного приведения в действие выпускных отверстий 54 для обеспечения затвердевания тех же частей слоя 38, что и в случае облучающего устройства 50 для вспомогательного места 51 облучения. В дальнейшем варианте осуществления (не показан) некоторая часть или все выпускное отверстие (некоторые или все выпускные отверстия) 54 для первоначального места 150 облучения может находиться внутри вспомогательного валка 151, вследствие чего вспомогательный валок 151 имеет конструкцию, подобную валку 42, показанному и описанному в настоящем документе, например, как показано на фиг. 8-11, 15-18 и 43-47. Следует понимать, что облучающий узел 60 может быть выполнен с возможностью перемещения мест 51, 150 облучения вперед или назад по необходимости, как описано в настоящем документе. Дополнительно в одном варианте осуществления фокусирующий механизм 66 для первоначального места 150 облучения может иметь фокусное расстояние, настроенное таким образом, что волны 53 сфокусированы на поверхности валка 42, и фокусирующий механизм 66 для вспомогательного места 51 облучения может иметь фокусное расстояние, настроенное таким образом, что волны 53 сфокусированы на внешней поверхности слоя 38 и/или на поверхности объекта 11, на который наносят/с которым связывают слой 38.
[00203] В других вариантах осуществления установка 12 и механизм 30 наслаивания по фиг. 71 могут быть предусмотрены в подобной или идентичной конфигурации, при этом облучающий узел 60 имеет другую конфигурацию. На фиг. 72-74 проиллюстрированы такие подобные или идентичные установки 12 и механизмы 30 наслаивания с разными облучающими узлами 60, и следует понимать, что варианты осуществления по фиг. 72-74 могут содержать любые компоненты и признаки, описанные в настоящем документе применительно к фиг. 71. Как и в других вариантах осуществления, описанных в настоящем документе, облучающее устройство (облучающие устройства) 50 схематически изображено (изображены) находящимся (находящимися) внутри валка 42 на фиг. 71-74, но во многих конфигурациях облучающее устройство (облучающие устройства) находится (находятся) за пределами валка 42, при этом выпускное отверстие (выпускные отверстия) 54 находится (находятся) внутри валка 42. В варианте осуществления по фиг. 72 облучающий узел 60 содержит единственное облучающее устройство 50, содержащее два выпускных отверстия 54 или набора 55 выпускных отверстий 54, направленных на два места 51, 150 облучения. Например, облучающий узел 60 может содержать единственное облучающее устройство 50 в форме набора светодиодов 59 или DLP-проектора, при этом оптические волокна 61 скомпонованы и направлены таким образом, чтобы формировать два набора 55 выпускных отверстий 54 внутри валка 42. В варианте осуществления по фиг. 73 облучающий узел 60 содержит единственное облучающее устройство 50 с единственным выпускным отверстием 54 или единственным набором 55 выпускных отверстий 54, где выпускные отверстия 54 можно перемещать, чтобы направлять волны 53 в желаемое место 51, 150 облучения. Например, выпускные отверстия 54 (например, выходные концы 63 оптических волокон 61 или светодиодов 59) могут быть установлены на карданном шарнире или другой поворотной конструкции и могут использовать переменное стробирование для достижения этой функциональности. В варианте осуществления по фиг. 74 облучающий узел 60 содержит единственное облучающее устройство 50 с единственным выпускным отверстием 54 или единственным набором 55 выпускных отверстий 54 и содержит фокусирующий механизм 66, выполненный с возможностью направления волн 53 в любое из мест 51, 150 облучения, при необходимости. Например, фокусирующий механизм 66 может содержать одно или более подвижных зеркал, выполненных с возможностью отражения и/или направления волн 53 к желаемому месту 51, 150 облучения, которые можно перемещать благодаря их установке на карданном шарнире или другой поворотной конструкции и которые могут использовать переменное стробирование для достижения этой функциональности. Следует понимать, что другие конфигурации облучающих узлов 60 могут быть использованы в сочетании с вариантами осуществления по фиг. 71-74, включая любую конфигурацию, описанную в настоящем документе применительно к другому варианту осуществления.
[00204] Механизм 30 наслаивания на фиг. 71 обеспечивает по меньшей мере частичное или полное затвердевание слоя 38 в первоначальном месте 150 облучения, под поверхностью текучего материала 36, на желаемой толщине. Затем валок 42 переносит слой 38 вверх на место 41 нанесения, и после этого слой наносят на объект 11/связывают с ним и (при необходимости) дополнительно обеспечивают его затвердевание во вспомогательном месте 51 облучения. Следует понимать, что установка 12 может дополнительно содержать одно или более дополнительных вспомогательных облучающих устройств 80, как на фиг. 7, для дальнейшего затвердевания слоя 38. В одном варианте осуществления механизм 30 наслаивания может быть выполнен с возможностью способствования правильной адгезии слоя 38 в надлежащее время. Например, вспомогательный валок 151 может иметь внешнюю поверхность, которая обладает меньшим адгезионным свойством применительно к материалу, формирующему слой 38, чем внешняя поверхность 43 валка 42, для способствования адгезивного соединения слоя 38 с валком 42 для переноса на место 41 нанесения вместо адгезивного соединения со вспомогательным валком 151. Подобным образом, внешняя поверхность 43 валка 42 может обладать меньшим адгезионным свойством применительно к материалу, формирующему слой 38, чем поверхность объекта 11, для способствования адгезивному соединению слоя 38 с объектом 11 и/или платформой 22 для наращивания вместо адгезивного соединения с валком 42. Установка 12 на фиг. 71 также содержит удаляющее устройство 155 для удаления излишнего неотвержденного текучего материала 36, которое имеет форму пневматического вытирающего устройства на фиг. 71, но в качестве дополнения или альтернативы может содержать ракель или другое механическое удаляющее устройство в других вариантах осуществления. Удаляющее устройство 155 выполнено с возможностью удаления большей части, но не всего текучего материала 36 со слоя 38, оставляя небольшое количество незатвердевшего материала 36 на слое 38 для адгезивного соединения слоя 38 с объектом 11. Характеристики удаляющего устройства 155, например, угол и мощность пневматического вытирающего устройства, могут быть настроены таким образом, чтобы обеспечить надлежащее удаление текучего материала 36, не повреждая или не отделяя слой 38 от поверхности (поверхностей), с которой (которыми) он адгезивно соединен. Удаляющее устройство 155 дополнительно может быть выполнено с возможностью направления удаленного материала 36 обратно в источник 34 для уменьшения отходов. Следует понимать, что могут использоваться дополнительные удаляющие устройства 155, в том числе в определенных местоположениях для удаления текучего материала 36 после адгезивного соединения слоя 38 с объектом 11.
[00205] Установка 12 в варианте осуществления по фиг. 71 содержит датчики для подтверждения правильной работы механизма 30 наслаивания, такие как датчики 153 проверки наращивания и датчики 154 проверки переноса. Датчик 153 проверки наращивания расположен таким образом, чтобы сканировать поверхность валка 42 между первоначальным местом 150 облучения и вспомогательным местом 51 облучения для подтверждения того, что слой 38 образован и адгезивно соединен с валком 42. Датчик 154 проверки переноса расположен таким образом, чтобы сканировать поверхность валка 42 после прохождения через вспомогательное место 51 облучения для подтверждения того, что слой 38 отделен от валка 42 и адгезивно соединен с объектом 11. Оба датчика 153, 154 проверки наращивания и переноса могут представлять собой набор фотодатчиков или другой датчик (другие датчики), способный (способные) обнаруживать присутствие слоя 38. Если любой из датчиков 153, 154 обнаруживает, что соответствующие действия не были выполнены надлежащим образом, например, датчик 153 проверки наращивания не обнаруживает слой 38, или датчик 154 проверки переноса не обнаруживает присутствие слоя 38, создание можно остановить, чтобы решить проблему и предотвратить дефект изготовления, который может быть обнаружен намного позже. Использование датчиков 153, 154 проверки помогает обеспечить надежное и точное создание объекта 11.
[00206] На фиг. 71B проиллюстрирован другой вариант осуществления механизма 30 наслаивания, содержащего удаляющее устройство 155, которое содержит один или более чистящих валков 173, выполненных с возможностью контакта с поверхностью слоя 38 напротив валка 42 и счистки излишнего текучего материала 36 со слоя 38. На фиг. 71B удаляющее устройство 155 содержит два чистящих валка 173, расположенных с противоположных сторон от места 41 нанесения и места 51 облучения, вследствие чего один из чистящих валков 173 (правый валок 173 на фиг. 71B) контактирует со слоем 38 для счистки излишнего текучего материала, когда механизм 30 наслаивания перемещается в одном направлении (направо на фиг. 71B), и другой чистящий валок 173 (левый валок 173 на фиг. 71B) выполняет то же действие, когда механизм 30 наслаивания перемещается в противоположном направлении (налево на фиг. 71B). Чистящие валки 173 могут получать энергию для поворота, вследствие чего поверхность чистящего валка 173, контактирующего со слоем 38, перемещается в противоположном направлении относительно слоя 38 и смежной поверхности валка 42. Удаляющее устройство 155 может дополнительно содержать вытирающие устройства 174, выполненные с возможностью счистки текучего материала с поверхности чистящих валков 173, как также показано на фиг. 71B. Дополнительные вытирающие устройства 174 могут быть включены для очистки других компонентов механизма 30 наслаивания, включая вспомогательный валок 151, как показано на фиг. 71B, или валок 42. Вытирающие устройства 174 также могут быть показаны на фиг. 71C-D, и следует понимать, что вытирающие устройства 174, такие как показанные на фиг. 71B-D и описанные в настоящем документе, могут использоваться в сочетании с любыми валками в любых вариантах осуществления, описанных в настоящем документе, включая валок 42, вспомогательный валок 151, чистящие валки 173, выравнивающие валки 128 и т. д. В одном варианте осуществления чистящие валки 173 также могут выполнять функцию датчиков, например, датчика 153 проверки наращивания или датчика 154 проверки переноса. Например, в одном варианте осуществления чистящий валок 173, который не контактирует со слоем 38 (т. е. левый валок 173 на фиг. 71B), расположен и выполнен таким образом, чтобы контактировать с валком 42 и свободно поворачиваться вместе с валком 42, и выполняет функцию датчика проверки переноса. Любые части слоя 38, которые не отделены от валка 42 и не перенесены на объект 11, заставят чистящий валок 173 слегка оттолкнуться от валка 42, и чистящий валок 173 оснащен датчиком положения для обнаружения этого перемещения, что позволяет ему выполнять функцию датчика проверки переноса. Следует понимать, что, когда механизм 30 наслаивания перемещается в противоположном направлении, другой чистящий валок 173 может выполнять функцию датчика проверки переноса. В другом варианте осуществления чистящий валок 173, который контактирует со слоем 38, может использовать датчик положения для выполнения функции датчика проверки наращивания подобным образом. Чистящий валок (чистящие валки) 173 на фиг. 71B-D может (могут) использоваться в сочетании с другими вариантами осуществления, показанными и описанными в настоящем документе, включая варианты осуществления по фиг. 72-75, и положения чистящего валка (чистящих валков) 173 в таких вариантах осуществления могут быть изменены, если это необходимо и целесообразно.
[00207] На фиг. 75 проиллюстрирован другой вариант осуществления установки 12 и механизма 30 наслаивания, выполненных с возможностью наращивания объекта 11 на платформе 22 для наращивания, находящейся под устройством 40 нанесения. Вариант осуществления по фиг. 75 содержит много тех же компонентов, что и варианты осуществления по фиг. 71-74, включая вспомогательный валок 151, возможный дополнительный вспомогательный валок (возможные дополнительные вспомогательные валки) 152, датчики 153, 154 проверки и удаляющее устройство 155. Эти компоненты выполняют те же функции, что и на фиг. 71-74, хотя некоторые компоненты имеют другое местоположение на фиг. 75, и эти компоненты могут не быть подробно описаны применительно к фиг. 75. Следует отметить, что в варианте осуществления по фиг. 75 изображено использование двух облучающих устройств 50, каждое из которых содержит выпускное отверстие 54 или набор 55 выпускных отверстий 54, и что любая конфигурация облучающего узла 60, описанная в настоящем документе, может использоваться в сочетании с вариантом осуществления по фиг. 75, включая любые конфигурации на фиг. 72-74. В варианте осуществления по фиг. 75 источник 34 текучего материала 36 удерживает текучий материал 36 над местом 41 нанесения и находится в сообщении только с одной стороной валка 42. Вспомогательный валок 151 расположен рядом с валком 42 и погружен в текучий материал 36 для образования первоначального места 150 облучения между валком 42 и вспомогательным валком 151. Как описано выше, интервал между валками 42, 151 определяет толщину слоя 38. Валок 42 затем переносит слой 38 поверх валка и вниз на место 41 нанесения и вспомогательное место 51 облучения для связывания с объектом 11 и/или платформой 22 для наращивания. Механизм наслаивания на фиг. 75 дополнительно содержит герметичное уплотнение 163, такое как гибкая кромка или уплотнительное кольцо, которое препятствует утечке текучего материала 36 вниз из ванны 34 снабжения на стыке между ванной 34 снабжения и валком 42. В случае возникновения какой-либо утечки под герметичным уплотнением 163 предусмотрен поддон 164 для сбора любого текучего материала 36, который просочился через уплотнение 163. Поддон 164 может быть выполнен с возможностью возвращения текучего материала 36 в ванну 34 снабжения, например, путем использования перекачивающего механизма или путем извлечения, чтобы вылить текучий материал 36 обратно в ванну 34 снабжения. Следует отметить, что удаляющий механизм 155 на фиг. 75 представляет собой пневматическое вытирающее устройство, выполненное таким образом, чтобы сдувать излишний материал 36 обратно к источнику 34.
[00208] Варианты осуществления по фиг. 71-75, использующие стадию обеспечения дополнительного затвердевания, предоставляют преимущества по сравнению с существующими способами аддитивного изготовления. Например, наращивание слоя 38 перед связыванием с объектом 11 обеспечивает улучшенный контроль над усадкой во время затвердевания. В качестве другого примера, этап дополнительного затвердевания предотвращает накопление тепла, которое может участвовать в процессе отверждения, используя меньше этапов, и создает слой 38 с большей степенью отверждения/затвердевания. В качестве другого примера, по меньшей мере варианты осуществления на фиг. 75 позволяют создавать изделие 11 снизу вверх, при этом изделие 11 опирается на платформу 22 для наращивания, что может предоставить преимущества для создания многих изделий 11. Варианты осуществления по фиг. 71-75 также способны сконструировать объект 11, используя минимальное желаемое количество текучего материала 36, внедренного в объект 11, поскольку излишний текучий материал 36 можно удалить со слоя 38 перед связыванием с объектом 11. Это сводит к минимуму использование текучего материала и повышает экономичность процесса. В одном варианте осуществления удаляют до 98% излишней смолы, что позволяет очищать деталь посредством моющего средства, а не агрессивных химикатов. Это также позволяет образовывать объект с внутренними полостями, без незатвердевшего текучего материала 36, заключенного в пустотах в пределах объекта. Способность создавать такие пористые объекты позволяет конструировать объекты с уменьшенным весом и уменьшенным расходом материала, повышая универсальность процесса и уменьшая расходы на создание. Такие пористые объекты также могут обеспечить повышенные свойства плавучести, теплоизоляции и звукоизоляции, помимо других улучшенных свойств. На фиг. 82-93 проиллюстрированы разные методики создания, доступные благодаря вариантам осуществления по фиг. 71-75, включая методики для создания объектов 11 с внутренней пористостью. Варианты осуществления по фиг. 71-75 также могут быть использованы для наращивания детали с внутренней конфигурацией в форме сот, т. е. шестиугольных ячеек (не показано). Следует понимать, что объекты 11 с внутренней пористостью могут содержать внешний слой «оболочки» из твердого (не пористого) материала для формирования более гладкой и более жесткой внешней поверхности и препятствования проникновению влаги и других загрязнителей.
[00209] На фиг. 82-85 проиллюстрирована первая методика создания, где объект 11 создают посредством слоев 38, состоящих из полос 156, 157, ориентированных под наклоном. На фиг. 82-83 проиллюстрировано создание первого слоя 38, содержащего полосы 156 затвердевшего материала, продолжающиеся в осевом направлении на валке 42, т. е. в направлении y. На фиг. 84-85 проиллюстрировано создание второго слоя 38, адгезивно соединенного с первым слоем 38, содержащего полосы 157 затвердевшего материала, продолжающиеся вдоль окружности на валке 42, т. е. в направлении x. Каждый последовательный слой создают чередующимся образом. Полученный в результате объект 11 обладает внутренней пористостью, как показано на фиг. 82-85, с внутренними воздушными карманами или пустотами 147, частично или полностью окруженными затвердевшим материалом изделия 11.
[00210] На фиг. 86-89 проиллюстрирована вторая методика создания, где объект 11 создают посредством слоев 38, состоящих из кубов 158 затвердевшего материала, расположенных со смещением или зигзагообразно. На фиг. 86-87 проиллюстрировано создание слоя 38 из таких кубов 158, которые смещены в направлении x, направлении y и направлении z относительно предыдущего нанесенного слоя, формирующего поверхность объекта 11, с которой связывается слой 38, создаваемый в настоящий момент. Каждый последовательный слой 38 создают с таким же смещением, образуя повторяющуюся пористую внутреннюю структуру объекта 11 с внутренними воздушными карманами или пустотами 147, частично или полностью окруженными затвердевшим материалом изделия 11. Размер кубов 158 выбирают таким образом, чтобы они могли связываться друг с другом своими углами 159, как показано на фиг. 88-89, где с большим увеличением показана структура объекта 11. Следует понимать, что положение по высоте (в направлении z) валка 42 необходимо регулировать для достижения такого связывания.
[00211] На фиг. 90-91 проиллюстрирована третья методика создания, где объект 11 создают посредством слоев 38, состоящих из полос 157 затвердевшего материала, расположенных со смещением или зигзагообразно. Полосы 157 на фиг. 90-91 продолжаются вдоль окружности на валке 42, т. е. в направлении x, но процесс можно модифицировать таким образом, чтобы вместо этого использовать полосы, продолжающиеся в осевом направлении на валке 42, т. е. в направлении y. На фиг. 90-91 полосы 157 слоя 38, который наносят в настоящий момент, параллельны полосам 157, формирующим поверхность объекта 11, с которой связывается слой 38, создаваемый в настоящий момент, а также смещены относительно них в направлении y и в направлении z. Каждый последовательный слой 38 создают с таким же смещением, образуя повторяющуюся пористую внутреннюю структуру объекта 11 с внутренними воздушными карманами или пустотами 147, частично или полностью окруженными затвердевшим материалом изделия 11. Полосы 157 связываются углами 159 со смежными полосами для создания такой структуры. Следует понимать, что положение по высоте (в направлении z) валка 42 необходимо регулировать для достижения такого связывания. Также следует понимать, что, если в процессе используются полосы, продолжающиеся в направлении y, а не в направлении x, полосы будут смещены в направлении x в смежных слоях 38.
[00212] На фиг. 92-93 проиллюстрирована четвертая методика создания, где объект 11 создают посредством слоев 38, состоящих из полос 157 затвердевшего материала, расположенных со смещением или зигзагообразно. Полосы 157 на фиг. 92-93 продолжаются вдоль окружности на валке 42, т. е. в направлении x, но процесс можно модифицировать таким образом, чтобы вместо этого использовать полосы, продолжающиеся в осевом направлении на валке 42, т. е. в направлении y. На фиг. 92-93 полосы 157 слоя 38, который наносят в настоящий момент, параллельны полосам 157, формирующим поверхность объекта 11, с которой связывается слой 38, создаваемый в настоящий момент, а также смещены относительно них в направлении y. Слои 38 наносят попарно, при этом первый слой 38 наносят на объект 11, а затем наносят второй слой 38 с полосами 157 в положении z, который смещен приблизительно на половину толщины первого слоя 38 относительно первого слоя 38, но смещен в направлении y, чтобы заполнить зазоры между полосами 157 и образовать твердый объект. На фиг. 92-93 проиллюстрировано создание второго такого слоя 38, и следует понимать, что первый слой 38 будет нанесен на плоскую поверхность объекта 11. Следует понимать, что положение по высоте (в направлении z) валка 42 необходимо регулировать для достижения такого связывания. Также следует понимать, что, если в процессе используются полосы, продолжающиеся в направлении y, а не в направлении x, полосы будут смещены в направлении x в смежных слоях 38. Эта методика создания может предоставить преимущества для создания больших деталей с небольшой внутренней пористостью, из-за проблем, возникающих при нанесении больших непрерывных листов материала. Такие проблемы включают потенциальное увеличение скорости, накопление неотвержденного материала на месте 41 нанесения (например, «образование борозд») и деформацию слоя 38, вызванную напряжениями. Конфигурация для наращивания на фиг. 92-93 также может потенциально образовывать объект с большей прочностью и/или жесткостью благодаря смещению местоположений связывания.
[00213] На фиг. 76-81 проиллюстрированы автономный блок 90 и платформа 22 для наращивания, выполненные с возможностью использования механизма 30 наслаивания, как показано на фиг. 75. Компоненты автономного блока 90 идентичны компонентам блока 90, описанного в настоящем документе и показанного на фиг. 31-47, и подобные или идентичные компоненты не описаны повторно применительно к этому варианту осуществления в целях краткости. Как видно на фиг. 80-81, автономный блок 90 выполнен с возможностью удерживания механизма 30 наслаивания, в котором место 41 нанесения находится внизу механизма 30 наслаивания. Таким образом, блок 90 содержит две ножки 160, формирующие пространство 161 между ножками 160, и устройство 40 нанесения выполнено с возможностью нанесения слоя 38 для наращивания объекта 11 в пространстве 161 между ножками 160 и под устройством 40 нанесения. На фиг. 76-79 проиллюстрировано использование автономного блока 90 для наращивания объекта 11 на платформе 22 для наращивания, и платформа 22 для наращивания проходит через зазор 161 во время изготовления, как показано на фиг. 78-79. Высоту (положение в направлении z) механизма 30 наслаивания можно регулировать посредством механизма 120 вертикальной регулировки блока 90, и высоту платформы 22 для наращивания также можно регулировать посредством механизма 162 вертикальной регулировки на платформе 22 для наращивания. Сочетание этих механизмов 120, 162 регулировки обеспечивает широкие возможности относительного перемещения механизма 30 наслаивания и платформы 22 для наращивания с целью создания объектов 11, имеющих большие значения высоты.
[00214] Система 10 также содержит контроллер 100, выполненный с возможностью управления и/или отслеживания работы одного или более механизмов установки 12, включая многочисленные примеры, описанные в настоящем документе. В одном варианте осуществления настоящего изобретения контроллер 100 может быть реализован посредством компьютерной системы, такой как компьютер 2602. Компьютер 2602 содержит центральный процессор 2604, управляющий общей работой компьютера, и системную шину 2606, соединяющую центральный процессор 210 с компонентами, описанными ниже. Системная шина 2606 может быть реализована посредством любой из множества традиционных архитектур шины.
[00215] Компьютер 2602 может содержать различные интерфейсные блоки и приводы для чтения или записи данных или файлов. Например, компьютер 2602 может содержать интерфейс 2608 памяти, соединяющий накопитель 2610 данных с системной шиной 2606. Накопитель 2610 данных может быть реализован посредством физического запоминающего устройства, магнитного запоминающего устройства, оптического запоминающего устройства или другого типа запоминающего устройства. Накопитель 2610 данных может хранить данные, файлы CAD и другие электронные файлы, используемые для создания трехмерных объектов, как описано в настоящем документе. Также в состав может входить системная память 2612, реализованная посредством традиционного машиночитаемого носителя данных, имеющего раздел постоянной памяти, который хранит базовую систему ввода-вывода (BIOS), и оперативную память (RAM), которая хранит другие данные и файлы. Как накопитель 2610 данных, так и системная память 2612 могут содержать исполняемые компьютером команды, предназначенные для исполнения процессором 2604. В некоторых вариантах осуществления одна или более управляющих программ для управления одной или более установками 12 и/или несколькими компонентами (например, несколькими механизмами 30 наслаивания) в каждой установке 12 могут храниться в накопителе 2610 данных и/или системной памяти 2612.
[00216] Компьютер 2602 может содержать дополнительные интерфейсы для присоединения периферийных устройств к системной шине 2606. Например, компьютер 2602 также может содержать сетевой интерфейс 2614, соединяющую системную шину 2602 с локальной сетью (LAN) 2616. LAN 2616 может иметь одну или более хорошо известных топологий LAN и может использовать разнообразные протоколы, такие как Ethernet. Компьютер 2602 также может иметь доступ к глобальной сети (WAN) 2618, такой как Интернет. На фиг. 26 показан маршрутизатор 2620, который может традиционным образом соединять LAN 2616 и WAN 2618. Показан сервер 2622, соединенный с WAN 204. Разумеется, многочисленные дополнительные серверы, компьютеры, портативные устройства, карманные персональные компьютеры, телефоны и другие устройства также могут быть присоединены к WAN 2618. В некоторых вариантах осуществления сервер 2622 хранит данные, файлы CAD, управляющие программы и/или другие электронные файлы, к которым может получить доступ компьютер 2602 и которые могут использоваться для создания трехмерных объектов, как описано в настоящем документе.
[00217] Различные варианты осуществления описаны в настоящем документе с различными сочетаниями признаков и компонентов. Следует понимать, что признаки и компоненты каждого из различных вариантов осуществления, описанных в настоящем документе, могут быть внедрены в другие варианты осуществления, описанные в настоящем документе.
[00218] Использование системы и установки, описанных в настоящем документе, предоставляет пользу и преимущества по сравнению с существующей технологией. Например, значительно уменьшаются затраты на расходные материалы, поскольку установка создает мало отходов и не требует постоянного наличия большой ванны материала, подлежащего затвердеванию, для изготовления, как этого требуют многие современные технологии. Дополнительно конструкция установки не предписывает конкретных ограничений размеров, и установка может быть выполнена с возможностью образования объекта, который существенно больше, чем в существующих технологиях. Длину направляющей и ширину устройства нанесения можно увеличить при необходимости без отрицательного влияния на рабочие характеристики, и размер комнаты, в которой находится установка, становится пределом размера установки. Кроме этого, установка может быть выполнена с возможностью изготовления объекта или нескольких объектов во много раз быстрее, чем любая существующая технология. Установка также обеспечивает возможность изготовления объектов из нескольких материалов, включая объекты, которые имеют съемную опорную конструкцию, изготовленную из материала, отличающегося от материала основного объекта. Также обеспечивается возможность создания объектов из нескольких материалов, требующих разных источников облучения. Установка также предоставляет возможность изготовления функциональных объектов, таких как окно или другой прозрачный объект, или проводящего объекта. Кроме этого, объекты, изготовленные посредством установки, описанной в настоящем документе, могут не требовать слива жидкого материала из любых внутренних полостей готового объекта, для чего может быть необходимо просверлить отверстие для слива. Установка также может создавать чистые, сухие и полностью отвержденные объекты, что повышает эффективность создания. Модульная конфигурация установки также обладает хорошей универсальностью, возможностью настройки и другими преимуществами.
[00219] Дополнительные преимущества обеспечены конфигурацией механизма 30 наслаивания в виде автономного блока 90 с механизмом 120 вертикальной регулировки в сочетании с направляющей 14 с открытыми концами, с которой могут входить в зацепление и выходить из зацепления блок 90 и платформа 22 для наращивания, связанная с направляющей 14 и выполненная с возможностью изготовления объекта 11 по нисходящей послойной методике. Эта конфигурация позволяет нескольким механизмам 30 наслаивания работать на одной и той же направляющей 14 для нанесения нескольких слоев на один или более объектов 11 одновременно. Несколько механизмов 30 наслаивания, работающих на одной и той же направляющей 14, можно объединить для наращивания одного или более объектов 11, или они могут наращивать несколько объектов 11 по отдельности и одновременно на одной и той же платформе 22 для наращивания. Эта конфигурация также позволяет быстро наращивать несколько объектов из одного и того же или разных материалов в отдельных местоположениях на одной и той же платформе 22 для наращивания. Эта конфигурация также облегчает техническое обслуживание механизма 30 наслаивания, поскольку автономный блок 90 можно быстро и легко удалить из процесса создания для технического обслуживания, а также можно быстро и легко заменить другим блоком 90 для достижения по существу непрерывного создания. Система, содержащая несколько таких блоков 90, может работать с несколькими разными платформами 22 для наращивания, например, в составе больших производственных мощностей, где блоки 90 могут быть назначены и переназначены в конкретные области 13 наращивания, как этого требует оптимизированное производство. Другие выгоды и преимущества по сравнению с существующей технологией предоставлены системами, установками и способами, описанными в настоящем документе, и специалистам в данной области будут очевидны такие выгоды и преимущества.
[00220] В настоящем документе были описаны и проиллюстрированы несколько альтернативных вариантов осуществления и примеров. Специалисту в данной области будут очевидны признаки отдельных вариантов осуществления и возможные сочетания и варианты компонентов. Специалисту в данной области также будет очевидно, что любые из вариантов осуществления могут быть предусмотрены в любом сочетании с другими вариантами осуществления, раскрытыми в настоящем документе. Следует понимать, что настоящее изобретение может быть осуществлено в других конкретных формах, не выходя за пределы его идеи и основных характеристик. Следовательно, настоящие примеры и варианты осуществления необходимо расценивать во всех отношениях как иллюстративные, но не ограничивающие, и настоящее изобретение не должно быть ограничено деталями, приведенными в настоящем документе. Термины «первый», «второй», «верхний», «нижний» и т. д., применяемые в настоящем документе, предназначены лишь для иллюстративных целей и не ограничивают варианты осуществления каким-либо образом. В частности, эти термины не подразумевают какого-либо указания на порядок или положение компонентов, обусловленное этими терминами. Дополнительно термин «множество», применяемый в настоящем документе, указывает на любое количество, которое больше одного, в разделительном или объединительном смысле при необходимости, вплоть до бесконечности. Кроме этого, «обеспечение» изделия или установки в контексте настоящего документа относится в общем к обеспечению доступности изделия или доступа к нему для дальнейших действий, выполняемых с объектом, и не подразумевает то, что сторона, предоставляющая изделие, изготовила, создала или поставила изделие, или что сторона, предоставляющая изделие, владеет или управляет этим изделием. Соответственно, несмотря на то, что были проиллюстрированы и описаны конкретные варианты осуществления, можно придумать многочисленные модификации, существенно не отклоняющиеся от идеи настоящего изобретения.
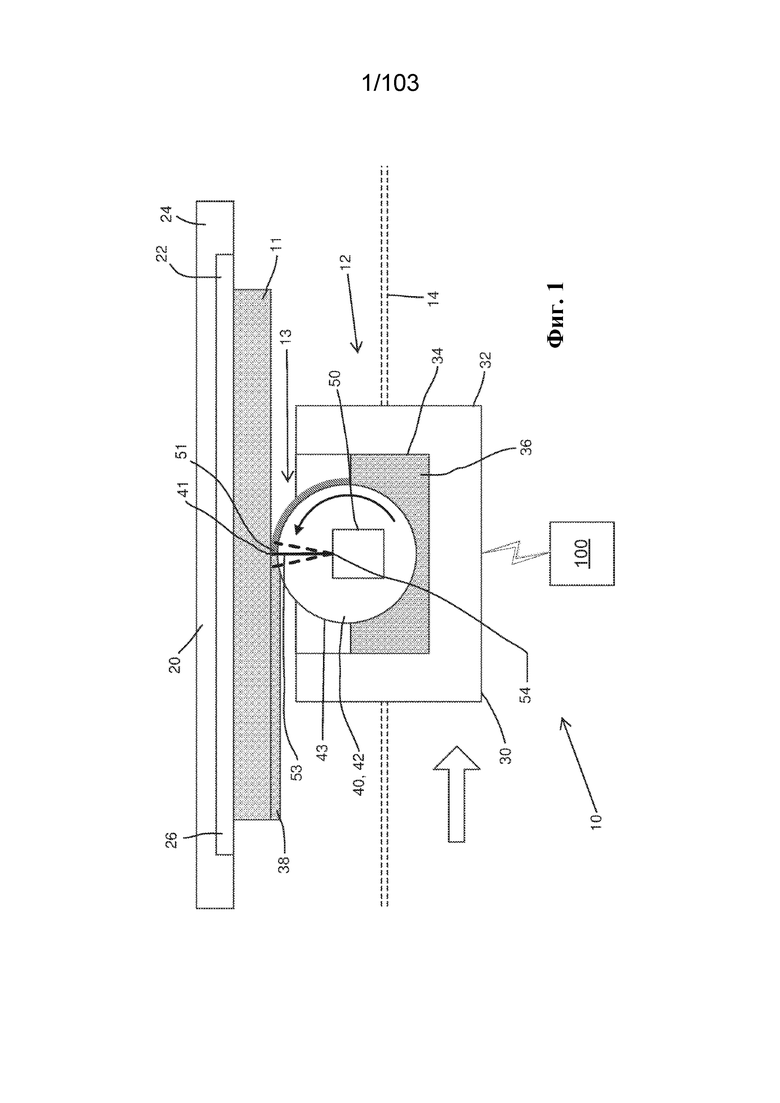
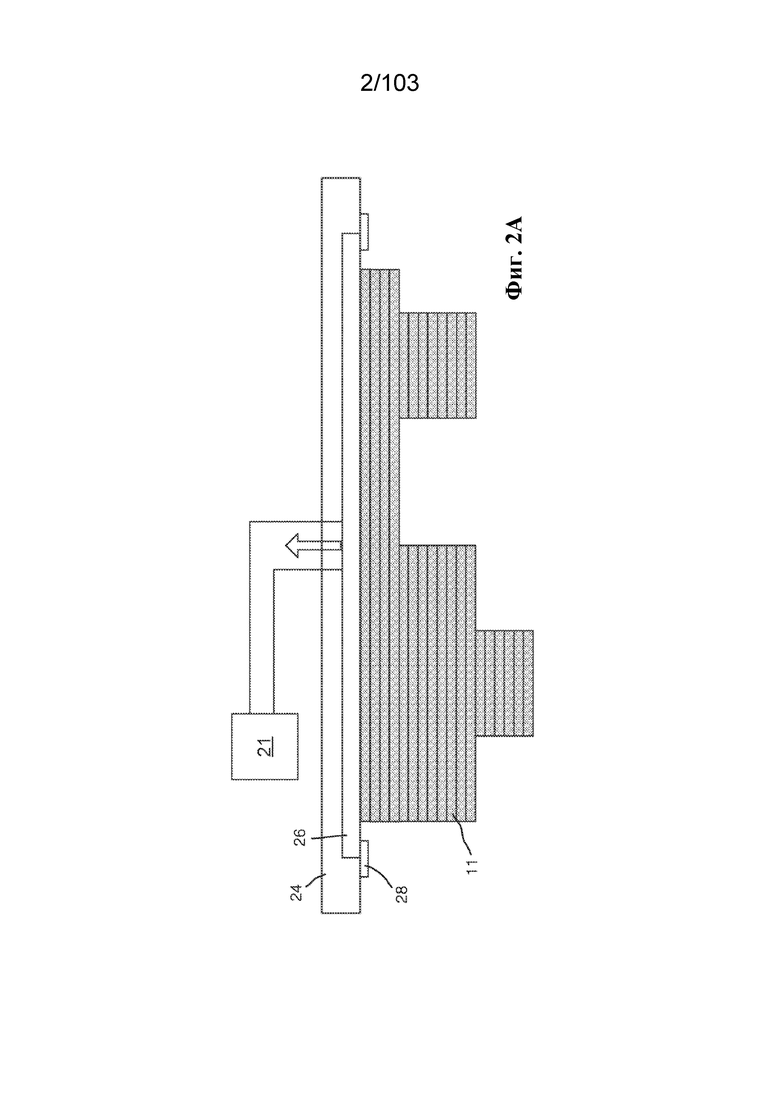
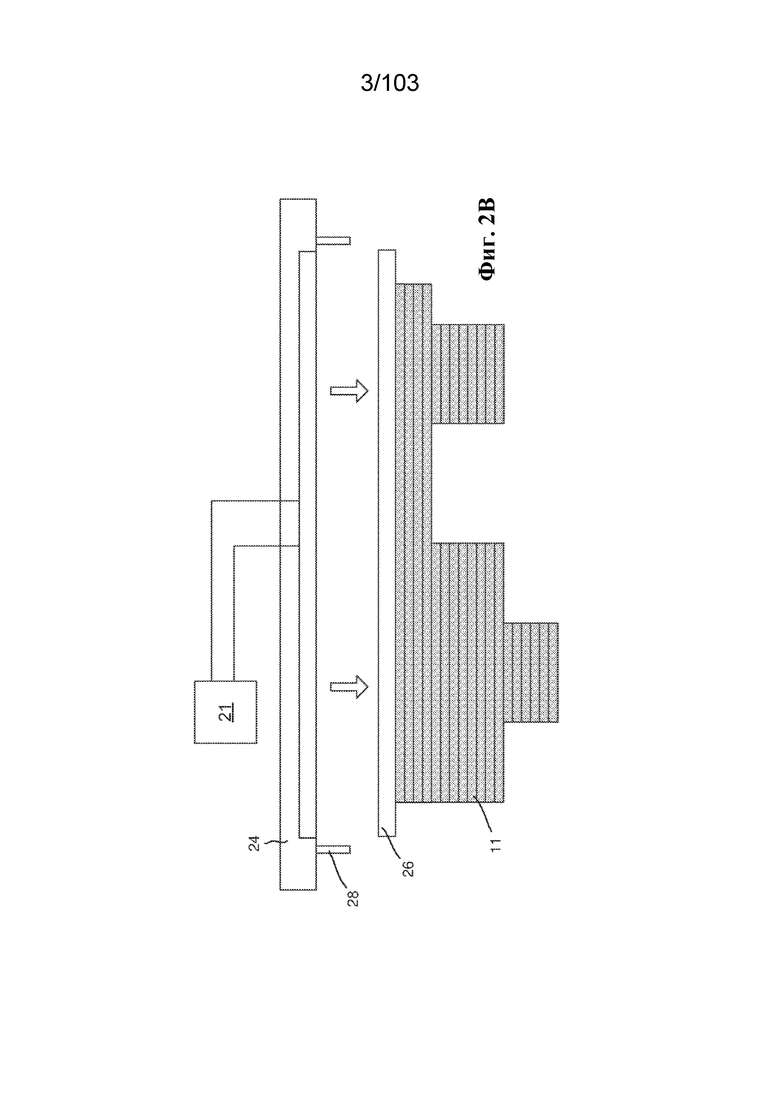
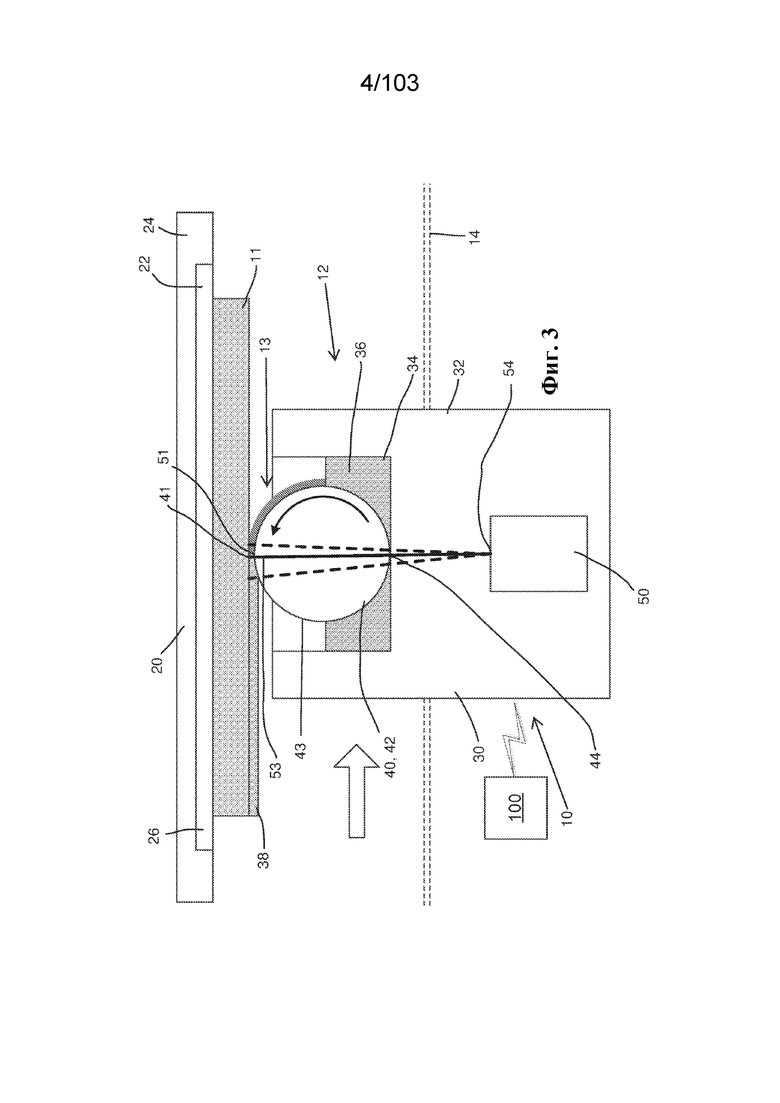
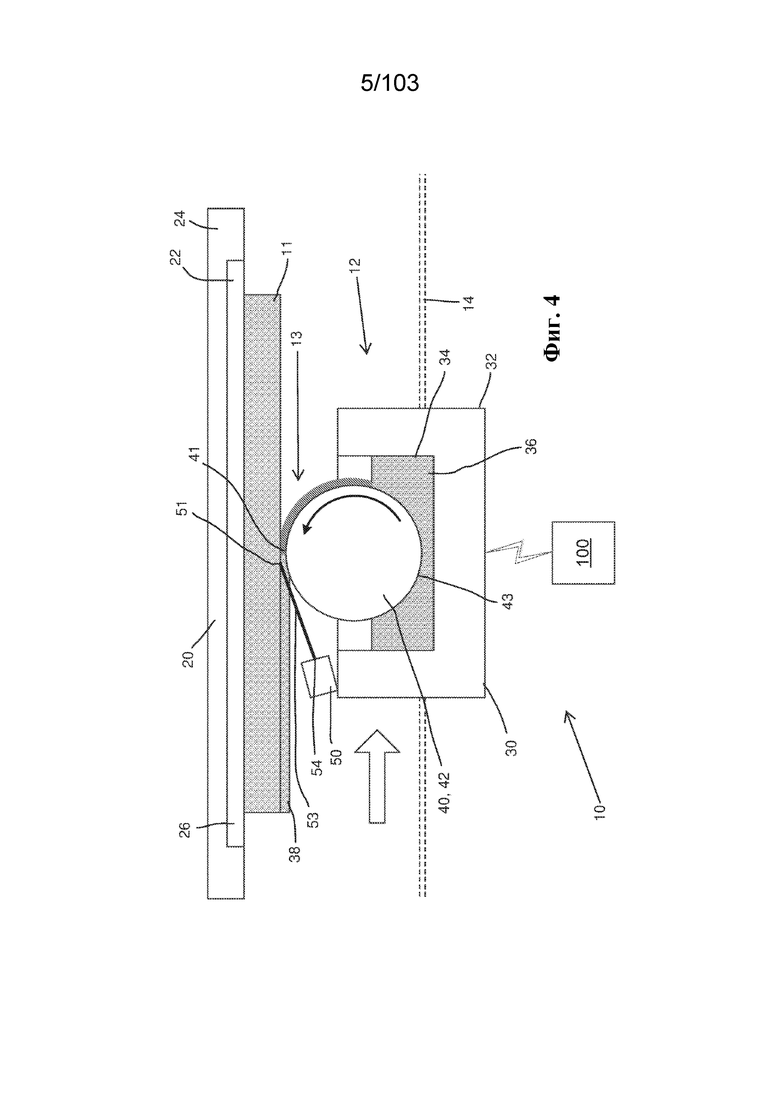
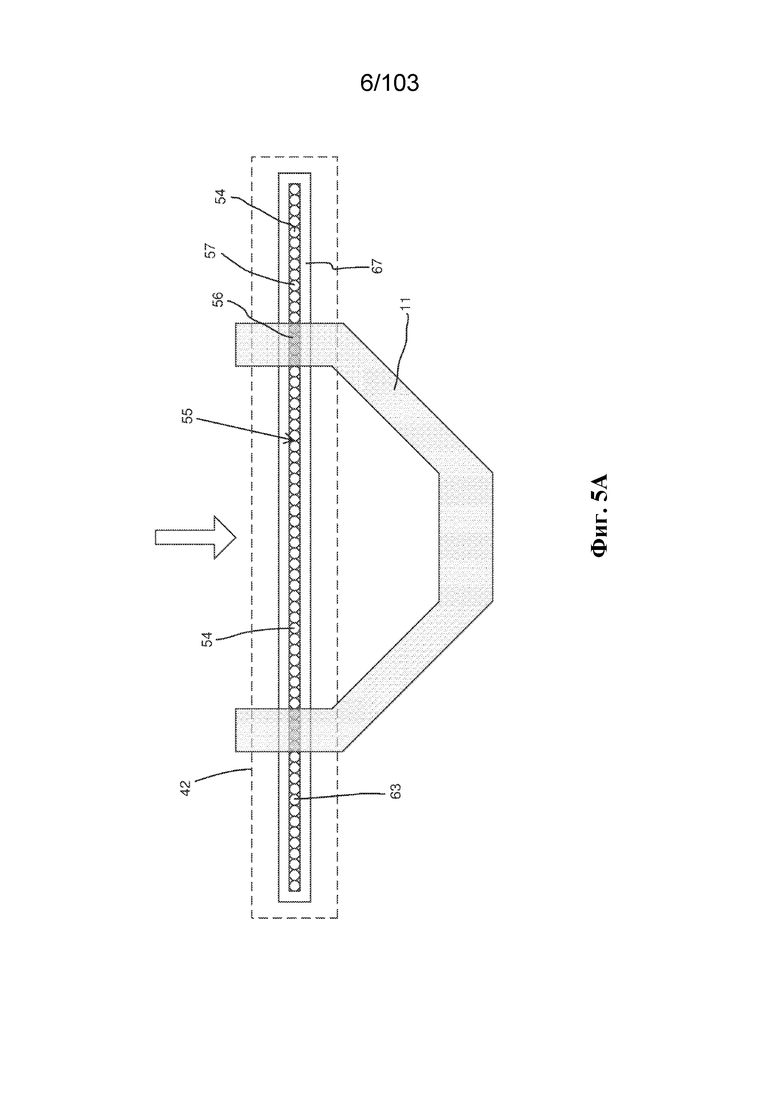
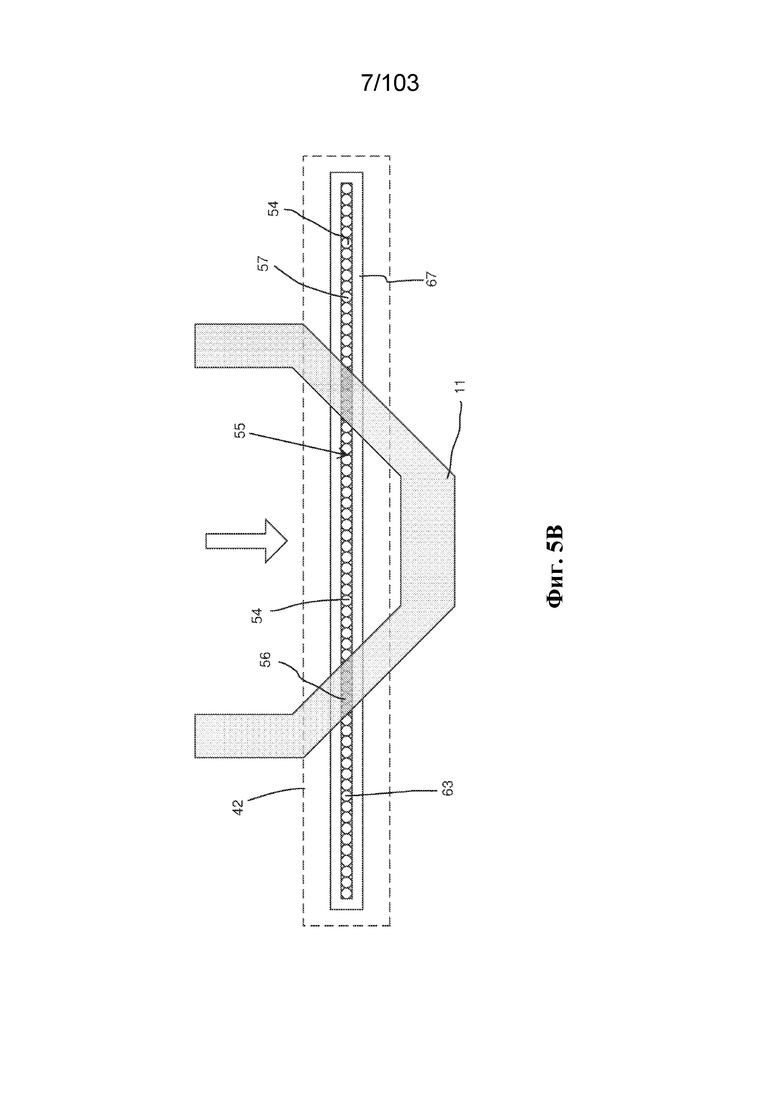
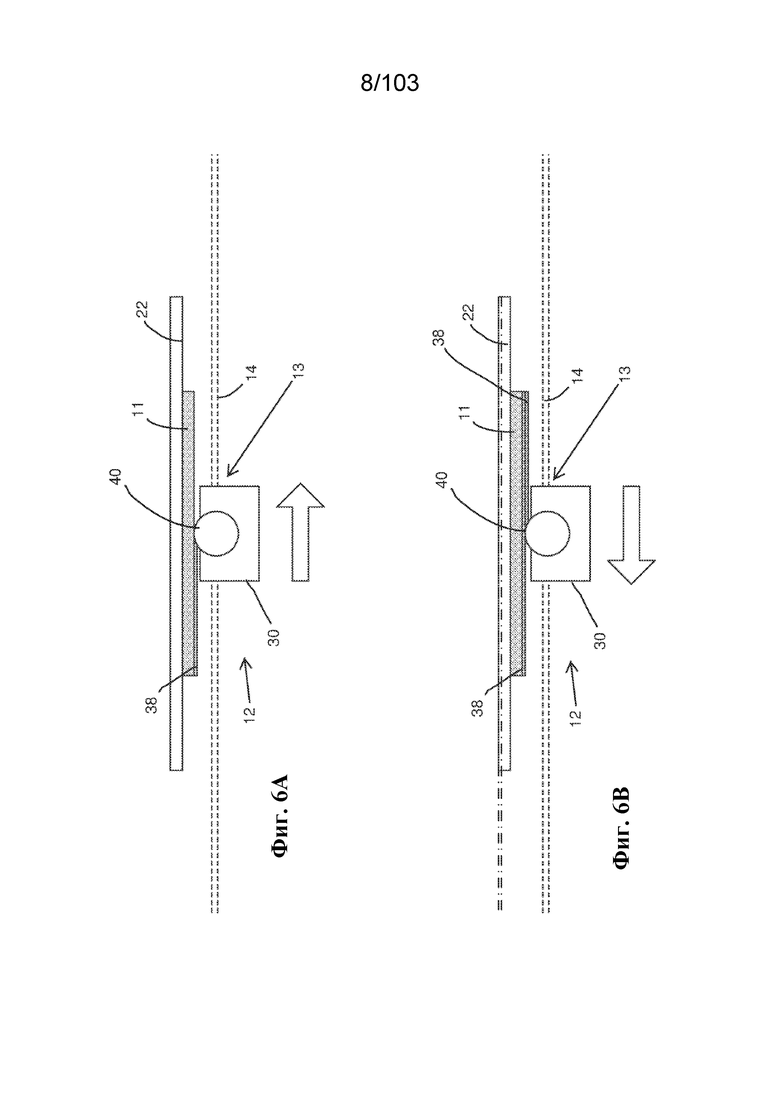
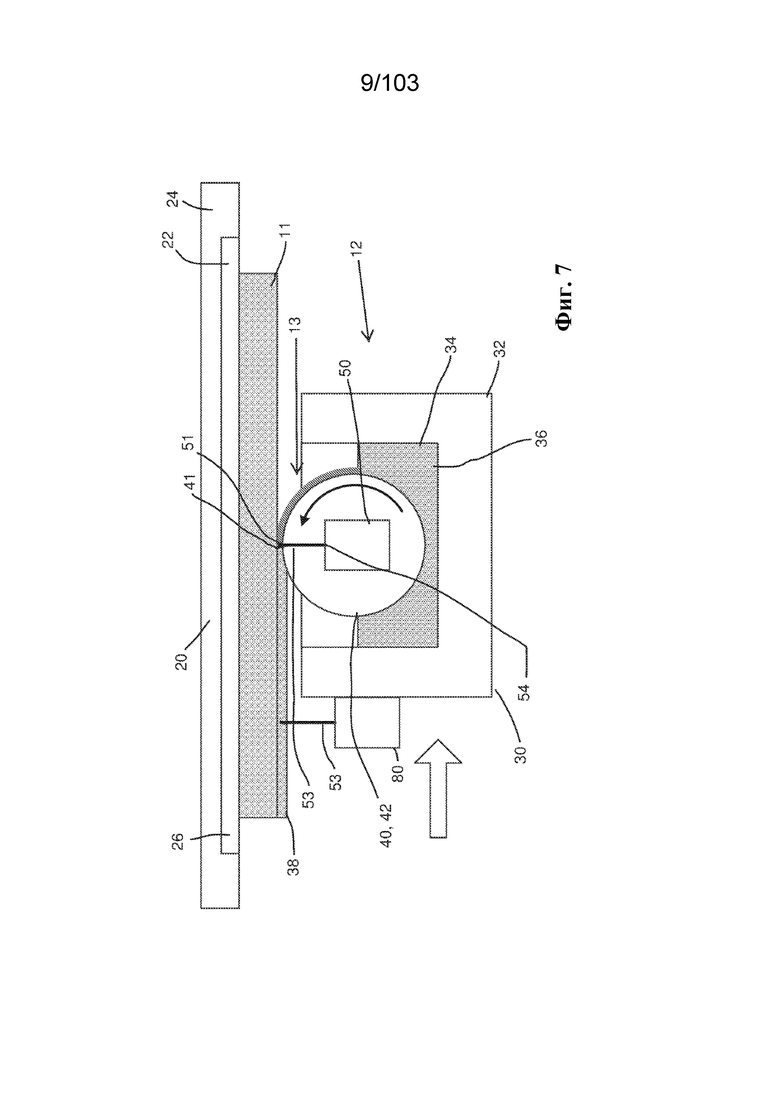
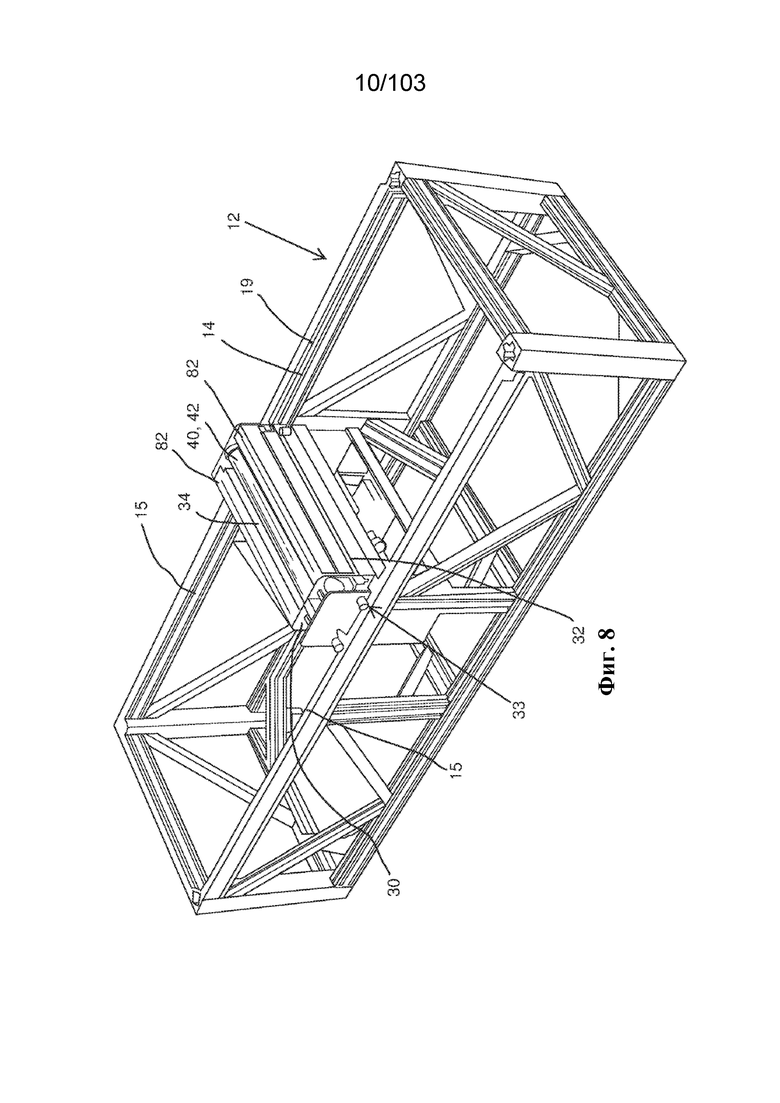
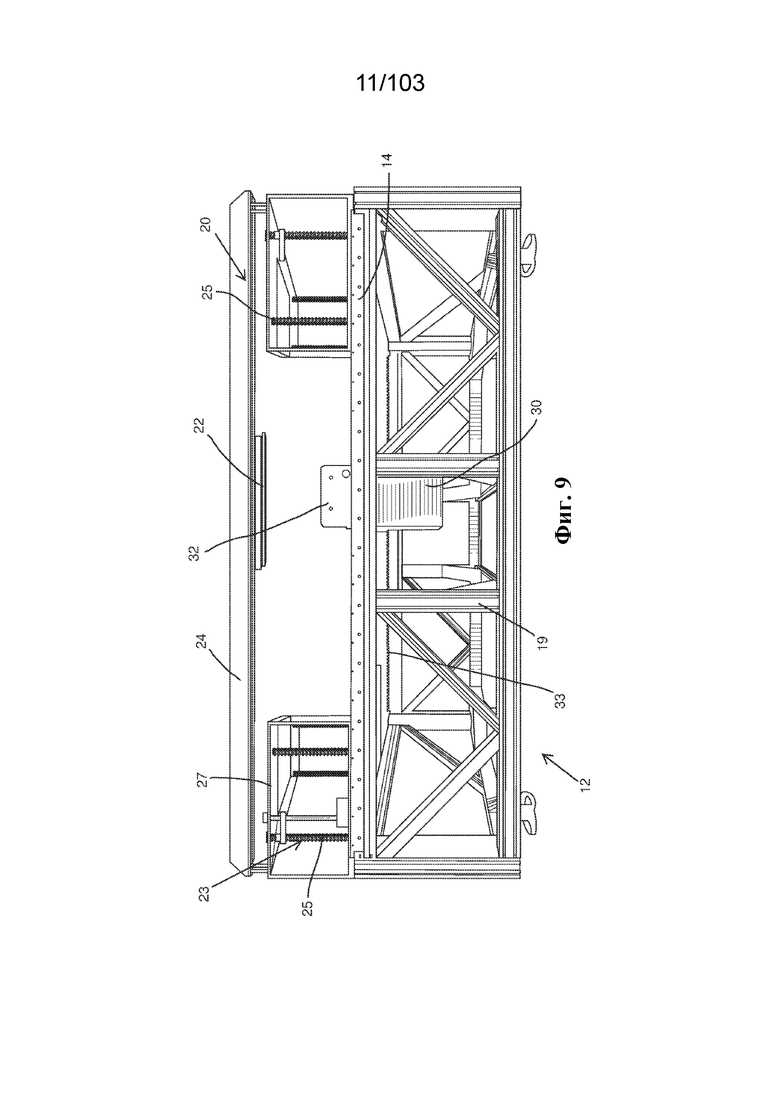
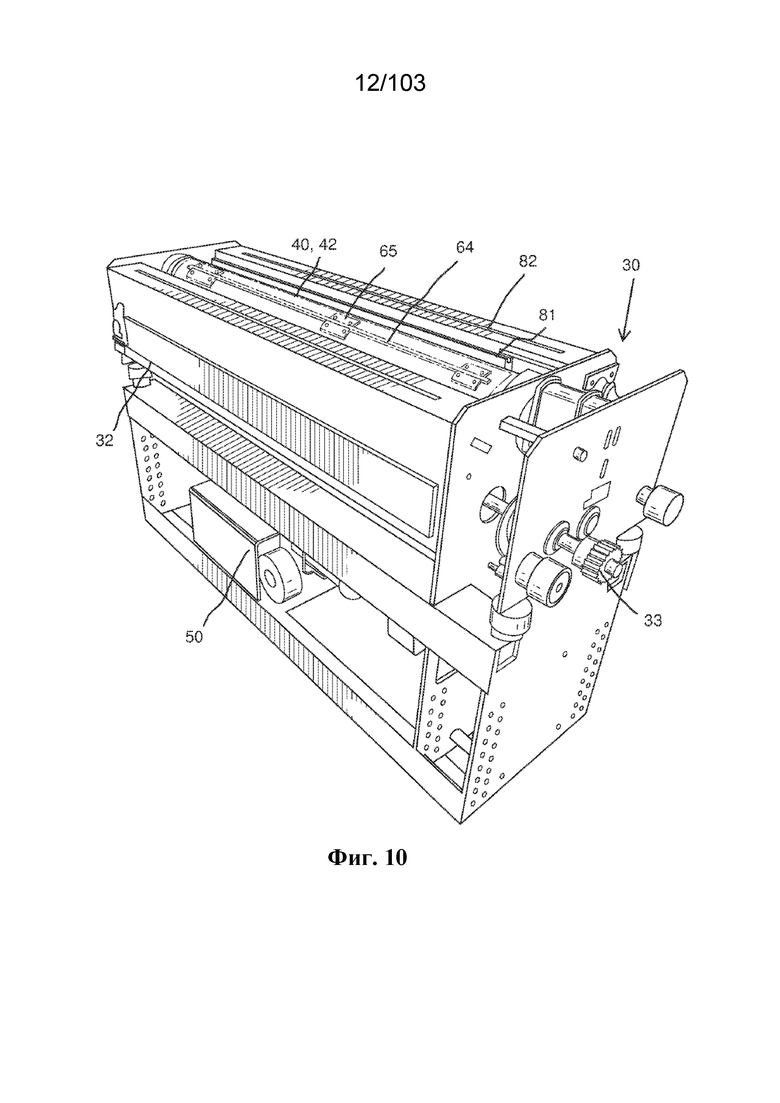
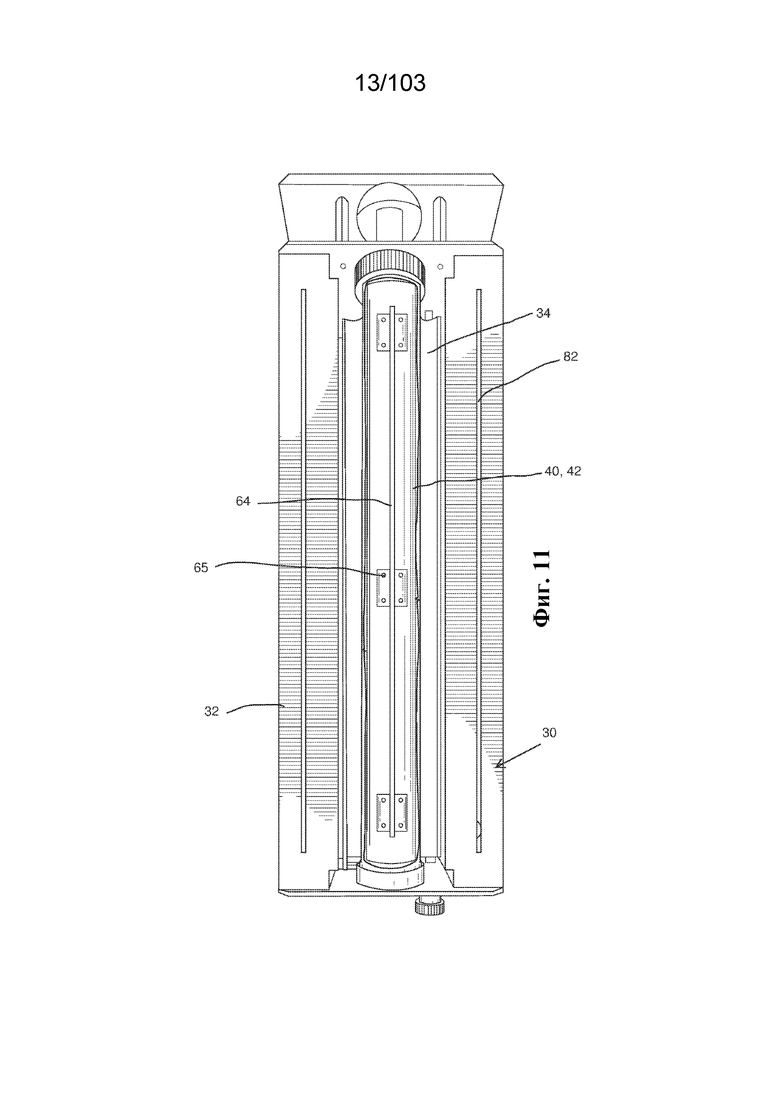
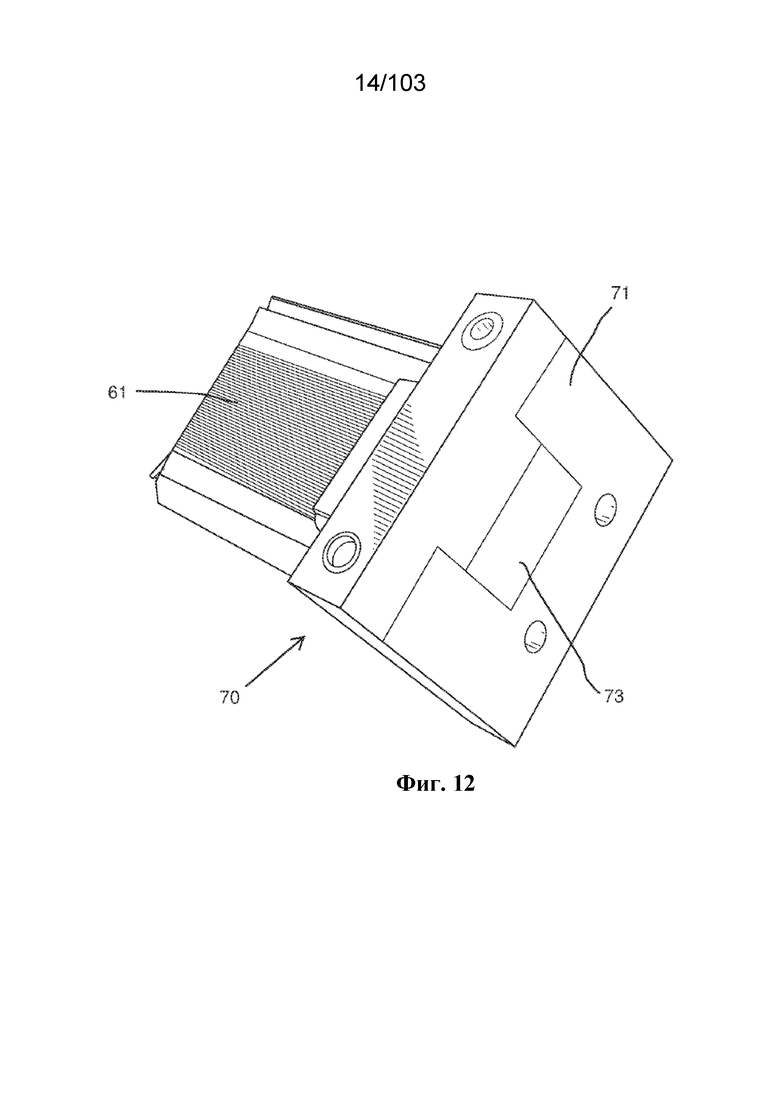
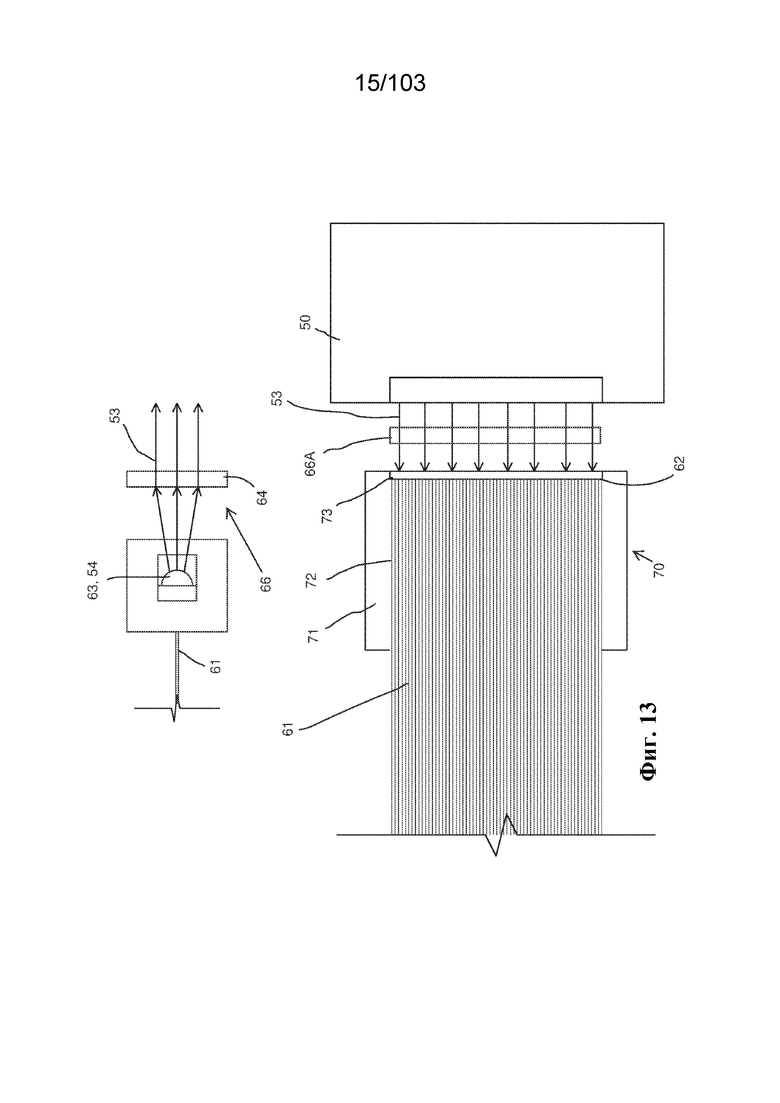
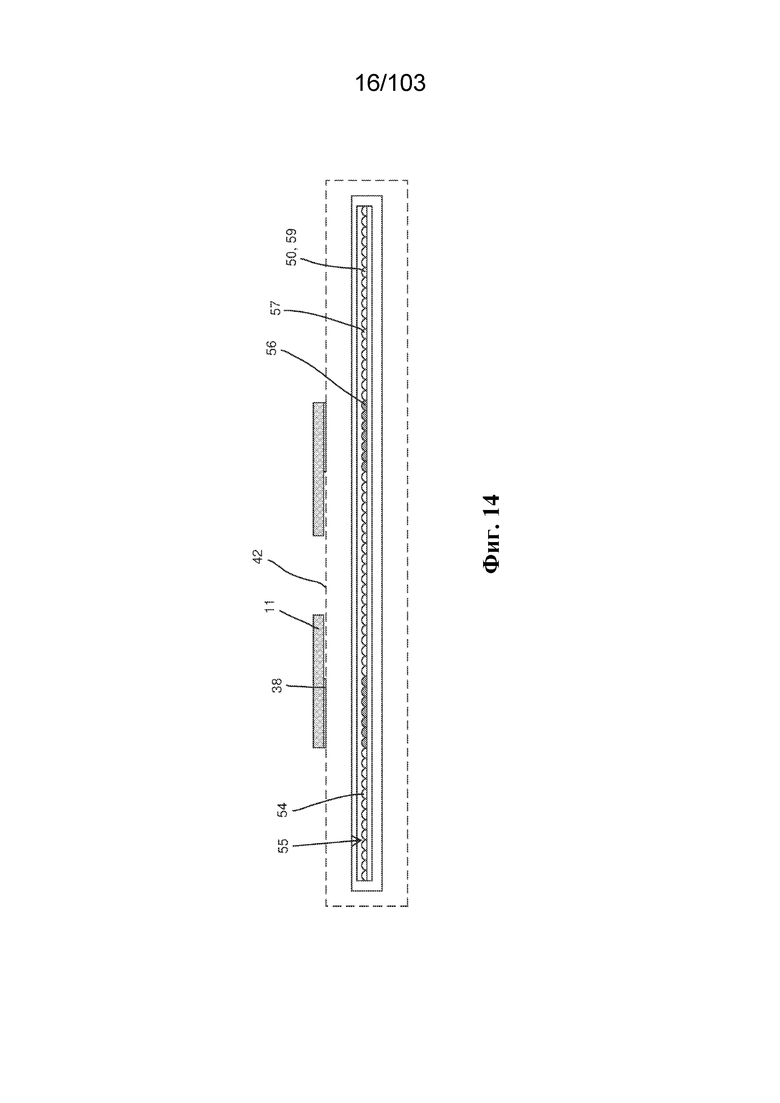
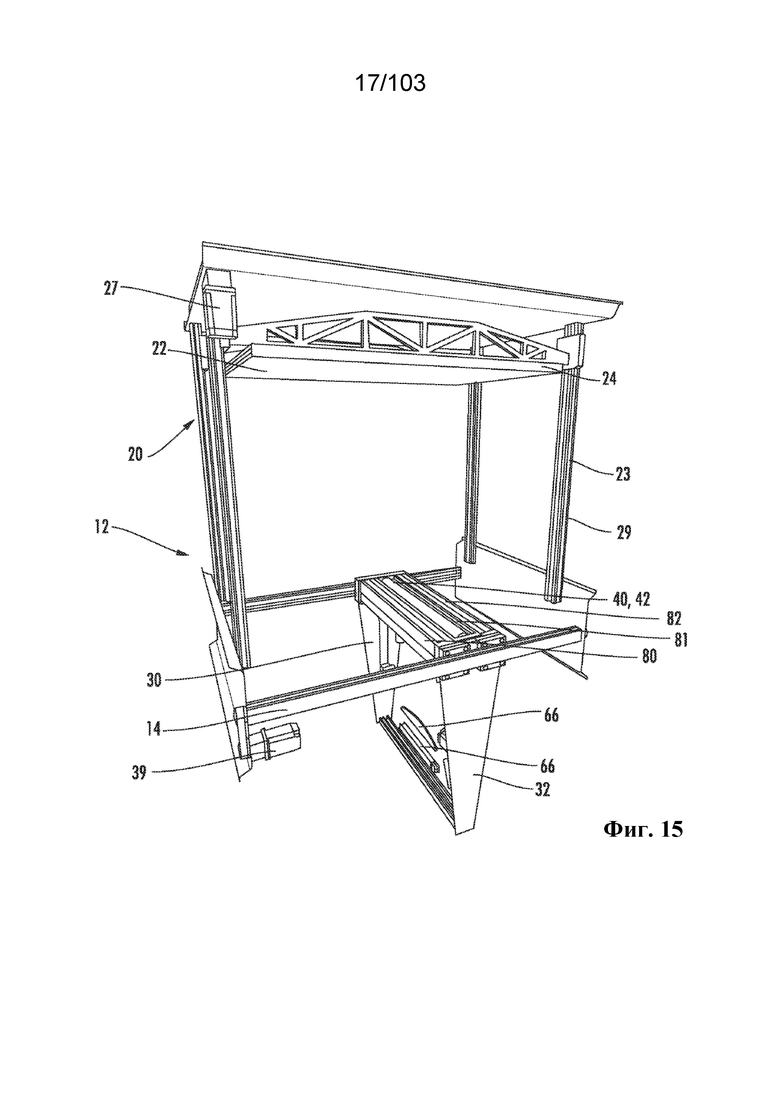
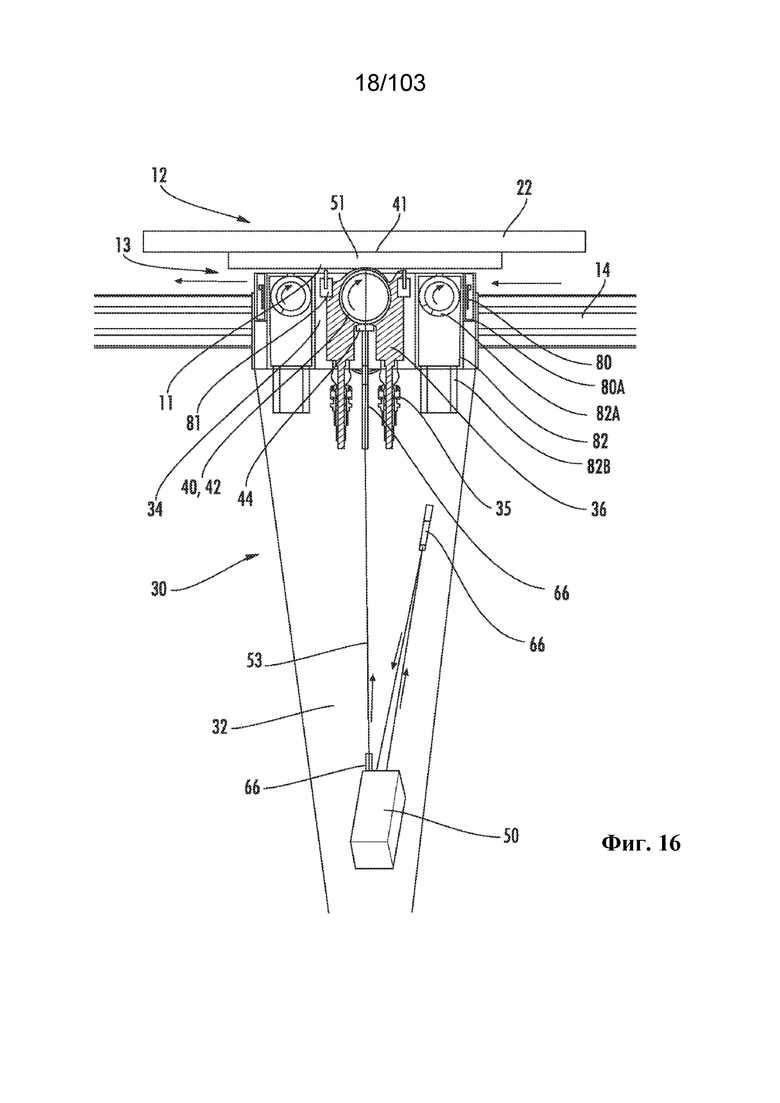
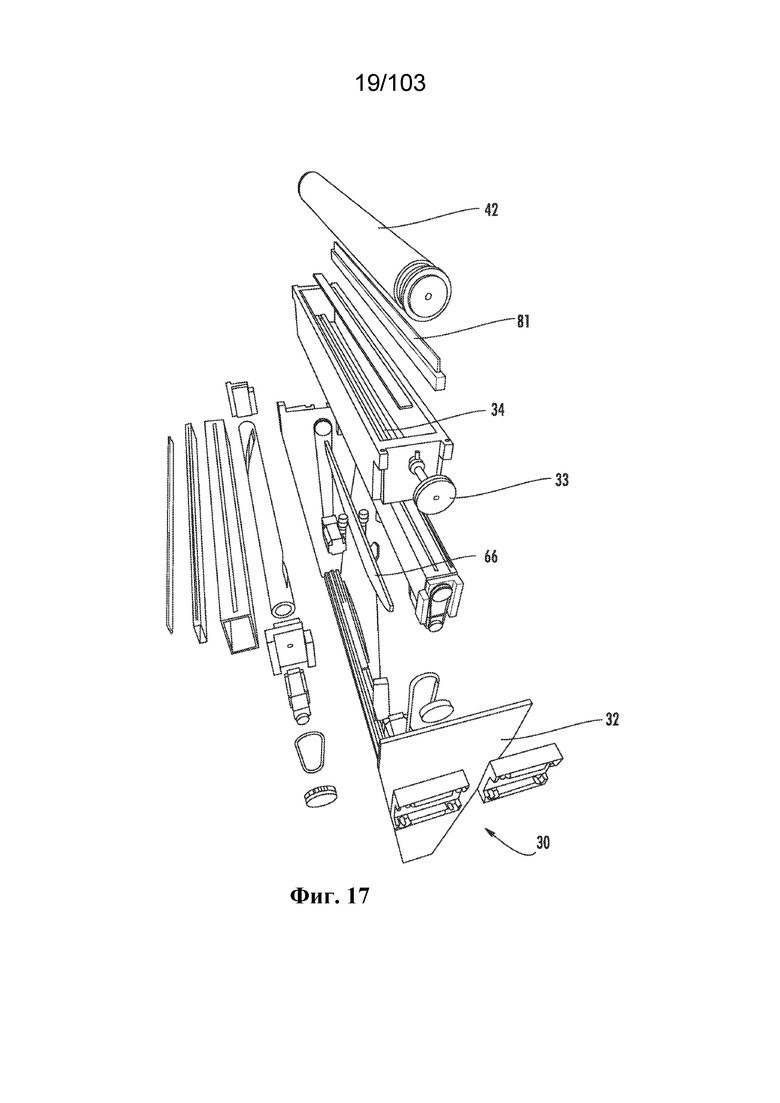
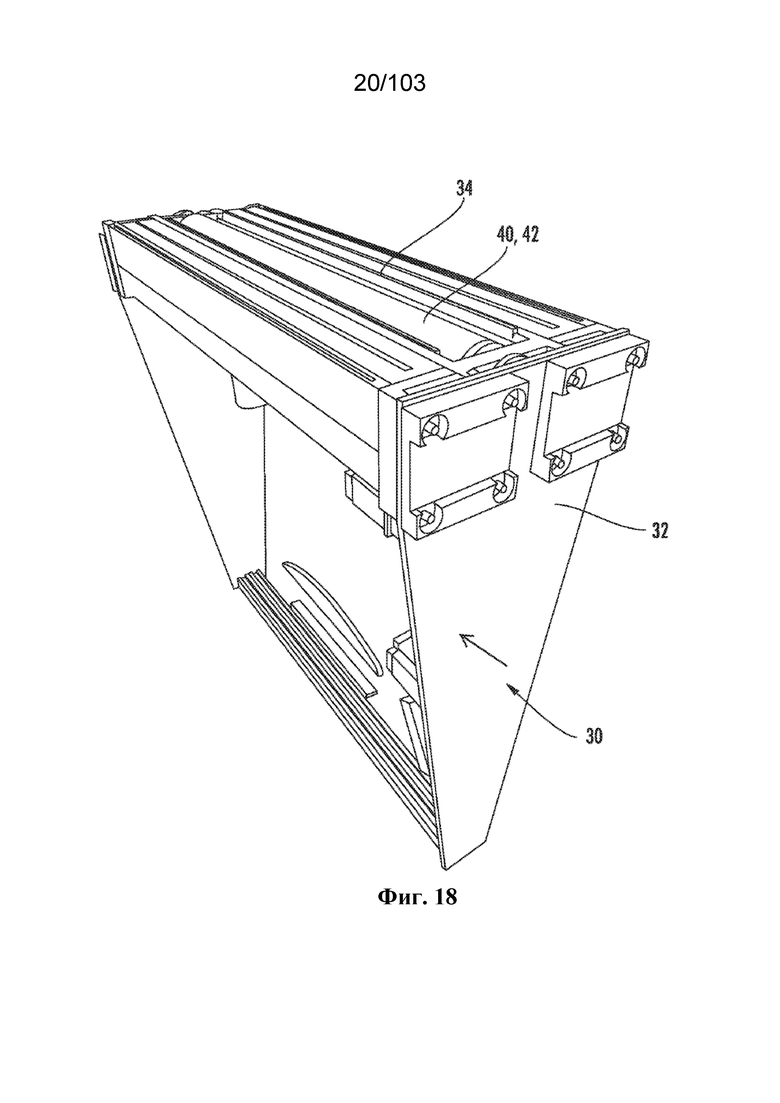
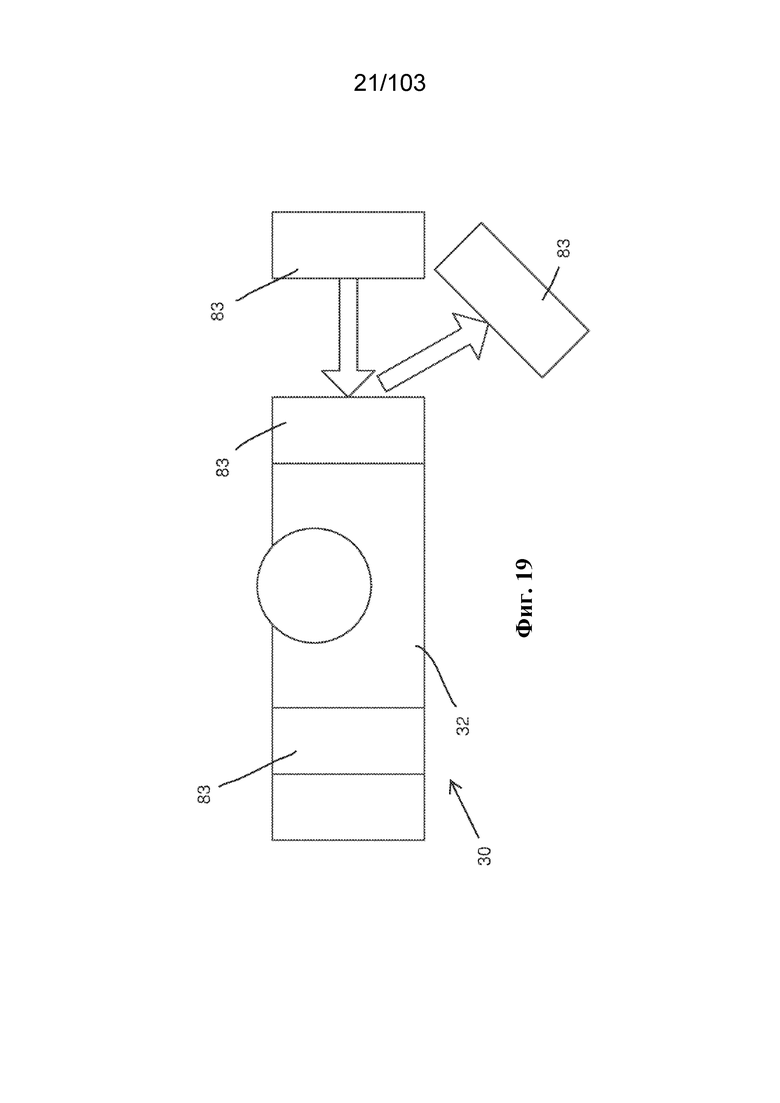
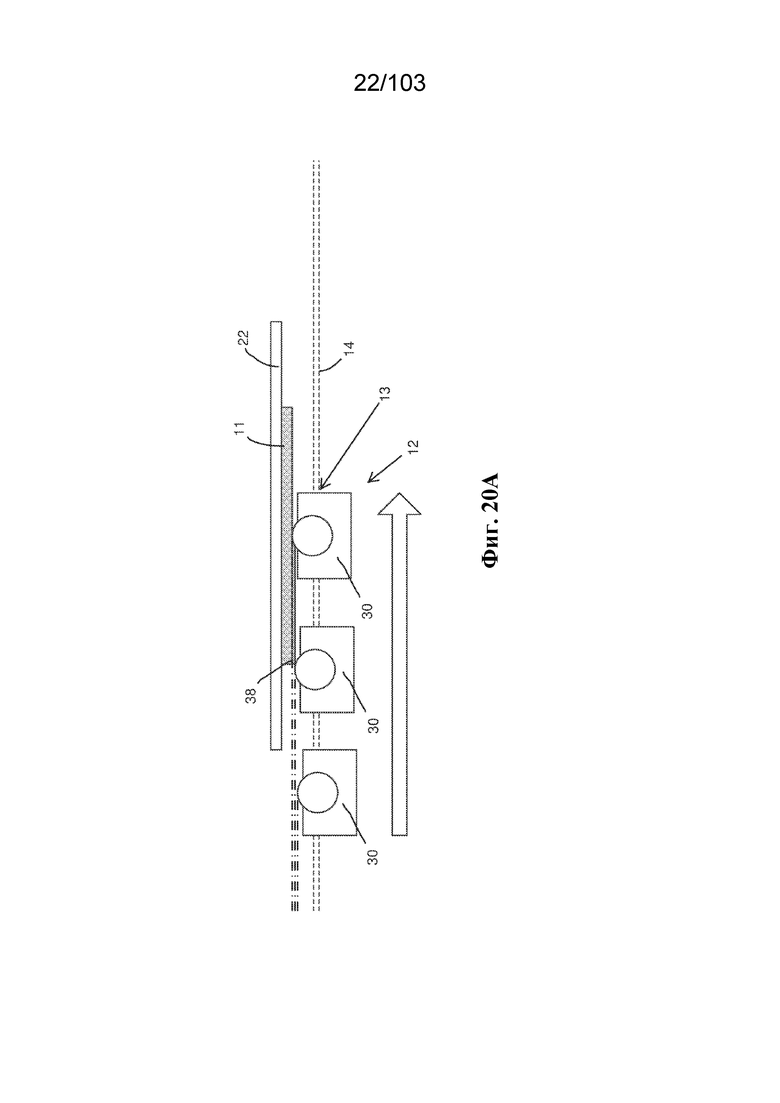
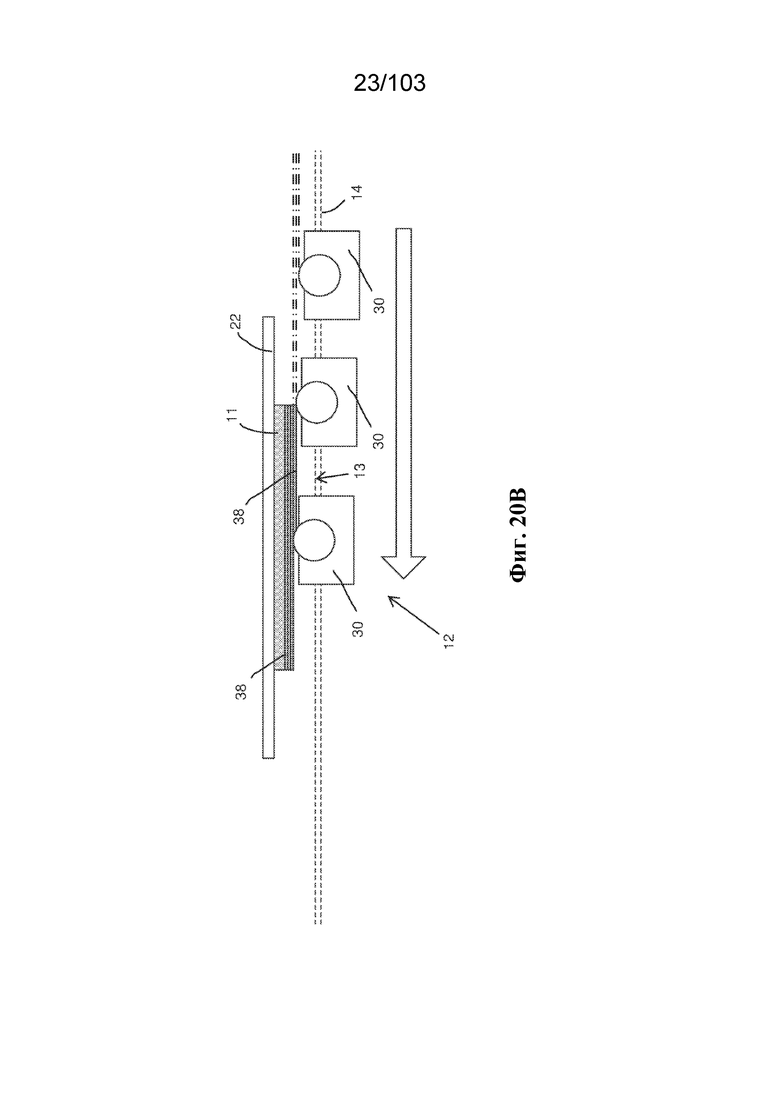
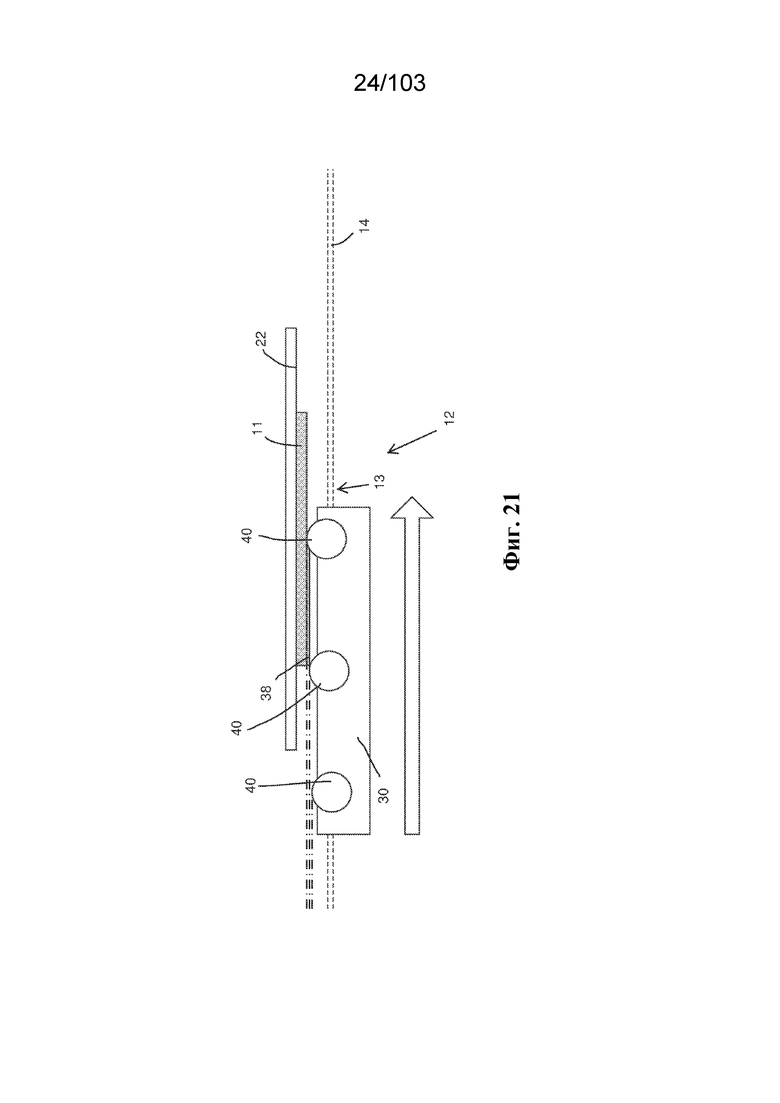
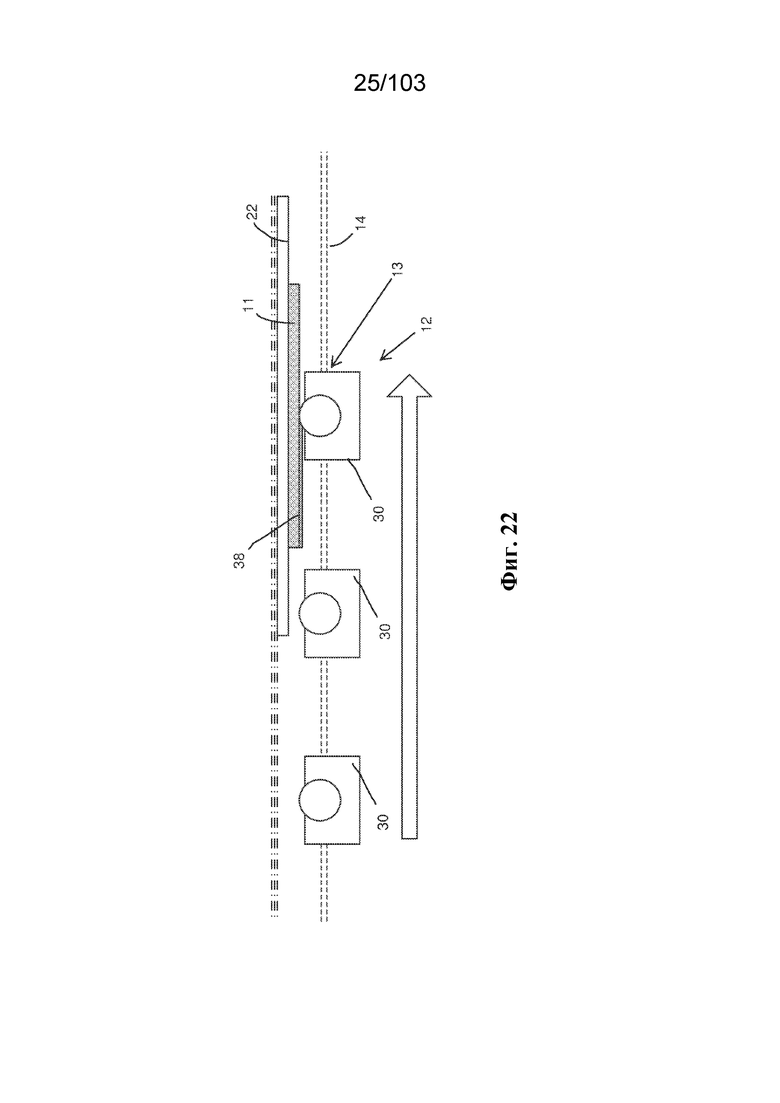
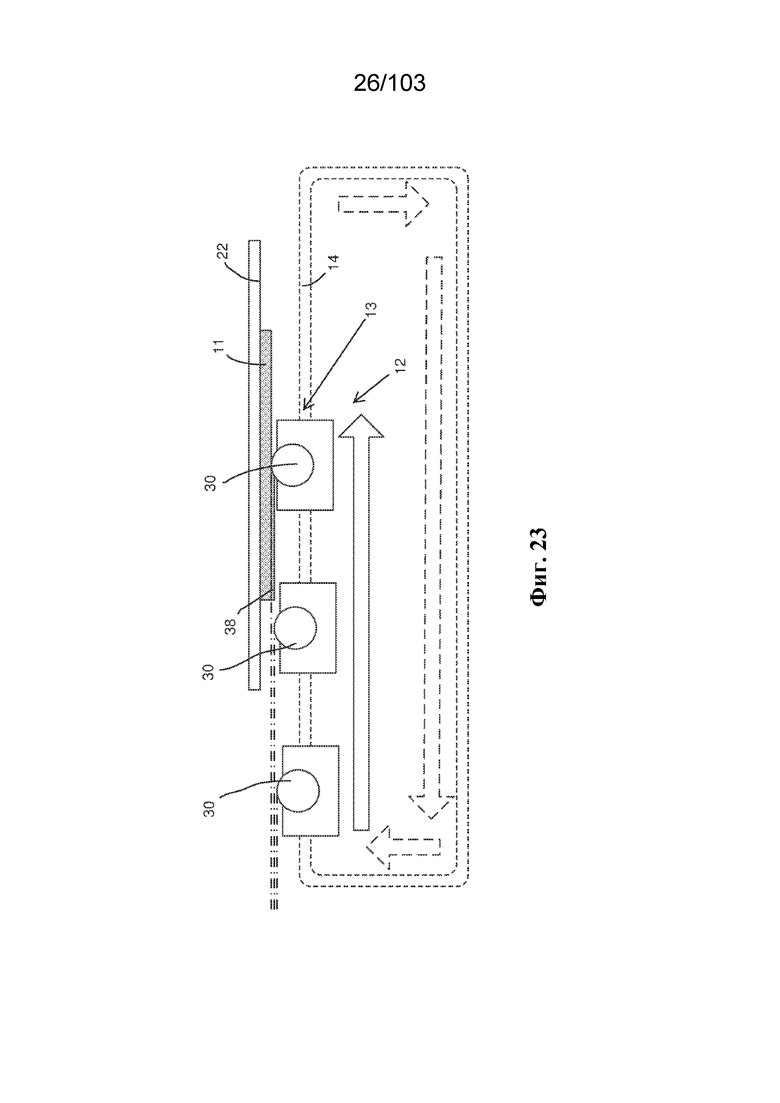
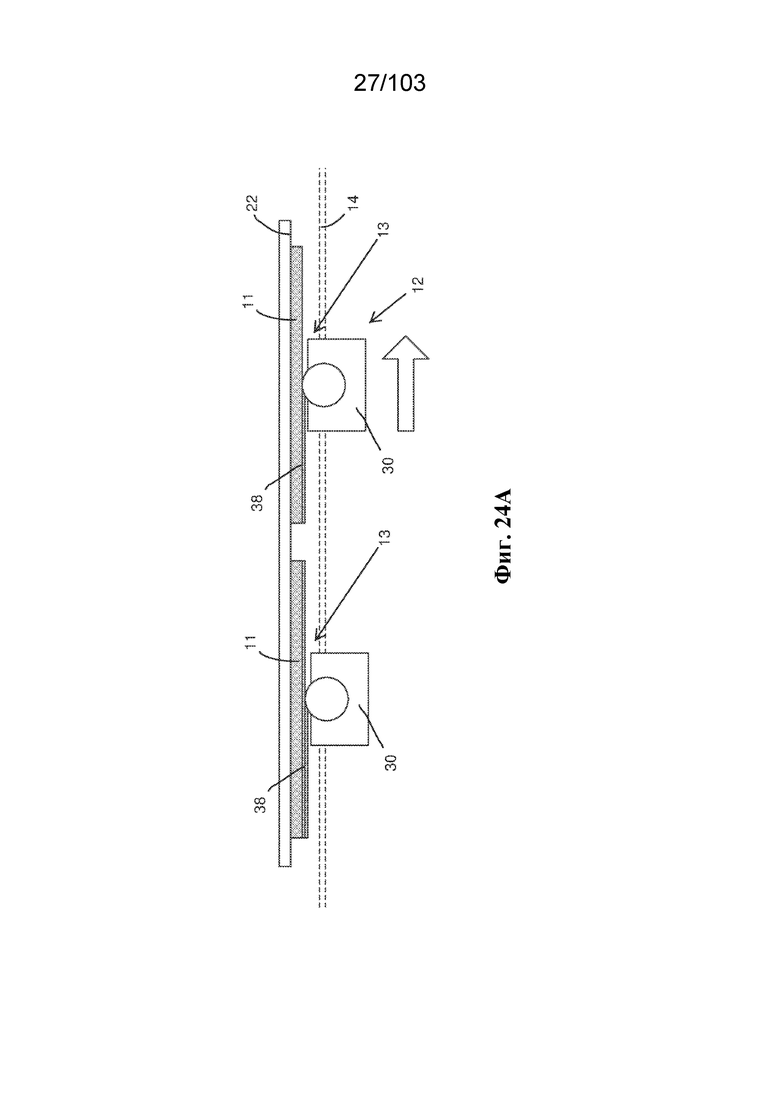
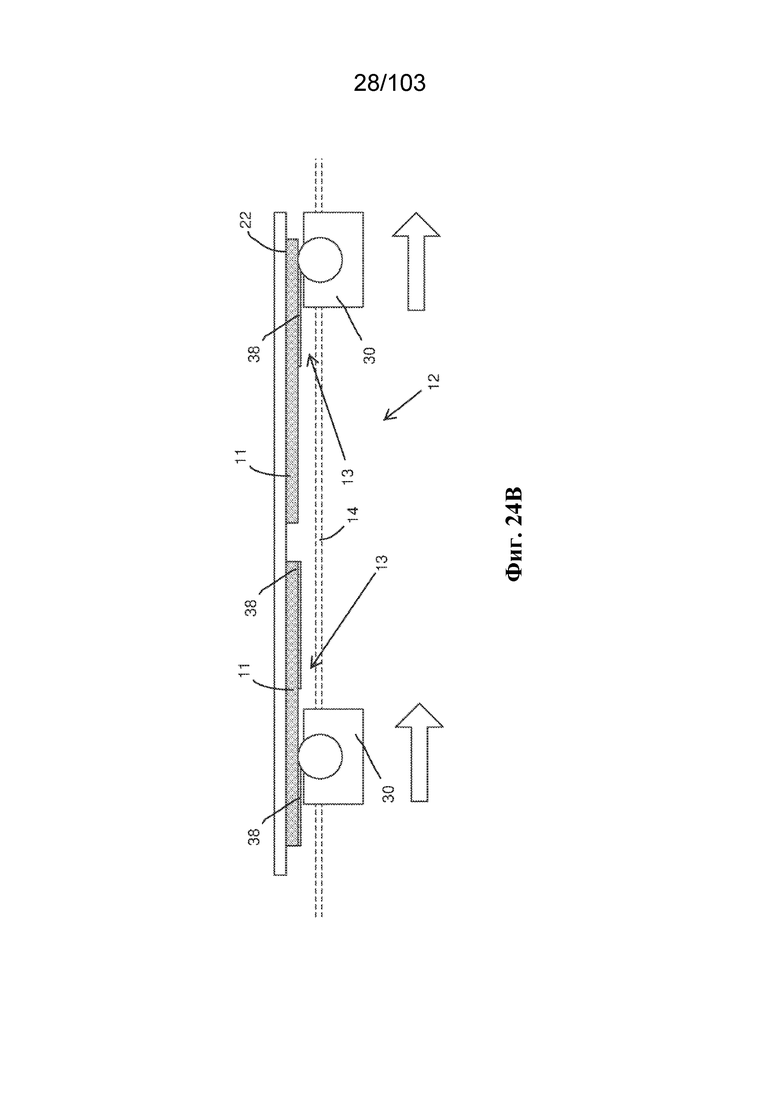
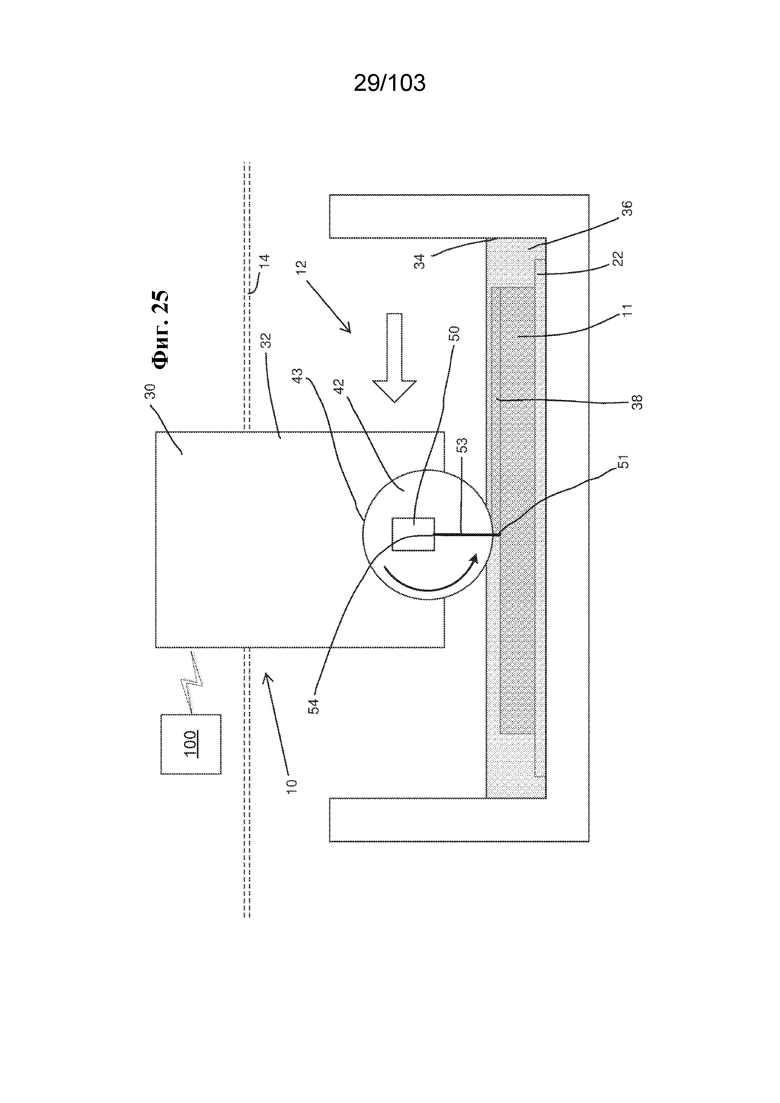
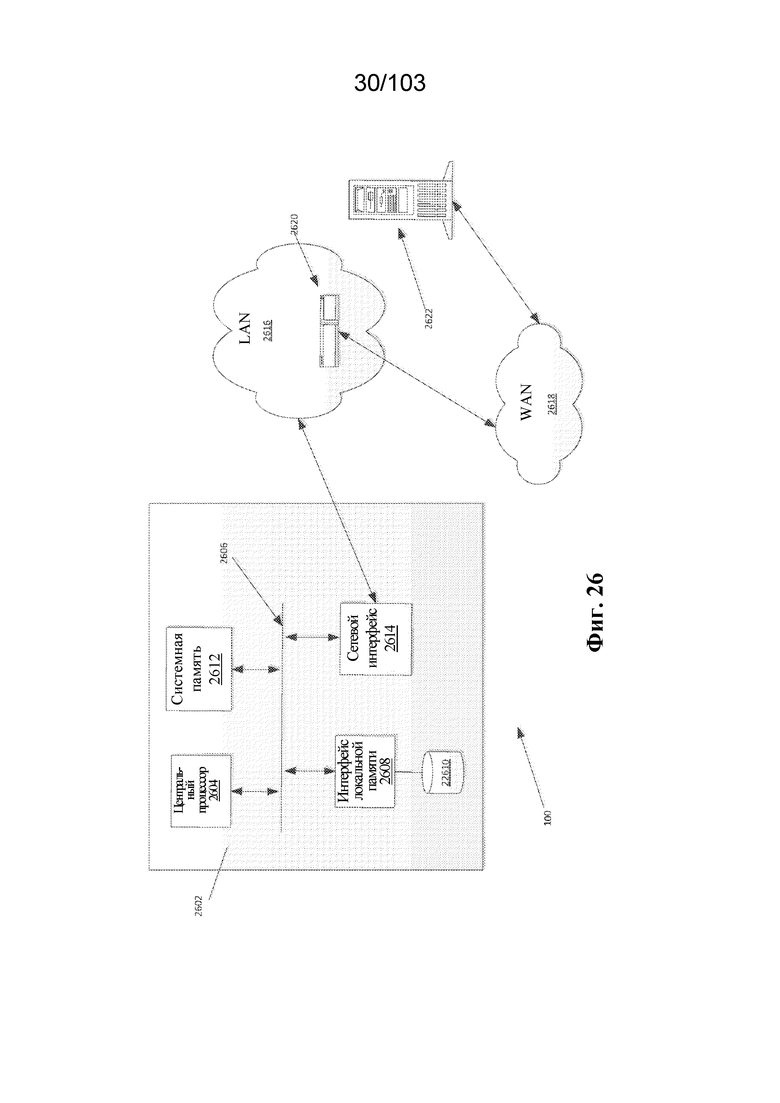
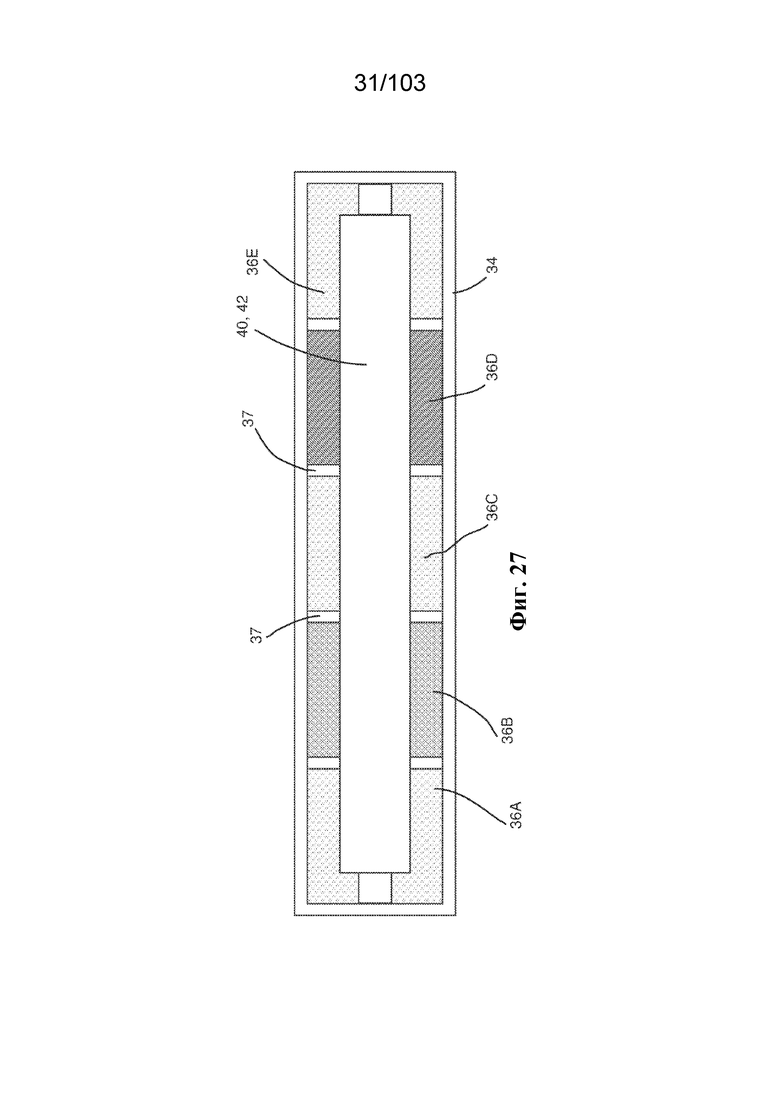
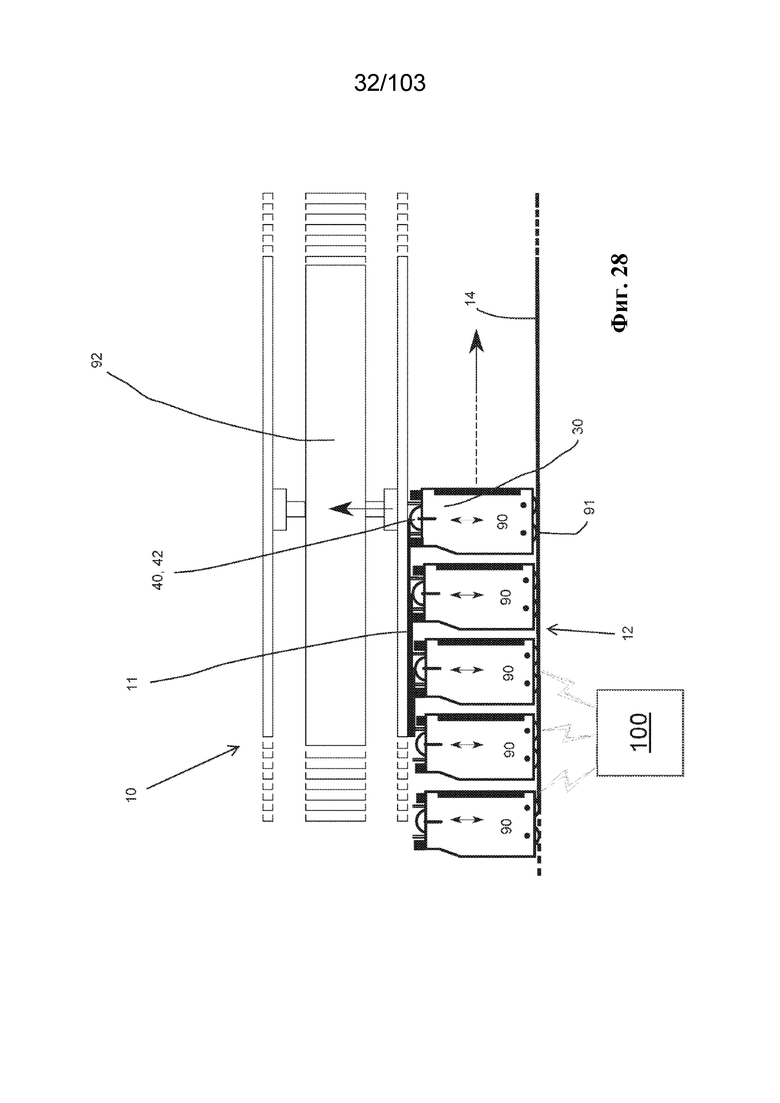
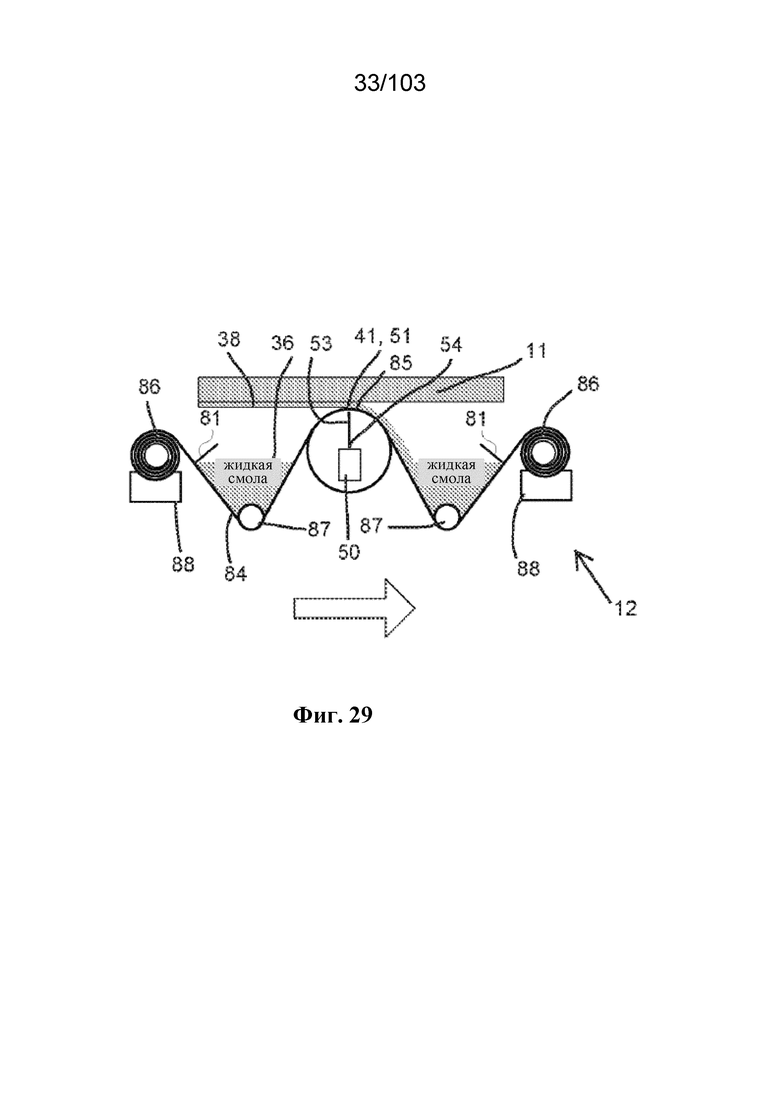
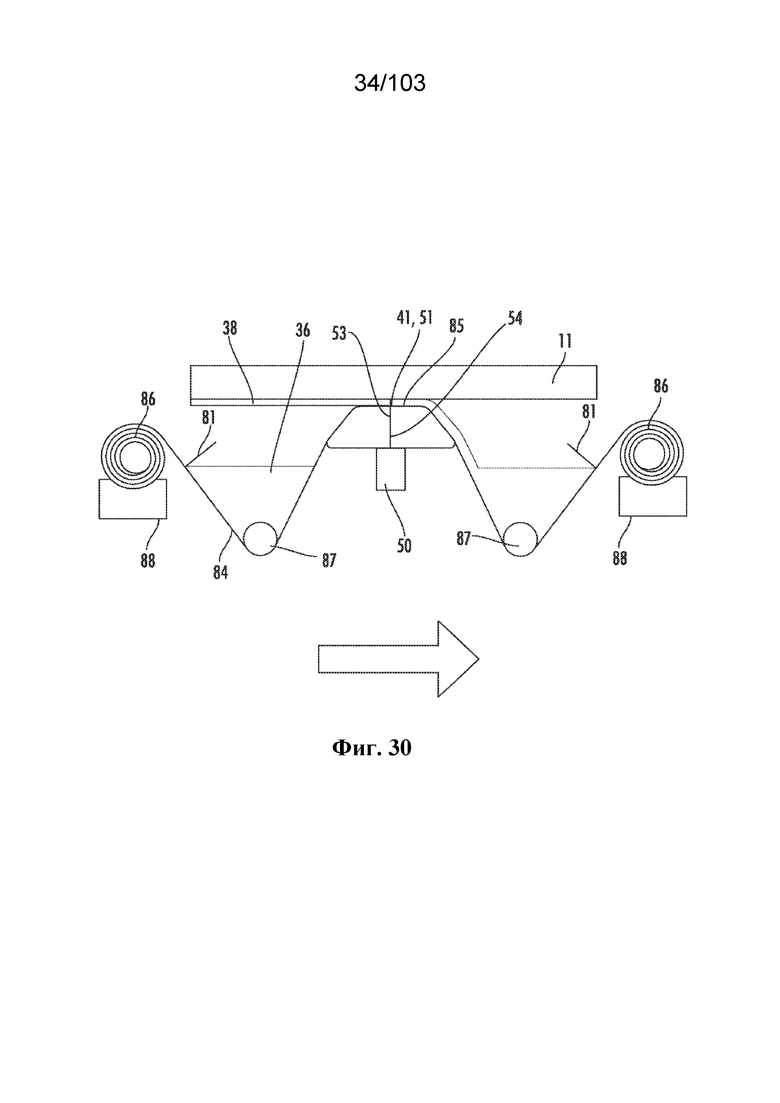
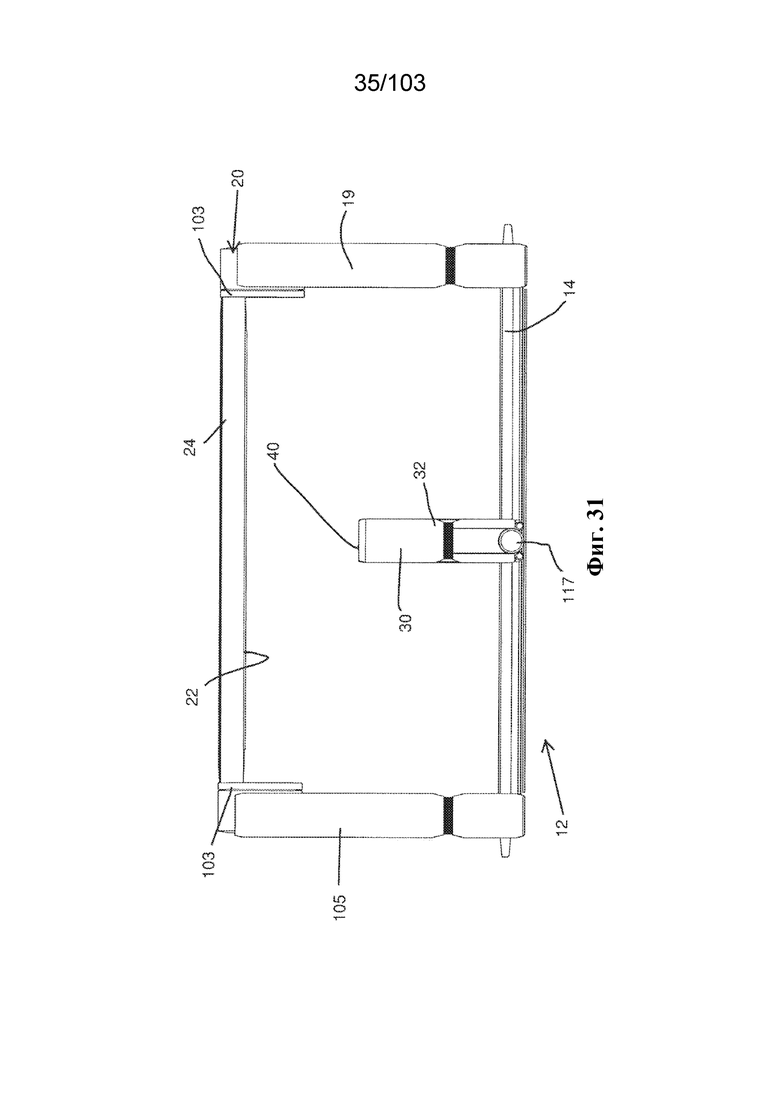
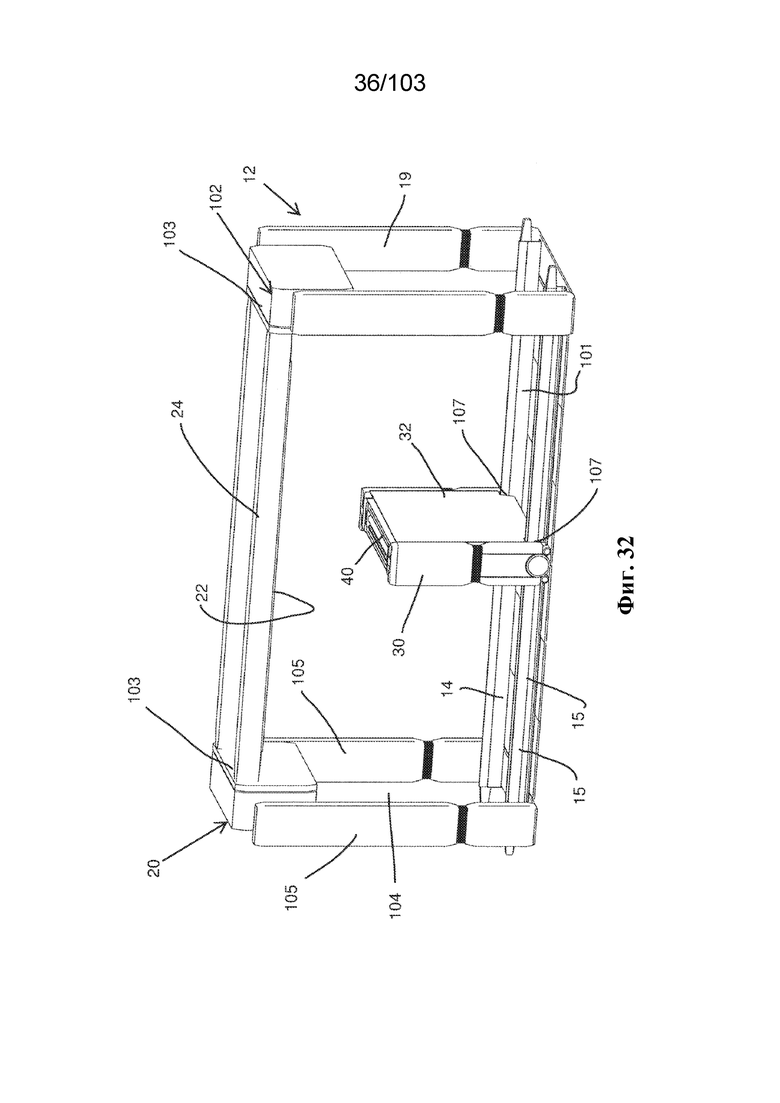
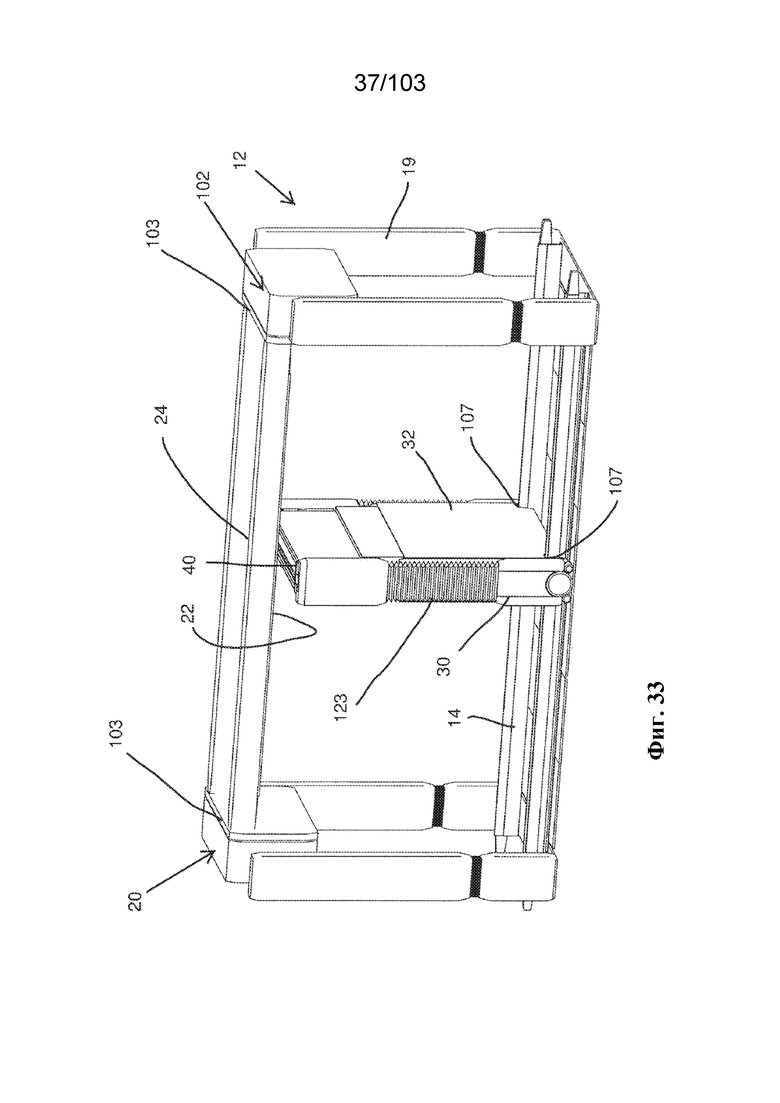
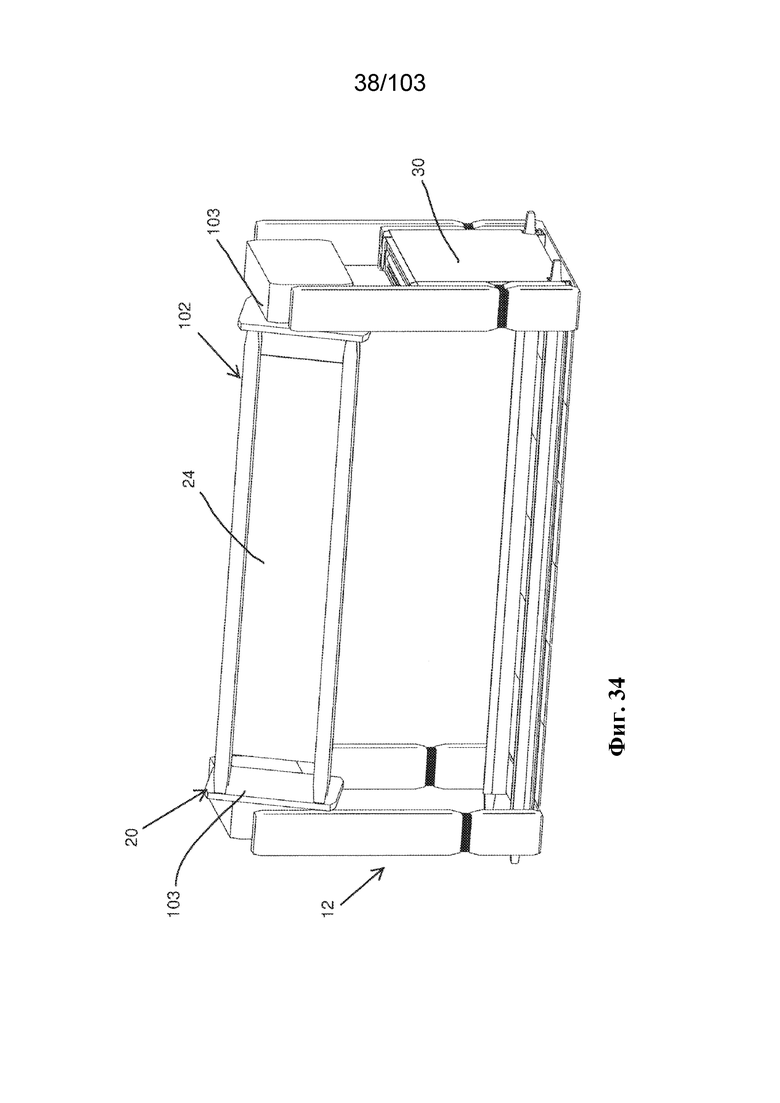
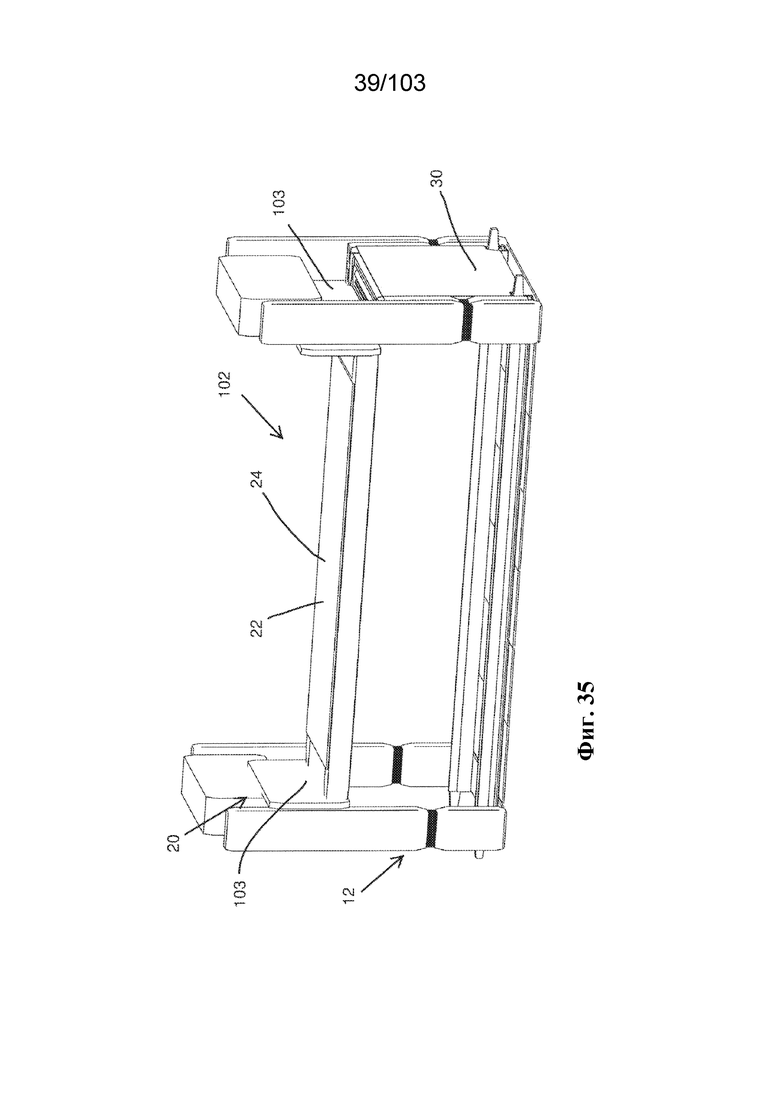
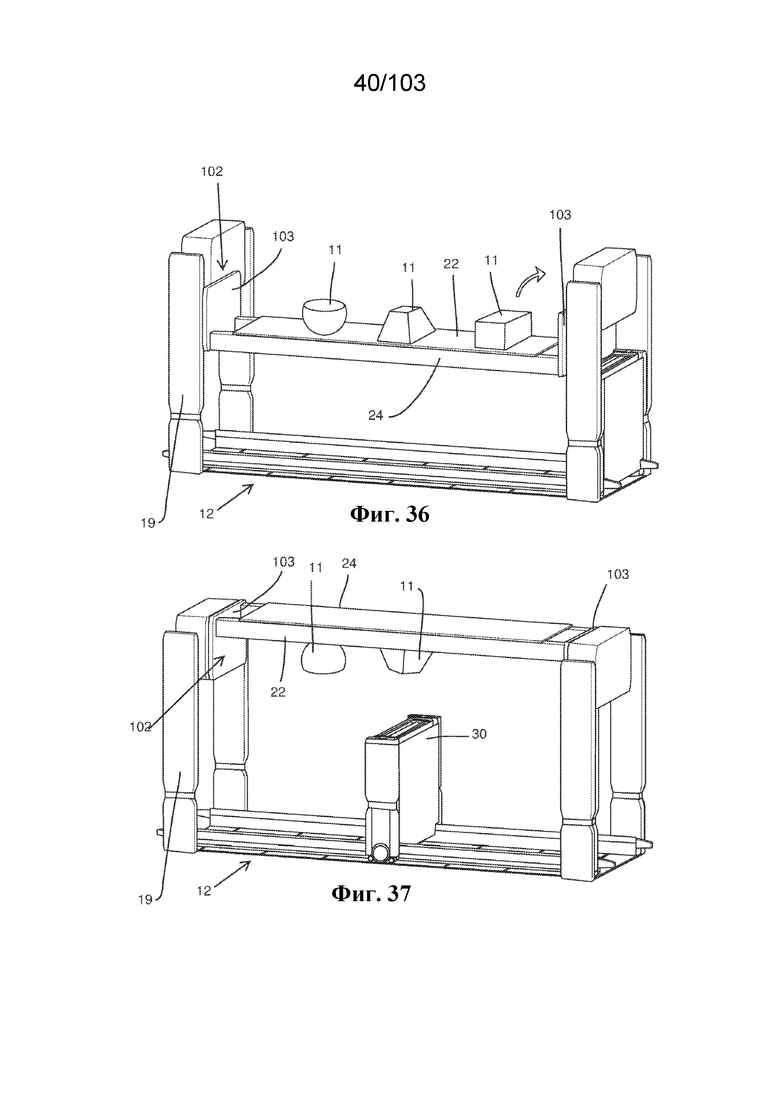
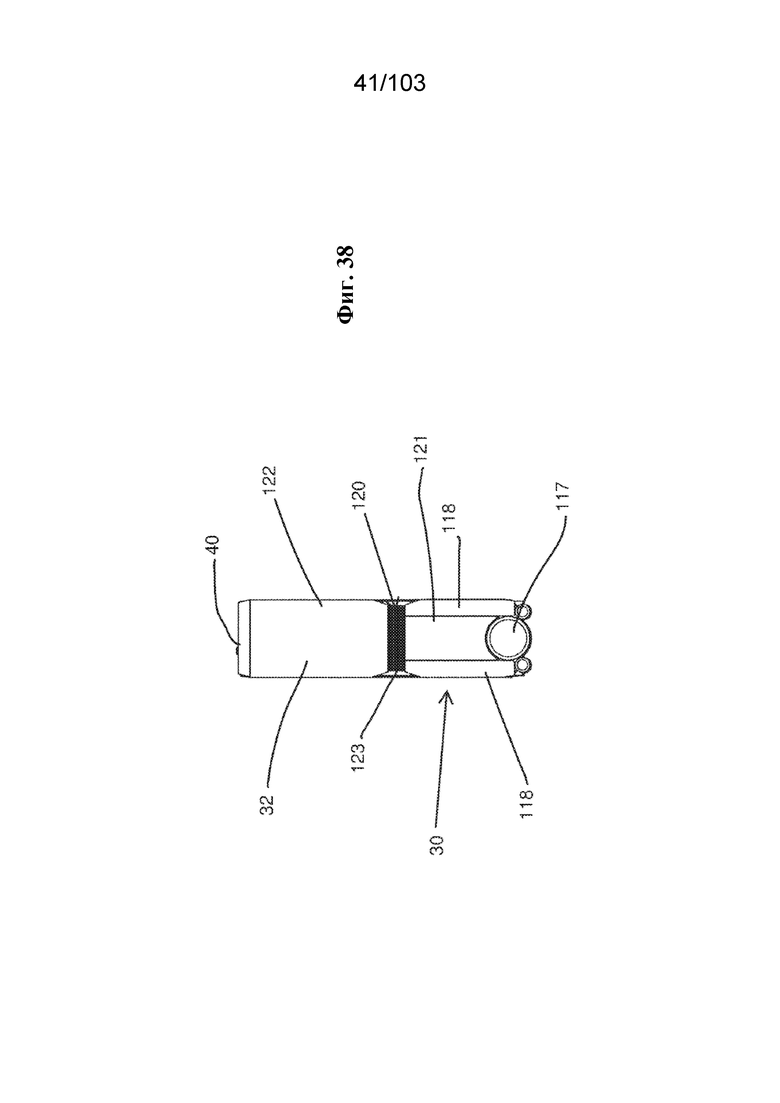
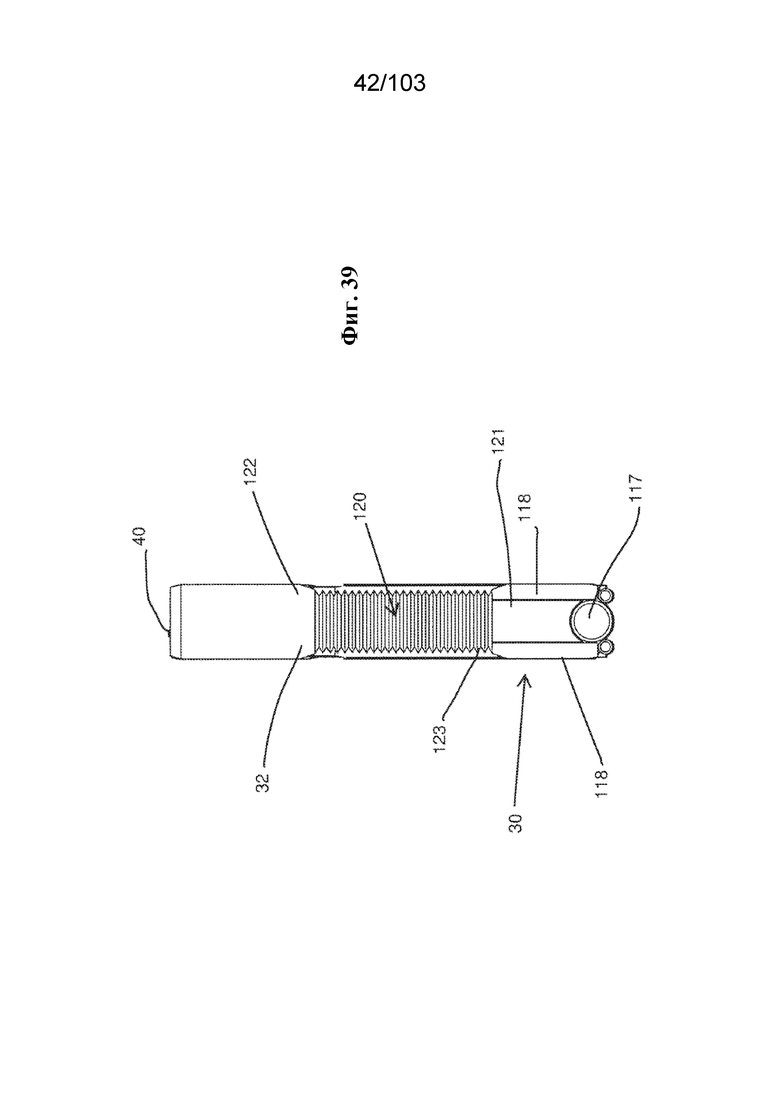
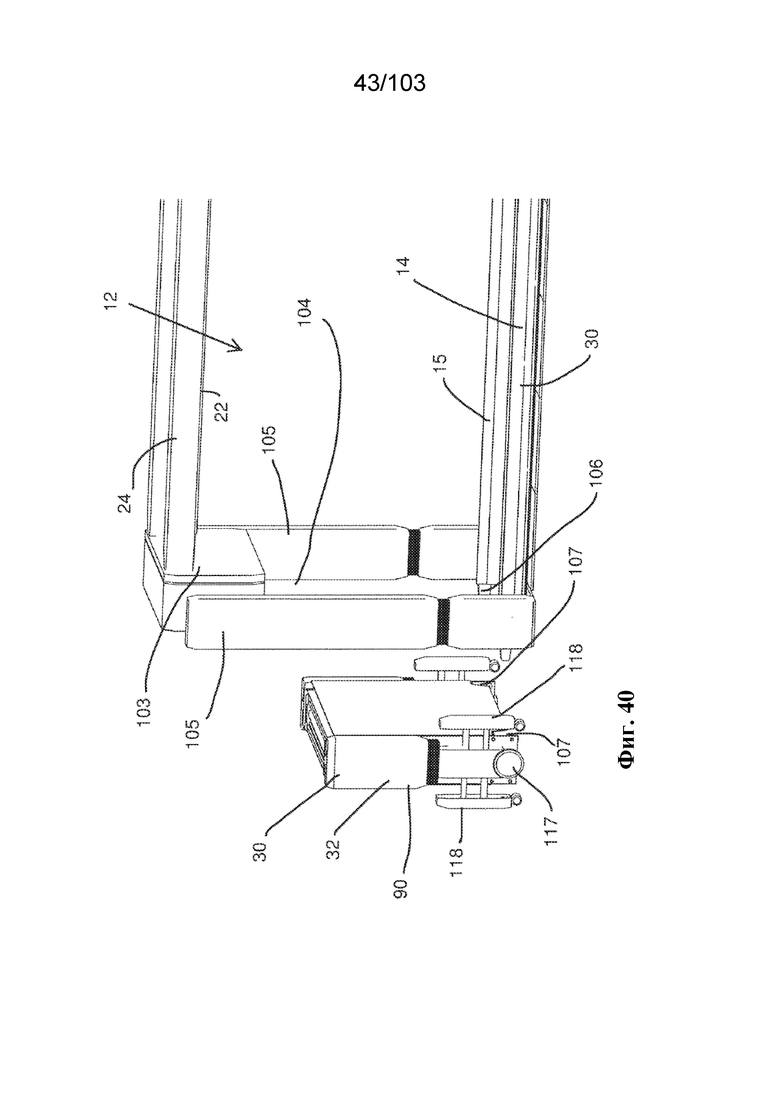
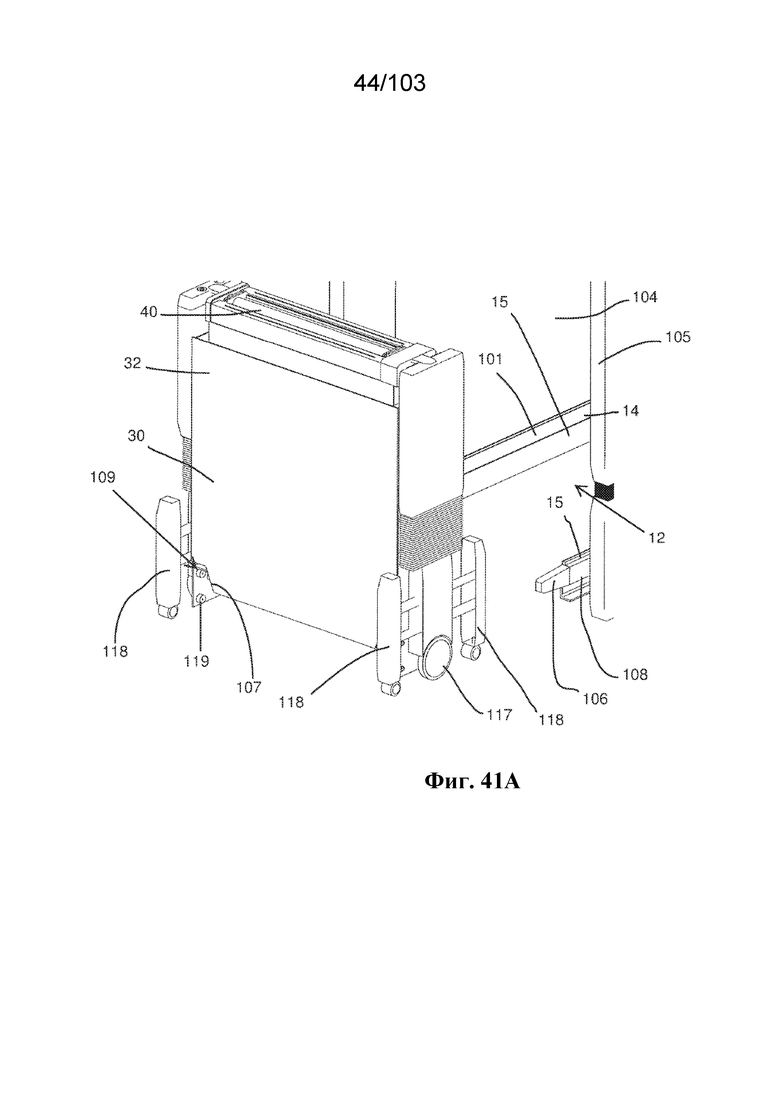
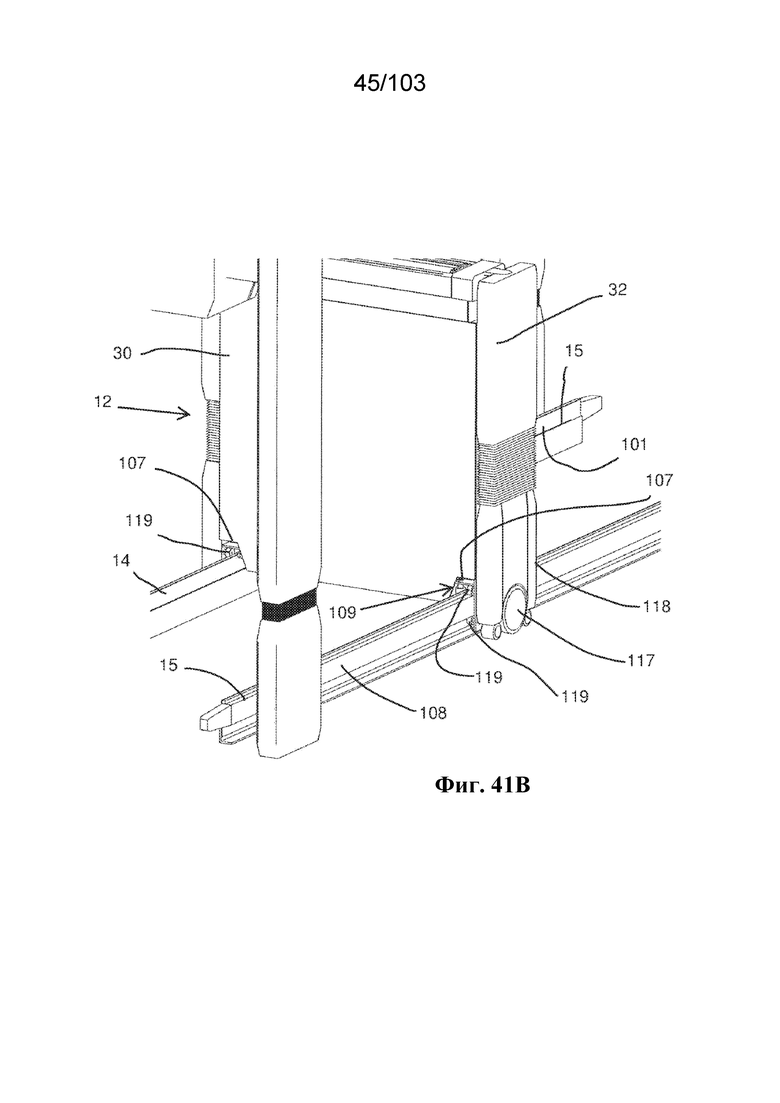
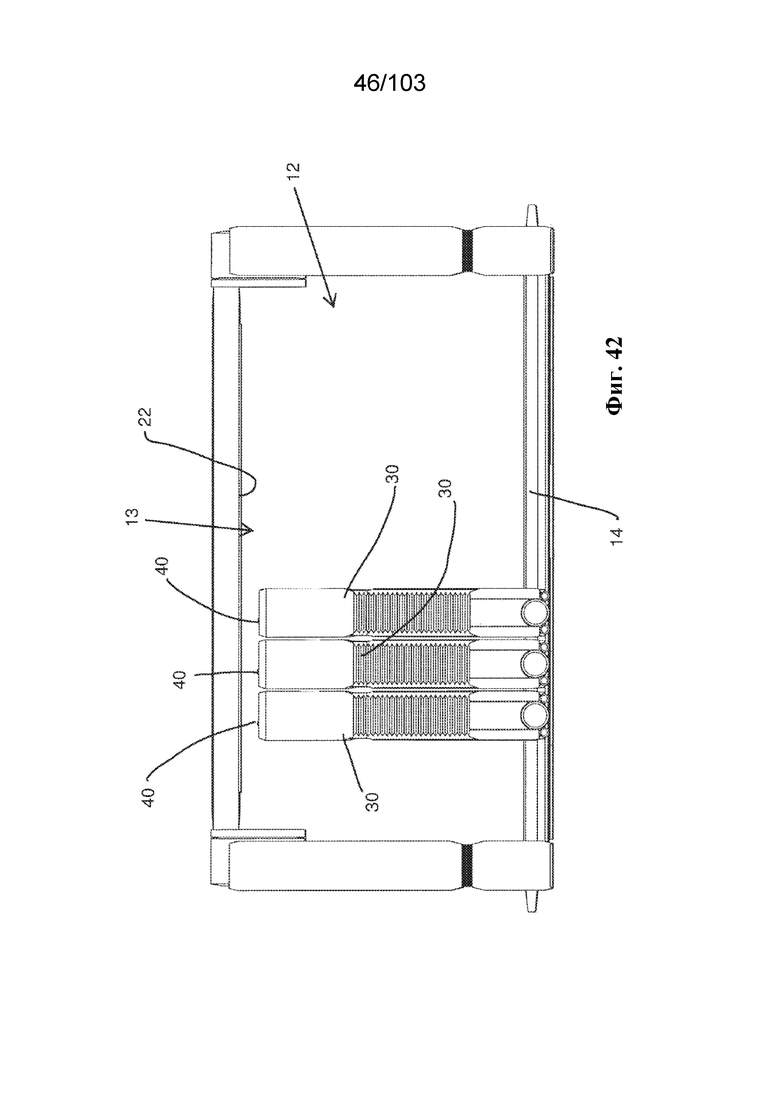
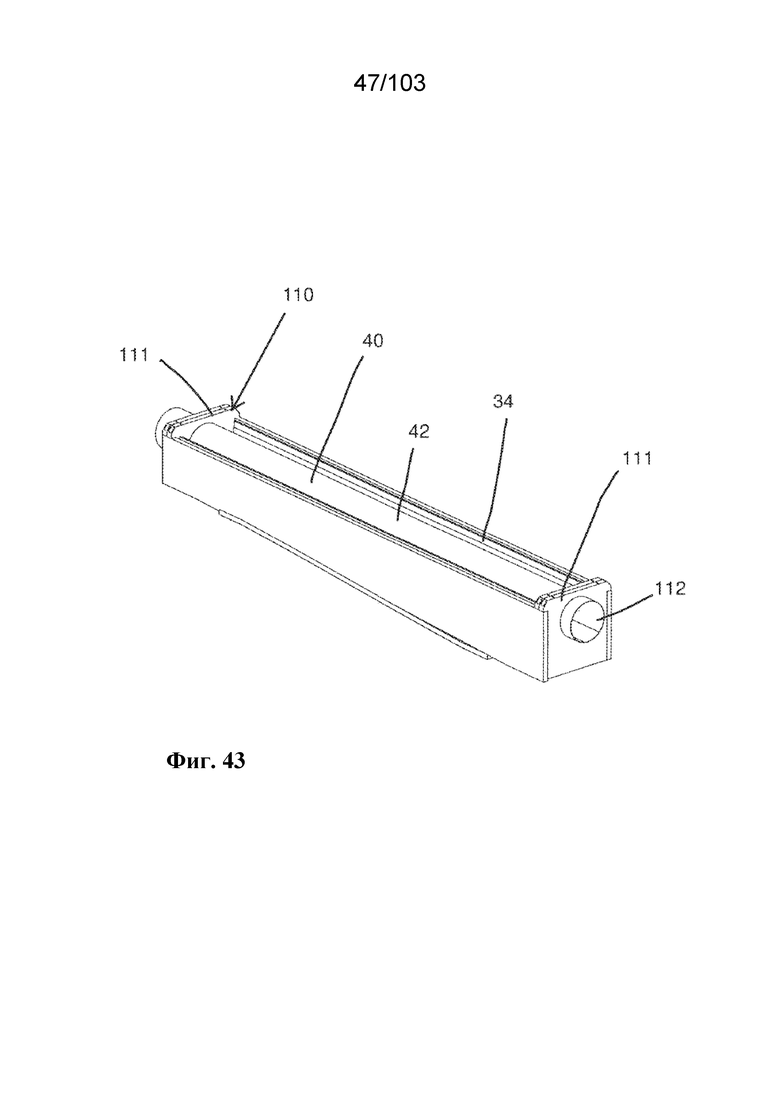
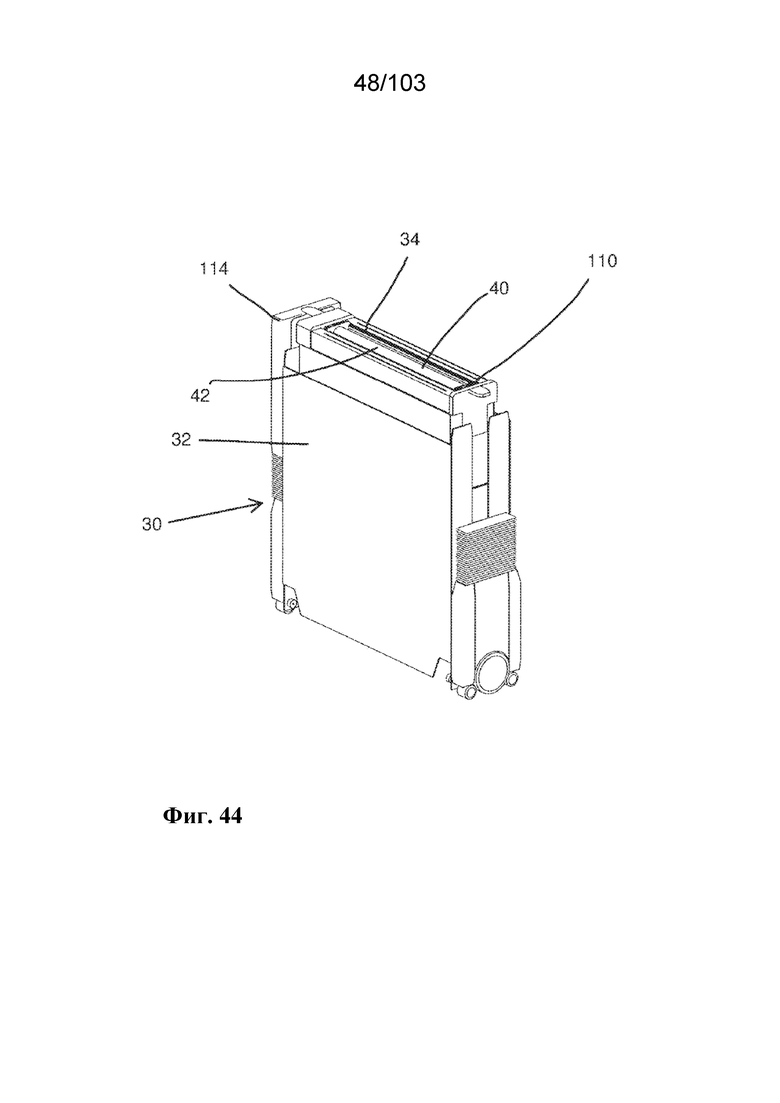
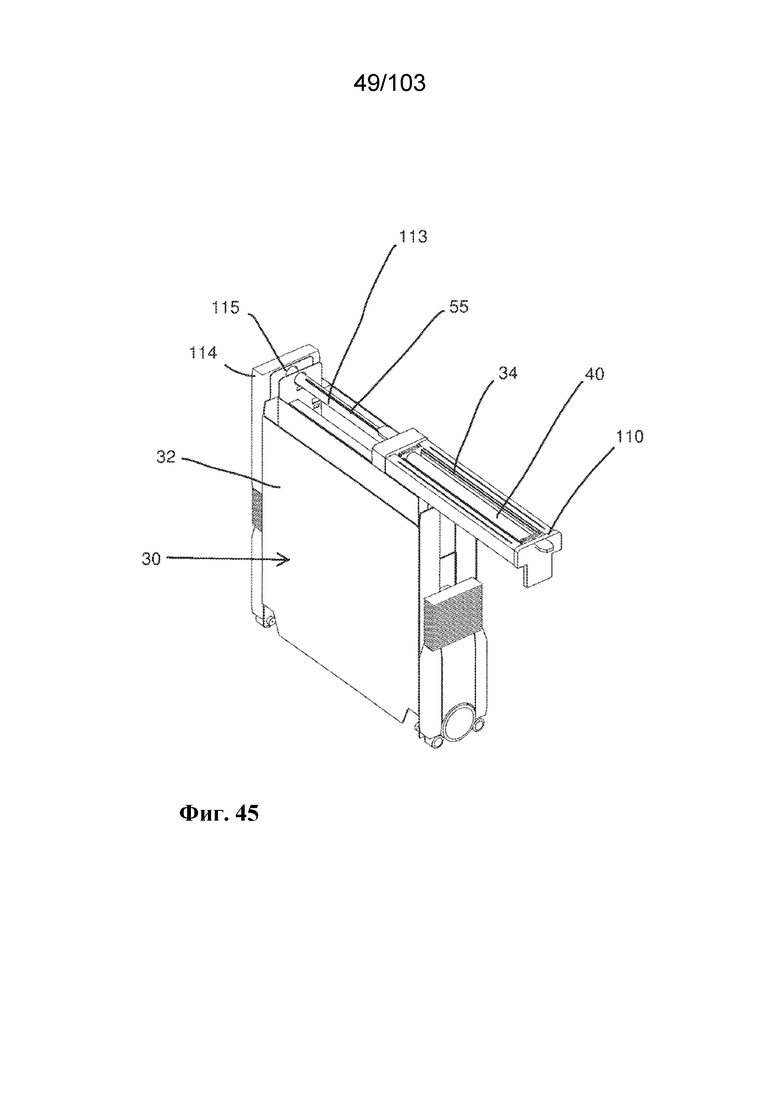
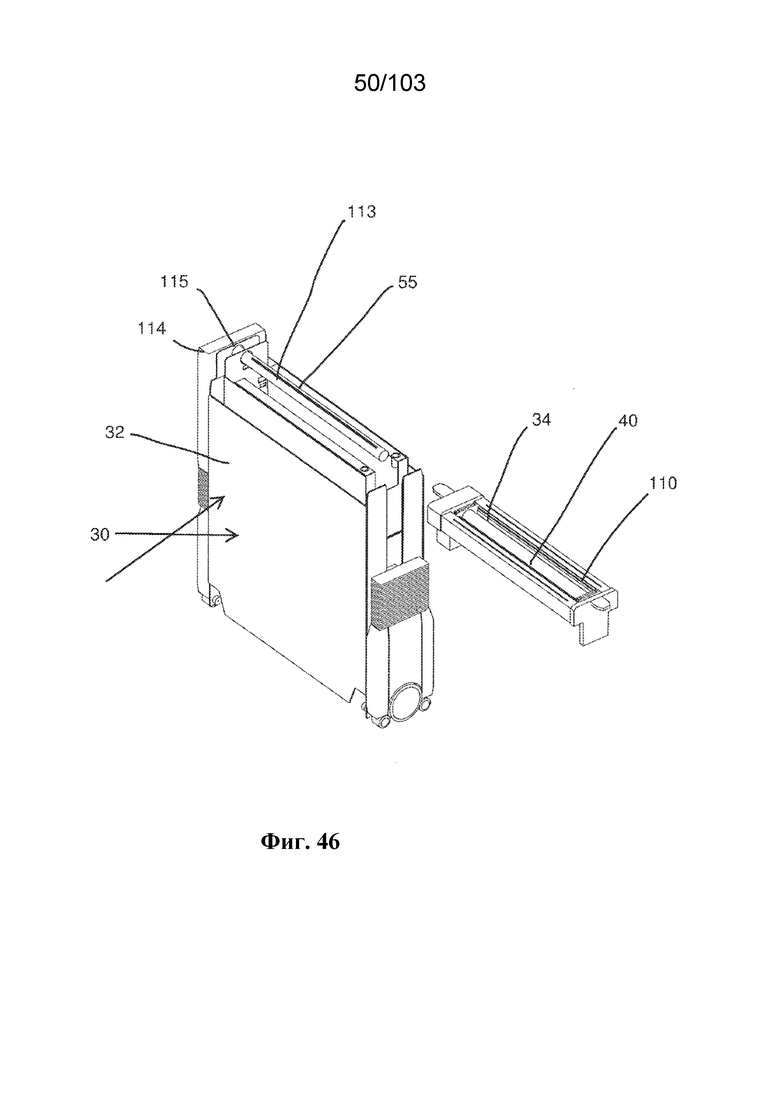
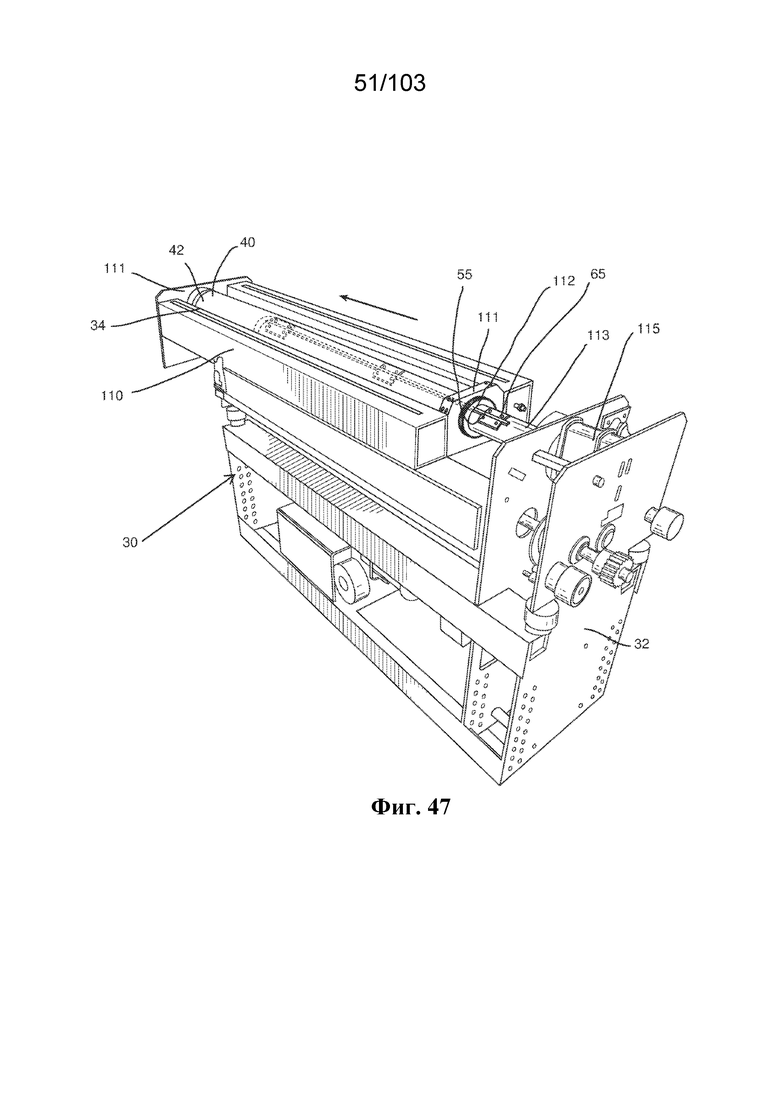
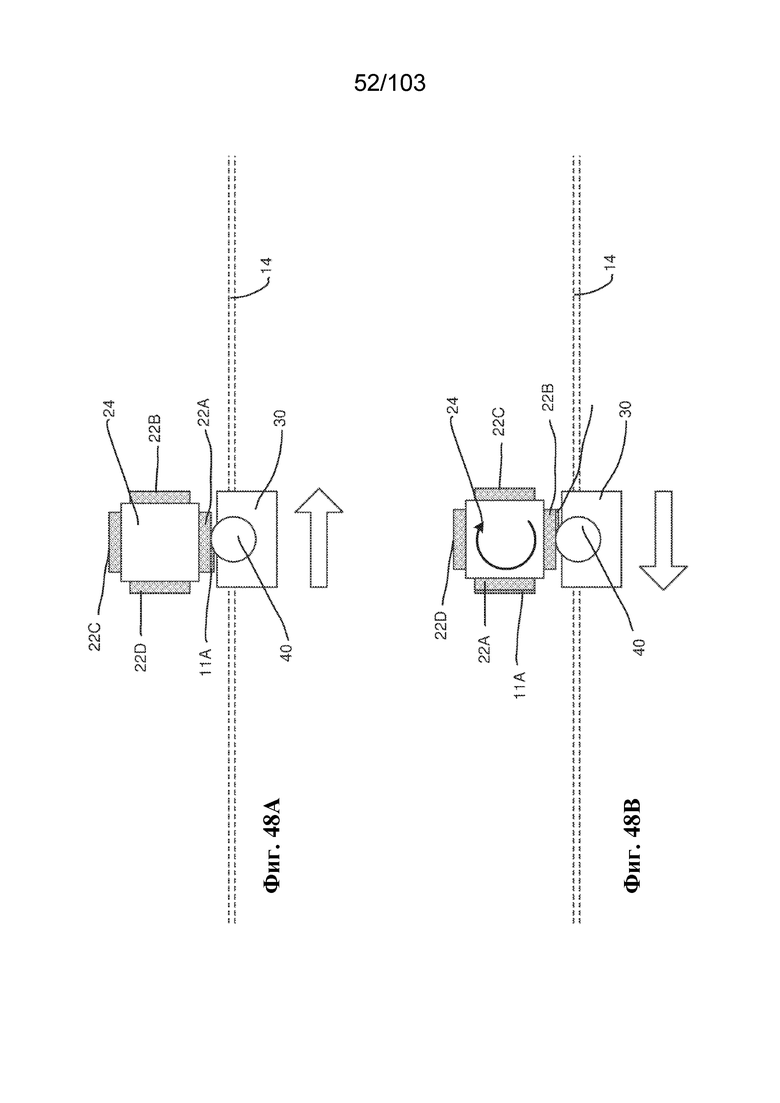
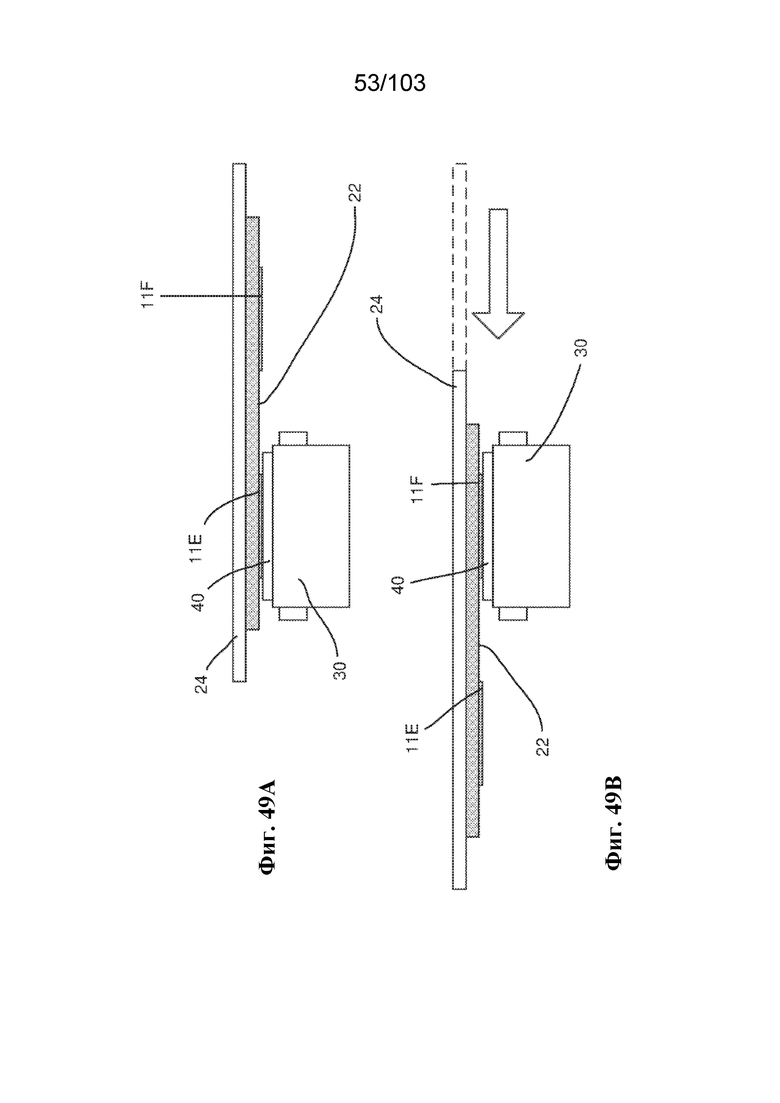
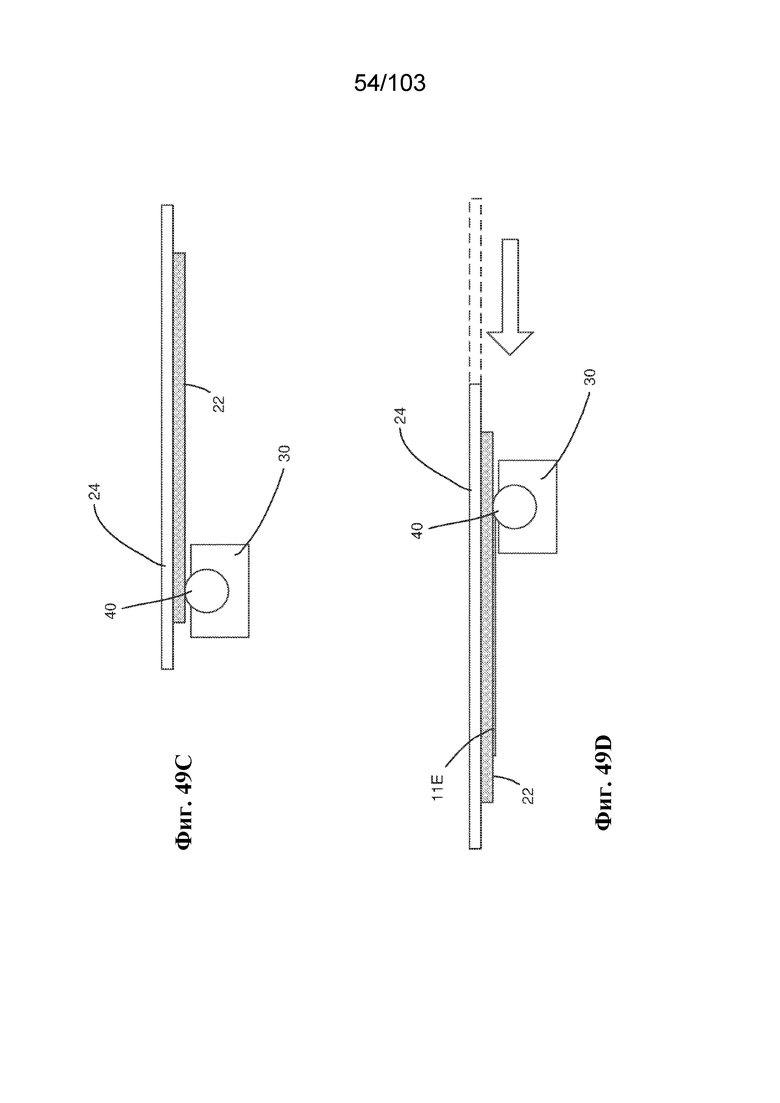
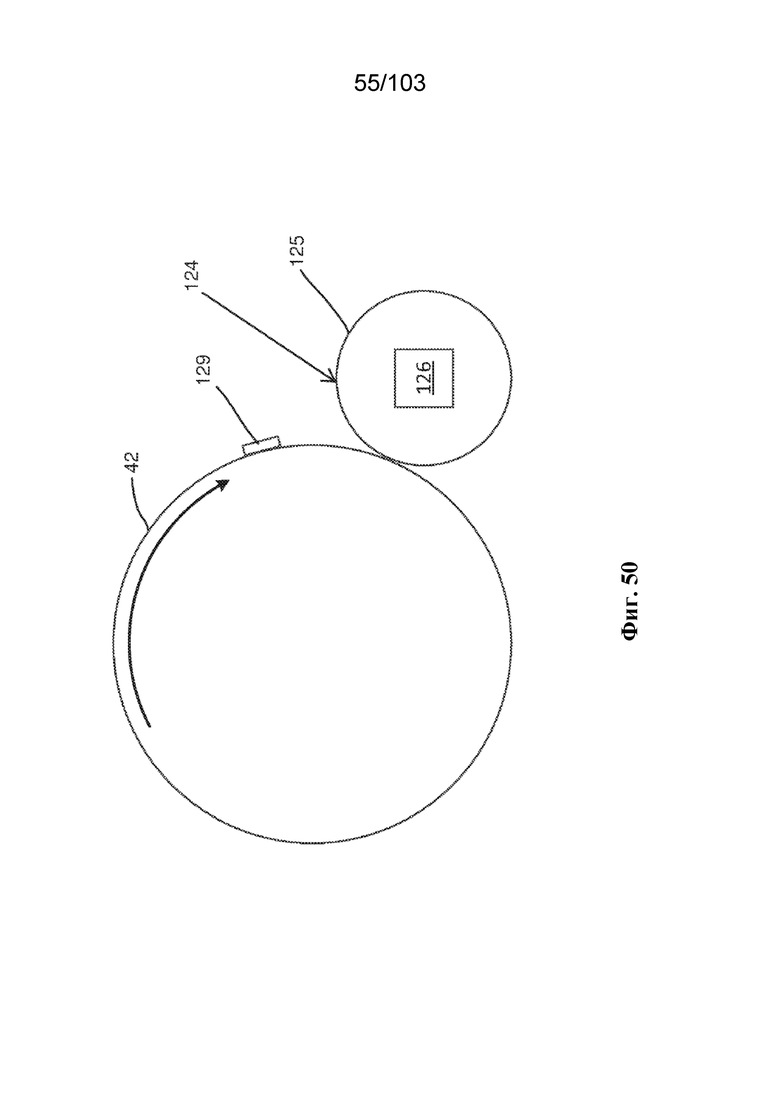
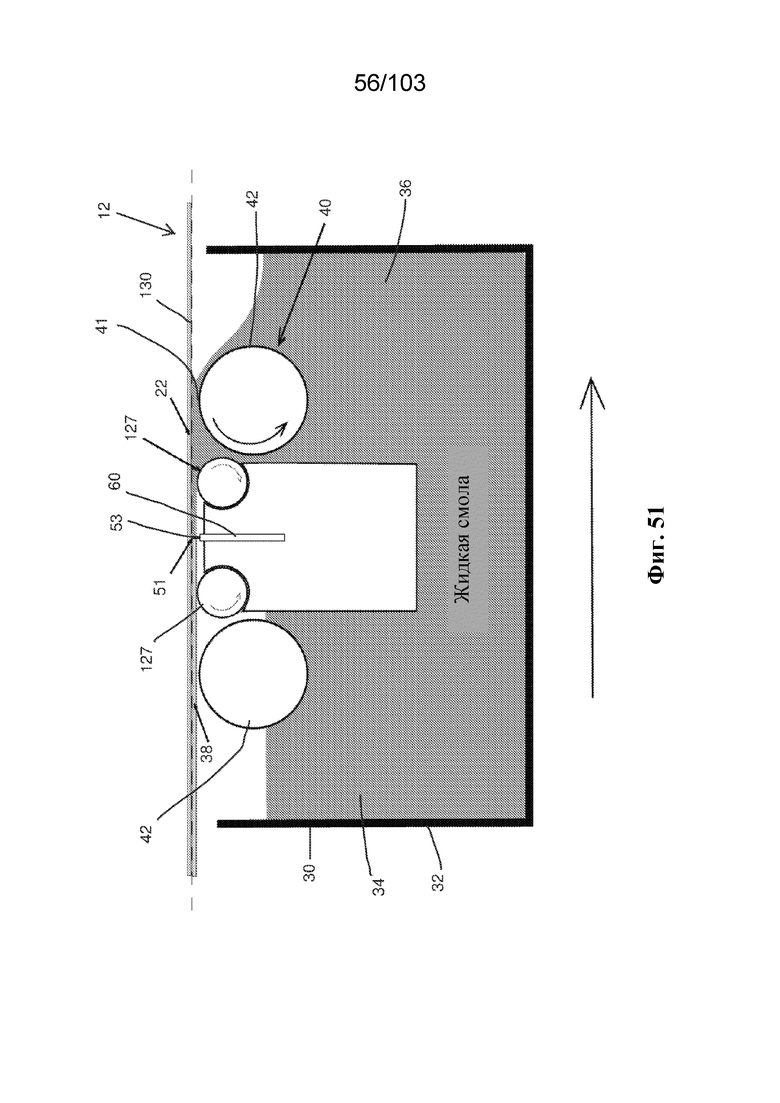
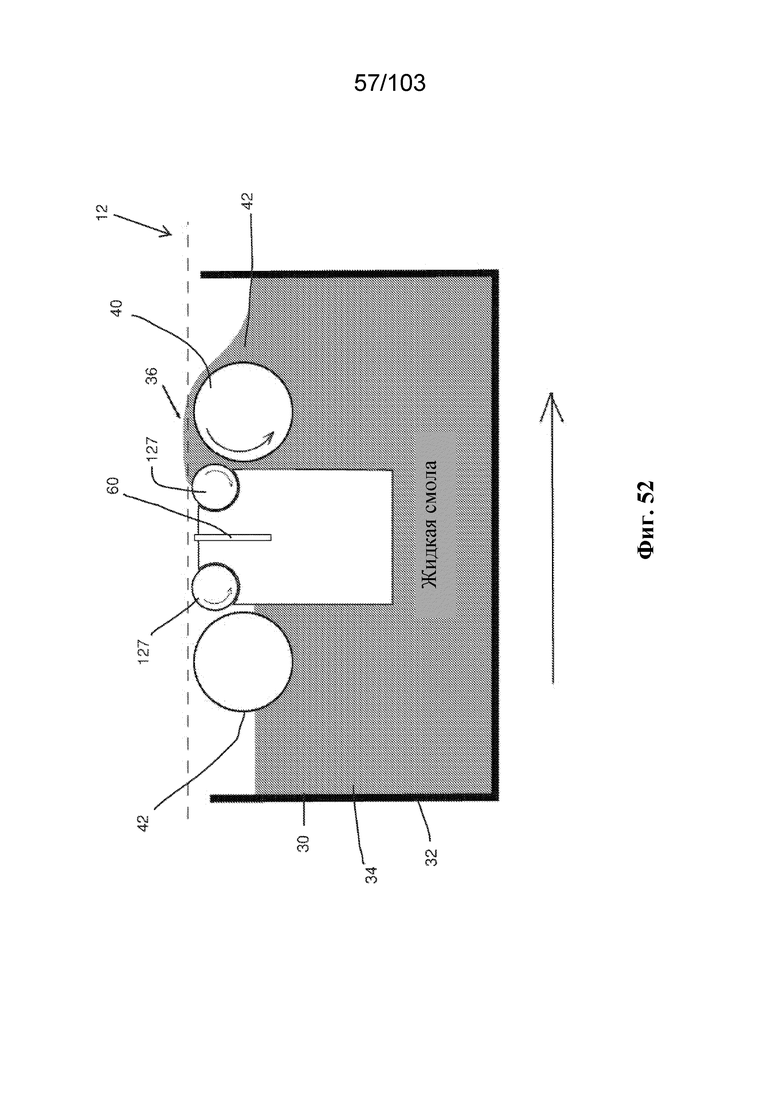
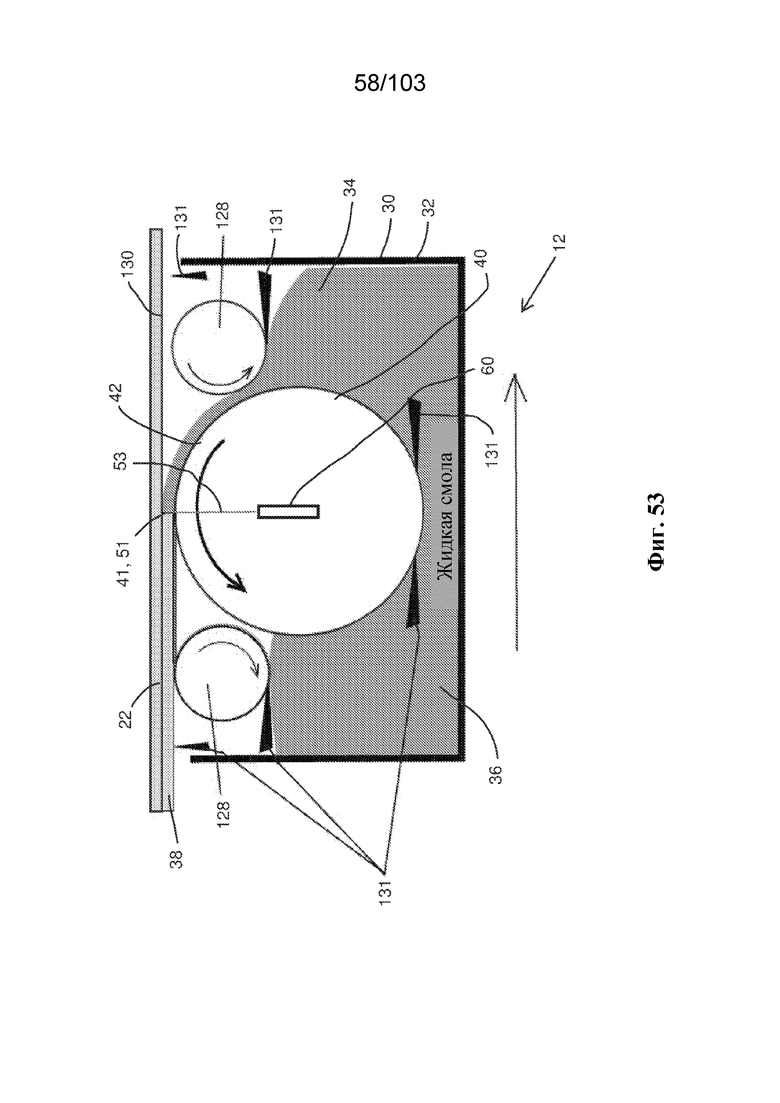
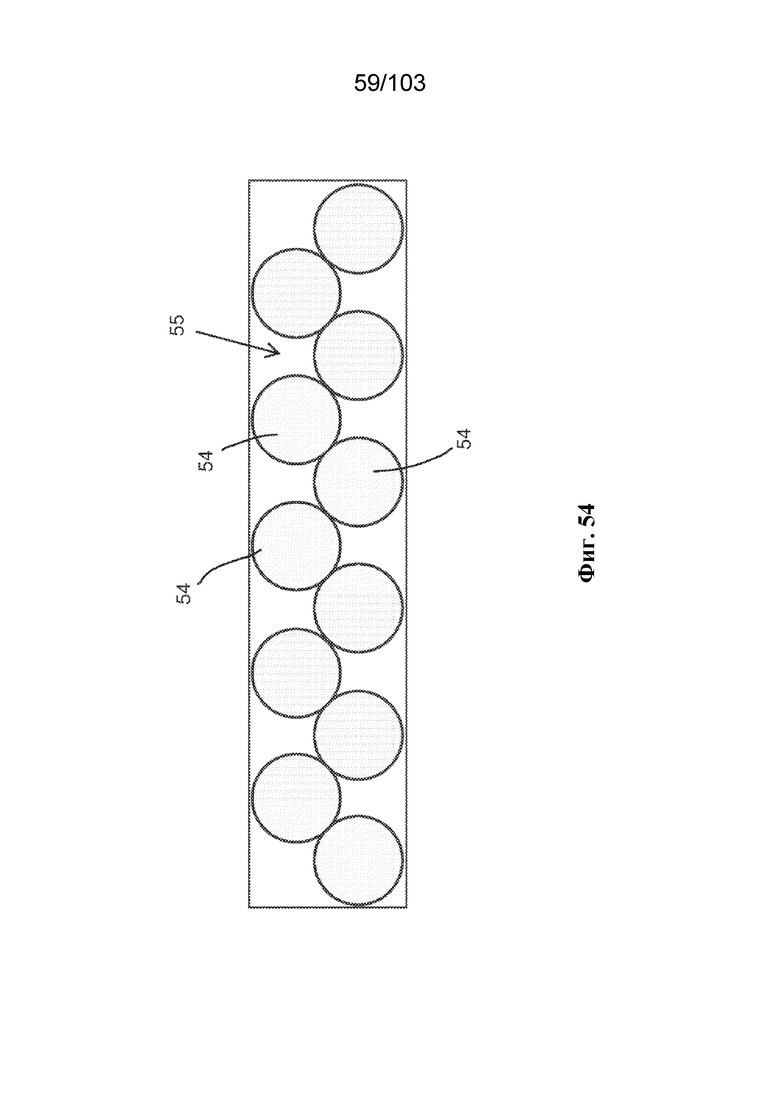
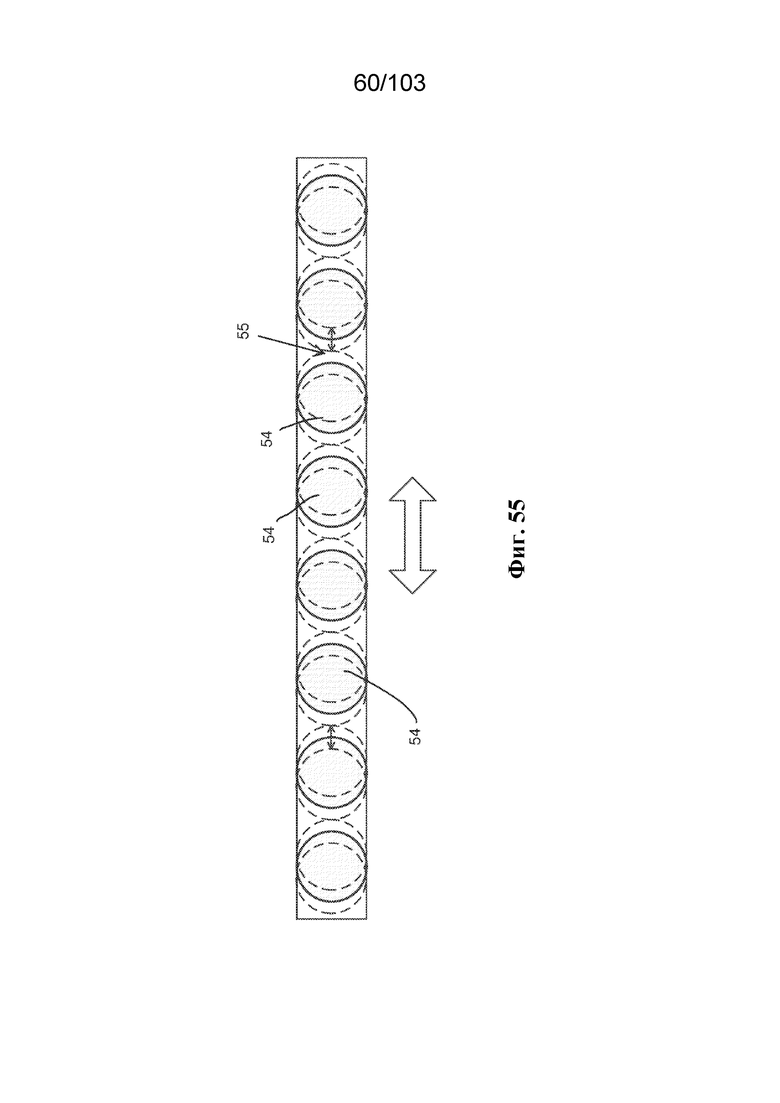
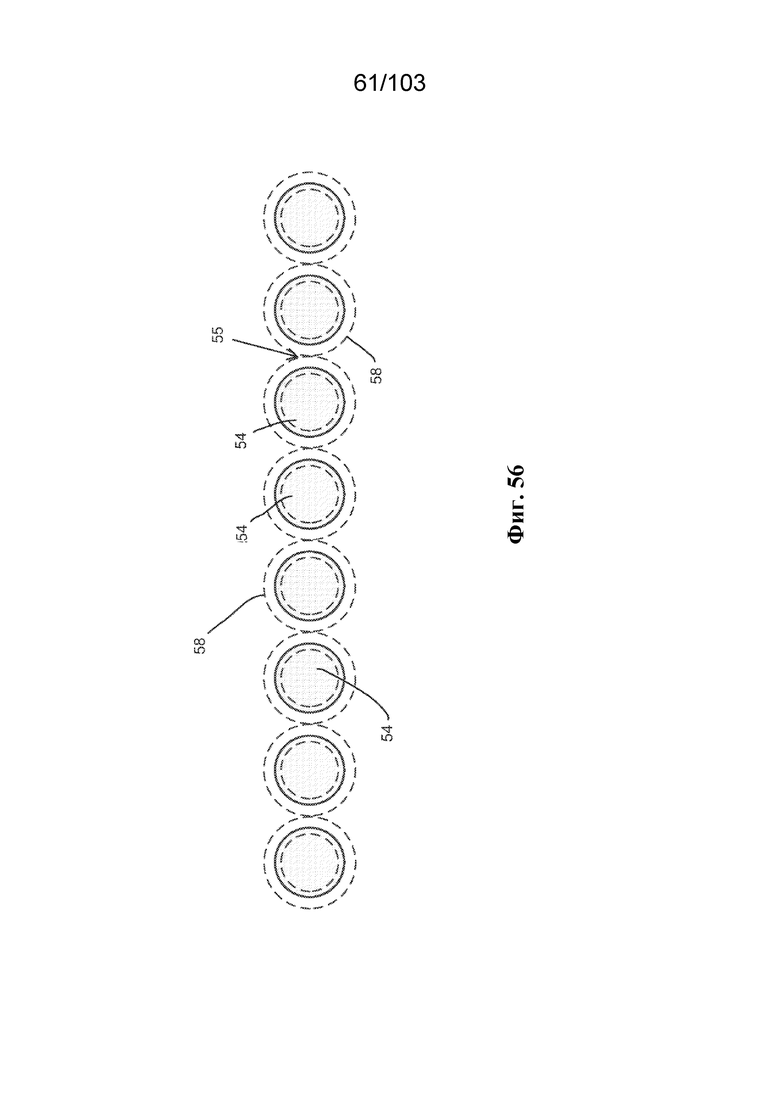
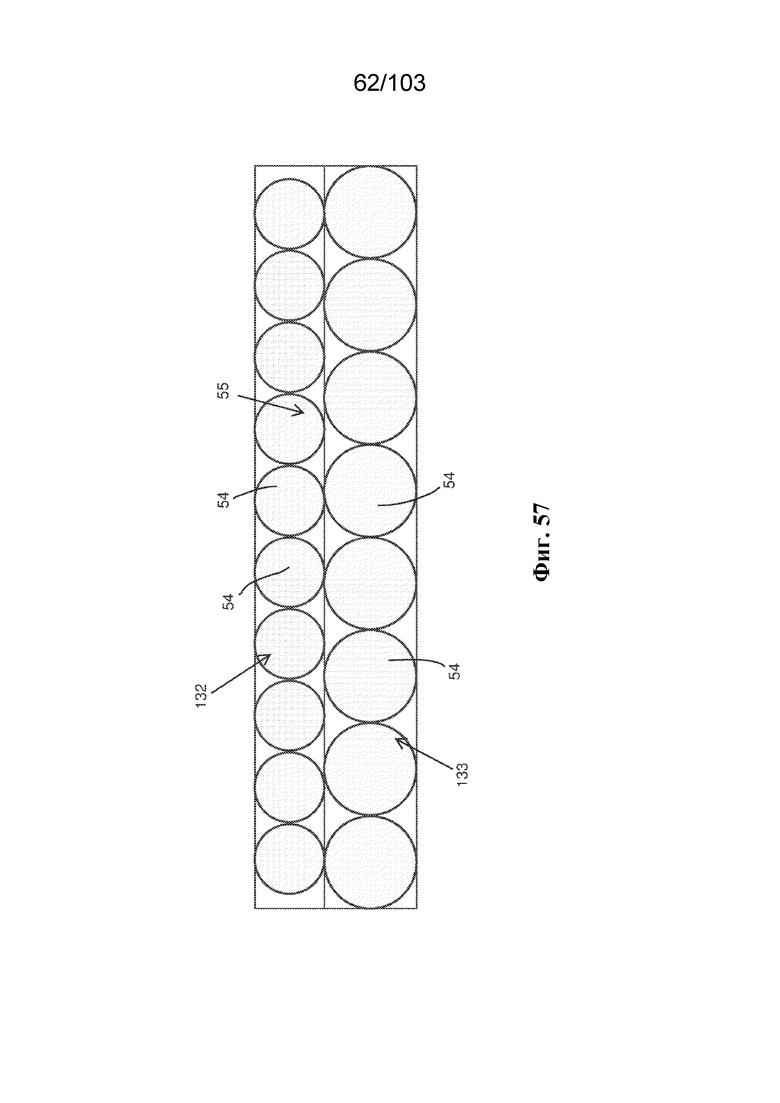
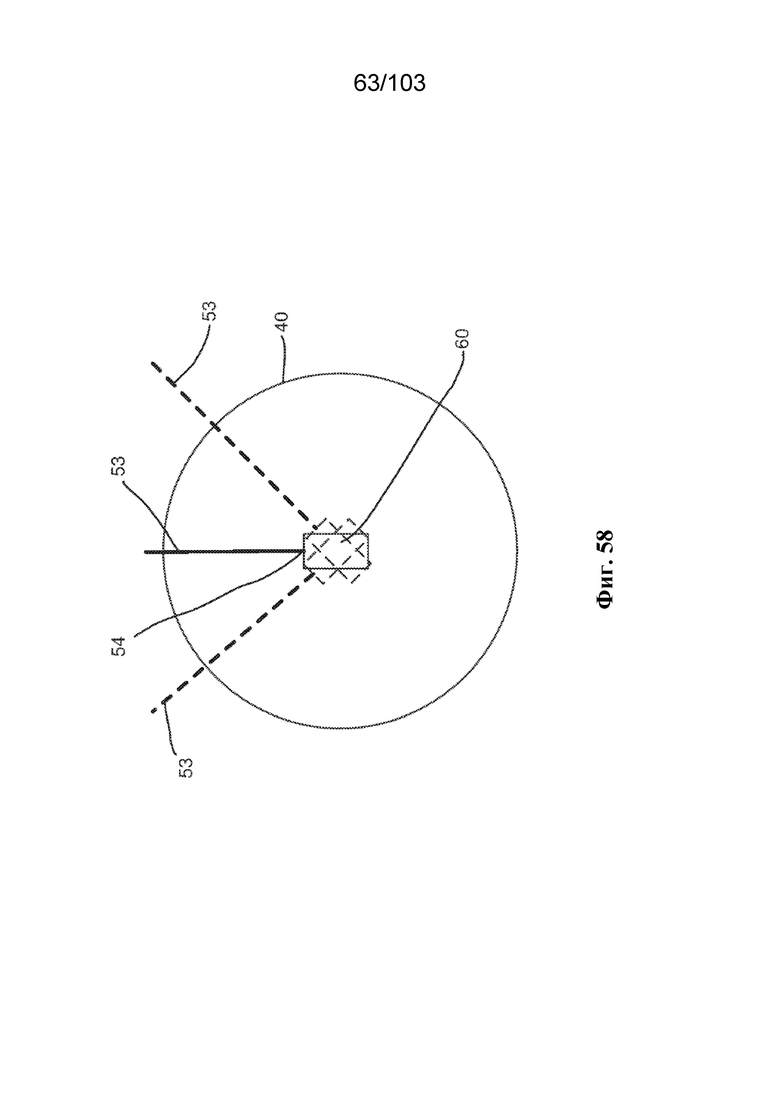
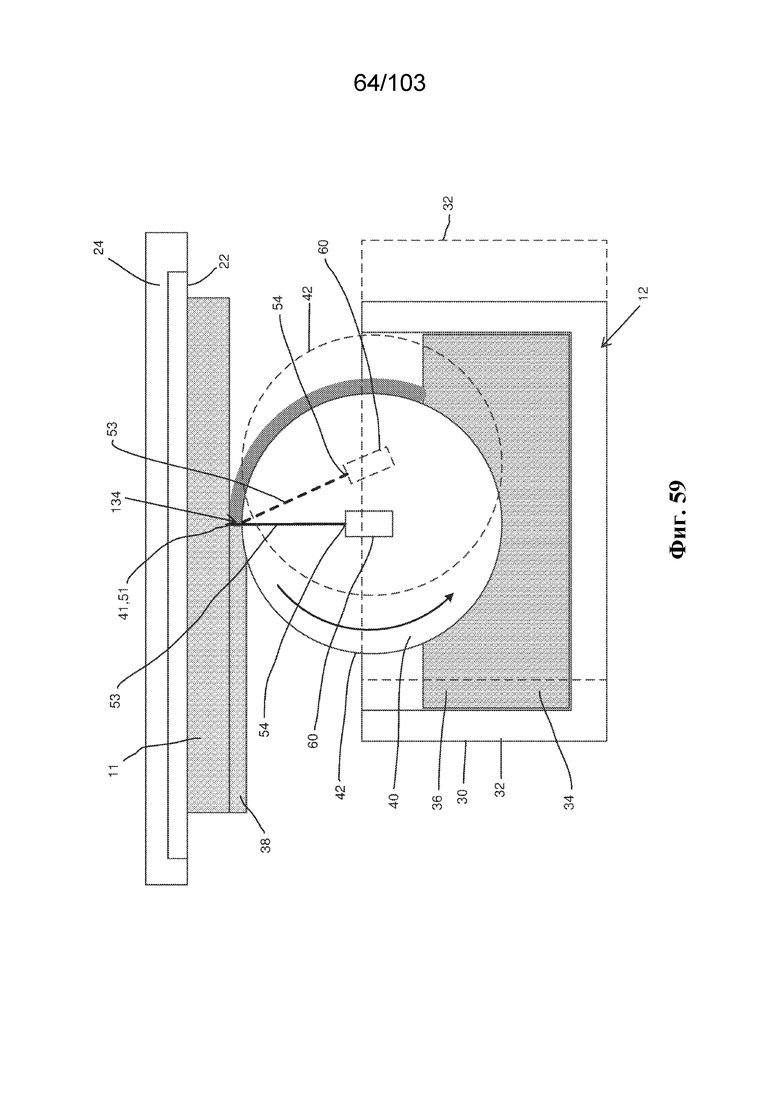
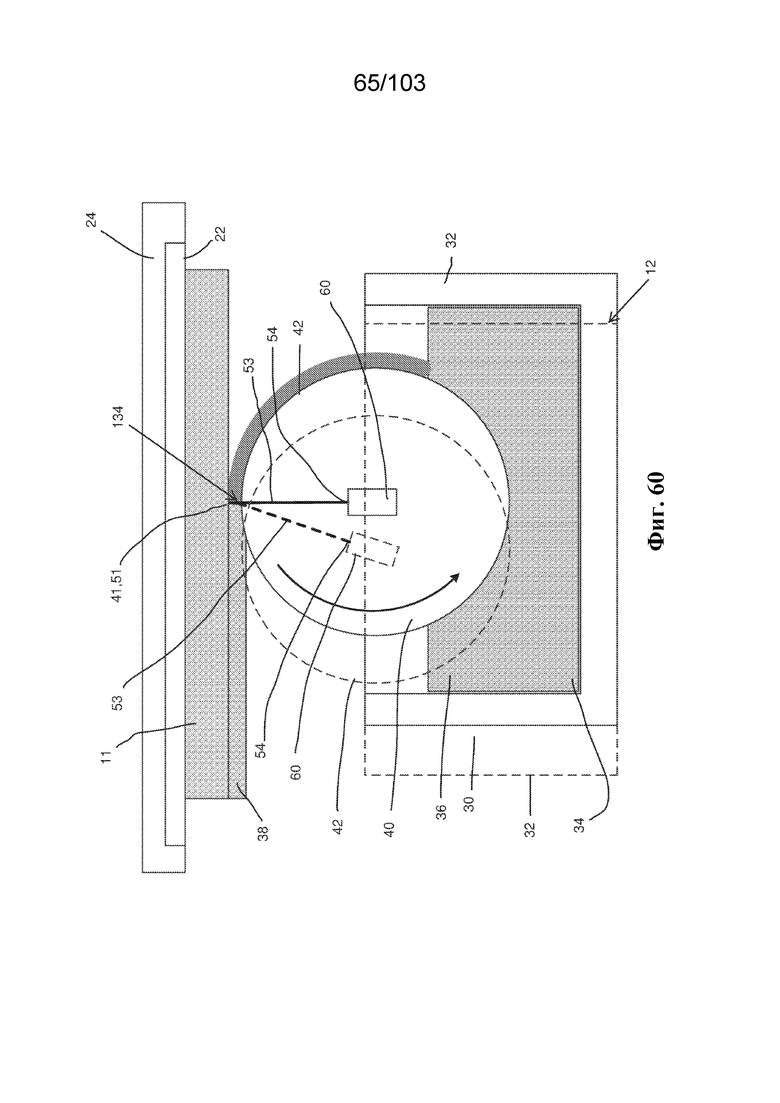
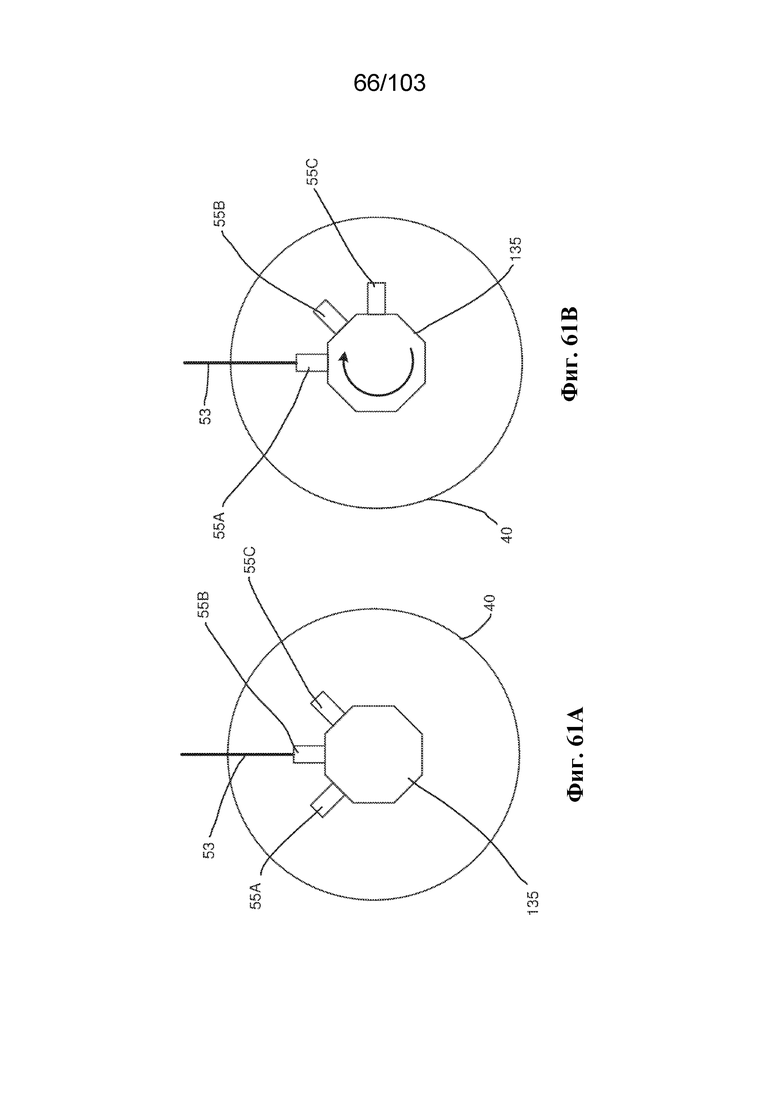
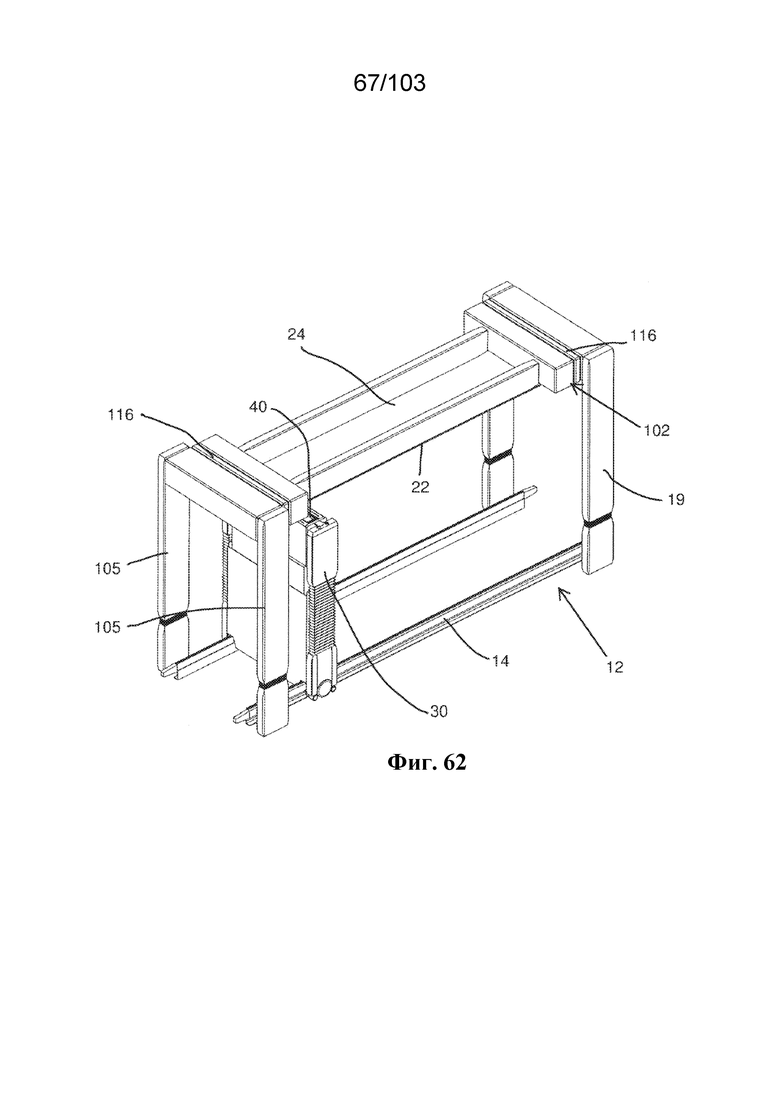
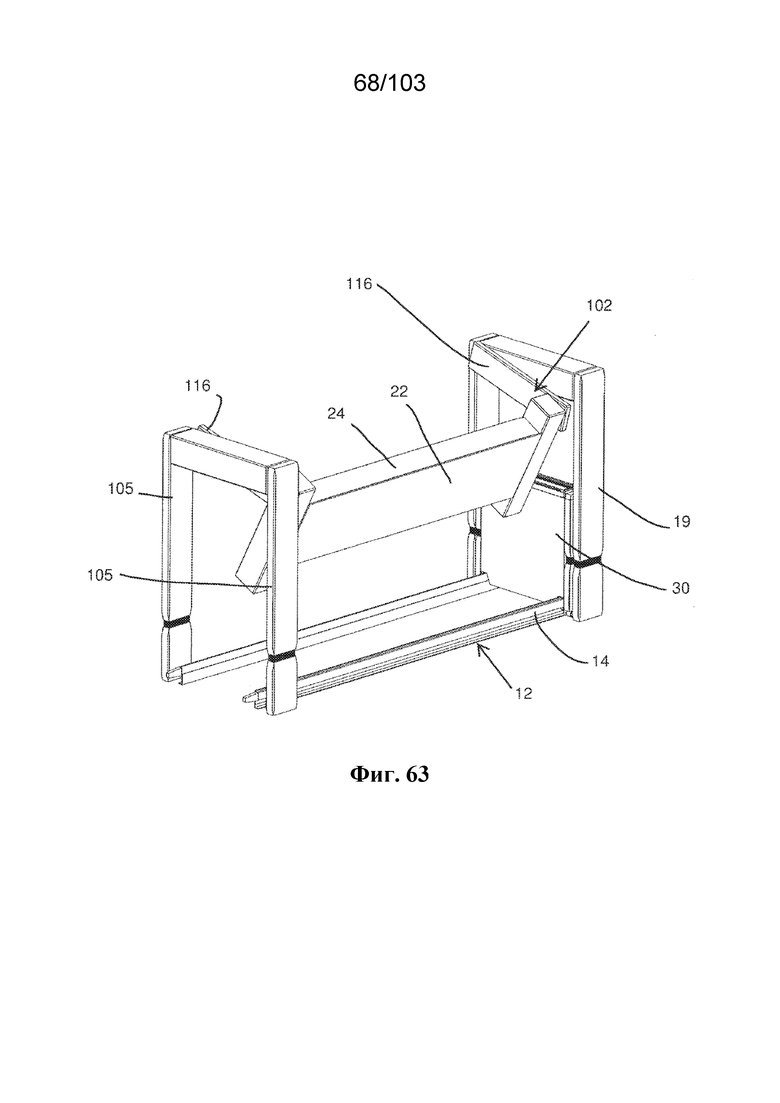
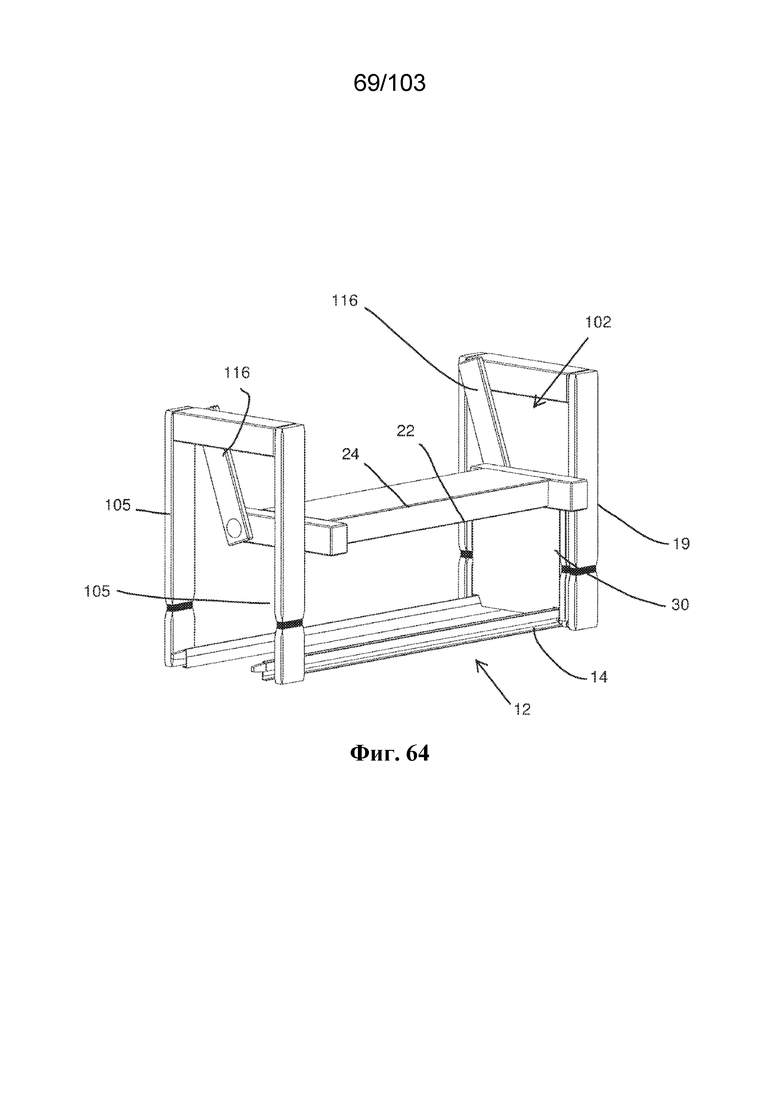
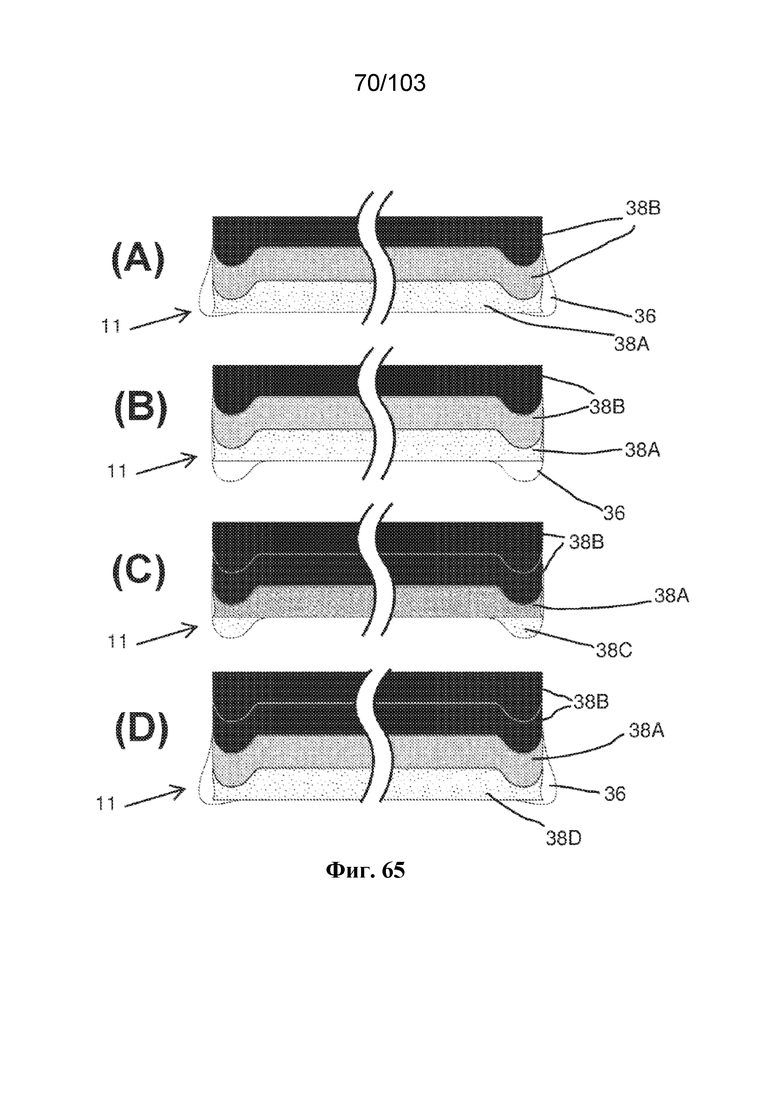
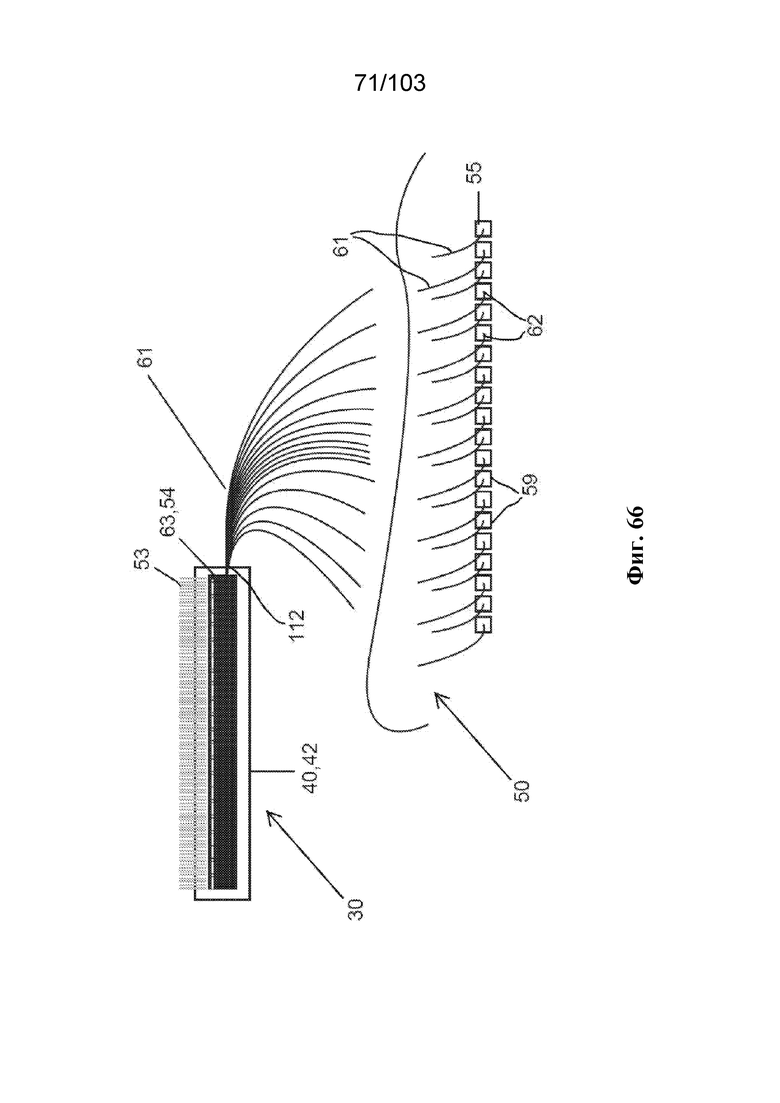
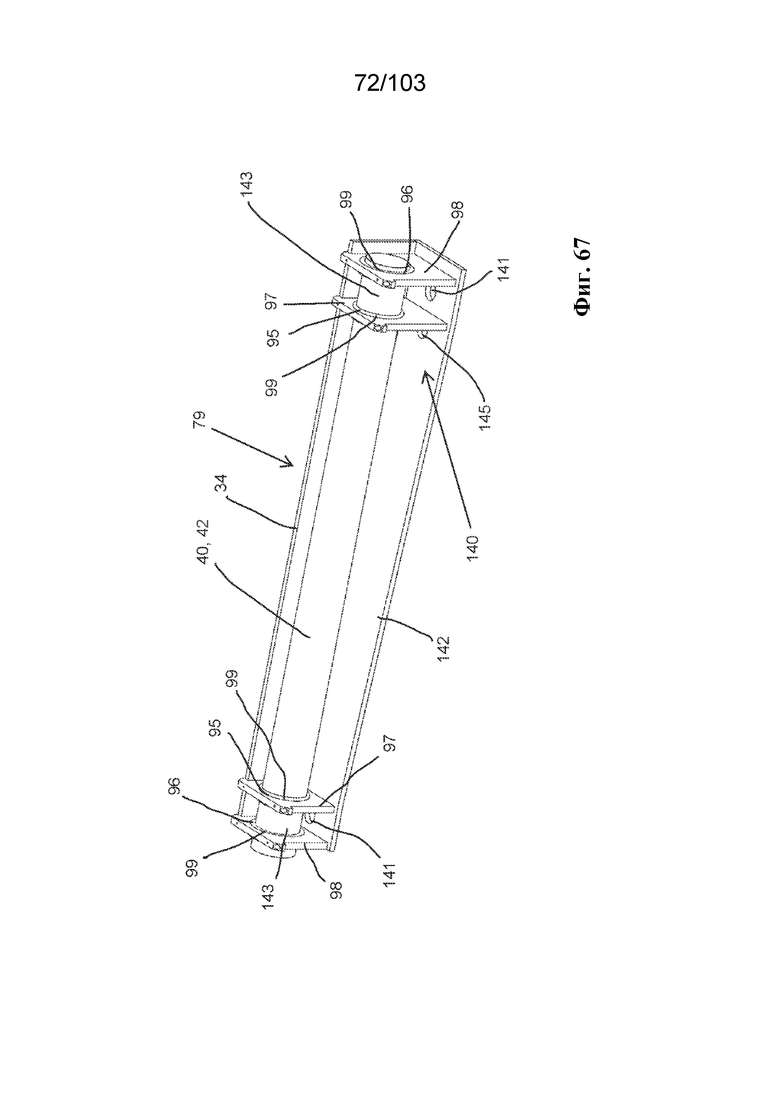
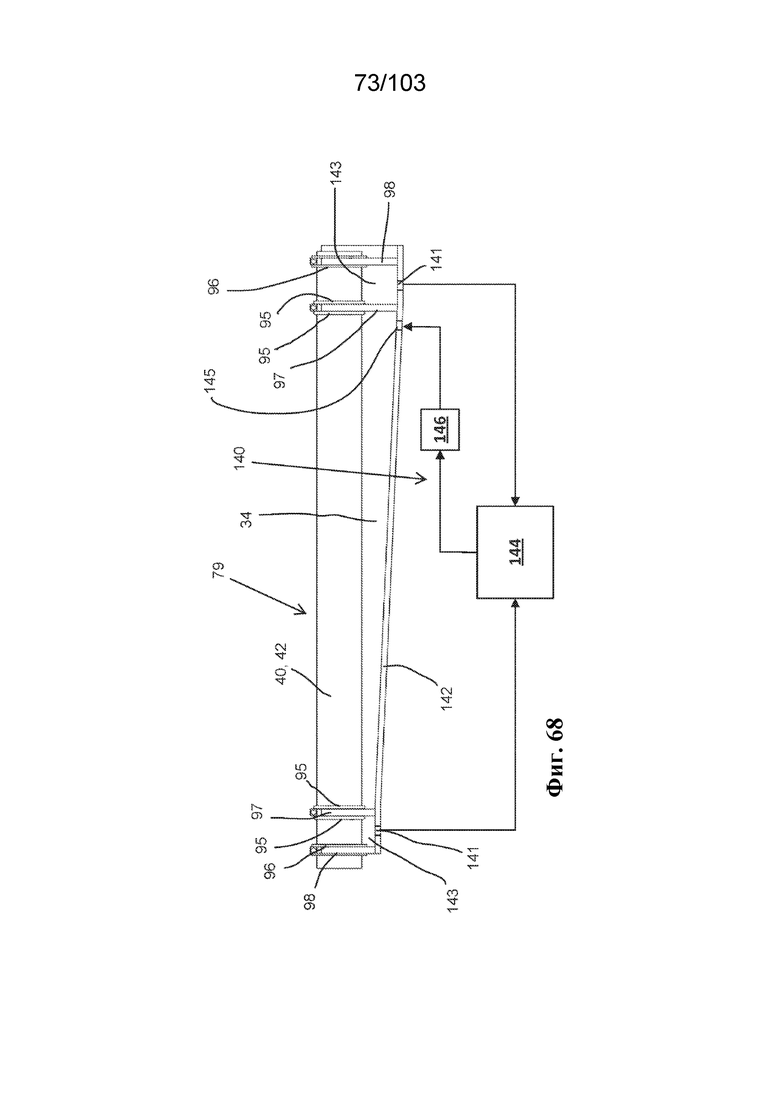
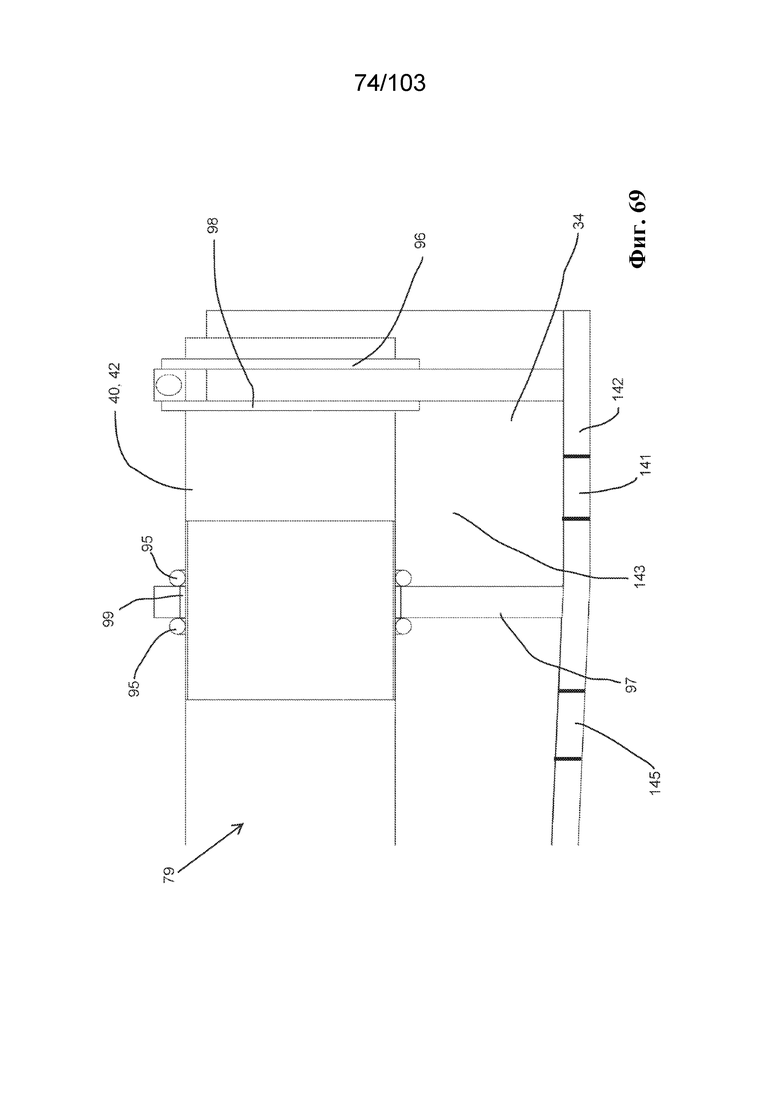
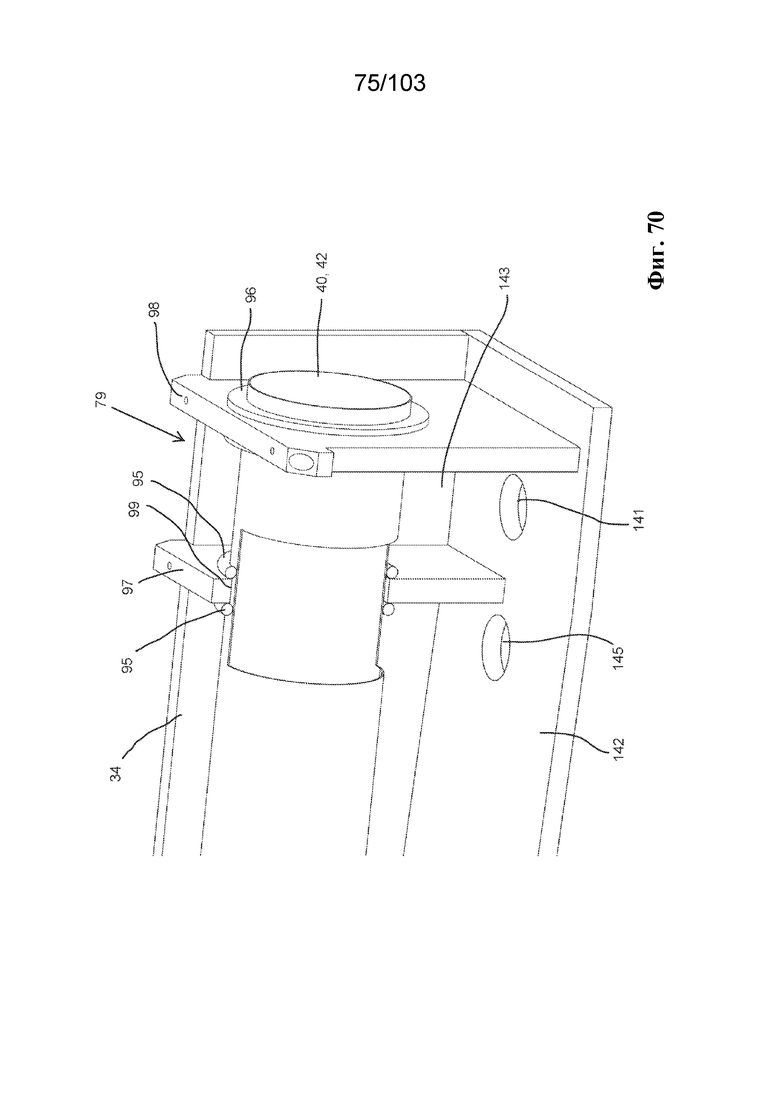
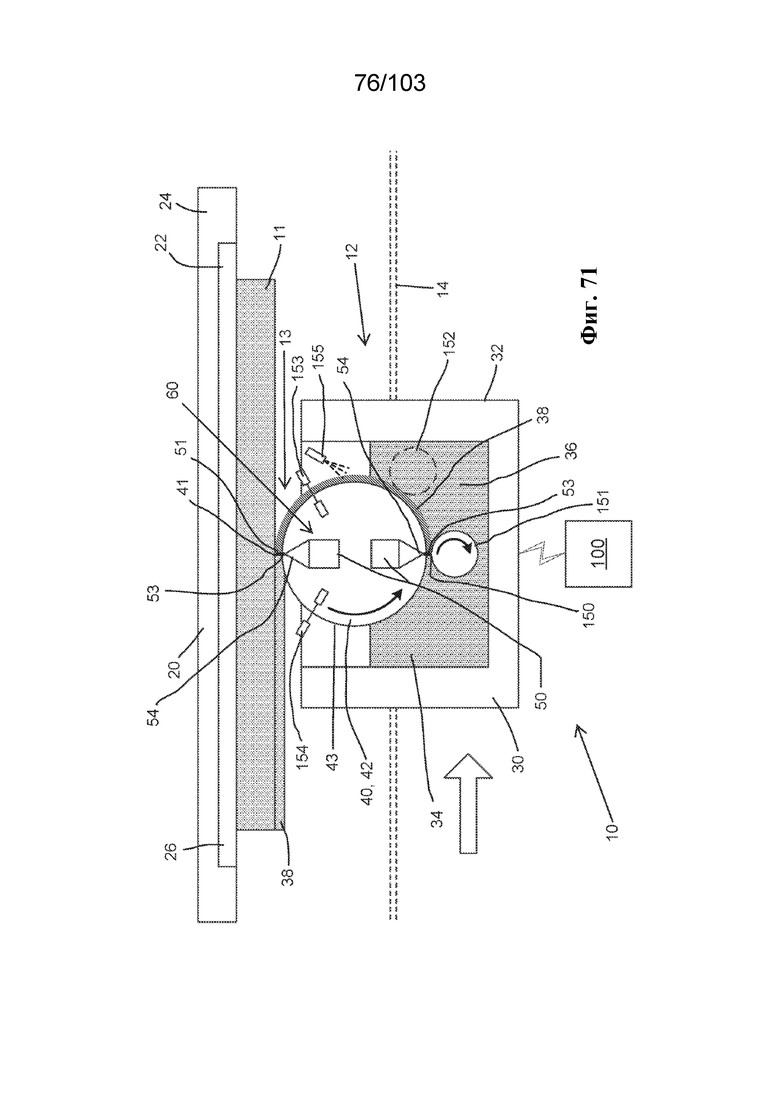
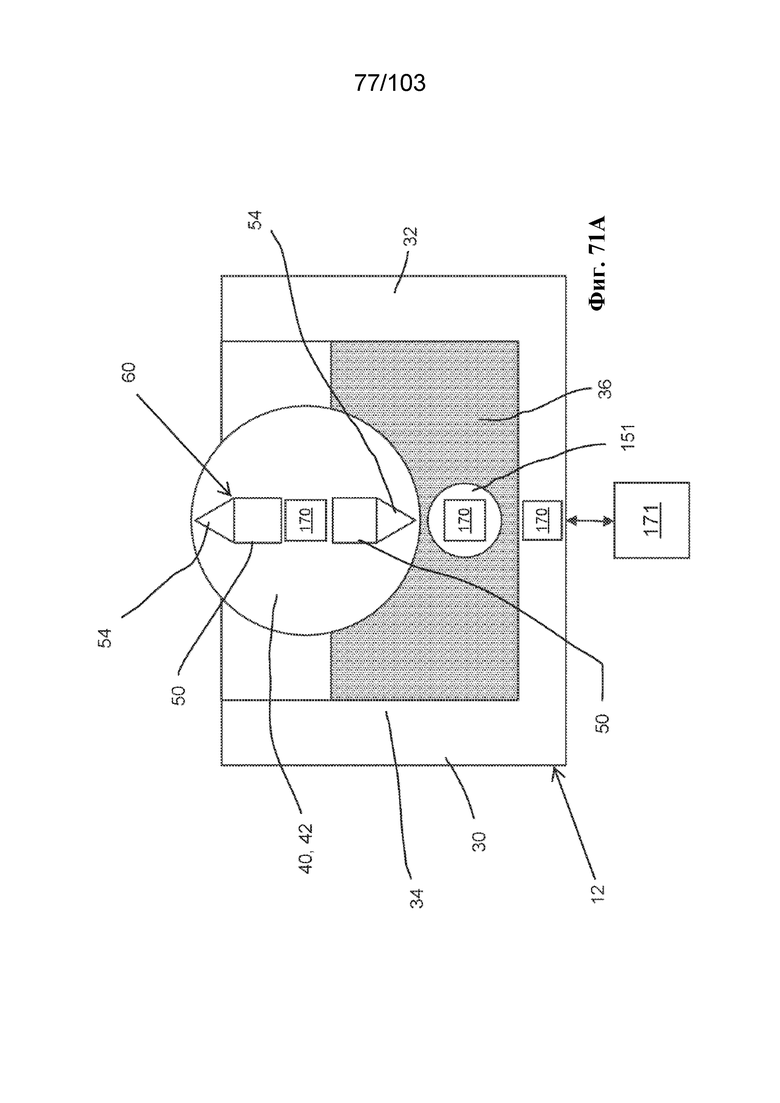
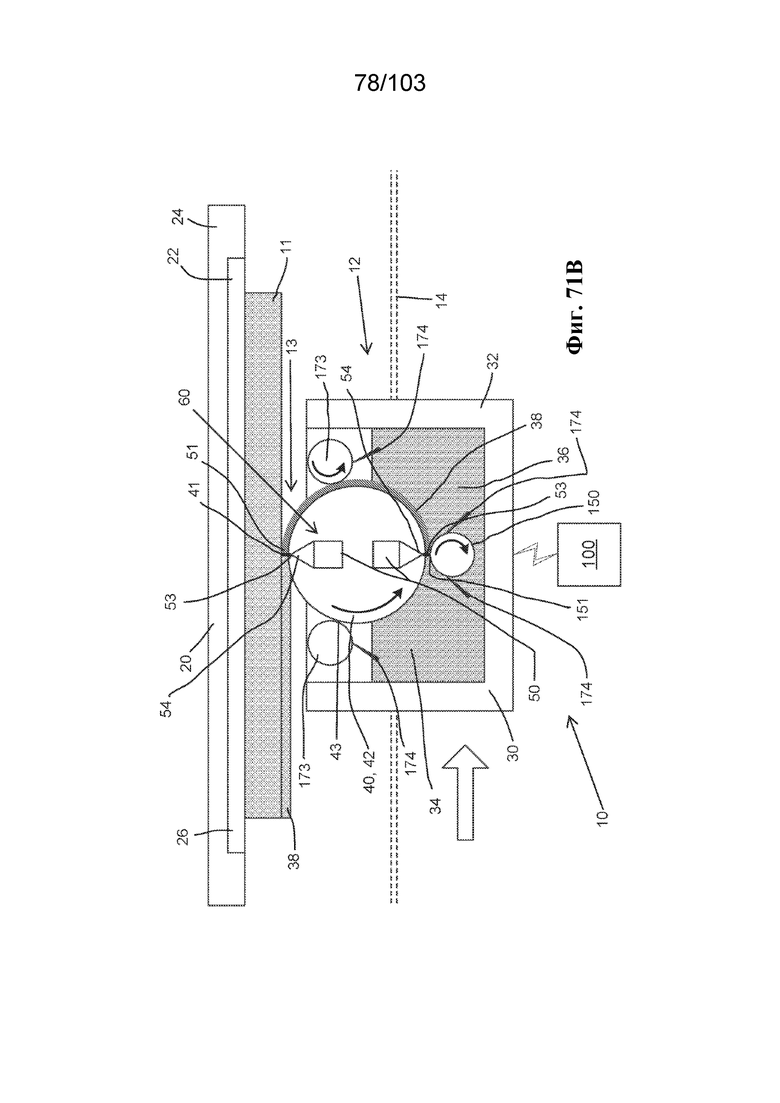
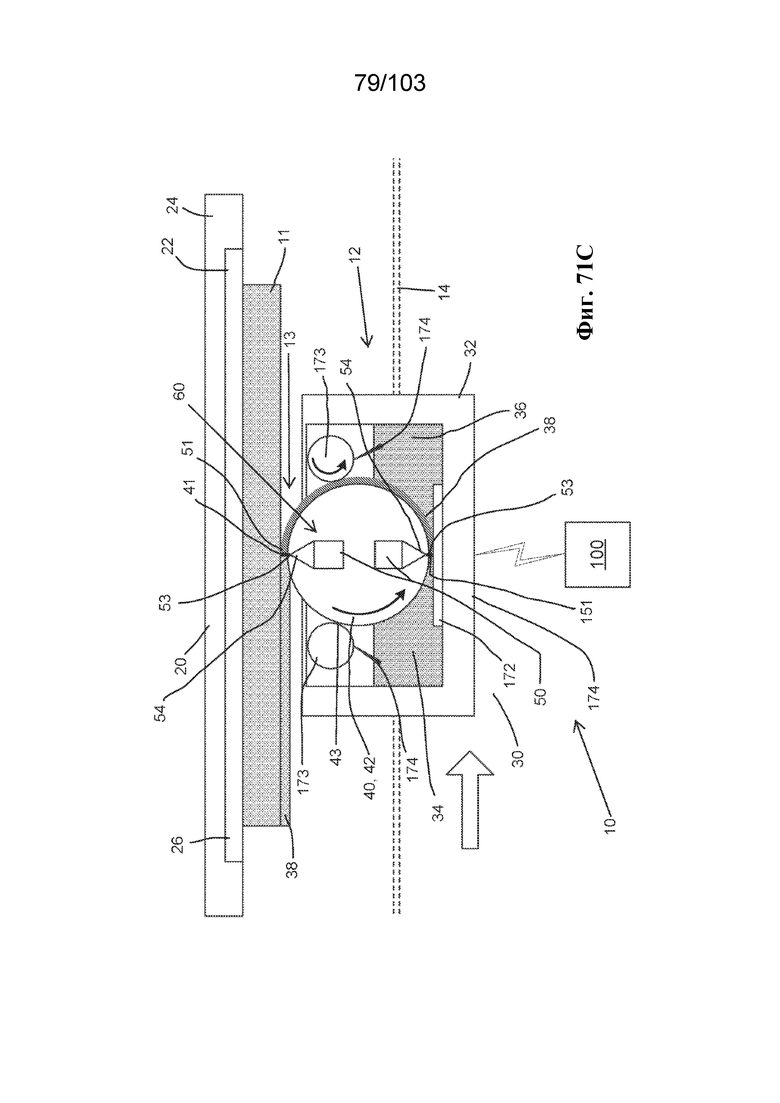
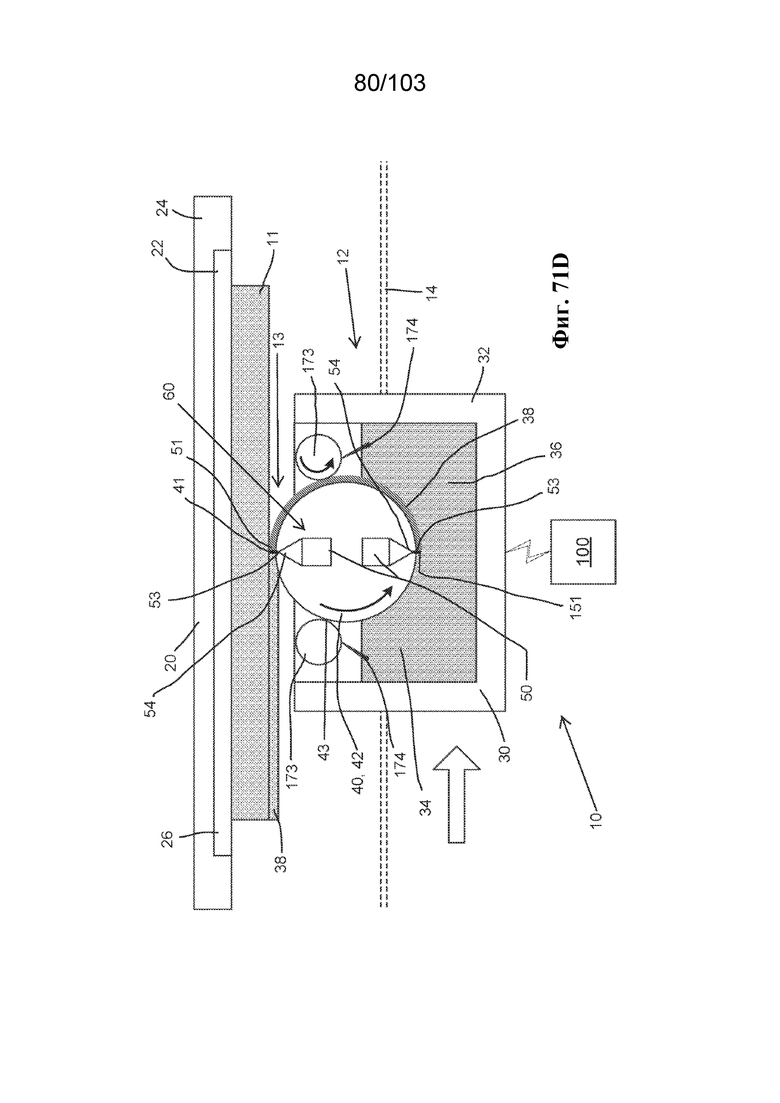
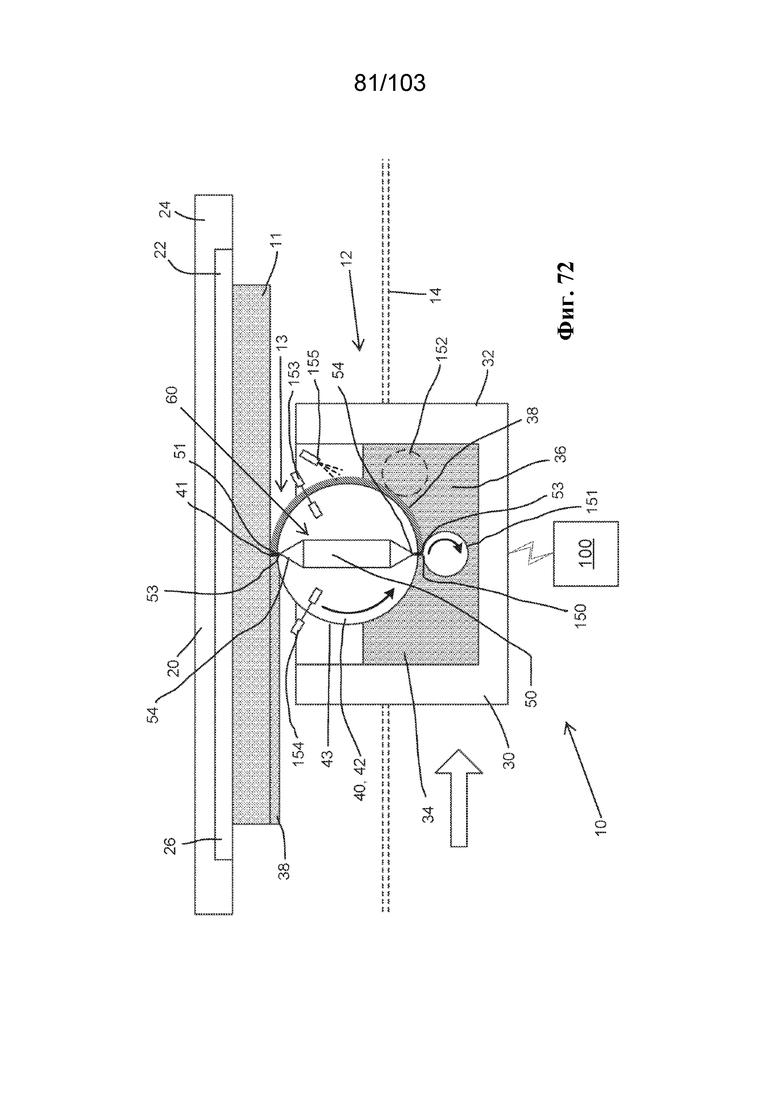
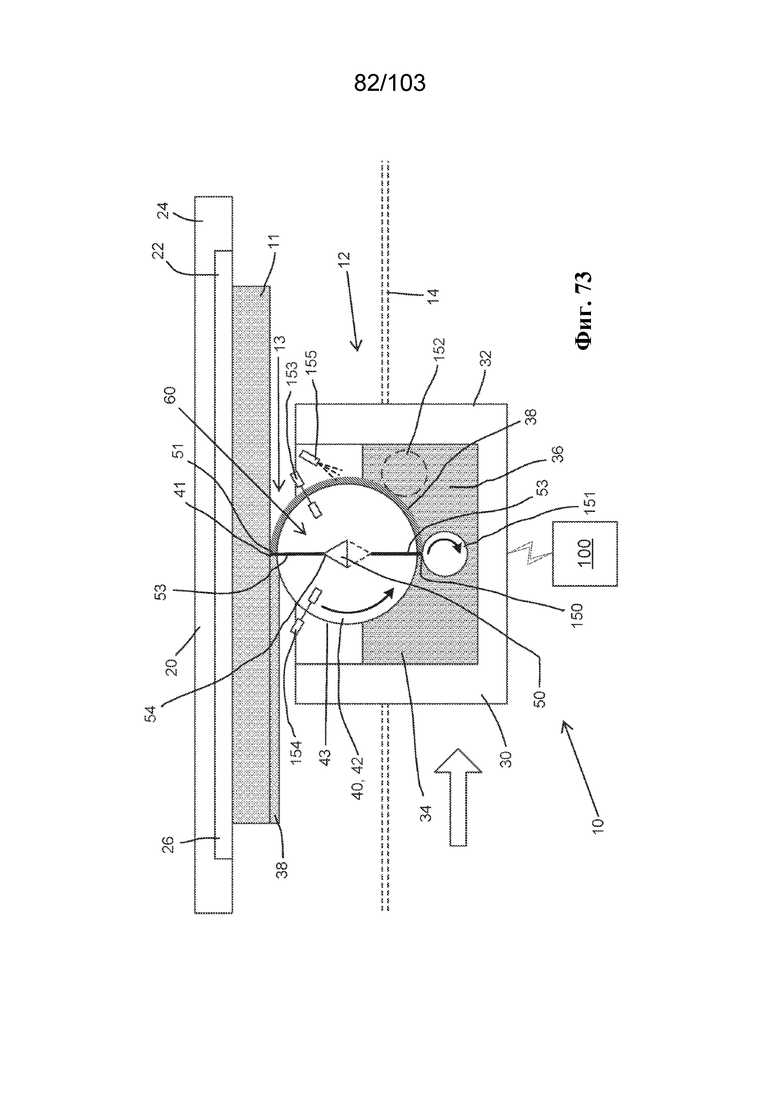
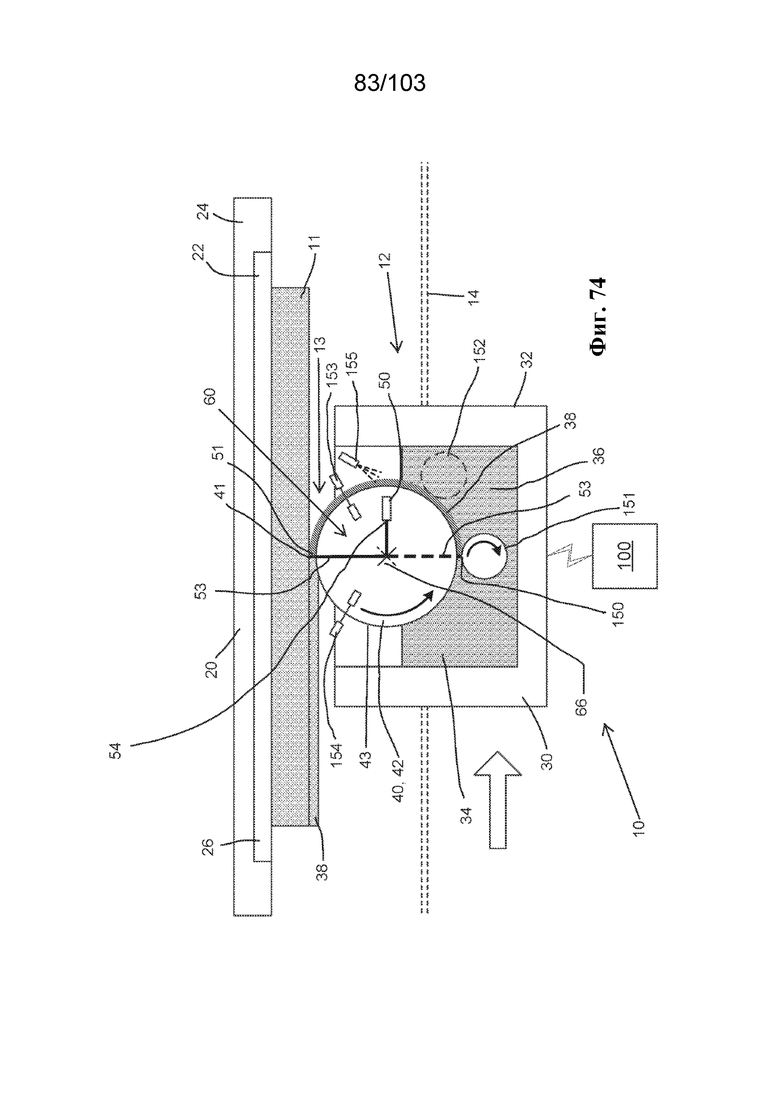
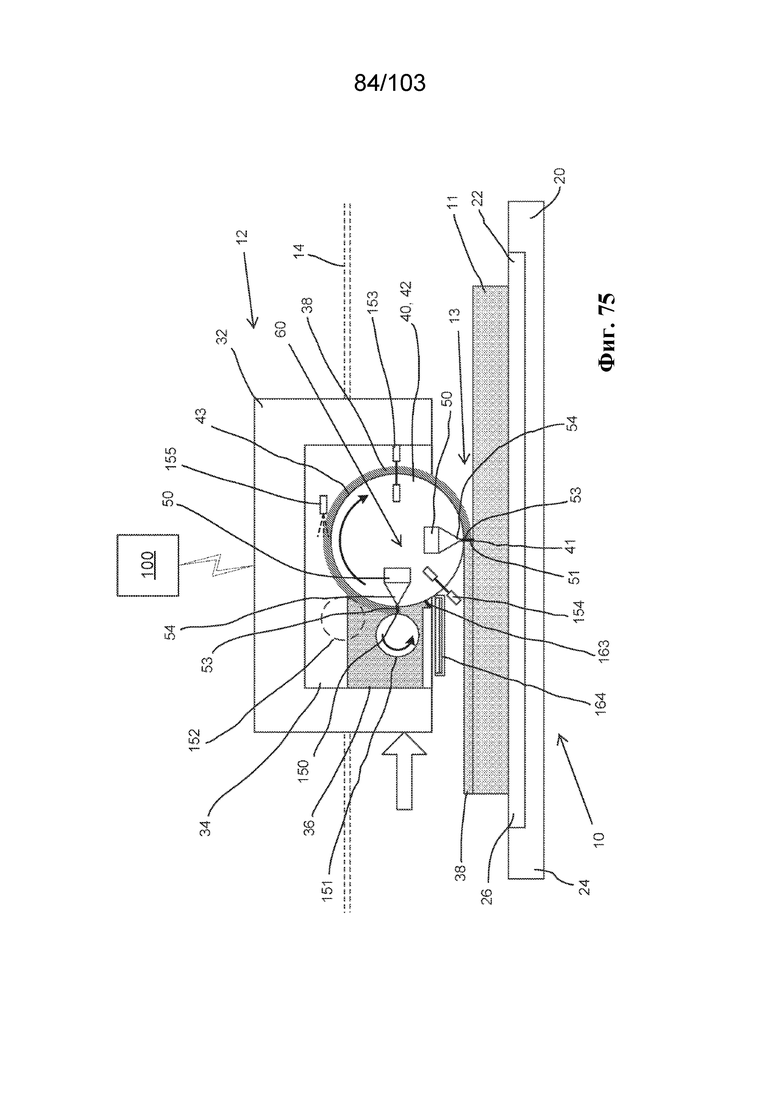
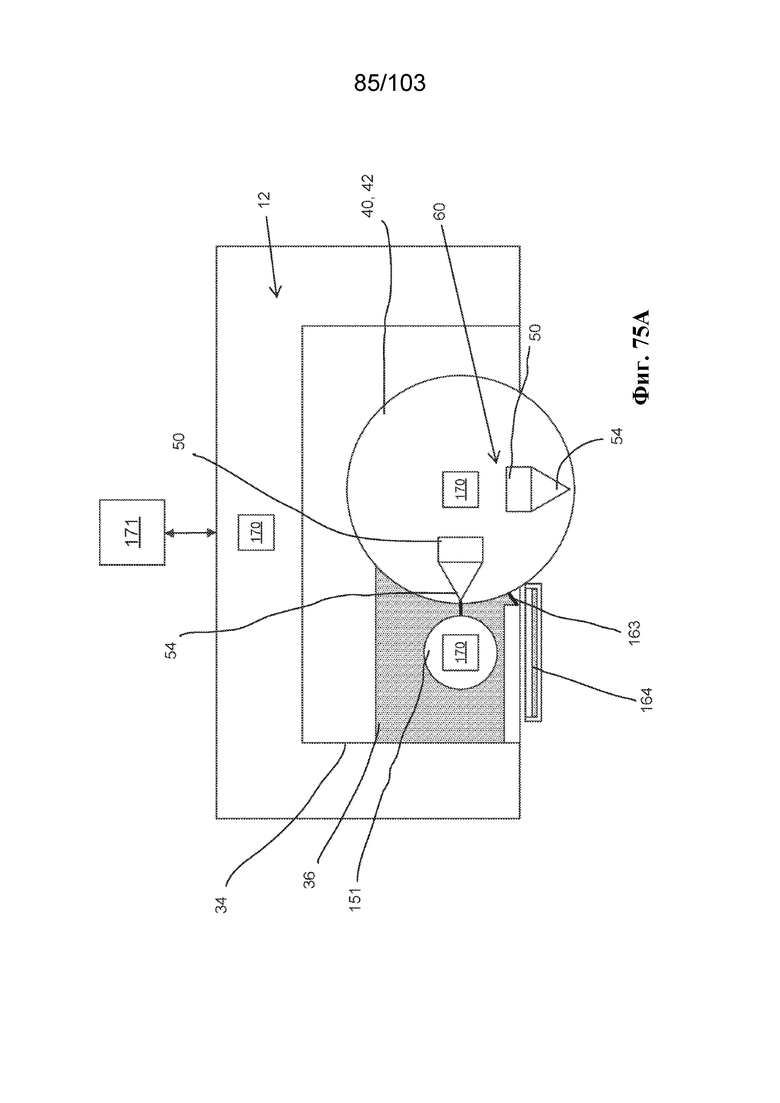
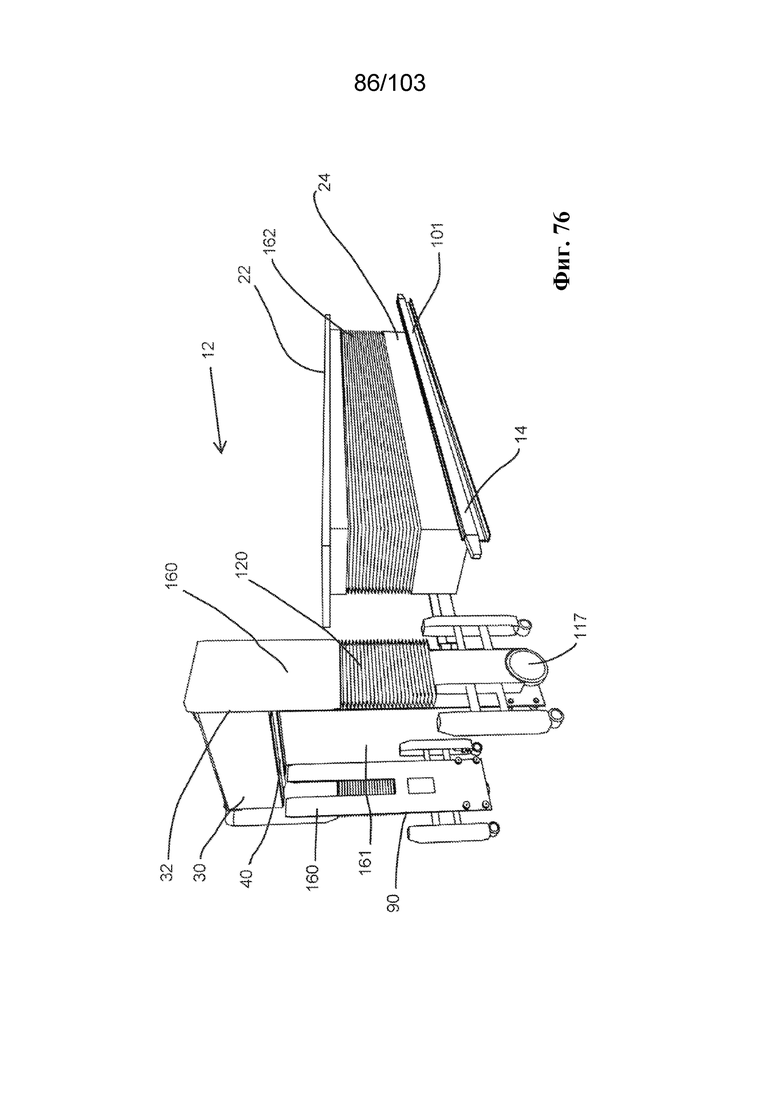
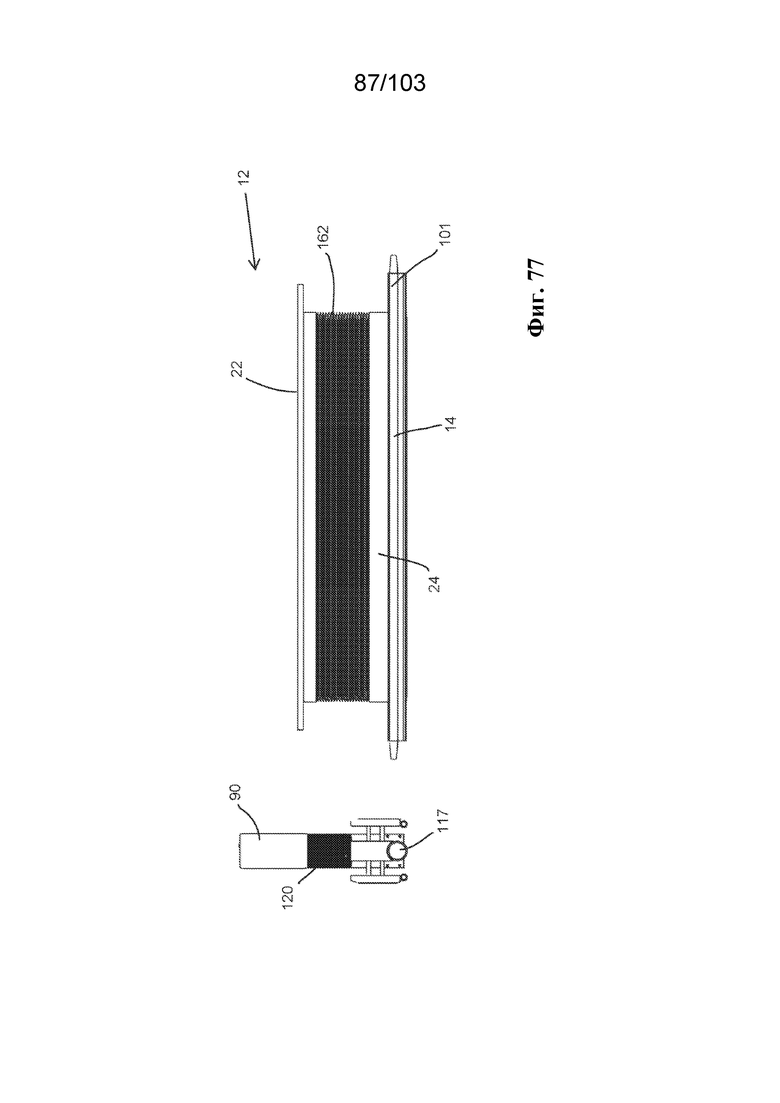

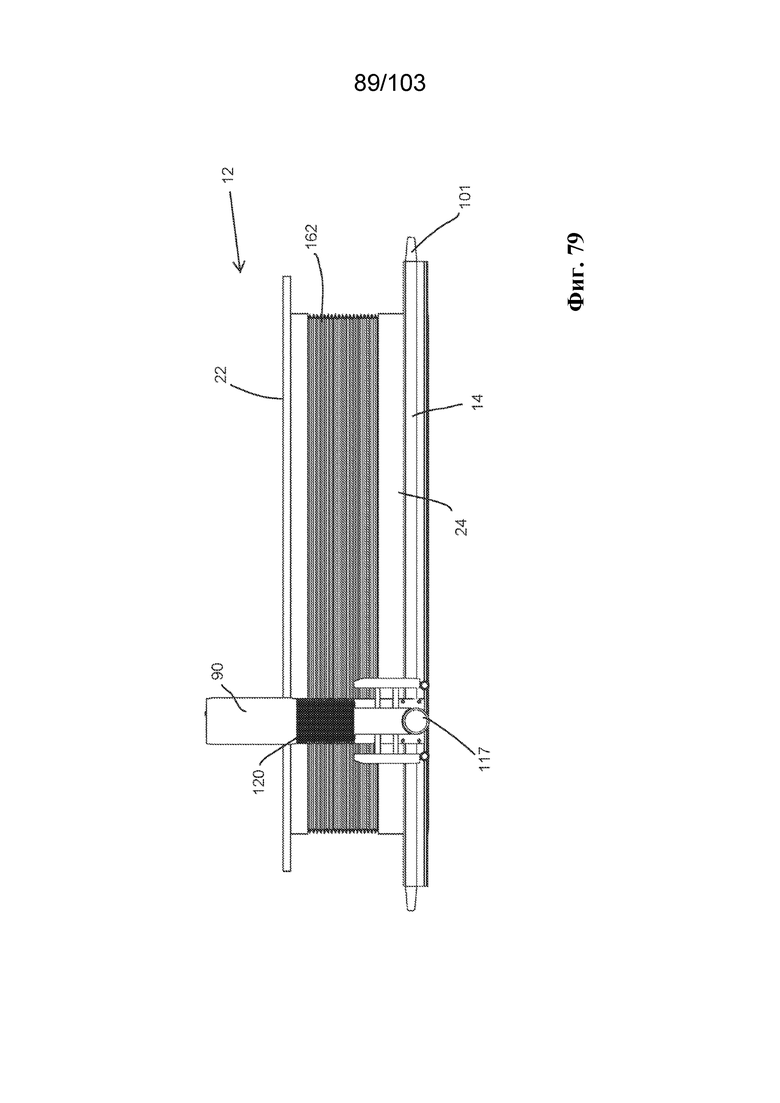
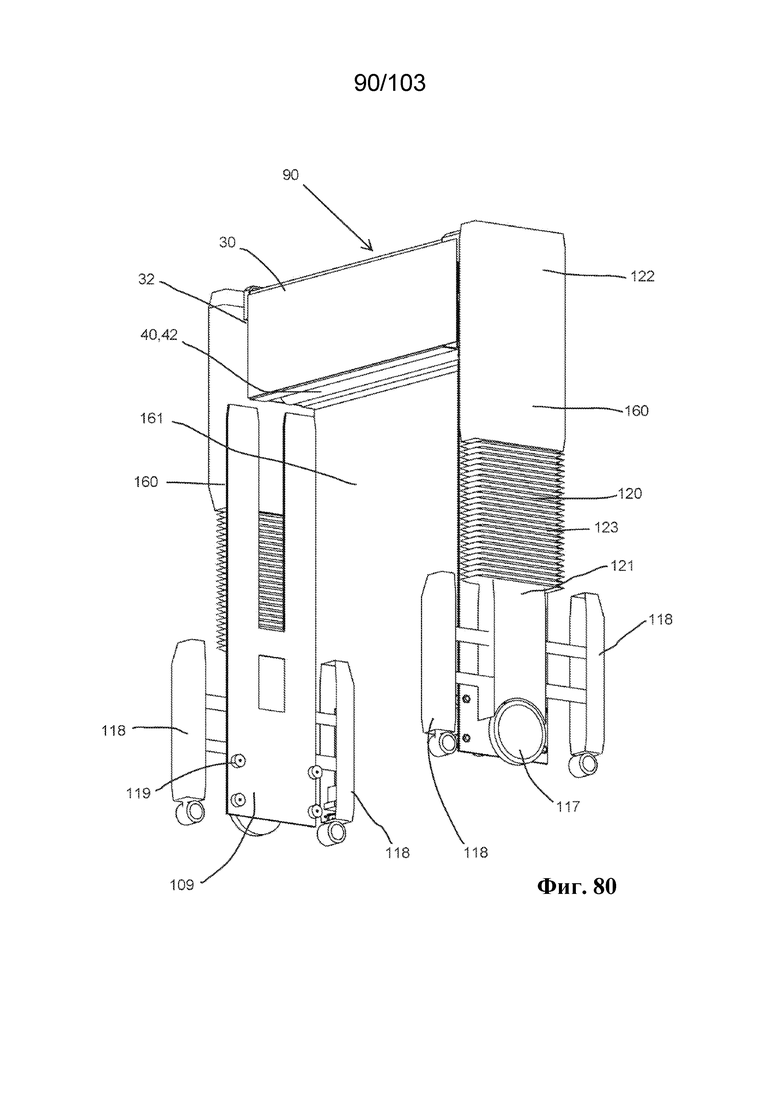
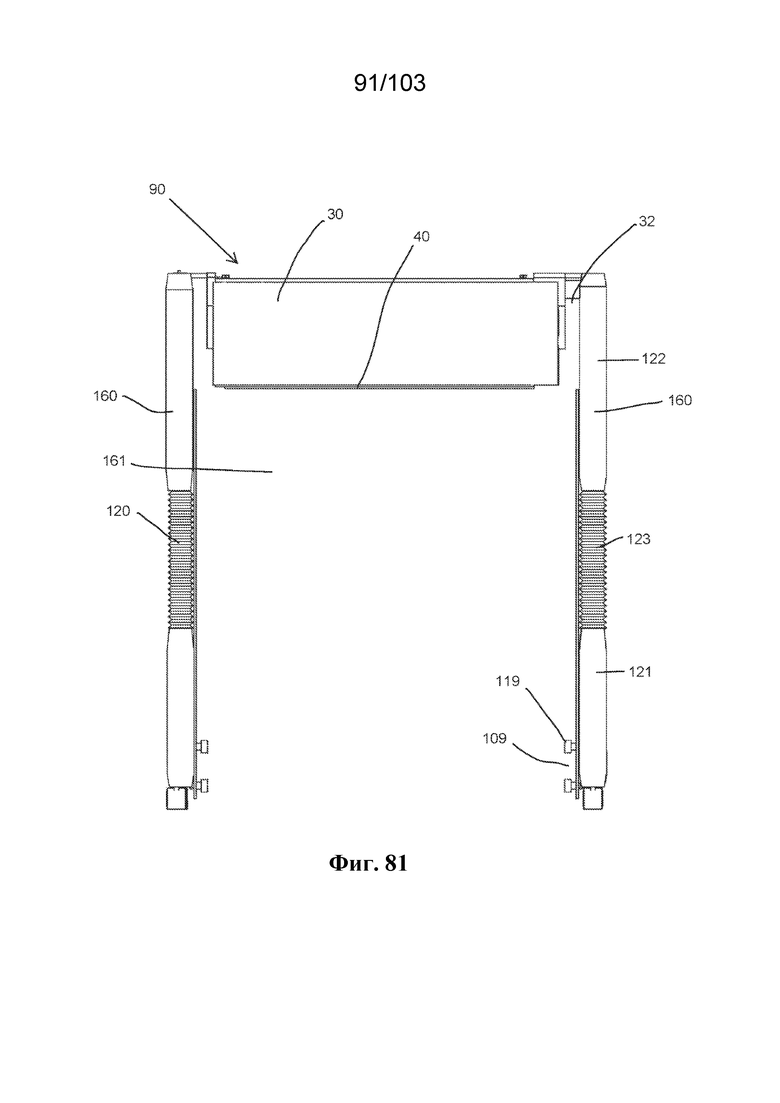
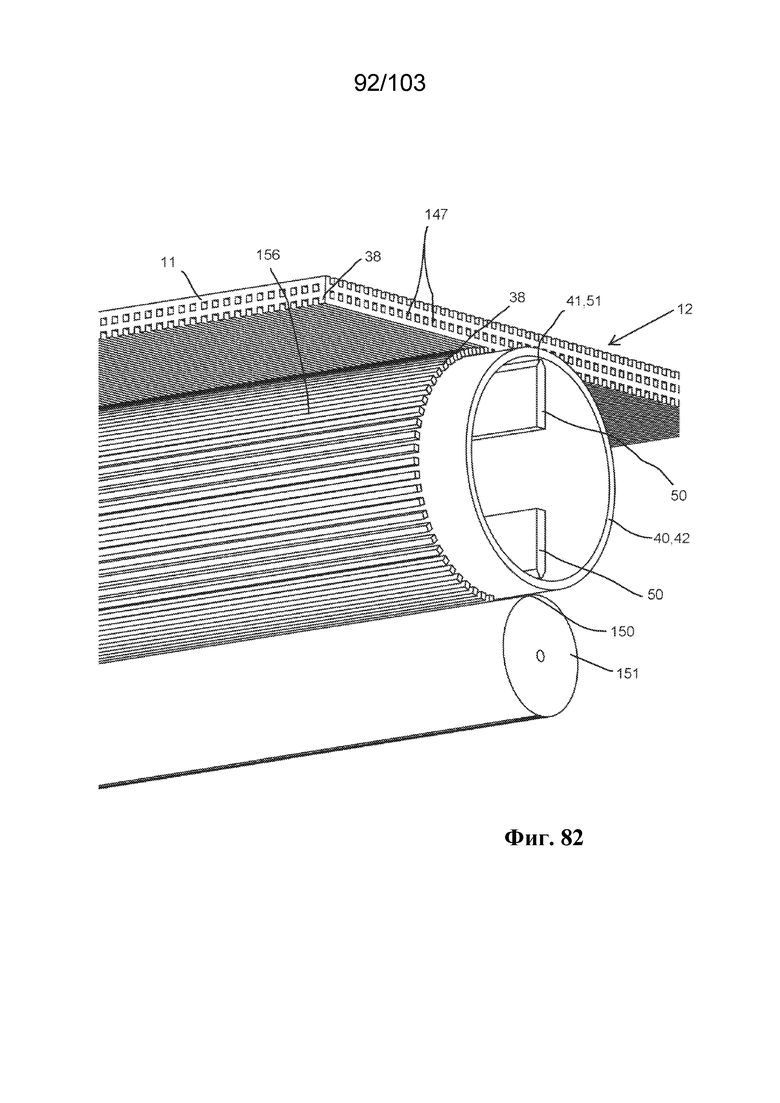
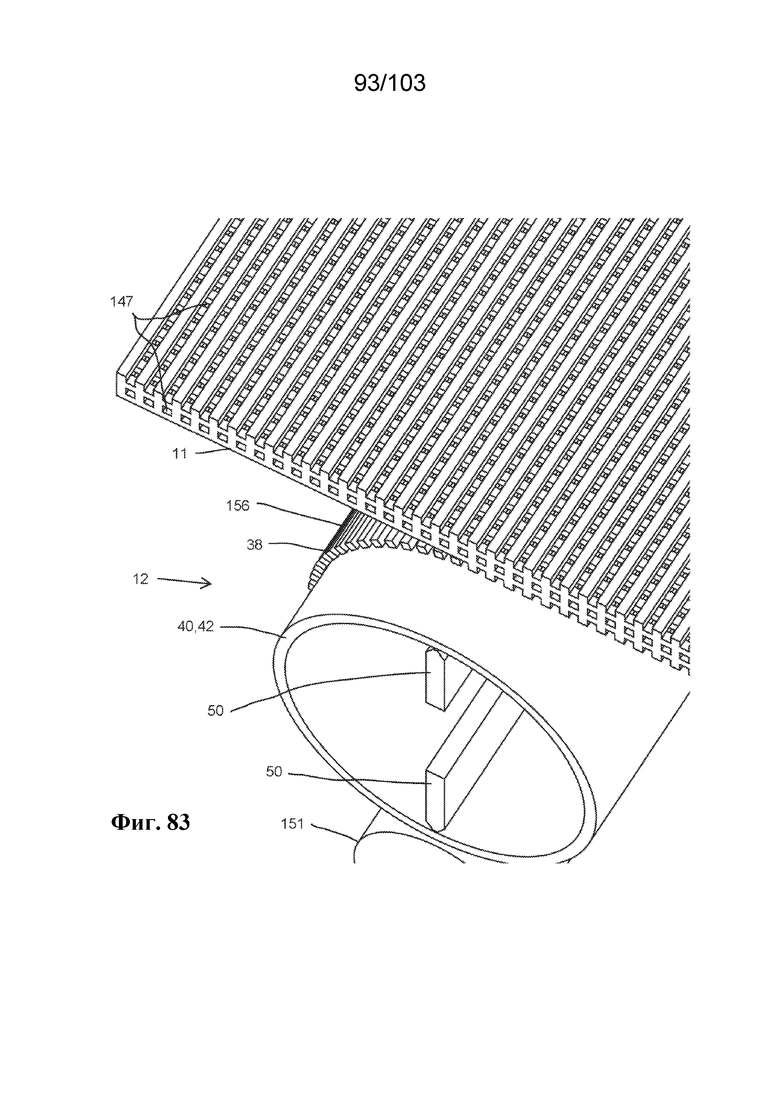
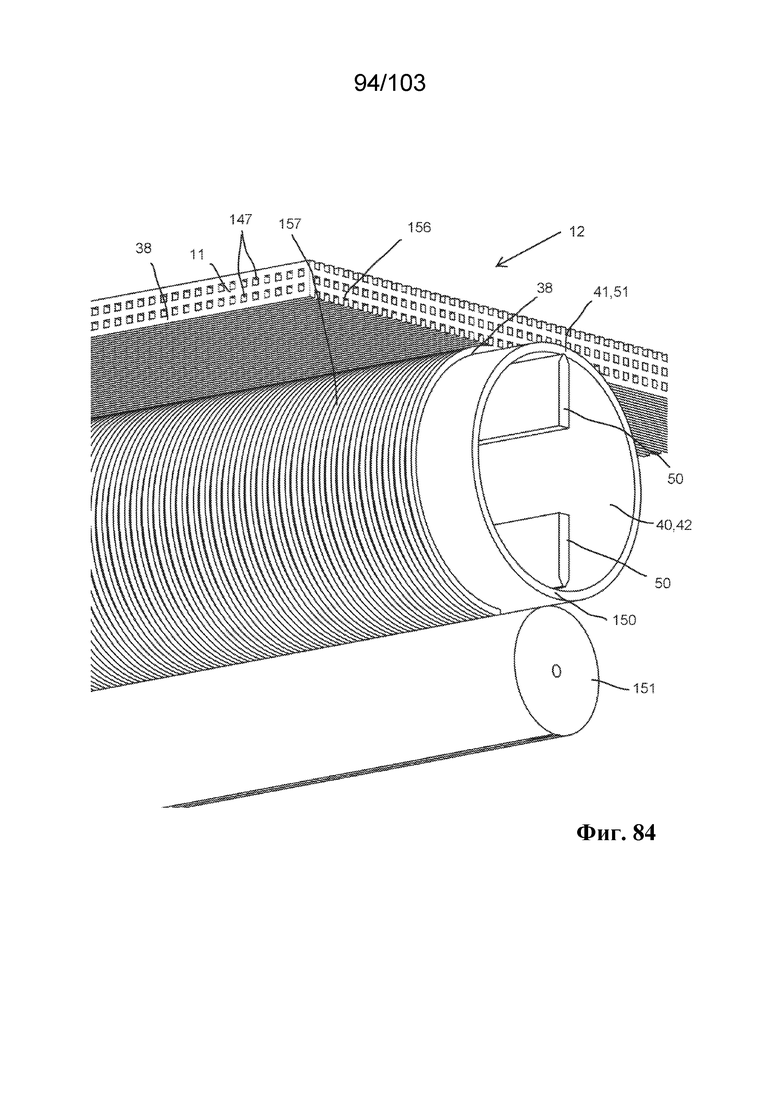
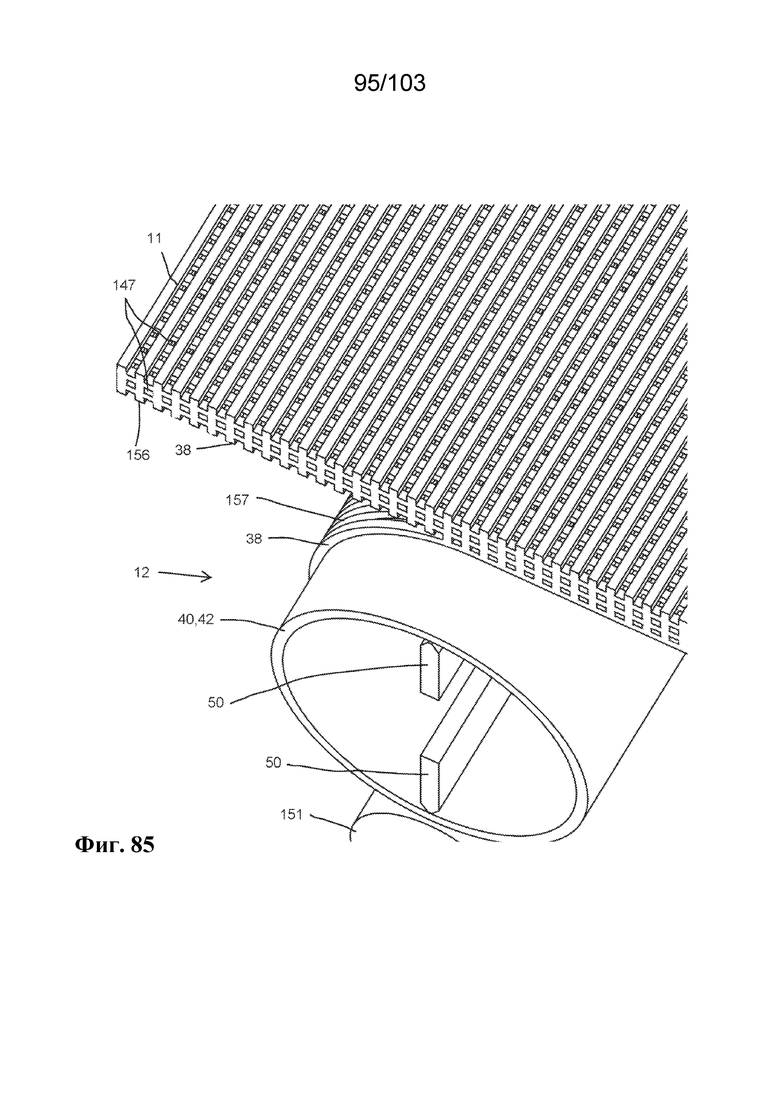
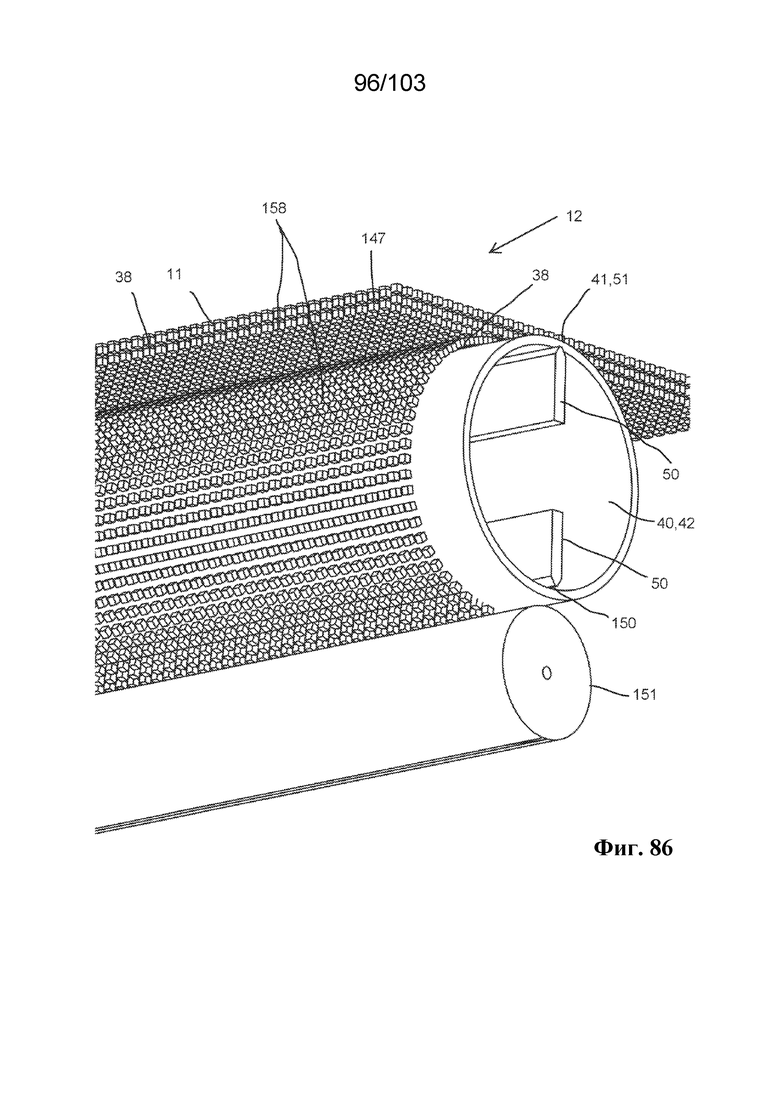
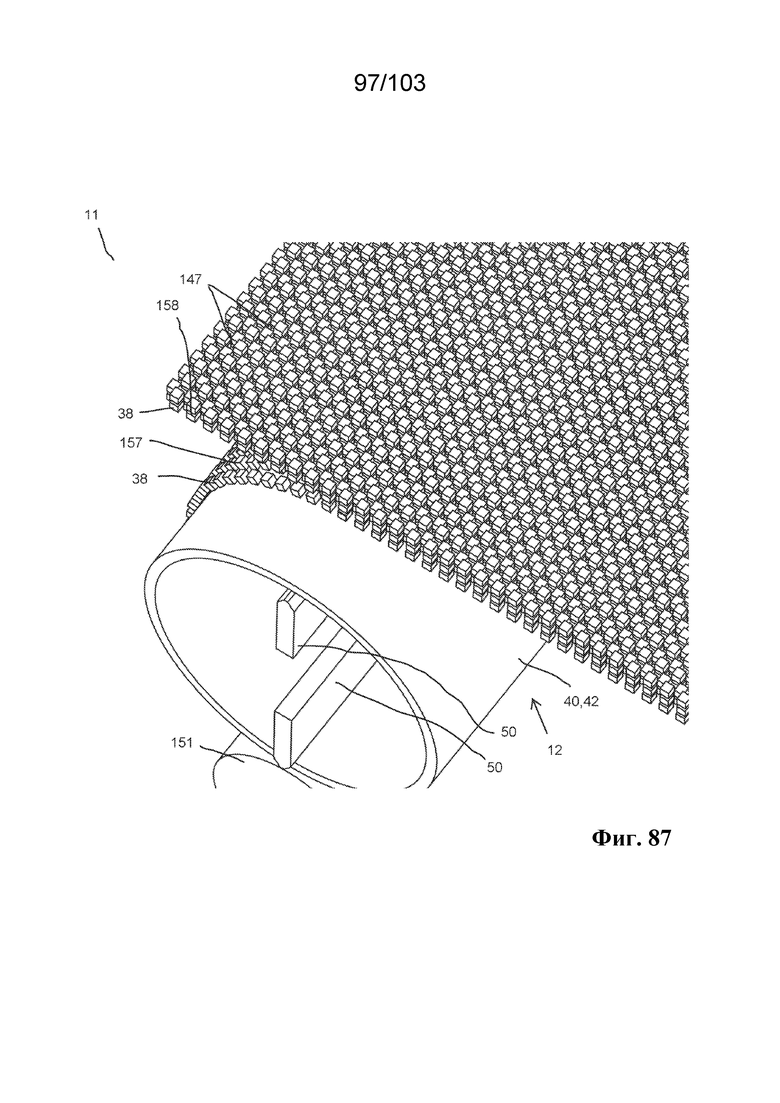
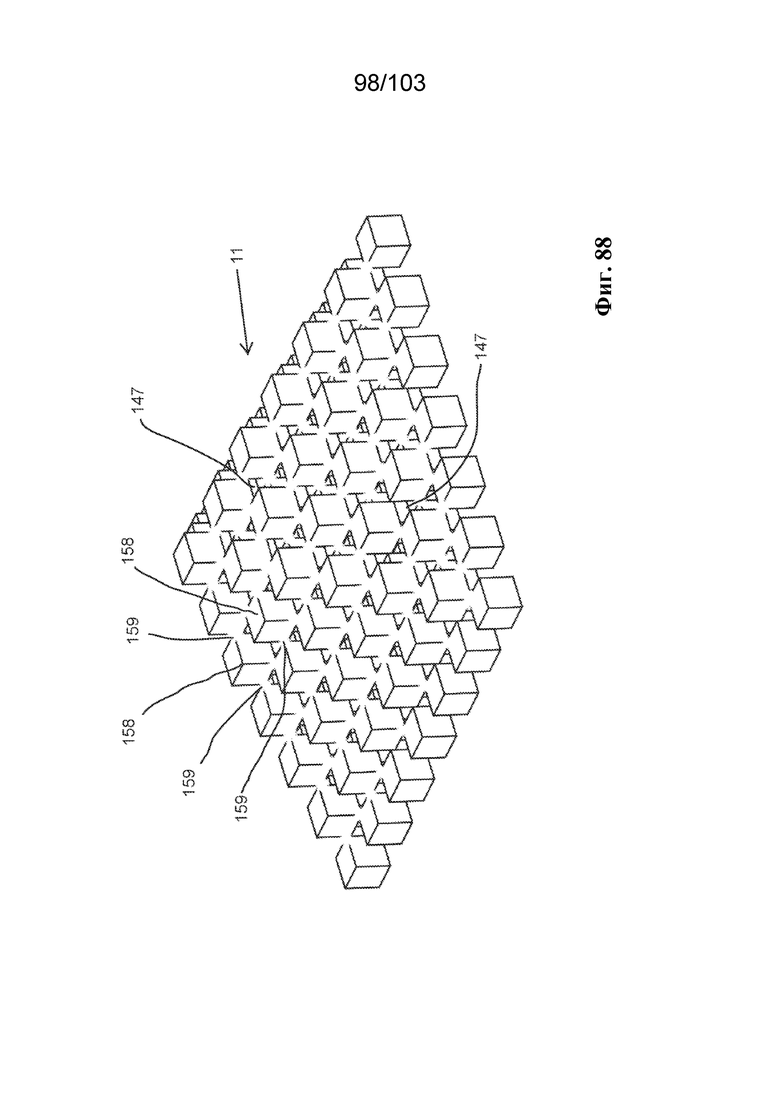
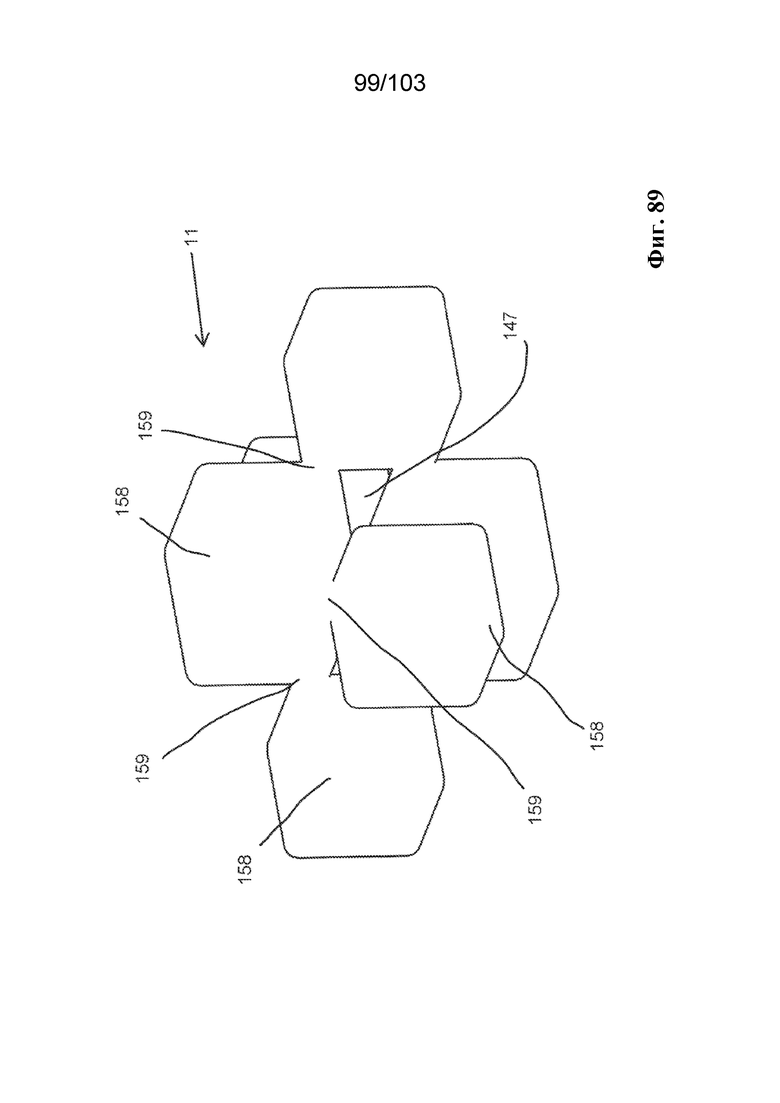
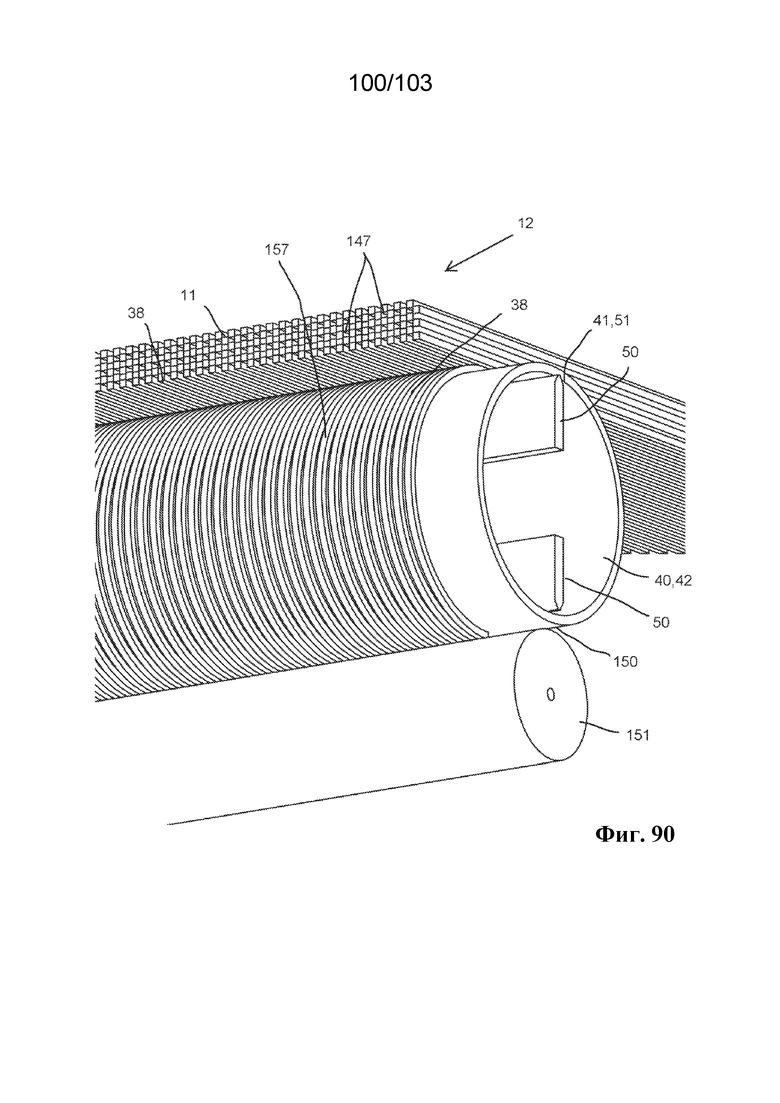
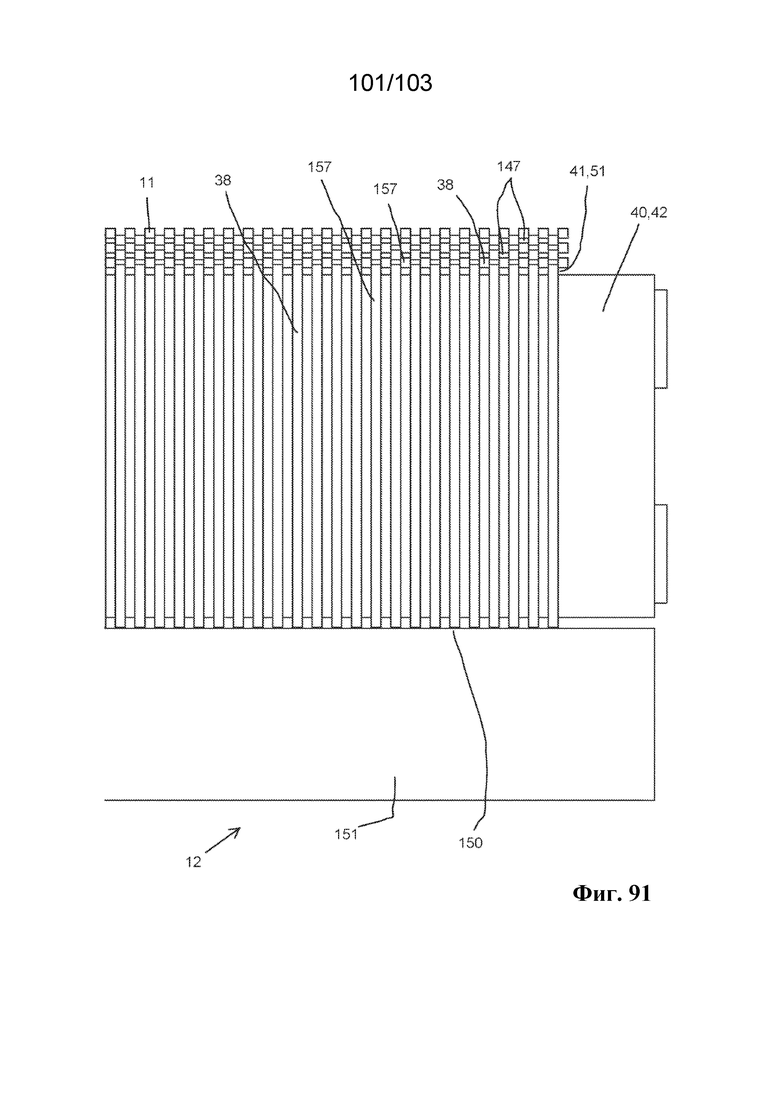
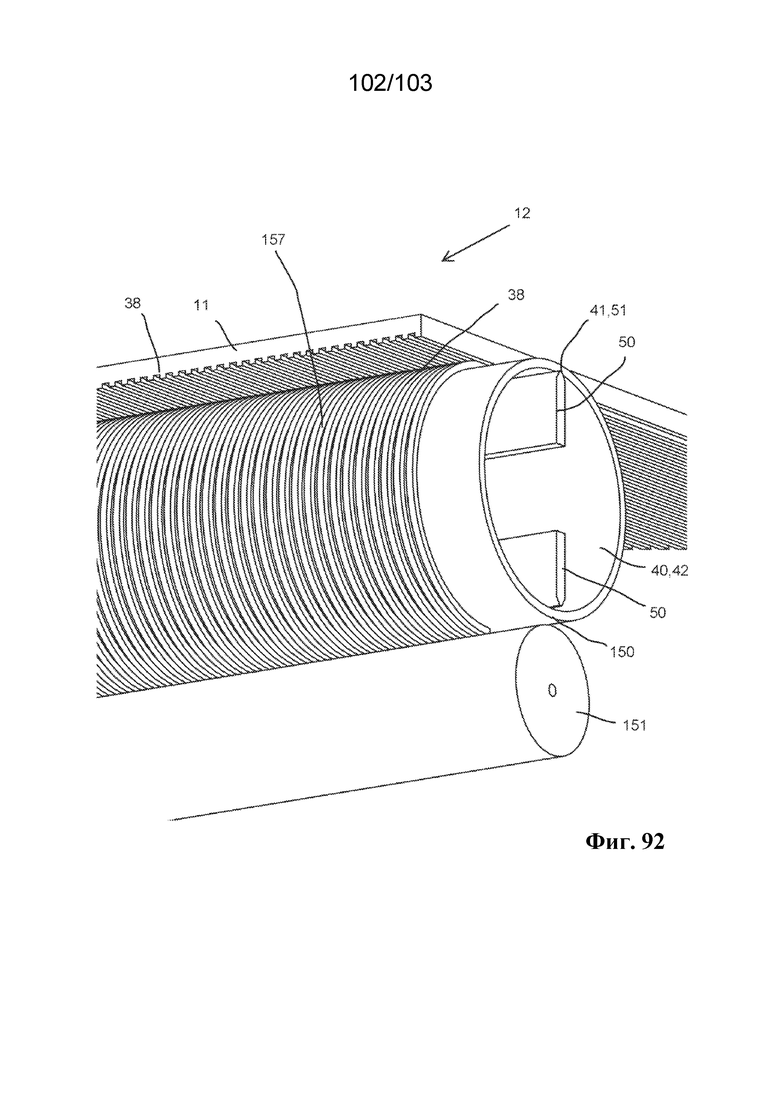
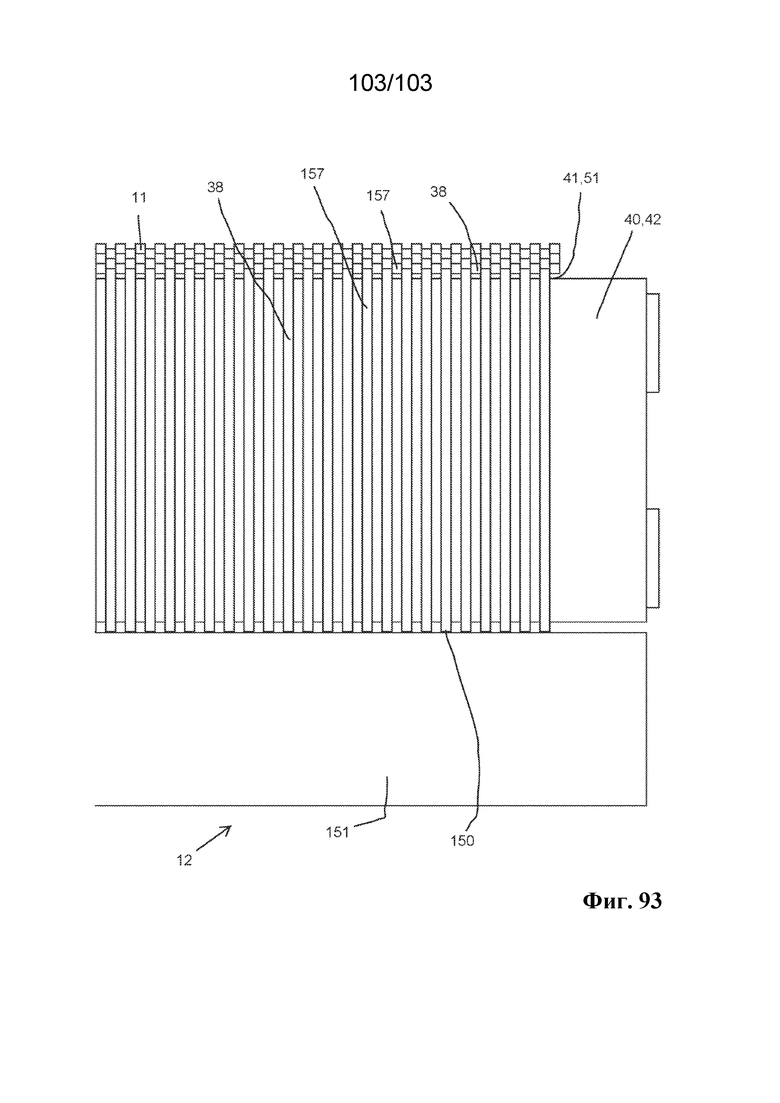
Группа изобретений относится к устройству (варианты) и способу (варианты) создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, установке для создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике (варианты) и источнику смолы в текучей форме. Устройство содержит каретку с установленным на ней источником смолы в текучей форме, валок для переноса слоя смолы на место нанесения и облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн. Облучающее устройство выполнено с возможностью излучения электромагнитных волн в направлении первого места облучения, находящегося смежно валку в пределах источника смолы, для обеспечения по меньшей мере частичного затвердевания слоя смолы и с возможностью излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта. Изобретение обеспечивает возможность изготовления объектов из нескольких материалов, включая объекты, которые имеют съемную опорную конструкцию, изготовленную из материала, отличающегося от материала основного объекта. Также обеспечивается возможность создания объектов из нескольких материалов, требующих разных источников облучения, а также обеспечена возможность создавать чистые, сухие и полностью отвержденные объекты, что повышает эффективность создания. 9 н. и 62 з.п. ф-лы, 93 ил.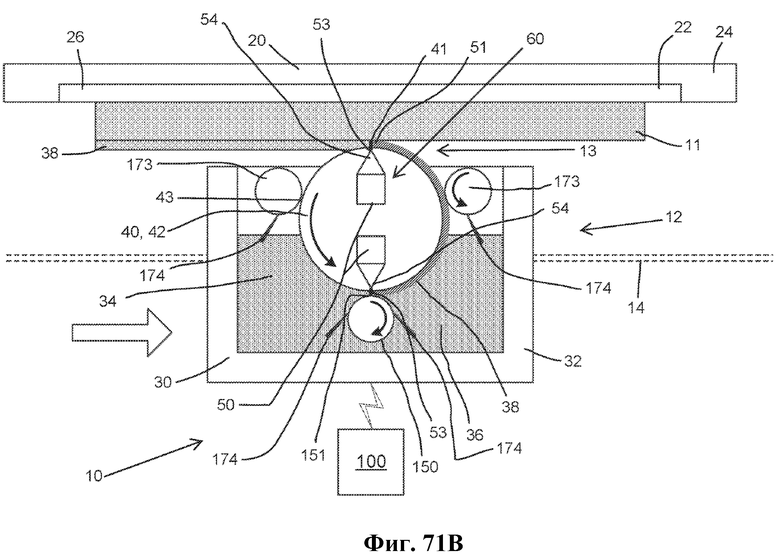
1. Устройство для создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, причем область наращивания определена смежно платформе для наращивания, содержащее:
каретку, выполненную с возможностью перемещения по области наращивания;
источник смолы в текучей форме, установленный на каретке;
валок, находящийся в сообщении с источником смолы и установленный с возможностью поворота на каретке; и
облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн,
при этом облучающее устройство выполнено с возможностью излучения электромагнитных волн в направлении первого места облучения, находящегося смежно валку в пределах источника смолы, для обеспечения по меньшей мере частичного затвердевания слоя смолы,
при этом валок выполнен с возможностью поворота для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания, и
при этом облучающее устройство дополнительно выполнено с возможностью излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта.
2. Устройство по п. 1, которое дополнительно содержит контроллер, выполненный с возможностью управления перемещением каретки и валка и с возможностью управления активацией облучающего устройства для создания трехмерного объекта.
3. Устройство по п. 1, которое дополнительно содержит первое множество оптических волокон, содержащих первые выходные концы, скомпонованные в виде первого набора, и первые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, и второе множество оптических волокон, содержащих вторые выходные концы, скомпонованные в виде второго набора, и вторые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, при этом первое множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через первое множество оптических волокон и выходят из выходных концов первого набора, направленных на первое место облучения, и второе множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через второе множество оптических волокон и выходят из выходных концов второго набора, направленных на второе место облучения.
4. Устройство по п. 3, в котором облучающее устройство содержит множество светодиодов, при этом каждый из первого множества оптических волокон и каждый из второго множества оптических волокон связаны с одним из множества светодиодов.
5. Устройство по п. 3, в котором облучающее устройство содержит DLP-проектор, при этом каждый из первого множества оптических волокон и каждый из второго множества оптических волокон выполнены с возможностью приема электромагнитных волн от DLP-проектора.
6. Устройство по п. 1, в котором валок выполнен проницаемым для электромагнитных волн, при этом облучающее устройство выполнено с возможностью обеспечения прохождения электромагнитных волн сквозь валок при движении в направлении первого места облучения и второго места облучения.
7. Устройство по п. 1, которое дополнительно содержит механизм удаления смолы, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения.
8. Устройство по п. 1, которое дополнительно содержит первый набор линз, расположенный между облучающим устройством и первым местом облучения, и второй набор линз, расположенный между облучающим устройством и вторым местом облучения, при этом первый и второй наборы линз выполнены с возможностью фокусировки электромагнитных волн, направленных на первое место облучения и второе место облучения.
9. Устройство по п. 1, которое дополнительно содержит ограничитель толщины, расположенный в первом месте облучения, вследствие чего первое место облучения находится между валком и ограничителем толщины, при этом пространство между валком и ограничителем толщины определяет толщину слоя.
10. Устройство по п. 9, в котором ограничитель толщины содержит вспомогательный валок, установленный с возможностью поворота по меньшей мере частично в пределах источника смолы.
11. Устройство по п. 1, в котором каретка выполнена с возможностью установки на направляющей для перемещения по области наращивания.
12. Устройство по п. 11, в котором каретка дополнительно выполнена с возможностью автономного перемещения отдельно от направляющей.
13. Устройство по п. 1, в котором первое место облучения и второе место облучения находятся на угловом расстоянии, составляющем приблизительно 180°, друг от друга относительно валка.
14. Устройство по п. 1, в котором область наращивания находится под платформой для наращивания, при этом валок выполнен с возможностью прохождения под платформой для наращивания с целью наращивания объекта под платформой для наращивания.
15. Устройство по п. 1, в котором область наращивания находится над платформой для наращивания, при этом валок выполнен с возможностью прохождения над платформой для наращивания с целью наращивания объекта над платформой для наращивания.
16. Установка для создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, содержащая устройство по п. 1 и опорный узел, содержащий платформу для наращивания, причем область наращивания определена смежно платформе для наращивания.
17. Устройство для создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, причем область наращивания определена смежно платформе для наращивания, содержащее:
каретку, выполненную с возможностью перемещения по области наращивания;
источник смолы в текучей форме, установленный на каретке;
основной валок, находящийся в сообщении с источником смолы и установленный с возможностью поворота на каретке;
вспомогательный валок, установленный с возможностью поворота по меньшей мере частично в пределах источника смолы, вследствие чего между основным валком и вспомогательным валком образовано пространство; и
облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн,
при этом облучающее устройство выполнено с возможностью излучения электромагнитных волн в направлении первого места облучения, находящегося в пределах источника смолы и в пределах пространства между основным и вспомогательным валками, для обеспечения по меньшей мере частичного затвердевания слоя смолы, вследствие чего пространство между основным и вспомогательным валками определяет толщину слоя,
при этом основной валок выполнен с возможностью поворота для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания, и
при этом облучающее устройство дополнительно выполнено с возможностью излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта.
18. Устройство по п. 17, которое дополнительно содержит контроллер, выполненный с возможностью управления перемещением каретки и основного и вспомогательного валков и с возможностью управления активацией облучающего устройства для создания трехмерного объекта.
19. Устройство по п. 17, которое дополнительно содержит первое множество оптических волокон, содержащих первые выходные концы, скомпонованные в виде первого набора, и первые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, и второе множество оптических волокон, содержащих вторые выходные концы, скомпонованные в виде второго набора, и вторые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, при этом первое множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через первое множество оптических волокон и выходят из выходных концов первого набора, направленных на первое место облучения, и второе множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через второе множество оптических волокон и выходят из выходных концов второго набора, направленных на второе место облучения.
20. Устройство по п. 19, в котором облучающее устройство содержит множество светодиодов, при этом каждый из первого множества оптических волокон и каждый из второго множества оптических волокон связаны с одним из множества светодиодов.
21. Устройство по п. 19, в котором облучающее устройство содержит DLP-проектор, при этом каждый из первого множества оптических волокон и каждый из второго множества оптических волокон выполнены с возможностью приема электромагнитных волн от DLP-проектора.
22. Устройство по п. 19, в котором выходные концы первого набора и выходные концы второго набора расположены в пределах основного валка.
23. Устройство по п. 17, в котором основной валок является проницаемым для электромагнитных волн и облучающее устройство выполнено таким образом, что электромагнитные волны проходят сквозь основной валок при движении в направлении первого места облучения и второго места облучения.
24. Устройство по п. 17, которое дополнительно содержит механизм удаления смолы, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения.
25. Устройство по п. 24, в котором механизм удаления смолы содержит чистящий валок, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения.
26. Устройство по п. 24, в котором механизм удаления смолы содержит первый и второй чистящие валки, расположенные между первым местом облучения и вторым местом облучения с противоположных сторон от второго места облучения, при этом первый и второй чистящие валки выполнены таким образом, что первый чистящий валок выполнен с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения, когда устройство перемещается в первом направлении, и второй чистящий валок выполнен с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения, когда устройство перемещается во втором направлении, противоположном первому направлению.
27. Устройство по п. 26, в котором первый и второй чистящие валки выполнены таким образом, что первый чистящий валок выполнен с возможностью контакта с основным валком для выполнения функции первого датчика проверки переноса, когда устройство перемещается во втором направлении, и второй чистящий валок выполнен с возможностью контакта с основным валком для выполнения функции второго датчика проверки переноса, когда устройство перемещается в первом направлении.
28. Устройство по п. 17, которое дополнительно содержит первый набор линз, расположенный между облучающим устройством и первым местом облучения, и второй набор линз, расположенный между облучающим устройством и вторым местом облучения, при этом первый и второй наборы линз выполнены с возможностью фокусировки электромагнитных волн, направленных на первое место облучения и второе место облучения.
29. Устройство по п. 17, в котором каретка выполнена с возможностью установки на направляющей для перемещения по области наращивания.
30. Устройство по п. 29, в котором каретка дополнительно выполнена с возможностью автономного перемещения отдельно от направляющей.
31. Устройство по п. 17, в котором область наращивания находится под платформой для наращивания и основной валок выполнен с возможностью прохождения под платформой для наращивания с целью наращивания объекта под платформой для наращивания.
32. Устройство по п. 17, в котором область наращивания находится над платформой для наращивания и основной валок выполнен с возможностью прохождения над платформой для наращивания с целью наращивания объекта над платформой для наращивания.
33. Установка для послойного наращивания трехмерного объекта с использованием смолы, содержащая устройство по п. 17 и опорный узел, содержащий платформу для наращивания, причем область наращивания определена смежно платформе для наращивания.
34. Способ послойного наращивания трехмерного объекта с использованием смолы, включающий в себя:
обеспечение установки, содержащей:
опорный узел с платформой для наращивания, причем область наращивания определена смежно платформе для наращивания; и
механизм наслаивания, выполненный с возможностью создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, причем механизм наслаивания содержит каретку, выполненную с возможностью перемещения по области наращивания, источник смолы в текучей форме, установленный на каретке, валок, находящийся в сообщении с источником смолы и установленный с возможностью поворота на каретке, и облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн;
перемещение каретки по области наращивания;
выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении первого места облучения, находящегося смежно валку в пределах источника смолы, для обеспечения по меньшей мере частичного затвердевания слоя смолы;
поворот валка для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания; и
выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта.
35. Способ по п. 34, который дополнительно включает в себя управление перемещением каретки и валка и управление активацией облучающего устройства для создания трехмерного объекта с использованием контроллера.
36. Способ по п. 35, в котором каретку устанавливают на направляющей и перемещают вдоль направляющей по области наращивания, при этом каретка выполнена с возможностью перемещения отдельно от направляющей, и при этом способ дополнительно включает в себя управление перемещением механизма наслаивания отдельно от направляющей с использованием контроллера.
37. Способ по п. 35, который дополнительно включает в себя управление с использованием контроллера по меньшей мере одним дополнительным механизмом наслаивания, который выполнен с возможностью перемещения независимо от механизма наслаивания для создания трехмерного объекта.
38. Способ по п. 34, в котором механизм наслаивания дополнительно содержит первое множество оптических волокон, содержащих первые выходные концы, скомпонованные в виде первого набора, и первые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, и второе множество оптических волокон, содержащих вторые выходные концы, скомпонованные в виде второго набора, и вторые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, при этом первое множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через первое множество оптических волокон и выходят из выходных концов первого набора, направленных на первое место облучения, и второе множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через второе множество оптических волокон и выходят из выходных концов второго набора, направленных на второе место облучения.
39. Способ по п. 34, в котором механизм наслаивания дополнительно содержит механизм удаления смолы, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения.
40. Способ по п. 34, в котором механизм наслаивания дополнительно содержит первый набор линз, расположенный между облучающим устройством и первым местом облучения, и второй набор линз, расположенный между облучающим устройством и вторым местом облучения, при этом первый и второй наборы линз выполнены с возможностью фокусировки электромагнитных волн, направленных на первое место облучения и второе место облучения.
41. Способ по п. 34, в котором механизм наслаивания дополнительно содержит ограничитель толщины, расположенный в первом месте облучения, вследствие чего первое место облучения находится между валком и ограничителем толщины, и при этом пространство между валком и ограничителем толщины определяет толщину слоя.
42. Способ по п. 41, отличающийся тем, что ограничитель толщины содержит вспомогательный валок, установленный с возможностью поворота по меньшей мере частично в пределах источника смолы.
43. Способ послойного наращивания трехмерного объекта с использованием смолы, включающий в себя:
обеспечение установки, содержащей:
опорный узел, содержащий платформу для наращивания, причем область наращивания определена смежно платформе для наращивания; и
механизм наслаивания, выполненный с возможностью создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, причем механизм наслаивания содержит каретку, выполненную с возможностью перемещения по области наращивания, источник смолы в текучей форме, установленный на каретке, основной валок, находящийся в сообщении с источником смолы и установленный с возможностью поворота на каретке, вспомогательный валок, установленный с возможностью поворота по меньшей мере частично в пределах источника смолы, вследствие чего между основным валком и вспомогательным валком образовано пространство, и облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн;
перемещение каретки по области наращивания;
выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении первого места облучения, находящегося в пределах источника смолы и в пределах пространства между основным и вспомогательным валками, для обеспечения по меньшей мере частичного затвердевания слоя смолы, вследствие чего пространство между основным и вспомогательным валками определяет толщину слоя;
поворот основного валка для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания; и
выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении второго места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта.
44. Способ по п. 43, который дополнительно включает в себя управление перемещением каретки, основного валка и вспомогательного валка и управление активацией облучающего устройства для создания трехмерного объекта с использованием контроллера.
45. Способ по п. 44, в котором каретка установлена на направляющей и перемещается вдоль направляющей по области наращивания и каретка выполнена с возможностью перемещения отдельно от направляющей, и при этом способ дополнительно включает в себя управление перемещением механизма наслаивания отдельно от направляющей с использованием контроллера.
46. Способ по п. 44, который дополнительно включает в себя управление с использованием контроллера по меньшей мере одним дополнительным механизмом наслаивания, который может перемещаться независимо от механизма наслаивания, для создания трехмерного объекта.
47. Способ по п. 43, в котором механизм наслаивания дополнительно содержит первое множество оптических волокон, содержащих первые выходные концы, скомпонованные в виде первого набора, и первые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, и второе множество оптических волокон, содержащих вторые выходные концы, скомпонованные в виде второго набора, и вторые входные концы, выполненные с возможностью приема электромагнитных волн от облучающего устройства, при этом первое множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через первое множество оптических волокон и выходят из выходных концов первого набора, направленных на первое место облучения, и второе множество оптических волокон выполнено таким образом, что электромагнитные волны, излучаемые облучающим устройством, движутся через второе множество оптических волокон и выходят из выходных концов второго набора, направленных на второе место облучения.
48. Способ по п. 43, в котором механизм наслаивания дополнительно содержит механизм удаления смолы, расположенный между первым местом облучения и вторым местом облучения и выполненный с возможностью удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения.
49. Способ по п. 43, в котором механизм наслаивания дополнительно содержит первый набор линз, расположенный между облучающим устройством и первым местом облучения, и второй набор линз, расположенный между облучающим устройством и вторым местом облучения, при этом первый и второй наборы линз выполнены с возможностью фокусировки электромагнитных волн, направленных на первое место облучения и второе место облучения.
50. Способ по п. 43, который дополнительно обеспечивает первый и второй чистящие валки, расположенные между первым местом облучения и вторым местом облучения с противоположных сторон от второго места облучения, при этом первый и второй чистящие валки выполнены таким образом, что первый чистящий валок выполнен с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения, когда механизм наслаивания перемещается в первом направлении, и второй чистящий валок выполнен с возможностью поворота, находясь в контакте с поверхностью слоя, для удаления излишней незатвердевшей смолы со слоя между первым и вторым местами облучения, когда механизм наслаивания перемещается во втором направлении, противоположном первому направлению.
51. Способ по п. 50, в котором первый и второй чистящие валки выполнены таким образом, что первый чистящий валок выполнен с возможностью контакта с основным валком для выполнения функции первого датчика проверки переноса, когда механизм наслаивания перемещается во втором направлении, и второй чистящий валок выполнен с возможностью контакта с основным валком для выполнения функции второго датчика проверки переноса, когда механизм наслаивания перемещается в первом направлении.
52. Способ послойного наращивания трехмерного объекта с использованием смолы, включающий в себя:
обеспечение опорного узла, содержащего платформу для наращивания, причем область наращивания определена смежно платформе для наращивания; и
создание трехмерного объекта на платформе для наращивания путем нанесения множества последовательных слоев смолы с использованием одного или более механизмов наслаивания, каждый из которых содержит каретку, выполненную с возможностью перемещения по области наращивания, источник смолы в текучей форме, установленный на каретке, валок, находящийся в сообщении с источником смолы и установленный с возможностью поворота на каретке, и облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн, при этом нанесение множества последовательных слоев смолы включает в себя перемещение одного или более механизмов наслаивания последовательными проходами по области наращивания, поворот валка для переноса слоев на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения одного или более механизмов наслаивания по области наращивания и выборочную активацию облучающего устройства для излучения электромагнитных волн в направлении места облучения в пределах области наращивания с целью нанесения каждого последовательного слоя для создания трехмерного объекта,
при этом первый слой из множества последовательных слоев выполняют содержащим множество первых частей, имеющих пространства, образованные между по меньшей мере некоторыми из первых частей, и
при этом второй слой из множества последовательных слоев наносят на первый слой и второй слой выполняют содержащим множество вторых частей, которые смещены относительно первых частей или ориентированы поперек первых частей.
53. Способ по п. 52, в котором первые части первого слоя выполняют содержащими множество первых удлиненных полос, ориентированных вдоль первого направления, и вторые части второго слоя выполняют содержащими множество вторых удлиненных полос, ориентированных в первом направлении и смещенных относительно первых удлиненных полос во втором направлении, перпендикулярном первому направлению.
54. Способ по п. 53, в котором первое направление параллельно или перпендикулярно направлению перемещения каретки по области наращивания.
55. Способ по п. 52, в котором первые части первого слоя выполняют содержащими множество первых удлиненных полос, ориентированных вдоль первого направления, и вторые части второго слоя выполняют содержащими множество вторых удлиненных полос, ориентированных во втором направлении, перпендикулярном первому направлению.
56. Способ по п. 55, в котором первое направление параллельно или перпендикулярно направлению перемещения каретки по области наращивания.
57. Способ по п. 52, в котором первые части первого слоя выполняют содержащими множество первых блоков и вторые части второго слоя выполняют содержащими множество вторых блоков, которые смещены относительно первых блоков по меньшей мере в одном направлении.
58. Способ по п. 57, в котором вторые блоки смещены относительно первых блоков в двух перпендикулярных направлениях, вследствие чего первые блоки и вторые блоки адгезивно соединены друг с другом на углах первых и вторых блоков после нанесения первого и второго слоев.
59. Способ по п. 52, в котором дополнительные слои из множества последовательных слоев компонуют и ориентируют идентично первому и второму слоям чередующимся образом.
60. Способ по п. 52, в котором первый слой и второй слой наносят посредством разных механизмов наслаивания.
61. Способ по п. 52, в котором первый слой и второй слой наносят посредством одного механизма наслаивания, двигающегося в первом направлении для нанесения первого слоя и двигающегося во втором направлении, противоположном первому направлению, для нанесения второго слоя.
62. Способ по п. 52, в котором каждый из одного или более используемых механизмов наслаивания дополнительно содержит вспомогательный валок, установленный с возможностью поворота по меньшей мере частично в пределах источника смолы, вследствие чего между валком и вспомогательным валком образовано пространство, и при этом каждый из множества последовательных слоев смолы наносят путем выборочной активации облучающего устройства для излучения электромагнитных волн в направлении первоначального места облучения, находящегося в пределах источника смолы и в пределах пространства между валком и вспомогательным валком, для обеспечения по меньшей мере частичного затвердевания каждого слоя, вследствие чего пространство между валком и вспомогательным валком определяет толщину соответствующего слоя, перед поворотом валка для переноса соответствующего слоя на место нанесения.
63. Источник смолы в текучей форме, содержащий:
ванну снабжения, выполненную с возможностью содержания смолы, причем ванна снабжения имеет первую и вторую внутренние опорные стенки, находящиеся на противоположных концах ванны снабжения;
первую внешнюю опорную стенку, расположенную снаружи относительно первой внутренней опорной стенки и находящуюся за пределами ванны снабжения, вследствие чего между первой внутренней опорной стенкой и первой внешней опорной стенкой образовано первое пространство, при этом первая внутренняя опорная стенка содержит первое отверстие, продолжающееся сквозь нее между ванной снабжения и первым пространством;
валок, расположенный по меньшей мере частично в пределах ванны снабжения и выполненный таким образом, чтобы находиться в контакте со смолой, при этом валок продолжается через первое отверстие и расположен по меньшей мере частично в пределах первого пространства;
первое уплотнение, контактирующее с валком по всей периферии валка и расположенное смежно первому отверстию для препятствования большей части утечки смолы через первое отверстие; и
систему слива, выполненную с возможностью удаления частей смолы, которые проходят через первое отверстие из первого пространства.
64. Источник по п. 63, в котором система слива дополнительно выполнена с возможностью возвращения частей смолы в ванну снабжения.
65. Источник по п. 63, дополнительно содержащий:
вторую внешнюю опорную стенку, расположенную снаружи относительно второй внутренней опорной стенки и находящуюся за пределами ванны снабжения, вследствие чего между второй внутренней опорной стенкой и второй внешней опорной стенкой образовано второе пространство, при этом вторая внутренняя опорная стенка содержит второе отверстие, продолжающееся сквозь нее между ванной снабжения и вторым пространством, при этом валок продолжается через второе отверстие и расположен по меньшей мере частично в пределах второго пространства; и
второе уплотнение, контактирующее с валком по всей периферии валка и расположенное смежно второму отверстию для препятствования большей части утечки смолы через второе отверстие,
при этом система слива дополнительно выполнена с возможностью удаления дополнительных частей смолы, которые проходят через второе отверстие из второго пространства.
66. Источник по п. 63, в котором ванна снабжения содержит нижнюю стенку, которая продолжается между первой и второй внутренними опорными стенками и дополнительно продолжается между первой внутренней опорной стенкой и первой внешней опорной стенкой через первое пространство, и при этом система слива содержит сливное отверстие в нижней стенке в пределах первого пространства.
67. Источник по п. 63, в котором система слива дополнительно содержит сливное отверстие в пределах первого пространства и резервуар, находящийся в сообщении со сливным отверстием, и при этом система слива выполнена таким образом, что удаление частей смолы происходит путем их течения через сливное отверстие и в резервуар.
68. Источник по п. 67, в котором система слива дополнительно содержит перекачивающий механизм, выполненный с возможностью перекачивания смолы из резервуара в ванну снабжения.
69. Источник по п. 68, в котором нижняя стенка ванны снабжения содержит отверстие, находящееся в сообщении с перекачивающим механизмом, вследствие чего перекачивающий механизм выполнен с возможностью перекачивания смолы в ванну снабжения через отверстие, и при этом нижняя стенка ванны снабжения наклонена вниз к отверстию.
70. Источник по п. 63, дополнительно содержащий первый подшипник, соединенный с первой внешней опорной стенкой и зацепляющий валок для поддержки с возможностью поворота валка.
71. Устройство для создания трехмерного объекта на платформе для наращивания с использованием смолы по послойной методике, причем область наращивания определена смежно платформе для наращивания, содержащее:
каретку, выполненную с возможностью перемещения по области наращивания;
ванну снабжения, установленную на каретке и выполненную с возможностью содержания текучего материала, причем ванна снабжения имеет первую и вторую внутренние опорные стенки, находящиеся на противоположных концах ванны снабжения;
первую внешнюю опорную стенку, расположенную снаружи относительно первой внутренней опорной стенки и находящуюся за пределами ванны снабжения, вследствие чего между первой внутренней опорной стенкой и первой внешней опорной стенкой образовано первое пространство, при этом первая внутренняя опорная стенка содержит первое отверстие, продолжающееся сквозь нее между ванной снабжения и первым пространством;
валок, установленный на каретке, и расположенный по меньшей мере частично в пределах ванны снабжения, и выполненный с возможностью контакта с текучим материалом, при этом валок продолжается через первое отверстие и расположен по меньшей мере частично в пределах первого пространства, и при этом валок выполнен с возможностью поворота для переноса слоя смолы на место нанесения в пределах области наращивания с целью нанесения для создания трехмерного объекта по мере прохождения каретки по области наращивания;
первое уплотнение, контактирующее с валком по всей периферии валка и расположенное смежно первому отверстию для препятствования большей части утечки текучего материала через первое отверстие;
систему слива, выполненную с возможностью удаления частей текучего материала, которые проходят через первое отверстие из первого пространства; и
облучающее устройство, установленное на каретке и выполненное с возможностью излучения электромагнитных волн в направлении места облучения в пределах области наращивания с целью нанесения слоя для создания трехмерного объекта.
| US 20170239932 A1, 24.08.2017 | |||
| US 20150110910 A1, 23.04.2015 | |||
| US 20160158962 A1, 09.06.2016 | |||
| US 20140070463 A1, 13.03.2014 | |||
| US 20080169589 A1, 17.07.2008 | |||
| US 5902537 A, 11.05.1999 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА И СТЕРЕОЛИТОГРАФИЧЕСКАЯ МАШИНА, РЕАЛИЗУЮЩАЯ ТАКОЙ СПОСОБ | 2012 |
|
RU2569516C2 |
| ТЕХНОЛОГИЧЕСКИЕ ФОРМЫ, ИЗГОТОВЛЕННЫЕ НА ОСНОВЕ МОДЕЛИРОВАНИЯ МЕТОДОМ НАПЛАВЛЕНИЯ, ДЛЯ ФОРМОВАНИЯ И ТИРАЖИРОВАНИЯ ОБЪЕКТОВ | 2016 |
|
RU2642654C1 |
| СПОСОБ СТЕРЕОЛИТОГРАФИИ ДЛЯ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОГО ОБЪЕКТА, ПРИ КОТОРОМ ОПОРНАЯ ПОВЕРХНОСТЬ УКАЗАННОГО ОБЪЕКТА СОВЕРШАЕТ ПЕРЕМЕЩЕНИЕ, ПЕРИОДИЧЕСКИ ПРИБЛИЖАЯСЬ К ДНУ КОНТЕЙНЕРА | 2013 |
|
RU2610505C2 |
| 3D-ПРИНТЕР, СИСТЕМА 3D-ПРИНТЕРА И ГЕНЕРАТИВНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2640551C1 |

