Изобретение относится к предварительно спеченной заготовке для дентального применения на основе стеклокерамики на основе дисиликата лития, которая, в частности, пригодна для получения зубных реставраций.
Применение предварительно спеченных заготовок в зубной технике уже описано согласно уровню техники.
В WO 2010/010087 описаны пористые силикатные керамические формованные изделия, которые перерабатывают в облицовочные пластины (виниры) для зубной техники. При этом формованные изделия должны иметь определенную плотность для того, чтобы предотвратить повреждения при обработке системами для фрезерования или шлифования, например откалывание материала, и для того, чтобы быть пригодными для выбранных систем.
В US 5106303 описано получение зубных коронок и вкладок копировальным шлифованием уплотненных керамических основ, которые необязательно могут быть предварительно спеченными. Для достижения желаемой геометрии основу шлифуют до увеличенной формы, для того чтобы учесть усадку, которая происходит при последующем спекании до требуемой высокой плотности. В качестве керамического материала, в частности, применяют оксид алюминия, который необязательно может включать укрепляющие добавки.
В US 5775912 описаны предварительно спеченные гранулы из зубного фарфора, из которых шлифованием с помощью CAD/CAM-систем получают структуру зуба. Эту структуру зуба вставляют в материал для заполнения, спекают и освобождают от материала для заполнения, для того чтобы получить в итоге желаемую зубную реставрацию. В случае применяемого зубного фарфора речь идет о стеклокерамике на основе лейцита.
В US 6354836 раскрывают способ получения зубных реставраций с применением CAD/CAM-способа. Для этого применяют неспеченные или предварительно спеченные блоки из керамического материала, а в частности, из оксида алюминия и оксида циркония, которые после шлифования до увеличенной формы и последующего уплотняющего спекания становятся высокопрочными зубными реставрациями. Однако при этом считают важным, чтобы перепад температур в применяемой печи для спекания был меньше 10°C для того, чтобы обеспечить только незначительные колебания размеров получаемых в итоге реставраций.
У известных предварительно спеченных заготовок происходящая при уплотняющем спекании усадка и соответственно применяемый коэффициент увеличения в большой мере зависят от применяемой температуры предварительного спекания. Даже небольшие колебания, которые происходят вследствие неоднородного распределения температур в печи для спекания, приводят к различиям в усадке при уплотняющем спекании. Эти колебания не позволяют достичь незначительных отклонений размеров полученных зубных реставраций.
Поэтому в основе данного изобретения лежит задача предоставить предварительно спеченные заготовки, у которых предотвращены указанные недостатки и которые поэтому менее подвержены колебаниям при применяемых при их получении температурах спекания. Также данные заготовки должны простым образом с помощью обычных способов шлифования и фрезерования формоваться в зубные реставрации с желаемой геометрией без того, чтобы при этих процессах требовалась подача жидкости. Далее, должно быть возможно переработать данные заготовки с помощью уплотняющего спекания в высокопрочные и оптически очень привлекательные зубные реставрации.
Данную задачу решают с помощью предварительно спеченной заготовки, соответствующей пунктам формулы изобретения с 1 по 9. Объектом данного изобретения также является способ получения заготовок согласно пунктам формулы изобретения 10 и 11, способ получения зубных реставраций согласно пунктам формулы изобретения с 12 по 14, а также применение данных заготовок согласно пункту формулы изобретения 15.
Согласно данному изобретению предварительно спеченная заготовка для дентального применения отличается тем, что
она выполнена на основе стеклокерамики на основе дисиликата лития и
имеет относительную плотность от 60 до 90%, в частности от 62 до 88% и предпочтительно от 65 до 87%, по отношению к истинной плотности стеклокерамики.
При этом относительная плотность представляет собой отношение плотности предварительно спеченной заготовки к истинной плотности стеклокерамики.
Плотность предварительно спеченной заготовки определяют с помощью взвешивания и геометрического определения объема. Плотность рассчитывают согласно известной формуле:
Плотность = масса/объем.
Определение истинной плотности стеклокерамики проводят таким образом, что предварительно спеченную заготовку размалывают в порошок со средним размером частиц от 10 до 30 мкм, в частности 20 мкм, по отношению к количеству частиц, и плотность порошка определяют с помощью пикнометра. Определение размеров частиц происходит с помощью прибора CILAS® Particle Size Analyzer 1064 фирмы Quantachrome GmbH & Co. KG посредством лазерной дифракции согласно ISO 13320 (2009).
Неожиданно было обнаружено, что заготовки по изобретению не только можно просто обрабатывать сухим механическим способом, но также их можно получать при значительно различающихся температурах предварительного спекания без существенного изменения усадки, которая происходит при последующем уплотняющем спекании. Вместе с этим учитывающий происходящую усадку коэффициент увеличения можно определить очень точно. Эти выгодные свойства, видимо, являются следствием особого поведения стеклокерамики на основе дисиликата лития, которую предварительно спекают до указанной выше относительной плотности.
Далее, предпочтительно, чтобы заготовка по существу состояла из стеклокерамики на основе дисиликата лития. Особенно предпочтительно заготовка состоит из стеклокерамики на основе дисиликата лития.
В предпочтительном варианте осуществления стеклокерамика включает дисиликат лития как основную кристаллическую фазу. При этом понятие «основная кристаллическая фаза» обозначает кристаллическую фазу, которая по отношению к другим кристаллическим фазам имеет большую объемную долю. В частности, стеклокерамика содержит более чем 10 об.%, предпочтительно более 20 об.% и особенно предпочтительно более 30 об.% кристаллов дисиликата лития, по отношению к всей стеклокерамике.
Стеклокерамика на основе дисиликата лития содержит SiO2 и Li2O предпочтительно в молярном соотношении в области от 1,75 до 3,0, в частности от 1,8 до 2,6.
В следующем предпочтительном варианте осуществления стеклокерамика на основе дисиликата лития содержит по меньшей мере один из следующих компонентов, масс.%:
при этом
Me(I)2О выбирают из Na2О, K2О, Rb2О, Cs2О или их смесей,
Me(II)О выбирают из CaO, BaO, MgO, SrO, ZnO и их смесей,
Me(III)2О3 выбирают из Al2О3, La2О3, Bi2О3, Y2О3, Yb2О3 и их смесей,
Me(IV)О2 выбирают из ZrО2, TiО2, SnО2, GeО2 и их смесей,
Me(V)2О5 выбирают из Ta2О5, Nb2О5, V2О5 и их смесей,
Me(VI)О3 выбирают из WО3, MoО3 и их смесей, и
центр кристаллизации выбирают из P2O5, металлов и их смесей.
В качестве оксидов одновалентных элементов Me(I)2О предпочтительны Na2О и K2O.
В качестве оксидов двухвалентных элементов Me(II)О предпочтительны CaO, MgO, SrO и ZnO.
В качестве оксидов трехвалентных элементов Me(III)2О3 предпочтительны Al2O3, La2О3 и Y2O3.
В качестве оксидов четырехвалентных элементов Me(IV)О2 предпочтительны ZrО2, TiO2 и GeО2.
В качестве оксидов пятивалентных элементов Me(V)2O5 предпочтительны Ta2О5 и Nb2O5.
В качестве оксидов шестивалентных элементов Me(VI)О3 предпочтительны WO3 и MоO3.
В качестве центра кристаллизации предпочтителен P2O5.
Стеклокерамика на основе дисиликата лития предпочтительно содержит красящие вещества и/или флуоресцентные вещества.
Примерами красящих веществ и флуоресцентных веществ являются неорганические пигменты и/или оксиды d- и f-элементов, такие как, например, оксиды Ti, V, Sc, Mn, Fe, Co, Ta, W, Ce, Pr, Nd, Tb, Er, Dy, Gd, Eu и Yb. В качестве красящих веществ также можно применять коллоиды металлов, например Ag, Au и Pd, которые дополнительно также выполняют функцию центра кристаллизации. Коллоиды металлов могут образовываться, например, при восстановлении соответствующих оксидов, хлоридов или нитратов во время процессов расплавления и кристаллизации. В качестве неорганических пигментов, например, применяют легированную шпинель, силикат циркония, станнаты, легированный корунд и/или легированный ZrО2.
Заготовка по изобретению предпочтительно имеет по меньшей мере две области, в частности, слоя, которые отличаются своей окраской или светопроницаемостью. Предпочтительно заготовка имеет по меньшей мере от 3 и до 10, особенно предпочтительно по меньшей мере от 3 и до 8 и наиболее предпочтительно по меньшей мере 4 и до 6 отличающихся окраской или светопроницаемостью областей, в частности слоев. Именно с помощью наличия нескольких окрашенных по разному областей, в частности слоев, удается особенно хорошо имитировать естественный материал зубов. Также возможно, чтобы по меньшей мере одна область или слой имел цветовой градиент для того, чтобы обеспечить плавный цветовой переход.
В следующем предпочтительном варианте осуществления заготовка по изобретению имеет крепление для закрепления в обрабатывающем устройстве. В другом предпочтительном варианте осуществления заготовка по изобретению имеет устройство сопряжения для соединения с зубным имплантатом.
Крепление позволяет закреплять заготовку в обрабатывающем устройстве, таком как, в частности, фрезерующее или шлифовальное устройство. Крепление обычно имеет форму стержня и состоит предпочтительно из металла или полимера.
Устройство сопряжения служит для соединения имплантата и устанавливаемой на него зубной реставрации, такой как, в частности абатмент с коронкой, который получают механической обработкой и уплотняющим спеканием заготовки. Это соединение предпочтительно устойчиво к вращению. Устройство сопряжения, в частности, имеет форму углубления, такого как, например, просверленное отверстие. При этом конкретную геометрию устройства сопряжения обычно выбирают в зависимости от применяемой системы имплантатов.
Также изобретение относится к способу получения заготовки по изобретению, при котором:
(a) стекло на основе силиката лития в виде порошка или гранул спрессовывают в заготовку из стекла,
(b) заготовку из стекла подвергают термообработке для того, чтобы получить предварительно спеченную заготовку на основе стеклокерамики на основе дисиликата лития, при этом температура термообработки
(i) составляет по меньшей мере 500°C, в частности по меньшей мере 540°C и предпочтительно по меньшей мере 580°C, и
(ii) находится в области, которая занимает по меньшей мере 30 K, в частности по меньшей мере 50 K и предпочтительно по меньшей мере 70 K, и в которой относительная плотность варьирует менее чем на 2,5%, в частности менее чем на 2,0% и предпочтительно менее чем на 1,5%.
На стадии (a) стекло на основе силиката лития в виде порошка или гранул спрессовывают в заготовку из стекла.
Применяемое при этом стекло из силиката лития обычно получают таким образом, что смесь пригодных исходных материалов, таких как, например, карбонаты, оксиды, фосфаты и фториды, расплавляют при температуре, в частности, от 1300 до 1600°C в течение от 2 до 10 ч. Для достижения особенно высокой однородности полученный расплав стекла выливают в воду для того, чтобы образовался гранулят стекла, а полученный гранулят затем снова расплавляют.
Гранулят затем измельчают до желаемого размера частиц, в частности размалывают в порошок со средним размером частиц <100 мкм, по отношению к количеству частиц.
Гранулят или порошок затем, необязательно с добавлением вспомогательных добавок для прессования или связующих веществ, помещают в пресс-форму и спрессовывают в заготовку из стекла. Применяемое при этом давление находится, в частности, в области от 20 до 200 МПа. Для прессования предпочтительно применяют одноосное прессование. Прессование, в частности, также можно проводить как изостатическое прессование, предпочтительно как холодное изостатическое прессование. При применении порошка стекла или гранулята стекла с различной окраской или светопроницаемостью можно получить заготовки из стекла, которые имеют по разному окрашенные или имеющие разную светопроницаемость области, в частности слои. Например, можно по разному окрашенный порошок или гранулят располагать в пресс-форме друг над другом так, чтобы получалась многоцветная заготовка из стекла. Эта многоцветность позволяет в большой степени придавать вид естественного зубного материала получаемым в конце зубным реставрациям.
На стадии (b) полученные одноцветные или многоцветные заготовки из стекла подвергают термообработке для того, чтобы вследствие этого произошла контролируемая кристаллизация дисиликата лития и вместе с этим образование стеклокерамики на основе дисиликата лития, а также предварительное спекание. Термообработка, в частности, происходит при температуре от 500°C до 900°C, предпочтительно от 540 до 900°C и особенно предпочтительно от 580 до 900°C. Термообработка, в частности, продолжается от 2 до 120 мин, предпочтительно от 5 до 60 мин и особенно предпочтительно от 10 до 30 мин.
Область температур (b) (ii) описывает область, в которой, несмотря на изменение температуры, относительная плотность практически не изменяется. Поэтому данную область далее обозначают как «плато». Возможное в этой области изменение относительной плотности рассчитывают в %, исходя из максимального и минимального значений относительной плотности в данной области по формуле:
(максимальное значение - минимальное значение)/максимальное значение × 100.
Неожиданно оказалось, что стеклокерамика на основе дисиликата лития при изготовлении и предварительном спекании в определенной области температур не показывает изменения относительной плотности и вместе с этим линейной усадки и коэффициента увеличения при уплотняющем спекании. Данная область при графическом изображении относительной плотности, линейной усадки или коэффициента увеличения в зависимости от температуры выглядит как «плато». Таким образом, важные для точности подгонки получаемой позднее зубной реставрации свойства заготовки в данной области по существу не зависят от температуры. Из этого следует важное для практики преимущество, состоящее в том, что заготовка почти невосприимчива, например, к колебаниям температуры или градиенту температуры в печи для спекания, пока температура находится в области «плато».
Поэтому согласно данному изобретению особенно предпочтительна такая предварительно спеченная заготовка, которую получают способом по изобретению.
Особенно предпочтительной является заготовка по изобретению, которая имеет относительную плотность, которая получается, если
(a) порошок соответствующего исходного стекла со средним размером частиц <100 мкм, по отношению к количеству частиц, при давлении от 20 до 200 МПа, предпочтительно от 40 до 120 МПа и особенно предпочтительно от 50 до 100 МПа, подвергают одноосному или изостатическому прессованию и
(b) полученную из порошка стекла прессованную форму от 2 до 120 мин, предпочтительно от 5 до 60 мин и особенно предпочтительно от 10 до 30 мин, подвергают термообработке при температуре, которая
(i) составляет по меньшей мере 500°C, в частности по меньшей мере 540°C и предпочтительно по меньшей мере 580°C, и
(ii) находится в области, которая занимает по меньшей мере 30 K, в частности по меньшей мере 50 K и предпочтительно по меньшей мере 70 K, и в которой относительная плотность варьирует менее чем на 2,5%, в частности менее чем на 2,0% и предпочтительно менее чем на 1,5%.
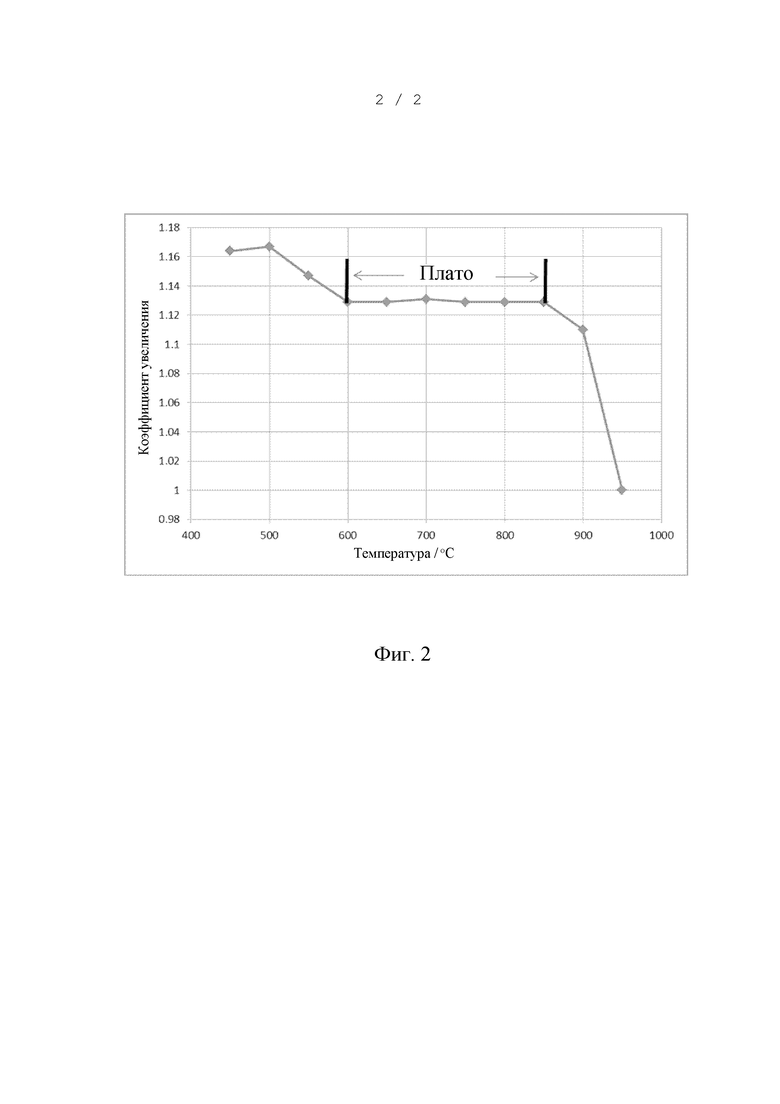
Фигура 2 иллюстрирует происходящие при термообработке прессованного порошка стекла фазы изображением зависимости коэффициента увеличения от температуры для прессованного изделия с составом согласно примеру 2. В фазе I до примерно 500°C происходит нагревание и удаление необязательно имеющихся связующих веществ. На фазе II примерно от 500 до 600°C происходит спекание и кристаллизация, и на фазе III от 600 до 850°C предварительно спеченная заготовка на основе стеклокерамики на основе дисиликата лития по изобретению находится на плато. Затем происходит на фазе IV от примерно 850 до примерно 950°C уплотняющее спекание заготовки.
Предварительно спеченная заготовка по изобретению предпочтительно имеет форму блока, диска или цилиндра. В случае указанных форм особенно просто происходит последующая переработка в желаемые зубные реставрации.
Предварительно спеченные заготовки, в частности, перерабатывают в зубные реставрации. Поэтому данное изобретение относится также к способу получения зубных реставраций, при котором
(i) предварительно спеченную заготовку на основе стеклокерамики на основе дисиликата лития механически перерабатывают в начальную форму зубной реставрации,
(ii) начальную форму подвергают уплотняющему спеканию для того, чтобы получить зубную реставрацию, и
(iii) необязательно поверхность зубной реставрации подвергают конечной обработке.
На стадии (i) происходит механическая обработка обычно способом снятия материала, в частности фрезерованием и/или шлифованием. Предпочтительно, чтобы механическая обработка происходила на устройстве для фрезерования и/или шлифования, управляемом компьютером. Особенно предпочтительно механическая обработка происходит в рамках CAD/CAM-способа.
Заготовку по изобретению, в частности, по причине ее открытой пористости и низкой твердости очень легко механически обрабатывать. При этом является особенным преимуществом то, что нет необходимости в применении жидкостей во время шлифования или фрезерования. В случае традиционных заготовок, напротив, часто требуется так называемый влажный способ шлифования.
Механическую обработку обычно проводят таким образом, чтобы полученная начальная форма представляла собой увеличенную желаемую зубную реставрацию. Таким образом, учитывают происходящую при последующем уплотняющем спекании усадку. При этом заготовка по изобретению имеет особое преимущество, состоящее в том, что применяемый для нее коэффициент увеличения можно определить очень точно. Коэффициент увеличения представляет собой коэффициент, на который начальная форма должна получиться увеличенной после шлифования или фрезерования предварительно спеченной заготовки для того, чтобы после уплотняющего спекания полученная зубная реставрация имела желаемые размеры.
Коэффициент увеличения Fv, относительная плотность ρr и остаточная линейная усадка S пересчитываются друг в друга согласно следующим формулам:
S=1-ρr1/3
Fv=1/(1-S)
В предпочтительном варианте осуществления в качестве предварительно спеченной заготовки применяют заготовку, полученную описанным выше способом по изобретению.
На стадии (ii) полученную начальную форму подвергают уплотняющему спеканию для того, чтобы получить зубную реставрацию с желаемой геометрией.
Для уплотняющего спекания начальную форму предпочтительно подвергают термообработке при температуре от 700°C до 1000°C. Термообработка обычно происходит в течение от 2 до 30 мин.
После уплотняющего спекания в зубной реставрации на основе стеклокерамики на основе дисиликата лития предпочтительно дисиликат лития образует основную кристаллическую фазу. Данная стеклокерамика на основе дисиликата лития имеет превосходные оптические и механические свойства, а также высокую химическую стабильность. Таким образом, с помощью способа по изобретению можно получить зубные реставрации, которые удовлетворяют высоким требованиям.
Зубные реставрации предпочтительно выбирают из коронок, абатментов, коронок с абатментами, вкладок, накладок, виниров, облицовок и мостов, а также покрывных элементов для сборных основ для реставраций, которые, например, могут состоять из оксидной керамики, металлов или зубных сплавов.
Для уплотняющего спекания предпочтительно, чтобы предварительная заготовка зубной реставрации была закреплена для того, чтобы предотвратить искривление. Предпочтительно, чтобы подставка состояла из того же материала, что предварительная заготовка, и вследствие этого имела такую же усадку при спекании. Подставка, например, может быть выполнена в форме поддерживающей или опорной конструкции, геометрия которой подогнана к форме предварительной заготовки.
На необязательной стадии (iii) можно поверхность зубной реставрации подвергать конечной обработке. При этом, в частности, возможно проводить еще один обжиг для глянцевания при температуре от 650°C до 900°C или полировать реставрацию.
Благодаря описанным свойствам предварительно спеченная заготовка пригодна, в частности, для изготовления зубных реставраций. Поэтому изобретение относится также к применению заготовок для получения зубных реставраций, в частности, для коронок, абатментов, коронок с абатментами, вкладок, накладок, виниров, облицовок и мостов, а также для покрывных элементов.
Указанные размеры частиц по отношению к количеству частиц определяли способом лазерной дифракции на приборе CILAS® Particle Size Analyzer 1064 фирмы Quantachrome GmbH & Co. KG согласно ISO 13320 (2009) при комнатной температуре.
Изобретение подробнее разъясняется далее с помощью примеров.
Примеры
Примеры с 1 по 4
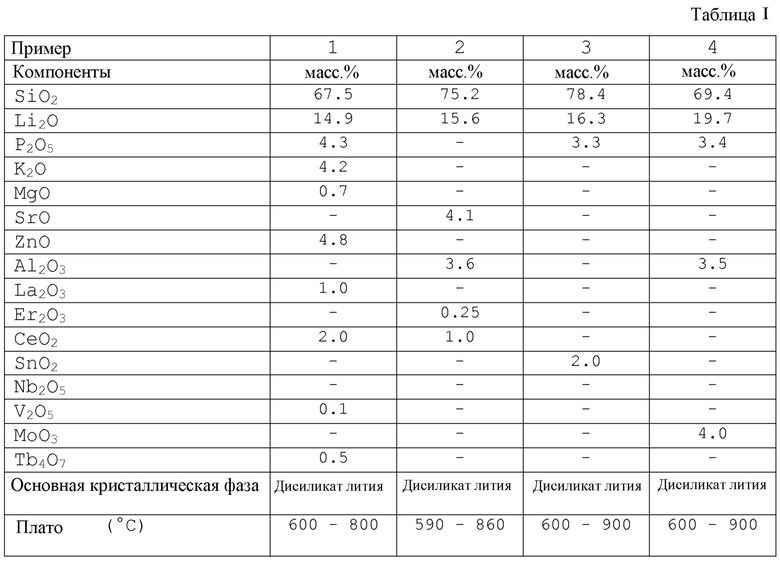
Всего изготавливали 4 стеклокерамики с дисиликатом лития в качестве основной кристаллической фазы с составами, указанными в таблице I, таким образом, что соответствующие исходные стекла расплавляли, а затем полученные из них заготовки из прессованного порошка стекла посредством термообработки предварительно спекали и подвергали регулируемой кристаллизации.
Для этого исходные стекла из обычных компонентов в количестве от 100 до 200 г расплавляли при температуре от 1400 до 1500°C, при этом плавление происходило очень хорошо без образования пузырей или свилей. Выливанием расплавов исходных стекол в воду получали агломераты стекла, которые затем для однородности второй раз расплавляли при температуре от 1450 до 1550°C в течение от 1 до 3 ч.
Затем полученные расплавы стекол охлаждали до 1400°C и, выливая в воду, получали тонкодисперсный гранулят. Грануляты сушили и размалывали в порошок со средним размером частиц <100 мкм, по отношению к количеству частиц. Данные порошки немного увлажняли водой и при давлении прессования от 20 до 200 МПа прессовали в прессованные формы из порошка.
Затем прессованные формы из порошка в течение от 2 до 120 мин подвергали термообработке при температуре, которая находилась в областях, которые в таблице I указаны для каждого состава как плато. После данной термообработки получались заготовки по изобретению на основе стеклокерамики на основе дисиликата лития, которые были предварительно спечены.
Пример 5
Исследование свойств спекания композиции примера 1
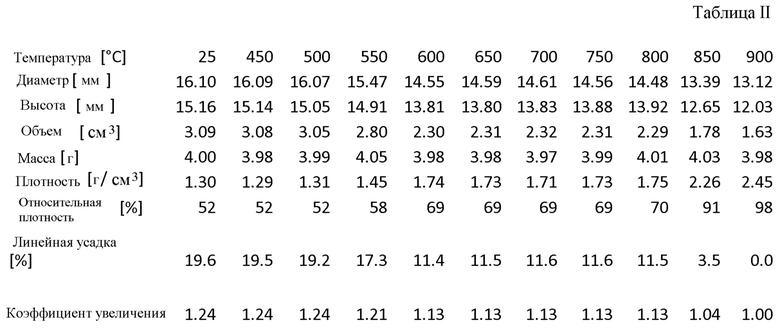
Расплавляли стекло с составом согласно примеру 1 и размалывали в порошок стекла со средним размером частиц менее 50 мкм, по отношению к количеству частиц. Данный порошок стекла спрессовывали в цилиндры. Свойства спекания данных цилиндрических заготовок исследовали таким образом, что их подвергали термообработке при различных температурах в печи типа Programat® P500 фирмы Ivoclar Vivadent AG. При этом применяли скорость нагрева 20°C/мин, а также выдерживали 2 мин при каждой температуре. Затем заготовки охлаждали до комнатной температуры и определяли относительную плотность заготовок относительно истинной плотности стеклокерамики. Из относительной плотности рассчитывали остаточную линейную усадку, а также коэффициент увеличения.
Результаты для температур в области от 25 до 900°C представлены в следующей таблице II. При температуре от 600°C до 800°C получались предварительно спеченные заготовки по изобретению из стеклокерамики на основе дисиликата лития относительной плотностью от 69 до 70%.
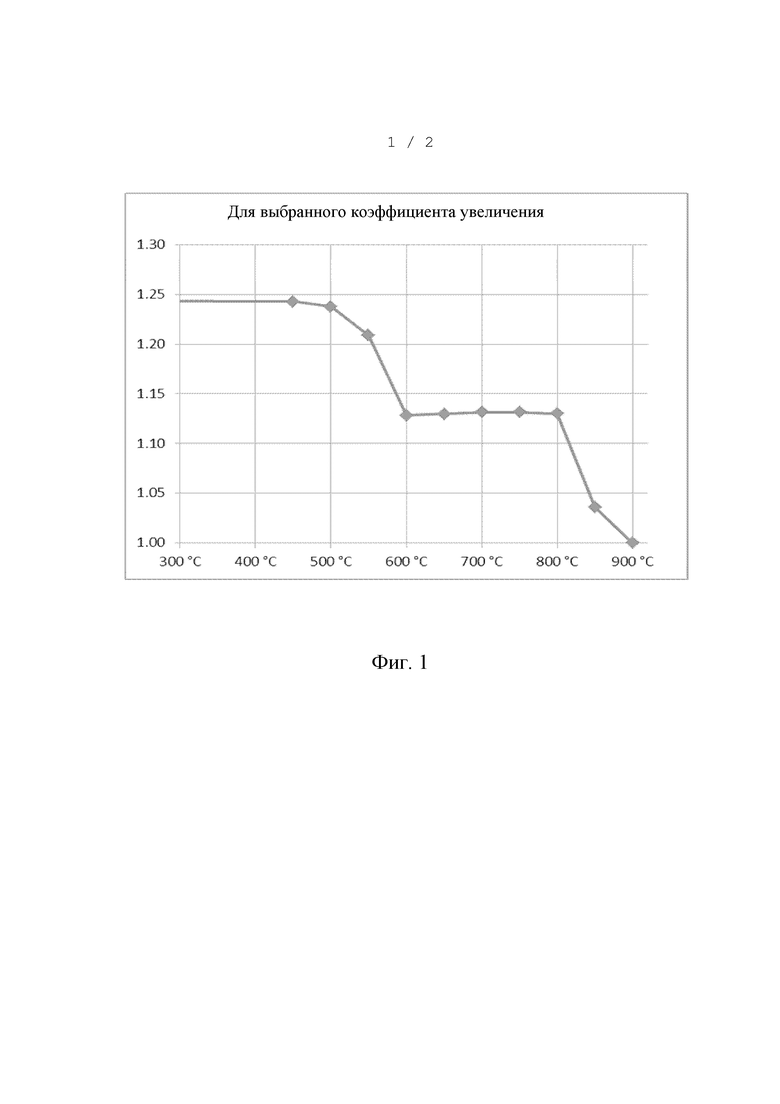
Графическое изображение рассчитанных коэффициентов увеличения в зависимости от применяемой температуры приведено на фигуре 1. Исходя из изображения, очевидно, что неожиданно коэффициент увеличения оставался по существу постоянным в области температур от 600 до 800°C, и кривая образовала плато. Таким образом, при применении термообработки в данной области можно получать заготовки по изобретению, для которых возможно очень точно указать выбранные коэффициенты увеличения.
Таким же образом определяли область «плато» для других указанных в таблице I композиций.
Пример 6
Исследование свойств спекания композиции, соответствующей примеру 2
У композиции соответствующей примеру 2 аналогично примеру 5 исследовали свойства спекания. Полученные значения относительной плотности, остаточная линейная усадка и коэффициент увеличения приведены в таблице III.
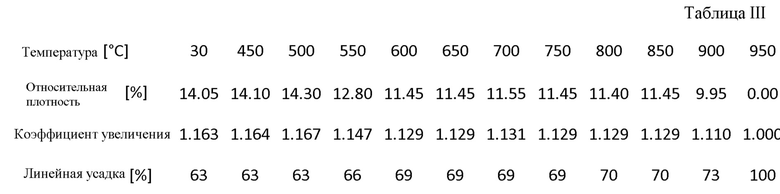
Кривая зависимости коэффициента увеличения в зависимости от температуры представлена на фигуре 2. Исходя из кривой, очевидно, что плато для исследуемой стеклокерамики на основе дисиликата лития находится в области от примерно 600 до примерно 850°C. В данной области находится предварительно спеченная заготовка по изобретению из стеклокерамики на основе дисиликата лития с относительной плотностью от 69 до 70%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕДВАРИТЕЛЬНО СПЕЧЕННАЯ ЗАГОТОВКА ДЛЯ ЗУБОВ | 2013 |
|
RU2612707C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ШЕСТИВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2607557C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ЧЕТЫРЕХВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2633485C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ОДНОВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2606999C2 |
| ЛИТИЕВО-СИЛИКАТНЫЕ СТЕКЛОКЕРАМИКА И СТЕКЛО С ОКСИДОМ ПЯТИВАЛЕНТНОГО МЕТАЛЛА | 2012 |
|
RU2648447C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ, ЗАГОТОВКА И ЗУБНАЯ РЕСТАВРАЦИЯ | 2017 |
|
RU2749889C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОЙ РЕСТАВРАЦИИ | 2017 |
|
RU2724324C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОНОЛИТНОГО ФАСОННОГО ЭЛЕМЕНТА | 2017 |
|
RU2731375C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВКИ, А ТАКЖЕ ЗАГОТОВКА | 2014 |
|
RU2696587C2 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ ОКСИДА ЦИРКОНИЯ | 2013 |
|
RU2640853C2 |
Изобретение относится к предварительно спеченной заготовке для дентального применения. Технический результат – снижение усадки при спекании. Предварительно спеченная заготовка для дентального применения представляет собой стеклокерамику на основе дисиликата лития. Заготовка имеет относительную плотность от 60 до 90% по отношению к истинной плотности стеклокерамики. Порошок исходных стекол со средним размером частиц <100 мкм при давлении от 20 МПа до 200 МПа подвергают одноосному или изостатическому прессованию. Полученную прессованную форму из порошка стекла в течение от 2 до 120 мин подвергают термообработке при температуре по меньшей мере 500°C. Температура термообработки находится в области, которая занимает по меньшей мере 30 K, и в которой относительная плотность варьирует менее чем на 2,5%. 4 н. и 11 з.п. ф-лы, 2 ил., 3 табл., 6 пр.
1. Предварительно спеченная заготовка для дентального применения на основе стеклокерамики на основе дисиликата лития, при этом заготовка имеет относительную плотность от 60 до 90%, в частности от 62 до 88% и предпочтительно от 65 до 87%, по отношению к истинной плотности стеклокерамики, и при этом заготовка имеет относительную плотность, которая получается, если
(a) порошок соответствующих исходных стекол со средним размером частиц <100 мкм, по отношению к количеству частиц, при давлении от 20 МПа до 200 МПа, предпочтительно от 40 до 120 МПа и особенно предпочтительно от 50 до 100 МПа, подвергают одноосному или изостатическому прессованию и
(b) полученную прессованную форму из порошка стекла в течение от 2 до 120 мин, предпочтительно от 5 до 60 мин и особенно предпочтительно от 10 до 30 мин, подвергают термообработке при температуре, которая
(i) составляет по меньшей мере 500°C, в частности по меньшей мере 540°C и предпочтительно по меньшей мере 580°C, и
(ii) находится в области, которая занимает по меньшей мере 30 K, в частности по меньшей мере 50 K и предпочтительно по меньшей мере 70 K и в которой относительная плотность варьирует менее чем на 2,5%, в частности менее чем на 2,0% и предпочтительно менее чем на 1,5%.
2. Заготовка по п. 1, которая по существу состоит из стеклокерамики на основе дисиликата лития.
3. Заготовка по одному из пп. 1, 2, которая содержит стеклокерамику на основе дисиликата лития в качестве основной кристаллической фазы, в частности более 10 об.%, предпочтительно более 20 об.% и особенно предпочтительно более 30 об.% кристаллов дисиликата лития.
4. Заготовка по одному из пп. 1, 2, причем стеклокерамика на основе дисиликата лития содержит по меньшей мере один из следующих компонентов, масс.%:
где
Me(I)2О выбран из Na2О, K2О, Rb2О, Cs2O или их смесей,
Me(II)О выбран из CaO, BaO, MgO, SrO, ZnO и их смесей,
Me(III)2О3 выбран из Al2О3, La2О3, Bi2О3, Y2О3, Yb2О3 и их смесей,
Me(IV)О2 выбран из ZrО2, TiО2, SnО2, GeО2 и их смесей,
Me(V)2O5 выбран из Тa2О5, Nb2O5 и их смесей,
Me(VI)О3 выбран из WО3, MoО3 и их смесей,
центр кристаллизации выбран из P2O5, металлов и их смесей.
5. Заготовка по одному из пп. 1, 2, которая имеет по меньшей мере две области, в частности слои, которые отличаются окраской или светопроницаемостью.
6. Заготовка по одному из пп. 1, 2, которая имеет крепление для обрабатывающего устройства.
7. Заготовка по одному из пп. 1, 2, которая имеет устройство сопряжения, в частности, в форме углубления для соединения с зубным имплантатом.
8. Способ получения заготовки по одному из пп. 1-7, при котором:
(a) стекло на основе силиката лития в виде порошка или гранулята спрессовывают в заготовку из стекла,
(b) заготовку из стекла подвергают термообработке для того, чтобы получить предварительно спеченную заготовку на основе стеклокерамики на основе дисиликата лития, при этом температура термообработки
(i) составляет по меньшей мере 500°C, в частности по меньшей мере 540°C и предпочтительно по меньшей мере 580°C, и
(ii) находится в области, которая занимает по меньшей мере 30 K, в частности по меньшей мере 50 K и предпочтительно по меньшей мере 70 K, и в которой относительная плотность варьирует менее чем на 2,5%, в частности менее чем на 2,0% и предпочтительно менее чем на 1,5%.
9. Способ по п. 8, в котором на стадии (a) применяют по меньшей мере два стекла на основе силиката лития, которые отличаются окраской или светопроницаемостью.
10. Заготовка по п. 1 или 2, которую можно получить способом по одному из пп. 8 или 9.
11. Способ получения зубных реставраций, при котором:
(i) предварительно спеченную заготовку на основе стеклокерамики на основе дисиликата лития по одному из пп. 1-7 посредством механической обработки перерабатывают в полуфабрикат зубной реставрации,
(ii) полуфабрикат по существу подвергают уплотняющему спеканию для того, чтобы получить зубную реставрацию, и
(iii) необязательно поверхность зубной реставрации подвергают конечной обработке.
12. Способ по п. 11, в котором механическую обработку осуществляют на регулируемом компьютером устройстве для фрезерования и/или шлифования.
13. Способ по п. 11 или 12, в котором осуществляют способ по п. 8 или 9 для того, чтобы получить предварительно спеченную заготовку на основе стеклокерамики на основе дисиликата лития.
14. Способ по одному из пп. 11, 12, при котором зубные реставрации выбирают из коронок, абатментов, коронок с абатментами, вкладок, накладок, виниров, облицовок, мостов и покрывных элементов.
15. Применение заготовки по одному из пп. 1-7 для получения зубных реставраций, в частности коронок, абатментов, коронок с абатментами, вкладок, накладок, виниров, облицовок, мостов и покрывных элементов.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 6455451 B1, 24.09.2002 | |||
| Прибор, замыкающий сигнальную цепь при повышении температуры | 1918 |
|
SU99A1 |
| БАКУНОВ В.С | |||
| и др | |||
| Практикум по технологии керамики и огнеупоров | |||
| Москва, Стройиздат, 1972, с.98 | |||
| US 6802894 B2, 12.10.2004 | |||
| US 20040197738 A1, 07.10.2004. | |||

