Изобретение относится к цветной металлургии, а именно к электролитическому получению алюминия.
В практике электролиза криолитоглиноземных расплавов в электролизерах с самообжигающимся анодом и верхним токоподводом особенностями являются развитая трещиноватость подошвы анода, арочная (вогнутая) конфигурация нижней границы анода и кривизна границы раздела «металл-электролит». Вторым пакетом особенностей являются выгорание «лунок» и появление пустот или «сквозняков» в проекции штыря. Наиболее мощное разрушение «вторичного анода» под штырями в виде трещин, «лунок» и «сквозняков» приходится именно на внутренние ряды штырей, где токовая нагрузка значительно превышает токовую нагрузку в периферийных областях анода. Топография подошвы анода описана в статье [1]. Наличие глубоких поперечных и продольных трещин, «лунок» и «сквозняков», образующихся под штырями в первую очередь внутренних рядов, арочная конфигурация нижней границы анода приводят к повышенной магнито-гидродинамической нестабильности расплава, возникновению искривления уровня металла и так называемых высокочастотных «шумов» измеренного и рассчитанного приведенного напряжения электролизера, что снижает эффективность управления электролизером в части поддержания оптимального межполюсного зазора, производительность электролизера, повышенное пенообразование, возрастание расхода электроэнергии и трудозатрат на обслуживание электролизера. Таким образом, равномерное расположение токоподводящих штырей в плане анода не обеспечивает равномерное распределение токовой нагрузки в аноде.
Известен способ токоподвода к самообжигающемуся аноду алюминиевого электролизера, согласно которому токоподводящие штыри в продольном ряду размещают относительно друг друга неравномерно [2]. Недостатком известного способа является необходимость реконструкции несущей анодной рамы для создания неравномерности расположения штырей. Кроме этого, согласно известному способу, требуется соблюдение числовой симметрии извлеченных штырей в рядах, а заявленный диапазон извлеченных штырей не дает четкой основы для проектирования конкретного устройства. Кроме этого, замечено, что на разных электролизерах картина расположения и количество перегруженных по току штырей не единообразная и требует индивидуального подхода в каждом конкретном случае. Необходимость увеличения расстояния в рядах между соседними штырями приводит к удорожанию конструкции электролизера. Все это препятствует созданию возможностей по удалению оптимального количества реально перегруженных штырей из анода и тем самым снижает эффективность применения известного способа, затрудняет его реализацию в промышленных масштабах. В результате, вышеизложенные затруднения, риски и неопределенности при реализации известного способа не позволяют снизить потери алюминия от обратного окисления, стабильного межполюсного расстояния, частоту анодных эффектов и трудозатраты на обслуживание.
Другим, наиболее близким по технической сущности и заявляемому эффекту, является способ оптимизации токовой нагрузки в самообжигающемся аноде алюминиевого электролизера с верхним токоподводом, включающий подвод электрического тока к телу анода через токопроводящие штыри, отличающийся тем, что с целью повышения производительности электролизера, снижения частоты анодных эффектов удаляют токоподводящие штыри из тела анода в зонах с наивысшей или критической силой тока [3]. Недостатками известного способа являются следующие: как показывают результаты практического внедрения известного способа на промышленных электролизерах типа С-8БМ; способ сложен и трудозатратен в реализации, так как имеет место необходимость кропотливых и многочисленных замеров токовой нагрузки и перепадов напряжения в штырях действующих электролизеров; высокая вероятность появления ошибки измерений и необходимость их повторов, что связано с динамикой распределения и перераспределения тока в штырях в ходе обслуживания электролизера. Выявлено наличие нестабильности во времени повышенных значений измеряемой силы тока в штырях и смещение максимальных значений на другие штыри, в том числе и наружных рядов. Это указывает на недостаточность и неэффективность выбора такого критерия, как максимализация токовой нагрузки в части определения конкретного штыря для его извлечения и достижения указанных целей изобретения. В результате использования известного изобретения в промышленных масштабах имеет место возрастание приведенного напряжения на электролизерах и количество включений приводов перемещения анода при массовом внедрении известного способа. Также обнаружено некоторое снижение производительности электролизера и возрастание выхода угольной пены. Все это привело к необходимости возвращения части удаленных штырей обратно в аноды. И следует использовать другие критерии извлечения штырей.
С другой стороны, авторами в ходе внедрения автоматического устранения анодных эффектов на электролизерах типа С-8Б и С-8БМ установлено, что количество удаленных штырей из внутренних рядов может достигать от 1 и до 4-х без ухудшения технико-экономических показателей и без необходимости выполнения замеров токовой нагрузки и отслеживания технических результатов на каждом электролизере. Более того, извлечение указанного количества штырей именно из внутренних рядов приводит к уменьшению размеров и количества трещин, пустот и «сквозняков» на подошве анода. При этом, как показали замеры, происходит некоторое выравнивание высоты спеченной части анода в проекции внутренних и наружных рядов штырей, что указывает на изменение конфигурации температурного поля анода за счет некоторого перераспределения токовой нагрузки с зоны внутренних рядов штырей на наружные ряды. Также отмечено некоторое снижение частоты включения приводов перемещения анода и стабилизация технологического хода опытных электролизеров
Целью предлагаемого изобретения является снижение себестоимости произведенного алюминия, расхода электроэнергии, выбросов вредных веществ в атмосферу и повышение производительности электролизера путем снижения потерь от обратного окисления произведенного алюминия через стабилизацию межполюсного зазора, снижение расхода электроэнергии и трудозатрат на обслуживание электролизера. Поставленная цель достигается тем, что в алюминиевом электролизере с самообжигающимся анодом, верхним токоподводом и вертикально установленными токоподводящими штырями уменьшают количество штырей внутренних рядов с наиболее развитой трещиноватостью, «лунками» и «сквозняками» на подошве в проекции анода и количество токоподводящих штырей наружных рядов до соотношения (0.98…0.88):1.
Способ осуществляют следующим образом.
На промышленных электролизерах типа С-8БМ с верхним токоподводом и самообжигающимся анодом извлекают и в дальнейшем не устанавливают токоподводящие штыри из внутренних рядов, в проекции которых наиболее выраженные трещины, «лунки» и «сквозняки», в количестве до соотношения 0.88:1 внутренних рядов и наружных.
Пример реализации способа
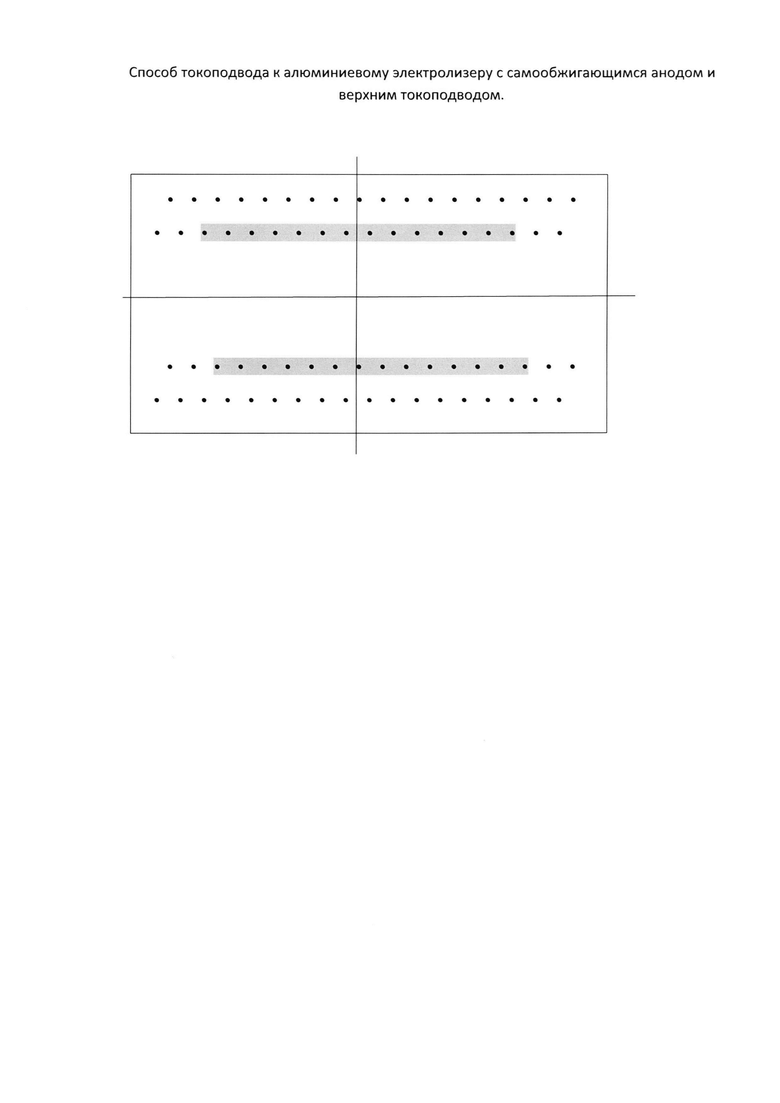
На действующих электролизерах с самообжигающимся анодом и верхним токоподводом типа С-8БМ половины электролизного корпуса в количестве 45 штук, или половины корпуса, при плановой перестановке извлекают токоподводящие штыри от 1 до 4-х из внутренних рядов, в проекции которых имеются наиболее мощные трещины, «лунки» и «сквозняки» на подошве анода, и технологи хорошо знают о них в ходе эксплуатации электролизера, и в последующем не устанавливают их. Отслеживают изменения приведенного напряжения на опытных электролизерах корпуса, количество регулировок межполюсного расстояния через включения приводов перемещения анода, кривизну подошвы анода и границы раздела «металл-электролит». На второй половине корпуса, на 45 электролизерах-свидетелях, штыри не удаляют и ведут те же измерения и наблюдения, что и на опытных электролизерах. На чертеже выделены извлеченные штыри с опытных электролизеров и группировка их расположения в плане анода. При этом максимальное количество извлеченных штырей по заявляемому способу не превышает 4-х с каждого электролизера.
Осредненные результаты измерений и расчетов по опытным электролизерам и электролизерам-свидетелям, а также электролизерам с внедрением известного способа в количестве 1/2 электролизного корпуса (45 шт. по прототипу 2) течение 6 мес., отражены в табл.
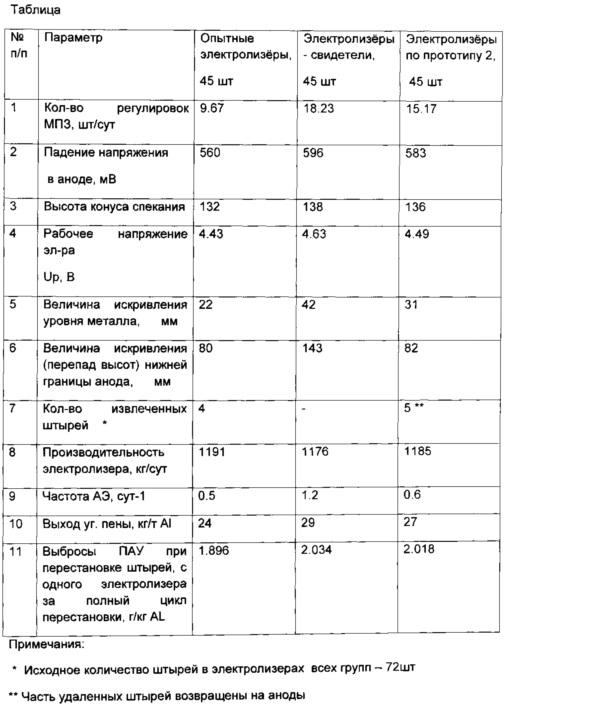
Как следует из полученных результатов, извлечение штырей по предлагаемому способу приводит к уменьшению кривизны нижней границы анода и кривизны уровня металла; к выравниванию/оптимизации токовой нагрузки по штырям внутренних и наружных рядов, что снижает максимальные значения токовой нагрузки и тем самым снижается количество центров зарождения анодных эффектов и частоты их возникновения (п. 9 табл.).
Удаление штырей внутренних рядов, в проекции которых наиболее развитая трещиноватость, «лунки» и «сквозняки», позволяет несколько снизить высоту конуса спекания в центральной части анода (п. 3 табл.) и перераспределить часть электрического тока на периферию анода, что приводит к снижению падения напряжения в аноде (п. 2 табл.), подтверждается уменьшением перепада высот уровня металла, кривизны нижней границы анода (п.п. 5 и 6 табл.) и приводит к «разжатию» междуполюсного зазора, на что указывает существенное снижение количества регулировок МПЗ в автоматическом режиме по сравнению с прототипом (п. 1 табл.). Все это снижает потери металла от обратного окисления и приводит к возрастанию производительности электролизера, что отражено в возрастании ванно-суток электролизера после реализации предлагаемого способа (п. 8 табл.). Некоторое снижение расстояния «штырь-подошва анода» указывает на уменьшение погрешности в замерах такого параметра как МПЗ за счет снижения кривизны уровня металла и нижней границы анода и на общее снижение падения напряжения в узлах анодного устройства и, тем самым, приведенного напряжения на электролизере за счет выравнивания температурного поля анода (п. 4 табл.).
Из вышеизложенного следует, что извлечение штырей внутренних рядов, в проекции которых наиболее развитая трещиноватость, «лунки» и «сквозняки», по предлагаемому способу позволяет производить индивидуальную настройку управления межполюсным зазором электролизера через оптимизацию токовой нагрузки в плане анода. При удалении токоподводящих штырей внутренних рядов и с трещинами, «лунками» и «сквозняками» концентрация силовых линий тока на недогруженных участках анода наружных рядов увеличивается, соответственно увеличивается количество теплоты, выделяющейся ближе к анодному кожуху. Следовательно, возрастают теплопотери через периферию анода, что улучшает качество спеченного анода. Граница коксования анодной массы несколько выпрямляется и становится ближе к горизонтальной плоскости со снижением в центральной части анода, что приводит к формированию более однородного и качественного анодного массива. Общее количество трещин, подштыревых «лунок» и «сквозняков» при этом уменьшается, облегчается обслуживание анода, снижается загрязнение атмосферы полиароматическими углеводородами до 6% (п. 11 табл) за счет уменьшения количества операций по перестановке штырей, и подошва анода становится более плоской.
Таким образом, использование предлагаемого способа токоподвода к алюминиевому электролизеру с самообжигающимся анодом и верхним токоподводом позволяет снизить себестоимость произведенного алюминия через снижение потребности в токоподводящих штырях, расход электроэнергии и выбросы вредных веществ в атмосферу, повысить производительность электролизера.
Дополнительным эффектом от внедрения предлагаемого изобретения следует считать снижение трудозатрат на обслуживание электролизера за счет уменьшения количества токоподводящих штырей и операций по их перестановке (п. 10 табл.).
Источники информации
1. В.Н. Деревягин, С.Д. Цымбалов, В.В. Махеров. Рельеф подошвы самообжигающихся анодов и газогидродинамические процессы в алюминиевых электролизерах. Иркутск, ИПИ, 1989 г.
2. АС СССР №1803478, МКИ 6 C25C 3/12, БИ №11, 1993 /прототип 1/.
3. З-ка РФ №2012156833, МПК C25C 3/12, БИ №19, 2014 /прототип 2/.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования самообжигающегося анода алюминиевого электролизера с верхним токоподводом | 1990 |
|
SU1768663A1 |
| Способ токоподвода к самообжигающемуся аноду алюминиевого электролизера | 1991 |
|
SU1803478A1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1992 |
|
RU2016141C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2015 |
|
RU2606365C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА В ЭЛЕКТРОЛИЗЕРАХ С ВЕРХНИМ ТОКОПОДВОДОМ | 1994 |
|
RU2092621C1 |
| СПОСОБ ПЕРЕСТАНОВКИ АНОДНЫХ ШТЫРЕЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ВЕРХНИМ ТОКОПОДВОДОМ | 1992 |
|
RU2026422C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 1997 |
|
RU2124587C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1995 |
|
RU2085623C1 |
| СПОСОБ РАССТАНОВКИ АНОДНЫХ ШТЫРЕЙ НА ЭЛЕКТРОЛИЗЕРЕ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ | 2009 |
|
RU2387742C1 |
| СПОСОБ ПЕРЕСТАНОВКИ АНОДНЫХ ШТЫРЕЙ НА ЭЛЕКТРОЛИЗЕРЕ С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ | 2006 |
|
RU2312937C1 |
Изобретение относится к способу оптимизации токоподвода к аноду электролизера при электролитическом получении алюминия в электролизерах с самообжигающимся анодом и верхним токоподводом. Способ включает удаление в ходе технологического сопровождения на электролизере токоподводящих штырей внутренних рядов, в проекции которых наиболее развитая трещиноватость, лунки и пустоты, до соотношения количества штырей внутренних и наружных рядов (0,98…0,88):1, при этом упомянутые штыри не устанавливают в дальнейшем. Обеспечивается повышение производительности электролизера за счет снижения потерь от обратного окисления произведенного алюминия посредством стабилизации межполюсного зазора и снижение расхода электроэнергии и трудозатрат на обслуживание электролизера. 1 ил., 1 табл.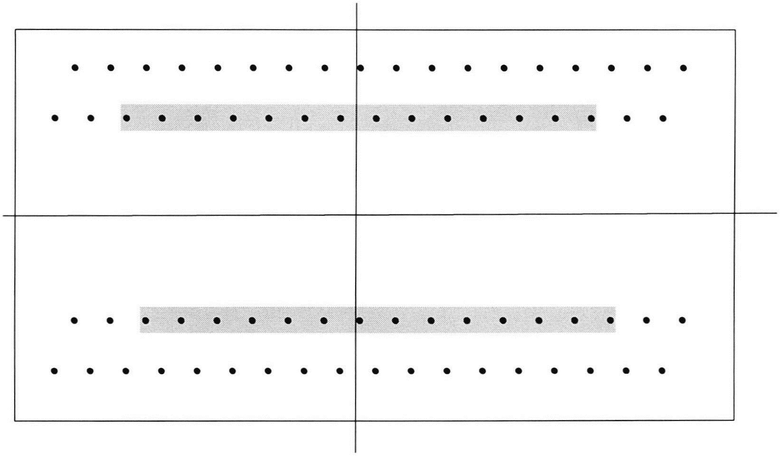
Способ токоподвода к алюминиевому электролизеру с самообжигающимся анодом и верхним токоподводом, включающий подвод электрического тока к аноду через вертикально установленные рядами токоподводящие штыри, удаление токоподводящих штырей из тела анода для перераспределения токовой нагрузки, отличающийся тем, что осуществляют перераспределение токовой нагрузки с зоны внутренних рядов токоподводящих штырей на зону наружных рядов токоподводящих штырей с обеспечением соотношения количества токоподводящих штырей внутренних рядов и количества токоподводящих штырей наружных рядов, составляющего (0,98-0,88):1, путем удаления вертикально установленных токоподводящих штырей с наиболее развитой трещиноватостью, лунками и пустотами на подошве в проекции анода из внутренних рядов в количестве не более 4 штук.
| RU 2012156833 A, 10.07.2014 | |||
| Способ токоподвода к самообжигающемуся аноду алюминиевого электролизера | 1991 |
|
SU1803478A1 |
| СПОСОБ РАССТАНОВКИ АНОДНЫХ ШТЫРЕЙ НА ЭЛЕКТРОЛИЗЕРЕ ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ С САМООБЖИГАЮЩИМСЯ АНОДОМ И ВЕРХНИМ ТОКОПОДВОДОМ | 2009 |
|
RU2387742C1 |
| СПОСОБ УСТРАНЕНИЯ ТРЕЩИНОВАТОСТИ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2094538C1 |
| Устройство для образования скважин в грунте | 1972 |
|
SU526696A1 |
| CN 201473608 U, 19.05.2010. | |||

