Область техники, к которой относится изобретение
Изобретение касается пневматических шин и, в особенности, протектора таких пневматических шин.
Предшествующий уровень техники
Для получения удовлетворительных характеристик при движении, в частности, по мокрому шоссе, известно использование протектора пневматической шины с рисунком, образованным скульптурными элементами, отделенными друг от друга разрезами (канавка со средней шириной, большей или равной 2 мм, и/или разрезы со средней шириной, меньшей 2 мм), причем эти разрезы получены, например, при литье под давлением. Образованные таким образом скульптурные элементы содержат контактную поверхность, предназначенную для обеспечения контакта с шоссе в процессе движения, и боковые стороны, ограничивающие также эти разрезы; пересечение каждой боковой стороны с контактной поверхностью образует кромку, облегчающую контакт пневматической шины с шоссе, в частности, когда последнее является мокрым. В общем, кромка определяет геометрическую границу контакта скульптурного элемента при движении.
Под скульптурными элементами понимают элементы, не образующие полный оборот вокруг пневматической шины (блоки), и элементы, образующие полный оборот (нервюры). Кроме того, скульптурные элементы могут содержать один или несколько разрезов для формирования дополнительных кромок, при этом каждый разрез может открываться или нет, по меньшей мере, на одну боковую сторону скульптурного элемента. По определению, разрез представляет собой пространство, ограниченное двумя расположенными одна напротив другой основными сторонами на ширину, меньшую 2 мм.
Для улучшения сцепления пневматической шины с влажным дорожным покрытием известно, что сама природа резиновой смеси (либо также назовем: резиновой композиции), составляющей протектор, имеет значительное воздействие. Так, протектор пневматической шины из резиновой смеси, обладающий лучшим сцеплением с мокрым покрытием, позволяет получить улучшенные характеристики движения в условиях мокрого покрытия. Однако параллельно с улучшением характеристик сцепления на мокром шоссе обычно ухудшаются износные свойства на сухом покрытии, что уменьшает срок службы и требует более частой смены пневматических шин на автомобиле.
Заявитель в документе WO 03/089257 предлагает протектор для пневматической шины, содержащий:
- множество скульптурных элементов, содержащих контактную поверхность, предназначенную для обеспечения контакта с шоссе в процессе движения пневматической шины, снабженной упомянутым протектором и боковыми поверхностями, причем граница контакта контактной поверхности с шоссе образует, по меньшей мере, кромку;
- множество вырезов в форме канавки и/или разреза, причем упомянутые вырезы ограничены и расположены напротив друг друга боковыми сторонами;
- каждый скульптурный элемент образован, по меньшей мере, первой резиновой смесью, называемой исходной смесью;
при этом упомянутый протектор в разрезе представляет собой плоскость, включающую толщину упомянутой ленты, плоскость ограничивающую, по меньшей мере, вырез, покрытый, по меньшей мере, частично, защитным слоем. Этот протектор выполнен таким образом, что исходная смесь имеет сцепление с мокрым дорожным покрытием, меньшее сцепление материала защитного слоя с тем же шоссе.
Такой протектор позволяет существенно улучшить характеристики пневматических шин на мокром покрытии, которые им оборудованы.
Способ изготовления такого протектора раскрыт, в частности, в документе WO 2006/069912. В соответствии с этим способом изготовления, на первом этапе предусмотрено впрыскивание в виде одного или нескольких вставок покрывающего материала в заготовку с помощью впрыскивающей форсунки. Одна или несколько вставок затем на втором этапе размещаются c помощью ребер в форме для вулканизации для закрывания этими ребрами всей или части стенок отлитых канавок.
Этот способ изготовления имеет несколько ограничений, в особенности, при получении точных отливок. Действительно, в процессе размещения в форме вставка испытывает значительное усилие среза со стороны ребра для преобразования этой вставки в слой уменьшенной толщины. Это усилие среза может вызывать трещины внутри вставки, что затрудняет подавление движений материала этой вставки. Форма и толщина слоя образованного таким образом покрывающего материала могут быть случайными. Преимущества, привносимые дополнительным слоем в работу пневматической шины, таким образом, уменьшаются.
Кроме того, в этом способе изготовления необходимо обеспечить соответствие вставок с ребрами. Это усложняет изготовление протектора.
Существует, таким образом, необходимость улучшения размещения слоя покрывающего материала на стенках вырезов протектора пневматической шины.
Определения
Под «пневматической шиной» или «автомобильной шиной» понимают все типы упругих шин, подвергаемых внутреннему давлению или нет.
Под «сырой заготовкой» пневматической шины понимают множество наложенных один на другой полуготовых резиновых заготовок полос или листов, усиленных, или нет. Сырая заготовка предназначена для вулканизации в литьевой форме для изготовления пневматической шины.
Под «протектором» пневматической шины понимают количество резинового материала, ограниченное боковыми плоскостями, или двумя основными плоскостями, одна из которых предназначена для контакта с шоссе при движении пневматической шины.
Под «поверхностью качения» понимают поверхность, образованную точками протектора пневматической шины, которая входит в контакт с шоссе при движении пневматической шины.
Под «скульптурным элементом» понимают элементы протектора, ограниченные вырезами, то есть канавками и/или разрезами. Среди скульптурных элементов различают нервюры, делающие полный оборот по пневматической шине, и блоки, не делающие полного оборота по пневматической шине.
Под «литейной формой» понимают совокупность раздельных литьевых элементов, которые при относительном сближении позволяют ограничить тороидальное литьевое пространство.
Под «поверхностью литьевой формы» понимают поверхность литьевой формы, предназначенную для отливки протектора пневматической шины.
Под «полосой» литьевого элемента понимают выступ, выходящий из литьевой формы. Среди полос различают ламели, имеющие ширину, меньшую 2 мм и ребра, имеющие ширину, превышающие или равные 2 мм. Ламели предназначены для выполнения при литье разрезов в протекторе пневматической шины, то есть вырезов, которые образованы в зоне контакта пневматической шины с шоссе. Ребра предназначены для выполнения дорожек при отливке в протекторе, то есть вырезов, которые не перекрывают зону контакта пневматической шины с землей.
Под «этапом литья» понимают операцию, которая начинается в момент, когда полоса входит в контакт с материалом, закрывающим сырую заготовку. Эта операция заканчивается в момент, когда полоса выходит из выреза после отливки.
Краткое описание изобретения
Объектом изобретения является протектор, подобный протектору из документа WO 03/089257, в котором на виде в разрезе в плоскости, нормальной к плоскости вращения пневматической шины и пересекающей, по меньшей мере, одну поверхность контакта скульптурного элемента, по меньшей мере, один из вырезов, соседних с поверхностью контакта, покрыт, по меньшей мере, частично покрывающим слоем и в котором покрывающий слой содержит совокупность тканых или нетканых волокон.
Наличие такой совокупности тканых или нетканых волокон позволяет вследствие ее внутренней жесткости легко разместить с большой точностью в вырезах структуры протектора слоя покрывающего материала.
Эти покрытые таким образом вырезы предпочтительно нормальны окружному направлению пневматической шины или имеют ориентацию, содержащую компонент, нормальный к окружному направлению пневматической шины.
Наличие покрывающего слоя с такой ориентацией относительно выреза позволяет улучшить сцепление пневматической шины, в частности, на заснеженной дороге.
Предпочтительно, в покрывающем слое, содержащем эластомерный материал, совокупность волокон пропитана эластомерным материалом покрывающего слоя.
Под «совокупностью тканых или нетканых волокон, пропитанных эластомерным материалом» понимают любую двухмерную или объемную совокупность волокон, пропитанных эластомерным материалом после ее изготовления. В частности, резиновая композиция, содержащая волокна, полученные путем перемешивания и последующего размещения в форме, образующих совокупность этой композиции, устранена из этого определения.
Предпочтительно, в совокупности волокон использованы длинные тканые или нетканые соединенные волокна. Под длинными волокнами понимают волокна, наибольшая длина которых превышает 50 мм.
Наличие такой совокупности пропитанных эластомерным материалом волокон покрывающего слоя позволяют получить прекрасную когезию покрывающего слоя перед вулканизацией заготовки пневматической шины и облегчает, таким образом, установку на место этого покрывающего слоя в процессе литья пневматической шины.
В соответствии с первым вариантом воплощения совокупность волокон представляет собой двухмерное соединение тканых или нетканых волокон.
В соответствии с другим вариантом воплощения совокупность волокон представляет собой объемное соединение волокон, такое как фетр.
Волокна совокупности волокон могут быть выбраны из группы текстильных волокон, минеральных волокон или их смесей. Многочисленные типы волокон могут быть использованы для придания совокупности волокон и, таким образом покрывающему слою, достаточной жесткости на растяжение для облегчения размещения этого покрывающего слоя в процессе отливки заготовки пневматической шины.
Предпочтительно, объемная плотность совокупности волокон перед пропиткой эластомерным материалом составляет менее 0,4 и, предпочтительно, менее 0,25.
Такая небольшая первоначальная плотность совокупности волокон позволяет обеспечить прекрасную пропитку эластомерным материалом, при этом пропитка осуществляется, например, в горячем состоянии и под давлением, каландрированием или, например, отливкой под давлением пресса.
В соответствии с предпочтительным вариантом воплощения эластомерный материал покрывающего слоя является композицией на основе, по меньшей мере, диенового эластомера.
В соответствии с предпочтительным вариантом воплощения композиция на основе диенового эластомера сильно наполнена серой. Предпочтительно, доля серы превышает 20 частей на сто частей эластомера.
Такой материал покрывающего слоя позволяет получить покрывающий слой очень большой жесткости, что является предпочтительным для сцепления на заснеженной земле.
В соответствии с другим вариантом воплощения эластомерный материал покрывающего слоя выполнен на основе, по меньшей мере, термопластичного эластомера, при этом упомянутый термопластичный эластомер является блок-сополимером, содержащим, по меньшей мере, один блок-эластомер и, по меньшей мере, один термопластичный блок.
Использование термопластичного эластомера позволяет осуществить пропитку совокупности волокон в прекрасных условиях путем напрессовки в литейной форме эластомерного материала на совокупность волокон или инжекционным литьем под давлением в горячем состоянии выше температуры плавления или размягчения термопластичных эластомеров.
В соответствии с предпочтительным вариантом воплощения динамический модуль среза G* эластомерного материала покрывающего слоя, подвергаемого максимальному напряжению, изменяющемуся от 0,7 мПа при частоте 10 Гц и при температуре -10°С, до напряжения, превышающего 100 мПа и, предпочтительно, превышающего 200 мПа.
Этот материал с очень высоким модулем при низкой температуре позволяет изготовить покрывающий слой высокой жесткости, который является весьма предпочтительным для сцепления по снегу.
Предпочтительно, толщина покрывающего слоя составляет от 0,1 до 3,5 мм.
В соответствии с особым вариантом воплощения эта толщина оставляет от 0,4 до 1,0 мм, это позволяет сохранить хорошую управляемость на заснеженной дороге, ограничивая ухудшение сцепления по обледенелой дороге.
В соответствии с другим особым вариантом воплощения, эта толщина составляет от 2,0 до 3,0 мм. Такая толщина является весьма подходящей для улучшения среднего сцепления между мокрой и заснеженной дорогами.
Предпочтительно, покрывающий слой простирается от дна выреза на высоту Hr, по меньшей мере, равную 4 мм.
Это позволяет, когда высота Hr близка к 4 мм, улучшить устойчивость на заснеженной дороге за счет работы очень жесткого покрывающего слоя. Действительно, известно, что пневматические шины, специально предназначенные для сцепления с заснеженной дорогой, ухудшают свои свойства, когда остаточная толщина скульптурных элементов становится близкой к 4 мм и меньше. Для таких пневматических шин этот вариант воплощения обеспечивает продление их внутренних качеств даже при малой высоте скульптурных элементов.
В соответствии с другим предпочтительным вариантом изобретения покрывающий материал в новом состоянии простирается до кромки, образованной границей между контактной поверхностью и боковой поверхностью скульптурного элемента.
В этом варианте воплощения свойства покрывающего слоя используются с первых километров движения.
Совокупность описанных выше протекторов пневматических шин может быть реализована, в частности, по способу, представленному в документе ЕР 0510550.
Эта совокупность, однако, особенно адаптирована для осуществления способа, описанного ниже.
Этот способ изготовления включает этап подготовки сырой заготовки пневматической шины, этап размещения покрывающего слоя, содержащего совокупность тканых или нетканых волокон на всей или части наружной поверхности сырой заготовки, этап размещения сырой заготовки в литьевой форме, которая содержит ребро, этап отливки боковой поверхности скульптурного элемента с помощью этого ребра и этап вулканизации сырой заготовки для получения пневматической шины. Способ изготовления включает также этап разделки покрывающего слоя на множество частей одинаковой длины и, в процессе отливки боковой поверхности скульптурного элемента с помощью ребра, этап введения этим ребром одной или нескольких частей покрывающего слоя в сырую заготовку. Предпочтительно, этап разделки покрывающего слоя выполняют в процессе отливки боковой поверхности скульптурного элемента.
В способе изготовления по изобретению покрывающий слой размещен под ребром и зона контакта ребра с этим слоем в момент отливки является значительной. Таким образом, в процессе этой отливки покрывающий слой вводится ребром в глубину сырой заготовки и не деформируется острой кромкой формы как в известном уровне техники. Вследствие внутренней жесткости на растяжение совокупности волокон покрывающий слой лишь слегка деформируется на этом этапе в процессе отливки пневматической шины.
Изобретение в особенности касается пневматических шин для оборудования транспортных средств типа туристических, SUV (“Sport Utility Vehicules”), двухколесных, в частности, мотоциклов, самолетов, а также большегрузных промышленных транспортных средств, то есть метро, автобусов, дорожных транспортных средств (грузовики, тракторы, прицепы), внедорожных транспортных средств, таких как сельскохозяйственные машины или машины для гражданского строительства, других транспортных или погрузочно-разгрузочных средств.
Краткое описание чертежей
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
- Фиг. 1 изображает частичный вид в плоскости блочной структуры протектора;
- Фиг. 2 изображает блоки по Фиг. 1 в поперечном разрезе по линии разреза II-II;
- Фиг. 3 изображает вид сверху тестового образца при трении по снежному покрову;
- Фиг. 4 изображает вид сбоку образца по Фиг. 3;
- Фиг. 5 схематично изображает элемент литейной формы в соответствии со способом отливки протектора по изобретению;
- Фиг. 6а изображает первый этап отливки с помощью литейного элемента по фиг. 5, в котором средства разделки находятся в контакте на уровне их края с покрывающим слоем, закрывающим сырую заготовку протектора;
- Фиг. 6b изображает второй этап отливки, в котором ребро находится в контакте с покрывающим слоем, закрывающим сырую заготовку;
- Фиг. 6с изображает третий этап отливки, в котором средства разделки и ребро полностью размещены в сырой заготовке; и
- Фиг. 6d схематично изображает часть протектора по изобретению по окончании этапа отливки по Фиг. 6а-6с.
Детальное описание изобретения
В настоящем описании, за исключением специальных выражений, все процентные соотношения (%) обозначены в % по массе.
С другой стороны, любой интервал величин, обозначенный выражением «между а и b», представляет собой область значений, следующих максимально от а до b (то есть, значения границ а и b исключены), тогда как любой интервал величин, обозначенный выражением «от а до b», означает область значений, следующих от а до b (то есть, включая точные границы а и b).
I. Тесты
А. Коэффициент трения, измеренный на пробах
Тесты на трение были проведены с линейным трибометром в соответствии со способом, описанным в статье, названной «Исследование трения резины шин на снежном покрове» и написанной Sam Ella, Pierre-Yves Formagne, Vasileios Koutsos и Jane R. Blackford (38-й LEEDS-Lyon Symposium on tribology, Lyon, 6-9 сентября 2011 года).
Параметрами теста являются скорость, равная 0,5 мс-1 и нагрузка в 0,82 кН. Стабилизированная скорость достигнута с ускорением в 5 мс-2.
Проба 30 представлена на соответствующих фиг.3 (вид сверху) и 4 (вид сбоку).
Эта проба образована четырьмя блоками 31 резиновой смеси, отлитой на резиновой параллелепипедной подложке 34 (длиной L=60 мм, шириной l=56 мм и толщиной 2 мм).
Блоки шириной L1, равной 25 мм и длиной L2, равной 27 мм, разделены продольной канавкой 3 и поперечной канавкой 4, при этом обе выполнены шириной 6 мм. Каждый блок 31 содержит четыре разреза 33 с аксиальной ориентацией Y, открывающихся с обеих сторон блока в 0,6 мм толщиной каждый, которые разделяют блок 31 на пять равных частей 32. Высота блоков составляет 9 мм. Перемещение пробы осуществляется в продольном направлении Х, нормальном к аксиальной ориентации Y разрезов.
Тесты были выполнены на дорожке длиной 110 мм, покрытой уплотненным искусственным снегом при температуре -10єС.
Нагрузка и касательная сила регистрируются в процессе горизонтального перемещения участка протектора. Таким образом, измеряют коэффициент трения, который получают путем деления средней величины касательной силы на нагрузку, приложенную на первых 30 миллиметрах перемещения.
В. Механические динамические измерения
В настоящем документе термины «модуль упругости Gʹ» и «модуль вязкости Gʹʹ» обозначают динамические характеристики, хорошо известные специалистам. Эти свойства измерены вискоанализатором типа Metravib VA4000 на образцах, отлитых из сырых композиций. Используются образцы, такие, как описаны в норме ASTM D 5992-96 (версия, опубликованная в сентябре 2006, первоначально опробованная в 1996), представленная на фиг. Х2.1 (вариант кольцевого исполнения). Диаметр «d» образца составляет 10 мм (он, таким образом, имеет кольцевое сечение в 78,5 мм2), толщина «L» каждой из частей резиновой композиции составляет 2 мм, что дает отношение «d/L», равное 5 (в противовес норме ISO 2856, упомянутой в норме ASTM, параграф Х2.4, который уточняет величину d/L, равную 2.
Регистрируют ответ пробы вулканизированной резиновой композиции, подвергнутой простому переменному синусоидальному нагружению на срез с частотой 10 Гц. Образец нагружается при 10 Гц при нагрузке (0,7 мПа), приложенной симметрично вокруг ее положения равновесия. Аккомодация испытуемого образца осуществлена предварительно перед измерением. Образец нагружается на синусоидальный срез при 10 Гц при 100% деформации от пика до пика при температуре окружающей среды.
Измерения выполнены при линейном нарастании температуры, увеличивающейся на 1,5°С в минуту, от температуры Тmin, меньшей температуры стеклования (Тg) материала, до температуры Тмах, которая может соответствовать плоской высокой температуре резинообразования. Перед началом обдува пробу стабилизируют при температуре Тmin в течение 20 мин для достижения равномерной температуры в толще пробы. Полученный результат является модулем упругости динамического сдвига (G*) и модулем вязкости сдвига (Gʹʹ) при выбранных температурах (в данном случае, 0°, 5° и 20°С).
«Комплексный модуль» G* определяется как абсолютная величина комплексной суммы модулей упругости Gʹ и вязкости Gʹʹ:
II. Покрывающий слой
А. Соединение волокон
Основным элементом совокупности покрывающих слоев в соответствии с аспектом изобретения является выполнение соединения из тканых или нетканых волокон.
Под соединением тканых или нетканых волокон понимают любой промышленно произведенный продукт в виде вуали, слоя или толщи волокон, как бы они ни были распределены - по прямой или случайно, и волокна которого свойлачены или переплетены двухмерно или объемно для выполнения тканых или нетканых тканей.
Наличие такой тканой или нетканой совокупности волокон позволяет вследствие его внутренней жесткости легко разместить в вырезах скульптуры протектора слой покрывающего материала.
В соответствии с первым вариантом воплощения совокупность волокон является двухмерным соединением волокон, таким как тканое или нетканое.
В соответствии с другим вариантом воплощения совокупность волокон является объемным соединением волокон, таких как фетр.
Волокна соединения волокон могут быть выбраны из группы текстильных волокон, минеральных волокон или их смесей.
Для придания соединению волокон и, таким образом, покрывающему слою достаточной жесткости на растяжение для облегчения размещения этого покрывающего слоя в процессе заготовки пневматической шины, могут быть использованы весьма различные типы волокон.
Варианты изготовления тканых или нетканых волокон хорошо известны, в частности, путем изготовления фетра или валяния для объемных соединений, таких как фетры.
Фетровые волокна могут быть выбраны среди текстильных натуральных волокон, например, из группы волокон из шелка, хлопка, бамбука, целлюлозы, шерсти и их смесей.
Примерами шерстяных фетров являются фетры «PLB» и «MLB» компании Laoureux. Эти фетры выпускаются с объемной плотностью, изменяющейся от 0,20 до 0,44.
Фетровые волокна могут быть также выбраны из группы синтетических волокон, например, включающих сложный полиэфир, полиамид, углерод, арамид, полиэтилен, полипропилен, полиакрилонитрил, полиэмид, полисульфоны, простые полиэфиры сульфонов, полиуретаны, поливиниловый спирт и их смеси.
Фетровые волокна сложного полиэфира могут быть выбраны из группы волокон, включающей полиэтилентерефталат (РЕТ - Dacron Invista inc.), полибутилентерефталат (PEN) и их смеси.
В качестве примера фетров, образованных из арамидных волокон можно назвать фетры, выполненные из волокон Nomex® (метаарамидные волокна: поли(м-фениленизофталамид), сокращенно MPD-I) компании Du Pont de Nemours.
Фетровые волокна могут также быть выбраны из группы минеральных волокон, например, стеклянных или базальтовых волокон.
Фетры могут быть независимо составлены из нескольких типов волокон одной группы или различных ранее описанных групп.
Предпочтительно, объемная плотность совокупности волокон перед пропиткой эластомерным материалом меньше 0,4 и, предпочтительно, меньше 0,30. Такая малая объемная плотность предназначена для обеспечения прекрасной пропитки совокупности волокон эластомерным материалом покрывающего слоя.
В. Эластомерный материал покрывающего слоя
1. Диеновая смесь
В соответствии с основным отличием изобретения совокупность волокон, используемых в покрывающем слое боковой поверхности скульптурного элемента протектора, пропитана эластомерным материалом.
Под «совокупностью тканых или нетканых волокон, пропитанных эластомерным материалом», понимают любое двухмерное или объемное соединение волокон, пропитанное после его изготовления эластомерным материалом. В частности, резиновая композиция, содержащая волокна, выполненная путем перемешивания, затем размещения в форме совокупности, образующих композицию, исключена из этого определения.
Наличие такой совокупности волокон, пропитанных эластомерным материалом покрывающего слоя, позволяет получить прекрасную когезию покрывающего слоя в процессе его изготовления и облегчает, таким образом, размещение на месте этого покрывающего слоя в процессе отливки пневматической шины.
В соответствии с первым вариантом воплощения совокупность используемых волокон пропитана эластомерным материалом на основе диенового эластомера.
а) Диеновый эластомер
Под «диеновым» эластомером или резиной следует понимать известным образом (понимают один или несколько) эластомер, полученный, по меньшей мере, частично (т.е. гомополимер или сополимер) диеновых мономеров (мономеров - носителей двух двойных связей углерод-углерод, сопряженных или нет).
Диеновый эластомер эластомерного материала предпочтительно выбран в группе сильно ненасыщенных диеновых эластомеров, образованный полибутадиенами (BR), синтетическими полиизопренами (IR), натуральным каучуком (NR), сополимерами бутадиена, сополимерами изопрена и смесями этих эластомеров. Такие сополимеры, предпочтительно, выбраны из группы, образованной сополимерами бутадиен-стирол (SBR), сополимерами изопрена-бутадиена (BIR), сополимерами изопрена-стирола (SIR) и сополимерами изопрен-бутадиен-стирола (SBIR).
Подходят, в частности, полибутадиены, имеющие содержание (в молярных %) в единицах -1,2, составляющее от 4% до 80%, или полибутадиены, имеющие содержание (в молярных %) в цис-1,4, превышающее 80%, полиизопрены, сополимеры бутадиен-стирола и, в особенности, сополимеры, имеющие Тg (температура стеклования, измеренная в соответствии с ASTM D3418) между 0°С и -70°С, в частности -10°С и -60°С, содержание по стиролу составляет от 5% до 60% по весу и, в особенности, от 20% до 50%, содержание (в молярных %) в соединениях -1,2 бутадиеновой части составляет от 4% до 75%, содержание (в молярных %) в соединениях транс-1,4 составляет от 10% до 80%, сополимеры бутадиен-изопрена и, в частности, сополимеры, имеющие содержание по изопрену, составляющее от 5% до 90% по весу и Тg от -40°С до -80°С, сополимеры изопрен-стирола и, в частности, сополимеры, имеющие содержание по стиролу, составляющее от 5% до 50% по весу и Тg, составляющую от -25°С до -50°С.
В случае сополимеров бутадиен-стирол-изопрена подходят, в частности, сополимеры, имеющие содержание по стиролу, составляющее от 5% до 50% по весу и, в особенности, составляющее от 10% до 40%, содержание по изопрену, составляющее от 15% до 60% по весу и, в особенности, от 20% до 50%, содержание по бутадиену составляет от 5% до 50% по весу и, в особенности, составляет от 20% до 40%, содержание (в молярных %) в звеньях -1,2 бутадиеновой части составляет от 4% до 85%, содержание (в молярных %) в звеньях транс-1,4 бутадиеновой части составляет от 6% до 80%, содержание (в молярных %) в звеньях -1,2 плюс -3,4 изопреновой части составляет от 5% до 70% и содержание (в молярных %) в звеньях транс-1,4 изопреновой части составляет от 10% до 50% и, в общем, любой сополимер бутадиен-стирол-изопрена, имеющий Тg, составляющую от -20°С до -70°С.
В соответствии с предпочтительным вариантом воплощения изобретения диеновый эластомер мажоритарно (т.е. при более 50 рсе) является SBR, что говорит о том, что SBR приготовлен в эмульсии (“ESBR”) или SBR приготовлен в растворе (“SSBR”), или в купаже (смеси) SBR/BR, SBR/NR (или SBR/IR), BR/NR (или BR/IR), или также SBR/BR/NR (или SBR/BR/IR). В случае эластомера SBR (ESBR или SSBR) используют, в частности, SBR, имеющий среднее содержание по стиролу, например, составляющее от 20% до 35% по весу, или повышенное содержание по стиролу, например, от 35 до 45%, содержание виниловых соединений бутадиеновой части составляет от 15% до 70%, содержание (в молярных %) в соединениях транс-1,4 составляет от 15% до 75% и Тg составляет от -10єС до -55єС; такой SBR может быть предпочтительно использован в смеси с ВR, содержащим (в молярных %) более 90% связей цис-1,4.
В соответствии с другим предпочтительным вариантом воплощения, диеновый эластомер мажоритарно (при более 50 рсе) является изопреновым эластомером. Под «изопреновым эластомером» известным образом понимают гомополимер или сополимер изопрена, другими словами, диеновый эластомер выбран из группы, включающей натуральный каучук (NR), синтетичеcкие полиизопрены (IR), различные сополимеры изопрена и смеси этих эластомеров. Среди сополимеров изопрена можно, в частности, назвать сополимеры изобутен-изопрен (бутиловый каучук - IIR), изопрен-стирол (SIR), изопрен-бутадиен (BIR) или изопрен-бутадиен-стирол (SBIR). Этот изопреновый эластомер является предпочтительно натуральным каучуком или синтетическим полиизопреном цис-1,4; из этих синтетических полиизопренов предпочтительно используются полиизопрены, имеющие долю (в молярных %) связей цис-1,4, превышающую 90%, более предпочтительно превышающую 98%.
В соответствии с другим предпочтительным вариантом воплощения изобретения, эластомерный материал содержит смесь (одного или нескольких) диенового эластомера, так называемого «с высокой Тg», имеющего Тg, составляющую от -70°С до 0°С, и (одного или нескольких) диенового эластомера, так называемого «с низкой Тg», составляющей от -110°С до -80°С, более предпочтительно от -105°С до -90°С. Эластомер с высокой Тg выбран предпочтительно из группы, образованной S-SBR, E-SBR, натуральным каучуком, синтетическими полиизопренами (имеющими долю (в молярных %) полимерных цепей цис-1,4, предпочтительно превышающую 95%), BIR, SIR, SBIR и смесями этих эластомеров. Эластомер с низкой Тg содержит предпочтительно бутадиеновые соединения с долей (в молярных %), по меньшей мере, равной 70%; он состоит предпочтительно из полибутадиена (BR) с долей (в молярных %) полимерных связей цис-1,4, превышающей 90%.
В соответствии с другим особым вариантом воплощения изобретения, композиция эластомерного материала содержит, например, от 30 до 100 рсе, в особенности, от 50 до 100 рсе эластомера с высокой Тg в смеси с от 0 до 70 рсе, в особенности, от 0 до 50 рсе эластомера с низкой Тg, она содержит в сумме 100 рсе один или несколько SBR, приготовленных в растворе.
В соответствии с другим особым вариантом воплощения изобретения диеновый эластомер композиции эластомерного материала содержит смесь BR (в качестве эластомера с низкой Тg), имеющую долю (в молярных %) полимерных связей цис-1,4, превышающую 90%, с одним или несколькими S-SBR или E-SBR (в качестве эластомеров с высокой Тg).
Композиции, образованные в соответствии с изобретением, могут содержать единственный диеновый эластомер или смесь нескольких диеновых эластомеров, один или несколько диеновых эластомеров могут быть использованы с любым типом синтетического эластомера, иного, нежели диеновый эластомер, и даже с иными, чем эластомеры, полимерами, например, термопластичными полимерами.
(1) Нанометровый усиливающий наполнитель
Можно использовать любой тип усиливающего наполнителя, известного своими свойствами усиливать резиновую композицию, используемую для изготовления протекторов пневматических шин, например, органический наполнитель, такой как углеродная сажа, неорганический усиливающий наполнитель, такой как кремнезем, либо смесь этих двух типов наполнителей, в частности, смесь углеродной сажи и кремнезема.
В качестве углеродных саж подходят все углеродные сажи, в частности сажи, обычно используемые в протекторах пневматических шин (так называемые шинные сажи). Среди последних, в частности, можно назвать усиливающие углеродные сажи серий 100, 200 или 300 (по ASTM), как, например, сажи N115, N134, N234, N326, N330, N339, N347, N375, либо также в соответствии с видимыми применениями, сажи более высоких серий (например, N660, N683, N772). Углеродные сажи могли бы быть уже встроены в изопреновый эластомер в форме саженаполненной маточной смеси (см., например, заявки WO 97/36727 или WO 99/16600).
В качестве примеров органических наполнителей иных, нежели углеродные сажи, можно назвать функциональные органические поливинилароматические наполнители, описанные в заявках WO-A-2006/069792 и WO-A-2006/069793.
Под «усиливающим неорганическим наполнителем» в настоящей заявке по определению следует понимать любой неорганический или минеральный наполнитель (независимо от его цвета и природы (синтетический или природный), называемый также «белым» наполнителем, «прозрачным» наполнителем и даже «не черным» наполнителем (“non-black filler”) в противоположность углеродной саже, способной без какого-либо промежуточного соединительного вещества быть самой усилителем резиновой композиции, предназначенный для изготовления пневматических шин, другими словами, способный заменить своей усилительной функцией условную углеродную сажу шинных саж; такой наполнитель отличается известным образом наличием гидроксильнных групп (-ОН) на своей поверхности.
Физическое состояние, в котором находится усиливающий неорганический наполнитель, не имеет значения, будь то форма пудры, микрошариков, гранул, шариков или любой другой соответствующей уплотненной формы. Разумеется, под усиливающим неорганическим наполнителем понимают также смеси различных усиливающих неорганических наполнителей, в частности, высокодисперсные кремнеземные или глиноземные наполнители, описанные ниже.
В качестве неорганических усиливающих наполнителей подходят, в частности, минеральные наполнители кремнеземного типа, в частности, кремнезем (SiO2), или глиноземного типа, в частности, глинозем (Al2O3). Используемый кремнезем может быть любым известным специалистам кремнеземом, в частности, любым осажденным или пиролитическим кремнеземом, имеющим поверхность ВЕТ, а также удельную поверхность СТАВ, причем обе меньше 450 м2/г, предпочтительно, от 30 до 400 м2/г. В качестве высокодисперсного осажденного кремнезема (называемого «HDS») можно назвать кремнеземы Ultrasil 7000 и Ultrasil 7005 компании Degussa, кремнеземы Zeosil 1165МР, 1135МР и 1115МР компании Rhodia, кремнезем Hi-Sil EZ150G компании PPG, кремнеземы Zeopol 8715, 8745 и 8755 компании Huber, кремнеземы с высокой удельной поверхностью, описанные в заявке WO 03/16837.
Используемый неорганический усиливающий наполнитель, в частности, если речь идет о кремнеземе, имеет, предпочтительно, поверхность ВЕТ, составляющую от 45 до 400 м2/г, более предпочтительно, составляющую от 60 до 300 м2/г.
Предпочтительным образом, для эластомерного материала общая доля усиливающего наполнителя (сажа и/или усиливающий неорганический наполнитель, такой, как кремнезем) превышает 30 рсе и, предпочтительно, составляет от 40 до 100 рсе; это позволяет обеспечить эластомерному материалу хорошую сопротивляемость образованию трещин при сохранении малого гистерезиса.
Предпочтительным образом, средний размер (в массе) наночастиц составляет от 20 до 200 нм, более предпочтительно, от 20 до 150 нм.
Для соединения усиливающего неорганического наполнителя с диеновым эластомером используют известным образом соединяющее вещество (или связующее вещество), по меньшей мере, двухфункциональное, предназначенное для обеспечения достаточного соединения физической или химической природы между неорганическим наполнителем (поверхностью этих частиц) и диеновым эластомером, в частности, двухфункциональные органосиланы или полиорганосилаксаны.
Используют, в частности, полисульфидные силаны, называемые «симметричными» или «асимметричными» в соответствии с их особой структурой, такие, как описаны, например, в заявках WO 03/002648 (или US 2005/016651) и WO 03/002649 (или US 2005/016650).
Подходят, в особенности, без того, чтобы нижеследующее определение являлось ограничивающим, полисульфидные силаны, называемые «симметричными», отвечающие общей следующей формуле (I):
(I) Z-A-Sx-A-Z, в которой
Х является целым числом от 2 до 8 (предпочтительно, от 2 до 5);
А обозначает двухвалентный углеводородный радикал (предпочтительно, алкиленовых образований из С1-С18 или алкиленовых образований из С6-С12, более предпочтительно, алкиленов из С1-С10, в частности, из С1-С4, в частности, пропилен);
Z соответствует нижеприведенным формулам:

в которых:
радикалы Rl, замещенные или незамещенные, идентичные или различные между собой, представляют алкильную группу из С1-С18, циклоалкильную из С5-С18 или арильную из С6-С18 (предпочтительно, группы алкильную из С1-С6, циклогексильную или фенильную, в частности, алкильные группы из С1-С4, в особенности, метил и/или этил);
радикалы R2, замещенные или незамещенные, идентичные или различные между собой, представляют группу алкоксильную из С1-С18 или циклалкоксильную из С5-С18 (предпочтительно, группа, выбранная из алкоксилов из С1-С8 и циклоалкоксилов из С5-С8, еще более предпочтительна группа, выбранная из алкоксилов из С1-С4, в частности, метоксил и этоксил).
В качестве примера полисульфидных силанов можно назвать, в особенности, полисульфиды бис(3-триметоксисилилпропил) или бис(3-триэтоксилилпропил). Из этих компонентов используют, в частности, тетрасульфид бис(3-триэтоксисилилпропил), сокращенно TESPT, или дисульфид бис-(триэтоксисилилпропил), сокращенно TESPD. В качестве предпочтительных примеров можно также назвать полисульфиды (в частности, дисульфиды, трисульфиды или тетрасульфиды бис-(моноалкоксил(С1-С4)-диалкил(С1-С4)силилпропил), более предпочтительно, тетрасульфид бис-моноэтоксидиметилсилилпропил, такой, как описан в заявке на патент WO 02/083782 (или US 2004/132880).
В качестве связующего вещества иного, нежели полисульфид алкоксилана, можно назвать, в частности, двухфункциональные POS (полиорганоксилоксаны) или также гидроксисилановые полисульфиды (R2=ОН в вышеприведенной формуле (I), такие, как описаны в заявках на патент WO 02/30939 (или US 6,774,255) и WO 02/31041 (или US 2004/051210), либо также силаны или носители POS азо-дикарбонильные функциональные соединения, такие, как описаны, например, в заявках на патент WO 2006/125532, WO 2006/125533, WO 2006/125534.
В композициях эластомерного материала в соответствии с объектом изобретения содержание связующего вещества, предпочтительно составляет от 3 до 12 рсе, более предпочтительно от 4 до 9 рсе.
Специалист поймет, что в качестве эквивалентного наполнителя, описанного в настоящем разделе, органического усиливающего наполнителя мог бы быть использован усиливающий наполнитель другой природы, в частности, органической, как только этот усиливающий наполнитель был бы покрыт неорганическим слоем, таким, как кремнезем, либо мог бы содержать на своей поверхности функциональные зоны, в частности, гидроксильные, требующие использования связующего вещества для обеспечения связи между наполнителем и эластомером.
(2) Различные добавки
Композиция эластомерного материала может также содержать полностью или частично обычно используемые в эластомерных композициях добавки, предназначенные для изготовления пневматических шин, как, например, пигменты, защитные вещества, такие, как антиозонный воск, химические антиозонанты, антиоксиданты, противоусталостные вещества, усиливающие смолы, акцепторы (например, фенольно-новолачная смола) или доноры метилена (например, НМТ или Н3М), такие, как описаны, например, в заявке WO 02/10269, сшивающая система на основе или серы, или доноров серы, и/или пироксида, и/или бисмалиидов, ускорителей вулканизации, активаторов вулканизации.
Дополнительно состав эластомерного материала может содержать связывающие вещества, соединительные активаторы, вещества, покрывающие неорганические наполнители, и, в общем, вспомогательные вещества для изготовления, способные известным образом, благодаря улучшению дисперсии наполнителя на резиновой основе и снижению вязкости композиций, улучшить их способность к изготовлению в сыром состоянии; этими веществами являются, например, гидролизуемые силаны, такие, как алкилалкоксиланы, полиолы, простые полиэфиры, первичные, вторичные и третичные амины, гидролизуемые или гидроксилированные полиорганосилоксаны.
Эластомерный материал может также содержать в качестве предпочтительного неароматического или слабоароматического вещества, по меньшей мере, компонент, выбранный из группы, образованной нафтеновыми, парафиновыми маслами, маслами MES, маслами ТDAE, сложноэфирными пластификаторами (например, триолеатами глицерола), углеводородными смолами, имеющими высокую Тg, предпочтительно превышающую 30єС, такими как описаны, например, в заявках WO 2005/087859, WO 2006/061064 и WO 2007/017060 и смесями таких компонентов. Общая доля таких предпочтительных пластифицирующих веществ составляет от 10 до 100 рсе, более предпочтительно составляет от 20 до 80 рсе, особенно в области от 10 до 50 рсе.
Среди упомянутых выше углеводородных пластифицирующих смол (напомним, что название «смола» сохранено для определения твердого компонента) можно назвать, в частности, смолы гомо- и сополимеры альфапинена, бетапинена или полимонена, фракции С5, например, сополимеры фракция С5/стирол или сополимер фракция С5/фракция С9, используемые самостоятельно или в комбинации с пластифицирующими маслами MES или TDAE.
(3) Эбонит
В соответствии с особым вариантом изготовления эластомерного материала покрывающего слоя используют композицию на основе, по меньшей мере, диенового эластомера и очень сильно наполненную серой.
В предпочтительном процентном составе композиция содержит более 30 частей серы на 100 частей эластомера.
Покрывающий слой с таким эластомерным материалом может предпочтительно содержать совокупность двухмерных волокон, таких как тканая или нетканая с очень малой объемной плотностью перед пропиткой.
Преимуществом такого покрывающего слоя после вулканизации заготовки пневматической шины является очень большая жесткость, весьма предпочтительная для поведения пневматических шин на заснеженной дороге, когда ориентация вырезов покрывающего слоя имеет ориентацию с составляющей, нормальной относительно окружного направления пневматической шины.
(4) Подготовка
Композиция эластомерного материала на основе диенового каучука изготовлена в соответствующих смесителях с использованием двух последовательных подготовительных фаз в соответствии с хорошо известной специалистам процедурой: первая рабочая фаза или термомеханическое смешивание (иногда называемой «непродуктивной» фазой) при высокой температуре до максимальной температуры, составляющей от 130°С до 200°С, предпочтительно от 145°С до 185°С, за которой следует вторая механическая рабочая фаза (иногда называемой «продуктивной» фазой) при более низкой температуре, обычно меньшей 120°С, например, от 60°С до 100°С, окончательная фаза, в ходе которой встраивается система сшивания или вулканизации.
Совокупность волокон далее пропитывается этой композицией, как указывалось ранее, путем каландрирования в горячем состоянии, литья под давлением или впрыскивания под давлением.
2. Термопластичный эластомер
В соответствии со вторым вариантом изготовления эластомерного материала покрывающего слоя композиция этого эластомерного материала выполнена, по меньшей мере, на основе термопластичного эластомера, при этом термопластичный эластомер является блок-сополимером, содержащим, по меньшей мере, блок-эластомер и, по меньшей мере, термопластичный блок.
а) Термопластичный эластомер (ТПЕ)
Термопластичные эластомеры (сокращенно «ТРЕ») имеют промежуточную структуру между термопластичными полимерами и эластомерами. Это блок-сополимеры, образованные жесткими термопластичными блоками, связанными упругими эластомерными блоками.
Термопластичный эластомер, используемый для осуществления изобретения, является блок-сополимером, при этом химическая природа термопластичных блоков и блок-эластомеров может изменяться.
(1) Структура ТРЕ
Средняя молекулярная масса в большинстве (обозначаемая Mn) ТРЕ предпочтительно составляет от 30000 до 500000 г/моль, более предпочтительно составляет от 40000 до 400000 г/моль. Ниже указанного минимума когезия между эластомерными цепями ТРЕ, в частности, вследствие его возможного разжижения (в присутствии разбавляющего масла) может ухудшиться; с другой стороны, увеличение температуры использования может ухудшить механические свойства, в частности, разрывные качества, следствием чего является ухудшение рабочих характеристик «в горячем состоянии». Однако слишком высокая масса Mn может быть вредной при внедрении. Так, было обнаружено, что величина, находящаяся в области от 50000 до 300000 г/моль была особенно подходящей, в частности, при использовании ТРЕ в композиции для покрывающего слоя.
Средняя молекулярная масса в большинстве (Mn) эластомера ТРЕ определена известным образом, с помощью стерической эксклюзионной хроматографии (SEC). Например, в случае стироловых термопластичных эластомеров проба предварительно растворяется в тетрагидрофуране до концентрации примерно 1 г/л; затем раствор фильтруют через фильтр с пористостью 0,45 мкм перед впрыскиванием. Используемым оборудованием является хроматографическая система «WATERS alliance». Разбавляющим растворителем является тетрагидрофуран, расход 0,7 мл/мин, температура системы 35єС и продолжительность анализа 90 мин. Используют систему из четырех последовательных колонок WATERS с коммерческими названиями «STYRAGEL» («HMW7», «HMW6E» и две «HT6E»). Инжектируемый объем раствора образца полимера составляет 100 мкл. Детектором является дифференциальный рефрактометр «WATERS 2410», а его соответствующим программным обеспечением для обработки хроматографических данных является система «WATERS MILLENIUM». Рассчитанные средние молярные массы соотносят с эталонной кривой, выполненной с полистироловым эталоном. Условия приемлемы для специалиста.
Величина индекса полидисперсности Ip (напомним: Ip=Mw/Mn, где Mw - средняя молекулярная масса по весу и Mn - средняя молекулярная масса в большинстве) ТРЕ предпочтительно меньше 3; более предпочтительно меньше 2 и еще более предпочтительно меньше 1,5.
В настоящей заявке, когда касаются температуры стеклования ТРЕ, речь идет о Tg блок-эластомера. ТРЕ имеет предпочтительно температуру стеклования (“Tg”), которая предпочтительно меньше или равна 25°С, более предпочтительно меньше или равна 10°С. Величина Tg, большая этих минимумов, может ухудшить рабочие характеристики покрывающего слоя в процессе использования при низкой температуре; для такого использования Tg ТРЕ должна быть предпочтительно еще меньше или равна -10°С. Также предпочтительно, чтобы Тg ТРЕ превышала -100°С.
Известным образом, ТРЕ имеет два пика температуры стеклования (Тg, измеренная в соответствии с ASTM), более низкая температура относится к эластомерной части ТРЕ, а более высокая температура относится к термопластичной части ТРЕ. Таким образом, упругие блоки ТРЕ определяются Тg, меньшей температуры окружающей среды (25°С), тогда как твердые блоки имеют высокую Тg.
Для того, чтобы иметь одновременно эластомерную и термопластичную природу, ТРЕ должен быть снабжен достаточно несовместимыми блоками (то есть различными по массе, полярности или их соответствующими Тg) для сохранения их параметров, свойственных термопластичному или эластомерному блоку.
ТРЕ могут быть сополимерами с малым количеством блоков (менее 5, обычно 2 или 3), в этом случае блоки имеют повышенные массы, превышающие 15000 г/моль. Эти ТРЕ могут быть, например, двухблочными сополимерами, содержащими термопластичный блок и блок-эластомер. Они часто являются также трехблочными эластомерами с двумя жесткими сегментами, связанными упругим сегментом. Жесткие и упругие сегменты могут быть расположены линейно, ветвисто или звездообразно. Обычно каждый из этих сегментов или блоков содержит как минимум более 5, обычно более 10 базовых комплексов (например, стироловые комплексы и бутадиеновые комплексы для блок-сополимера стирол/бутадиен/стирол).
ТРЕ могут содержать также большое количество более маленьких блоков (более 30, обычно от 50 до 500), в этом случае блоки, предпочтительно, имеют мало повышенную массу, например, от 500 до 5000 г/моль, причем эти блоки будут называться в дальнейшем мультиблочными ТРЕ, которые представляют собой цепи блок-эластомеры - термопластичные блоки.
В соответствии с первым вариантом ТРЕ выполнен линейной формы. Например, ТРЕ является двухблочным сополимером: термопластичный блок/блок-эластомер. ТРЕ может также быть трехблочным сополимером: термопластичный блок/блок-эластомер/термопластичный блок, то есть центральный блок эластомер и два крайних термопластичных блока с каждой из двух крайних частей блок-эластомера. Также мультиблочный ТРЕ может быть линейной цепью блок-эластомеры - термопластичные блоки.
В соответствии с другим вариантом изобретения ТРЕ по изобретению может быть звездообразной формы, по меньшей мере, с тремя ветвями, например, ТРЕ может также состоять, по меньшей мере, из звездообразного блок-эластомера и термопластичного блока, расположенного на конце каждой из ветвей блок-эластомера. Количество ветвей центрального эластомера может изменяться, например, от 3 до 12 и, предпочтительно, от 3 до 6.
В соответствии с другим вариантом изобретения ТРЕ имеет ветвистую или дендримерную форму. ТРЕ может, таким образом, состоять из ветвистого или дендримерного эластомера и термопластичного блока, расположенного на конце ветвей дендримерного блок-эластомера.
(2) Природа эластомерных блоков
Блок-эластомеры для использования в изобретении могут все являться известными специалисту эластомерами. Предпочтительно, они имеют Tg, меньшую 25°С, предпочтительно, меньшую 10°С, более предпочтительно, меньшую 0°С, и особенно предпочтительно, меньшую -10°С. Также предпочтительно, Tg блок-эластомера ТРЕ превышает -100°С.
Для блок-эластомеров с углеродной цепью, если эластомерная часть ТРЕ не имеет этиленовой ненасыщенности, говорят о насыщенном блок-эластомере. Если блок эластомер ТРЕ содержит этиленовые ненасыщенности (то есть двойные связи углерод-углерод), то в этом случае говорят о ненасыщенном или диеновом эластомере.
Насыщенный блок эластомер образован полимерной последовательностью, полученной путем полимеризации, по меньшей мере, одного (то есть одного или нескольких) этиленового мономера, то есть содержащего двойную связь углерод-углерод. Среди блоков, полученных из этих этиленовых мономеров, можно назвать полиалкиленовые блоки, такие как статистические сополимеры этилен-пропилен или этилен-бутилен. Эти насыщенные эластомерные блоки могут быть также получены путем гидрогенизации ненасыщенных блок-эластомеров. Речь также может идти об алифатических блоках, полученных из семейства простых полиэфиров, сложных полиэфиров или поликарбонатов.
В случае насыщенных эластомерных блоков этот блок-эластомер ТРЕ, предпочтительно, мажоритарно состоит из этиленовых комплексов. Под мажоритарностью понимают весовую долю этиленового мономера, более высокую относительно общего веса блок-эластомера, предпочтительно, весовую долю, большую 50%, более предпочтительно, большую 75% и, еще более предпочтительно, большую 85%.
Диены, сопряженные в С4-С14, могут быть сополимеризованными с этиленовыми мономерами. Речь, в данном случае, идет о статистических сополимерах. Предпочтительно, эти сопряженные диены выбраны из группы, содержащей изопрен, бутадиен, 1-метилбутадиен, 2-метилбутадиен, 2,3-диметил-1,3-бутадиен, 2,4-диметил-1,3-бутадиен, 1,3-пентадиен, 2-метил-1,3-пентадиен, 3-метил-1,3-пентадиен, 4-метил-1,3-пентадиен, 2,3-диметил-1,3-пентадиен, 1,3-гексадиен, 2-метил-1,3-гексадиен, 3-метил-1,3-гексадиен, 4-метил-1,3-гексадиен, 5-метил-1,3-гексадиен, 2,3-диметил-1,3-гексадиен, 2,4-диметил-1,3-гексадиен, 2,5-диметил-1,3-гексадиен, 2-неопентилбутадиен, 1,3-циклопентадиен, 1,3-циклогексадиен, 1-винил-1,3-циклагексадиен или их смесь. Более предпочтительно, сопряженным диеном является изопрен или смесь, содержащая изопрен.
В случае ненасыщенных эластомерных блоков этот блок эластомер ТРЕ предпочтительно состоит мажоритарно из диеновой эластомерной части. Под мажоритарностью понимают весовую долю диенового мономера, наиболее высокую по отношению к общему весу блок-эластомера и, предпочтительно, весовую долю, большую 50, более предпочтительно, большую 75% и, еще более предпочтительно, большую 85%. Альтернативно, ненасыщенность ненасыщенного блок-эластомера может проистекать из мономера, содержащего двойную связь и ненасыщенность циклического типа, это, например, случай полинорборнена.
Предпочтительно, диены, сопряженные в С4-С14, могут быть полимеризованы или сополимеризованы для образования диенового блок-эластомера. Предпочтительно, эти сопряженные диены выбраны из группы, содержащей изопрен, бутадиен, пиперилен, 1-метилбутадиен, 2-метилбутадиен, 2,3-диметил-1,3-бутадиен, 2,4-диметил-1,3-бутадиен, 1,3-пентадиен, 2-метил-1,3-пентадиен, 3-метил-1,3-пентадиен, 4-метил-1,3-пентадиен, 2,3-диметил-1,3-пентадиен, 2,5-диметил-1,3-пентадиен, 2-метил-1,4-пентадиен, 1,3-гексадиен, 2-метил-1,3-гексадиен, 2-метил-1,5-гексадиен, 3-метил-1,3-гексадиен, 4-метил-1,3-гексадиен, 5-метил-1,3-гексадиен, 2,5-диметил-1,3-гексадиен, 2,5-диметил-2,4-гексадиен, 2-неопентил-1,3-бутадиен, 1,3-циклопентадиен, метилциклопентадиен, 2-метил-1,6-гептодиен, 1,3-циклогексадиен, 1-винил-1,3-циклогексадиен или их смеси. Более предпочтительно, сопряженным диеном является изопрен или бутадиен, или смесь, содержащая изопрен и/или бутадиен.
В соответствии с вариантом мономеры, полимеризованные для образования эластомерной части ТРЕ, могут быть сополимеризованы статистическим образом, по меньшей мере, с другим мономером для образования блок-эластомера. В соответствии с этим вариантом молярная фракция полимеризованного полимера, иная, нежели этиленовый мономер, по отношению к общему количеству звеньев полимерной цепи блок-эластомера должна быть такой, чтобы этот блок сохранял свои эластомерные свойства. Предпочтительно, молярная фракция этого другого сомономера может составлять от 0 до 50%, более предпочтительно от 0 до 45%, и еще более предпочтительно, от 0 до 40%.
В качестве примера этот другой мономер, способный сополимеризоваться с первым мономером, может быть выбран из этиленовых мономеров, таких, как определены выше (например, этилен), диеновых мономеров, в особенности сопряженных диеновых мономеров, имеющих от 4 до 14 атомов углерода, как указано выше (например, бутадиен), мономеров винилароматического типа, имеющих от 8 до 20 атомов углерода, как определено ниже, или также речь может идти о таком мономере, как винилацетат.
Когда сомономер является сомономером винилароматического типа, он представляет, предпочтительно, фракцию звеньев полимерной цепи в общем количестве полимерных звеньев термопластичного блока от 0 до 50%, предпочтительно, от 0 до 45% и, еще более предпочтительно, от 0 до 40%. В качестве винилароматических компонентов подходят, в частности, упомянутые выше стироловые мономеры, а именно, метилстиролы, пара-три-бутилстирол, хлоростиролы, бромостиролы, фторостиролы, либо также пара-гидроксистирол. Предпочтительно, сомономером винилароматического типа является стирол.
В соответствии с предпочтительным вариантом воплощения изобретения эластомерные блоки ТРЕ представляют, в общем, среднюю молекулярную массу в большинстве (“Mn”) от 25000 г/моль до 350000 г/моль, предпочтительно, от 35000 г/моль до 250000 г/моль для того, чтобы придать ТРЕ хорошие эластомерные свойства, достаточную механическую прочность и сравнимую с использованием в покрывающем слое боковой поверхности скульптурного элемента протектора пневматической шины.
Эластомерный блок может также являться блоком, содержащим несколько типов указанных выше этиленовых, диеновых или стироловых мономеров.
Блок-эластомер может быть также образован из нескольких блок-эластомеров, описанных выше.
(3) Природа термопластичных блоков
Для определения термопластичных блоков будет использована характеристика температуры стеклования (Тg) жесткого термопластичного блока. Эта характеристика хорошо известна специалистам. Она, в частности, позволяет выбрать температуру промышленного внедрения (преобразования). В случае аморфного полимера (или полимерного блока) температура использования выбирается, по существу, превышающей Тg. В особом случае полукристаллического полимера (или полимерного блока) можно следовать температуре плавления, превышающей температуру стеклования. В этом случае это скорее температура плавления (Тf), которая позволяет выбрать температуру использования рассматриваемого полимера (или полимерного блока). Так, в дальнейшем, когда говорят «Тg (или Тf, в необходимом случае», следует считать, что речь идет об используемой температуре для выбора температуры использования.
В изобретении эластомеры ТРЕ содержат один или несколько термопластичных блоков, имеющих предпочтительно Тg (или Тf, в необходимом случае), превышающую или равную 80°С и образованных из полимеризованных мономеров. Предпочтительно, этот термопластичный блок имеет Тg (или Тf, в необходимом случае), находящуюся в области, изменяющейся от 80°С до 250°С. Предпочтительно, Тg (или Тf, в необходимом случае) этого термопластичного блока предпочтительно составляет от 80°С до 200°С, более предпочтительно от 80°С до 180°С.
Содержание термопластичных блоков в ТРЕ, как определено в изобретении, определяется, с одной стороны, свойствами термопластичности, которые должен иметь упомянутый сополимер. Термопластичные блоки, имеющие Тg (или Tf, в необходимом случае), превышающую или равную 80°С, предпочтительно представлены в пропорциях, достаточных для сохранения термопластичных свойств эластомера по изобретению. Минимальная доля термопластичных блоков, имеющих Тg (или Тf, в необходимом случае), превышающую или равную 80°С в ТРЕ, может изменяться в зависимости от условий использования сополимера. С другой стороны, способность ТРЕ деформироваться в процессе изготовления пневматической шины может также способствовать определению пропорции термопластичных блоков, имеющих Тg (или Тf, в необходимом случае), превышающую или равную 80°С.
Термопластичные блоки, имеющие Тg (или Тf, в необходимом случае), превышающую или равную 80°С, могут быть образованы из полимеризованных мономеров различной природы, в частности, они могут образовывать следующие блоки или их смеси:
- полиолефины (полиэтилен, полипропилен)
- полиуретаны;
- полиамиды;
- сложные полиэфиры;
- полиацетали;
- простые полиэфиры (полиоксид этилена, полифениленовый эфир);
- полисульфиды фенилена;
- полифториды (FEP, PFA, ETFE);
- полистиролы (детально представленные ниже);
- поликарбонаты;
- полисульфоны;
- полиметилметакрилат
- полиэфиримид
- термопластичные сополимеры, такие как сополимер акрилонитрил-бутадиен-стирол (ABS).
Термопластичные блоки, имеющие Тg (или Тf, в необходимом случае), превышающую или равную 80°С, могут быть также получены из мономеров, выбранных из следующих компонентов и их смесей:
- аценафтилен: специалист может обратиться к статье Z. Fodor и J.P. Kennedy, Polimer Bulletin 1992 29(6)697-705;
- инден и его производные, такие как, например, 2-метилинден, 3-метилинден, 4-метилинден, диметилинден, 2-фенилинден, 3-фенилинден и 4-фенилинден; специалист может обратиться, например, к патентному документу US 4946899 авторов Kennedy, Puskas, Kaszas и Hager и к документам J.E. Puskas, G. Kaszas, J.P. Kennedy, W.G. Hager Journal of Polimer Science Part A: Polymer Chemistry (1992) 30, 41 и J.P. Kennedy, N. Meguriya, B. Keszler, Macromolecules (1991) 24(25), 6572-6577;
- изопрен, приводящий к формированию определенного количества соединений полиизопрена 1,4-транс и циклированных соединений вследствие межмолекулярного процесса; специалист может, например, обратиться к документам G. Kaszas, J.E. Puskas, P. Kennedy Applied Polimer Science (1990) 39(1) 119-144 и J.E. Puskas, G. Kaszas, J.P. Kennedy, Macromolecular Science, Chemistry A28(1991)65-80.
Полистиролы получены из стироловых мономеров. Под стироловым мономером следует понимать, разумеется, в настоящем описании, любой мономер, содержащий стирол, как замещенный, так и незамещенный; среди замещенных стиролов могут быть названы, например, метилстиролы (например, о-метилстирол, м-метилстирол, или р-метилстирол, альфа-метилстирол, альфа-2-метилстирол, альфа-2 диметилстирол, альфа-4-диметилстирол или дифенилэтилен), пара-три-бутилстирол, пара-три-бутилстирол, хлорстирол, например, o-хлорстирол, м-хлорстилол, р-хлорстирол, 2,4-дихлорстирол, 2,6-дихлорстирол или 2,4,6-трихлорстирол), бромстиролы (например, о-бромстирол, м-бромстирол, р-бромстирол, 2,4-дибромстирол, 2,6-дибромстирол или 2,4,6-трибромстирол), фторстиролы (например, о-фторстирол, м-фторстирол, р-фторстирол, 2,4-дифторстирол, 2,6-дифторстирол или 2,4,6-трифторстирол) либо также пара-гидроксистирол.
В соответствии с предпочтительным вариантом воплощения изобретения весовая доля стирола в эластомере ТРЕ составляет от 5% до 50%. Ниже указанного минимума термопластические свойства эластомера рискуют ухудшиться, тогда как выше упомянутого максимума эффективность покрывающего слоя может ухудшиться. По этим причинам доля стирола предпочтительно составляет от 10% до 40%.
В соответствии с вариантом изобретения полимеризованный мономер, как указано выше, может быть сополимеризован, по меньшей мере, с другим мономером для образования термопластичного блока с Тg (или Тf, в необходимом случае), как показано выше.
В качестве примера этот другой мономер, способный сополимеризоваться с полимеризованным мономером, может быть выбран из диеновых мономеров, в частности, сопряженных диеновых мономеров, содержащих от 4 до 14 атомов углерода, и мономеров винилароматического типа, имеющих от 8 до 20 атомов углерода, как описано в части, касающейся блок-эластомера.
В соответствии с изобретением термопластичные блоки ТРЕ имеют, в общем, среднюю молекулярную массу в большинстве (“Mn”) от 5000 г/моль до 150000 г/моль так, чтобы придать ТРЕ хорошие эластометрические свойства и достаточную механическую прочность, и совместимые с использованием в покрывающем слое.
Термопластичный блок может также быть образован из нескольких термопластичных блоков, описанных выше.
(4) Примеры ТРЕ
Например, ТРЕ является сополимером, эластомерная часть которого является насыщенной и содержит стироловые блоки и алкиленовые блоки. Алкиленовые блоки являются, предпочтительно, этиленом, пропиленом или бутадиеном. Более предпочтительно, этот эластомер ТРЕ выбран в следующей группе, образованной двухблочными, линейными или звездообразными трехблочными сополимерами: стирол/этилен/бутилен (SEB), стирол/этилен/пропилен (SEP), стирол/этилен/этилен/пропилен (SEEP), стирол/этилен, бутилен/стирол (SEBS), стирол/этилен/пропилен/стирол (SPES), стирол/этилен/этилен/пропилен/стирол (SEEPS), стирол/изобутилен (SIB), стирол/изобутилен/стирол (SIBS) и смеси этих сополимеров.
В соответствии с другим примером ТРЕ является сополимером, эластомерная часть которого ненасыщена и который содержит стироловые блоки и диеновые блоки, причем эти диеновые блоки являются, в частности, изопреновым или бутадиеновым блоками. Более предпочтительно, этот эластомер ТРЕ выбран из следующей группы, образованной двухблочными линейными или звездообразными трехблочными сополимерами: стирол/бутадиен (SB), стирол/изопрен (SI), стирол/бутадиен/изопрен (SBI), стирол/бутадиен/стирол (SBS), стирол/изопрен/стирол (SIS), стирол/бутадиен/изопрен/стирол (SBIS) и смеси этих сополимеров.
Например, также ТРЕ является линейным или звездообразным сополимером, эластомерная часть которого содержит насыщенную часть и ненасыщенную часть, как например: стирол/бутадиен/бутадиен (SBB), стирол/бутадиен/бутадиен/стирол (SBBS) или смесь этих сополимеров.
Среди мультиблочных ТРЕ можно назвать сополимеры, содержащие блоки статистического сополимера этилена и пропилена/полипропилена, полибутадиена/полиуретана (TPU), простого полиэфира/сложного полиэфира (COPE), простого полиэфира/полиамида (РЕВА).
Возможно также, чтобы представленный выше в качестве примера ТРЕ являлся смесью в толще композиции эластомерного материала, покрывающего слоя в соответствии с вариантом изобретения.
В качестве примеров коммерчески распространяемых эластомеров ТРЕ можно назвать эластомеры типа SEPS, SEEPS или SEBS, выпускаемых компанией Krаton под названием “Kraton G” (например, продукты G1650, G1651, G1654, G1730) или компании Kuraray под названием “Septon” (например, «Septon 2007», «Septon 4033», «Septon 8004») или эластомеры типа SIS, выпускаемые компанией Kuraray под наименованием «Hybrar 5125», или выпускаемые компанией Kraton под наименованием «D1161», либо также эластомеры линейного типа SBS, выпускаемые компанией Polimeri Europa под наименованием «Europrene SOL T 166», или звездообразный SBS, выпускаемый компанией Kraton под наименованием «D1184». Можно также назвать эластомеры, выпускаемые компанией Dexco Polymers под наименованием «Vector» (например, «Vector 4114», «Vector 8508»). Среди мультиблочных ТРЕ можно назвать ТРЕ «Vistamaxx», выпускаемый компанией Exxon; ТРЕ СОРЕ, выпускаемый компанией DSM под наименованием «Arnitel», или компанией Dupont под наименованием «Hytrel», или компанией Ticona под наименованием «Riteflex»; ТРЕ РЕВА, выпускаемый компанией Arkema под наименованием «РЕВАХ»; ТРЕ TPU, выпускаемый компанией Sartomer под наименованием «TPU 7840», или компанией BASF под наименованием «Elastogran».
(5) Количество ТРЕ
В случае использования других эластомеров (нетермопластичных) в эластомерной термопластичной композиции один или несколько эластомеров ТРЕ образуют мажоритарную фракцию по весу. Так количество эластомера ТРЕ находится в области, которая изменяется от 65 до100 рсе, предпочтительно от 70 до 100 рсе. Разумеется, сумма количеств эластомеров ТРЕ и диенов всегда равна 100 рсе. Один или несколько эластомеров ТРЕ, предпочтительно, являются одним или единственными эластомерами покрывающего слоя.
(6) Другие элементы композиции
Композиция эластомерного материала может также содержать наполнители или различные уже описанные добавки.
(7) Подготовка
Эластомеры ТРЕ могут классическим образом быть изготовлены для ТРЕ путем экструзии или литья под давлением, например, из сырья, находящегося в форме шариков или гранул.
Эластомерный материал на основе термопластичного материала по изобретению подготовлен классическим образом, например, путем введения различных компонентов в двухшнековый экстудер для осуществления расплавления основного вещества и введения всех ингредиентов, затем использования фильеры, позволяющее получить профилированное изделие.
Пропитка совокупности волокон эластомерным материалом осуществляется затем, как ранее было указано, путем каландрирования в горячем состоянии или впрыска под давлением.
Если эластомерный блок ТРЕ является насыщенным эластомерным блоком, может явиться необходимым разместить между покрывающим слоем и соседней стенкой скульптурного элемента пленку или слой, или адгезионный слой, который будет содержать ТРЕ с ненасыщенным блок-эластомером для облегчения адгезии между упомянутым покрывающим слоем и слоем, соседним с протектором в толще конечной пневматической шины.
III. Протектор с покрывающим слоем
На фиг. 1 изображены контактные поверхности 2 блоков 1 прямоугольной формы скульптуры протектора по изобретению, причем упомянутые блоки 1 ограничены ориентирующими продольными 4 и поперечными или аксиальными 3 канавками. Каждый из этих блоков 1 содержит четыре боковых стороны 13, 14, 15, 16, пересечения которых с контактной поверхностью образуют соответственно кромки 23, 24, 25, 26, которые играют важную роль при движении по шоссе, ставшим скользким (в частности, из-за наличия воды или снега). Каждый блок 1 имеет прямоугольную форму шириной L1 и длиной L2 (направление длины L1 блоков в описываемом случае совпадает с продольным направлением протектора или также окружным направлением на пневматической шине, снабженной протектором).
Четыре боковых стороны 13, 14, 15, 16 полностью закрыты покрытием толщиной Е1 (изображенной на фиг.2), по существу постоянной (по всей высоте Нr покрытия, в настоящем случае равной глубине Н канавок) покрывающего слоя MR, отличающегося композицией резины МВ (далее называемой базовой композицией).
На поперечном разрезе 13 и 15, изображенном на фиг.2 и выполненном по линии II-II по фиг. 1 и перпендикулярном контактным поверхностям 2 двух блоков 1, различают наличие на поверхности слоя покрывающего материала MR на боковых сторонах 13 и 15, ограничивающих поперечные ориентирующие дорожки 3.
Представленные скульптурные элементы содержат слой покрывающего материала на всех их боковых поверхностях, но для достижения улучшения сцепления на заснеженной дороге боковые поверхности нормальны к окружному направлению пневматической шины или ориентация которых содержит составляющую, нормальную к окружному направлению, и должны быть предпочтительно закрыты покрывающим слоем.
В соответствии с этим вариантом воплощения изобретения покрывающий материал в новом состоянии простирается до кромки, образованной границей между контактной поверхностью и боковой поверхностью скульптурного элемента.
Толщина Е1 слоя покрывающего материала MR предпочтительно превышает 0,1 мм, более предпочтительно составляет от 0,25 до 3,5 мм в местах наложения.
В соответствии с другим (не представленным) вариантом изобретения, покрывающий материал в новом состоянии располагается радиально от дна выреза до расстояния Hr в 4 мм. Этот вариант воплощения полезен для придания пневматической шине увеличенного сцепления на заснеженной дороге, когда остальная часть протектора изношена. Это увеличенное сцепление особенно важно, когда покрывающие материалы расположены на боковых поверхностях, нормальных к окружному направлению пневматической шины или когда ориентация содержит компонент, нормальный к окружному направлению пневматической шины.
IV. Изготовление протектора с покрывающим слоем
А. Изготовление покрывающего слоя
Первым этапом изготовления протектора с покрывающим слоем является подготовка покрывающего слоя.
После выбора и придания соответствующих размеров совокупности тканых или нетканых волокон, эту совокупность волокон пропитывают одним или двумя слоями эластомерного материала в соответствии с толщиной подготовленного покрывающего слоя и природой совокупности волокон эластомерного материала.
Эта пропитка может осуществляться в горячем состоянии и, например, под давлением в литьевой форме.
В. Отливка протектора с покрывающим слоем
В нижеследующем описании, по существу, идентичные или подобные элементы со ссылками на одинаковые позиции. Средство изготовления такой структуры протектора заключается, например, в покрытии совокупности заготовки протектора, выполненной из базовой смеси, слоем покрывающего материала соответствующей толщины перед осуществлением литья под давлением протектора, канавок и разрезов. После литья покрывающая смесь, находящаяся на контактной стороне нервюры, может быть оставлена или же механически удалена (в частности, обточкой).
Другой промышленный способ изготовления протектора по изобретению может заключаться в размещении на заготовке не вулканизированной пневматической шины, снабженной протектором из не вулканизированной базовой смеси, полос различного покрывающего материала базовой смеси, как это описано в документе 0510550 (полосы могут быть расположены в окружном и/или поперечном направлении протектора). Другим способом изготовления протектора может заключаться в совместной экструзии двух смесей (или больше) в момент экструзии протектора.
Ниже будет описан предпочтительный способ изготовления. Далее в описании, по существу, идентичные или подобные элементы будут обозначены одинаковыми позициями.
Фиг. 5 изображает формующий элемент 41 в соответствии с вариантом изобретения.
В частности, формующий элемент 41 содержит формующую поверхность 43, предназначенную для отливки части поверхности качения пневматической шины. Формующий элемент 41 содержит также пластины 45, одна из которых изображена для облегчения понимания изобретения. Пластина в данном случае представляет собой ребро 45, предназначенное для выполнения канавки в протекторе пневматической шины. Под «канавкой» протектора понимают вырез в этом протекторе, ширина которого, то есть расстояние, разделяющее две боковых стенки этой канавки, превышает 2 мм. Ребро 45 простирается также в высоту от этой поверхности литейной формы 43. Ребро 45 простирается также в длину в продольном направлении Х, выступая из поверхности литейной формы 43. В литейной форме это направление может быть окружным направлением, которое следует по окружности литейной формы. Как вариант, продольное направление удлинения является поперечным направлением, перпендикулярным окружному направлению литейной формы. В другом варианте, это направление продольного удлинения является наклонным, образующим ненулевой угол с окружным направлением и поперечным направлением литейной формы.
Фиг. 5 изображает вид литейного элемента 41 в плоскости разреза, перпендикулярного относительно направления продольного удлинения Х. В этой плоскости разреза ребро 45 имеет сечение, симметричное относительно оси симметрии S. Ось симметрии S проходит в данном случае по ребру 45 и делит это ребро 43 на два полуребра шириной W/2.
Сечение ребра имеет в данном случае прямоугольную форму. Под «прямоугольной формой» понимают, что наружная поверхность ребра перпендикулярна боковым сторонам этого ребра, то есть боковые поверхности ребра образуют с наружной поверхностью этого ребра угол, составляющий от 85°С до 95°С.
Изобретение включает также случай, когда зоны соединения между боковыми поверхностями ребра и наружной поверхностью этого ребра скруглены, а также в случае, когда зоны соединения между боковыми поверхностями ребра и основанием также скруглены.
В дополнительных вариантах воплощения сечение ребра может принимать другую форму, нежели прямоугольную форму, такую как квадратная форма, треугольная форма и т.д.
Отмечается также, что сечение ребра 45 между двух точек пересечения А и В ребра 45 с поверхностью литейной формы 43 имеет профиль, показанный жирными чертами на фиг. 5. Этот профиль имеет профильную длину Lp, такую, как Lp=2*(Hc+W/2), то есть профильная длина Lp соответствует двум высотам Hc ребра 5, к которым добавлена ширина W этого ребра.
В примере на фиг. 5 точки А и В легко определяемы, боковые стенки ребра 45 перпендикулярны поверхности литейной формы 43. Как вариант, когда боковые стенки ребра соединены с литейной формой 43 двумя скругленными соединительными зонами, образующими две кольцевые арки точки соединения А и В, соответствуют пересечению арок круга с прямыми, проходящими по центрам арок круга и разделяющими эти арки на две идентичные полуарки.
Литейный элемент 41 на фиг. 5 содержит также два разрезающих средства 47, расположенных по обе стороны от ребра 45. Эти разрезающие средства расположены по длине в направлении, параллельном продольному направлению Х ребра 45. Под «параллельным направлением» понимают, что направление разрезающих средств образуют угол, составляющий от -5° до +5° с направлением продольного удлинения Х ребра. Высота Hlc разрезающих средств, по меньшей мере, равна Hc ребра.
Каждое разрезающее средство содержит конец 48, предназначенный для прорезания слоя 49 покрывающего материала, причем этот покрывающий материал закрывает сырую заготовку 41 протектора пневматической шины. В частности, каждое средство прорезания содержит на конце разрезающую кромку (представленную точкой на фиг. 5). Эта прорезающая кромка, расположенная в плоскости фиг. 5, имеет угол α, меньший или равный 60° (см. медальон на фиг. 5, представляющий в увеличенном виде конец одной из двух разрезающих кромок 47). В предпочтительном варианте воплощения угол б меньше или равен 35°.
Отметим, что эта разрезающая кромка может быть предварительно упрочнена для лучшего сохранения механических свойств. Например, разрезающая кромка может быть упрочнена в процессе особой обработки. Как вариант можно предусмотреть, чтобы материал, образующий разрезающую кромку был более твердый, чем другая часть литейной формы.
Следует отметить также, что разрезающее средство 47 расположено в литейном элементе 41 таким образом, что расстояние D между каждым концом разрезающих средств и осью симметрии S ребра 45 больше или равно половине длины Lp профиля сечения, при этом D=Hc+W/2. Другими словами, ось симметрии S пересекает профиль ребра 45 в точке С для образования двух полупрофилей. Первый полупрофиль соответствует сегменту А-С, а второй полупрофиль соответствует сегменту В-С. Для каждого разрезающего средства расстояние между ребром этого разрезающего средства и осью симметрии S меньше или равно длине полупрофиля, соседнего с этим разрезающим средством, то есть полупрофиль, принадлежащий к полуребру, расположен ближе к разрезающему средству. В примере на фиг.5 полупрофиль, наиболее близкий к разрезающему средству 47, является полупрофилем, соответствующим сегменту В-С.
Фиг. 6а-6d представляют более детально различные этапы размещения покрывающего материала в канавке протектора.
Фиг. 6а, в частности, показывает первый этап, на котором литейный элемент 41 и сырая заготовка 49 сближаются. Это сближение осуществляется, например, с помощью диафрагмы (не изображенной на чертеже) в литейной форме. Эта диафрагма под действием пара под давлением раздувается и давит на сырую заготовку к литейному элементу 41. В частности, фиг. 6а показывает момент, когда разрезающие средства 47 только что разрезали покрывающий материал 49. Этот этап разрезания облегчается режущими кромками разрезающих средств.
Фиг. 6b представляет второй этап, в котором ребро 45 начинает вдавливаться в сырую заготовку 51. В частности, на этом этапе ребро 45 входит в контакт с частью 53 разрезанного материала в слое покрывающего материала. Ребро 45 далее утапливает эту часть 53 в глубину сырой заготовки 51.
Следует отметить здесь, что высота Hlc разрезающих средств 47 превышает высоту Hc ребра 45. Таким образом, этап разрезания по фиг. 6а предшествует этапу вдавливания ребра 45 в сырую заготовку 51. Как вариант, можно предусмотреть, чтобы высота Hlc разрезающих средств 47 была одинаковой с высотой Hc ребра 45. В этом случае этап по фиг. 6а и этап по фиг. 6b осуществляется одновременно.
Фиг. 6с иллюстрирует третий этап, в котором ребро 45 вдавлено в сырую заготовку по всей высоте Hc. Блок части 53 покрывающего материала находится, таким образом, в сырой заготовке. После осуществления этого этапа можно приступать к вулканизации сырой заготовки, то есть ее переходу из пластического состояния в эластичное состояние резинового материала, образующего сырую заготовку.
Фиг. 6d представляет результат различных этапов литья и вулканизации сырой заготовки, изображенный на фиг. 6а-6с. Полученная таким образом часть протектора 55 содержит канавку 57, полученную литьем резины вокруг ребра 45, и два разреза 59, полученных при литье резины с помощью двух разрезающих средств 57. Следует отметить, что совокупность стенок канавки, то есть боковых стенок и стенки дна, по краям которого расположены боковые стенки, покрыты отрезанной частью 53 покрывающего материала.
V. Испытания
Было осуществлено несколько испытаний пневматических шин с протектором, содержащим покрывающие слои в вырезах.
Таблица 1 представляет различные выполненные испытания.
Таблица 2 дает характеристики используемых эластомерных материалов, а таблица 3 представляет результаты тестов на трение.
Р=16 бар
Т=9 минут
Р=16 бар
Т=9 минут
Р=16 бар
Т=11 минут
Р=16 бар
Т=20 минут
Р=16 бар
Т=9 минут
(2) Вискозный фетр, 100% вискозы, 275 г/м2, толщина: 1 мм (http://www.feutrine-express.fr/WWW.feutrine-express.fr).
(2) Раствор SBR (доля, выраженная в сухом SBR: 23% стирола, 15% полибутадиеновых звеньев 1-2 и полибутадиеновых звеньев 1-4транс (Tg=-52єC);
(4) Углеродная сажа N234;
(5) Масло MES (“Catenex SNR” компании Shell);
(6) Масло TDAE “Vivatec 500” компании Hansen & Rosenthal;
(7) Углеводородная смола типа С5 (“Vingtack 86” компании Crayvalley);
(8) Окись цинка (промышленное качество - компания Umicore);
(9) Стеарин («Pristerene» компании Uniquema);
(10) N-1,3-диметилбутил-N-фенилпарафенилендиамин («Santoflex 6-PPD» компании Flexsys); DPG = дифенилгуанидин (“Perkacit DPG” компании Fltxsys);
(11) N-циклогексил1-2-бензотиазил-сульфенамид («Santocure CBS» компании Flexsys).
Первое испытание было проведено с покрывающим слоем, образованным волокнами хлопковой ткани в качестве соединения волокон и слоя диеновой смеси МЕ1, сильно наполненной серой в качестве материала для пропитки эластомера.
Соединение было помещено в плиточный пресс под давлением в 16 баров при температуре в 160°С на 9 минут для осуществления пропитки ткани смесью. Конечная толщина покрывающего слоя составляла порядка 0,6 мм.
После пропитки ленты покрывающего слоя были помещены на поверхность заготовки протектора пневматической шины. Следует отметить, что часть хлопковых нитей (нити основы или утка) были ориентированы перпендикулярно направлению перемещения, предусмотренного при литье для того, чтобы они противодействовали любому растяжению покрывающего слоя в процессе литья.
Является предпочтительным разместить хлопковую ткань со стороны литейной формы, а не со стороны заготовки протектора для облегчения разрезания ткани и проскальзывания покрывающего слоя до своего размещения в вырезе.
Система размещается в литейной форме и операции литья, которые описаны на фиг. 6а-6d, выполняются без затруднений, хлопковая ткань позволяет точно разместить покрывающий слой в вырезах протектора. В частности, хлопковая ткань, очень тонкая, может быть без затруднений разрезана кромками 47 и ребро 45, как предусмотрено, вводит покрывающий слой в вырезы 3, 4, 57 протектора.
Эластомерный материал МЕ1, сильно наполненный серой, проявляет свои свойства в сыром или предварительно вулканизированном ограниченном состоянии, полученным при горячей пропитке и при обычном давлении.
Доля серы, превышающая 20 рсе, позволяет получить материал покрывающего слоя с очень высоким модулем (модуль растяжения при деформации в 3% порядка от 300 до 1000 мПа), что является весьма предпочтительным для сцепления на заснеженной дороге).
Второе испытание А2 было также осуществлено с хлопковой тканью в качестве совокупности волокон, но со смесью МЕ2 с более высокой Тg.
Условия пропитки были идентичными условиям первого испытания, при этом хлопковая ткань быта размещена со стороны литейной формы, а материал МЕ2 был предварительно вулканизирован в процессе пропитки.
Литье было осуществлено, как и в предыдущем случае.
Три других испытания были выполнены с вискозным фетром в качестве совокупности волокон и одним или двумя слоями диеновой смеси МЕ2 в качестве пропитывающего эластомерного материала.
Используемый вискозный фетр имеет плотность 0,275. Дополнительные исследования, проведенные с вискозным фетром плотностью 0,145, также были удовлетворительными в том, что касается покрывающего слоя. Желательно, чтобы плотность превышала 0,10.
При испытании А3 вискозный фетр был размещен в виде сэндвича между двумя слоями смеси МЕ2 в идентичных условиях температуры и давления и в течение 11 минут. Это обеспечивает хорошую пропитку фетра смесью. Конечная толщина покрывающего слоя составляла 1,1 мм.
Операции литья протекают хорошо. Это означает, что внутренняя жесткость вискозного фетра была достаточной для обеспечения легкого скольжения покрывающего слоя и не расширялась при скольжении, так как этот слой находится точно в отрезанном участке, как было указано.
Испытание 4 является близким, с единственным отличием продолжительности пропитки в 20 минут вместо 11. Это, по существу, увеличило предварительную вулканизацию эластомерной смеси, была также отмечена большая легкость проскальзывания покрывающего слоя в полый вырез протектора.
Для испытания А5 для пропитки вискозного фетра был использован только один слой диеновой смеси МЕ2. Продолжительность операции пропитки составляла порядка 9 минут. Конечная толщина покрывающего слоя составляла порядка 0,6 мм.
Это исследование литья также протекало хорошо. Покрывающие слои, подобные слоям в исследованиях А3, А4 и А5, также были использованы для осуществления тестовых проб, описанных на фиг. 3 и 4. Три толщины покрывающих слов составляли: 1,1 мм, 0,8 мм и 0,5 мм. Отливка этих образцов осуществлялась таким образом, что каждый скульптурный блок имел слой покрывающего материала на одной из своих кромок. Эта кромка ориентирована по оси.
Контрольный образец был выполнен с использованием в качестве базовой смеси композиции протектора «снежного» типа. Та же смесь была использована в качестве базовой смеси в качестве испытуемых образцов.
Исследования трения на заснеженной дороге были осуществлены с этими образцами, и результаты представлены в таблице 3 в относительных величинах. Величина 100 относится к результату для контрольного образца. Величина, превышающая 100, обозначает повышенный коэффициент трения, характеристики сцепления которого являются более высокими. Величина, меньшая 100, обозначает коэффициент трения, меньший, чем для контрольного образца.
Смесь МЕ2 является базовой смесью SBR с очень высокой температурой стеклования Tg=-12°C. Композиция имеет динамический модуль на срез G* порядка 275 мПа при температуре -10°С, что придает ребрам образцов очень высокую жесткость при этой очень низкой температуре. Эта композиция имеет также динамический модуль на срез, гораздо более меньший при температуре 60°С, меньший 0,4 мПа.
Полученные результаты вызывают интерес по отношению к покрывающему слою, выполненному из материала с высоким модулем при низкой температуре. Отмечается также, что эффект этого покрывающего слоя с высокой жесткостью является тем более значительным, чем больше толщина покрывающего слоя.
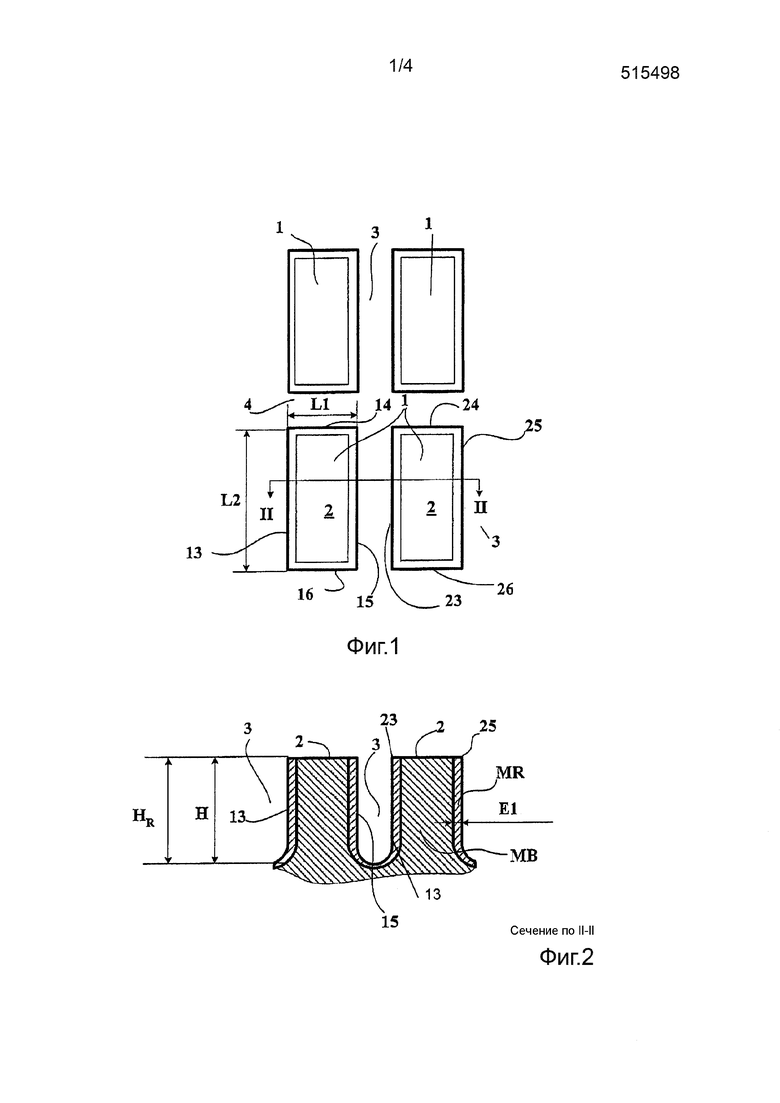
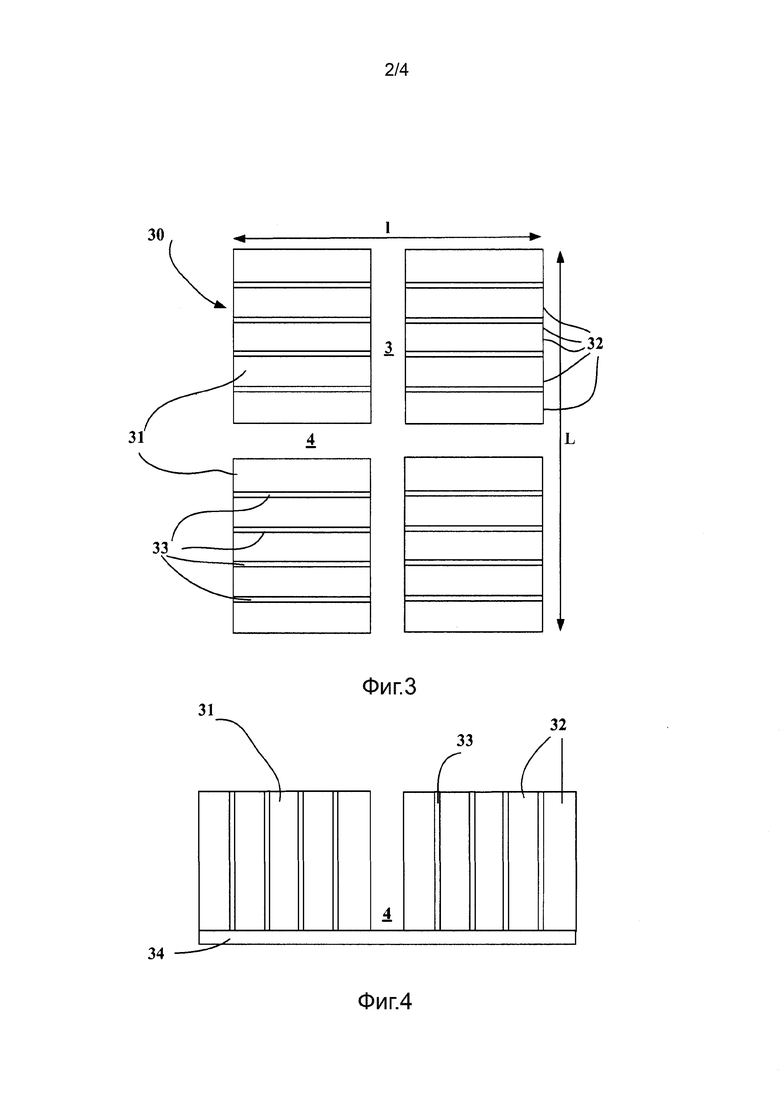


Изобретение относится к автомобильной промышленности. Протектор для пневматической шины содержит множество скульптурных элементов, включающих боковые стороны и контактную поверхность, предназначенную для осуществления контакта с шоссе в процессе движения пневматической шины, снабженной упомянутым протектором. Границу контакта контактной поверхности с дорогой образует, по меньшей мере, одна кромка. Также содержится множество вырезов в форме дорожки и/или разреза, при этом упомянутые вырезы ограничены боковыми сторонами, расположенными одна напротив другой. Каждый скульптурный элемент образован, по меньшей мере, одной первой резиновой смесью, называемой базовой смесью. На виде в разрезе в плоскости, нормальной к оси вращения упомянутой пневматической шины и пересекающей, по меньшей мере, одну контактную поверхность скульптурного элемента, по меньшей мере, один из вырезов, соседний к упомянутой контактной поверхности, покрыт, по меньшей мере, частично, покрывающим слоем. Покрывающий слой содержит совокупность тканых или нетканых волокон, которые являются длинными волокнами с длиной, превышающей 50 мм. Технический результат – улучшение характеристик пневматических шин на мокром покрытии. 31 з.п. ф-лы, 9 ил., 3 табл.
1. Протектор для пневматической шины, содержащий:
- множество скульптурных элементов с боковыми сторонами и контактной поверхностью, предназначенной для контакта с шоссе в процессе движения пневматической шины, снабженной упомянутым протектором, причем границу контактной поверхности с дорогой образует, по меньшей мере, одна кромка;
- множество вырезов в виде канавки и/или разреза, при этом упомянутые вырезы ограничены расположенными одна напротив другой боковыми сторонами;
- каждый скульптурный элемент образован, по меньшей мере, одной первой резиновой смесью, называемой базовой смесью,
отличающийся тем, что на виде в разрезе в плоскости, нормальной к оси вращения упомянутой пневматической шины и пересекающей, по меньшей мере, одну контактную поверхность скульптурного элемента, по меньшей мере, один из вырезов, соседний к упомянутой контактной поверхности, покрыт, по меньшей мере, частично, покрывающим слоем, причем покрывающий слой содержит совокупность тканых или нетканых волокон, которые являются длинными волокнами с длиной, превышающей 50 мм.
2. Протектор по п.1, в котором в покрывающем слое, содержащем эластомерный материал, совокупность волокон пропитана упомянутым эластомерным материалом.
3. Протектор по п.1, в котором совокупность волокон является двухмерной совокупностью упомянутых волокон.
4. Протектор по п.3, в котором упомянутая двухмерная совокупность является нетканой.
5. Протектор по п.3, в котором двухмерная совокупность является тканой.
6. Протектор по одному из пп.1 и 2, в котором совокупность волокон является объемной совокупностью длинных волокон.
7. Протектор по п.6, в котором объемная совокупность волокон является фетром.
8. Протектор по п.1, в котором волокна упомянутой совокупности волокон выбраны из группы текстильных волокон, минеральных волокон и их смесей.
9. Протектор по п.8, в котором волокна выбраны из группы, содержащей шелковые, хлопковые или шерстяные волокна.
10. Протектор по п.8, в котором длинные волокна выбраны из группы волокон целлюлозы, полиамида, арамида, полиэтилена, полипропилена, полиакриланитрила, полиимида, полисульфонов, простого эфира сульфонов, полиуретанов, поливинилового спирта, сложного эфира и хлорида поливинила.
11. Протектор по п.10, в котором волокна сложного полиэфира содержат волокна, выбранные из группы волокон полиэтилентерефталата, полибутилентерефталата и полиэтиленнафталата.
12. Протектор по п.1, в котором длинные волокна содержат минеральные волокна, выбранные из группы стеклянных, углеродных и базальтовых волокон.
13. Протектор по п.2, в котором объемная плотность соединения волокон перед пропиткой эластомерным материалом меньше 0,4 и предпочтительно меньше 0,25.
14. Протектор по п.2, в котором эластомерный материал является композицией на основе, по меньшей мере, диенового эластомера.
15. Протектор по п.14, в котором диеновый эластомер выбран из группы, содержащей полибутадиены, натуральный каучук, синтетические полиизопрены, сополимеры бутадиена, сополимеры изопрена и смеси этих эластомеров.
16. Протектор по п.15, в котором композиция сильно насыщена серой.
17. Протектор по п.16, в котором композиция содержит более 20 частей на 100 частей серосодержащего эластомера.
18. Протектор по п.2, в котором эластомерный материал выполнен на основе, по меньшей мере, термопластичного эластомера, при этом упомянутый термопластичный эластомер является блок-сополимером, содержащим, по меньшей мере, блок-эластомер и, по меньшей мере, термопластичный блок.
19. Протектор по п.18, в котором один или несколько блок-эластомеров блок-сополимера выбраны из эластомеров с температурой стеклования, меньшей 25°С.
20. Протектор по п.19, в котором один или несколько блок-эластомеров блок-сополимера выбраны из группы, образованной этиленовыми эластомерами, диеновыми эластомерами и их смесями.
21. Протектор по п.20, в котором один или несколько блок-эластомеров блок-сополимера являются диеновыми эластомерами, полученными из изопрена, бутадиена или смеси последних.
22. Протектор по п.18, в котором один или несколько термопластичных блоков блок-сополимера выбраны из полимеров, имеющих температуру стеклования, превышающую 80°С, и, в случае полукристаллического термопластичного блока, температуру плавления, превышающую 80°С.
23. Протектор по п.22, в котором один или несколько термопластичных блоков блок-сополимера выбраны из группы, содержащей полиолефины, полиуретаны, полиамиды, сложные полиэфиры, полиацетали, простые полиэфиры, полисульфиды фенилена, полифториды, полистиролы, поликарбонаты, полисульфоны, полиметилметакрилат, полиэфиримид, термопластичные сополимеры и их смеси.
24. Протектор по п.23, в котором один или несколько термопластичных блоков блок-сополимера выбраны из полистиролов.
25. Протектор по п.18, в котором один или несколько термопластичных эластомеров выбраны из группы, содержащей термопластичные эластомеры стирол/бутадиен (SB), стирол/изопрен (SI), стирол/бутадиен/изопрен (SBI), стирол/бутадиен/стирол (SBS), стирол/изопрен/стирол (SIS), стирол/бутадиен/изопрен/стирол (SBIS) и смеси этих сополимеров.
26. Протектор по п.18, в котором совокупность волокон пропитана материалом, содержащим, кроме того, по меньшей мере, пластифицирующее вещество.
27. Протектор по п.2, в котором динамический модуль среза G* эластомерного материала, подвергаемого максимальному переменному напряжению в 0,7 мПа при частоте 10 Гц и температуре -10°С, превышает 100 мПа и предпочтительно превышает 200 мПа.
28. Протектор по п.1, в котором толщина покрывающего слоя составляет от 0,4 до 3,5 мм.
29. Протектор по п.28, в котором толщина покрывающего слоя составляет от 0,4 до 1,0 мм.
30. Протектор по п.28, в котором толщина покрывающего слоя составляет от 2,0 до 3,0 мм.
31. Протектор по п.1, в котором покрывающий слой простирается от дна выемки на высоту Hr, по меньшей мере, равную 4 мм.
32. Протектор по п.31, в котором покрывающий слой в новом состоянии простирается до кромки, образованной границей между контактной поверхностью и боковой стороной упомянутого скульптурного элемента.
| ЗАВАРОЧНО-ОТКАЧНОЙ АВТОМАТ | 0 |
|
SU320215A1 |
| US 2010154948 A1, 24.06.2010 | |||
| EP 1982848 A1, 22.10.2008 | |||
| ОБТЮРАТОРНЫЙ ПОДДОН | 2019 |
|
RU2710042C1 |
| СПОСОБ ЛЕЧЕНИЯ ГИПЕРМЕТРОПИИ ВЫСОКОЙ СТЕПЕНИ | 1993 |
|
RU2042346C1 |
| JP 61119409 A, 06.06.1986 | |||
| JP 2004314783 A, 11.11.2004. | |||

