Изобретение относится к поршневому кольцу, содержащему основную часть, имеющую внутреннюю периферийную поверхность, первую боковую поверхность, вторую боковую поверхность и внешнюю периферийную поверхность.
В двигателях внутреннего сгорания, которые работают по принципу машины с рабочим объемом, скользящее движение поршня и находящихся в канавках поршневых колец поршневых колец, которые обеспечивают задачу уплотнения системы в той форме, что горючие газы не попадают мимо поршня в картер двигателя, приводит к износу участвующих пар трения. В основном это цилиндры и скользящие по ним поршневые кольца.
Прежде всего, расположенное ближе всего к камере сгорания первое поршневое кольцо подвержено очень высоким термическим нагрузкам и давлениям сгорания. Это приводит, прежде всего, к повышенной коррозии и повышенному износу обращенной к камере сгорания боковой поверхности первого поршневого кольца. Осложняющим для первого поршневого кольца также является то, что это кольцо должно работать в самых плохих условиях смазки. Чтобы выполнить эти экстремальные требования, боковые поверхности могут быть закалены для повышенной износостойкости. На внешнюю периферийную поверхность поршневых колец, которая работает как рабочая поверхность, могут быть нанесены покрытия для защиты от износа, например из твердого хрома.
В DE 102005041408 А1 описано поршневое кольцо, на поверхность которого нанесен закаленный слой, причем для закаливания может использоваться способ азотирования или способ нанесения покрытия из нитрида хрома, и на его боковые поверхности или внешнюю периферийную поверхность может быть нанесен слой для защиты от износа.
Такие поршневые кольца имеют высокую твердость на азотированных боковых поверхностях. Но азотированные поверхности имеют недостаток лишь незначительной коррозионной устойчивости, потому что на основании связи пассивирующих элементов естественным образом больше не может образоваться оксидный защитный слой. Поэтому коррозионная стойкость верхней боковой поверхности и износостойкость внешней периферийной поверхности таких поршневых колец еще требуют улучшений.
Поэтому в основу настоящего изобретения положена задача создания поршневого кольца с высокоизносостойкой внешней периферийной поверхностью и боковой поверхностью, которая одновременно имеет высокую твердость и высокую коррозионную устойчивость.
Согласно изобретению эта задача решена в поршневом кольце, содержащем основную часть из хромистой стали с более чем 10% по массе хрома, имеющую внутреннюю периферийную поверхность, первую боковую поверхность, вторую боковую поверхность и внешнюю периферийную поверхность, за счет того, что оно (поршневое кольцо) содержит на первой боковой поверхности азотированный диффузионный слой толщиной 5-300 мкм, расположенный непосредственно над ним азотированный соединительный слой толщиной 0,5-15 мкм и расположенный непосредственно над ним оксидный слой толщиной 0,05-3 мкм, на второй боковой поверхности оно (поршневое кольцо) содержит азотированный диффузионный слой, а на внешней периферийной поверхности оно (поршневое кольцо) содержит азотированный диффузионный слой и расположенный над ним слой из хрома и твердых частиц, в котором объемное содержание твердых частиц составляет 0,1-30% относительно общего объема указанного слоя.
Кроме того, поставленная задача решена в способе изготовления предлагаемого в изобретении поршневого кольца, характеризующемся тем, что металлическую основную часть поршневого кольца, имеющую внутреннюю периферийную поверхность, первую боковую поверхность, вторую боковую поверхность и внешнюю периферийную поверхность, подвергают комбинированному процессу азотирования-окисления в атмосфере, содержащей по меньшей мере одно азотное соединение, с нагревом по меньшей мере до 300°С, затем подают воздух и поршневое кольцо охлаждают в присутствии воздуха, в результате чего по меньшей мере на первой боковой поверхности, второй боковой поверхности и внешней периферийной поверхности получают азотированный диффузионный слой, расположенный над ним азотированный соединительный слой и расположенный над ним оксидный слой, поршневое кольцо помещают в водный электролит, содержащий хром в ионной форме и твердые частицы, и по меньшей мере на внешнюю периферийную поверхность электрохимически осаждают слой из хрома и указанных твердых частиц.
Было установлено, что многослойная слоистая структура первой боковой поверхности из азотированного диффузионного слоя, азотированного соединительного слоя и оксидного слоя имеет очень высокую коррозионную устойчивость, причем твердость поверхности, которая создается за счет азотированных слоев, сохраняется.
Под азотированным диффузионным слоем в смысле изобретения понимают слой, который включает в себя нитриды железа, нитриды хрома и/или хромнитриды железа, которые помещены в хромистую сталь основной части. Под азотированным соединительным слоем в смысле изобретения понимают слой с >90% по массе себя нитридов железа, нитридов хрома и/или хромнитридов железа относительно общего веса азотированного соединительного слоя. Под оксидным слоем в смысле изобретения понимают слой с >90% по массе себя оксидов железа, оксидов хрома и/или хромоксидов железа относительно общего веса оксидного слоя.
Примерами нитридов железа являются Fe4N, FeN, Fe2N3 и Fe2N. Примерами нитридов хрома являются CrN и Cr2N, а примерами нитридов хрома являются Fe4CrN и FeCr2N3. Примерами оксидов железа и хрома являются, прежде всего, Fe2O3, Fe3O4, а также Cr2O3 и Cr3O4.
Основная часть предлагаемого поршневого кольца включает в себя более 10% по массе хрома, предпочтительным образом 11-20% по массе хрома, относительно общей массы основной части. Предпочтительной является мартенситная хромистая сталь.
Азотированный диффузионный слой и азотированный соединительный слой, который создается на шаге азотирования комбинированного процесса азотирования и окисления, включают в себя нитриды железа, хрома и/или железа, которые возникают в результате реакции азотсодержащих соединений на шаге азотирования из составных частей железо и хром хромистой стали. Если азотированный соединительный слой состоит, по существу, из нитридов железа, хрома и/или хромнитридов железа, азотированный диффузионный слой, по существу, еще состоит из хромистой стали основной части, в который помещены нитриды железа, нитриды хрома и/или хромнитриды железа. Во время процесса азотирования азотсодержащие соединения диффундируют в хромистую сталь и образуют там нитриды железа, хрома и/или хромнитриды железа.
Концентрация нитридов железа, хрома и/или хромнитридов железа в азотированном диффузионном слое находится в целом, как правило, в диапазоне примерно 0,1-5% по массе относительно общего веса азотированного диффузионного слоя. Кроме того, концентрация нитридов железа, хрома и/или хромнитридов железа в азотированном диффузионном слое, как правило, возрастает изнутри наружу, предпочтительным образом, примерно в диапазоне примерно 10-5-10-3% по массе до примерно 1-15% по массе. В расположенном над азотированным диффузионным слоем азотированном соединительном слое концентрация нитридов железа, хрома и/или хромнитридов железа явно выше и составляет примерно >90% по массе, предпочтительным образом >95% по массе относительно общего веса азотированного соединительного слоя.
Азотированный диффузионный слой и азотированный соединительный слой могут содержать другие нитриды, которые состоят из других составных частей хромистой стали, например составных частей сплавов.
В оксидном слое комбинированного способа азотирования-окисления из нитрида возникают оксиды, и оксидный слой включает в себя таким образом >90% по массе оксидов железа, хрома и хромоксидов железа, предпочтительным образом >95% по массе оксидов железа, хрома и хромоксидов железа, относительно общего веса оксидного слоя.
Толщина слоя азотированного диффузионного слоя составляет 5-300 мкм, предпочтительным образом 10-200 мкм, прежде всего 20-150 мкм. Толщина слоя азотированного соединительного слоя составляет 0,5-15 мкм, предпочтительным образом 1-10 мкм, прежде всего 2-8 мкм, а толщина оксидного слоя составляет 0,05-3 мкм, предпочтительным образом 0,1-2 мкм, прежде всего 0,2-1,5 мкм.
Первая боковая поверхность предлагаемого поршневого кольца, которая, предпочтительным образом, действует как верхняя, то есть обращенная к камере сгорания боковая поверхность, имеет трехслойную слоистую структуру, включающую в себя описанный выше азотированный диффузионный слой, расположенный непосредственно над ним азотированный соединительный слой и расположенный непосредственно нам ним оксидный слой. Причем оксидный слой отвечает за высокую коррозионную устойчивость первой боковой поверхности.
Вторая боковая поверхность, которая во время работы действует, предпочтительным образом, как обращенная от камеры сгорания боковая поверхность, включает в себя азотированный диффузионный слой и может иметь еще одну слоистую структуру первой боковой поверхности. Но, предпочтительным образом, вторая боковая поверхность не имеет оксидного слоя и также, предпочтительным образом, азотированный соединительный слой с меньшей толщиной, прежде всего азотированный соединительный слой толщиной <1 мкм, или не имеет азотированного соединительного слоя. Это также предпочтительно для внешней периферийной поверхности. Эти предпочтительные формы осуществления могут быть изготовлены за счет того, что оксидный слой и, при необходимости, также азотированный соединительный слой после процесса азотирования-окисления снова механически удаляются, например за счет шлифовки. Таким образом также можно достичь низкой шероховатости второй боковой поверхности, и это имеет то преимущество, что вторая боковая поверхность имеет более низкие значения трения и тем самым во время работы показывает меньший износ и, напротив, высокая коррозионная устойчивость для второй боковой поверхности не требуется.
Предпочтительным образом, средняя глубина шероховатости по меньшей мере в частичных областях второй боковой поверхности составляет <2 мкм, прежде всего <1,5 мкм. Средняя глубина шероховатости описывает согласно DIN EN ISO 4287:1998 шероховатость. Средняя глубина шероховатости первой боковой поверхности, то есть самого верхнего оксидного слоя, как правило, составляет >2 мкм, прежде всего >2,5 мкм, особо предпочтительным образом >3 мкм.
Кроме того, предпочтительно, что соотношение средних значений глубины шероховатости первой боковой поверхности к значениям второй боковой поверхности >1,5:1, прежде всего >2:1.
На внешней периферийной поверхности предлагаемого поршневого кольца на азотированный диффузионный слой нанесен слой из хрома и частиц твердых частиц с 0,1-30% по объему твердых частиц, который служит в качестве слоя для защиты от износа.
В качестве слоя хрома и твердых частиц подходят слои, например, как они описаны в DE 3531410 А1 и ЕР 0217126 А1, в которых слой хрома имеет сеть трещин и в трещинах которых размещены твердые частицы. Кроме того, предпочтителен слой из хрома и твердых частиц, как, например, описано в WO 2009/121443 А1.
Предпочтительным образом, твердые частицы являются частицами карбида вольфрама, карбида хрома, оксида алюминия, карбида кремния, нитрида кремния, карбида бора, кубического нитрида бора и/или алмаза. Предпочтительных свойств можно достичь, прежде всего, за счет частиц алмаза, помещенных в трещины такого электрохимически осажденного слоя хрома, прежде всего частиц алмаза с размером в диапазоне 0,25-0,4 мкм, определенным ситами, например, как они описаны в WO 2001/004386 А1 и ЕР 1114209 В1.
Зернистость твердых частиц, предпочтительным образом, находится в диапазоне от 0,01 до 10 мкм, прежде всего в диапазоне 0,1-5 мкм, и самым предпочтительным образом зернистость составляет 0,2-2 мкм. Указанные значения зернистости относятся к диаметру, определенному ситами. Доля твердых частиц в слое из хрома и твердых частиц составляет, предпочтительным образом, 0,2-10% по объему, прежде всего 0,3-8% по объему, относительного общего объема слоя из хрома и твердых частиц.
Толщина слоя из хрома и твердых частиц предпочтительно составляет >40 мкм, прежде всего 50-100 мкм. Предпочтительным образом, внешняя периферийная поверхность не имеет оксидного слоя и особо предпочтительным образом не имеет оксидного слоя и азотированный соединительный слой с меньшей толщиной, прежде всего азотированный соединительный слой толщиной <1 мкм или не имеет азотированного соединительного слоя. За счет этого достигается лучшее крепление слоя из хрома и твердых частиц. Как для второй боковой поверхности, оксидный слой и азотированный соединительный слой могут быть механически удалены.
В еще одной форме осуществления внешняя периферийная поверхность и первая боковая поверхность, а также внешняя периферийная поверхность и вторая боковая поверхность выполнены соответственно с проходящей в окружном направлении внешней кромкой со снятием 0,05-0,5 мм, при этом основная часть в области проходящей в окружном направлении внешней кромки содержит азотированный диффузионный слой.
Предпочтительно, чтобы основная часть по меньшей мере в частичных областях проходящей в окружном направлении внешней кромки имела расположенный над азотированным диффузионным слоем слой из хрома и твердых частиц с объемным содержанием твердых частиц, составляющим 0,1-30% относительно общего объема указанного слоя, и расположенный по меньшей мере в частичных областях проходящей в окружном направлении внешней кромки непосредственно над ним слой хрома, который не содержит твердых частиц. Области проходящих в окружном направлении внешних кромок могут дополнительно по меньшей мере частично иметь, также как и в случае внешней периферийной поверхности, независимо друг от друга азотированный соединительный слой. Это наступает при изготовлении, прежде всего, в том случае, если в предлагаемом способе азотированный соединительный слой в области внешних кромок и рабочей поверхности снова удаляется не полностью, например не полностью сошлифовывается.
Под проходящей в окружном направлении внешней кромкой или внешней кромкой понимают внешнюю кромку согласно DIN ISO 13715, причем снятие согласно этому стандарту является отклонением, находящимся в рамках идеально-геометрической формы. Снятие в этой предпочтительной форме осуществления составляет 0,05-0,5 мм, прежде всего 0,1-0,2 мм. Снятие может быть, например, скруглением или фаской.
Покрытия в области внешних кромок, как правило, выполняются вместе с внешней периферийной поверхностью, например, за счет того, что несколько поршневых колец укладываются друг на друга и затем электрохимически покрываются. Слоистая структура внешней кромки, включающая описанный выше азотированный диффузионный слой, нанесенный по меньшей мере в частичных областях внешней кромки слой из хрома и твердых частиц и нанесенный по меньшей мере в частичных областях внешней кромки, расположенный непосредственно на слое из хрома и твердых частиц слой хрома, который имеет преимущества покрытия рабочей поверхности. Но область кромок поршневых колец дополнительно склонна к усиленному износу вследствие образования трещин в покрытии, которые возникают в области кромок также в слоях из хрома и твердых частиц. Такие образования трещин могут быть прекращены за счет дополнительных, нанесенных на слой из хрома и твердых частиц, не содержащий твердых частиц слой хрома в области кромок. Толщина слоя хрома, который не содержит твердых частиц, предпочтительным образом составляет 10-100 мкм, прежде всего 30-80 мкм.
Такое поршневое кольцо может быть изготовлено за счет того, что после процесса азотирования-окисления и электрохимического осаждения слоя из хрома и твердых частиц на внешнюю периферийную поверхность, включая проходящие в окружном направлении внешние кромки между боковыми поверхностями и внешней периферийной поверхностью, поршневое кольцо помещают в водный электролит, который содержит хром в ионной форме и не содержит твердых частиц, и на внешнюю периферийную поверхность и на область проходящих в окружном направлении внешних кромок электрохимически осаждают слой хрома, прежде всего слой твердого хрома, который не содержит твердых частиц.
Кроме того, согласно изобретению предпочтительно, что слой хрома, который не содержит твердых частиц, на рабочей поверхности по меньшей мере частично снова удаляется, например механически. За счет этого достигается, что рабочая поверхность непосредственно на поверхности имеет особо износостойкий слой из хрома и твердых частиц и в области кромок предотвращаются проломы за счет дополнительного слоя хрома без твердых частиц.
Тем самым в предпочтительной форме осуществления предлагаемого поршневого кольца первая боковая поверхность имеет описанный выше азотированный диффузионный слой, расположенный непосредственно над ним азотированный соединительный слой и расположенный непосредственно над ним оксидный слой, вторая боковая поверхность - азотированный соединительный слой, при необходимости, расположенный над ним азотированный соединительный слой и никакого оксидного слоя, а внешняя периферийная поверхность - азотированный диффузионный слой, при необходимости, расположенный над ним азотированный соединительный слой, и расположенный непосредственно над ним слой из хрома и твердых частиц. Кроме того, в области кромок предпочтительна слоистая структура из азотированного диффузионного слоя, при необходимости, азотированного соединительного слоя, слоя из хрома и твердых частиц и не содержащего твердых частиц слоя хрома. Так же, как и в случае внешней периферийной поверхности и второй боковой поверхности область кромок, предпочтительным образом, не имеет оксидного слоя и, особо предпочтительным образом, не имеет азотированного соединительного слоя.
Предлагаемая слоистая структура подходит, прежде всего, для так называемых трапециевидных поршневых колец, поскольку трапециевидные поршневые кольца зачастую используются в качестве первого поршневого кольца в дизельных двигателях, чтобы предотвратить застревания из-за остатков сгорания, и в таких дизельных двигателях за счет высоких давлений сгорания желательна особо высокая коррозионная устойчивость обращенной к камере сгорания боковой поверхности первого поршневого кольца. Поэтому предпочтительно, чтобы первая боковая поверхность и вторая боковая поверхность основной части были выполнены с соответствующими кольцеобразными скошенными поверхностями, каждая из которых примыкает к внутренней периферийной поверхности и составляет (занимает) по меньшей мере 70% боковой поверхности, при этом внутренние углы α и β между внутренней периферийной поверхностью основной части и кольцеобразной скошенной поверхностью составляют соответственно независимо друг от друга 92°-115°, предпочтительным образом 95°-110°, особо предпочтительным образом 97°-100°. Предпочтительно, чтобы скошенная поверхность составляла соответственно по меньшей мере 80% боковой поверхности.
В еще одной предпочтительной форме осуществления только часть боковых поверхностей скошена, поэтому остается нескошенная кольцеобразная часть боковой поверхности, которую также называют фасеткой. Кольцеобразная скошенная поверхность боковой поверхности, предпочтительным образом, составляет 70-95%, особо предпочтительным образом 75-92%, прежде всего 80-90%, соответствующей боковой поверхности. Нескошенная кольцеобразная поверхность составляет предпочтительным образом 5-30%, особо предпочтительным образом 8-25%, прежде всего 10-20%, соответствующей боковой поверхности. Кроме того, в этой форме осуществления по меньшей мере одна из нескошенных кольцеобразных поверхностей предпочтительно не имеет оксидного слоя и азотированного соединительного слоя. Также обе нескошенные кольцеобразные поверхности не имеют оксидного слоя и азотированного соединительного слоя. Кроме того, предпочтительно, чтобы по меньшей мере одна из нескошенных кольцеобразных поверхностей имела азотированный диффузионный слой толщиной <5 мкм или не имела азотированного диффузионного слоя.
Такое поршневое кольцо имеет преимущества трехслойной слоистой конструкции из азотированного диффузионного слоя, азотированного соединительного слоя и оксидного слоя именно там, где желательна комбинация высокой твердости и высокой коррозионной устойчивости, потому что в основном в контакте с канавкой поршня находятся только скошенные поверхности трапециевидного кольца, и именно здесь высокая твердость и коррозионная устойчивость улучшает свойства поршневого кольца. За счет отсутствующего оксидного слоя и азотированного соединительного слоя в области нескошенных поверхностей это поршневое кольцо имеет еще одно преимущество, заключающееся в том, что позднее оно может быть эффективнее хромировано, потому что за счет отсутствующего оксидного слоя и азотированного соединительного слоя переход тока там лучше.
Тем самым предпочтительная форма осуществления относится к поршневому кольцу с основной частью, которая включает в себя внутреннюю периферийную поверхность, первую боковую поверхность, вторую боковую поверхность и внешнюю периферийную поверхность, причем первая боковая поверхность и вторая боковая поверхность имеют соответственно по одной кольцеобразной, скошенной поверхностью, которая примыкает к соответственно к внутренней периферийной поверхности и составляет соответственно 70-95% боковой поверхности, а внутренние углы α и β между внутренней периферийной поверхностью основной части и скошенной поверхностью составляют соответственно 92°-115°, и поршневое кольцо имеет нескошенные кольцеобразные поверхности, причем кольцеобразные, скошенные поверхности имеют азотированный диффузионный слой толщиной 5-300 мкм, расположенный непосредственно над ним азотированный соединительный слой толщиной 0,5-15 мкм и расположенный непосредственно над ним оксидный слой толщиной 0,05-3 мкм, нескошенные кольцеобразные поверхности имеют азотированный диффузионный слой толщиной 5-300 мкм и по меньшей мере одна из нескошенных кольцеобразных поверхностей не имеет оксидного слоя и не имеет азотированного соединительного слоя, а внешняя периферийная поверхность - азотированный диффузионный слой и расположенный над ним слой (10) из хрома и твердых частиц с 0,1-30% по объему твердых частиц относительно общего объема слоя из хрома и твердых частиц.
Отдельные слои на поверхностях предлагаемого поршневого кольца могут соответственно покрывать часть поверхностей поршневого кольца или полностью покрывать поверхности. Прежде всего, слои (азотированный диффузионный слой, азотированный соединительный слой, оксидный слой, слой из хрома и твердых частиц и слой хрома, который не содержит твердых частиц) соответственно покрывают 50-100%, предпочтительным образом 80-100% соответствующей поверхности.
При осуществлении предлагаемого в изобретении способа изготовления поршневого кольца основную часть поршневого кольца выполняют следующие операции: (а) в комбинированном процессе азотирования-окисления нагревают по меньшей мере до 300°С, предпочтительным образом до 500-800°С, в атмосфере, содержащей по меньшей мере одно азотное соединение, затем подают воздух и поршневое кольцо охлаждают в присутствии воздуха, в результате чего по меньшей мере на первой боковой поверхности, второй боковой поверхности и внешней периферийной поверхности получают азотированный диффузионный слой, расположенный над ним азотированный соединительный слой и расположенный над ним оксидный слой, (б) поршневое кольцо помещают в водный электролит, который содержит хром в ионной форме и твердые частицы, и по меньшей мере на внешнюю периферийную поверхность электрохимически осаждают слой из хрома и твердых частиц.
В качестве азотных соединений подходят, например, азот (N2) и аммиак (NH3). Предпочтительным образом, используют смесь из аммиака, водорода (Н2) и азота. Электрохимическое осаждение слоя из хрома и твердых частиц и не содержащего твердых частиц слоя хрома может выполняться обычным, известным специалисту способом.
Перед операцией (б) в одной предпочтительной форме осуществления способа оксидный слой и, при необходимости, азотированный соединительный слой на внешней периферийной поверхности и, при необходимости, на второй боковой поверхности может быть удален, прежде всего на нескошенной части поверхности. В качестве альтернативы, оксидный слой и, при необходимости, азотированный соединительный слой на второй боковой поверхности могут быть удалены также только после хромирования.
Для изготовления предлагаемого поршневого кольца, которое включает в себя на внешних кромках не содержащий твердых частиц слой хрома, выполняют следующую операцию (в), при которой поршневое кольцо помещают в водный электролит, который содержит хром в ионной форме и не содержит твердых частиц, и на внешнюю периферийную поверхность и на область проходящих в окружном направлении внешних кромок электрохимически осаждают слой хрома, который не содержит твердых частиц, при этом в рамках операции (г) слой хрома на внешней периферийной поверхности может быть по меньшей мере частично механически удален.
Изобретение также относится к двигателю внутреннего сгорания, содержащему предлагаемое в изобретении поршневое кольцо. Для этого предлагаемое поршневое кольцо помещают известным специалисту способом в поршень двигателя внутреннего сгорания, предпочтительным образом в качестве первого, то есть расположенного ближе всего к камере сгорания поршневого кольца.
Понятно, что вышеназванные признаки изобретения, а также те, которые еще будут разъяснены ниже, могут использоваться не только в указанной комбинации, но также и в других комбинациях или отдельно не выходя при этом за рамки настоящего изобретения.
Ниже изобретение будет еще более подробно разъяснено для примера на основании прилагаемых чертежей, которые также раскрывают существенные для изобретения признаки.
На фиг. 1 показана форма осуществления предлагаемого поршневого кольца,
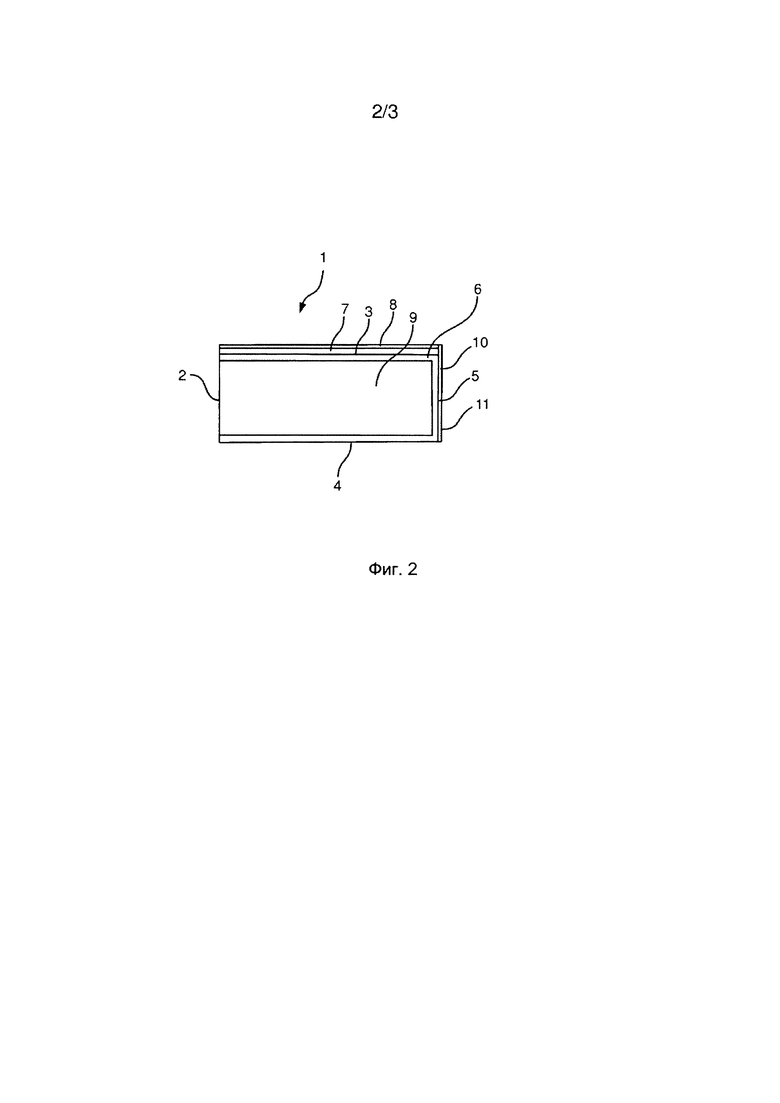
На фиг. 2 показана форма осуществления предлагаемого поршневого кольца,
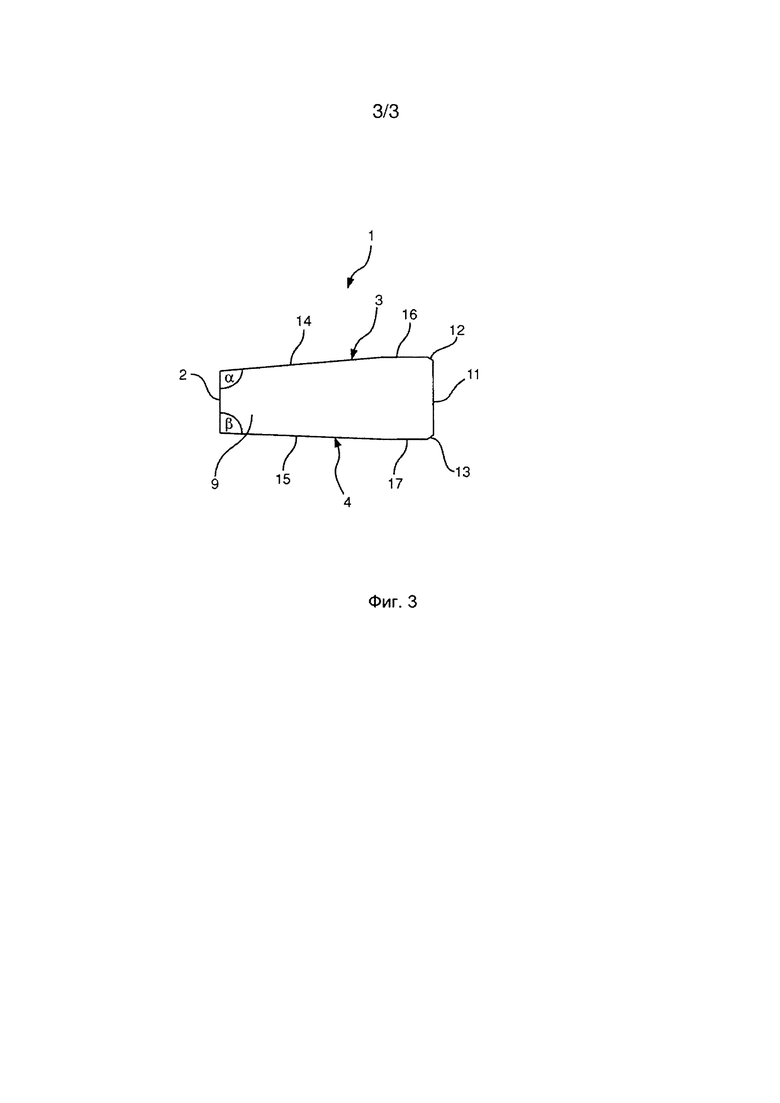
На фиг. 3 показано сечение еще одной формы осуществления предлагаемого поршневого кольца.
На фиг. 1 представлена форма осуществления предлагаемого поршневого кольца 1 с внутренней периферийной поверхностью 2 и внешней периферийной поверхностью 11. А и В показывают ось сечения через поршневое кольцо 1 для следующих фиг. 2 и 3.
На фиг. 2 показано сечение формы осуществления предлагаемого поршневого кольца 1 в направлении оси А-В сечения по фиг. 1. Поршневое кольцо 1 состоит из металлической основной части 9, которая имеет внутреннюю периферийную поверхность 2, первую боковую поверхность 3, вторую боковую поверхность 4 и внешнюю периферийную поверхность 5. Первая боковая поверхность 3, вторая боковая поверхность 4 и внешняя периферийная поверхность 5 имеют азотированный диффузионный слой 6, и на первой боковой поверхности 3 над азотированным диффузионным слоем 6 расположен азотированный соединительный слой 7 и оксидный слой 8. Значения толщины слоя показаны только схематически и не соответствуют масштабу. На внешней периферийной поверхности 5 на азотированном диффузионном слое 6 показан слой 10 из хрома и твердых частиц, который образует рабочую поверхность 11.
На фиг. 3 показано сечение еще одной формы осуществления предлагаемого поршневого кольца 1, в котором первая боковая поверхность 3 и вторая боковая поверхность 4 основной части 8 имеют соответственно скошенную кольцеобразную поверхность 14, 15 и нескошенную кольцеобразную поверхность 16, 17, а внешняя периферийная поверхность 5 и первая боковая поверхность 3, а также внешняя периферийная поверхность 5 и вторая боковая поверхность 4 образуют соответственно проходящую в окружном направлении внешнюю кромку 12, 13. Внутренняя периферийная поверхность 2 и скошенная поверхность 14 первой боковой поверхности 3 образуют внутренний угол α.
Внутренняя периферийная поверхность 2 и скошенная поверхность 15 второй боковой поверхности 4 образуют внутренний угол β.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2007 |
|
RU2367715C2 |
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС И СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА И НАПРАВЛЯЮЩЕГО АППАРАТА СТУПЕНИ НАСОСА | 2014 |
|
RU2580611C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА И НАПРАВЛЯЮЩЕГО АППАРАТА СТУПЕНИ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2014 |
|
RU2589566C2 |
| СПОСОБ АЗОТИРОВАНИЯ ДЕТАЛЕЙ МАШИН С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННОГО ПРИПОВЕРХНОСТНОГО СЛОЯ И СОСТАВ СЛОЯ | 2012 |
|
RU2522872C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА И НАПРАВЛЯЮЩЕГО АППАРАТА СТУПЕНИ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА | 2014 |
|
RU2578921C2 |
| ПАРА НАПРАВЛЯЮЩИХ ЭЛЕМЕНТОВ, ОДИН ИЗ КОТОРЫХ ВЫПОЛНЕН ИЗ СПЕЦИАЛЬНОЙ СТАЛИ, ПОЗВОЛЯЮЩЕЙ УЛУЧШИТЬ ХАРАКТЕРИСТИКИ УСТОЙЧИВОСТИ ПРОТИВ ЗАЕДАНИЯ | 2006 |
|
RU2377450C2 |
| ПОГРУЖНОЙ МНОГОСТУПЕНЧАТЫЙ ЦЕНТРОБЕЖНЫЙ НАСОС | 2014 |
|
RU2578924C2 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИХ АУСТЕНИТНЫХ СТАЛЕЙ | 2023 |
|
RU2824791C1 |
| СПОСОБ АКТИВИРОВАНИЯ ИЗДЕЛИЯ ИЗ ПАССИВНОГО ЧЕРНОГО ИЛИ ЦВЕТНОГО МЕТАЛЛА ДО НАУГЛЕРОЖИВАНИЯ, АЗОТИРОВАНИЯ И/ИЛИ АЗОТОНАУГЛЕРОЖИВАНИЯ | 2010 |
|
RU2536841C2 |
| СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2570277C2 |
Изобретение относится к поршневому кольцу, способу его изготовления и двигателю внутреннего сгорания, содержащему упомянутое поршневое кольцо. Поршневое кольцо содержит основную часть из хромистой стали с более чем 10% по массе хрома, имеющую внутреннюю периферийную поверхность, первую боковую поверхность, вторую боковую поверхность и внешнюю периферийную поверхность. На первой боковой поверхности оно содержит азотированный диффузионный слой толщиной 5-300 мкм, расположенный непосредственно над ним азотированный соединительный слой толщиной 0,5-15 мкм и расположенный непосредственно над ним оксидный слой толщиной 0,05-3 мкм. На второй боковой поверхности оно содержит азотированный диффузионный слой. На внешней периферийной поверхности оно содержит азотированный диффузионный слой и расположенный над ним слой из хрома и твердых частиц, в котором объемное содержание твердых частиц составляет 0,1-30% относительно общего объема указанного слоя. Способ изготовления указанного поршневого кольца, в котором металлическую основную часть поршневого кольца, имеющую внутреннюю периферийную поверхность, первую боковую поверхность, вторую боковую поверхность и внешнюю периферийную поверхность, подвергают комбинированному процессу азотирования-окисления в атмосфере, содержащей по меньшей мере одно азотное соединение, с нагревом по меньшей мере до 300°С. Затем подают воздух и охлаждают поршневое кольцо в присутствии воздуха. В результате чего по меньшей мере на первой боковой поверхности, второй боковой поверхности и внешней периферийной поверхности получают азотированный диффузионный слой, расположенный над ним азотированный соединительный слой и расположенный над ним оксидный слой. Поршневое кольцо помещают в водный электролит, содержащий хром в ионной форме и твердые частицы, и по меньшей мере на внешнюю периферийную поверхность электрохимически осаждают слой из хрома и указанных твердых частиц. Обеспечивается получение поршневого кольца с высокоизносостойкой внешней периферийной поверхностью и боковой поверхностью, которая одновременно имеет высокую твердость и высокую коррозионную устойчивость. 3 н. и 12 з.п. ф-лы, 3 ил.
1. Поршневое кольцо (1), содержащее основную часть (9) из хромистой стали с более чем 10% по массе хрома, имеющую внутреннюю периферийную поверхность (2), первую боковую поверхность (3), вторую боковую поверхность (4) и внешнюю периферийную поверхность (5), отличающееся тем, что оно содержит на первой боковой поверхности (3) азотированный диффузионный слой (6) толщиной 5-300 мкм, расположенный непосредственно над ним азотированный соединительный слой (7) толщиной 0,5-15 мкм и расположенный непосредственно над ним оксидный слой (8) толщиной 0,05-3 мкм, на второй боковой поверхности (4) оно содержит азотированный диффузионный слой (6), а на внешней периферийной поверхности (5) оно содержит азотированный диффузионный слой (6) и расположенный над ним слой (10) из хрома и твердых частиц, в котором объемное содержание твердых частиц составляет 0,1-30% относительно общего объема указанного слоя (10).
2. Поршневое кольцо по п. 1, отличающееся тем, что внешняя периферийная поверхность (5) и первая боковая поверхность (3), а также внешняя периферийная поверхность (5) и вторая боковая поверхность (4) выполнены соответственно с проходящей в окружном направлении внешней кромкой (12, 13) со снятием 0,05-0,5 мм, при этом основная часть (9) в области проходящей в окружном направлении внешней кромки (12, 13) содержит азотированный диффузионный слой (6).
3. Поршневое кольцо по п. 2, отличающееся тем, что основная часть (9) по меньшей мере в частичных областях проходящей в окружном направлении внешней кромки (12, 13) имеет расположенный над азотированным диффузионным слоем (6) слой из хрома и твердых частиц с объемным содержанием твердых частиц, составляющим 0,1-30% относительно общего объема указанного слоя, и расположенный по меньшей мере в частичных областях проходящей в окружном направлении внешней кромки (12, 13) непосредственно над ним слой хрома, который не содержит твердых частиц.
4. Поршневое кольцо по любому из пп. 1-3, отличающееся тем, что первая боковая поверхность (3) и вторая боковая поверхность (4) основной части (9) выполнены с соответствующими кольцеобразными скошенными поверхностями (14, 15), каждая из которых примыкает к внутренней периферийной поверхности (2) и составляет по меньшей мере 70% боковой поверхности (3, 4), при этом внутренние углы α и β между внутренней периферийной поверхностью (2) основной части и кольцеобразной скошенной поверхностью (14, 15) составляют соответственно независимо друг от друга 92°-115°.
5. Поршневое кольцо по п. 4, отличающееся тем, что кольцеобразные скошенные поверхности (14, 15) составляют 70-95% соответствующих боковых поверхностей (3, 4), а первая боковая поверхность (3) и вторая боковая поверхность (4) дополнительно имеют соответствующие нескошенные кольцеобразные поверхности (16, 17), по меньшей мере одна из которых не имеет оксидного слоя и не имеет азотированного соединительного слоя.
6. Поршневое кольцо по п. 5, отличающееся тем, что по меньшей мере одна из нескошенных кольцеобразных поверхностей (16, 17) имеет азотированный диффузионный слой (6) толщиной <5 мкм или не имеет азотированного диффузионного слоя (6).
7. Поршневое кольцо по любому из пп. 1-3, 5, 6, отличающееся тем, что внешняя периферийная поверхность (5) и вторая боковая поверхность (4) не имеют оксидного слоя.
8. Поршневое кольцо по п. 4, отличающееся тем, что внешняя периферийная поверхность (5) и вторая боковая поверхность (4) не имеют оксидного слоя.
9. Поршневое кольцо по любому из пп. 1-3, 5, 6, 8, отличающееся тем, что поверхность второй боковой поверхности (4) по меньшей мере частично имеет среднюю глубину шероховатости ≤2 мкм и/или поверхность первой боковой поверхности (3) по меньшей мере частично имеет среднюю глубину шероховатости ≥2,5 мкм.
10. Поршневое кольцо по п. 4, отличающееся тем, что поверхность второй боковой поверхности (4) по меньшей мере частично имеет среднюю глубину шероховатости ≤2 мкм и/или поверхность первой боковой поверхности (3) по меньшей мере частично имеет среднюю глубину шероховатости ≥2,5 мкм.
11. Поршневое кольцо по п. 7, отличающееся тем, что поверхность второй боковой поверхности (4) по меньшей мере частично имеет среднюю глубину шероховатости ≤2 мкм и/или поверхность первой боковой поверхности (3) по меньшей мере частично имеет среднюю глубину шероховатости ≥2,5 мкм.
12. Способ изготовления поршневого кольца по любому из пп. 1-11, характеризующийся тем, что металлическую основную часть (9) поршневого кольца, имеющую внутреннюю периферийную поверхность (2), первую боковую поверхность (3), вторую боковую поверхность (4) и внешнюю периферийную поверхность (5), подвергают комбинированному процессу азотирования-окисления в атмосфере, содержащей по меньшей мере одно азотное соединение, с нагревом по меньшей мере до 300°С, затем подают воздух и поршневое кольцо охлаждают в присутствии воздуха, в результате чего по меньшей мере на первой боковой поверхности, второй боковой поверхности и внешней периферийной поверхности получают азотированный диффузионный слой, расположенный над ним азотированный соединительный слой и расположенный над ним оксидный слой, поршневое кольцо помещают в водный электролит, содержащий хром в ионной форме и твердые частицы, и по меньшей мере на внешнюю периферийную поверхность электрохимически осаждают слой из хрома и указанных твердых частиц.
13. Способ по п. 12, характеризующийся тем, что перед помещением поршневого кольца в водный электролит удаляют оксидный слой и, при необходимости, азотированный соединительный слой, полученные на внешней периферийной поверхности и, при необходимости, на второй боковой поверхности.
14. Способ по п. 12 или 13, характеризующийся тем, что после электрохимического осаждения слоя из хрома и твердых частиц поршневое кольцо помещают в водный электролит, содержащий хром в ионной форме и не содержащий твердых частиц, и на внешнюю периферийную поверхность (5) и на область проходящих в окружном направлении внешних кромок (12, 13) электрохимически осаждают слой хрома, не содержащий твердых частиц, после чего проводят по меньшей мере частичное механическое удаление слоя хрома на внешней периферийной поверхности (5).
15. Двигатель внутреннего сгорания, отличающийся тем, что он содержит поршневое кольцо по любому из пп. 1-11.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ИЗНОСОСТОЙКОЕ ИОННО-ПЛАЗМЕННОЕ ПОКРЫТИЕ И СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЯХ ПАР ТРЕНИЯ | 2001 |
|
RU2211880C2 |
| DE 10207148 A1, 12.09.2002 | |||
| WO 03098079 A1, 27.11.2003 | |||
| DE 102007038188 A1, 19.02.2009. | |||

