Данное изобретение относится к способу складывания выполненных из гофрокартона заготовок для изготовления складных коробок, причем заготовки образованы с помощью ориентированных по меньшей мере примерно параллельно направлению гофров гофрокартона, а при необходимости также и с помощью ориентированных поперек него бороздок, насечек, перфораций и т.п., вдоль которых можно производить складывание или сгибание.
Далее, данное изобретение относится к установке для складывания выполненных из гофрокартона заготовок для изготовления складных коробок.
Для изготовления выполненных из гофрокартона складных коробок используют заготовки, которые снабжены ориентированными параллельно направлению гофров и поперек него бороздками, насечками, перфорациями и т.п., вдоль которых заготовки складывают или сгибают для того, чтобы таким образом получить, например, складную коробку, образованную поверхностью дна, боковой поверхностью и поверхностью крышки. При этом на боковых поверхностях складной коробки предусмотрены соответствующие друг другу части, которые соединяют друг с другом, в частности склеивают.
Гофрокартон состоит, например, из двух гладких бумажных полотен, между которыми находится гофрированное бумажное полотно. Это так называемый однослойный или одноволновый гофрокартон. Двухслойный или двухволновый гофрокартон состоит из двух находящихся снаружи гладких бумажных полотен, из одного находящегося внутри гладкого бумажного полотна и из двух гофрированных бумажных полотен, которые находятся с обеих сторон от внутреннего гладкого бумажного полотна и между двумя внешними гладкими бумажными полотнами.
Также известен гофрокартон с тремя гофрированными бумажными полотнами, которые находятся между двумя гладкими бумажными полотнами, причем между каждыми двумя гофрированными бумажными полотнами находится по одному гладкому бумажному полотну. Такой картон обозначают как трехслойный или трехволновый картон.
Виды гофрокартона также отличаются различными типами гофрирования и комбинациями этих типов гофрирования, и среди прочего, соответственно, по высоте гофра и шагу гофра различают грубый гофр, средний гофр, тонкий гофр и микрогофр.
Для того чтобы при изготовлении из гофрокартона складных коробок достичь необходимой способности к их штабелированию, гофрокартон располагают таким образом, чтобы в боковых поверхностях складных коробок гофры проходили в направлении от поверхности дна к поверхности крышки или соответственно чтобы образованные гофрами каналы проходили в направлении от поверхности дна к поверхности крышки складной коробки.
Для того чтобы можно было боковые поверхности складывать или сгибать необходимым образом, и соприкасающиеся части боковых поверхностей соединять друг с другом, необходимо в боковых поверхностях предусмотреть ориентированные параллельно направлению гофров бороздки, насечки, перфорации и т.п., вдоль которых боковую поверхность между отдельными боковинами складной коробки можно складывать или сгибать. Однако при этом случается, что бороздки, насечки, перфорации и т.п. могут располагаться вдоль ложбины гофра, вдоль гребня гофра или вдоль боковой стороны между ложбиной гофра и гребнем гофра, вследствие чего по причине жесткости материала последующее складывание происходит не точно вдоль предназначенной для этого линии. Более того, при этом происходят отклонения от заданной линии складывания, которые впоследствии приводят к тому, что соединение двух соответствующих друг к другу концевых частей боковой поверхности происходит не в нужном месте.
Проблему, которая заключается в том, что складывание происходит не точно вдоль заданной линии, обозначают как «Fishtailing» (эффект «рыбьего хвоста»). Вызванные этим неточности в местах замыкания боковых поверхностей обозначают как «Gap» (расхождение). Эти недостатки встречаются при применении двухволнового или трехволнового гофрокартона и усиливаются в случае плохого качества применяемой при получении гофрокартона бумаги. Из-за этих дефектов снижается точность размеров складных коробок, что является недостатком в частности при автоматическом заполнении складных коробок.
В основе данного изобретения лежит задача предотвращения указанных недостатков. Этого достигают в предлагаемом согласно изобретению способе складывания заготовок для изготовления складных коробок тем, что в область по меньшей мере части ориентированных по меньшей мере примерно параллельно направлению гофров гофрокартона бороздок, насечек, перфораций и т.п., вдоль которых происходит складывание, перед процессом складывания вводят жидкость, вследствие чего находящийся в этой области таких бороздок, насечек, перфораций и т.п. гофрокартон становится гибким.
Вследствие того, что находящийся в области бороздок, насечек, перфораций и т.п. материал благодаря смачиванию становится гибким, последующее складывание независимо от того, в какой области гофра оно производится, происходит точно вдоль предусмотренной для этого линии, вследствие чего заготовки складываются точно, и замыкание боковых поверхностей происходит точно на правильном месте. Таким образом, избегают обозначаемых как «Fishtailing» и «Gap» недостатков при производстве заготовок для изготовления складных коробок, вследствие чего значительно повышается качество данных заготовок относительно их размерной точности. Высокая размерная точность имеет значение, в частности, при автоматическом наполнении складных коробок.
Предпочтительно жидкость распыляется в бороздки, насечки, перфорации и т.п. В частности применяют жидкость, которая быстро проникает внутрь гофрокартона. Предпочтительно такая жидкость состоит из смеси воды и спирта, такого как этиловый спирт или петролейный эфир (медицинский бензин), причем содержание воды составляет от 20 об.% до 80 об.%, в частности примерно 50 об.%, и содержание спирта составляет от 80 об.% до 20 об.%, в частности примерно 50 об.%. В частности применяют дистиллированную воду.
Установка для складывания заготовок для изготовления выполненных из гофрокартона складных коробок, причем эти заготовки снабжены ориентированными по меньшей мере примерно параллельно направлению гофров гофрокартона, а при необходимости также и ориентированными поперек него бороздками, насечками, перфорациями и т.п., вдоль которых может происходить складывание или сгибание, содержит устройство для складывания заготовок вдоль части ориентированных параллельно направлению гофров бороздок, насечек, перфораций и т.п., причем согласно изобретению в установку для складывания заготовок включено по меньшей мере одно устройство для введения жидкости в область по меньшей мере части ориентированных по меньшей мере примерно параллельно направлению гофров гофрокартона бороздок, насечек, перфораций и т.п., вдоль которых происходит складывание.
В частности с помощью такого устройства жидкость распыляют в бороздки, насечки, перфорации и т.п.
Предпочтительно с помощью устройства для введения жидкости наносят такую жидкость, которая в течение короткого времени пропитывает гофрокартон.
Такого пропитывания достигают в частности с помощью смеси из предпочтительно дистиллированной воды и спирта, такого как этиловый спирт, или петролейного эфира (медицинский бензин).
Предпочтительно установка согласно изобретению снабжена устройством, с помощью которого получают ориентированные по меньшей мере приблизительно параллельно направлению гофров бороздки, насечки, перфорации и т.п. в заготовках. Далее данная установка также имеет устройство, с помощью которого две соответствующие друг другу концевые части боковых поверхностей соединяют друг с другом. В частности данная установка может иметь устройство, с помощью которого на по меньшей мере одну из соответствующих друг другу концевых частей боковой поверхности, которые служат для замыкания боковой поверхности, наносят клей, и далее, данная установка имеет устройство, с помощью которого при складывании боковой поверхности соединяемые концевые части боковой поверхности соединяются друг с другом и вследствие этого склеиваются.
Способ согласно изобретению и установка для осуществления данного способа далее разъясняются подробнее с помощью примера варианта осуществления.
НА ЧЕРТЕЖАХ ПРЕДСТАВЛЕНО:
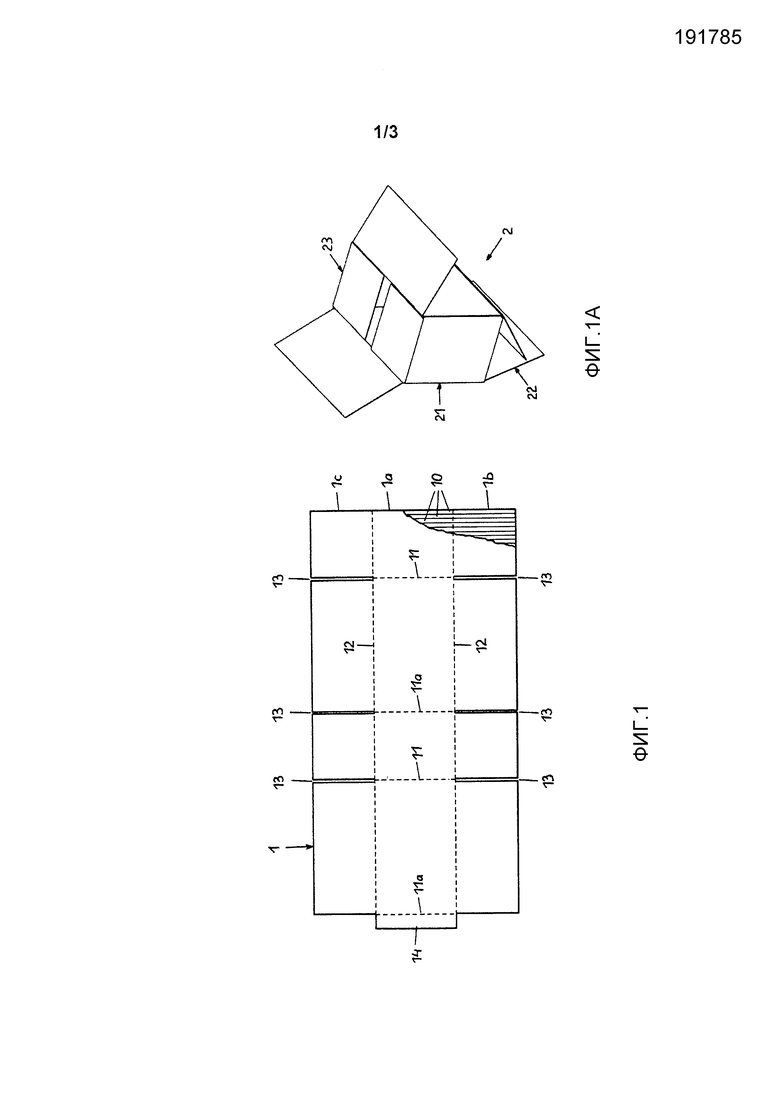
Фиг. 1 - заготовка из гофрокартона, вид сверху,
Фиг. 1A - складная коробка, изготовленная из заготовки, представленной на фиг. 1, в аксонометрическом изображении,
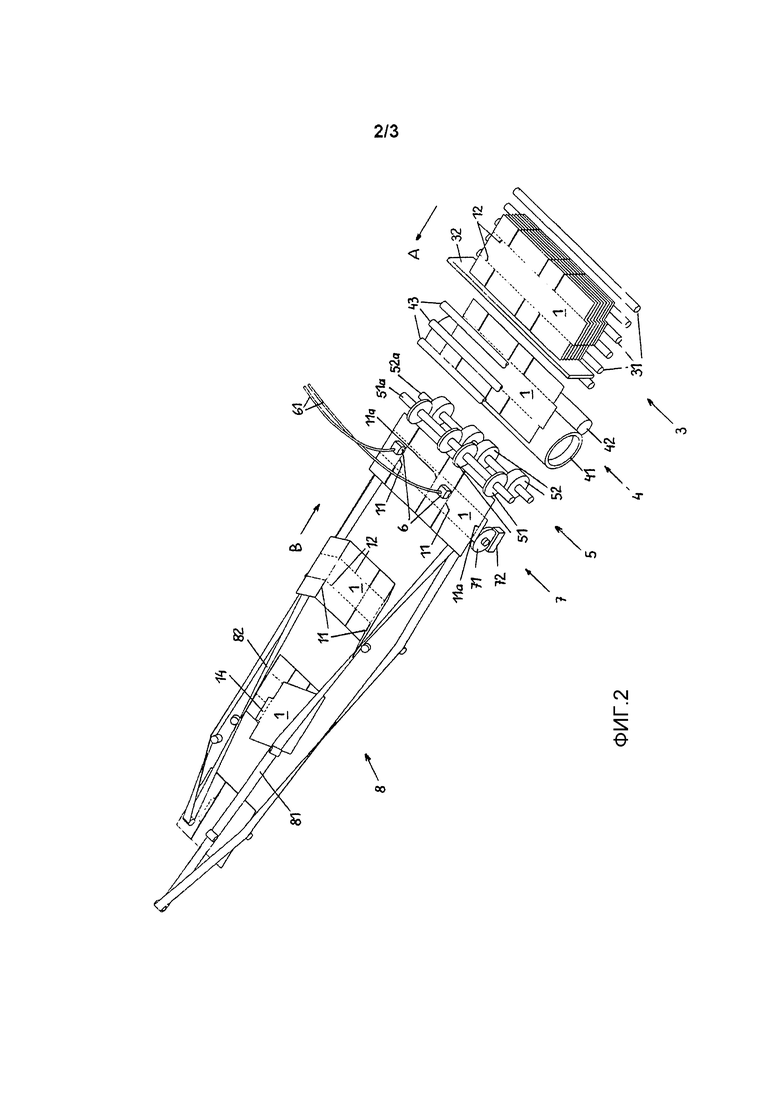
Фиг. 2 - установка для складывания заготовок, изображенных на фиг. 1, для того, чтобы их можно было укладывать в штабель на поддон, и
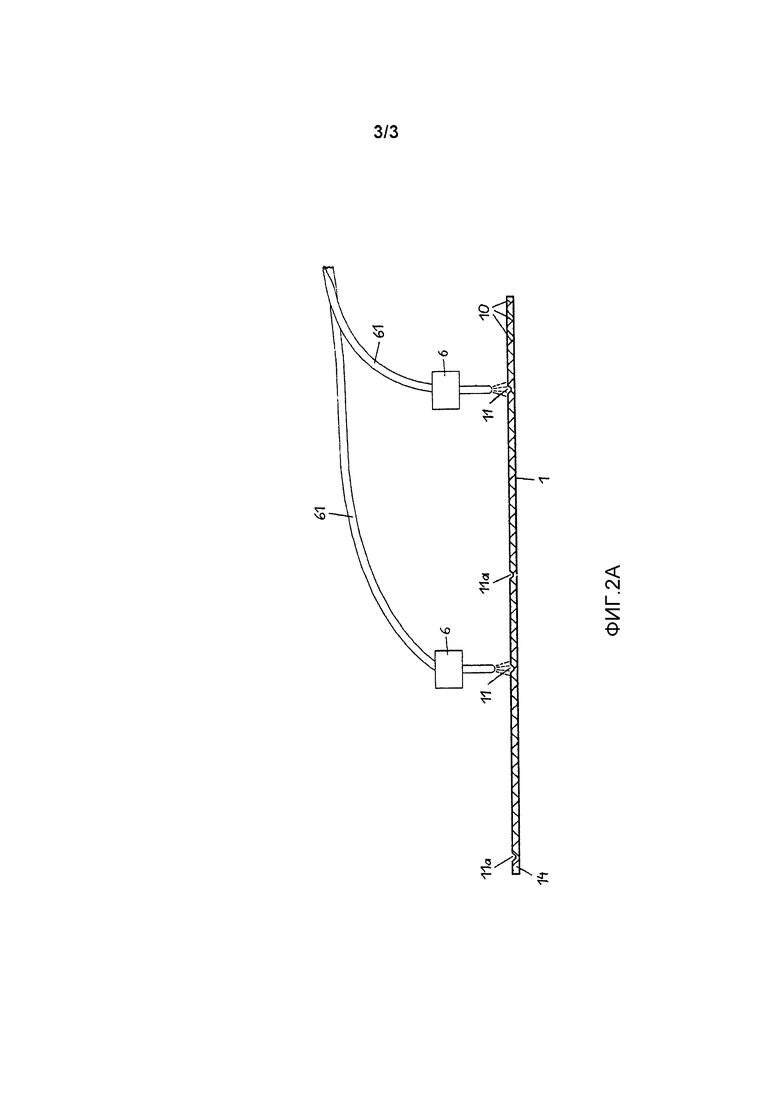
Фиг. 2A - деталь устройства, представленного на фиг. 2, вид в направлении стрелки B на фиг. 2, в увеличенном по сравнению с фиг. 2 виде.
На фиг. 1 представлена заготовка 1, которая предназначена для изготовления представленной на фиг. 1A прямоугольной складной коробки 2. Заготовка 1, которая имеет приблизительно прямоугольную форму, выполнена из одноволнового гофрокартона. Направление гофров 10 гофрокартона изображено на правой стороне заготовки 1. Средняя область 1a данной заготовки 1 служит для образования боковой поверхности 21 складной коробки 2, нижняя область 1b служит для получения поверхности дна 22 и верхняя область 1c служит для получения поверхности крышки 23 складной коробки 2.
Для того чтобы с помощью складывания или сгибания заготовки 1 образовать боковую поверхность 21 складной коробки 2 и затем соединить два ее конца, заготовка 1 снабжена четырьмя ориентированными по меньшей мере приблизительно параллельно гофрам 10 гофрокартона бороздками 11 и 11a. В продолжение данных бороздок 11 и 11a в нижней области 1b и в верхней области 1c находятся разрезы 13. В соответствии с данными бороздками 11 и 11a и разрезами 13 среднюю часть 1а вдоль данных бороздок 11 и 11a можно складывать или сгибать.
Далее, заготовка 1 между средней областью 1a и нижней областью 1b и соответственно верхней областью 1c снабжена ориентированными примерно поперечно направлению гофров 10 бороздками 12, с помощью которых четыре части нижней области 1b и верхней области 1c относительно средней области 1a можно сгибать для того, чтобы таким образом образовать поверхность дна 22, а также поверхность крышки 23 складной коробки 2. Далее, левая концевая часть средней области 1a снабжена соединительной частью 14, с которой при складывании заготовки 1 вдоль бороздок 11 соприкасается правая концевая часть средней области 1a и может быть ней соединена, например, с помощью приклеивания, вследствие чего получается замкнутая боковая поверхность 21.
Такие заготовки 1 складных коробок подготавливают таким образом, что их складывают вдоль бороздок 11 и боковую поверхность 21 замыкают путем создания соединения, например с помощью приклеивания. Таким образом, получают двухслойные полуфабрикатные изделия, которые можно укладывать в штабеля на поддоны и с помощью них транспортировать. Для того чтобы из данных полуфабрикатных изделий получить складные коробки 2, необходимо данные полуфабрикатные изделия распрямить вдоль бороздок 11, вдоль бороздок 11a необходимо произвести сгибание на 90° и необходимо части для получения поверхности дна 22 и поверхности крышки 23 относительно боковой поверхности 21 также согнуть на 90°, вследствие чего получается складная коробка 2 и при открытой поверхности крышки 23 данная коробка может быть наполнена.
Так как в области боковой поверхности 21 гофры 10 ориентированы таким образом, что они направлены от поверхности дна 22 к поверхности крышки 23 складной коробки 2, достигают необходимой высокой способности к штабелированию складных коробок.
При получении таких полуфабрикатных изделий встречается такой эффект, что складывание вдоль бороздок 11, которое происходит параллельно направлению гофров 10, может происходить в области гребня гофра, ложбины гофра или находящейся между ними боковины, вследствие чего по причине различных свойств материала складывание может откланяться от заданной линии. Данный эффект обозначают как «Fishtailing» (эффект рыбьего хвоста). Из-за отклонений при складывании также происходит отклонение при замыкании боковых поверхностей отдельных заготовок. Данный эффект обозначается как «Gap» (расхождение). По причине данных эффектов изготовленные из гофрокартона складные коробки могут иметь небольшую размерную точность.
Далее с помощью фиг. 2 разъяснено устройство для складывания заготовок, с помощью которого можно избежать данных недостатков.
Представленная на фиг. 2 установка имеет устройство 3, которое служит для того, чтобы по одной подавать в переработку в направлении движения А выполненные из гофрокартона, находящиеся в штабеле заготовки 1, которые имеют строение согласно фиг. l, которые, однако, не снабжены ориентированными параллельно гофрам 10 бороздками 11 или 11a для получения боковой поверхности 21. Данные заготовки 1 находятся на подающих валиках 31, с помощью которых под заграждением 32 отдельные заготовки 1 поступают на обработку. Заготовки 1 проходят через печатный блок 4, в котором на них наносят печать. Печатный блок 4 имеет печатный валик 41, красочный валик 42 и прижимной валик 43.
После печатного блока 4 заготовки поступают на устройство 5 для получения ориентированных параллельно гофрам 10 бороздок 11 или 11a.
Устройство 5 содержит четыре верхних диска 51, которые закреплены на валу 51a и с помощью вала 51a приводятся во вращение. С четырьмя верхними дисками 51 соотносятся четыре нижних диска 52, которые поддерживают заготовки 1, закреплены на валу 52a и с помощью него вращаются. С помощью верхних дисков 51 в заготовках 1 высекают бороздки 11 и 11a, которые ориентированы параллельно гофрам 10.
К устройству 5 присоединены два распылителя 6, в которые через трубопроводы 61 поступает жидкость и с помощью которых жидкость распыляется в бороздки 11. При этом применяют такую жидкость, которая быстро проникает в гофрокартон. Далее заготовки 1 вдоль бороздок 11 складывают таким образом, чтобы получались двухслойные полуфабрикатные изделия, которые можно укладывать в штабель на поддон. Далее замыкают боковую поверхность.
На фиг. 2A представлена заготовка 1, ориентированные вдоль гофров 10 бороздки 11 и 11a и размещенные у бороздок 11 распылители 6.
Вследствие того, что в бороздки 11 распыляется жидкость, которая проникает в гофрокартон, гофрокартон в области бороздок 11 становится настолько гибким, что последующий процесс складывания вдоль данных бороздок 11 независимо от того, в какой области гофров происходит складывание, происходит точно вдоль заданной линии, вследствие чего заготовка 1 складывается точно необходимым образом, и вместе с этим избегают эффекта «Fishtailing» (эффект рыбьего хвоста).
Далее, в направлении движения заготовки 1 ориентировано устройство 7 для нанесения клея на соединительную часть 14. Устройство 7 имеет валик 71, с помощью которого на соединительную часть 14 наносится находящийся в емкости 72 клей.
Далее, таким образом обработанные заготовки 1 поступают на устройство 8 для складывания вдоль бороздок 11.
Устройство 8 имеет транспортирующее устройство, такое как конвейерная лента, с помощью которого заготовки продвигаются в направлении движения A. Транспортирующее устройство оборудовано двумя движущимися со скоростью транспортирующего устройства направляющими лентами 81 и 82, которые проведены таким образом, что они соприкасаются с находящимися с внешней стороны от бороздок 11 участками заготовок 1, причем эти участки во время движения в направлении стрелки A навстречу друг другу вдоль бороздок 11 складываются по находящейся между ними области. При этом сложенная наружная правая концевая часть заготовки 1 попадает на соединительный участок 14, который покрыт клеем, вследствие чего обе концевые части боковой поверхности 21 соединяются друг с другом, за счет чего боковая поверхность 21 складной коробки 1 замыкается. Вследствие того, что складывание происходит вдоль бороздок 11 по заданным линиям, боковая поверхность 21 замыкается точно необходимым образом. Таким образом, при изготовлении складной коробки 2 относительно внутренних размеров достигают очень высокой размерной точности.
Таким образом изготовленные двухслойные и замкнутые полуфабрикатные изделия затем укладывают в штабеля на поддоны и отправляют потребителю.
Для применения в качестве упаковки для продукции полуфабрикатные изделия для образования призматической формы расправляют вдоль бороздок 11 и сгибают вдоль бороздок 11a. Далее участки поверхности дна 22 вдоль заданных бороздок 12 сгибают таким образом, чтобы образовывалась складная коробка 2, снабженная дном, которая впоследствии может быть заполнена. После заполнения также участки поверхности крышки 23 сгибают относительно боковой поверхности 21, вследствие чего складная коробка 2 закрывается.
Линии складывания или линии сгиба могут быть образованы бороздками, насечками, перфорациями и т.п.
В такой установке могут быть предусмотрены устройства для полной переработки гофрокартона. Также в установку могут поступать уже в значительной мере обработанные заготовки.
Существенным для данного изобретения является то, что гофрокартон в областях, располагающихся по меньшей мере примерно параллельно направлению гофров гофрокартона линий , перед процессом складывания для получения полуфабрикатного продукта с помощью смачивания делают гибким, вследствие чего складывание происходит точно вдоль заданных линий складывания, вследствие чего замыкание боковой поверхности происходит на правильном месте.
Для смачивания гофрокартона применяют такие жидкости, которыми быстро пропитывается гофрокартон и которые затем испаряются. Быстрое пропитывание гофрокартона необходимо потому, что данная установка работает с большой скоростью и должно быть обеспечено, чтобы гофрокартон в области бороздок и т.п. в процессе складывания был достаточно гибким, и вместе с этим чтобы складывание происходило точно вдоль заданных линий.
В качестве жидкости для смачивания гофрокартона пригодны в частности смеси воды и спирта, такого как этиловый спирт или петролейного эфира (медицинский бензин), причем содержание воды составляет от 20 об.% до 80 об.%, предпочтительно около 50 об.%, а содержание спирта составляет от 80 об.% до 20 об.%, предпочтительно около 50 об.%. В частности применяют дистиллированную воду.
Данное изобретение относится к способу и установки для складывания выполненных из гофрокартона заготовок (1) для изготовления складных коробок (2), причем заготовки (1) снабжены ориентированными по меньшей мере примерно параллельно направлению гофров (10) гофрокартона, а при необходимости также и ориентированными поперек них бороздками (11, 11a, 12), насечками, перфорациями или т.п., вдоль которых можно производить складывание или сгибание. При этом в область по меньшей мере части ориентированных по меньшей мере приблизительно параллельно направлению гофров (10) гофрокартона бороздок (11), насечек, перфораций и т.п., вдоль которых происходит складывание, перед процессом складывания вводят жидкость, вследствие чего находящийся в области данных бороздок (11), насечек, перфораций и т.п. гофрокартон становится гибким. 2 н., 2 з.п. ф-лы, 4 ил.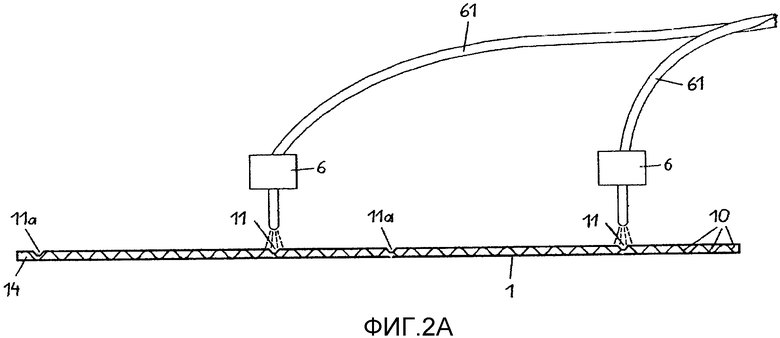
1. Способ складывания выполненных из гофрокартона заготовок (1) для изготовления складных коробок (2), причем заготовки (1) снабжены ориентированными по меньшей мере примерно параллельно направлению гофров (10) гофрокартона, а при необходимости и ориентированными поперек них бороздками (11, 11а, 12), насечками или перфорациями, вдоль которых осуществляют складывание или сгибание, причем в область по меньшей мере части ориентированных по меньшей мере примерно параллельно направлению гофров (10) гофрокартона бороздок (11), насечек или перфораций, вдоль которых осуществляют складывание, перед процессом складывания вводят жидкость для придания гибкости гофрокартону в указанной области бороздок (11), насечек или перфораций, отличающийся тем, что сначала получают ориентированные по меньшей мере приблизительно параллельно направлению гофров (10) гофрокартона бороздки (11), насечки или перфорации, в которые затем вводят жидкость в процессе складывания, причем используют смесь из воды и спирта, такого как этиловый спирт или петролейный эфир (медицинский бензин), причем содержание воды составляет от 20 об. % до 80 об. %, содержание спирта составляет от 80 об. % до 20 об. %, предпочтительно смесь содержит примерно 50 об. % воды и примерно 50 об. % спирта.
2. Способ по п. 1, отличающийся тем, что для смеси используют дистиллированную воду.
3. Способ по п. 1, отличающийся тем, что жидкость распыляют в бороздки, насечки или перфорации.
4. Установка для складывания заготовок (1) для изготовления
выполненных из гофрокартона складных коробок (2) способом по любому из пп. 1-3, содержащая устройство (5), с помощью которого заготовки (1) снабжаются ориентированными по меньшей мере приблизительно параллельно направлению гофров (10) бороздками (11), насечками или перфорациями, вдоль которых осуществляется складывание, устройство (6) для введения жидкости в область по меньшей мере части этих бороздок (11), насечек или перфораций и устройство (8) для складывания заготовок (1) вдоль бороздок (11), насечек или перфораций, отличающаяся тем, что в ходе изготовления сначала предусмотрено устройство (5), с помощью которого заготовки (1) снабжаются ориентированными по меньшей мере приблизительно параллельно направлению гофров (10) бороздками (11), насечками или перфорациями, вдоль которых осуществляется складывание, а затем устройство (6) для введения жидкости, с помощью которого жидкость вводится в бороздки (11), насечки или перфорации.
| US 3270628 A, 06.09.1966 | |||
| Устройство для контроля формы изделий | 1982 |
|
SU1089402A1 |
| US 681602 A, 27.08.1901. | |||

