ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к абразивным изделиям и, в частности, способам формирования абразивных изделий.
УРОВЕНЬ ТЕХНИКИ
[0002] Абразивные частицы и абразивные изделия, выполненные из абразивных частиц, являются подходящими для различных работ, связанных с удалением материала, включая обдирку, чистовую обработку и полирование. В зависимости от типа абразивного материала такие абразивные частицы могут быть подходящими для профилирования или обдирки широкой разновидности материалов и поверхностей при изготовлении изделий. Известны различные типы абразивных частиц, которые имеют определенные конфигурации, например, абразивные частицы треугольной формы, и абразивные изделия, содержащие такие объекты. Это описано, например, в патентах США №№ 5,201,916; 5,366,523; и 5,984,988.
[0003] Некоторые основные способы, используемые для изготовления абразивных частиц, имеющих указанную форму, включают: (1) плавление, (2) спекание и (3) химическую обработку керамики. В процессе плавления абразивные частицы могут быть сформированы посредством охлаждающего ролика, поверхность которого может быть гравированной или не гравированной, литейной формы, в которую заливают расплавленный материал, или теплопоглощающего материала, погруженного в расплав электрокорунда. Например, в патенте США № 3,377,660 описан процесс, включающий этапы, согласно которым выливают расплавленный абразивный материал из плавильной печи на холодный вращающийся литьевой цилиндр, который быстро охлаждает материал для формирования тонкого полутвердого изогнутого листа с последующим уплотнением полутвердого материала прижимными роликами и последующим частичным растрескиванием полосы полутвердого материала за счет реверсирования его кривизны путём его отделения от цилиндра с использованием быстро перемещающегося охлажденного транспортера.
[0004] При способе спекания абразивные частицы могут быть сформированы из огнеупорных порошков, имеющих диаметр частиц 45 мкм или меньше. К порошкам могут быть добавлены связующие вещества наряду со смазкой и подходящим растворителем, например, водой. Результирующие смеси, или суспензии могут быть отформованы в пластинки или стержни различных длин и диаметров. Например, в патенте США № 3,079,242 описан способ изготовления абразивных частиц из кальцинированного бокситового материала, включающий этапы, согласно которым: (1) размалывают материал до состояния мелкого порошка, (2) уплотняют под положительным давлением и формуют тонкие частицы указанного порошка в агломераты, имеющие размер зерна, и (3) спекают агломераты частиц при температуре ниже температуры плавления боксита для индуцирования ограниченной перекристаллизации частиц, в результате чего могут быть получены абразивные зерна, точно соответствующие заданному размеру.
[0005] Способ химической обработки керамики охватывает преобразование коллоидной суспензии или гидрозоля (иногда называемого золем), в качестве варианта в смеси с растворами других металлических окисных предшествующих веществ, в гель, который сушат и обжигают для получения керамического материала. Это описано, например, в патентах США №№ 4,744,802 и 4,848,041.
[0006] Однако в промышленности имеется потребность в улучшении рабочих характеристик и повышении срока службы и эффективности абразивных частиц, а также абразивных изделий, в которых используются абразивные частицы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0007] Согласно первому аспекту абразивное изделие содержит: подложку; адгезионный слой, покрывающий подложку; первую профилированную абразивную частицу, соединенную с подложкой в первом положении; вторую профилированную абразивную частицу, соединенную с подложкой во втором положении; и причём первая профилированная абразивная частица и вторая профилированная абразивная частица расположены относительно друг друга с образованием управляемой незатеняющей структуры, при этом указанная управляемая незатеняющая структура содержит по меньшей мере два из следующего: заданная угловая ориентация, заданная поперечная ориентация и заданная продольная ориентация.
[0008] Согласно другому аспекту абразивное изделие содержит: подложку; адгезионный слой, покрывающий подложку; первую группу, включающую множество профилированных абразивных частиц, соединенных с подложкой, причём каждой из множества профилированных абразивных частиц первой группы присуща общая по меньшей мере одна из заданной угловой ориентации, заданной поперечной ориентации и заданной продольной ориентации; и вторую группу, включающую множество профилированных абразивных частиц, отличающихся от первой группы и соединенных с подложкой, причём каждой из множества профилированных абразивных частиц второй группы присуща общая по меньшей мере одна из заданной угловой ориентации, заданной поперечной ориентации и заданной продольной ориентации.
[0009] Согласно другому аспекту абразивное изделие содержит подложку и первую группу, включающую множество профилированных абразивных частиц, соединенных с подложкой в прерывистом слое, размещенных относительно друг друга с образованием незатеняющей структуры и имеющих одинаковую угловую ориентацию, одинаковую поперечную ориентацию, одинаковое пространство поперечной ориентации, одинаковую продольную ориентацию и одинаковое пространство продольной ориентации.
[0010] Согласно одному аспекту абразивное изделие содержит первую группу, включающую множество профилированных абразивных частиц, покрывающих подложку, причём множество профилированных абразивных частиц первой группы образует первый шаблон расположения относительно друг друга.
[0011] Согласно еще одному аспекту абразивное изделие содержит подложку и первую группу, включающую множество профилированных абразивных частиц, соединенных с подложкой в прерывистом слое, причём абразивные частицы указанного множество профилированных абразивных частиц первой группы характеризуются комбинацией по меньшей мере двух из следующего: одинаковой заданной угловой ориентации, одинаковой заданной поперечной ориентации, одинаковой заданной продольной ориентации, одинаковой заданной вертикальной высоты и одинаковой заданной высотой кончика.
[0012] Согласно одному аспекту абразивное изделие содержит множество профилированных абразивных частиц первой группы, покрывающих подложку, причём множество профилированных абразивных частиц первой группы образует незатеняющую структуру относительно друг друга, при этом по меньшей мере примерно 80% от общего количества профилированных абразивных частиц расположены в боковой ориентации относительно подложки.
[0013] Согласно одному аспекту способ формирования абразивного изделия включает этапы, согласно которым обеспечивают подложку, размещают первую профилированную абразивную частицу на подложке в первом положении, определенном по меньшей мере двумя из следующего: заданная угловая ориентация, заданная поперечная ориентация и заданная продольная ориентация, и размещают вторую профилированную абразивную частицу на подложке во втором положении, определенном по меньшей мере двумя из следующего: заданная угловая ориентация, заданная поперечная ориентация и заданная продольная ориентация.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Настоящее изобретение может быть лучше понято, и его многочисленные особенности и преимущества станут очевидными для специалистов при ссылке на сопроводительные чертежи.
[0015] На фиг. 1A показан вид сверху части абразивного изделия согласно одному варианту реализации.
[0016] На фиг. 1B в разрезе показана часть абразивного изделия согласно одному варианту реализации.
[0017] На фиг. 1C в разрезе показана часть абразивного изделия согласно одному варианту реализации.
[0018] На фиг. 1D в разрезе показана часть абразивного изделия согласно одному варианту реализации.
[0019] На фиг. 2A показан вид сверху части абразивного изделия, содержащего профилированные абразивные частицы согласно одному варианту реализации.
[0020] На фиг. 2B показан перспективный вид профилированной абразивной частицы на абразивном изделии согласно одному варианту реализации.
[0021] На фиг. 3A показан вид сверху части абразивного изделия согласно одному варианту реализации.
[0022] На фиг. 3B показан перспективный вид части абразивного изделия, содержащего профилированные абразивные частицы, имеющие заданные ориентационные характеристики относительно направления шлифования согласно одному варианту реализации.
[0023] На фиг. 4 показан вид сверху части абразивного изделия согласно одному варианту реализации.
[0024] На фиг. 5 показан вид сверху части абразивного изделия согласно одному варианту реализации.
[0025] На фиг. 6 показан вид сверху части абразивного изделия согласно одному варианту реализации.
[0026] На фиг. 7A показан вид сверху части абразивного изделия согласно одному варианту реализации.
[0027] На фиг. 7B показан перспективный вид части абразивного изделия согласно одному варианту реализации.
[0028] На фиг. 7C показан вид сверху незатеняющей структуры для формирования на части абразивного изделия согласно одному варианту реализации.
[0029] На фиг. 7D показан изображение части абразивного изделия с незатеняющей структурой профилированных абразивных частиц согласно одному варианту реализации.
[0030] На фиг. 8A показан перспективный вид профилированной абразивной частицы согласно одному варианту реализации.
[0031] На фиг. 8B в разрезе показана профилированная абразивная частица, показанная на фиг. 8A.
[0032] На фиг. 8C показан вид сбоку профилированной абразивной частицы согласно одному варианту реализации.
[0033] На фиг. 9 показана часть структуры выравнивания согласно одному варианту реализации.
[0034] На фиг. 10 показана часть структуры выравнивания согласно одному варианту реализации.
[0035] На фиг. 11 показана часть структуры выравнивания согласно одному варианту реализации.
[0036] На фиг. 12 показана часть структуры выравнивания согласно одному варианту реализации.
[0037] На фиг. 13 показана часть структуры выравнивания, включающей дискретные области контакта, содержащие адгезив согласно одному варианту реализации.
[0038] На фиг. 14A-14H показаны сверху вниз виды частей инструментов для формирования абразивных изделий, имеющих различные шаблонные структуры выравнивания, включающие дискретные области контакта адгезивного материала, согласно различным вариантам реализации настоящего изобретения.
[0039] На фиг. 15 показана система для формирования абразивного изделия согласно одному варианту реализации.
[0040] На фиг. 16 показана система для формирования абразивного изделия согласно одному варианту реализации.
[0041] На фиг. 17A-17C показаны системы для формирования абразивного изделия согласно одному варианту реализации.
[0042] На фиг. 18 показана система для формирования абразивного изделия согласно одному варианту реализации.
[0043] На фиг. 19 показана система для формирования абразивного изделия согласно одному варианту реализации.
[0044] На фиг. 20A показан инструмент, используемый для формирования абразивного изделия согласно одному варианту реализации.
[0045] На фиг. 20B показан инструмент, используемый для формирования абразивного изделия согласно одному варианту реализации.
[0046] На фиг. 20C показана часть абразивного изделия согласно одному варианту реализации.
[0047] На фиг. 21 показан график нормальной силы (N) в зависимости от количества проходов для Образца A и Образца B согласно испытанию на шлифуемость в Примере 1.
[0048] На фиг. 22 показано изображение части образца из примера согласно одному варианту реализации.
[0049] На фиг. 23 показано изображение части известного образца.
[0050] На фиг. 24 показана диаграмма количества вертикально ориентированных зерен/см2 и общего количества зерен/см2 для двух известных образцов и трех образцов согласно различным вариантам реализации.
[0051] На фиг. 25-27 показаны планы размещения профилированных абразивных частиц на подложке для формирования незатеняющих структур согласно различным вариантам реализации.
[0052] На фиг. 28 показан план размещения профилированных абразивных частиц на подложке для формирования незатеняющих структур согласно одному варианту реализации.
[0053] На фиг. 29 показано изображение известного образца с затеняющими структурами профилированных абразивных частиц на подложке.
[0054] На фиг. 30 показано изображение части поверхности заготовки, обработанной с использованием образца, представляющего вариант реализации настоящего изобретения.
[0055] На фиг. 31 показано изображение части поверхности заготовки, обработанной с использованием известного образца.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0056] Настоящее изобретение относится к способам формирования профилированных абразивных частиц, особенностям профилированных абразивных частиц, способам формования абразивных изделий с использованием профилированных абразивных частиц и особенностям абразивных изделий. Профилированные абразивные частицы могут быть использованы в различных абразивных изделиях, включая, например, изделия из абразивного материала со связкой, изделия с абразивным покрытием, и т.п.. В некоторых случаях абразивные изделия согласно настоящему изобретению, описанные в настоящей заявке, могут быть изделиями с абразивным покрытием, образованным одиночным слоем абразивных зерен и предпочтительно прерывистым одиночным слоем профилированных абразивных частиц, которые могут быть связаны или соединены с подложкой и использованы для съема материала с заготовок. Следует отметить, что профилированные абразивные частицы могут быть размещены управляемым способом таким образом, что профилированные абразивные частицы образуют заданное расположение относительно друг друга.
[0057] СПОСОБЫ ФОРМИРОВАНИЯ ПРОФИЛИРОВАННЫХ АБРАЗИВНЫХ ЧАСТИЦ
[0058] Для формирования профилированных абразивных частиц могут быть использованы различные способы. Например, профилированные абразивные частицы могут быть сформированы с использованием способов, таких как экструзия, литье под давлением, трафаретная печать, прокатка, плавление, прессование, отливка, сегментация, секционирование и комбинации вышеперечисленного. В некоторых случаях профилированные абразивные частицы могут быть сформированы из смеси, которая может включать керамический материал и жидкость. В некоторых случаях смесь может быть гелем, сформированным из керамического порошкового материала и жидкости, причём гель может быть охарактеризован как материал с устойчивой формой, по существу имеющий способность удерживать заданную форму даже в необработанном (т.е., необожженном) состоянии. Согласно одному варианту реализации гель может быть сформирован из керамического порошкового материала в форме интегрированной системы дискретных частиц.
[0059] Смесь может иметь некоторую долю сплошного материала, жидкого материала и добавок, в результате чего могут быть обеспечены подходящие реологические характеристики для формирования профилированных абразивных частиц. Таким образом, в ряде случаев смесь может иметь некоторую вязкость и предпочтительно подходящие реологические характеристики, которые облегчают формирование размерно устойчивой фазы материала. Размерно устойчивая фаза материала представляет собой материал, который может быть сформирован с определенной формой и по существу поддерживает эту форму таким образом, что она сохраняется в окончательно сформированном объекте.
[0060] Согласно одному варианту реализации смесь может быть сформирована с определенным содержанием сплошного материала, например, керамического порошкового материала. Например, согласно одному варианту реализации смесь может иметь содержание твердой фазы по меньшей мере примерно 25% по весу, например по меньшей мере примерно 35% по весу или даже по меньшей мере примерно 38% по весу от общего веса смеси. Однако, по меньшей мере в одном неограничивающем варианте реализации содержание твердой фазы в смеси может быть не больше чем примерно 75% по весу, например не больше чем примерно 70% по весу, не больше чем примерно 65% по весу, не больше чем примерно 55% по весу, не больше чем примерно 45% по весу или не больше чем примерно 42% по весу. Понятно, что доля твердых материалов в смеси может быть в пределах диапазона минимальных и максимальных процентных значений перечисленных выше.
[0061] Согласно одному варианту реализации керамический порошковый материал может включать окись, нитрид, карбид, борид, оксикарбид, оксинитрид и комбинации вышеперечисленного. В некоторых случаях керамический материал может включать оксид алюминия. В частности, керамический материал может включать материал бёмит, который может быть предшествующим веществом альфа-оксида алюминия. Термин "бёмит" в целом использован в настоящей заявке для обозначения гидратов оксида алюминия, включающих минерал бёмит, обычно представляющий собой Al2O3•H2O и имеющий содержание воды порядка 15%, а также псевдобёмит, имеющий содержание воды выше чем 15%, такое как 20-38% по весу. Следует отметить, что бёмит (включая псевдобёмит) имеет определенную и идентифицируемую кристаллическую структуру и соответственно уникальную рентгеновскую дифракционную картину, и также отличается от других глиноземных материалов, включая другие гидратированные окиси алюминия, например гидроокись алюминия (ATH), который представляет собой общий предшествующий материал, использованный в настоящей заявке для изготовления бёмитных зернистых материалов.
[0062] Кроме того, смесь может быть сформирована с определенным содержанием жидкого материала. Некоторые подходящие жидкости могут содержать воду. Согласно одному варианту реализации смесь может быть сформирована с содержанием жидкости меньше чем содержание в смеси твердой фазы. Согласно другим вариантам реализации смесь может иметь содержание жидкости по меньшей мере примерно 25% по весу, например по меньшей мере примерно 35% по весу, по меньшей мере примерно 45% по весу, по меньшей мере примерно 50% по весу или даже по меньшей мере примерно 58% по весу от общего веса смеси. Однако, по меньшей мере согласно одному неограничивающему варианту реализации содержание жидкости в смеси может быть не больше чем примерно 75% по весу, например не больше чем примерно 70% по весу, не больше чем примерно 65% по весу, не больше чем примерно 62% по весу или даже не больше чем примерно 60% по весу. Понятно, что доля жидкости в смеси может находиться в пределах диапазона минимальных и максимальных процентных значений перечисленных выше.
[0063] Кроме того, для некоторых способов смесь может иметь определенный динамический модуль упругости. Например, смесь может иметь динамический модуль упругости по меньшей мере примерно 1x104 Па, например по меньшей мере примерно 4x104 Па или даже по меньшей мере примерно 5x104 Па. Однако, согласно по меньшей мере одному неограничивающему варианту реализации смесь может иметь динамический модуль упругости не больше чем примерно 1x107 Па, например, не больше чем примерно 2x106 Па. Понятно, что динамический модуль упругости смеси 101 может находиться в пределах диапазона минимальных и максимальных значений перечисленных выше.
[0064] Динамический модуль упругости может быть измерен посредством системы параллельных пластин с использованием ротационного реометра ARES или AR-G2 и систем для регулирования температуры на основе элемента Пельтье. Для исследования смесь может быть экструдирована в промежуток между двумя пластинами, которые разнесены на расстояние примерно 8 мм друг от друга. После выдавливания геля в промежуток расстояние между указанными двумя пластинами, ограничивающими промежуток, уменьшают до 2 мм, пока смесь полностью не заполнит промежуток между пластинами. После удаления лишней смеси промежуток уменьшают на 0,1 мм и начинают испытание. Испытание представляет собой колебательное деформационное амплитудное испытание, которое проводят с приборными параметрами настройки диапазона деформации от 0,1% до 100% с частотой 6,28 радиан/с (1 Гц) с использованием параллельной пластины размером 25 мм и регистрацией 10 точек на декаду. Примерно 1 час спустя после завершения испытания уменьшают промежуток на ту же 0,1 мм и повторяют испытание. Испытание может быть повторено по меньшей мере 6 раз. Первое испытание может отличаться от второго и третьего испытаний. Следует регистрировать результаты только второго и третьего испытаний для каждого образца.
[0065] Кроме того, для облегчения обработки и формирования профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке, смесь может иметь определенную вязкость. Например, смесь может иметь вязкость по меньшей мере примерно 4x103 Па•с, по меньшей мере примерно 5x103 Па•с, по меньшей мере примерно 6x103 Па•с, по меньшей мере примерно 8x103 Па•с, по меньшей мере примерно 10x103 Па•с, по меньшей мере примерно 20x103 Па•с, по меньшей мере примерно 30x103 Па•с, по меньшей мере примерно 40x103 Па•с, по меньшей мере примерно 50x103 Па•с, по меньшей мере примерно 60x103 Па•с, по меньшей мере примерно 65x103 Па•с. По меньшей мере согласно одному неограничивающему варианту реализации смесь может иметь вязкость не больше чем примерно 100x103 Па•с, не больше чем примерно 95x103 Па•с, не больше чем примерно 90x103 Па•с или даже не больше чем примерно 85x103 Па•с. Понятно, что вязкость смеси может находиться в пределах диапазона минимальных и максимальных значений перечисленных выше. Вязкость может быть измерена тем же способом, что и динамический модуль упругости, как описано выше.
[0066] Кроме того, смесь может быть сформирована с определенным содержанием органических материалов, включая например, органические добавки, которые могут отличаться от жидкости, для облегчения обработки и формирования профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке. Некоторые подходящие органические добавки могут включать стабилизаторы, связующие вещества, такие как фруктоза, сахароза, лактоза, глюкоза, отверждаемые ультрафиолетом смолы и т.п.
[0067] Следует отметить, что в вариантах реализации, описанных в настоящей заявке, может быть использована смесь, которая может отличаться от суспензий, используемых в известных операциях формования. Например, доля органических материалов в смеси, в частности, доля любой из органических добавок, перечисленных выше, может быть небольшой по сравнению с долей других компонентов смеси. Согласно по меньшей мере одному варианту реализации смесь может быть сформирована с содержанием органического материала не больше чем примерно 30% по весу от общего веса смеси. Согласно другим вариантам реализации количество органических материалов может быть меньше, например не больше чем примерно 15% по весу, не больше чем примерно 10% по весу или даже не больше чем примерно 5% по весу. Однако, по меньшей мере согласно одному неограничивающему варианту реализации количество органических материалов в смеси может быть по меньшей мере примерно 0,01% по весу, например по меньшей мере примерно 0,5% по весу от общего веса смеси. Понятно, что количество органических материалов в смеси может находиться в пределах диапазона минимальных и максимальных значений перечисленных выше.
[0068] Кроме того, смесь может быть сформирована с определенным содержанием кислоты или основания, отличающихся от жидкости, для облегчения обработки и формирования профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке. Некоторые подходящие кислоты или основания могут включать азотную кислоту, серную кислоту, лимонную кислоту, хлорноватую кислоту, винную кислоту, фосфорную кислоту, азотнокислый аммоний, цитрат аммония. Согласно одному варианту реализации смесь может иметь pH фактор меньше чем примерно 5 и предпочтительно в пределах диапазона от примерно 2 до примерно 4 с использованием добавки на основе азотной кислоты.
[0069] Согласно одному способу формирования смесь может быть использована для формирования профилированных абразивных частиц способом трафаретной печати. В целом, способ трафаретной печати может включать экструзию смеси из формующей головки в отверстия трафарета, расположенные в области применения. Комбинация подложки с трафаретом, имеющим отверстия, и лентой, расположенной под трафаретом, может быть перемещена под формующей головкой, и смесь может быть доставлена в отверстия трафарета. Смесь, содержащаяся в отверстиях, позже может быть извлечена из отверстий экрана и остаться на ленте. Результирующие профилированные части смеси могут быть профилированными абразивными частицами предшествующего вещества.
[0070] Согласно одному варианту реализации трафарет может иметь одно или большее количество отверстий, имеющих заданную двумерную форму, которая может облегчить формирование профилированных абразивных частиц, имеющих по существу ту же самую двумерную форму. Понятно, что профилированные абразивные частицы могут иметь особенности, которые не могут быть скопированы из формы отверстия. Согласно одному варианту реализации отверстие может иметь различные формы, например форму многоугольника, овала, цифры, буквы греческого алфавита, буквы латинского алфавита, буквы русского алфавита, японского иероглифа, а также сложную форму, включающую комбинацию многоугольных форм, и комбинации вышеперечисленного. В некоторых случаях отверстия могут иметь двумерную многоугольную форму, например, треугольную, прямоугольную, четырехугольную, пятиугольную, шестиугольную, семиугольную, восьмиугольную, девятиугольную, десятиугольную и комбинации вышеперечисленного.
[0071] Следует отметить, что смесь может быть продавлена сквозь трафарет быстрым способом таким образом, что среднее время нахождения смеси в отверстии может быть меньше чем примерно 2 минуты, меньше чем примерно 1 минута, меньше чем примерно 40 секунд или даже меньше чем примерно 20 секунд. В некоторых неограничивающих вариантах реализации смесь по существу может оставаться неизменной во время печатания при ее перемещении сквозь отверстия трафарета без изменений количества компонентов в исходной смеси и без заметного высыхания в отверстиях трафарета.
[0072] Лента и/или трафарет могут быть перемещены с определенной скоростью для облегчения обработки. Например, лента и/или трафарет могут быть перемещены со скоростью по меньшей мере примерно 3 см/с. Согласно другим вариантам реализации скорость перемещения ленты и/или трафарета может быть больше, например по меньшей мере примерно 4 см/с, по меньшей мере примерно 6 см/с, по меньшей мере примерно 8 см/с или даже по меньшей мере примерно 10 см/с. Для некоторых способов согласно вариантам реализации, описанным в настоящей заявке, можно управлять скоростью перемещения ленты по сравнению со скоростью экструзии смеси для облегчения надлежащей обработки.
[0073] Можно управлять некоторыми параметрами обработки для облегчения формирования особенностей профилированных абразивных частиц из предшествующего вещества (т.е., частиц, полученных следующие в результате применения способа профилирования) и окончательно сформированных профилированных абразивных частиц, описанных в настоящей заявке. Некоторые примеры параметров способа могут включать расстояние выпуска, определяющее точку разделения между трафаретом и лентой относительно точки в пределах области применения, вязкость смеси, динамический модуль упругости смеси, механические свойства компонентов в пределах области применения, толщину трафарета, жесткость трафарета, доля твердой фазы в смеси, доля носителя в смеси, угол выпуска между лентой и трафаретом, скорость перемещения, температуру, доля антиадгезионного агента на ленте или на поверхностях отверстий трафарета, приложенное к смеси давление для облегчения экструзии, скорость ленты и комбинации вышеперечисленного.
[0074] После завершения процесса профилирования результирующие профилированные абразивные частицы из предшествующего вещества могут быть перемещены сквозь последовательность областей, в которых могут быть выполнены последующие этапы обработки. Некоторые подходящие примеры последующих этапов обработки могут включать сушку, нагрев, отверждение, реагирование, облучение, смешивание, встряхивание, перемешивание, планаризацию, кальцинирование, спекание, измельчение, просеивание, легирование и комбинации вышеперечисленного. Согласно одному варианту реализации предшествующие профилированные абразивные частицы могут быть перемещены сквозь дополнительную профилирующую область, в которой по меньшей мере одна наружная поверхность частиц может быть дополнительно профилирована. В дополнение к данному или согласно другому варианту реализации настоящего изобретения предшествующие профилированные абразивные частицы могут быть перемещены сквозь прикладную область, в которой легирующий материал может быть применен по меньшей мере к одной наружной поверхности предшествующих профилированных абразивных частиц. Легирующий материал может быть применен с использованием различных способов, включая, например, распыление, окунание, осаждение, пропитку, перенос, продавливание, резание, прессование, дробление и любую комбинацию вышеуказанного. В некоторых случаях в прикладной области может быть использована распыляющая форсунка или комбинация распыляющих форсунок для напыления легирующего материала на предшествующие профилированные абразивные частицы.
[0075] Согласно одному варианту реализации применение легирующего материала может включать применение определенного материала, например, предшественника. Некоторые примеры предшествующих материалов могут включать легирующий материал, который может быть внедрен в окончательно сформированные профилированные абразивные частицы. Например, соль металла может включать элемент или соединение, которые является предшественником для легирующего материала (например, металлический элемент). Понятно, что соль может находиться в жидкой форме, например, в смеси или растворе, содержащем соль и жидкость-носитель. Соль может включать азот и, в частности, может включать нитрат. Согласно другим вариантам реализации соль может быть хлоридом, сульфатом, фосфатом и комбинациями вышеперечисленного. Согласно одному варианту реализации соль может включать металлический нитрат, и, в частности, по существу состоять из металлического нитрата.
[0076] Согласно одному варианту реализации легирующий материал может включать элемент или соединение, например, щелочной элемент, щёлочноземельный элемент, редкоземельный элемент, гафний, цирконий, ниобий, тантал, молибден, ванадий или комбинации вышеперечисленного. Согласно одному варианту реализации легирующий материал включает элемент или соединение, включающее элемент, такой как литий, натрий, калий, магний, кальций, стронций, барий, скандий, иттрий, лантан, цезий, празеодим, ниобий, гафний, цирконий, тантал, молибден, ванадий, хром, кобальт, железо, германий, марганец, никель, титан, цинк и комбинации вышеперечисленного.
[0077] В некоторых случаях способ применения легирующего материала может включать выборочное размещение легирующего материала на наружной поверхности предшествующей профилированной абразивной частицы. Например, способ применения легирующего материала может включать применение легирующего материала к верхней поверхности или нижней поверхности предшествующих профилированных абразивных частиц. Согласно другому варианту реализации одна или большее количество боковых поверхностей предшествующих профилированных абразивных частиц могут быть обработаны таким образом, что к ним может быть применен легирующий материал. Понятно, что для применения легирующего материала к различным наружным поверхностям предшествующих профилированных абразивных частиц могут быть использованы различные способы. Например, для применения легирующего материала к верхней поверхности или боковой поверхности предшествующих профилированных абразивных частиц может быть использован способ напыления. Однако, согласно другому варианту реализации легирующий материал может быть применен к нижней поверхности предшествующих профилированных абразивных частиц, например, окунание, осаждение, пропитку или комбинации вышеперечисленного. Понятно, что поверхность ленты может быть обработана легирующим материалом для облегчения передачи легирующего материала к нижней поверхности предшествующих профилированных абразивных частиц.
[0078] Кроме того, предшествующие профилированные абразивные частицы могут быть перенесены на ленту сквозь область постформирующей обработки, в которой в отношении предшествующих профилированных абразивных частиц могут быть осуществлены различные способы, включая, например, сушку, как описано в вариантах реализации в настоящей заявке. В области постформирующей обработки могут быть осуществлены различные способы, включая обработку предшествующих профилированных абразивных частиц. Согласно одному варианту реализации область постформирующей обработки может включать процесс нагрева, в котором могут быть высушены предшествующие профилированные абразивные частицы. Сушка может включать удаление определенного количества материала, включая летучие компоненты, такие как вода. Согласно одному варианту реализации процесс сушки может быть осуществлен при температуре сушки, которая не больше чем примерно 300°C, например, не больше чем примерно 280°C или даже не больше чем примерно 250°C. Однако, согласно одному неограничивающему варианту реализации сушка может быть выполнена при температуре сушки по меньшей мере примерно 50°C. Понятно, что температура сушки может находиться в пределах диапазона минимальных и максимальных температур, перечисленных выше. Кроме того, предшествующие профилированные абразивные частицы могут быть перемещены сквозь область постформирующей обработки с определенной скоростью, например, по меньшей мере примерно 0,2 фут/мин (0,06 м/мин) и не больше чем примерно 8 фут/мин (2,4 м/мин).
[0079] Согласно одному варианту реализации способ формирования профилированных абразивных частиц дополнительно может содержать процесс спекания. Для некоторых способов согласно вариантам реализации, описанным в настоящей заявке, спекание может быть выполнено после сбора предшествующих профилированных абразивных частиц с ленты. Согласно другому варианту реализации настоящего изобретения спекание может представлять собой процесс, который осуществляют в то время, когда предшествующие профилированные абразивные частицы находятся на ленте. Спекание предшествующих профилированных абразивных частиц может быть использовано для уплотнения частиц, которые в целом находятся в сыром состоянии. В определенном случае способ спекания может облегчить формирование высокотемпературной фазы керамического материала. Например, согласно одному варианту реализации предшествующие профилированные абразивные частицы могут быть спечены таким образом, что формируется высокотемпературная фаза оксида алюминия, такая как альфа-оксид алюминия. Согласно одному варианту реализации профилированная абразивная частица может содержать альфа-оксид алюминия по меньшей мере примерно 90% по весу от общего веса частицы. Согласно другим вариантам реализации доля альфа-оксида алюминия может быть больше, так что профилированная абразивная частица по существу может состоять из альфа-оксида алюминия.
[0080] ПРОФИЛИРОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ
[0081] Профилированные абразивные частицы могут иметь различные формы. В общем, профилированные абразивные частицы могут иметь форму, близкую форме профилирующих компонентов, использованных в процессе формования. Например, профилированная абразивная частица может иметь заданную двумерную форму, видимую в любых двух измерениях трех измерений объемной формы, и в частности в измерениях, определенных длиной и шириной частицы. Некоторые примеры двумерных форм могут включать многоугольник, овал, цифру, букву греческого алфавита, букву латинского алфавита, букву русского алфавита, японский иероглиф, сложную форму, включающую комбинацию многоугольных форм, и комбинации вышеперечисленного. В некоторых случаях профилированная абразивная частица может иметь двумерную многоугольную форму, например, треугольную, прямоугольную, четырехугольную, пятиугольную, шестиугольную, семиугольную, восьмиугольную, девятиугольную, десятиугольную и комбинации вышеперечисленного.
[0082] В одном аспекте профилированные абразивные частицы могут иметь форму, показанную на фиг. 8A. На фиг. 8A показан перспективный вид профилированной абразивной частицы согласно одному варианту реализации. Кроме того, на фиг. 8B в разрезе показана профилированная абразивная частица, показанная на фиг. 8A. Тело 801 имеет верхнюю поверхность 803, нижнюю поверхность 804, противоположную верхней поверхности 803. Верхняя поверхность 803 и нижняя поверхность 804 могут быть разделены боковыми поверхностями 805, 806 и 807. Как показано на чертеже, тело 801 профилированной абразивной частицы 800 может иметь в целом треугольную форму при наблюдении в плоскости, заданной верхней поверхностью 803. В частности, тело 801 может иметь длину (Lmiddle), как показано на фиг. 8B, которая может быть измерена в нижней поверхности 804 тела 801 и которая проходит от угла в нижней поверхности, соответствующего углу 813 в верхней поверхности, через среднюю точку 881 тела 801 к средней точке на противоположном краю тела, соответствующего краю 814 в верхней поверхности тела. Согласно другому варианту реализации тело может быть определено второй длиной или длиной (Lp) профиля, которая может быть измерена как размер тела на виде сбоку в верхней поверхности 803 от первого угла 813 до смежного угла 812. Следует отметить, что размер Lmiddle может быть длиной, определяющей расстояние между высотой в углу (hc) и высотой в средней точке (hm) противоположного угла. Размер Lp может быть длиной профиля вдоль стороны частицы, определяющей расстояние между h1 и h2 (как описано в настоящей заявке). Ссылка в настоящей заявке на длину может быть ссылкой на любой из размеров Lmiddle или Lp.
[0083] Тело 801 дополнительно может иметь ширину (w), которая является самым большим размером тела, проходящим вдоль боковой стороны. Профилированная абразивная частица дополнительно может иметь высоту (h), которая может быть размером профилированной абразивной частицы, проходящим в направлении, перпендикулярном длине и ширине, в направлении, определенном боковой поверхностью тела 801. Примечательно, что, как описано более подробно ниже в настоящей заявке, тело 801 может иметь различные высоты в зависимости от места на теле. В некоторых случаях ширина может быть больше длины или равна длине, длина может быть больше высоты или равна высоте, и ширина может быть больше высоты или равна высоте.
[0084] Кроме того, ссылка в настоящей заявке на любую размерную характеристику (например, h1, h2, hi, w, Lmiddle, Lp, и т.п.) может быть ссылкой на размер одиночной частицы массива. Согласно другому варианту реализации любая ссылка на любую из размерных характеристик может быть ссылкой на медианное значение или среднее значение, полученное из анализа подходящей выборки частиц из массива. Если иное не указано явно, ссылку в настоящей заявке на размерную характеристику можно считать ссылкой на медианное значение, которое основано на статистически достоверном значении, выведенном из объема выборки из массива подходящего количества частиц. Следует отметить, что согласно некоторым вариантам реализации, описанным в настоящей заявке, объем выборки может включать по меньшей мере 40 случайно выбранных частиц из массива частиц. Массив частиц может быть группой частиц, которые собраны из одиночного цикла процесса, и, в частности, может включать некоторое количество профилированных абразивных частиц, подходящих для формирования абразивного продукта коммерческого качества, например, по меньшей мере примерно 20 фунтов (9,1 кг) частиц.
[0085] Согласно одному варианту реализации тело 801 профилированной абразивной частицы может иметь первую угловую высоту (hc) в первой области тела, определенной углом 813. Следует отметить, что угол 813 может представлять точку, имеющую самую большую высоту на теле 801, однако, высота в углу 813 не обязательно должна представлять точку с самой большой высотой на теле 801. Угол 813 может быть определен как точка или область на теле 801, заданная соединением верхней поверхности 803 и двух боковых поверхностей 805 и 807. Тело 801 дополнительно может иметь другие углы, разнесенные друг от друга, включая например, угол 811 и угол 812. Как дополнительно показано на чертеже, тело 801 может включать края 814, 815 и 816, которые могут быть отделены друг от друга углами 811, 812 и 813. Край 814 может быть сформирован пересечением верхней поверхности 803 с боковой поверхностью 806. Край 815 может быть образован пересечением верхней поверхности 803 и боковой поверхности 805 между углами 811 и 813. Край 816 может быть образован пересечением верхней поверхности 803 и боковой поверхности 807 между углами 812 и 813.
[0086] Как показано на чертеже, тело 801 может иметь вторую высоту (hm) средней точки во втором конце тела 801, которая может быть образована областью в средней точке края 814, который может быть противоположным первому концу, заданному углом 813. Ось 850 может проходить между двумя концами тела 801. На фиг. 8B в разрезе показано тело 801 вдоль оси 850, которая может проходить через среднюю точку 881 тела 801 вдоль длины (Lmiddle) между углом 813 и средней точкой края 814.
[0087] Согласно одному варианту реализации профилированные абразивные частицы, описанные в настоящей заявке, включая например, частицы, показанные на фиг. 8A и 8B, могут иметь среднюю разность в высоте, которая представляет собой разницу между высотами hc и hm. Ради простоты в настоящей заявке может быть допущено, что средняя разность в высоте в целом может быть идентифицирована как hc-hm, однако, она определена как абсолютное значение, и понятно, что средняя разность в высоте может быть вычислена как hm-hc, когда высота тела 801 в средней точке края 814 больше, чем высота в углу 813. В частности, средняя разность в высоте может быть вычислена на основании нескольких профилированных абразивных частиц из выборки подходящего объема, например, по меньшей мере 40 частиц из массива, как определено в настоящей заявке. Высоты hc и hm частиц могут быть измерены с использованием микроскопа-профилометра компании STIL (Sciences et Techniques Industrielles de la Lumiere - France) для измерения формы поверхности объемных объектов (с использованием хроматической аберрации белого света (от светодиода)), и средняя разность в высоте может быть вычислена на основе средних значений высот hc и hm, измеренных на образце.
[0088] Как показано на чертеже на фиг. 8B, согласно одному варианту реализации тело 801 профилированной абразивной частицы может иметь среднюю разность в высоте в различных местах тела. Тело может иметь среднюю разность в высоте, которая может быть абсолютным значением [hc-hm] между первой высотой (hc) в области угла и второй высотой (hm) в области средней точки, составляющей по меньшей мере примерно 20 мкм. Понятно, что средняя разность в высоте может быть вычислена как hm-hc, если высота тела 801 в средней точке края больше, чем высота в противоположном углу. Согласно другим вариантам реализации средняя разность [hc-hm] в высоте может составлять по меньшей мере примерно 25 мкм, по меньшей мере примерно 30 мкм, по меньшей мере примерно 36 мкм, по меньшей мере примерно 40 мкм, по меньшей мере примерно 60 мкм, например, по меньшей мере примерно 65 мкм, по меньшей мере примерно 70 мкм, по меньшей мере примерно 75 мкм, по меньшей мере примерно 80 мкм, по меньшей мере примерно 90 мкм или даже по меньшей мере примерно 100 мкм. Согласно одному неограничивающему варианту реализации средняя разность в высоте может быть не больше чем примерно 300 мкм, например не больше чем примерно 250 мкм, не больше чем примерно 220 мкм или даже не больше чем примерно 180 мкм. Понятно, что средняя разность в высоте может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше.
[0089] Кроме того, понятно, что средняя разность в высоте может быть основана на среднем значении высоты hc. Например, средняя высота тела в углах (Ahc) может быть вычислена путём измерения высоты тела во всех углах и усреднения этих значений, причём она может отличаться от одиночного значения высоты в одном углу (hc). Соответственно, средняя разность в высоте может быть задана абсолютным значением выражения [Ahc-hi], в котором hi - внутренняя высота, которая может быть наименьшей высотой тела, измеренной между любым углом и противоположным краем средней точки на теле. Кроме того, понятно, что средняя разность в высоте может быть вычислена с использованием медианной внутренней высоты (Mhi), вычисленной на основании выборки подходящего объема из массива профилированных абразивных частиц, и средней высоты в углах для всех частиц в данном объеме выборки. Соответственно, средняя разность в высоте может быть задана абсолютным значением выражения [Ahc-Mhi].
[0090] В некоторых случаях тело 801 может иметь основное характеристическое отношение, которое является отношением, выраженным как "ширина:длина" (w:l), в котором длина может быть Lmidddle, и имеющим значение по меньшей мере 1:1. Согласно другим вариантам реализации тело может быть сформировано таким образом, что основное характеристическое отношение (w:l) составляет по меньшей мере примерно 1,5:1, например по меньшей мере примерно 2:1, по меньшей мере примерно 4:1, или даже по меньшей мере примерно 5:1. Однако, в других случаях абразивная частица может быть сформирована таким образом, что тело имеет основное характеристическое отношение, которое не больше чем примерно 10:1, например не больше чем 9:1, не больше чем примерно 8:1 или даже не больше чем примерно 5:1. Понятно, что тело 801 может иметь основное характеристическое отношение в пределах диапазона отношений, перечисленных выше. Кроме того, понятно, что используемая в настоящей заявке высота является максимальной высотой, измеряемой на абразивной частице. Ниже будет описано, что абразивная частица может иметь различные высоты в различных местах тела 801.
[0091] В дополнение к основному характеристическому отношению абразивная частица может быть сформирована таким образом, что тело 801 имеет вторичное характеристическое отношение, которое может быть определено как отношение "длина:высота", в котором длина может быть длиной Lmiddle, и высота является внутренней высотой (hi). В некоторых случаях вторичное характеристическое отношение может находиться в пределах диапазона между примерно 5:1 и примерно 1:3, например между примерно 4:1 и примерно 1:2 или даже между примерно 3:1 и примерно 1:2. Понятно, что это отношение может быть измерено с использованием медианных значений (например, медианной длины и внутренней медианной высоты) для массива частиц.
[0092] Согласно другому варианту реализации абразивная частица может быть сформирована таким образом, что тело 801 имеет третичное характеристическое отношение, определенное как отношение "ширина:высота", в котором высотой является внутренняя высота (hi). Третичное характеристическое отношение тела 801 может находиться в пределах диапазона между примерно 10:1 и примерно 1,5:1, например между 8:1 и примерно 1,5:1, например, между примерно 6:1 и примерно 1,5:1 или даже между примерно 4:1 и примерно 1,5:1. Понятно, что это отношение может быть измерено с использованием медианных значений (например, медианной длины, медианной средней длины и/или внутренней медианной высоты) для массива частиц.
[0093] Согласно одному варианту реализации тело 801 профилированной абразивной частицы может иметь определенные размеры, которые могут обеспечить усовершенствованные рабочие характеристики. Например, в одном случае тело может иметь внутреннюю высоту (hi), которая может быть наименьшей высотой тела, измеренной между любым углом и противоположным краем средней точки на теле. В некоторых случаях, когда тело имеет в целом треугольную двумерную форму, внутренняя высота (hi) может быть наименьшей высотой (т.е., размером между нижней поверхностью 804 и верхней поверхностью 805) тела для трех измерений, выполненных между каждым из указанных трех углов и противоположными краями средней точки. Внутренняя высота (hi) тела профилированной абразивной частицы показана на фиг. 8B. Согласно одному варианту реализации внутренняя высота (hi) может составлять по меньшей мере примерно 28% от ширины (w). Высота (hi) любой частицы может быть измерена секционированием или монтажом и шлифованием профилированной абразивной частицы и рассматриванием с достаточным увеличением (например, посредством оптического микроскопа или сканирующего электронного микроскопа) для определения наименьшей высоты (hi) во внутренней части тела 801. Согласно одному варианту реализации высота (hi) может составлять по меньшей мере примерно 29% ширины, например, по меньшей мере примерно 30%, или даже по меньшей мере примерно 33% ширины тела. Согласно одному неограничивающему варианту реализации высота (hi) тела может быть не больше чем примерно 80% ширины, например не больше чем примерно 76%, не больше чем примерно 73%, не больше чем примерно 70%, не больше чем примерно 68% ширины, не больше чем примерно 56% ширины, не больше чем примерно 48% ширины или даже не больше чем примерно 40% ширины. Понятно, что высота (hi) тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных процентных значений.
[0094] Может быть изготовлен массив профилированных абразивных частиц, в котором можно управлять медианным внутренним значением (Mhi) высоты, что может облегчить достижение улучшенных рабочих характеристик. В частности, медианная внутренняя высота (hi) массива может быть отнесена к медианной ширине профилированных абразивных частиц массива тем же самым способом, как описано выше. Следует отметить, что медианная внутренняя высота (Mhi) может составлять по меньшей мере примерно 28%, например, по меньшей мере примерно 29%, по меньшей мере примерно 30% или даже по меньшей мере примерно 33% от медианной ширины профилированных абразивных частиц массива. Согласно одному неограничивающему варианту реализации медианная внутренняя высота (Mhi) тела может быть не больше чем примерно 80%, например не больше чем примерно 76%, не больше чем примерно 73%, не больше чем примерно 70%, не больше чем примерно 68% от ширины, не больше чем примерно 56% ширины, не больше чем примерно 48% от ширины или даже не больше чем примерно 40% от медианной ширины. Понятно, что медианная внутренняя высота (Mhi) тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных процентных значений.
[0095] Кроме того, массив профилированных абразивных частиц может иметь улучшенную размерную однородность, измеренную как среднеквадратичное отклонение размерной характеристики для подходящего объема выборки. Согласно одному варианту реализации профилированные абразивные частицы могут иметь вариацию (Vhi) внутренней высоты, которая может быть вычислена как среднеквадратичное отклонение внутренней высоты (hi) для подходящего объема выборки частиц массива. Согласно одному варианту реализации вариация внутренней высоты может быть не больше чем примерно 60 мкм, например не больше чем примерно 58 мкм, не больше чем примерно 56 мкм или даже не больше чем примерно 54 мкм. Согласно одному неограничивающему варианту реализации вариация (Vhi) внутренней высоты может составлять по меньшей мере примерно 2 мкм. Понятно, что вариация внутренней высоты тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений.
[0096] Согласно другому варианту реализации тело профилированной абразивной частицы может иметь внутреннюю высоту (hi), составляющую по меньшей мере примерно 400 мкм. В частности, указанная высота может составлять по меньшей мере примерно 450 мкм, например, по меньшей мере примерно 475 мкм или даже по меньшей мере примерно 500 мкм. Согласно другому неограничивающему варианту реализации высота тела может составлять не больше чем примерно 3 мм, например не больше чем примерно 2 мм, не больше чем примерно 1,5 мм, не больше чем примерно 1 мм, не больше чем примерно 800 мкм. Понятно, что высота тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений. Кроме того, понятно, что вышеуказанный диапазон значений может быть характерным для значения медианной внутренней высоты (Mhi) для массива профилированных абразивных частиц.
[0097] Согласно некоторым вариантам реализации, описанным в настоящей заявке, тело профилированной абразивной частицы может иметь определенные размерные соотношения, включая такие как, например, "ширина>длина", "длина>высота" и "ширина>высота". В частности, тело 801 профилированной абразивной частицы может иметь ширину (w), составляющую по меньшей мере примерно 600 мкм, например, по меньшей мере примерно 700 мкм, по меньшей мере примерно 800 мкм или даже по меньшей мере примерно 900 мкм. Согласно одному неограничивающему варианту реализации тело может иметь ширину не больше чем примерно 4 мм, например не больше чем примерно 3 мм, не больше чем примерно 2,5 мм или даже не больше чем примерно 2 мм. Понятно, что ширина тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений. Кроме того, понятно, что вышеуказанный диапазон значений может быть типичным для медианной ширины (МВт) для массива профилированных абразивных частиц.
[0098] Тело 801 профилированной абразивной частицы может иметь определенные размеры, включая, например, длину (Lmiddle или Lp), составляющую по меньшей мере примерно 0,4 мм, например по меньшей мере примерно 0,6 мм, по меньшей мере примерно 0,8 мм или даже по меньшей мере примерно 0,9 мм. Однако, согласно по меньшей мере одному неограничивающему варианту реализации тело 801 может иметь длину не больше чем примерно 4 мм, например, не больше чем примерно 3 мм, не больше чем примерно 2,5 мм или даже не больше чем примерно 2 мм. Понятно, что длина тела 801 может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений. Кроме того, понятно, что вышеуказанный диапазон значений может быть типичным для медианной длины (Ml), которая, в частности, может быть медианной средней длиной (MLmiddle) или медианной длиной (MLp) профиля для массива профилированных абразивных частиц.
[0099] Профилированная абразивная частица может иметь тело 801, имеющее определенную степень вогнутости, причём значение (d) вогнутости может быть определено как отношение между средней высотой тела 801 в углах (Ahc) по сравнению с наименьшей высотой тела во внутренней части (hi). Средняя высота тела 801 в углах (Ahc) может быть вычислена путём измерения высоты тела во всех углах и усреднения полученных значений и может отличаться от одиночного значения высоты в одном углу (hc). Средняя высота тела 801 в углах или во внутренней части может быть измерена с использованием микроскопа-профилометра компании STIL (Sciences et Techniques Industrielles de la Lumiere - France) для измерения формы поверхности объемных объектов (с использованием хроматической аберрации белого света (от светодиода)). Согласно другому варианту реализации определение вогнутости может быть основано на медианной высоте частиц в углу (Mhc), вычисленной из подходящей выборки частиц массива. Схожим образом, внутренняя высота (hi) может быть медианной внутренней высотой (Mhi), полученной из подходящей выборки профилированных абразивных частиц из массива частиц. Согласно одному варианту реализации значение (d) вогнутости может быть не больше чем примерно 2, например не больше чем примерно 1,9, не больше чем примерно 1,8, не больше чем примерно 1,7, не больше чем примерно 1,6 или даже не больше чем примерно 1,5. Однако, по меньшей мере согласно одному неограничивающему варианту реализации значение (d) вогнутости может быть по меньшей мере примерно 0,9, например по меньшей мере примерно 1,0. Понятно, что отношение вогнутости может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше. Кроме того, понятно, что вышеуказанные значения вогнутости могут быть репрезентативными для медианного значения (Md) вогнутости для массива профилированных абразивных частиц.
[00100] Профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, включая, например, тело 801 частицы, показанной на фиг. 8A, могут иметь площадь нижней поверхности 804, определенную как нижняя площадь (Ab). В некоторых случаях нижняя поверхность 304 может быть наибольшей поверхностью тела 801. Нижняя поверхность может иметь площадь, определенную как нижняя площадь (Ab), которая больше, чем площадь верхней поверхности 803. Кроме того, тело 801 может иметь площадь (Am) поперечного сечения в средней точке, образующую площадь плоскости, перпендикулярной плоскости нижней площади и проходящей через среднюю точку 881 (между верхней и нижней поверхностями) частицы. В некоторых случаях тело 801 может иметь отношение площади нижней области к площади поперечного сечения в средней точке (Ab/Am) не больше чем примерно 6. Согласно другим вариантам реализации отношение указанных площадей может быть не больше чем примерно 5,5, например, не больше чем примерно 5, не больше чем примерно 4,5, не больше чем примерно 4, не больше чем примерно 3,5 или даже не больше чем примерно 3. Однако, согласно одному неограничивающему варианту реализации отношение указанных площадей может быть по меньшей мере примерно 1,1, например по меньшей мере примерно 1,3, или даже по меньшей мере примерно 1,8. Понятно, что отношение указанных площадей может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше. Кроме того, понятно, что вышеуказанные отношения площадей могут быть типичными для медианного отношения площадей для массива профилированных абразивных частиц.
[00101] Кроме того профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, включая, например, частицу, показанную на фиг. 8B, могут иметь нормализованную разность высот по меньшей мере примерно 0,3. Нормализованная разность высот может быть образована абсолютным значением выражения [(hc-hm)/(hi)]. Согласно другим вариантам реализации нормализованная разность высот может быть не больше чем примерно 0,26, например не больше чем примерно 0,22 или даже не больше чем примерно 0,19. Однако, согласно одному варианту реализации нормализованная разность высот может быть по меньшей мере примерно 0,04, например, по меньшей мере примерно 0,05, по меньшей мере примерно 0,06. Понятно, что нормализованная разность высот может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше. Кроме того, понятно, что вышеуказанные нормализованные значения высоты могут быть типичными для медианного нормализованного значения высоты для массива профилированных абразивных частиц.
[00102] Согласно другому варианту реализации тело 801 может иметь отношение профиля по меньшей мере примерно 0,04, в котором отношение профиля определено как отношение средней разности в высоте [hc-hm] к длине (Lmiddle) профилированной абразивной частицы, определенное как абсолютное значение [(hc-hm)/(Lmiddle)]. Понятно, что длина (Lmiddle) тела может быть расстоянием вдоль тела 801, как показано на фиг. 8B. Кроме того, длина может быть средней или медианной длиной, вычисленной на основании подходящей выборки частиц из массива профилированных абразивных частиц, как определено в настоящей заявке. Согласно определенному варианту реализации отношение профиля может быть по меньшей мере примерно 0,05, по меньшей мере примерно 0,06, по меньшей мере примерно 0,07, по меньшей мере примерно 0,08 или даже по меньшей мере примерно 0,09. Однако, согласно одному неограничивающему варианту реализации отношение профиля может быть не больше чем примерно 0,3, например не больше чем примерно 0,2, не больше чем примерно 0,18, не больше чем примерно 0,16 или даже не больше чем примерно 0,14. Понятно, что отношение профиля может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше. Кроме того, понятно, что вышеуказанное отношение профиля может быть типичным для медианного отношения профиля для массива профилированных абразивных частиц.
[00103] Согласно другому варианту реализации тело 801 может иметь некоторый передний угол, который может быть определен как угол между нижней поверхностью 804 и боковой поверхностью 805, 806 или 807 тела. Например, передний угол может находиться в пределах диапазона примерно между 1° и примерно 80°. Для других частиц, описанных в настоящей заявке, передний угол может быть в пределах диапазона примерно между 5° и 55°, например примерно между 10° и примерно 50°, примерно между 15° и 50° или даже примерно между 20° и 50°. Формирование абразивной частицы, имеющей такой передний угол, может улучшить шлифующие свойства абразивной частицы. Следует отметить, что передний угол может находиться в пределах диапазона двух передних углов, перечисленных выше.
[00104] Согласно другому варианту реализации профилированные абразивные частицы, описанные в настоящей заявке, включая, например частицы, показанные на фиг. 8A и 8B, могут иметь эллипсоидальную область 817 в верхней поверхности 803 тела 801. Эллипсоидальная область 817 может быть ограничена канавкой 818, которая может проходить вокруг верхней поверхности 803 и ограничивать эллипсоидальную область 817. Эллипсоидальная область 817 может охватывать среднюю точку 881. Кроме того, считается, что эллипсоидальная область 817 в верхней поверхности может быть артефактом процесса формования и может быть сформирована в результате нагрузки, приложенной к смеси во время формирования профилированных абразивных частиц согласно описанным в настоящей заявке способам.
[00105] Профилированная абразивная частица может быть сформирована таким образом, что тело содержит кристаллический материал, в частности, поликристаллический материал. Следует отметить, что поликристаллический материал может содержать абразивные зерна. Согласно одному варианту реализации тело по существу может не содержать органический материал, включающий, например, связующее вещество. В частности, тело может состоять по существу из поликристаллического материала.
[00106] Согласно одному аспекту тело профилированной абразивной частицы может быть агломератом, включающим несколько абразивных частиц, зерен и/или гранул, связанных друг с другом для формирования тела 801 абразивной частицы 800. Подходящие абразивные зерна могут содержать нитриды, оксиды, карбиды, бориды, оксинитриды, оксибориды, алмаз, суперабразивы (например, кубический нитрид бора (cBN)) и комбинации вышеперечисленного. В некоторых случаях абразивные зерна могут включать оксидный компаунд или комплекс, такой как алюмооксид, окись циркония, окись титана, окись иттрия, окись хрома, окись стронция, окись кремния и комбинации вышеперечисленного. В одном случае абразивная частица 800 сформирована таким образом, что абразивные зерна, формирующие тело 800, включают оксид алюминия и, в частности, состоят по существу из оксида алюминия. Согласно другому варианту реализации профилированные абразивные частицы могут включать геосеты, включая, например, поликристаллические порошковые прессованные изделия из абразивных или суперабразивных материалов, содержащие фазу связующего вещества, которая может включать металл, металлический сплав, жаропрочный сплав, металлокерамику и комбинации вышеперечисленного. Некоторые примеры материалов связующего вещества могут включать кобальт, вольфрам и комбинации вышеперечисленного.
[00107] Абразивные зерна (т.е., кристаллиты), содержащиеся внутри тела, могут иметь средний размер, который в целом не больше чем примерно 100 мкм. Согласно другим вариантам реализации средний размер зерна может быть меньше, например не больше чем примерно 80 мкм, не больше чем примерно 50 мкм, не больше чем примерно 30 мкм, не больше чем примерно 20 мкм, не больше чем примерно 10 мкм или даже не больше чем примерно 1 мкм. Однако, средний размер абразивных зерен, содержащихся внутри тела, может быть по меньшей мере примерно 0,01 мкм, например, по меньшей мере примерно 0,05 мкм, например, по меньшей мере примерно 0,08 мкм, по меньшей мере примерно 0,1 мкм или даже по меньшей мере примерно 1 мкм. Понятно, что абразивные зерна могут иметь средний размер в пределах диапазона минимальных и максимальных значений, перечисленных выше.
[00108] Согласно некоторым вариантам реализации абразивная частица может быть составным изделием, включающим абразивные зерна по меньшей мере двух различных типов, содержащихся в теле. Понятно, что абразивные зерна различные типов представляют собой абразивные зерна, имеющие различные композиции относительно друг друга. Например, тело может быть сформировано таким образом, что содержит абразивные зерна по меньшей мере двух различных типов, причём указанные абразивные зерна по меньшей мере двух различных типов могут быть нитридами, оксидами, карбидами, боридами, оксинитридами, оксиборидами, алмазом и комбинациями вышеперечисленного.
[00109] Согласно одному варианту реализации абразивная частица 800 может иметь средний размер, определенный как наибольший размер, измеренный на теле 801, по меньшей мере примерно 100 мкм. Фактически, абразивная частица 800 может иметь средний размер по меньшей мере примерно 150 мкм, например по меньшей мере примерно 200 мкм, по меньшей мере примерно 300 мкм, по меньшей мере примерно 400 мкм, по меньшей мере примерно 500 мкм, по меньшей мере примерно 600 мкм, по меньшей мере примерно 700 мкм, по меньшей мере примерно 800 мкм или даже по меньшей мере примерно 900 мкм. Однако, абразивная частица 800 может иметь средний размер не больше чем примерно 5 мм, например не больше чем примерно 3 мм, не больше чем примерно 2 мм или даже не больше чем примерно 1,5 мм. Понятно, что абразивная частица 100 может иметь средний размер в пределах диапазона минимальных и максимальных значений, перечисленных выше.
[00110] Профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, могут иметь процентное содержание выступающих частей, которые могут облегчить достижение улучшенных рабочих характеристик. Следует отметить, что выступающая часть определена как область частицы наблюдаемая вдоль одной боковой стороны, например как показано на фиг. 8C, причём выступающая часть проходит от боковой поверхности тела в прямоугольные блоки 888 и 889. Выступающие части могут представлять собой суженные области, приближенные к верхней и нижней поверхностям тела. Выступающие части могут быть измерены в процентах как части тела вдоль боковой поверхности, содержащиеся внутри прямоугольного блока, образованного между наиболее внутренней точкой боковой поверхности (например, точкой 891) и наиболее отдаленной точкой (например, точкой 892) на боковой поверхности тела. В одном случае тело может иметь определенное процентное содержание выступающих частей, которые могут быть частями тела, содержащимися в прямоугольных блоках 888 и 889, по сравнению с общей областью тела, содержащейся в прямоугольных блоках 888, 889 и 890. Согласно одному варианту реализации процентное содержание выступающих частей (f) тела может составлять по меньшей мере примерно 10%. Согласно другому варианту реализации процентное содержание выступающих частей может составлять больше, например по меньшей мере примерно 12%, по меньшей мере примерно 14%, по меньшей мере примерно 16%, по меньшей мере примерно 18% или даже по меньшей мере примерно 20%. Однако, согласно одному неограничивающему варианту реализации процентным содержанием выступающих частей тела можно управлять, и оно может быть не больше чем примерно 45%, например не больше чем примерно 40% или даже не больше чем примерно 36%. Понятно, что процентное содержание выступающих частей тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных процентов. Кроме того, понятно, что вышеуказанные процентные содержания выступающих частей могут быть типичными для среднего процента выступающих частей или медианного процента выступающих частей для массива профилированных абразивных частиц.
[00111] Процентное содержание выступающих частей может быть измерено путём укладывания профилированной абразивной частицы на ее боковую сторону и наблюдения тела с боковой стороны для получения черно-белого изображения, например, показанного на фиг. 8C. Подходящей программой для создания и анализа изображений, включающей вычисление выступающих частей, может быть программный пакет ImageJ. Процентное содержание выступающих частей может быть вычислено путём определения области тела 801, находящейся в прямоугольных блоках 888 и 889 по сравнению с общей областью тела, наблюдаемого с боковой стороны (полная заштрихованная область), включая область в центральном блоке 890 и внутри прямоугольных блоков 888 и 889. Такая процедура может быть выполнена для подходящей выборки частиц для получения значения среднего, медианного и/или среднеквадратичного отклонения.
[00112] Массив профилированных абразивных частиц согласно вариантам реализации, описанным в настоящей заявке, может иметь улучшенную размерную однородность, измеренную как среднеквадратичное отклонение размерной характеристики из подходящего объема выборки. Согласно одному варианту реализации профилированные абразивные частицы могут иметь вариацию (Vf) выступающих частей, которая может быть вычислена как среднеквадратичное отклонение процентного содержания (f) выступающих частей для подходящего объема выборки частиц из массива. Согласно одному варианту реализации вариация выступающих частей может составлять не больше чем примерно 5,5%, например не больше чем примерно 5,3%, не больше чем примерно 5% или не больше чем примерно 4,8%, не больше чем примерно 4,6% или даже не больше чем примерно 4,4%. Согласно одному неограничивающему варианту реализации вариация (Vf) выступающих частей может составлять по меньшей мере примерно 0,1%. Понятно, что вариация выступающих частей может находиться в пределах диапазона минимальных и максимальных процентных значений, перечисленных выше.
[00113] Профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, могут иметь коэффициент (hiF) произведения высоты (hi) и выступающих частей по меньшей мере 4000, где коэффициент hiF=(hi)•(f), "hi" представляет минимальную внутреннюю высоту тела, как описано выше, и "f" представляет процентное содержание выступающих частей. Согласно одному варианту реализации коэффициент (hiF) высоты и выступающих частей тела может быть больше, например по меньшей мере примерно 4500 мкм%, по меньшей мере примерно 5000 мкм%, по меньшей мере примерно 6000 мкм%, по меньшей мере примерно 7000 мкм% или даже по меньшей мере примерно 8000 мкм%. Однако, согласно одному неограничивающему варианту реализации коэффициент высоты и выступающих частей может быть не больше чем примерно 45000 мкм%, например не больше чем примерно 30000 мкм%, не больше чем примерно 25000 мкм%, не больше чем примерно 20000 мкм% или даже не больше чем примерно 18000 мкм%. Понятно, что коэффициент высоты и выступающих частей тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений. Кроме того, понятно, что вышеуказанный коэффициент может быть типичным для медианного коэффициента (MhiF) для массива профилированных абразивных частиц.
[00114] Профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, могут иметь коэффициент (dF) вогнутости (d) и выступающих частей (F), который может быть вычислен как dF=(d)•(F), причём коэффициент dF не больше чем примерно 90%, "d" представляет значение вогнутости, и "f" представляет процентное содержание выступающих частей тела. Согласно одному варианту реализации коэффициент (dF) вогнутости (d) и выступающих частей (F) тела может быть не больше чем примерно 70%, например не больше чем примерно 60%, не больше чем примерно 55%, не больше чем примерно 48%, не больше чем примерно 46%. Однако, согласно одному неограничивающему варианту реализации коэффициент (dF) вогнутости (d) и выступающих частей (F) тела может быть по меньшей мере примерно 10%, например по меньшей мере примерно 15%, по меньшей мере примерно 20%, по меньшей мере примерно 22%, по меньшей мере примерно 24% или даже по меньшей мере примерно 26%. Понятно, что коэффициент (dF) вогнутости (d) и выступающих частей (F) тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений. Кроме того, понятно, что вышеуказанный коэффициент может быть типичным для медианного коэффициента (MdF) для массива профилированных абразивных частиц.
[00115] Профилированные абразивные частицы согласно вариантам реализации, описанным в настоящей заявке, могут иметь отношение высоты и вогнутости (hi/d), вычисленное как hi/d=(hi)/(d), где отношение hi/d не больше чем примерно 1000, "hi" представляет минимальную внутреннюю высоту, как описано выше, и "d" представляет вогнутость тела. Согласно одному варианту реализации отношение (hi/d) тела может быть не больше чем примерно 900 мкм, не больше чем примерно 800 мкм, не больше чем примерно 700 мкм или даже не больше чем примерно 650 мкм. Однако, согласно одному неограничивающему варианту реализации отношение (hi/d) может составлять по меньшей мере примерно 10 мкм, например по меньшей мере примерно 50 мкм, по меньшей мере примерно 100 мкм, по меньшей мере примерно 150 мкм, по меньшей мере примерно 200 мкм, по меньшей мере примерно 250 мкм или даже по меньшей мере примерно 275 мкм. Понятно, что отношение (hi/d) тела может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений. Кроме того, понятно, что вышеуказанное отношение высоты и вогнутости может быть типичным для отношения (Mhi/d) медианной высоты и вогнутости для массива профилированных абразивных частиц.
[00116] АБРАЗИВНЫЕ ИЗДЕЛИЯ
[00117] На фиг. 1A показан вид сверху части абразивного изделия согласно одному варианту реализации. Как показано на чертеже, абразивное изделие 100 может содержать подложку 101. Подложка 101 может содержать органический материал, неорганический материал и комбинации вышеперечисленного. В некоторых случаях подложка 101 может содержать плетеный материал. Однако, подложка 101 может быть выполнена из нетканого материала. В частности, подходящие материалы для подложки могут включать органические материалы, включая полимеры, и, в частности, полиэфир, полиуретан, полипропилен, полиимид, например, KAPTON, имеющийся в продаже в компании DuPont, и бумагу. Некоторые подходящие неорганические материалы могут включать металлы, металлические сплавы и, в частности фольгу меди, алюминия, стали, и комбинации вышеперечисленного. Понятно, что абразивное изделие 100 может содержать другие компоненты, включая, например, адгезионные слои (например, нижний адгезионный слой, верхний адгезионный слой, передний наполнитель, и т.п.), что будет подробно описано ниже в настоящей заявке.
[00118] Как дополнительно показано на чертеже, абразивное изделие 100 может содержать профилированную абразивную частицу 102, размещенную поверх подложки 101 и, в частности, соединенную с подложкой 101. Следует отметить, что профилированная абразивная частица 102 может быть размещена в первом заданном положении 112 на подложке 101. Как дополнительно показано на чертеже, абразивное изделие 100 может дополнительно содержать профилированную абразивную частицу 103, которая может быть размещена поверх подложки 101 и в, частности, соединена с подложкой 101 во втором заданном положении 113. Абразивное изделие 100 может дополнительно содержать профилированную абразивную частицу 104, размещенную поверх подложки 101 и, в частности, соединенную с подложкой 101 в третьем заданном положении 114. Как дополнительно показано на фиг. 1A, абразивное изделие 100 может дополнительно содержать профилированную абразивную частицу 105, размещенную поверх подложки 101 и, в частности, соединенную с подложкой 101 в четвертом заданном положении 115. Как дополнительно показано на чертеже, абразивное изделие 100 может содержать профилированную абразивную частицу, размещенную поверх подложки 101 и, в частности, соединенную с подложкой 101 в пятом заданном положении 116. Понятно, что любая из описанных в настоящей заявке профилированных абразивных частиц может быть соединена с подложкой 101 посредством одного или большего количества адгезионных слоев, как описано в настоящей заявке.
[00119] Согласно одному варианту реализации профилированная абразивная частица 102 может иметь первую композицию. Например, первая композиция может включать кристаллический материал. Согласно одному варианту реализации первая композиция может включать керамический материал, например, окись, карбид, нитрид, борид, оксинитрид, оксикарбид и комбинации вышеперечисленного. В частности, первая композиция по существу может состоять из керамики таким образом, что по существу может состоять из окиси, карбида, нитрида, борида, оксинитрида, оксикарбида и комбинаций вышеперечисленного. Однако, согласно другому варианту реализации первая композиция может включать суперабразивный материал. Согласно другим вариантам реализации первая композиция может включать однофазовый материал и, в частности, по существу может состоять из однофазового материала. Следует отметить, что первая композиция может быть однофазовым поликристаллическим материалом. В некоторых случаях первая композиция может иметь ограниченное содержание связующего вещества таким образом, что первая композиция может содержать не больше чем примерно 1% связующего вещества. Некоторые подходящие примерные материалы связующих веществ могут включать органические материалы и, в частности, соединения, содержащие полимер. Примечательно, что первая композиция по существу может не содержать связующий материал и по существу может не содержать органический материал. Согласно одному варианту реализации первая композиция может содержать оксид алюминия и, в частности, по существу может состоять из оксида алюминия, такого как альфа-оксид алюминия.
[00120] Однако, согласно другому аспекту профилированная абразивная частица 102 может содержать первую композицию, которая может быть составной и может содержать по меньшей мере два различных типа абразивных зерен внутри тела. Понятно, что различные типы абразивных зерен представляют собой абразивные зерна, имеющие различные составы относительно друг друга. Например, тело может быть сформировано таким образом, что может содержать абразивные зерна по меньшей мере двух различных типов, причём указанные абразивные зерна двух различных типов могут быть нитридами, оксидами, карбидами, боридами, оксинитридами, оксиборидами, алмазом и комбинациями вышеперечисленного.
[00121] Согласно одному варианту реализации первая композиция может включать легирующий материал, причём легирующий материал присутствует в небольшом количестве. Некоторые подходящие примеры легирующих материалов могут включать элемент или состав, например, щелочной элемент, щёлочноземельный элемент, редкоземельный элемент, гафний, цирконий, ниобий, тантал, молибден, ванадий или комбинации вышеперечисленного. Согласно одному варианту реализации легирующий материал включает элемент или соединение, включающее элемент, такой как литий, натрий, калий, магний, кальций, стронций, барий, скандий, иттрий, лантан, цезий, празеодим, ниобий, гафний, цирконий, тантал, молибден, ванадий, хром, кобальт, железо, германий, марганец, никель, титан, цинк и комбинации вышеперечисленного.
[00122] Вторая профилированная абразивная частица 103 может иметь вторую композицию. В некоторых случаях вторая композиция второй профилированной абразивной частицы 103 может быть по существу той же самой, что и первая композиция первой профилированной абразивной частицы 102. В частности, вторая композиция может быть по существу той же самой, что и первая композиция. Однако, согласно другому варианту реализации вторая композиция второй профилированной абразивной частицы 103 может значительно отличаться от первой композиции первой профилированной абразивной частицы 102. Понятно, что вторая композиция может включать любой из материалов, элементов и соединений, описанных в отношении первой композиции.
[00123] Согласно одному варианту реализации и как дополнительно показано на фиг. 1A, первая профилированная абразивная частица 102 и вторая профилированная абразивная частица 103 могут быть расположены с заданным распределением относительно друг друга.
[00124] Заданное распределение может быть определено комбинацией заданных положений на подложке, выбранных целенаправленно. Заданное распределение может включать шаблон таким образом, что заданные положения могут образовывать двумерный массив. Массив может иметь ближний порядок, образованный блоком профилированных абразивных частиц. Массив также может быть шаблоном, имеющим дальний порядок, включающий регулярные и повторные связанные вместе блоки таким образом, что расположение может быть симметричным и/или прогнозируемым. Массив может иметь порядок, который может быть описан математической формулой. Понятно, что двумерные массивы могут иметь форму многоугольников, овалов, декоративных букв, торговых знаков или других структур.
[00125] Заданное распределение также может включать незатеняющую структуру. Незатеняющая структура может включать управляемое неоднородное распределение, управляемое равномерное распределение и комбинации вышеперечисленного. В некоторых случаях незатеняющая структура может включать радиальный шаблон, спиральный шаблон, филлотактический шаблон, асимметричный шаблон, бесстолкновительное случайное распределение и комбинации вышеперечисленного. Незатеняющие структуры включают определенное расположение абразивных частиц (т.е., профилированных абразивных частиц и/или разбавляющих частиц) относительно друг друга, причем степень перекрытия абразивных частиц во время начальной фазы операции съема материала не больше чем примерно 25%, например не больше чем примерно 20%, не больше чем примерно 15%, не больше чем примерно 10% или даже не больше чем примерно 5%. В некоторых случаях незатеняющая структура может включать распределение абразивных частиц, при котором после взаимодействия с заготовкой во время исходного этапа операции съема материала часть (например, наименьшая часть всех профилированных абразивных частиц на подложке, набольшая часть всех профилированных абразивных частиц на подложке или даже по существу все абразивные частицы на подложке) абразивных частиц взаимодействует с различными областями поверхности заготовки. При незатеняющей структуре может быть использовано определенное распределение профилированных абразивных частиц относительно друг друга и относительно направления шлифования, как описано в вариантах реализации в настоящей заявке. Использование абразивного изделия с незатеняющей структурой абразивных частиц может облегчить достижение улучшенных характеристик истирания по сравнению с другими абразивными изделиями, в которых использованы известные шаблоны расположения (т.е. затеняющие структуры), и может ограничить другие нежелательные эффекты, например, "руление" абразивного изделия при использовании.
[00126] Заданное распределение может быть частично, по существу или полностью асимметричным. Заданное распределение может покрывать все абразивное изделие, может покрывать почти все абразивное изделие (т.е., больше чем 50%, но меньше чем 100%), покрывать множество частей абразивного изделия или покрывать часть абразивного изделия (т.е., меньше чем 50% площади поверхности изделия). Используемый в настоящей заявке термин "филлотактический шаблон" обозначает шаблон, который относятся к филлотаксису. Филлотаксисом называется расположение боковых органов, таких листья, цветы, чешуйки, соцветия и зерна в растениях различных видов. Множество филлотактических шаблонов напоминают узоры заметных природных явлений, такие как дуги, спирали и завитки. Примером этого явления может быть узор семян в головке подсолнечника.
[00127] Кроме того, согласно одному варианту реализации незатеняющая структура может включать микроблок, который может быть определен как наименьшее расположение профилированных абразивных частиц относительно друг друга. Микроблок может повторяться несколько раз по меньшей мере вдоль части поверхности абразивного изделия. Незатеняющая структура дополнительно может включать макроблок, который может содержать несколько микроблоков. В некоторых случаях макроблок может иметь несколько микроблоков, расположенных с заданным распределением относительно друг друга и повторяющихся несколько раз с незатеняющей структурой. Абразивные изделия согласно вариантам реализации, описанным в настоящей заявке, могут содержать один или большее количество микроблоков. К тому же понятно, что абразивные изделия согласно вариантам реализации, описанным в настоящей заявке, могут содержать один или большее количество макроблоков. Согласно некоторым вариантам реализации макроблоки могут быть расположены с равномерным распределением, имеющим прогнозируемый порядок. Однако, согласно другим вариантам реализации макроблоки могут быть расположены с неравномерным распределением, которое может включать случайное распределение без прогнозируемого дальнего или ближнего порядка.
[00128] На фиг. 25-27 показаны различные незатеняющие структуры. В частности, на фиг. 25 показана незатеняющая структура, в которой места 2501 представляют заданные положения, которые будут заняты одной или большим количеством профилированных абразивных частиц, разбавляющих частиц и комбинациями вышеперечисленного. Места 2501 могут быть определены как положения на осях X и Y, как показано на чертеже. Кроме того, места 2506 и 2507 могут формировать микроблок 2520. Кроме того, места 2506 и 2509 могут формировать микроблок 2521. Как дополнительно показано на чертеже, микроблоки могут повторяться вдоль поверхности по меньшей мере части изделия и формировать макроблок 2530. Согласно одному варианту реализации места 2501, представляющие положения профилированных абразивных частиц, размещены в незатеняющей структуре относительно направления шлифования, параллельного оси Y.
[00129] На фиг. 26 показана незатеняющая структура, в которой места (показанные как точки на осях X и Y) представляют заданные положения, которые будут заняты одной или большим количеством профилированных абразивных частиц, разбавляющих частиц и комбинациями вышеперечисленного. Согласно одному варианту реализации места 2601 и 2602 могут формировать микроблок 2620. Кроме того, места 2603, 2604 и 2605 могут формировать микроблок 2621. Как дополнительно показано на чертеже, микроблоки могут повторяться вдоль поверхности по меньшей мере части изделия и формировать по меньшей мере один макроблок 2630. Из показанного на чертеже понятно, что могут быть использованы другие макроблоки. Согласно одному варианту реализации места 2601, представляющие положения профилированных абразивных частиц, размещены в незатеняющей структуре относительно направления шлифования, которое параллельно оси Y или оси X.
[00130] На фиг. 27 показана незатеняющая структура, в которой места (показанные как точки на осях X и Y) представляют заданные положения, которые будут заняты одной или большим количеством профилированных абразивных частиц, разбавляющих частиц и комбинациями вышеперечисленного. Согласно одному варианту реализации места 2701 и 2702 могут формировать микроблок 2720. Кроме того, места 2701 и 2703 могут формировать микроблок 2721. Как дополнительно показано на чертеже, микроблоки могут повторяться вдоль поверхности по меньшей мере части изделия и формировать по меньшей мере один макроблок 2730. Согласно одному варианту реализации все места, которые представляют положения профилированных абразивных частиц, расположены в незатеняющей структуре относительно направления шлифования, которое параллельно оси Y или оси X.
[00131] Заданное распределение профилированных абразивных частиц также может образовано в соответствии по меньшей мере одной из заданных ориентационных характеристик каждой из профилированных абразивных частиц. Примеры заданных ориентационных характеристик могут включать заданную угловую ориентацию, заданную поперечную ориентацию, заданную продольную ориентацию, заданную вертикальную ориентацию, заданную высоту кончика и комбинации вышеперечисленного. Ориентация подложки 101 может быть определена относительно продольной оси 180, которая проходит вдоль длины подложки 101 и определяет ее длину, и относительно поперечной оси 181, которая проходит вдоль ширины подложки 101 и определяет ширину подложки 101.
[00132] Согласно одному варианту реализации профилированная абразивная частица 102 может находиться в первом заданном положении 112, определенным первым поперечным положением относительно поперечной оси 181 подложки 101. Кроме того, профилированная абразивная частица 103 может иметь второе заданное положение, определенное вторым поперечным положением относительно поперечной оси 181 подложки 101. Следует отметить, что профилированные абразивные частицы 102 и 103 могут быть разделены поперечным пространством 121, которое может быть определено как наименьшее расстояние между двумя соседними профилированными абразивными частицами 102 и 103, измеренное вдоль поперечной плоскости 184, параллельной поперечной оси 181 подложки 101. Согласно одному варианту реализации поперечное пространство 121 может быть больше чем 0 таким образом, что профилированные абразивные частицы 102 и 103 расположены друг от друга на некотором расстоянии. Однако, не смотря на то, что это не показано на чертеже, понятно, что поперечное пространство 121 может быть нулевым, т.е., может допускать контакт между частями соседних профилированных абразивных частиц и даже их взаимное перекрытие.
[00133] Согласно другим вариантам реализации поперечное пространство 121 может составлять по меньшей мере примерно 0,1(w), где w представляет ширину профилированной абразивной частицы 102. Согласно одному варианту реализации ширина профилированной абразивной частицы представляет собой самый длинный размер тела вдоль боковой стороны. Согласно другому варианту реализации поперечное пространство 121 может составлять по меньшей мере примерно 0,2(w), например, по меньшей мере примерно 0,5(w), по меньшей мере примерно 1(w), по меньшей мере примерно 2(w) или даже больше. Однако, согласно по меньшей мере одному неограничивающему варианту реализации поперечное пространство 121 может быть не больше чем примерно 100(w), не больше чем примерно 50(w) или даже не больше чем примерно 20 (w). Понятно, что поперечное пространство 121 может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше. Управление поперечным пространством между соседними профилированными абразивными частицами может облегчить достижение улучшенных характеристик истирания абразивного изделия.
[00134] Согласно одному варианту реализации профилированная абразивная частица 102 может находиться в первом заданном положении 112, определенном первым продольным положением относительно продольной оси 180 подложки 101. Кроме того, профилированная абразивная частица 104 может быть расположена в третьем заданном положении 114, определенном вторым продольным положением относительно продольной оси 180 подложки 101. Кроме того, как показано на чертеже, между профилированными абразивными частицами 102 и 104 может существовать продольное пространство 123, которое может быть ограничено наименьшим расстоянием между двумя соседними профилированными абразивными частицами 102 и 104, измеренным в направлении, параллельном продольной оси 180. Согласно одному варианту реализации продольное пространство 123 может быть больше 0. Однако, несмотря на то, что это не показано на чертеже, понятно, что продольное пространство 123 может быть нулевым, так что соседние профилированные абразивные частицы могут входить в контакт друг с другом или даже перекрывать друг друга.
[00135] Согласно другим вариантам реализации продольное пространство 123 может составлять по меньшей мере примерно 0,1(w), где w - ширина профилированной абразивной частицы, как описано в настоящей заявке. Согласно другим вариантам реализации продольное пространство может составлять по меньшей мере примерно 0,2(w), по меньшей мере примерно 0,5(w), по меньшей мере примерно 1(w) или даже по меньшей мере примерно 2(w). Однако, продольное пространство 123 может составлять не больше чем примерно 100(w), например, не больше чем примерно 50(w), или даже не больше чем примерно 20(w). Понятно, что продольное пространство 123 может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений. Управление продольным пространством между соседними профилированными абразивными частицами может облегчить достижение улучшенных характеристик истирания абразивного изделия.
[00136] Согласно одному варианту реализации профилированные абразивные частицы могут быть размещены в заданном распределении, в которой между поперечным пространством 121 и продольным пространством 123 существует определенная зависимость. Например, согласно одному варианту реализации поперечное пространство 121 может быть больше чем продольное пространство 123. Однако, согласно другому неограничивающему варианту реализации продольное пространство 123 может быть больше чем поперечное пространство 121. Однако, согласно еще одному варианту реализации профилированные абразивные частицы могут быть размещены на подложке таким образом, что поперечное пространство 121 и продольное пространство 123 по существу являются одинаковыми. Управление относительной зависимостью между продольным пространством и поперечным пространством может облегчить достижение улучшенных характеристик истирания.
[00137] Как дополнительно показано на чертеже, между профилированными абразивными частицами 104 и 105 может существовать продольное пространство 124. Кроме того, заданное распределение может быть сформировано таким образом, что между продольным пространством 123 и продольным пространством 124 может существовать определенная зависимость. Например, продольное пространство 123 может отличаться от продольного пространства 124. Согласно другому варианту реализации продольное пространство 123 может быть по существу тем же самым, что и продольное пространство 124. Управление относительным различием продольных пространств между различными абразивными частицами может облегчить достижение улучшенных характеристик истирания абразивного изделия.
[00138] Кроме того, заданное распределение профилированных абразивных частиц на абразивном изделии 100 может быть осуществлено таким образом, что между поперечным пространством 121 и поперечным пространством 122 может существовать определенная взаимная зависимость. Например, согласно одному варианту реализации поперечное пространство 121 может быть по существу тем же самым, что и поперечное пространство 122. Согласно другому варианту реализации заданным распределением профилированных абразивных частиц на абразивном изделии 100 можно управлять таким образом, что поперечное пространство 121 отличается от поперечного пространства 122. Управление относительным различием поперечных пространств между различными абразивными частицами может облегчить достижение улучшенных характеристик истирания абразивного изделия.
[00139] На фиг. 1B показан вид сбоку части абразивного изделия согласно одному варианту реализации. Как показано на чертеже, абразивное изделие 100 может содержать профилированную абразивную частицу 102, размещенную на подложке 101, и профилированную абразивную частицу 104, расположенную на некотором расстоянии от профилированной абразивной частицы 102, размещенной на подложке 101. Согласно одному варианту реализации профилированная абразивная частица 102 может быть соединена с подложкой 101 посредством адгезионного слоя 151. В дополнение к данному или согласно другому варианту реализации профилированная абразивная частица 102 может быть соединена с подложкой 101 посредством адгезионного слоя 152. Понятно, что любая из описанных в настоящей заявке профилированных абразивных частиц может быть соединена с подложкой 101 посредством одного или большего количества адгезионных слоев, как описано в настоящей заявке.
[00140] Согласно одному варианту реализации абразивное изделие 100 может содержать адгезионный слой 151, покрывающий подложку. Согласно одному варианту реализации адгезионный слой 151 может включать нижний адгезионный слой. Нижний адгезионный слой может покрывать поверхность подложки 101 и окружать по меньшей мере часть профилированных абразивных частиц 102 и 104. Абразивные изделия согласно вариантам реализации, описанным в настоящей заявке, могут дополнительно включать адгезионный слой 152, покрывающий адгезионный слой 151 и подложку 101 и окружающий по меньшей мере часть профилированных абразивных частиц 102 и 104. Согласно некоторым вариантам реализации адгезионный слой 152 может быть верхним адгезионным слоем.
[00141] Полимерный состав может быть использован для формирования любого множества адгезионных слоев 151 или 152 абразивного изделия, которое может включать помимо прочего передний наполнитель, предверхний адгезионный слой, нижний адгезионный слой, верхний адгезионный слой и/или самый верхний адгезионный слой. Используемый для формирования переднего наполнителя полимерный состав в целом включает полимерную смолу, фибриллированные волокна (предпочтительно в форме пульпы), заполняющий материал и другие дополнительные добавки. Подходящие составы для переднего наполнителя согласно некоторым вариантам реализации могут включать материал, такой как фенольная смола, волластонитовый наполнитель, пеногаситель, поверхностно-активное вещество, фибриллированное волокно и баланс воды. Подходящие полимерные материалы на основе смол включают отверждаемые смолы, выбранные из термически отверждаемых смол, включая фенольные смолы, смолы мочевины/формальдегида, фенольные/латексные смолы, а также комбинации таких смол. Другие подходящие полимерные материалы на основе смол также могут включать отверждаемые излучением смолы, такие как смолы, отверждаемые пучком электронов, ультрафиолетовым излучением или видимым светом, такие как эпоксидные компаунды, акриловые олигомеры акриловых эпоксидных компаундов, полиэфирные смолы, акриловые уретаны, а также полиэфирные акрилаты и акриловые мономеры, включая моноакриловые и мультиакриловые мономеры. Состав также может содержать инертное связующее вещество на основе термопластичной смолы, которое может улучшать самозатачивающиеся характеристики уложенных абразивных составных объектов путём улучшения эродируемости. Примеры такой термопластической смолы включают полипропиленгликоль, полиэтиленгликоль и блок-сополимер полиоксипропилена-полиоксиэтилена, и т.п.. Использование переднего наполнителя на подложке может улучшить однородность поверхности для качественного наложения нижнего адгезионного слоя и улучшенного наложения и ориентации профилированных абразивных частиц в заданной ориентации.
[00142] Любой из адгезионных слоев 151 и 152 может быть нанесен на поверхность подложки 101 в одиночном процессе, или согласно другому варианту реализации профилированные абразивные частицы 102 и 104 могут быть комбинированы с материалом одного из адгезионных слоев 151 или 152 и нанесены в форме смеси на поверхность подложки 101. Подходящие материалы адгезионного слоя 151 для использования в качестве нижнего адгезионного слоя могут включать органические материалы, в частности полимерные материалы, включая например, полиэфиры, эпоксидные компаунды, полиуретаны, полиамиды, полиакрилаты, полиметакрилаты, полихлорвинилы, полиэтилен, полисилоксан, силиконы, ацетилцеллюлозу, нитроцеллюлозу, натуральный каучук, крахмал, шеллак и их смеси. Согласно одному варианту реализации адгезионный слой 151 может включать полиэфирную смолу. Затем покрытая подложка 101 может быть нагрета для отверждения смолы и абразивного зернистого материала на подложке. В общем, покрытая подложка 101 может быть нагрета до температуры от примерно 100°C до меньше чем примерно 250°C во время указанного процесса отверждения.
[00143] На абразивном изделии может быть сформирован адгезионный слой 152, который может быть выполнен в форме верхнего адгезионного слоя. Согласно одному варианту реализации адгезионный слой 152 может быть верхним адгезионным слоем, сформированным для размещения и связывания профилированных абразивных частиц 102 и 104 на месте относительно подложки 101. Адгезионный слой 152 может включать органический материал и по существу может быть выполнен из полимерного материала, в частности, в нем могут быть использованы полиэфиры, эпоксидные компаунды, полиуретаны, полиамиды, полиакрилаты, полиметакрилаты, полихлорвинилы, полиэтилен, полисилоксан, силиконы, ацетилцеллюлозы, нитроцеллюлоза, натуральный каучук, крахмал, шеллак и их смеси.
[00144] Однако, несмотря на то, что это не показано на чертеже, понятно, что абразивное изделие может включать разбавляющие абразивные частицы, отличающиеся от профилированных абразивных частиц 104 и 105. Например, разбавляющие частицы могут отличаться от профилированных абразивных частиц 102 и 104 композицией, двумерной формой, объемной формой, размером и комбинациями вышеперечисленного. Например, абразивные частицы 507 могут представлять известное, дробленое абразивное зерно, имеющее случайные формы. Абразивные частицы 507 могут иметь медианный размер меньше медианного размера профилированных абразивных частиц 505.
[00145] Как дополнительно показано на чертеже, профилированная абразивная частица 102 может быть ориентирована в боковой ориентации относительно подложки 101, в которой боковая поверхность 171 профилированной абразивной частицы 102 может находиться в прямом контакте с подложкой 101, или по меньшей мере поверхность профилированной абразивной частицы 102 может быть расположена вплотную к верхней поверхности подложки 101. Согласно одному варианту реализации профилированная абразивная частица 102 может иметь вертикальную ориентацию, определенную углом (AT1) 136 наклона между основной поверхностью 172 профилированной абразивной частицы 102 и основной поверхностью 161 подложки 101. Угол 136 наклона может быть определен как наименьший угол или острый угол между поверхностью 172 профилированной абразивной частицы 102 и верхней поверхностью 161 подложки 101. Согласно одному варианту реализации профилированная абразивная частица 102 может быть размещена в положении, имеющем заданную вертикальную ориентацию. Согласно одному варианту реализации угол 136 наклона может составлять по меньшей мере примерно 2°, например по меньшей мере примерно 5°, по меньшей мере примерно 10°, по меньшей мере примерно 15°, по меньшей мере примерно 20°, по меньшей мере примерно 25°, по меньшей мере примерно 30°, по меньшей мере примерно 35°, по меньшей мере примерно 40°, по меньшей мере примерно 45°, по меньшей мере примерно 50°, по меньшей мере примерно 55°, по меньшей мере примерно 60°, по меньшей мере примерно 70°, по меньшей мере примерно 80° или даже по меньшей мере примерно 85°. Однако, угол 136 наклона может быть не больше чем примерно 90°, например, не больше чем примерно 85°, не больше чем примерно 80°, не больше чем примерно 75°, не больше чем примерно 70°, не больше чем примерно 65°, не больше чем примерно 60°, такой как не больше чем примерно 55°, не больше чем примерно 50°, не больше чем примерно 45°, не больше чем примерно 40°, не больше чем примерно 35°, не больше чем примерно 30°, не больше чем примерно 25°, не больше чем примерно 20°, такой как не больше чем примерно 15°, не больше чем примерно 10° или даже не больше чем примерно 5°. Понятно, что угол 136 наклона может находиться в пределах диапазона вышеуказанных минимальных и максимальных угловых значений.
[00146] Как дополнительно показано на чертеже, абразивное изделие 100 может содержать профилированную абразивную частицу 104 в боковой ориентации, в которой боковая поверхность 171 профилированной абразивной частицы 104 находится в прямом контакте с верхней поверхностью 161 подложки 101 или расположена вплотную к верхней поверхности 161 подложки 101. Согласно одному варианту реализации профилированная абразивная частица 104 может находиться в положении, имеющем заданную вертикальную ориентацию, определенную вторым углом (AT2) 137 наклона, задающим угол между основной поверхностью 172 профилированной абразивной частицы 104 и верхней поверхностью 161 подложки 101. Угол 137 наклона может быть определен как наименьший угол между основной поверхностью 172 профилированной абразивной частицы 104 и верхней поверхностью 161 подложки 101. Кроме того, угол 137 наклона может иметь значение по меньшей мере примерно 2°, такое как по меньшей мере примерно 5°, по меньшей мере примерно 10°, по меньшей мере примерно 15°, по меньшей мере примерно 20°, по меньшей мере примерно 25°, по меньшей мере примерно 30°, по меньшей мере примерно 35°, по меньшей мере примерно 40°, по меньшей мере примерно 45°, по меньшей мере примерно 50°, по меньшей мере примерно 55°, по меньшей мере примерно 60°, по меньшей мере примерно 70°, по меньшей мере примерно 80° или даже по меньшей мере примерно 85°. Однако, угол 136 наклона может быть не больше чем примерно 90°, такой как не больше чем примерно 85°, не больше чем примерно 80°, не больше чем примерно 75°, не больше чем примерно 70°, не больше чем примерно 65°, не больше чем примерно 60°, такой как не больше чем примерно 55°, не больше чем примерно 50°, не больше чем примерно 45°, не больше чем примерно 40°, не больше чем примерно 35°, не больше чем примерно 30°, не больше чем примерно 25°, не больше чем примерно 20°, такой как не больше чем примерно 15°, не больше чем примерно 10° или даже не больше чем примерно 5°. Понятно, что угол 136 наклона может находиться в пределах диапазона вышеуказанных минимальных и максимальных угловых значений.
[00147] Согласно одному варианту реализации профилированная абразивная частица 102 может иметь заданную вертикальную ориентацию, которая является идентичной заданной вертикальной ориентации профилированной абразивной частицы 104. Согласно другому варианту реализации абразивное изделие 100 может быть сформировано таким образом, что заданная вертикальная ориентация профилированной абразивной частицы 102 может отличаться от заданной вертикальной ориентации профилированной абразивной частицы 104.
[00148] Согласно одному варианту реализации профилированные абразивные частицы 102 и 104 могут быть размещены на подложке таким образом, что могут иметь различные заданные вертикальные ориентации, определенные вертикальным ориентационным различием. Вертикальное ориентационное различие может представлять собой абсолютное значение различия между углом 136 наклона и углом 137 наклона. Согласно одному варианту реализации вертикальное ориентационное различие может составлять по меньшей мере примерно 2°, такое как по меньшей мере примерно 5°, по меньшей мере примерно 10°, по меньшей мере примерно 15°, по меньшей мере примерно 20°, по меньшей мере примерно 25°, по меньшей мере примерно 30°, по меньшей мере примерно 35°, по меньшей мере примерно 40°, по меньшей мере примерно 45°, по меньшей мере примерно 50°, по меньшей мере примерно 55°, по меньшей мере примерно 60°, по меньшей мере примерно 70°, по меньшей мере примерно 80° или даже по меньшей мере примерно 85°. Однако, вертикальное ориентационное различие может быть не больше чем примерно 90°, такое как не больше чем примерно 85°, не больше чем примерно 80°, не больше чем примерно 75°, не больше чем примерно 70°, не больше чем примерно 65°, не больше чем примерно 60°, такое как не больше чем примерно 55°, не больше чем примерно 50°, не больше чем примерно 45°, не больше чем примерно 40°, не больше чем примерно 35°, не больше чем примерно 30°, не больше чем примерно 25°, не больше чем примерно 20°, такое как не больше чем примерно 15°, не больше чем примерно 10° или даже не больше чем примерно 5°. Понятно, что вертикальное ориентационное различие может находиться в пределах диапазона вышеуказанных минимальных и максимальных угловых значений. Управление вертикальным ориентационным различием между профилированными абразивными частицами абразивного изделия 100 может облегчить достижение улучшенных характеристик истирания.
[00149] Как дополнительно показано на чертеже, профилированные абразивные частицы могут быть размещены на подложке таким образом, что имеют заданную высоту кончика. Например, заданная высота (hT1) 138 кончика профилированной абразивной частицы 102 может быть определена как наибольшее расстояние между верхней поверхностью подложки 161 и высшей поверхностью 143 профилированной абразивной частицы 102. В частности, заданная высота 138 кончика профилированной абразивной частицы 102 может определить наибольшее расстояние над верхней поверхностью подложки 161, на которое проходит профилированная абразивная частица 102. Как дополнительно показано на чертеже, профилированная абразивная частица 104 может иметь заданную высоту (hT2) 139 кончика, определенную как расстояние между верхней поверхностью 161 подложки 101 и высшей поверхностью 144 профилированной абразивной частицы 104. Измерения могут быть выполнены способом рентгеновской микроскопии, конфокальной микроскопии, компьютерной томографии, микрометрии, интерферометрии в белом-свете и комбинациями вышеперечисленного.
[00150] Согласно одному варианту реализации профилированная абразивная частица 102 может быть размещена на подложке 101 таким образом, что имеет заданную высоту 138 кончика, которая может отличаться от заданной высоты 139 кончика профилированной абразивной частицы 104. Следует отметить, что различие (ΔhT) в заданной высоте кончика может быть определено как разность между средней высотой 138 кончика и средней высотой 139 кончика. Согласно одному варианту реализации различие между указанными заданными высотами кончика может составлять по меньшей мере примерно 0,01(w), где (w) - ширина профилированной абразивной частицы, как описано в настоящей заявке. Согласно другим вариантам реализации разность высот кончика может составлять по меньшей мере примерно 0,05(w), по меньшей мере примерно 0,1(w), по меньшей мере примерно 0,2(w), по меньшей мере примерно 0,4(w), по меньшей мере примерно 0,5(w), по меньшей мере примерно 0,6(w), по меньшей мере примерно 0,7(w) или даже по меньшей мере примерно 0,8(w). Однако, согласно одному неограничивающему варианту реализации разность высот кончика может быть не больше чем примерно 2(w). Понятно, что различие между указанными высотами кончиков может находиться в диапазоне минимальных и максимальных значений, перечисленных выше. Управление средней высотой кончика и, в частности, различием в средних высотах кончиков между профилированными абразивными частицами абразивного изделия 100 может облегчить достижение улучшенных характеристик истирания.
[00151] Не смотря на то, что в настоящей заявке описаны профилированные абразивные частицы, имеющие различие в средней высоте кончика, понятно, что профилированные абразивные частицы абразивных изделий могут иметь одинаковую среднюю высоту кончика таким образом, что по существу отсутствует различие в средней высоте кончика между профилированными абразивными частицами. Например, как описано в настоящей заявке, профилированные абразивные частицы группы могут быть расположены на абразивном изделии таким образом, что вертикальная высота кончика каждой из профилированных абразивных частиц в группе по существу является той же самой.
[00152] На фиг. 1C показана в разрезе часть абразивного изделия согласно одному варианту реализации. Как показано на чертеже, профилированные абразивные частицы 102 и 104 могут быть ориентированы в плоской ориентации относительно подложки 101, при которой по меньшей мере часть основной поверхности 174, в частности, имеющей наибольшую площадь поверхности (т.е., нижней поверхности 174, противоположной верхней основной поверхности 172), профилированных абразивных частиц 102 и 104 может находиться в прямом контакте с подложкой 101. Согласно другому варианту реализации при плоской ориентации часть основной поверхности 174 может не находиться в прямом контакте с подложкой 101, но может быть поверхностью профилированной абразивной частицы, наиближайшей к верхней поверхности 161 подложки 101.
[00153] На фиг. 1D показана в разрезе часть абразивного изделия согласно одному варианту реализации. Как показано на чертеже, профилированные абразивные частицы 102 и 104 могут быть ориентированы в инвертированной ориентации относительно подложки 101, при которой по меньшей мере часть основной поверхности 172 (т.е., верхней основной поверхности 172) профилированных абразивных частиц 102 и 104 может находиться в прямом контакте с подложкой 101. Согласно другому варианту реализации при инвертированной ориентации часть основной поверхности 172 может не находиться в прямом контакте с подложкой 101, но может быть поверхностью профилированной абразивной частицы, наиближайшей к верхней поверхности 161 подложки 101.
[00154] На фиг. 2A показан вид сверху части абразивного изделия, содержащего профилированные абразивные частицы согласно одному варианту реализации. Как показано на чертеже, абразивное изделие может содержать профилированную абразивную частицу 102, размещенную на подложке 101 в первом положении, имеющем первую угловую ориентацию относительно поперечной оси 181, вдоль которой измеряют ширину подложки 101 и которая перпендикулярна продольной оси 180. В частности, профилированная абразивная частица 102 может иметь заданную угловую ориентацию, определенную первым углом вращения между поперечной плоскостью 184, параллельной поперечной оси 181, и продольной осью профилированной абразивной частицы 102. Следует отметить, что указанный в настоящей заявке размер вдоль указанной продольной оси может быть размером вдоль биссекторной оси 231, делящей пополам профилированную абразивную частицу и проходящей через центр 221 профилированной абразивной частицы 102 вдоль поверхности (например, боковой или краевой), соединенной (непосредственно или косвенно) с подложкой 101. Соответственно, в контексте профилированной абразивной частицы, расположенной в боковой ориентации (как показано на фиг. 1B), биссекторная ось 231 проходит через центр 221 в направлении ширины (w) стороны 171, ближайшей к поверхности 181 подложки 101. Кроме того, заданная угловая ориентация может быть определена наименьшим углом 201 относительно поперечной плоскости 184, проходящей через центр 221. Как показано на фиг. 2A, профилированная абразивная частица 102 может иметь заданный угол вращения, определенный как наименьший угол между биссекторной осью 231 и поперечной плоскостью 184. Согласно одному варианту реализации угол 201 вращения может составлять 0°. Согласно другим вариантам реализации угол вращения может быть больше, таким как по меньшей мере примерно 2°, по меньшей мере примерно 5°, по меньшей мере примерно 10°, по меньшей мере примерно 15°, по меньшей мере примерно 20°, по меньшей мере примерно 25°, по меньшей мере примерно 30°, по меньшей мере примерно 35°, по меньшей мере примерно 40°, по меньшей мере примерно 45°, по меньшей мере примерно 50°, по меньшей мере примерно 55°, по меньшей мере примерно 60°, по меньшей мере примерно 70°, по меньшей мере примерно 80° или даже по меньшей мере примерно 85°. Однако, заданная угловая ориентация, ограниченная углом 201 вращения, может составлять не больше чем примерно 90°, такая как не больше чем примерно 85°, не больше чем примерно 80°, не больше чем примерно 75°, не больше чем примерно 70°, не больше чем примерно 65°, не больше чем примерно 60°, такая как не больше чем примерно 55°, не больше чем примерно 50°, не больше чем примерно 45°, не больше чем примерно 40°, не больше чем примерно 35°, не больше чем примерно 30°, не больше чем примерно 25°, не больше чем примерно 20°, такая как не больше чем примерно 15°, не больше чем примерно 10° или даже не больше чем примерно 5°. Понятно, что заданная угловая ориентация может находиться в пределах диапазона вышеуказанных минимальных и максимальных угловых значений.
[00155] Как дополнительно показано на фиг. 2A, профилированная абразивная частица 103 может находиться в положении 113 на подложке 101 и иметь заданную угловую ориентацию. Следует отметить, что заданная угловая ориентация профилированной абразивной частицы 103 может отличаться наименьшим углом между поперечной плоскостью 184, параллельной поперечной оси 181, и размером вдоль биссекторной оси 232 профилированной абразивной частицы 103, проходящей через центр 222 профилированной абразивной частицы 102 в направлении ширины (w) стороны, ближайшей к поверхности 181 подложки 101. Согласно одному варианту реализации угол 208 вращения может составлять 0°. Согласно другим вариантам реализации угол 208 вращения может быть больше, например по меньшей мере примерно 2°, по меньшей мере примерно 5°, по меньшей мере примерно 10°, по меньшей мере примерно 15°, по меньшей мере примерно 20°, по меньшей мере примерно 25°, по меньшей мере примерно 30°, по меньшей мере примерно 35°, по меньшей мере примерно 40°, по меньшей мере примерно 45°, по меньшей мере примерно 50°, по меньшей мере примерно 55°, по меньшей мере примерно 60°, по меньшей мере примерно 70°, по меньшей мере примерно 80° или даже по меньшей мере примерно 85°. Однако, заданная угловая ориентация, определенная углом 208 вращения, может быть не больше чем примерно 90°, такая как не больше чем примерно 85°, не больше чем примерно 80°, не больше чем примерно 75°, не больше чем примерно 70°, не больше чем примерно 65°, не больше чем примерно 60°, такая как не больше чем примерно 55°, не больше чем примерно 50°, не больше чем примерно 45°, не больше чем примерно 40°, не больше чем примерно 35°, не больше чем примерно 30°, не больше чем примерно 25°, не больше чем примерно 20°, такая как не больше чем примерно 15°, не больше чем примерно 10° или даже не больше чем примерно 5°. Понятно, что заданная угловая ориентация может находиться в пределах диапазона вышеуказанных минимальных и максимальных угловых значений.
[00156] Согласно одному варианту реализации профилированная абразивная частица 102 может иметь заданную угловую ориентацию, определенную углом 201 вращения, которая отличается от заданной угловой ориентации профилированной абразивной частицы 103, определенной углом 208 вращения. В частности, различие между углом 201 и углом 208 профилированных абразивных частиц 102 и 103 соответственно может определять заданное различие угловой ориентации. В некоторых случаях заданное различие угловой ориентации может составлять 0°. Согласно другим вариантам реализации заданное различие угловой ориентации между любыми двумя профилированными абразивными частицами может быть больше, например по меньшей мере примерно 1°, по меньшей мере примерно 3°, по меньшей мере примерно 5°, по меньшей мере примерно 10°, по меньшей мере примерно 15°, по меньшей мере примерно 20°, по меньшей мере примерно 25°, по меньшей мере примерно 30°, по меньшей мере примерно 35°, по меньшей мере примерно 40°, по меньшей мере примерно 45°, по меньшей мере примерно 50°, по меньшей мере примерно 55°, по меньшей мере примерно 60°, по меньшей мере примерно 70°, по меньшей мере примерно 80° или даже по меньшей мере примерно 85°. Однако, заданное различие угловой ориентации между любыми двумя профилированными абразивными частицами может быть не больше чем примерно 90°, такое как не больше чем примерно 85°, не больше чем примерно 80°, не больше чем примерно 75°, не больше чем примерно 70°, не больше чем примерно 65°, не больше чем примерно 60°, такое как не больше чем примерно 55°, не больше чем примерно 50°, не больше чем примерно 45°, не больше чем примерно 40°, не больше чем примерно 35°, не больше чем примерно 30°, не больше чем примерно 25°, не больше чем примерно 20°, такое как не больше чем примерно 15°, не больше чем примерно 10° или даже не больше чем примерно 5°. Понятно, что заданное различие угловой ориентации может находиться в пределах диапазона вышеуказанных минимальных и максимальных угловых значений.
[00157] На фиг. 2B показан перспективный вид части абразивного изделия, содержащего профилированную абразивную частицу согласно одному варианту реализации. Как показано на чертеже, абразивное изделие может содержать профилированную абразивную частицу 102, размещенную на подложке 101 в первом положении 112, имеющем первую угловую ориентацию относительно поперечной оси 181, проходящей вдоль ширины подложки 101. Некоторые аспекты профилированных абразивных частиц с заданными ориентационными характеристиками могут быть описаны их положением в пространстве относительно осей x, y, z, как показано на чертеже. Например, заданная продольная ориентация профилированной абразивной частицы 102 может быть определена положением профилированной абразивной частицы относительно оси Y, которая проходит параллельно продольной оси 180 подложки 101. Кроме того, заданная поперечная ориентация профилированной абразивной частицы 102 может быть определена положением профилированной абразивной частицы относительно оси X, которая проходит параллельно поперечной оси 181 подложки 101. Кроме того, заданная угловая ориентация профилированной абразивной частицы 102 может быть определена углом 102 между осью X, которая проходит вдоль оси или плоскости, параллельной поперечной оси 181, и биссекторной осью 231 профилированной абразивной частицы 102, проходящей через центр 221 стороны 171 профилированной абразивной частицы 102, соединенной (непосредственно или опосредованно) с подложкой 101. Как в целом показано на чертеже, профилированная абразивная частица 102 дополнительно может иметь заданную вертикальную ориентацию и заданную высоту кончика, как описано выше в настоящей заявке. Следует отметить, что управляемое размещение нескольких профилированных абразивных частиц, которое облегчает управление заданными ориентационными описанными в настоящей заявке характеристиками, представляет собой в высшей степени сложный процесс, который прежде не рассматривался или не использовался в промышленности.
[00158] Для простоты объяснения, варианты реализации, описанные в настоящей заявке, рассматриваются с точки зрения некоторых их особенностей относительно плоскости, определенной направлениями X, Y и Z. Однако, следует понимать и иметь в виду, что абразивные изделия могут иметь другие формы (например, ленты с абразивным покрытием, имеющие эллипсоидальную или петлевую геометрию, или даже шлифовальные диски с абразивным покрытием и подложкой, имеющей кольцевую форму). Описание особенностей, представленных в настоящей заявке, не ограничено двумерными конфигурациями абразивных изделий, и описанные в настоящей заявке особенности могут быть применены к абразивным изделиям с любой геометрией. В случаях, в которых подложка имеет круглую форму, продольная ось и поперечная ось могут быть двумя ортогональными диаметрами, проходящими через центр подложки.
[00159] На фиг. 3A показан вид сверху части абразивного изделия 300 согласно одному варианту реализации. Как показано на чертеже, абразивное изделие 300 может содержать первую группу 301 профилированных абразивных частиц, включающую профилированные абразивные частицы 311, 312, 313 и 314 (311-314). Используемый в настоящей заявке термин группа относится к нескольким профилированным абразивным частицам, имеющим по меньшей мере одну заданную ориентационную характеристику (или их комбинацию), которая является той же самой для каждой из указанных профилированных абразивных частиц. Примерные заданные ориентационные характеристики могут включать заданную угловую ориентацию, заданную поперечную ориентацию, заданную продольную ориентацию, заданную вертикальную ориентацию и заданную высоту кончика. Например, первая группа 301 профилированных абразивных частиц включает несколько профилированных абразивных частиц, имеющих по существу ту же самую заданную угловую ориентацию относительно друг друга. Как дополнительно показано на чертеже, абразивное изделие 300 может содержать другую группу 303, включающую несколько профилированных абразивных частиц, например, профилированные абразивные частицы 321, 322, 323 и 324 (321-324). Как показано на чертеже, группа 303 может включать несколько профилированных абразивных частиц, имеющих ту же самую заданную угловую ориентацию. Кроме того, по меньшей мере часть профилированных абразивных частиц в группе 303 может иметь ту же самую заданную поперечную ориентацию по отношению друг к другу (например, профилированные абразивные частицы 321 и 322 и профилированные абразивные частицы 323 и 324). Кроме того, по меньшей мере часть профилированных абразивных частиц в группе 303 может иметь ту же самую заданную продольную ориентацию относительно друг друга (например, профилированные абразивные частицы 321 и 324 и профилированные абразивные частицы 322 и 323).
[00160] Как дополнительно показано на чертеже, абразивное изделие может содержать группу 305. Группа 305 может содержать несколько профилированных абразивных частиц, включая профилированные абразивные частицы 331, 332 и 333 (331-333), имеющие по меньшей мере одну общую заданную ориентационную характеристику. Как показано на чертеже для варианта реализации, показанного на фиг. 3A, несколько профилированных абразивных частиц в группе 305 может иметь ту же самую заданную угловую ориентацию относительно друг друга. Кроме того, по меньшей мере часть профилированных абразивных частиц в группе 305 может иметь ту же самую заданную поперечную ориентацию относительно друг друга (например, профилированные абразивные частицы 332 и 333). Кроме того, по меньшей мере часть профилированных абразивных частиц в группе 305 может иметь ту же самую заданную продольную ориентацию относительно друг друга. Использование групп профилированных абразивных частиц и, в частности, комбинации групп профилированных абразивных частиц, имеющих описанные в настоящей заявке особенности, может облегчить достижение улучшенных рабочих характеристик абразивного изделия.
[00161] Как дополнительно показано на чертеже, абразивное изделие 300 может содержать группы 301, 303 и 305, которые может быть разделены канальными областями 307 и 308, проходящими между группами 301, 303, 305. В некоторых случаях канальные области могут быть областями на абразивном изделии, которое по существу может не содержать профилированные абразивные частицы. Кроме того, канальные области 307 и 308 могут быть выполнены с возможностью перемещения жидкости между группами 301, 303 и 305, что может улучшить удаление опилок и характеристики истирания абразивного изделия. Канальные области 307 и 308 могут быть заданными областями на поверхности профилированного абразивного изделия. Канальные области 307 и 308 могут ограничивать выделенные области между группами 301, 303 и 305, которые являются различными и, в частности, превышают по ширине и/или длине продольное пространство или поперечное пространство между соседними профилированными абразивными частицами в группах 301, 303 и 305.
[00162] Канальные области 307 и 308 могут проходить вдоль направления, которое проходит параллельно или перпендикулярно продольной оси 180 или проходит параллельно или перпендикулярно поперечной оси 181 подложки 101. В некоторых случаях канальные области 307 и 308 могут иметь оси 351 и 352 соответственно, проходящие вдоль центра канальных областей 307 и 308 и вдоль продольного размера канальных областей 307 и 308, а также имеющие заданный угол относительно продольной оси 180 подложки 101. Кроме того, оси 351 и 352 канальных областей 307 и 308 могут формировать заданный угол относительно поперечной оси 181 подложки 101. Управляемая ориентация канальных областей может облегчить достижение улучшенных рабочих характеристик абразивного изделия.
[00163] Кроме того, канальные области 307 и 308 могут быть сформированы с заданной ориентацией относительно направления 350 шлифования. Например, канальные области 307 и 308 могут проходить вдоль направления, которое параллельно или перпендикулярно направлению 350 шлифования. В некоторых случаях канальные области 307 и 308 могут иметь оси 351 и 352 соответственно, проходящие вдоль центра канальных областей 307 и 308 и вдоль продольного размера канальных областей 307 и 308 и имеющие заданный угол относительно направления 350 шлифования. Управляемая ориентация канальных областей может облегчить достижение улучшенных рабочих характеристик абразивного изделия.
[00164] По меньшей мере для одного варианта реализации, как показано на чертеже, группа 301 может содержать несколько профилированных абразивных частиц, причём по меньшей мере часть указанных профилированных абразивных частиц в группе 301 могут формировать шаблон 315. Как показано на чертеже, множество профилированных абразивных частиц 311-314 могут быть расположены относительно друг друга с заданным распределением, которое дополнительно образует двумерный массив, такой как имеющий форму четырехугольника, наблюдаемого сверху вниз. Массив представляет собой шаблон, имеющий ближний порядок, образованный расположением блока профилированных абразивных частиц, и дополнительно имеющий дальний порядок, включающий регулярные и повторные связанные вместе блоки. Понятно, что могут быть сформированы другие двумерные массивы, имеющие другие многоугольные формы, например, овальную, форму декоративных букв, торговых знаков или другие структур. Как дополнительно показано на чертеже, группа 303 может содержать множество профилированных абразивных частиц 321-324, которые также могут быть расположены в шаблоне 325, задающем четырехугольный двумерный массив. Кроме того, группа 305 может содержать множество профилированных абразивных частиц 331-334, которые могут быть расположены относительно друг друга с возможностью образования заданного распределения в форме треугольного шаблона 335.
[00165] Согласно одному варианту реализации множество профилированных абразивных частиц в группе 301 могут формировать шаблон, который отличается от шаблона, сформированного профилированными абразивными частицами другой группы (например, группы 303 или 305). Например, профилированные абразивные частицы группы 301 могут формировать шаблон 315, который отличается от шаблона 335 группы 305 в отношении ориентации на подложке 101. Кроме того, профилированные абразивные частицы группы 301 могут формировать шаблон 315, который имеет первую ориентацию относительно направления 350 шлифования, отличающуюся от ориентации шаблона второй группы (например группы 303 или 305) относительно направления 350 шлифования.
[00166] Следует отметить, что любая из групп (301, 303 или 305) профилированных абразивных частиц может иметь шаблон, определяющий один или большее количество векторов (например 361 или 362 в группе 305), который может иметь определенную ориентацию относительно направления шлифования. В частности, профилированные абразивные частицы в группе могут иметь заданную ориентационную характеристику, которая определяет шаблон группы, которая может дополнительно определить один или большее количество векторов шаблона. Согласно одному варианту реализации векторами 361 и 362 шаблона 335 можно управлять для формирования заданного угла относительно направления 350 шлифования. Векторы 361 и 362 могут иметь различные ориентации, включая, например, параллельную ориентацию, перпендикулярную ориентацию или даже неортогональную или непараллельную ориентацию (т.е., под углом для определения острого угла или тупого угла) относительно направления 350 шлифования.
[00167] Согласно одному варианту реализации множество профилированных абразивных частиц в первой группе 301 могут иметь по меньшей мере одну заданную ориентационную характеристику, которая отличается от заданной ориентационной характеристики множества профилированных абразивных частиц в другой группе (например группе 303 или 305). Например, по меньшей мере часть профилированных абразивных частиц в группе 301 может иметь заданную угловую ориентацию, которая отличается от заданной угловой ориентации по меньшей мере части профилированных абразивных частиц в группе 303. Однако, согласно одному аспекту все профилированные абразивные частицы группы 301 могут иметь заданную угловую ориентацию, которая отличается от заданной угловой ориентации всех профилированных абразивных частиц в группе 303.
[00168] Согласно другим вариантам реализации по меньшей мере часть профилированных абразивных частиц в группе 301 могут иметь заданную поперечную ориентацию, которая отличается от заданной поперечной ориентации по меньшей мере части профилированных абразивных частиц в группе 303. Согласно еще одному варианту реализации все профилированные абразивные частицы в группе 301 могут иметь заданную поперечную ориентацию, которая отличается от заданной поперечной ориентации всех профилированных абразивных частиц в группе 303.
[00169] Кроме того, согласно другому варианту реализации по меньшей мере часть профилированных абразивных частиц в группе 301 могут иметь заданную продольную ориентацию, которая может отличаться от заданной продольной ориентации по меньшей мере части профилированных абразивных частиц в группе 303. Согласно другому варианту реализации все профилированные абразивные частицы группы 301 могут иметь заданную продольную ориентацию, которая может отличаться от заданной продольной ориентацией всех профилированных абразивных частиц группы 303.
[00170] Кроме того, по меньшей мере часть профилированных абразивных частиц в группе 301 может иметь заданную вертикальную ориентацию, которая отличается от заданной вертикальной ориентации по меньшей мере части профилированных абразивных частиц в группе 303. Однако, согласно одному аспекту все профилированные абразивные частицы группы 301 могут иметь заданную вертикальную ориентацию, которая отличается от заданной вертикальной ориентации всех профилированных абразивных частиц группы 303.
[00171] Кроме того, согласно одному варианту реализации по меньшей мере часть профилированных абразивных частиц группы 301 может иметь заданную высоту кончика, которая отличается от заданной высоты кончика по меньшей мере части профилированных абразивных частиц в группе 303. Согласно другому варианту реализации все профилированные абразивные частицы группы 301 могут иметь заданную высоту кончика, которая отличается от заданной высоты кончика всех профилированных абразивных частиц группы 303.
[00172] Понятно, что любое количество групп могут быть включены в абразивное изделие и могут создавать различные области на абразивном изделии, имеющие заданные ориентационные характеристики. Кроме того, каждая из групп может отличаться от других групп, как описано в выше в отношении групп 301 и 303.
[00173] Согласно одному или большему количеству вариантов реализации, описанных в настоящей заявке, профилированные абразивные частицы могут быть расположены с заданным распределением, определенным заданными положениями на подложке. В частности, заданное распределение может образовывать незатеняющую структуру между двумя или большим количеством профилированных абразивных частиц. Например, согласно одному варианту реализации абразивное изделие может содержать первую профилированную абразивную частицу в первом заданном положении и вторую профилированную абразивную частицу во втором заданном положении таким образом, что первая и вторая профилированные абразивные частицы образуют незатеняющую структуру относительно друг друга. Незатеняющая структура может быть образована расположением профилированных абразивных частиц, выполненных с возможностью установления исходного контакта с заготовкой в отдельных местах на заготовке и ограничения или предотвращения исходного перекрытия в месте первоначального съема материала с заготовки. Незатеняющая структура может облегчить достижение улучшенных рабочих характеристик при шлифовании. Согласно одному варианту реализации первая профилированная абразивная частица может быть частью группы, образованной множеством профилированных абразивных частиц, и вторая профилированная абразивная частица может быть частью второй группы, образованной множеством профилированных абразивных частиц. Первая группа может формировать первый ряд на подложке, и вторая группа может формировать второй ряд на подложке, причём каждая из профилированных абразивных частиц второй группы может быть расположена в шахматном порядке относительно каждой из профилированных абразивных частиц первой группы, в результате чего может быть сформирована определенная незатеняющая структура.
[00174] На фиг. 3B показан перспективный вид части абразивного изделия, содержащего профилированные абразивные частицы, имеющие заданные ориентационные характеристики относительно направления шлифования согласно одному варианту реализации. Согласно одному варианту реализации абразивное изделие может содержать профилированную абразивную частицу 102, имеющую заданную ориентацию относительно другой профилированной абразивной частицы 103 и/или относительно направления 385 шлифования. Управление одной или комбинацией заданных ориентационных характеристик относительно направления 385 шлифования может облегчить достижение улучшенных характеристик истирания абразивного изделия. Направление 385 шлифования может быть намеченным направлением перемещения абразивного изделия относительно заготовки в операции съема материала. В некоторых случаях направление 385 шлифования может быть соотнесено с размерами подложки 101. Например, согласно одному варианту реализации направление 385 шлифования может быть по существу перпендикулярным поперечной оси 181 подложки и по существу параллельным продольной оси 180 подложки 101. Заданные ориентационные характеристики профилированной абразивной частицы 102 могут определять исходную поверхность контакта профилированной абразивной частицы 102 с заготовкой. Например, профилированная абразивная частица 102 может иметь основные поверхности 363 и 364 и боковые поверхности 365 и 366, проходящие между основными поверхностями 363 и 364. Согласно заданным ориентационным характеристикам профилированная абразивная частица 102 может быть расположена таким образом, что основная поверхность 363 входит в первоначальный контакт с заготовкой перед другими поверхностями профилированной абразивной частицы 102. Такую ориентацию можно считать фронтальной ориентацией относительно направления 385 шлифования. В частности, профилированная абразивная частица 102 может иметь биссекторную ось 231, имеющую определенную ориентацию относительно направления шлифования. Например, как показано на чертеже, вектор направления 385 шлифования и биссекторная ось 231 по существу перпендикулярны друг другу. Понятно, что как и любой диапазон заданных угловых ориентаций может быть применим для профилированной абразивной частицы, также любой диапазон ориентаций профилированных абразивных частиц относительно направления 385 шлифования может быть принят во внимание и может быть использован.
[00175] Профилированная абразивная частица 103 может иметь различные заданные ориентационные характеристики относительно профилированной абразивной частицы 102 и направления 385 шлифования. Как показано на чертеже, профилированная абразивная частица 103 может иметь основные поверхности 391 и 392, которые могут быть соединены боковыми поверхностями 371 и 372. Кроме того, как показано на чертеже, профилированная абразивная частица 103 может иметь биссекторную ось 373, формирующую определенный угол относительно вектора направления 385 шлифования. Как показано на чертеже, биссекторная ось 373 профилированной абразивной частицы 103 может иметь по существу параллельную ориентацию с направлением 385 шлифования таким образом, что угол между биссекторной осью 373 и направлением 385 шлифования по существу является нулевым угловым значением. Соответственно, заданные ориентационные характеристики профилированной абразивной частицы облегчают исходный контакт боковой поверхности 372 с заготовкой перед любой из других поверхностей профилированной абразивной частицы. Такую ориентацию профилированной абразивной частицы 103 можно считать поперечной ориентацией относительно направления 385 шлифования.
[00176] Понятно, что абразивное изделие может содержать одну или большее количество групп профилированных абразивных частиц, которые могут быть расположены с заданным распределением относительно друг друга и, в частности, могут иметь отличающиеся заданные ориентационные характеристики, которые определяют группы профилированных абразивных частиц. Группы профилированных абразивных частиц, как описано в настоящей заявке, могут иметь заданную ориентацию относительно направления шлифования. Кроме того, абразивные изделия, описанные в настоящей заявке, могут иметь одну или большее количество групп профилированных абразивных частиц, причём каждая из групп имеет различную заданную ориентацию относительно направления шлифования. Использование групп профилированных абразивных частиц, имеющих различные заданные ориентации относительно направления шлифования, может облегчить достижение улучшенных рабочие характеристик абразивного изделия.
[00177] На фиг. 4 показан вид сверху части абразивного изделия согласно одному варианту реализации. В частности, абразивное изделие 400 может содержать первую группу 401, включающую множество профилированных абразивных частиц. Как показано на чертеже, профилированные абразивные частицы могут быть расположены относительно друг друга для образования заданного распределения. В частности, заданное распределение может быть выполнено в форме шаблона 423, наблюдаемого сверху вниз и, в частности, задающего двумерный массив треугольной формы. Как дополнительно показано на чертеже, группа 401 может быть расположена на абразивном изделии 400 и может образовывать заданный микроблок 431, размещенный на подложке 101. Согласно одному варианту реализации микроблок 431 может иметь определенную двумерную форму, наблюдаемую сверху вниз. Некоторые примерные двумерные формы могут включать многоугольники, овалы, цифры, буквы греческого алфавита, буквы латинского алфавита, буквы русского алфавита, буквы арабского алфавита, японские иероглифы, сложные формы, структуры и любые комбинации вышеперечисленного. В определенных случаях формирование группы, включающей определенный микроблок, может облегчить достижение улучшенных рабочих характеристик абразивного изделия.
[00178] Как дополнительно показано на чертеже, абразивное изделие 400 может содержать группу 404, включающую множество профилированных абразивных частиц, которые могут быть расположены на поверхности подложки 101, для образования заданного распределения. В частности, заданное распределение может включать расположение множества профилированных абразивных частиц, которые образуют шаблон и, в частности, в целом четырехсторонний шаблон 424. Как показано на чертеже, группа 404 может образовывать микроблок 434 на поверхности абразивного изделия 400. Согласно одному варианту реализации микроблок 434 в группе 404 может иметь двумерную форму, наблюдаемую сверху вниз, включая, например, многоугольную форму и, в частности, в целом четырехстороннюю (ромбическую) форму, наблюдаемую сверху вниз, на поверхности абразивного изделия 400. В показанном на фиг. 4 варианте реализации группа 401 может иметь микроблок 431, который по существу является тем же самым, что и микроблок 434 из группы 404. Однако, понятно, что согласно другим вариантам реализации на поверхности абразивного изделия могут быть образованы различные группы, причём каждая из различных групп содержит различный микроблок.
[00179] Как дополнительно показано на чертеже, абразивное изделие может содержать группы 401, 402, 403 и 404, которые могут быть разделены канальными областями 422 и 421, проходящими между группами 401-404. В определенных случаях канальная область по существу может не содержать профилированные абразивные частицы. Кроме того, канальные области 421 и 422 могут быть выполнены с обеспечением возможности перемещения жидкости между группами 401-404 и дополнительного улучшения съема стружки и рабочих характеристик абразивного изделия при шлифовании. Кроме того, согласно некоторым вариантам реализации абразивное изделие 400 может содержать канальные области 421 и 422, проходящие между группами 401-404, причём канальные области 421 и 422 могут быть повторены на поверхности абразивного изделия 400. В определенных случаях канальные области 421 и 422 могут представлять регулярный и повторяющийся массив особенностей, проходящих вдоль поверхности абразивного изделия.
[00180] На фиг. 5 показан вид сверху части абразивного изделия согласно одному варианту реализации. В частности, абразивное изделие 500 может содержать профилированные абразивные частицы 501, покрывающие подложку 101 и, в частности, соединенные с подложкой 101. Согласно по меньшей мере одному варианту реализации абразивные изделия согласно вариантам реализации, описанным в настоящей заявке, могут содержать ряд 511 профилированных абразивных частиц. Ряд 511 может включать группу профилированных абразивных частиц 501, причём каждая из профилированных абразивных частиц 501 в ряду 511 может иметь ту же самую заданную поперечную ориентацию относительно других частиц. В частности, как показано на чертеже, каждая из профилированных абразивных частиц 501 в ряду 511 может иметь ту же самую заданную поперечную ориентацию относительно поперечной оси 551. Кроме того, каждая из профилированных абразивных частиц 501 первого ряда 511 может быть частью группы и, таким образом, иметь по меньшей мере одну другую заданную ориентационную характеристику, которая является одинаковой для частиц этой группы. Например, каждая из профилированных абразивных частиц 501 ряда 511 может быть частью группы, имеющей ту же самую заданную вертикальную ориентацию, и может образовывать набор с вертикальной ориентацией частиц. Согласно по меньшей мере одному другому варианту реализации каждая из профилированных абразивных частиц 501 из ряда 511 может быть частью группы, имеющей ту же самую заданную угловую ориентацию, и может образовывать набор с угловой ориентацией частиц. Кроме того, каждая из профилированных абразивных частиц 501 ряда 511 может быть частью группы, имеющей ту же самую заданную высоту кончика у всех частиц группы, и может образовывать набор частиц с одинаковой высотой кончика. Кроме того, как показано на чертеже, абразивное изделие 500 может содержать множество групп с ориентацией ряда 511, которые могут разделены вдоль продольной оси 180 и, в частности, разделены другими промежуточными рядами, включая, например, ряды 521, 531 и 541.
[00181] Как дополнительно показано на фиг. 5, абразивное изделие 500 может содержать профилированные абразивные частицы 502, которые могут быть расположены относительно друг друга для формирования ряда 521. Ряд 521 профилированных абразивных частиц 502 может включать любую из особенностей, описанных в отношении ряда 511. В частности, профилированные абразивные частицы 502 ряда 521 могут иметь ту же самую заданную поперечную ориентацию относительно друг друга. Кроме того, профилированные абразивные частицы 502 ряда 521 могут иметь по меньшей мере одну заданную ориентационную характеристику, которая отличается от заданной ориентационной характеристики любой из профилированных абразивных частиц 501 ряда 511. Например, как показано на чертеже, каждая из профилированных абразивных частиц 502 ряда 521 может иметь ту же самую заданную угловую ориентацию, которая отличается от заданной угловой ориентации каждой из профилированных абразивных частиц 501 ряда 511.
[00182] Согласно другому варианту реализации абразивное изделие 500 может содержать профилированные абразивные частицы 503, расположенные относительно друг друга с возможностью образования ряда 531. Ряд 531 может иметь любую из характеристик, описанную в связи с другими вариантами реализации, в частности, в связи с рядом 511 или рядом 521. Кроме того, как показано на чертеже, каждая из профилированных абразивных частиц 503 ряда 531 может иметь по меньшей мере одну заданную ориентационную характеристику, которая является одинаковой с заданными ориентационными характеристиками других частиц этого ряда. Кроме того, каждая из профилированных абразивных частиц 503 ряда 531 может иметь по меньшей мере одну заданную ориентационную характеристику, которая отличается от заданной ориентационной характеристики любой из профилированных абразивных частиц 501 ряда 511 или профилированных абразивных частиц 502 ряда 521. В частности, как показано на чертеже, каждая из профилированных абразивных частиц 503 ряда 531 может иметь ту же самую заданную угловую ориентацию, которая отличается от заданной угловой ориентации профилированных абразивных частиц 501 ряда 511 и от заданной угловой ориентации профилированных абразивных частиц 502 ряда 521.
[00183] Как дополнительно показано на чертеже, абразивное изделие 500 может содержать профилированные абразивные частицы 504, расположенные относительно друг друга с возможностью образования ряда 541 на поверхности абразивного изделия 500. Как показано на чертеже, каждая из профилированных абразивных частиц 504 и ряд 541 могут иметь по меньшей мере одну из той же самой заданной ориентационной характеристики. Кроме того, согласно одному варианту реализации каждая из профилированных абразивных частиц 504 может иметь по меньшей мере одну из той же самой заданной ориентационной характеристики, такую как заданная угловая ориентация, которая отличается от заданной угловой ориентации любой из профилированных абразивных частиц 501 ряда 511, профилированных абразивных частиц 502 ряда 521 и профилированных абразивных частиц 503 ряда 531.
[00184] Как дополнительно показано на чертеже, абразивное изделие 500 может содержать столбец 561 профилированных абразивных частиц, включающий по меньшей мере одну профилированную абразивную частицу из каждого из рядов 511, 521, 531 и 541. В частности, каждой из профилированных абразивных частиц в столбце 561 может быть присуща по меньшей мере одна заданная ориентационная характеристика и, в частности, по меньшей мере заданная продольная ориентация относительно друг друга. Также, каждая из профилированных абразивных частиц в столбце 561 может иметь заданную продольную ориентацию относительно друг друга и продольной плоскости 562. В некоторых случаях упорядочивание профилированных абразивных частиц в группы, которое может включать упорядочивание профилированных абразивных частиц в ряды, столбцы, наборы с вертикальной ориентацией, наборы с угловой ориентацией и наборы с одинаковой высотой кончика, может облегчить достижение улучшенных рабочих характеристик абразивного изделия.
[00185] На фиг. 6 показан вид сверху части абразивного изделия согласно одному варианту реализации. В частности, абразивное изделие 600 может содержать профилированные абразивные частицы 601, которые могут быть расположены относительно друг друга с возможностью образования столбца 621, проходящего вдоль продольной плоскости 651 и имеющего по меньшей мере одну из тех же самых заданных ориентационных характеристик частиц относительно друг друга. Например, каждая из профилированных абразивных частиц 601 набора 621 может иметь ту же самую заданную продольную ориентацию относительно друг друга и продольной оси 651. Понятно, что профилированным абразивным частицам 601 в столбце 621 присуща по меньшей мере одна другая заданная ориентационная характеристика, включая, например, ту же самую заданную угловую ориентацию относительно друг друга.
[00186] Как дополнительно показано на чертеже, абразивное изделие 600 может содержать профилированные абразивные частицы 602, расположенные относительно друг друга на подложке 101 и образующие друг с другом столбец 622 вдоль продольной плоскости 652. Понятно, что профилированным абразивным частицам 602 столбца 622 присуща по меньшей мере одна другая заданная ориентационная характеристика, включая, например ту же самую заданную угловую ориентацию относительно друг друга. Однако, каждая из профилированных абразивных частиц 602 столбца 622 может образовывать группу, имеющую по меньшей мере одну заданную ориентационную характеристику, отличающуюся по меньшей мере от одной заданной ориентационной характеристики по меньшей мере одной из профилированных абразивных частиц 621 в столбце 621. В частности, каждая из профилированных абразивных частиц 602 столбца 622 может образовывать группу, имеющую комбинацию заданных ориентационных характеристик, отличающихся от комбинации заданных ориентационных характеристик профилированных абразивных частиц 601 столбца 621.
[00187] Кроме того, как показано на чертеже, абразивное изделие 600 может включать профилированные абразивные частицы 603, имеющие ту же самую заданную продольную ориентацию относительно друг друга вдоль продольной плоскости 653 на подложке 101 и образующие столбец 623. Однако, каждая из профилированных абразивных частиц 603 столбца 623 может образовывать группу, имеющую по меньшей мере одну заданную ориентационную характеристику, отличающуюся по меньшей мере от одной заданной ориентационной характеристики по меньшей мере одной из профилированных абразивных частиц 621 столбца 621 и профилированных абразивных частиц 602 столбца 622. В частности, каждая из профилированных абразивных частиц 603 столбца 623 может образовывать группу, имеющую комбинацию заданных ориентационных характеристик, отличающихся от комбинации заданных ориентационных характеристик профилированных абразивных частиц 601 столбца 621 и профилированных абразивных частиц 602 столбца 622.
[00188] На фиг. 7A показан вид сверху части абразивного изделия согласно одному варианту реализации. В некоторых случаях абразивные изделия, описанные в настоящей заявке, могут дополнительно содержать ориентационные области, которые облегчают размещение профилированных абразивных частиц в заданных ориентациях. Ориентационные области могут быть соединены с подложкой 101 абразивного изделия. Согласно другому варианту реализации ориентационные области могут быть частью адгезионного слоя, содержащего, например, нижний адгезионный слой или верхний адгезионный слой. Согласно другому варианту реализации ориентационные области могут покрывать подложку 101 или более предпочтительно могут быть встроены в подложку 101.
[00189] Как показано на фиг. 7A, абразивное изделие 700 может содержать профилированные абразивные частицы 701, 702, 703 (701-703), и каждая из профилированных абразивных частиц 701-703 может быть связана с соответствующей ориентационной областью 721, 722 и 723 (721-723). Согласно одному варианту реализации ориентационная область 721 может быть выполнена с возможностью образования по меньшей мере одной заданной ориентационной характеристики (или их комбинации) профилированной абразивной частицы 701. Например, ориентационная область 721 может быть выполнена с возможностью образования заданной угловой ориентации, заданной поперечной ориентации, заданной продольной ориентации, заданной вертикальной ориентации, заданной высоты кончика и комбинации вышеперечисленного относительно профилированной абразивной частицы 701. Кроме того, согласно одному варианту реализации ориентационные области 721, 722 и 723 могут быть связаны с множеством профилированных абразивных частиц 701-703 и могут образовывать группу 791.
[00190] Согласно одному варианту реализации, ориентационные области 721-723 могут быть связаны с выравнивающей структурой и, в частности, частью выравнивающей структуры (например, дискретными контактными областями), как подробно описано в настоящей заявке. Ориентационные области 721-723 могут быть встроены в любой из компонентов абразивного изделия, включая, например, подложку 101 или адгезионные слои, и, таким образом, могут считаться контактными областями, как описано более подробно в настоящей заявке. Согласно другому варианту реализации ориентационные области 721-723 могут быть связаны с использованием выравнивающей структуры в формировании абразивного изделия, которая может быть отдельным от подложки компонентом и встроенным в абразивное изделие, и которая не обязательно должна формировать контактную область, связанную с абразивным изделием.
[00191] Как дополнительно показано на чертеже, абразивное изделие 700 может дополнительно содержать профилированные абразивные частицы 704, 705, 706 (704-706), причём каждая из профилированных абразивных частиц 704-706 может быть связана с ориентационной областью 724, 725, 726 соответственно. Ориентационные области 724-726 могут быть выполнены с возможностью управления по меньшей мере одной заданной ориентационной характеристикой профилированных абразивных частиц 704-706. Кроме того, ориентационные области 724-726 могут быть выполнены с возможностью задания группы 792 профилированных абразивных частиц 704-706. Согласно одному варианту реализации ориентационные области 724-726 могут быть отделены от ориентационных областей 721-723. В частности ориентационные области 724-726 могут быть выполнены с возможностью формирования группы 792, имеющей по меньшей мере одну заданную ориентационную характеристику, которая отличается от заданной ориентационной характеристики профилированных абразивных частиц 701-703 группы 791.
[00192] На фиг. 7B показана часть абразивного изделия согласно одному варианту реализации. В частности, на фиг. 7B показаны некоторые варианты реализации выравнивающих структур и контактных областей, которые могут быть использованы и которые выполнены с возможностью облегчения по меньшей мере одной заданной ориентационной характеристики одной или большего количества профилированных абразивных частиц, связанных с выравнивающей структурой и контактными областями.
[00193] На фиг. 7B показана часть абразивного изделия, содержащая подложку 101, первую группу 791 профилированных абразивных частиц 701 и 702, размещенных на подложке 101, вторую группу 792 профилированных абразивных частиц 704 и 705, размещенных на подложке 101, третью группу 793 профилированных абразивных частиц 744 и 745, размещенных на подложке 101, и четвертую группу 794 профилированных абразивных частиц 746 и 747, размещенных на подложке 101. Понятно, что не смотря на то, что на чертеже показаны различные и многочисленные отличающиеся группы 791, 792, 793 и 794, указанный чертеж никоим образом не ограничивает объем защиты настоящего изобретения, и абразивные изделия согласно различным вариантам реализации, описанным в настоящей заявке, могут содержать любое количество групп и их способов их расположения.
[00194] Абразивное изделие на фиг. 7B дополнительно содержит выравнивающую структуру 761, имеющую первую контактную область 721 и вторую контактную область 722. Выравнивающая структура 761 может быть использована для облегчения размещения профилированных абразивных частиц 701 и 702 в желательных ориентациях на подложке и относительно друг друга. Выравнивающая структура 761 согласно различным вариантам реализации, описанным в настоящей заявке, может быть постоянной частью абразивного изделия. Например, выравнивающая структура 761 может содержать контактные области 721 и 722, которые могут покрывать подложку 101 и в некоторых случаях непосредственно входить в контакт с подложкой 101. В некоторых случаях выравнивающая структура 761 может составлять одно целое с абразивным изделием и может покрывать подложку, лежать в основе адгезионного слоя, покрывающего подложку, или даже являться нераздельной частью одного или большее количества адгезионных слоев, покрывающих подложку.
[00195] Согласно одному варианту реализации выравнивающая структура 761 может быть выполнена с возможностью доставки и в некоторых случаях временного или постоянного удерживания профилированной абразивной частицы 701 в первом положении 771. В некоторых случаях, таких как показан на фиг. 7B, выравнивающая структура 761 может содержать контактную область 721, которая может иметь определенную двумерную форму при наблюдении сверху, отличающуюся шириной (wcr) контактной области и длиной (lcr) контактной области, причём указанная длина является самым длинным размером контактной области 721. Согласно по меньшей мере одному варианту реализации контактная область может иметь форму (например, двумерную форму), которая может облегчить управляемую ориентацию профилированной абразивной частицы 701. В частности, контактная область 721 может иметь двумерную форму, выполненную с возможностью управления одной или большим количеством (например, по меньшей мере двумя) определенных заданных ориентационных характеристик, включая, например, заданную угловую ориентацию, заданную поперечную ориентацию и заданную продольную ориентацию.
[00196] В некоторых случаях контактные области 721 и 722 могут иметь управляемые двумерные формы, которые могут облегчить заданную угловую ориентацию соответствующих профилированных абразивных частиц 701 и 702. Например, контактная область 721 может иметь управляемую заданную двумерную форму, выполненную с возможностью определения заданной угловой ориентации профилированной абразивной частицы 701. Кроме того, контактная область 722 может иметь управляемую заданную двумерную форму, выполненную с возможностью определения заданной угловой ориентации профилированной абразивной частицы 702.
[00197] Как показано на чертеже, выравнивающая структура может содержать множество дискретных контактных областей 721 и 722, причём каждая из контактных областей 721 и 722 может быть выполнена с возможностью доставки и временного или постоянного удерживания одной или большего количества профилированных абразивных частиц. В некоторых случаях выравнивающая структура может содержать тканую пластину, волокнистый материал, сетку, сплошную структуру с отверстиями, ленту, ролик, структурированный материал, прерывистый слой материала, структурированный адгезионный материал и комбинации вышеперечисленного.
[00198] Множество контактных областей 721 и 722 могут определять по меньшей мере одно из заданной угловой ориентации профилированной абразивной частицы, заданного различия в угловых ориентациях по меньшей мере между двумя профилированными абразивными частицами, заданной продольной ориентации профилированной абразивной частицы, продольного пространства между двумя профилированными абразивными частицами, заданной поперечной ориентации, поперечного пространства между двумя профилированными абразивными частицами, заданной вертикальной ориентации, заданным вертикальным ориентационным различием между двумя профилированными абразивными частицами, заданной высотой кончика, заданной разностью высот кончика между двумя профилированными абразивными частицами. В определенных случаях, как показано на фиг. 7B, множество дискретных контактных областей могут включать первую контактную область 721 и вторую контактную область 722, отличающуюся от первой контактной области 721. Не смотря на то, что контактные области 721 и 722 показаны как имеющие ту же самую общую форму относительно друг друга, из приведенного ниже описания дополнительных вариантов реализации станет очевидным, что первая контактная область 721 и вторая контактная область 722 могут быть выполнены в виде различных двумерных форм. Кроме того, не смотря на то, что это не показано на чертеже, понятно, что выравнивающие структуры согласно вариантам реализации, описанным в настоящей заявке, могут содержать первые и вторые контактные области, выполненные с возможностью доставки и удерживания профилированных абразивных частиц в различных заданных угловых ориентациях относительно друг друга.
[00199] Согласно одному варианту реализации контактные области 721 и 722 могут иметь двумерную форму, выбранную из группы, состоящей из многоугольников, овалов, цифр, крестов, многоплечевых многоугольников, букв греческого алфавита, букв латинского алфавита, букв русского алфавита, букв арабского алфавита, прямоугольников, четырехугольников, пятиугольников, шестиугольников, семиугольников, восьмиугольников, девятиугольников, десятиугольников и комбинаций вышеперечисленного. Кроме того, не смотря на то, что контактные области 721 и 722 показаны как имеющие по существу ту же самую двумерную форму, понятно, что согласно другим вариантам реализации контактные области 721 и 722 могут иметь различные двумерные формы. Двумерными формами являются формы контактных областей 721 и 722, наблюдаемые в плоскости длины и ширины контактных областей, которые могут быть той же самой плоскостью, образованной верхней поверхностью подложки.
[00200] Кроме того, понятно, что выравнивающая структура 761 может быть временной частью абразивного изделия. Например, выравнивающая структура 761 может представлять шаблон или другой объект, который временно фиксирует профилированные абразивные частицы в контактных областях для облегчения размещения профилированных абразивных частиц в желательном положении, имеющем одну или большее количество заданных ориентационных характеристик. После размещения профилированных абразивных частиц выравнивающая структура может быть удалена, и профилированные абразивные частицы остаются на подложке в заданных положениях.
[00201] Согласно одному варианту реализации выравнивающая структура 761 может быть прерывистым слоем материала, содержащим множество контактных областей 721 и 722, который может быть выполнен из адгезионного материала. В определенных случаях контактная область 721 может быть выполнена с возможностью приклеивания по меньшей мере к одной профилированной абразивной частице. Согласно другим вариантам реализации контактная область 721 может быть сформирована для удерживания более чем одной профилированной абразивной частицы. Согласно по меньшей мере одному варианту реализации адгезионный материал может включать органический материал и, в частности, по меньшей мере один материал на основе смолы.
[00202] Кроме того, множество контактных областей 721 и 722 могут быть расположены на поверхности подложки 101 для образования заданного распределения контактных областей. Заданное распределение контактных областей может иметь любую характеристику заданных распределений, описанных в настоящей заявке. В частности, заданное распределение контактных областей может образовывать управляемую незатеняющую структуру. Заданное распределение контактных областей может образовывать и по существу соответствовать тому же самому заданному распределению профилированных абразивных частиц на подложке, при котором каждая контактная область может определять положение профилированной абразивной частицы.
[00203] Как показано на чертеже, в некоторых случаях контактные области 721 и 722 могут быть разнесены друг от друга. Согласно по меньшей мере одному варианту реализации контактные области 721 и 722 могут быть разнесены друг от друга на интервал 731. Интервал 731 между контактными областями 721 и 722 в целом является наименьшим интервалом между соседними контактными областями 721 и 722 в направлении, параллельном поперечной оси 181 или продольной оси 180.
[00204] Согласно одному варианту реализации дискретные контактные области из множества дискретных контактных областей могут быть разделены промежутком, проходящим в любом направлении между соседними дискретными контактными областями и в бесконтактной области, в которой по существу отсутствует любой адгезионный материал на подложке 101. Например, промежуток может быть расстоянием 731 между дискретными контактными областями 721 и 722 в направлении, параллельном поперечной оси 181. Согласно другому варианту реализации указанный промежуток может быть расстояние 732, проходящим в направлении, параллельном продольной оси 180. Вышеуказанные примеры являются неограничивающими, и указанный промежуток может проходить в любом из направлений в зависимости от самого короткого интервала между первой дискретной контактной областью и второй контактной областью, проходящего в бесконтактной области. Согласно одному варианту реализации расстояние промежутка может составлять по меньшей мере примерно 0,5(w), где (w) соответствует ширине тела профилированной абразивной частицы. Согласно другим вариантам реализации расстояние промежутка может составлять по меньшей мере примерно 0,7(w), по меньшей мере примерно 0,9(w), по меньшей мере примерно 1(w), по меньшей мере примерно 1,1(w), по меньшей мере примерно 1,3(w). Однако, согласно одному неограничивающему варианту реализации расстояние промежутка может быть не больше чем примерно 100(w), не больше чем примерно 50(w). Формирование дискретных контактных областей, имеющих некоторый размер, может улучшить обработку другими способами путём непрерывного покрытия материалом. Например, согласно некоторым вариантам реализации использование несплошного покрытия, содержащего дискретные контактные области, может уменьшить продолжительность обработки и уменьшить образование вспучиваний, связанных с изготовлением абразивных изделий, в которых используется непрерывное покрытие материалом. Кроме того, неожиданно выяснилось, что профилированный абразив может обеспечивать улучшенную анкеровку с использованием прерывистого покрытия, в отличие от непрерывного покрытия.
[00205] Согласно другому варианту реализации расстояние промежутка может составлять по меньшей мере примерно 0,1 мм, такое как по меньшей мере примерно 0,5 мм, по меньшей мере примерно 1 мм, по меньшей мере примерно 2 мм или даже по меньшей мере примерно 2,5 мм. Однако, согласно другому неограничивающему варианту реализации расстояние промежутка может составлять не больше чем примерно 50 мм, такое как не больше чем примерно 40 мм или не больше чем примерно 20 мм.
[00206] В некоторых случаях дискретные контактные области 721 и 722 могут иметь определенную ширину (wcr) относительно размера тела профилированной абразивной частицы, что может облегчать достижение особенностей согласно вариантам реализации, описанным в настоящей заявке. Например, дискретная контактная область 721 может иметь ширину (wcr), задающую минимальный размер дискретной удерживающей области, которая может составлять по меньшей мере примерно 0,5(h), где (h) - высота тела профилированной абразивной частицы, как описано в связи с вариантами реализации, представленными в настоящей заявке. Согласно другому варианту реализации ширина дискретной контактной области 721 может составлять по меньшей мере примерно 0,7(h), такая как по меньшей мере примерно 0,9(h), по меньшей мере примерно 1(h), по меньшей мере примерно 1,1(h), по меньшей мере примерно 1,3(h). Однако, согласно одному неограничивающему варианту реализации ширина дискретной контактной области 721 может составлять не больше чем примерно 100(h), такая как не больше чем примерно 50(h). Понятно, что ширина дискретной контактной области 721 может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше. Кроме того, понятно, что ширина дискретной контактной области 721 может быть отнесена к любым другим дискретным контактным областям согласно вариантам реализации, описанным в настоящей заявке, и при этом понятно, что ширина может коррелировать с диаметром в случае использования дискретной контактной области, имеющей круглую форму (например, дискретной контактной области 763).
[00207] Согласно другому варианту реализации ширина дискретной контактной области 721 может быть не больше чем примерно 5 мм, такой как не больше чем примерно 4 мм, не больше чем примерно 3 мм, не больше чем примерно 2 мм, не больше чем примерно 1 мм или даже не больше чем примерно 0,8 мм. Однако, согласно другому неограничивающему варианту реализации ширина дискретной контактной области 721 может быть по меньшей мере примерно 0,01 мм, такой как по меньшей мере примерно 0,05 мм или даже по меньшей мере примерно 0,1 мм. Понятно, что ширина дискретной контактной области 721 может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше. Кроме того, понятно, что ширина дискретной контактной области 721 может быть отнесена к любым другим дискретным контактным областям согласно вариантам реализации, описанным в настоящей заявке, и к тому же, ширина может коррелировать с диаметром в случае использования дискретной контактной области, имеющей круглую форму (например, дискретной контактной области 763).
[00208] Управление размером и формой дискретных контактных областей может быть достигнуто путём управления реологией адгезионного материала, использованного для формирования каждой из дискретных контактных областей в множестве дискретных контактных областей. Однако, понятно, что могут быть использованы другие способы управления процессом.
[00209] Согласно другому варианту реализации множество дискретных контактных областей 721 и 722 могут представлять собой отверстия в структуре, такой как подложка. Например, каждая из контактных областей 721 и 722 может быть отверстиями в шаблоне, который использован для временного размещения профилированных абразивных частицы в определенных положениях на подложке 101. Множество отверстий могут проходить частично или полностью сквозь толщину выравнивающей структуры. Согласно другому варианту реализации контактные области 721 и 722 могут быть отверстиями в структуре, такой как подложка или слой, который является постоянной частью подложки и конечного абразивного изделия. Отверстия могут иметь определенные формы поперечного сечения, которые могут быть дополняющими для формы поперечного сечения профилированных абразивных частиц, для облегчения размещения профилированных абразивных частиц в заданных положениях и с одной или большим количеством заданных ориентационных характеристик.
[00210] Кроме того, согласно одному варианту реализации выравнивающая структура может включать множество дискретных контактных областей, разделенных бесконтактными областями, причём бесконтактные области представляют собой области, отличающиеся от дискретных контактных областей, и существу могут не содержать профилированные абразивные частицы. Согласно одному варианту реализации бесконтактные области могут задавать области, по существу не содержащие адгезионный материал и разделяющие контактные области 721 и 722. Согласно одному варианту реализации бесконтактная область может образовывать области, по существу не содержащие профилированные абразивные частицы.
[00211] Для формирования выравнивающей структуры и дискретных контактных областей могут быть использованы различные способы, включая помимо прочего такие как покрытие, напыление, осаждение, печатание, травление, маскирование, удаление, литье под давлением, отливка в форму, штамповка, нагрев, отверждение, прикрепление, скрепление, фиксация, прессование, прокатка, сшивание, приклеивание, облучение и комбинации вышеперечисленного. В определенных случаях, в которых выравнивающая структура находится в форме прерывистого слоя адгезионного материала, содержащего множество дискретных контактных областей, включающих адгезионный материал, разделенный бесконтактными областями, способ формирования может включать избирательное осаждение адгезионного материала.
[00212] Как показано на чертеже и описано выше, на фиг. 7B дополнительно показана вторая группа 792 профилированных абразивных частиц 704 и 705, покрывающих подложку 101. Вторая группа 792 может быть связана с выравнивающей структурой 762, которая может включать первую контактную область 724 и вторую контактную область 725. Выравнивающая структура 762 может быть использована для облегчения размещения профилированных абразивных частиц 704 и 705 в желательных ориентациях на подложке 101 и относительно друг друга. Как описано выше в настоящей заявке, выравнивающая структура 762 может иметь любую из характеристик выравнивающих структур, описанных в настоящей заявке. Понятно, что выравнивающая структура 762 может быть постоянной или временной частью конечного абразивного изделия. Выравнивающая структура 762 может составлять одно целое с абразивным изделием и может покрывать подложку 101, лежать в основе адгезионного слоя, покрывающего подложку 101, или даже быть нераздельной частью одного или большего количества адгезионных слоев, покрывающих подложку 101.
[00213] Согласно одному варианту реализации выравнивающая структура 762 может быть выполнена с возможностью доставки и в определенных случаях временного или постоянного удерживания профилированной абразивной частицы 704 в первом положении 773. В определенных случаях, таких как показанный на фиг. 7B, выравнивающая структура 762 может включать контактную область 724, которая может иметь определенную двумерную форму при наблюдении сверху и определенную шириной (wcr) контактной области и длиной (lcr) контактной области, причём указанная длина представляет самый длинный размер контактной области 724.
[00214] Согласно по меньшей мере одному варианту реализации контактная область 724 может иметь форму (например, двумерную форму), которая может облегчить управляемую ориентацию профилированной абразивной частицы 704. В частности, контактная область 724 может иметь двумерную форму, выполненную с возможностью управления одной или большим количеством (например, по меньшей мере двумя) определенных заданных ориентационных характеристик, включая, например, заданную угловую ориентацию, заданную поперечную ориентацию и заданную продольную ориентацию. Согласно по меньшей мере одному варианту реализации контактная область 724 может иметь двумерную форму, в которой размеры контактной области 724 (например, длина и/или ширина) по существу соответствуют и по существу идентичны размерам профилированной абразивной частицы 704, в результате чего облегчено позиционирование профилированной абразивной частицы в положении 772 и облегчено достижение одной или комбинации заданных ориентационных характеристик профилированной абразивной частицы 704. Кроме того, согласно одному варианту реализации выравнивающая структура 762 может включать множество контактных областей, имеющих управляемые двумерные формы, выполненные с возможностью облегчения управления одной или большим количеством заданных ориентационных характеристик соответствующих профилированных абразивных частиц.
[00215] Как дополнительно показано на чертеже, согласно одному варианту реализации выравнивающая структура 762 может быть выполнена с возможностью доставки и в определенных случаях временного или постоянного удерживания профилированной абразивной частицы 705 во втором положении 774. В определенных случаях, таких как показанный на фиг. 7B, выравнивающая структура 762 может включать контактную область 725, которая может иметь определенную двумерную, при наблюдении сверху, форму, определенную шириной (wcr) и длиной (lcr), причём длина представляет самый длинный размер контактной области 725. В частности, контактные области 724 и 725 выравнивающей структуры могут иметь различную ориентацию относительно контактных областей 721 и 722 выравнивающей структуры 761 для облегчения достижения различных заданных ориентационных характеристик между профилированными абразивными частицами 701 и 702 группы 791 и профилированными абразивными частицами 704 и 705 группы 792.
[00216] Как показано на чертеже и описано выше, на фиг. 7B дополнительно показана третья группа 793 профилированных абразивных частиц 744 и 745, покрывающих подложку 101. Третья группа 793 может быть связана с выравнивающей структурой 763, которая может включать первую контактную область 754 и вторую контактную область 755. Выравнивающая структура 763 может быть использована для облегчения размещения профилированных абразивных частиц 744 и 745 в желательных ориентациях на подложке 101 и относительно друг друга. Как описано выше в настоящей заявке, выравнивающая структура 763 может иметь любую из характеристик выравнивающих структур, описанных в настоящей заявке. Понятно, что выравнивающая структура 763 может быть постоянной или временной частью конечного абразивного изделия. Выравнивающая структура 763 может составлять одно целое с абразивным изделием и может покрывать подложку 101, лежать в основе адгезионного слоя, покрывающего подложку 101, или даже быть нераздельной частью одного или большего количества адгезионных слоев, покрывающих подложку 101.
[00217] Согласно одному варианту реализации выравнивающая структура 763 может быть выполнена с возможностью доставки и в определенных случаях временного или постоянного удерживания профилированной абразивной частицы 744 в первом положении 775. Схожим образом, как показано на чертеже, выравнивающая структура 763 может быть выполнена с возможностью доставки и в определенных случаях временного или постоянного удерживания профилированной абразивной частицы 745 во втором положении 776.
[00218] В определенных случаях, таких как показанный на фиг. 7B, выравнивающая структура 763 может включать контактную область 754, которая может иметь определенную двумерную форму при наблюдении сверху. Как показано на чертеже, контактная область 754 может иметь круглую двумерную форму, которая может быть частично определена диаметром (dcr).
[00219] Согласно по меньшей мере одному варианту реализации контактная область 754 может иметь форму (например, двумерную форму), которая облегчает управляемую ориентацию профилированной абразивной частицы 744. В частности, контактная область 754 может иметь двумерную форму, выполненную с возможностью управления одной или большим количеством (например, по меньшей мере двумя) определенных заданных ориентационных характеристик, включая, например, заданную угловую ориентацию, заданную поперечную ориентацию и заданную продольную ориентацию. По меньшей мере согласно одному дополнительному варианту реализации, как показано на чертеже, контактная область 754 может иметь круглую форму, которая может обеспечивает некоторую свободу для заданной угловой ориентации. Например, по сравнению с профилированными абразивными частицами 744 и 745, каждая из которых связана с контактными областями 754 и 755 соответственно, и причём дополнительно каждая из контактных областей 754 и 755 имеет круглые двумерные формы, профилированные абразивные частицы 744 и 745 имеют различные заданные угловые ориентации относительно друг друга. Круглая двумерная форма контактных областей 754 и 755 может облегчить предпочтительную боковую ориентацию профилированных абразивных частиц 744 и 745, а также обеспечить некоторую степень свободы профилированных абразивных частиц относительно друг друга в отношении по меньшей мере одной заданной ориентационной характеристики (т.е., заданной угловой ориентации).
[00220] Понятно, что по меньшей мере согласно одному варианту реализации размеры контактной области 754 (например, диаметр) по существу могут соответствовать и по существу могут быть идентичными размерам профилированной абразивной частицы 744 (например, ширине боковой поверхности), что может облегчить позиционирование профилированной абразивной частицы 744 в положении 775 и облегчить достижение одной или комбинации заданных ориентационных характеристик профилированной абразивной частицы 744. Кроме того, согласно одному варианту реализации выравнивающая структура 763 может содержать множество контактных областей, имеющих управляемые двумерные формы, выполненные с возможностью облегчения достижения одной или большего количества заданных ориентационных характеристик соответствующих профилированных абразивных частиц и управления этими заданными ориентационными характеристиками. Понятно, что не смотря на то, что вышеуказанная выравнивающая структура 763 содержит контактные области 754 и 755, имеющие по существу подобные формы, выравнивающая структура 763 может содержать множество контактных областей, имеющих различные двумерные формы.
[00221] Как показано на чертеже и описано выше, на фиг. 7B дополнительно показана четвертая группа 794 профилированных абразивных частиц 746 и 747, покрывающих подложки 101. Четвертая группа 794 может быть связана с выравнивающей структурой 764, которая может содержать первую контактную область 756 и вторую контактную область 757. Выравнивающая структура 764 может быть использована для облегчения размещения профилированных абразивных частиц 746 и 747 в желательных ориентациях на подложке 101 и относительно друг друга. Как описано выше в настоящей заявке, выравнивающая структура 764 может иметь любую из характеристик выравнивающих структур, описанных в настоящей заявке. Понятно, что выравнивающая структура 764 может быть постоянной или временной частью конечного абразивного изделия. Выравнивающая структура 764 может составлять одно целое с абразивным изделием и может покрывать подложку 101, лежать в основе адгезионного слоя, покрывающего подложку 101, или даже быть нераздельной частью одного или большего количества адгезионных слоев, покрывающих подложку 101.
[00222] Согласно одному варианту реализации выравнивающая структура 764 может быть выполнена с возможностью доставки и в определенных случаях временного или постоянного удерживания профилированной абразивной частицы 746 в первом положении 777. Схожим образом, как показано на чертеже, выравнивающая структура 764 может быть выполнена с возможностью доставки и в определенных случаях временного или постоянного удерживания профилированной абразивной частицы 747 во втором положении 778.
[00223] В определенных случаях, таких как показанный на фиг. 7B, выравнивающая структура 763 может содержать контактную область 756, которая может иметь определенную двумерную форму при наблюдении сверху. Как показано на чертеже, контактная область 756 может иметь крестообразную двумерную форму, которая может быть частично определена длиной (lcr).
[00224] Согласно по меньшей мере одному варианту реализации контактная область 756 может иметь форму (например, двумерную форму), которая может облегчить управляемую ориентацию профилированной абразивной частицы 746. В частности, контактная область 756 может иметь двумерную форму, выполненную с возможностью управления одной или большим количеством (например, по меньшей мере двумя) определенных заданных ориентационных характеристик, включая, например, заданную угловую ориентацию, заданную поперечную ориентацию и заданную продольную ориентацию. По меньшей мере согласно одному дополнительному варианту реализации, как показано на чертеже, контактная область 756 может иметь крестообразную двумерную форму, которая может обеспечить некоторую степень свободы профилированной абразивной частицы 746 в отношении заданной угловой ориентации.
[00225] Например, по сравнению с профилированными абразивными частицами 746 и 747, каждая из которых связана с контактными областями 756 и 757 соответственно, и причём дополнительно каждая из контактных областей 756 и 757 имеет крестообразную двумерную форму, профилированные абразивные частицы 746 и 747 могут иметь различные заданные угловые ориентации относительно друг друга. Крестообразные двумерные формы контактных областей 756 и 757 могут облегчить предпочтительную боковую ориентацию профилированных абразивных частиц 746 и 747, а также обеспечить некоторую степень свободы профилированных абразивных частиц в отношении по меньшей мере одной заданной ориентационной характеристики (т.е., заданной угловой ориентации) относительно друг друга. Как показано на чертеже, профилированные абразивные частицы 746 и 747 ориентированы по существу перпендикулярно друг другу. Крестообразная двумерная форма контактных областей 756 и 757 в целом облегчает достижение двух предпочтительных заданных угловых ориентаций профилированных абразивных частиц, каждая из которых связана с направлением плеч крестообразных контактных областей 756 и 757, причём каждая из указанных двух ориентаций показана на чертеже на примере профилированных абразивных частиц 746 и 747.
[00226] Понятно, что по меньшей мере согласно одному варианту реализации размеры контактной области 756 (например, длина) по существу могут соответствовать и по существу могут быть идентичными размерам профилированной абразивной частицы 746 (например, длине боковой поверхности), что может облегчить позиционирование профилированной абразивной частицы 746 в положении 777 и облегчить достижение одной или комбинации заданных ориентационных характеристик профилированной абразивной частицы 746. Кроме того, согласно одному варианту реализации выравнивающая структура 764 может содержать множество контактных областей, имеющих управляемые двумерные формы, выполненные с возможностью облегчения достижения одной или большего количества заданных ориентационных характеристик соответствующих профилированных абразивных частиц и управления этими заданными ориентационными характеристиками. Понятно, что не смотря на то, что вышеуказанная выравнивающая структура 764 содержит контактные области 756 и 757, имеющие по существу подобные формы, выравнивающая структура 764 может содержать множество контактных областей, имеющих различные двумерные формы.
[00227] На фиг. 7C показан вид сверху незатеняющей структуры, которая должна быть сформирована на части абразивного изделия, согласно одному варианту реализации. Как показано на чертеже, часть абразивного изделия может содержать подложку 101, первую группу дискретных контактных областей 781, проходящих по подложке 101, вторую группу дискретных контактных областей 782, проходящих по подложке 101, и третью группу дискретных контактных областей 783, проходить по подложке 101. Каждая группа дискретных контактных областей 781, 782 и 783 может иметь множество дискретных контактных областей, проходящих линейно по поверхности подложки. Кроме того, каждая из дискретных контактных областей в группе может проходить по существу в том же самом направлении таким образом, что каждая из дискретных контактных областей в группе может быть по существу параллельна соседним контактным областям. Тем не менее, дискретные контактные области различных групп могут пересекать друг друга. Например, каждая из дискретных контактных областей первой группы дискретных контактных областей 781 может пересекать по меньшей мере одну другую дискретную контактную область по меньшей мере одной из второй группы дискретных контактных областей 782 и третьей группы дискретных контактных областей 783.
[00228] Согласно одному варианту реализации каждая из дискретных контактных областей и, в частности, каждая из дискретных контактных областей в группах дискретных контактных областей 781, 782 и 783 могут проходить по меньшей мере часть ширины подложки 101. В некоторых случаях каждая из групп дискретных контактных областей 781, 782 и 783 может проходить по меньшей мере большую часть ширины подложки 101, которая может быть определена как расстояние вдоль подложки 101 в направлении поперечной оси 181.
[00229] Согласно другому варианту реализации каждая из дискретных контактных областей и, в частности, каждая из групп дискретных контактных областей 781, 782 и 783 может проходить по меньшей мере часть длины подложки 101. В некоторых случаях каждая из групп дискретных контактных областей 781, 782 и 783 может проходить по меньшей мере большую часть длины подложки 101, которая может быть определена как расстояние вдоль подложки 101 в направлении продольной оси 180. Однако, согласно другому неограничивающему варианту реализации только одна из групп дискретных контактных областей, таких как группа дискретных контактных областей 783, может проходить большую часть длины подложки 101, в то время как каждая из дискретных контактных областей групп дискретных контактных областей 781 и 782 проходит расстояние, которое меньше чем общая длина подложки 101.
[00230] На фиг. 7C дополнительно показаны профилированные абразивные частицы, размещенные в каждой из групп дискретных контактных областей 781, 782 и 783. Таким образом, абразивное изделие может включать первую группу профилированных абразивных частиц 784, связанных с первой группой дискретных контактных областей 781, причём вторая группа профилированных абразивных частиц 785 может связана с второй группой дискретных удерживающих областей 782, и третья группа профилированных абразивных частиц 792 может быть связана с третьей группой дискретных удерживающих областей 789.
[00231] На фиг. 7D показано изображение части группы профилированных абразивных частиц, связанных с дискретной контактной областью. В частности, первая группа профилированных абразивных частиц 787 может включать первую профилированную абразивную частицу 788, соединенную с подложкой 101 в первом положении 795, и вторую профилированную абразивную частицу 789, соединенную с подложкой 101 во втором положении 796. Согласно некоторым вариантам реализации первая профилированная абразивная частица 788 и вторая профилированная абразивная частица 789 могут находиться в управляемой незатеняющей структуре. В управляемой незатеняющей структуре первая профилированная абразивная частица 788 и вторая профилированная абразивная частица 789 могут иметь по меньшей мере две из следующего: заданная угловая ориентация, заданная поперечная ориентация, заданная продольная ориентация и комбинацию вышеперечисленного. В частности, по меньшей мере часть первой профилированной абразивной частицы 788 может касаться части второй профилированной абразивной частицы 789. В отличие от некоторых других вариантов реализации, описанных в настоящей заявке, в некоторых случаях профилированные абразивные частицы внутри группы могут примыкать друг к другу. Например, по меньшей мере согласно одному варианту реализации угол первой профилированной абразивной частицы 788 может примыкать к углу второй профилированной абразивной частицы 789. В частности, степень перекрытия между соседними частицами может быть меньше, чем ширина частиц, и, в частности, меньше, чем половина ширины частиц.
[00232] В показанном на фиг. 7D варианте реализации по меньшей мере часть, такая как меньшая часть или большая часть, каждой из профилированных абразивных частиц первой группы профилированных абразивных частиц 787, включая первую профилированную абразивную частицу 788 и вторую профилированную абразивную частицу 789, могут быть расположены линейно относительно друг друга. Кроме того, по меньшей мере часть соседних профилированных абразивных частиц в группе профилированных абразивных частиц 787 могут непосредственно касаться друг друга. Без ограничения определенной теорией, принято считать, что некоторый контакт между абразивными частицами может быть подходящим для удерживания группы профилированных абразивных частиц и улучшения сохранения зерна и рабочих характеристик шлифования. Кроме того, одна или большее количество профилированных абразивных частиц в группе профилированных абразивных частиц могут находиться в прямом контакте непосредственно с соседними зернами для достижения повышенного веса зерна и улучшенных характеристик истирания в некоторых случаях применения.
[00233] СПОСОБЫ И СИСТЕМЫ ДЛЯ ФОРМИРОВАНИЯ АБРАЗИВНЫХ ИЗДЕЛИЙ
[00234] Выше были описаны абразивные изделия согласно различным вариантам реализации, содержащие профилированные абразивные частицы в заданных распределениях. Ниже описаны различные способы формирования таких абразивных изделий согласно различным вариантам реализации, описанным в настоящей заявке. Понятно, что любые из способов и систем, описанных в настоящей заявке, могут быть использованы в комбинации для облегчения формирования абразивного изделия согласно одному варианту реализации.
[00235] Согласно одному варианту реализации способ формирования абразивного изделия включает размещение профилированной абразивной частицы на подложке в первом положении, определенном в соответствии с одной или большим количеством заданных ориентационных характеристик. В частности, способ размещения профилированной абразивной частицы может включать способ сборки на подложке. В способе сборки на подложке может быть использована выравнивающая структура, которая может быть выполнена с возможностью удерживания (временного или постоянного) одной или большего количества профилированных абразивных частиц в заданной ориентации и доставления одной или большего количества профилированных абразивных частиц на абразивное изделие в заданном положении, определенном одной или большим количеством заданных ориентационных характеристик.
[00236] Согласно одному варианту реализации выравнивающая структура может быть различными структурами, включая помимо прочего тканую пластину, волокнистый материал, сетку, сплошную структуру, имеющую отверстия, ленту, ролик, структурированный материал, прерывистый слой материала, структурированный адгезионный материал и комбинации вышеперечисленного. Согласно одному варианту реализации выравнивающая структура может включать дискретную контактную область, выполненную с возможностью удерживания профилированной абразивной частицы. Согласно некоторым другим вариантам реализации выравнивающая структура может включать множество дискретных контактных областей, разнесенных друг от друга и выполненных с возможностью удерживания множество профилированных абразивных частиц. Согласно некоторым вариантам реализации, описанным в настоящей заявке, дискретная контактная область может быть выполнена с возможностью временного удерживания профилированной абразивной частицы и размещения первой профилированной абразивной частицы в заданном положении на абразивном изделии. Согласно другому варианту реализации дискретная контактная область может быть выполнена с возможностью постоянного удерживания первой профилированной абразивной частицы и размещения первой профилированной абразивной частицы в первом положении. В частности, согласно вариантам реализации, в которых используется постоянное крепление между дискретной контактной областью и профилированной абразивной частицей, выравнивающая структура может быть встроена в готовое абразивное изделие.
[00237] Некоторые примеры выравнивающих структур согласно различным вариантам реализации, описанным в настоящей заявке, показаны на фиг. 9-11. На фиг. 9 показана часть выравнивающей структуры согласно одному варианту реализации. В частности, выравнивающая структура 900 может быть выполнена в форме тканой пластины или сетки, содержащей волокна 901 и 902, переплетенные друг с другом. В частности, выравнивающая структура 900 может содержать дискретные контактные области 904, 905 и 906, которые могут быть образованы множеством пересечений объектов выравнивающей структуры. В показанном на чертеже варианте реализации дискретные контактные области 904-906 могут быть определены пересечением волокон 901 и 902, и, в частности, соединение между этими двумя волокнами 901 и 902 выполнены с возможностью удерживания профилированных абразивных частиц 911, 912 и 913. Согласно некоторым вариантам реализации выравнивающая структура дополнительно может включать дискретные контактные области 904-906, которые могут содержать адгезионный материал для облегчения размещения и удерживания профилированных абразивных частиц 911-913.
[00238] Понятно, что конструкция и расположение волокон 901 и 902 могут облегчать управление дискретными контактными областями 904-906 и дополнительно могут облегчать управление одной или большим количеством заданных ориентационных характеристик профилированных абразивных частиц на абразивном изделии. Например, дискретные контактные области 904-906 могут быть выполнены с возможностью определения по меньшей мере одного из заданной угловой ориентации профилированной абразивной частицы, заданного различия в угловой ориентации по меньшей мере между двумя профилированными абразивными частицами, заданной продольной ориентации профилированной абразивной частицы, продольного пространства между двумя профилированными абразивными частицами, заданной поперечной ориентации, поперечного пространства между двумя профилированными абразивными частицами, заданной вертикальной ориентации профилированной абразивной частицы, заданного вертикального ориентационного различия между двумя профилированными абразивными частицами, заданной ориентации высоты кончика профилированной абразивной частицы, заданной разности высот кончика между двумя профилированными абразивными частицами и комбинаций вышеперечисленного.
[00239] На фиг. 10 показана часть выравнивающей структуры согласно одному варианту реализации. В частности, выравнивающая структура 1000 может быть выполнена в форме ленты 1001, содержащей дискретные контактные области 1002 и 1003, выполненные с возможностью взаимодействия с профилированными абразивными частицами 1011 и 1012 и удерживания указанных профилированных абразивных частиц. Согласно одному варианту реализации выравнивающая структура 1000 может содержать дискретные контактные области 1002 и 1003, выполненные в форме отверстий в выравнивающей структуре. Каждое из отверстий может иметь форму, позволяющую удерживать одну или большее количество профилированных абразивных частиц. В частности, каждое из отверстий может иметь форму, позволяющую удерживать одну или большее количество профилированных абразивных частиц в заданном положении для облегчения размещения одной или большего количества профилированных абразивных частиц на подложке в заданном положении с одной или большим количеством заданных ориентационных характеристик. Согласно по меньшей мере одному варианту реализации отверстия, определяющие дискретные контактные области 1002 и 1003, могут иметь форму поперечного сечения, дополняющую для формы поперечного сечения профилированных абразивных частиц. Кроме того, в некоторых случаях отверстия, определяющие дискретные контактные области, могут проходить сквозь всю толщину выравнивающей структуры (т.е. ленты 1001).
[00240] Согласно другому варианту реализации выравнивающая структура может содержать дискретные контактные области, образованные отверстиями, причём указанные отверстия частично проходят сквозь всю толщину выравнивающей структуры. Например, на фиг. 11 показана часть выравнивающей структуры согласно одному варианту реализации. В частности, выравнивающая структура 1100 может быть выполнена в форме утолщенной структуры, в которой отверстия, образующие дискретные контактные области 1102 и 1103, выполненные с возможностью удерживания профилированных абразивных частиц 1111 и 1112, не проходит сквозь всю толщину подложки 1101.
[00241] На фиг. 12 показана часть выравнивающей структуры согласно одному варианту реализации. В частности, выравнивающая структура 1200 может быть выполнена в форме ролика 1201, имеющего отверстия 1203 в наружной поверхности и образующего дискретные контактные области. Дискретные контактные области 1203 могут иметь определенные размеры, выбранные для облегчения удерживания профилированных абразивных частиц 1204 в ролике 1201 до входа части профилированных абразивных частиц в контакт с абразивным изделием 1205. После контакта с абразивным изделием 1205 профилированные абразивные частицы 1204 могут быть освобождены из ролика 1201 и оставлены на абразивном изделии 1205 в определенном положении в соответствии с одной или большим количеством заданных ориентационных характеристик. Соответственно, формой и ориентацией отверстий 1203 на ролике 1201, положением ролика 1201 относительно абразивного изделия 1205, скоростью перемещения поверхности ролика 1201 относительно абразивного изделия 1201 можно управлять для облегчения позиционирования профилированных абразивных частиц 1204 с заданным распределением.
[00242] Для облегчения размещения профилированных абразивных частиц в выравнивающей структуре могут быть использованы различные этапы обработки. Подходящие способы могут включать помимо прочего вибрацию, адгезию, электромагнитное притяжение, фотолитографирование, печатание, перепад давлений, накатывание покрытия, гравитационное осаждение и комбинации вышеперечисленного. Кроме того, для облегчения ориентации профилированных абразивных частиц в выравнивающей структуре могут быть использованы определенные устройства, включая, например, эксцентрики, акустические средства и комбинации вышеперечисленного.
[00243] Согласно другому варианту реализации выравнивающая структура может быть выполнена в форме слоя адгезионного материала. В частности, выравнивающая структура может быть выполнена в форме прерывистого слоя порций адгезива, в котором порции адгезива образуют дискретные контактные области, выполненные с возможностью удерживания (временного или постоянного) одной или большего количества профилированных абразивных частиц. Согласно одному варианту реализации дискретные контактные области могут содержать адгезив, и, в частности, дискретные контактные области образованы слоем адгезива, причём, каждая из дискретных контактных областей образована дискретной адгезионной областью. В некоторых случаях адгезив может включать смолу и, в частности, может включать материал для использования в качестве нижнего адгезионного слоя согласно вариантам реализации, описанным в настоящей заявке. Кроме того, дискретные контактные области могут образовывать заданное распределение профилированных абразивных частиц относительно друг друга и могут дополнительно определять положения профилированных абразивных частиц на абразивном изделии. Кроме того, дискретные контактные области, содержащие адгезив, могут быть расположены с заданным распределением, которое по существу является тем же самым, что и заданное распределение профилированных абразивных частиц, покрывающих подложку. Согласно одному варианту реализации дискретные контактные области, содержащие адгезив, могут быть расположены с заданным распределением, могут быть выполнены с возможностью удерживания профилированной абразивной частицы и дополнительно могут определять по меньшей мере одну из заданных ориентационных характеристик для каждой профилированной абразивной частицы.
[00244] На фиг. 13 показана часть выравнивающей структуры, включающей дискретные контактные области, содержащие адгезив согласно одному варианту реализации. Как показано на чертеже, выравнивающая структура 1300 может включать первую дискретную контактную область 1301, содержащую дискретную область адгезива и выполненную с возможностью соединения с профилированной абразивной частицей. Выравнивающая структура 1300 также может включать вторую дискретную контактную область 1302 и третью дискретную контактную область 1303. Согласно одному варианту реализации по меньшей мере первая дискретная контактная область 1301 может иметь ширину (w) 1304, относящуюся по меньшей мере к одному размеру профилированной абразивной частицы, который может обеспечить позиционирование профилированной абразивной частицы в определенной ориентации относительно подложки. Например, некоторые подходящие ориентации относительно подложки могут включать боковую ориентацию, плоскую ориентацию и инвертированную ориентацию. Согласно определенному варианту реализации первая дискретная контактная область 1301 может иметь ширину (w) 1304, относящуюся к высоте (h) профилированной абразивной частицы, для облегчения боковой ориентации профилированной абразивной частицы. Понятно, что ссылка в настоящей заявке на высоту может быть ссылкой на среднюю высоту или медианную высоту частицы из выборки подходящего объема массива профилированных абразивных частиц. Например, ширина 1304 первой дискретной контактной области 1301 может быть не больше чем высота профилированной абразивной частицы. В других случаях ширина 1304 первой дискретной контактной области 1301 может быть не больше чем примерно 0,99(h), такая как не больше чем примерно 0,95(h), не больше чем примерно 0,9(h), не больше чем примерно 0,85(h), не больше чем примерно 0,8(h), не больше чем примерно 0,75(h) или даже не больше чем примерно 0,5 (h). Однако, согласно одному неограничивающему варианту реализации ширина 1304 первой дискретной контактной области 1301 может составлять по меньшей мере примерно 0,1(h), по меньшей мере примерно 0,3(h) или даже по меньшей мере примерно 0,5(h). Понятно, что ширина 1304 первой дискретной контактной области 1301 может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше.
[00245] Согласно одному определенному варианту реализации первая дискретная контактная область 1301 может быть отделена от второй дискретной контактной области 1302 продольным промежутком 1305, который является размером кратчайшего расстояния между соседними дискретными контактными областями 1301 и 1302 в направлении, параллельном продольной оси 180 подложки 101. В частности, управление продольным промежутком 1305 может облегчить управление заданным распределением профилированных абразивных частиц на поверхности абразивного изделия, в результате чего может быть достигнуты улучшенные рабочие характеристики. Согласно одному варианту реализации продольный промежуток 1305 может относится к размеру одной или выборки профилированных абразивных частиц. Например, продольный промежуток 1305 может быть по меньшей мере равным ширине (w) профилированной абразивной частицы, причём ширина является размером самой длинной стороны частицы, как описано в настоящей заявке. Понятно, что ссылка в настоящей заявке на ширину (w) профилированной абразивной частицы может быть ссылкой на среднюю ширину или медианную ширину частицы из подходящего объема выборки из массива профилированных абразивных частиц. В определенном случае продольный промежуток 1305 может быть больше чем ширина, такой как по меньшей мере примерно 1,1(w), по меньшей мере примерно 1,2(w), по меньшей мере примерно 1,5(w), по меньшей мере примерно 2(w), по меньшей мере примерно 2,5(w), по меньшей мере примерно 3(w) или даже по меньшей мере примерно 4(w). Однако, согласно одному неограничивающему варианту реализации продольный промежуток 1305 может быть не больше чем примерно 10(w), не больше чем примерно 9(w), не больше чем примерно 8(w) или даже не больше чем примерно 5(w). Понятно, что продольный промежуток 1305 может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше.
[00246] Согласно одному определенному варианту реализации вторая дискретная контактная область 1302 может быть отделена от третьей дискретной контактной области 1303 поперечным промежутком 1306, который является размером самого короткого расстояния между соседними дискретными контактными областями 1302 и 1303 в направлении, параллельном поперечной оси 181 подложки 101. В частности, управление поперечным промежутком 1306 может облегчить управление заданным распределением профилированных абразивных частиц на поверхности абразивного изделия, в результате чего могут быть достигнуты улучшенные рабочие характеристики. Согласно одному варианту реализации поперечный промежуток 1306 может относиться к размеру одной или нескольких профилированных абразивных частиц. Например, поперечный промежуток 1306 может быть по меньшей мере равен ширине (w) профилированной абразивной частицы, причём ширина является размером самой длинной стороны частицы, как описано в настоящей заявке. Понятно, что ссылка в настоящей заявке на ширину (w) профилированной абразивной частицы может быть ссылкой на среднюю ширину или медианную ширину профилированной абразивной частицы из выборки подходящего объема из массива профилированных абразивных частиц. В определенном случае поперечный промежуток 1306 может быть меньше чем ширина профилированной абразивной частицы. Однако, согласно другим вариантам реализации поперечный промежуток 1306 может быть больше чем ширина профилированной абразивной частицы. Согласно одному аспекту поперечный промежуток 1306 может быть равен нулю. Согласно еще одному аспекту поперечный промежуток 1306 может составлять по меньшей мере примерно 0,1(w), по меньшей мере примерно 0,5(w), по меньшей мере примерно 0,8(w), по меньшей мере примерно 1(w), по меньшей мере примерно 2(w), по меньшей мере примерно 3(w) или даже по меньшей мере примерно 4(w). Однако, согласно одному неограничивающему варианту реализации поперечный промежуток 1306 может составлять не больше чем примерно 100(w), не больше чем примерно 50(w), не больше чем примерно 20(w) или даже не больше чем примерно 10(w). Понятно, что поперечный промежуток 1306 может находиться в пределах диапазона минимальных и максимальных значений, перечисленных выше.
[00247] Первая дискретная контактная область 1301 может быть сформирована на верхней основной поверхности подложки различными способами, включая, например, печатание, фотолитографию, глубокую прокатку, травление, выталкивание, покрывание, осаждение и комбинации вышеперечисленного. На фиг. 14A-14H показаны виды сверху частей инструментов для формирования абразивных изделий, имеющих различные структурированные выравнивающие структуры, содержащие дискретные контактные области адгезивного материала, согласно различным вариантам реализации, описанным в настоящей заявке. В определенных случаях инструменты могут содержать структуру для сборки на подложке, выполненную с возможностью входа в контакт с подложкой и передачи структурированной выравнивающей структуры подложке. Согласно одному варианту реализации инструмент может быть гравировальным роликом, включающим структурированную выравнивающую структуру, содержащую дискретные контактные области адгезивного материала, который может быть прокатан по подложке для передачи подложке структурированной выравнивающей структуры. После этого профилированные абразивные частицы могут быть размещены на подложке в областях, соответствующих дискретным контактным областям.
[00248] Согласно по меньшей мере одному аспекту абразивное изделие согласно одному варианту реализации может включать формирование структурированной структуры, содержащей адгезив по меньшей мере на части подложки. В частности, согласно одному варианту реализации структурированная структура может быть выполнена в форме структурированного нижнего адгезионного слоя. Структурированный нижний адгезионный слой может быть прерывистым слоем, содержащим по меньшей мере одну адгезионную область, покрывающую подложку, вторую адгезионную область, покрывающую подложку, отдельную от первой адгезионной области, и по меньшей мере одну открытую область между первой и второй адгезионными областями. По меньшей мере одна открытая область по существу может не содержать адгезивный материал и представлять собой промежуток в нижнем адгезионном слое. Согласно одному варианту реализации структурированный нижний адгезионный слой может быть выполнен в форме массива адгезионных областей, координированных относительно друг друга с заданным распределением. Формирование структурированного нижнего адгезионного слоя с заданным распределением адгезионных областей на подложке может облегчить размещение профилированных абразивных зерен с заданным распределением, и, в частности, заданное распределение адгезионных областей структурированного нижнего адгезионного слоя может соответствовать положениям профилированных абразивных частиц, причём каждая из профилированных абразивных частиц может быть приклеена к подложке в адгезионных областях и, таким образом, может соответствовать заданному распределению профилированных абразивных частиц на подложке. Кроме того, согласно по меньшей мере одному варианту реализации профилированные абразивные частицы из множества профилированных абразивных частиц фактически не покрывают открытые области. Кроме того, понятно, что одиночная адгезионная область может быть профилированной и может иметь размер, подходящий для размещения одиночной профилированной абразивной частицы. Однако, согласно другому варианту реализации адгезионная область может быть профилированной и может иметь размер, подходящий для размещения множества профилированных абразивных частиц.
[00249] Для формирования указанной структурированной структуры могут быть использованы различные способы, включая, например, структурирование нижнего адгезионного слоя. Согласно одному варианту реализации способ может включать выборочное осаждение нижнего адгезионного слоя. Согласно еще одному варианту реализации способ может включать выборочное удаление по меньшей мере части нижнего адгезионного слоя. Некоторые примеры способов могут включать покрывание, напыление, прокатывание, печатание, маскирование, облучение, травление и комбинации вышеперечисленного. Согласно одному варианту реализации формирование структурированного нижнего адгезионного слоя может включать изготовление структурированного нижнего адгезионного слоя в форме первой структуры и передачу структурированного нижнего адгезионного слоя по меньшей мере части подложки. Например, гравировальный ролик может быть снабжен структурированным слоем нижнего адгезионного слоя, после чего ролик может быть прокатан по меньшей мере по части подложки, и структурированный нижний адгезионный слой может быть передан с поверхности ролика на поверхность подложки.
[00250] Выше описаны определенные абразивные изделия и структуры (например, выравнивающие структуры), подходящие для использования при формировании абразивных изделий. В следующих ниже вариантах реализации описаны определенные способы, которые могут быть использованы в соединении с вариантами реализации, описанными в настоящей заявке, или отдельно, которые облегчают формирование абразивных изделий согласно различным вариантам реализации.
[00251] Согласно одному варианту реализации способ доставки профилированных абразивных частиц к абразивному изделию может включать выталкивание первой профилированной абразивной частицы из отверстия в выравнивающей структуре. Некоторые подходящие примеры способов такого выталкивания могут включать приложение силы к профилированной абразивной частице и ее выталкивание из выравнивающей структуры. Например, согласно некоторым вариантам реализации профилированная абразивная частица может удерживаться в выравнивающей структуре и может быть вытолкнута из выравнивающей структуры с использованием гравитационного способа, электростатического притяжения, поверхностного натяжения, перепада давлений, механической силы, магнитной силы, перемешивания, вибрации и комбинаций вышеперечисленного. Согласно по меньшей мере одному варианту реализации профилированные абразивные частицы могут содержаться в выравнивающей структуре, пока поверхность профилированных абразивных частиц не входит в контакт с поверхностью подложки, которая может содержать адгезивный материал, в результате чего профилированные абразивные частицы могут быть вытолкнуты из выравнивающей структуры и доставлены в заданном положении на подложку.
[00252] Согласно другому аспекту профилированные абразивные частицы могут быть доставлены на поверхность абразивного изделия управляемым способом путём перемещения скольжением профилированных абразивных частиц вдоль пути. Например, согласно одному варианту реализации профилированные абразивные частицы могут быть доставлены заданное положение на подложку путём перемещения скольжением абразивных частицы в нижнем направлении сквозь отверстие гравитационным способом. На фиг. 15 показана система согласно одному варианту реализации. В частности, система 1500 может включать бункер 1502, выполненный с возможностью содержания профилированных абразивных частиц 1503 и доставки профилированных абразивных частиц 1503 к поверхности подложки 1501, которая может перемещаться под бункером 1502. Как показано на чертеже, профилированные абразивные частицы 1503 могут быть доставлены вдоль канала 1504, соединенного с бункером 1502, и размещены на поверхности подложки 1501 управляемым способом для формирования изделия с абразивным покрытием, содержащим профилированные абразивные частицы, расположенные с заданным распределением относительно друг друга. В определенных случаях канал 1504 может иметь размер и форму, подходящие для доставки определения количества профилированных абразивных частиц с определенной скоростью для облегчения образования заданного распределения профилированных абразивных частиц. Кроме того, бункер 1502 и канал 1504 могут быть выполнены с возможностью перемещения относительно подложки 1501 для облегчения формирования избранных заданных расстановок профилированных абразивных частиц.
[00253] Кроме того, подложка 1501 дополнительно может перемещаться на вибрирующем столе 1506, который может перемешать или вибрировать подложку 1501 и профилированные абразивные частицы, содержащиеся на подложке 1501, для достижения улучшенной ориентации профилированных абразивных частиц.
[00254] Согласно еще одному варианту реализации профилированные абразивные частицы могут быть доставлены в заданное положение путём выталкивания отдельных профилированных абразивных частиц на подложку способом выбрасывания. В способе выбрасывания профилированные абразивные частицы могут быть ускорены и выброшены из бункера со скоростью, достаточной для удерживания абразивных частиц в заданном положении на подложке. Например, на фиг. 16 показана система, в которой использован способ выбрасывания, согласно которому профилированные абразивные частицы 1602 выталкивают из выбрасывающего блока 1603, который может ускорять профилированные абразивные частицы путём приложения силы (например, перепада давлений) и освобождения профилированных абразивных частиц 1602 из выбрасывающего блока 1603 в канал 1605, который может быть прикреплен к выбрасывающему блоку 1603, на подложку 1601 в заданном положении. Подложка 1601 может быть перемещена под выбрасывающим блоком 1603 таким образом, что после исходного размещения профилированные абразивные частицы 1602 могут быть подвергнуты отверждению, которое может отверждать адгезивный материал на поверхности подложки 1601, в результате чего профилированные абразивные частицы 1602 могут быть удержаны в их заданных положениях.
[00255] На фиг. 17A показан альтернативный способ выбрасывания согласно одному варианту реализации. В частности, способ выбрасывания может включать выталкивание профилированной абразивной частицы 1702 из выбрасывающего блока 1703 вдоль промежутка 1708 для облегчения размещения профилированной абразивной частицы 1702 на подложке в заданном положении. Понятно, что силой выталкивания, ориентацией профилированной абразивной частицы 1702 после ее выталкивания, ориентацией выбрасывающего блока 1703 относительно подложки 1701 и промежутком 1708 можно управлять и регулировать для достижения заданного положения профилированной абразивной частицы 1702 и заданного распределения профилированных абразивных частиц 1702 на подложке 1701 относительно друг друга. Понятно, что абразивное изделие 1701 может содержать адгезивный материал 1712 на части своей поверхности для улучшения сцепления между профилированными абразивными частицами 1702 и абразивным изделием 1701.
[00256] В определенных случаях профилированные абразивные частицы 1702 могут быть сформированы с покрытием. Покрытие может покрывать по меньшей мере часть наружной поверхности профилированных абразивных частиц 1702. Согласно одному варианту реализации покрытие может содержать органический материал и, в частности, полимер, а также адгезивный материал. Покрытие, содержащее адгезивный материал, может облегчать соединение профилированных абразивных частиц 1702 с подложкой 1701.
[00257] На фиг. 17B показан альтернативный способ выбрасывания согласно одному варианту реализации. В частности, на фиг. 17B подробно показан определенный выбрасывающий блок 1721, выполненный с возможностью направления профилированных абразивных частиц 1702 к абразивному изделию 1701. Согласно одному варианту реализации выбрасывающий блок 1721 может включать бункер 1723, выполненный с возможностью содержания множества профилированных абразивных частиц 1702. Кроме того, бункер, 1723 может быть выполнен с возможностью доставки одной или большего количества профилированных абразивных частиц 1702 управляемым способом в ускоряющую область 1725, в которой профилированные абразивные частицы 1702 могут быть ускорены и направлены к абразивному изделию 1701. Согласно одному варианту реализации выбрасывающий блок 1721 может содержать систему 1722, в которой используется текучая среда под давлением, такая как управляемый газовый поток или воздушный шабер, для облегчения ускорения профилированных абразивных частиц 1702 в ускоряющей области 1725. Как дополнительно показано на чертеже, выбрасывающий блок 1721 может содержать скользкий желоб 1726, в целом выполненный с возможностью направления профилированных абразивных частиц 1702 к абразивному изделию 1701. Согласно одному варианту реализации выбрасывающий блок 1731 и/или скользкий желоб 1726 могут быть выполнены с возможностью перемещения между множеством положений и облегчения доставки отдельных профилированных абразивных частиц в определенные положения на абразивном изделии и, таким образом, образования заданного распределения профилированных абразивных частиц.
[00258] На фиг. 17С показан альтернативный способ выбрасывания согласно одному варианту реализации. В варианте реализации на фиг. 17C подробно показан альтернативный выбрасывающий блок 1731, выполненный с возможностью направления профилированных абразивных частиц 1702 на абразивное изделие 1701. Согласно одному варианту реализации выбрасывающий блок 1731 может включать бункер 1734, выполненный с возможностью содержания множества профилированных абразивных частиц 1702 и доставки одной или большего количества профилированных абразивных частиц 1702 управляемым способом в ускоряющую область 1735, в которой профилированные абразивные частицы 1702 могут быть ускорены и направлены к абразивному изделию 1701. Согласно одному варианту реализации выбрасывающий блок 1731 может содержать шпиндель 1732, который может вращаться вокруг своей оси и выполнен с возможностью вращения площадки 1733 с определенной скоростью вращения. Профилированные абразивные частицы 1702 могут быть освобождены из бункера 1734 на площадку 1733 и ускорены в определенном направлении от площадки 1733 к абразивному изделию 1701. Понятно, что частотой вращениями шпинделя 1732 можно управлять для управления заданным распределением профилированных абразивных частиц 1702 на абразивном изделии 1701. Кроме того, выбрасывающий блок 1731 может быть выполнен с возможностью перемещения между множеством положений и облегчения доставки отдельных профилированных абразивных частиц в определенные положения на абразивном изделии для облегчения, таким образом, образования заданного распределения профилированных абразивных частиц.
[00259] Согласно другому варианту реализации способ доставки профилированных абразивных частиц в заданное положение на абразивном изделии и формирования абразивного изделия, содержащего множество профилированных абразивных частиц с заданным распределением относительно друг друга, может включать применение магнитной силы. На фиг. 18 показана система согласно одному варианту реализации. Система 1800 может включать бункер 1801, выполненный с возможностью содержания множества профилированных абразивных частиц 1802 и доставки профилированных абразивных частиц 1802 к первой переносящей ленте 1803.
[00260] Как показано на чертеже, профилированные абразивные частицы 1802 могут быть перенесены лентой 1803 к выравнивающей структуре 1805, выполненной с возможностью удерживания каждой из профилированных абразивных частиц в дискретной контактной области. Согласно одному варианту реализации профилированные абразивные частицы 1802 могут быть переданы от ленты 1803 к выравнивающей структуре 1805 посредством транспортного ролика 1804. В определенных случаях в транспортном ролике 1804 может быть использован магнит для облегчения управляемого удаления профилированных абразивных частиц 1802 с ленты 1803 к выравнивающей структуре 1805. Наличие покрытия, содержащего магнитный материал, может облегчить использование транспортного ролика 1804 с магнитными свойствами.
[00261] Профилированные абразивные частицы 1802 могут быть освобождены из выравнивающей структуры 1805 в заданное положение на подложку 1807. Как показано на чертеже, подложка 1807 может перемещаться на отдельной ленте отдельно от выравнивающей структуры 1805 и входить в контакт с выравнивающей структурой для облегчения передачи профилированных абразивных частиц 1802 от выравнивающей структуры 1805 к подложке 1807.
[00262] Согласно другому варианту реализации способ доставки профилированных абразивных частиц в заданное положение на абразивном изделии и формирования абразивного изделия, содержащего множество профилированных абразивных частиц с заданным распределением относительно друг друга, может включать использование массива магнитов. На фиг. 19 показана система для формирования абразивного изделия согласно одному варианту реализации. В частности, система 1900 может включать профилированные абразивные частицы 1902, содержащиеся внутри выравнивающей структуры 1901. Как показано на чертеже, система 1900 может содержать массив магнитов 1905, который может включать множество магнитов, расположенных с заданным распределением относительно подложки 1906. Согласно одному варианту реализации массив магнитов 1905 может быть расположен с заданным распределением, которое по существу может быть тем же самым, что и заданное распределение профилированных абразивных частиц на подложке.
[00263] Кроме того, каждый из магнитов массива магнитов 1905 может быть выполнен с возможностью перемещения между первым положением и вторым положением, что может облегчить управление формой массива магнитов 1905 и дополнительно облегчить управление заданным распределением магнитов и заданным распределением профилированных абразивных частиц 1902 на подложке. Согласно одному варианту реализации массив магнитов 1905 может быть изменен для облегчения управления одной или большим количеством заданных ориентационных характеристик профилированных абразивных частиц 1902 на абразивном изделии.
[00264] Кроме того, каждый из магнитов массива магнитов 1905 может переключаться между первым состоянием и вторым состоянием, причём первое состояние может быть связано с первой магнитной силой (например, включенной), и второе состояние может быть связано с второй магнитной силой (например, выключенной). Управлением состоянием каждого из магнитов может облегчить выборочную доставку профилированных абразивных частиц к определенным областям подложки 1906 и дополнительно облегчить управление заданным распределением. Согласно одному варианту реализации состояние магнитов массива магнитов 1905 может быть изменено для облегчения управления одной или большим количеством заданных ориентационных характеристик профилированных абразивных частиц 1902 на абразивном изделии.
[00265] На фиг. 20A показан инструмент для формирования абразивного изделия согласно одному варианту реализации. В частности, инструмент 2051 может содержать подложку, которая может быть выравнивающей структурой, имеющей отверстия 2052, образующие дискретные контактные области, выполненные с возможностью содержания профилированных абразивных частиц и облегчения передачи и размещения профилированных абразивных частиц на окончательно сформированном абразивном изделии. Как показано на чертеже, отверстия 2052 могут быть расположены с заданным распределением относительно друг друга на выравнивающей структуре. В частности, отверстия 2052 могут быть расположены в одной или большем количестве групп 2053, имеющих заданное распределение относительно друг друга, что может облегчить размещение профилированных абразивных частиц на абразивном изделии с заданным распределением, образованным в соответствии с одной или большим количеством заданных ориентационных характеристик. В частности, инструмент 2051 может содержать группу 2053, образованную отверстиями 2052. Согласно другому варианту реализации инструмент 2051 может содержать группу 2055, образованную всеми показанными на чертеже отверстиями 2052, поскольку каждое из отверстий имеет по существу ту же самую заданную угловую ориентацию относительно подложки.
[00266] На фиг. 20B показан инструмент для формирования абразивного изделия согласно одному варианту реализации. В частности, как показано на фиг. 20B, профилированные абразивные частицы 2001 содержится в инструменте 2051, показанном на фиг. 20A, и, в частности, инструмент 2051 может быть выравнивающей структурой, в которой каждое из отверстий 2052 содержит одиночную профилированную абразивную частицу 2001. В частности, профилированные абразивные частицы 2001 могут иметь треугольный двумерный профиль при наблюдении сверху. Кроме того, профилированные абразивные частицы 2001 могут быть размещены в отверстиях 2052 таким образом, что кончики профилированных абразивных частиц проходят в отверстия 2052 и сквозь них к противоположной стороне инструмента 2051. Отверстия 2052 могут иметь размер и форму, по существу дополняющие по меньшей мере частично (если не все) размер и форму профилированных абразивных частиц 2001, и удерживать их в положении, определенном в соответствии с одной или большим количеством заданных ориентационных характеристик, в инструменте 2051, что облегчает передачу профилированных абразивных частиц 2001 из инструмента 2051 к подложке с сохранением заданных ориентационных характеристик. Как показано на чертеже, профилированные абразивные частицы 2001 могут содержаться в отверстиях 2052 таким образом, что по меньшей мере часть поверхностей профилированных абразивных частиц 2001 проходят выше поверхности инструмента 2051, что может облегчить передачу профилированных абразивных частиц 2001 из отверстий 2052 к подложке.
[00267] Как показано на чертеже, профилированные абразивные частицы 2001 могут формировать группу 2002. Группа 2002 может иметь заданное распределение профилированных абразивных частиц 2001, при котором каждая из профилированных абразивных частиц имеет по существу ту же самую заданную угловую ориентацию. Кроме того, каждая из профилированных абразивных частиц 2001 имеет по существу ту же самую заданную вертикальную ориентацию и заданную высоту кончика. Кроме того, группа 2002 включает множество рядов (например, 2005, 2006 и 2007), ориентированных в плоскости, параллельной поперечной оси 2081 инструмента 2051. Кроме того, в группе 2002 могут существовать уменьшенные группы (например, группы 2012, 2013 и 2014) профилированных абразивных частиц 2001, в которых профилированным абразивным частицам 2001 присуще одинаковое различие в комбинации заданной поперечной ориентации с заданной продольной ориентацией относительно друг друга. В частности, профилированная абразивная частица 2001 в группах 2012, 2013 и 2014 может быть ориентирована в наклонных столбцах, в которых группа проходит под углом к продольной оси 2080 инструмента 2051. Однако профилированные абразивные частицы 2001 могут иметь по существу то же самое различие в заданной продольной ориентации и заданной поперечной ориентации относительно друг друга. Как показано на чертеже, заданное распределение профилированных абразивных частиц 2001 может образовывать шаблон, который можно считать треугольным шаблоном 2011. Кроме того, группа 2002 может быть расположена таким образом, что граница группы образовывает двумерный четырехсторонний микроблок (показан пунктиром).
[00268] На фиг. 20C показана часть абразивного изделия согласно одному варианту реализации. В частности, абразивное изделие 2060 содержит подложку 2061 и множество профилированных абразивных частиц 2001, переданных из отверстий 2052 инструмента 2051 на подложку 2061. Как показано на чертеже, заданное распределение отверстий 2052 инструмента может соответствовать заданному распределению профилированных абразивных частиц 2001 группы 2062, содержащейся на подложке 2061. Заданное распределение профилированных абразивных частиц 2001 может быть образовано в соответствии с одной или большим количеством заданных ориентационных характеристик. Кроме того, как показано на фиг. 20C, профилированные абразивные частицы 2001 могут быть расположены в группах, которые по существу соответствуют группам профилированных абразивных частиц, показанных на фиг. 20B, когда профилированные абразивные частицы 2001 находятся в инструменте 2051.
[00269] Для некоторых абразивных изделий, описанных в настоящей заявке, по меньшей мере примерно, 75% множества профилированных абразивных частиц на абразивном изделии могут иметь заданную ориентацию относительно подложки, включая, например, боковую ориентацию, как описано в связи с вариантами реализации, представленными в настоящей заявке. Однако, указанное процентное содержание может быть больше, такое как по меньшей мере примерно 77%, по меньшей мере примерно 80%, по меньшей мере примерно 81% или даже по меньшей мере примерно 82%. Согласно одному неограничивающему варианту реализации с использованием профилированных абразивных частиц, описанных в настоящей заявке, может быть сформировано абразивное изделие, в котором не больше, чем примерно 99% от общего содержания профилированных абразивных частиц имеют заданную боковую ориентацию. Понятно, что ссылка в настоящей заявке на процентное содержание профилированных абразивных частиц в заданной ориентации основана на статистически соответствующем количестве профилированных абразивных частиц и случайной выборке из общего содержания профилированных абразивных частиц.
[00270] Для определения процентного содержания частиц в заданной ориентации было получено двумерное микрофокусное рентгеновское изображение абразивного изделия с использованием компьютерного сканирующего томографа, работающего с параметрами, указанными ниже в Таблице 1. Рентгеновское двумерное изображение было визуализировано с использованием программы Quality Assurance. Установочное приспособление для крепления образца для испытания представляло собой пластиковую рамку с окном 4x4 дюйма (10,2х10,2 см) и сплошной металлический стержень диаметром 0,5 дюйма (12,7 мм), верхний конец которого наполовину уплощен и снабжен двумя винтами для крепления рамки. Перед визуализацией образец для испытания был зажат с одной стороны рамки, причём головки винтов были обращены в направлении действия рентгеновского излучения. Затем, в окне 4x4 дюйма (10,2х10,2 см) были выбраны пять областей для визуализации с параметрами 120 кВ/80 мкА. Каждая двумерная проекция была зарегистрирована с коррекцией рентгеновского смещения/усиления в увеличенном масштабе.
[00271] Таблица 1
[00272] Затем изображение было импортировано и проанализировано с использованием программы ImageJ, в которой различным ориентациям были присвоены значения, указанные в Таблице 2, приведенной ниже. На фиг. 32 показаны изображения части изделия с абразивным покрытием согласно одному варианту реализации, использованной для анализа ориентации профилированных абразивных частиц на подложке.
[00273] Таблица 2
[00274] Затем были выполнены три вычисления, предусмотренные в приведенной ниже Таблице 3. После выполнения вычислений может быть получено процентное содержание профилированных абразивных частиц в боковой ориентации на квадратный сантиметр. В частности, частица, имеющая боковую ориентацию, является частицей, имеющей вертикальную ориентацию, определенную углом между основной поверхностью профилированной абразивной частицы и поверхностью подложки, причём этот угол составляет 45° или больше. Соответственно, профилированная абразивная частица, имеющая наклон под углом 45° или больше, рассматривается как имеющая стоячую или боковую ориентацию; профилированная абразивная частица, имеющая наклон под углом 45°, рассматривается как имеющая стоячую ориентацию с наклоном; и профилированная абразивная частица, имеющая наклон под углом меньше чем 45°, рассматривается как имеющая лежачую ориентацию.
[00275] Таблица 3
((0,5х1)+3+5)/(1+2+3+4+5)
(1+2+3+4+5)
* - Все значения нормализованы относительно репрезентативной площади изображения.
+ - Масштабный множитель 0,5 был применен для учета того факта, что частицы не полностью присутствуют на изображении.
[00276] Кроме того, в абразивных изделиях с профилированными абразивными частицами может быть использованы различные доли профилированных абразивных частиц. Например, абразивные изделия могут быть изделиями с абразивным покрытием, содержащим одиночный слой профилированных абразивных частиц в конфигурации с открытой насыпкой или конфигурации с закрытой насыпкой. Однако, неожиданно было выяснено, что профилированные абразивные частицы демонстрируют указанные выше результаты в конфигурации с открытой насыпкой. Например, множество профилированных абразивных частиц могут формировать абразивное изделие с открытой насыпкой, имеющее плотность покрытия профилированными абразивными частицами не больше чем примерно 70 частиц/см2. Согласно другим вариантам реализации плотность частиц на квадратный сантиметр абразивного изделия может составлять не больше чем примерно 65 частиц/см2, такая как не больше чем примерно 60 частиц/см2, не больше чем примерно 55 частиц/см2 или даже не больше чем примерно 50 частиц/см2. Однако, согласно одному неограничивающему варианту реализации плотность абразивного изделия с открытой насыпкой, в котором использованы профилированные абразивные частицы, описанные в настоящей заявке, может составлять по меньшей мере примерно 5 частиц/см2 или даже по меньшей мере примерно 10 частиц/см2. Понятно, что плотность профилированных абразивных частиц на квадратный сантиметр абразивного изделия может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений.
[00277] В некоторых случаях абразивное изделие может иметь плотность покрытия с открытой насыпкой не больше чем примерно 50% абразивных частиц, покрывающих наружную поверхность абразивного изделия. Согласно другим вариантам реализации процентное содержание покрытия абразивных частиц относительно общей площади поверхности абразивного изделия может составлять не больше чем примерно 40%, не больше чем примерно 30%, не больше чем примерно 25% или даже не больше чем примерно 20%. Однако, согласно одному неограничивающему варианту реализации процентное содержание покрытия абразивными частицами относительно общей площади поверхности абразивного изделия может составлять по меньшей мере примерно 5%, такое как по меньшей мере примерно 10%, по меньшей мере примерно 15%, по меньшей мере примерно 20%, по меньшей мере примерно 25%, по меньшей мере примерно 30%, по меньшей мере примерно 35% или даже по меньшей мере примерно 40%. Понятно, что процентное содержание покрытия из профилированных абразивных частиц относительно общей площади поверхности абразива может находиться в пределах диапазона вышеуказанных минимальных и максимальных значений.
[00278] Некоторые абразивные изделия могут содержать определенную долю абразивных частиц на длину (например, стопу) подложи (1 метрическая стопа = 1000 листов бумаги формата А4). Например, согласно одному варианту реализации для оценки абразивного изделия может быть использован нормализованный вес профилированных абразивных частиц, составляющий по меньшей мере примерно 10 фунтов/стопа (148 г/м2), по меньшей мере примерно 15 фунтов/стопа (222 г/м2), по меньшей мере примерно 20 фунтов/стопа (296 г/м2), такой как по меньшей мере примерно 25 фунтов/стопа (370 г/м2) или даже по меньшей мере примерно 30 фунтов/стопа (444 г/м2). Однако, согласно одному неограничивающему варианту реализации абразивные изделия могут иметь нормализованный вес профилированных абразивных частиц не больше чем примерно 60 фунтов/стопа (888 г/м2), такой как не больше чем примерно 50 г/м2 (740 г/м2) или даже не больше чем примерно 45 г/м2 (666 г/м2). Понятно, что в абразивных изделиях согласно вариантам реализации, описанным в настоящей заявке, может быть использован нормализованный вес профилированной абразивной частицы в пределах диапазона вышеуказанных минимальных и максимальных значений.
[00279] В некоторых случаях абразивные изделия могут быть использованы с определенными заготовками. Подходящий пример заготовки может включать неорганический материал, органический материал, природный материал и комбинации вышеперечисленного. Согласно определенному варианту реализации заготовка может включать металл или металлический сплав, такой как материал на основе железа, материал на основе никеля, и т.п.. Согласно одному варианту реализации заготовка может быть сталью и, в частности, по существу может состоять из нержавеющей стали (например, нержавеющей стали марки 304).
[00280] ПРИМЕР 1
[00281] Испытание на шлифуемость выполняют для оценки эффекта ориентации профилированного абразивного зерна относительно направления шлифования. В испытании первый набор профилированных абразивных частиц (Образец A) ориентирован во фронтальной ориентации относительно направления шлифования. Как показано на фиг. 3B, профилированная абразивная частица 102 имеет фронтальное ориентационное направление 385 шлифования таким образом, что основная поверхность 363 образует плоскость, по существу перпендикулярную направлению шлифования, и, в частности, биссекторная ось 231 профилированной абразивной частицы 102 по существу перпендикулярна направлению 385 шлифования. Образец A был установлен на держателе во фронтальной ориентации относительно заготовки из аустенитной нержавеющей стали. Окружная скорость и скорость подачи были заданы как 22 м/с и 16 мм/с соответственно. Глубина резания может быть выбрана между 0 и 30 мкм. Каждое испытание состояло из 15 проходов вдоль заготовки длиной 8 дюймов (203 мм). Для каждого испытания использовали 10 повторных образцов, и результаты были проанализированы и усреднены. Было измерено изменение площади поперечного сечения канавки от начала до конца длины задира для определения износа абразивных частиц.
[00282] Также был испытан второй набор образцов (Образец B) согласно испытанию на шлифуемость, описанному выше для Образца A. Однако, следует отметить, что профилированные абразивные частицы Образца B имели поперечную ориентацию на подложке относительно направления шлифования. На фиг. 3B профилированная абразивная частица 103 показана как имеющая поперечную ориентацию относительно направления 385 шлифования. Как показано на чертеже, профилированная абразивная частица 103 может иметь основные поверхности 391 и 392, с которыми могут быть соединены боковые поверхности 371 и 372, причём профилированная абразивная частица 103 может иметь биссекторную ось 373, формирующую определенный угол относительно вектора направления 385 шлифования. Как показано на чертеже, биссекторная ось 373 профилированной абразивной частицы 103 по существу может иметь параллельную ориентацию относительно направления 385 шлифования таким образом, что угол между биссекторной осью 373 и направлением 385 шлифования по существу равен 0°. Соответственно, поперечная ориентация профилированной абразивной частицы 103 может облегчить исходный контакт боковой поверхности 372 с заготовкой по сравнению с любой из других поверхностей профилированной абразивной частицы 103.
[00283] На фиг. 21 показан график нормальной силы (N) в зависимости от количества проходов для Образца A и Образца B при испытании на шлифуемость в Примере 1. На фиг. 21 показана нормальная сила, необходимая для выполнения шлифования заготовки посредством профилированных абразивных частиц из представительных выборок A и B для множества проходов или резов. Как показано на чертеже, нормальная сила Образца A первоначально является ниже, чем нормальная сила Образца B. Однако, при продолжении испытания нормальная сила Образца A превышает нормальную силу Образца B. Соответственно, в некоторых случаях в абразивном изделии может быть использована комбинация различных ориентаций (например, фронтальной ориентации и поперечной ориентации) профилированных абразивных частиц относительно намеченного направления шлифования для достижения улучшенных характеристик шлифования. В частности, как показано на фиг. 21, комбинация ориентаций профилированных абразивных частиц относительно направления шлифования может обеспечить уменьшенные нормальные силы в течение всего срока службы абразивного изделия, повышенную эффективность шлифования и более длительный срок службы абразивного изделия. Таким образом, Пример 1 демонстрирует помимо прочего, что использование различных групп профилированных абразивных частиц, имеющих различные заданные ориентационные характеристики относительно друг друга и направления шлифования, может обеспечить улучшенные рабочие характеристики по сравнению с образцами, имеющими известные структурированные зерна.
[00284] ПРИМЕР 2
[00285] Для сравнения ориентации профилированных абразивных частиц были проанализированы пять образцов. Три образца (Образцы S1, S2 и S3) изготовлены согласно одному варианту реализации. На фиг. 22 показано микрофокусное рентгеновское изображение части Образца S1, полученное с использованием компьютерного сканирующего томографа согласно условиям, описанным в настоящей заявке. Два других образца (Образцы CS1 и CS2) являются репрезентативными для известных абразивных изделий, содержащих профилированные абразивные частицы. Образцы CS1 и CS2 имеются в продаже у компании 3M под торговой маркой Cubitron II. Образец CS2 имеется в продаже у компании 3M под торговой маркой Cubitron II. На фиг. 23 показано микрофокусное рентгеновское изображение части Образца CS2, полученное с использованием компьютерного сканирующего томографа согласно условиям, описанным в настоящей заявке. Каждый из образцов оценен согласно условиям, описанным в настоящей заявке, для оценки ориентации профилированных абразивных частиц путём рентгенографического анализа.
[00286] На фиг. 24 показан график плотности частиц в зернах на квадратный сантиметр и общее количество зерен на квадратный сантиметр для каждого из образцов (Образца 1 и Образца C1). Как показано на чертеже, Образцы CS1 и CS2 демонстрируют значительно уменьшенное количество профилированных абразивных частиц, ориентированных в боковой ориентации (т.е., вертикальной ориентации), по сравнению с Образцами S1, S2 и S3. В частности, Образец S1 показывает, что все измеренные профилированные абразивные частицы (т.е. 100%) имели боковую ориентацию, в то время как в Образце CS2 боковую ориентацию имели только 72% от общего количества профилированных абразивных частиц. Как видно, современные известные абразивные изделия (C1), в которых используются профилированные абразивные частицы, не достигают точности ориентации абразивных изделий согласно настоящему изобретению.
[00287] ПРИМЕР 3
[00288] Два образца были изготовлены и испытаны для анализа влияния различных расстановок на эффективность шлифования. Первый образец (Образец S4) был изготовлен согласно одному варианту реализации с незатеняющей структурой, как показывает шаблон на фиг. 28. Профилированные абразивные частицы в этом образце имели незатеняющую структуру относительно направления шлифования, проходящего по существу параллельно оси Y графика и по существу параллельно продольной оси подложки. В Образце S4 были использованы профилированные абразивные частицы, имеющие треугольную двумерную форму, с плотностью примерно 20 фунтов/стопа (296 г/м2), причём по меньшей мере 70% профилированных абразивных частиц имели боковую ориентацию.
[00289] Второй, известный, образец (Образец CS3) имел известный шаблон профилированных абразивных частиц, который являлся примером затеняющей структуры одного типа, как показано на фиг. 29, на котором представлено изображение части Образца CS3, имеющей квадратный шаблон, в котором стороны квадратного повторяющегося звена выровнены с продольной и поперечной осями подложки, причём размер, форма и количество профилированных абразивных частиц, использованных в Образце S4, также были использованный и в Образце CS3, с единственным существенным различием, состоящим в расположении профилированных абразивных частиц на подложке. Как показано на чертеже, расположение профилированных абразивных частиц представляет собой затеняющую структуру относительно поперечной оси и продольной оси подложки. Направление шлифования по существу параллельно продольной оси подложки.
[00290] Образцы были испытаны при условиях, указанных в Таблице 4, приведенной ниже.
Таблица 4
[00291] Заготовки, предназначенные для испытания, были проанализированы с использованием объемного оптического профилометра марки Nanovea (на основе хроматической аберрации белого света) для определения поверхностных свойств заготовки после операции шлифования. Для каждой испытательной заготовки одна на каждом образце была представлена область сканирования размером 5,0x5,0 мм. Для обеих осей X и Y для всех образцов был использован размер шага 10 мкм. Для общей области сканирования были вычислены неотфильтрованные параметры (Sx) области. Из области сканирования были извлечены двадцать линейных профилей, и были вычислены усредненные параметры (Px). Все параметры профиля, отраженные в данных образца, были для ссылки расшифрованы с определенными подробностями на дополнительном слайде. Анализ позволил вычислить шесть поверхностных характеристик, которые указаны в Таблице 4, приведенной ниже. Следует отметить, что Sa представляет собой арифметическое среднее отклонение поверхности согласно отчету EUR 15178 EN Report ("Разработка способов характеризации шероховатости в трех измерениях", Stout, K.J. и др., опубликован Комиссией европейских сообществ). Sq - среднеквадратичное отклонение поверхности согласно отчету EUR 15178 EN Report. St - общая высота поверхности, являющаяся размером разности высот между самым высоким гребнем и самым глубоким желобом. Sp - максимальная высота вершин, являющаяся размером разности высот между самым высоким гребнем и средней плоскостью. Sv - максимальная глубина желобов, являющаяся размером расстояния между средней плоскостью и самым глубоким желобом. Sz - высота неровностей профиля поверхности по десяти точкам, являющаяся средним значением расстояния между пятью самыми высокими гребнями и 5 самыми глубокими желобами согласно отчету EUR 15178 EN Report.
[00292] Таблица 5
Образец S4
Образец CS3
[00293] На фиг. 29 показано изображение части поверхности заготовки после операции шлифования абразивом Образца S4. На фиг. 30 показано изображение части поверхности заготовки после операции шлифования абразивом Образца CS3. Из сравнения указанных изображений и данных Таблицы 5 очевидно, что незатеняющая структура профилированных абразивных частиц в Образце S4 обеспечивает значительно улучшенные характеристики истирания и общее качество поверхности заготовки по сравнению с результатами шлифования с использованием Образца CS3 с затеняющей структурой профилированных абразивных частиц.
[00294] Для каждого из образцов (т.е., S4 и CS3) были выполнены три испытания, и было вычислено и усреднено количество материала, удаленного в каждом из испытаний. Среднее количество материала, удаленного Образцом S4, оказалось на 16 % больше по сравнению с Образцом CS3, что доказывает улучшенные способности съема материала по сравнению с Образцом CS3.
[00295] Настоящее изобретение представляет собой усовершенствование уровня техники. В то время как в уровне техники признано, что профилированные абразивные частицы могут быть сформированы способами, такими как литье под давлением и трафаретная печать, способы согласно вариантам реализации, описанным в настоящей заявке, отличаются от вышеуказанных известных способов. В частности, варианты реализации, описанные в настоящей заявке, включают комбинацию особенностей способа, облегчающих формирование массивов профилированных абразивных частиц, имеющих отличительные особенности. Кроме того, абразивные изделия согласно вариантам реализации, описанным в настоящей заявке, могут иметь определенную комбинацию особенностей, отличающихся от других абразивных изделий, включая помимо прочего заданное распределение профилированных абразивных частиц, использование комбинации заданных ориентационных характеристик, групп, рядов, столбцов, наборов, микроблоков, канальных областей, аспектов профилированных абразивных частиц, включая помимо прочего характеристическое отношение, композицию, добавки, двумерную форму, объемную форму, различия в высоте, различия в профиле высоты, процентное содержание выступающих частей, высоту, вогнутость и комбинации вышеперечисленного. Фактически абразивные изделия согласно вариантам реализации, описанным в настоящей заявке, могут способствовать достижению улучшенных характеристик истирания. Не смотря на то, что в уровне техники в целом признано, что некоторые абразивные изделия могут быть сформированы с упорядоченным расположением некоторых абразивных блоков, такие абразивные блоки являются традиционно ограниченными абразивными составными объектами, которые могут быть легко сформированы с использованием связующего вещества или традиционных абразивных или суперабразивных частиц. В уровне техники не рассматриваются и не разрабатываются системы для формирования абразивных изделий из профилированных абразивных частиц, имеющих заданные ориентационные характеристики, как описано в настоящей заявке. Манипуляция профилированными абразивными частицами для эффективного управления заданными ориентационными характеристиками является нетривиальным решением, экспоненциально улучшающим управление частицами в трехмерном пространстве, что не описано и не предложено в уровне техники. Используемый в настоящей заявке термин "то же самое" следует понимать как имеющий смысл "по существу то же самое". Кроме того, понятно, что не смотря на то, что в вариантах реализации, описанных в настоящей заявке, используются подложки, имеющие в целом прямоугольную форму, расположение профилированных абразивных частиц с образованием незатеняющей структуры может быть одинаково применимо к подложкам, имеющим другие формы (например, круглым или овальным подложкам).
[00296] Описанный выше предмет настоящего изобретения следует считать иллюстративным и неограничительным, причём пункты приложенной формулы предназначены для охвата всех таких модификаций, усовершенствований и других вариантов реализации, которые попадают в истинный объем защиты настоящего изобретения. Таким образом, до максимальной степени, обеспеченной законом, объем настоящего изобретения должен быть определен наиболее широко допустимой интерпретацией пунктов приложенной формулы и их эквивалентов, и не должен быть сужен или ограничен приведенным выше подробным описанием. Описание вариантов реализации в комбинации с чертежами представлено для облегчения понимания настоящего изобретения, описанного в настоящей заявке, и не должно быть истолковано как ограничение объема защиты или применимости настоящего изобретения. На основе описания, представленного в настоящей заявке, могут быть использованы другие варианты реализации.
[00297] Термины "содержат", "содержащий", "включает", "включающий", "имеет", "имеющий" или любая другая их вариация должны толковаться в смысле неисключительного включения. Например, способ, изделие или установка, которые содержат различные особенности, не обязательно ограничены только этими особенностями, но могут включать другие особенности, не перечисленные явно или присущие указанному способу, изделию или установке. Кроме того, если явно не указано иное, союз "или" должен толковаться в смысле "включающего или", но не "исключающего или". Например, условие A или B удовлетворено любым из следующего: A является истиной (или присутствует), и B является ложью (или не присутствует), A является ложью (или не присутствует), и B является истиной (или присутствует), и A и B являются истиной (или присутствуют).
[00298] Кроме того, артикли "a" или "an" использованы для описания элементов и компонентов, описанных в настоящей заявке. Это сделано только для удобства и придания общего смысла объему защиты настоящего изобретения. Эти артикли должны быть прочтены как включающие один, по меньшей мере один или исключительно один, а также включающие множество, или наоборот, если не очевидно иное. Например, если в настоящей заявке описан одиночный объект, вместо указанного одиночного объекта могут быть использованы два или большее количество объектов. Аналогично, если в настоящей заявке описаны два или большее количество объектов, вместо них может быть использован одиночный объект.
[00299] Выше на примере определенных вариантов реализации были описаны выгоды, преимущества и решения проблем. Однако, описанные выгоды, преимущества и решения, а также любая особенность (или особенности), которая может обеспечить любые выгоды, преимущества и решения или сделать их более явными, не должны быть истолкованы как критические, необходимые или существенные для любого или всех пунктов приложенной формулы.
[00300] После ознакомления с настоящим описанием специалисты должны признать, что некоторые особенности, которые в настоящей заявке представлены для ясности описания на примере отдельных вариантов реализации, также могут быть использованы в комбинации в одиночном варианте реализации. И наоборот, различные особенности, которые в настоящей заявке представлены для краткости на примере одиночного варианта реализации, также могут быть использованы отдельно или в любой подкомбинации. Кроме того, ссылки на значения, установленные в диапазонах, включают каждое значение внутри этого диапазона.
[00301] Реферат составлен в соответствии с Патентным законом и представлен с пониманием, что он не будет использован для интерпретации или ограничения объема защиты или значения пунктов приложенной формулы. Кроме того, в приведенном выше подробном описании различные особенности могут быть сгруппированы или описаны в одиночном варианте реализации с целью упрощения раскрытия. Это раскрытие не должно интерпретироваться как отражение мнения, что заявленные варианты реализации требуют больше особенностей, чем явно указано в каждом пункте приложенной формулы. Напротив, как отражено в пунктах приложенной формулы, объект настоящего изобретения может относиться к менее чем всем особенностям любого из описанных вариантов реализации. Таким образом, пункты приложенной формулы включены в настоящее подробное описание, причём каждый пункт приложенной формулы является самостоятельным и определяет свой собственный отдельный объект изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2016 |
|
RU2685839C1 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| ФОРМОВАННЫЕ АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2014 |
|
RU2643004C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ, СОДЕРЖАЩЕЕ НЕТКАНЫЙ МАТЕРИАЛ | 2014 |
|
RU2647045C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ НИЗКОСКОРОСТНОГО ШЛИФОВАНИЯ | 2013 |
|
RU2603515C2 |
| АБРАЗИВНЫЕ ЧАСТИЦЫ, ИМЕЮЩИЕ СЛОЖНЫЕ ФОРМЫ, И СПОСОБЫ ИХ ФОРМОВАНИЯ | 2013 |
|
RU2602581C2 |
| ФИКСИРОВАННЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С ИСПОЛЬЗОВАНИЕМ ПОКРЫТЫХ АБРАЗИВНЫХ ЧАСТИЦ | 2009 |
|
RU2449880C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ С ВРАЩАТЕЛЬНО ОРИЕНТИРОВАННЫМИ ПРОФИЛИРОВАННЫМИ КЕРАМИЧЕСКИМИ АБРАЗИВНЫМИ ЧАСТИЦАМИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2569437C2 |
| ПЛАВЛЕНЫЕ ЧАСТИЦЫ ОКСИДА АЛЮМИНИЯ И ОКСИДА ЦИРКОНИЯ | 2010 |
|
RU2543846C2 |
| АБРАЗИВНЫЕ ПРОДУКТЫ И СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2595788C2 |
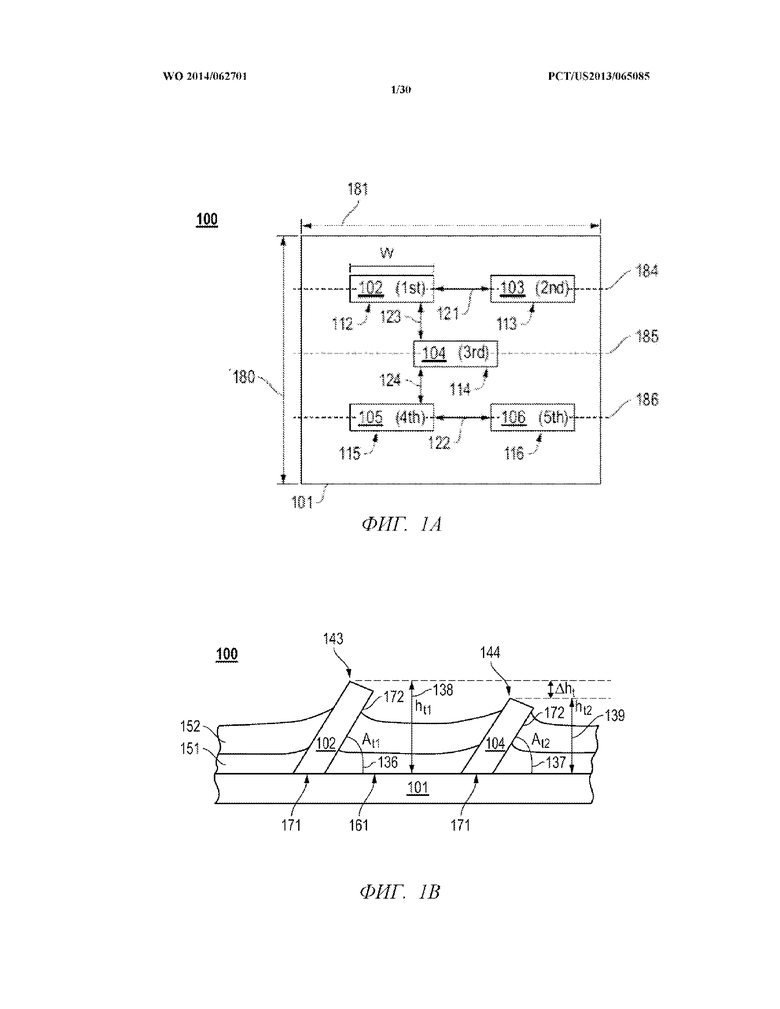
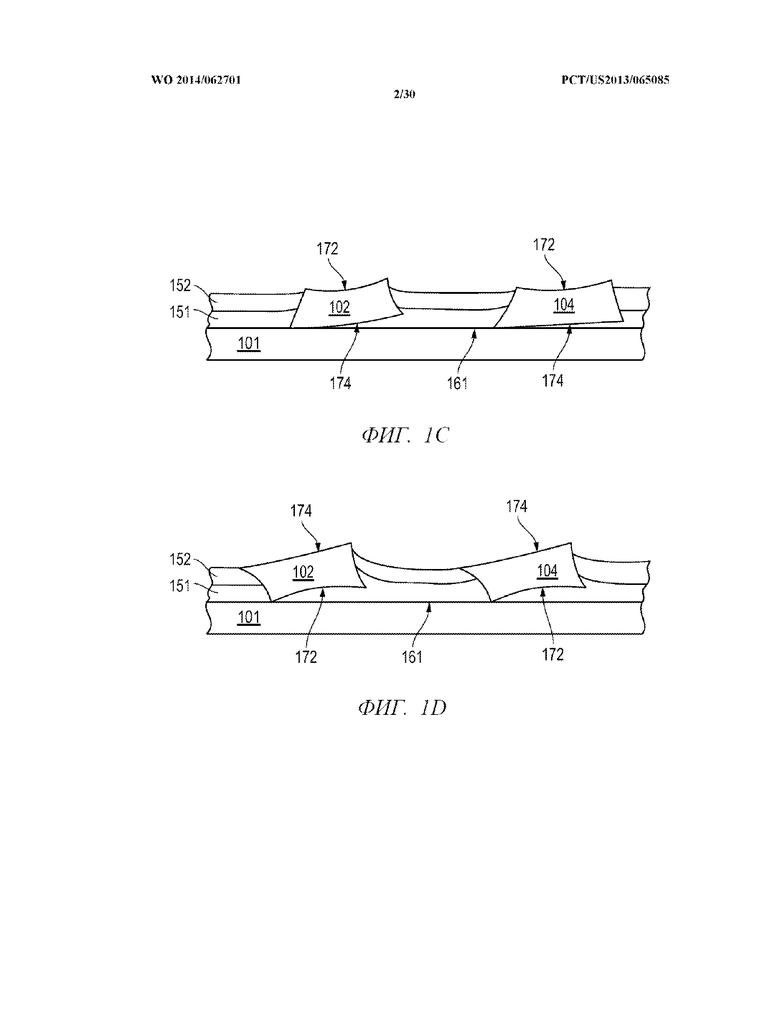
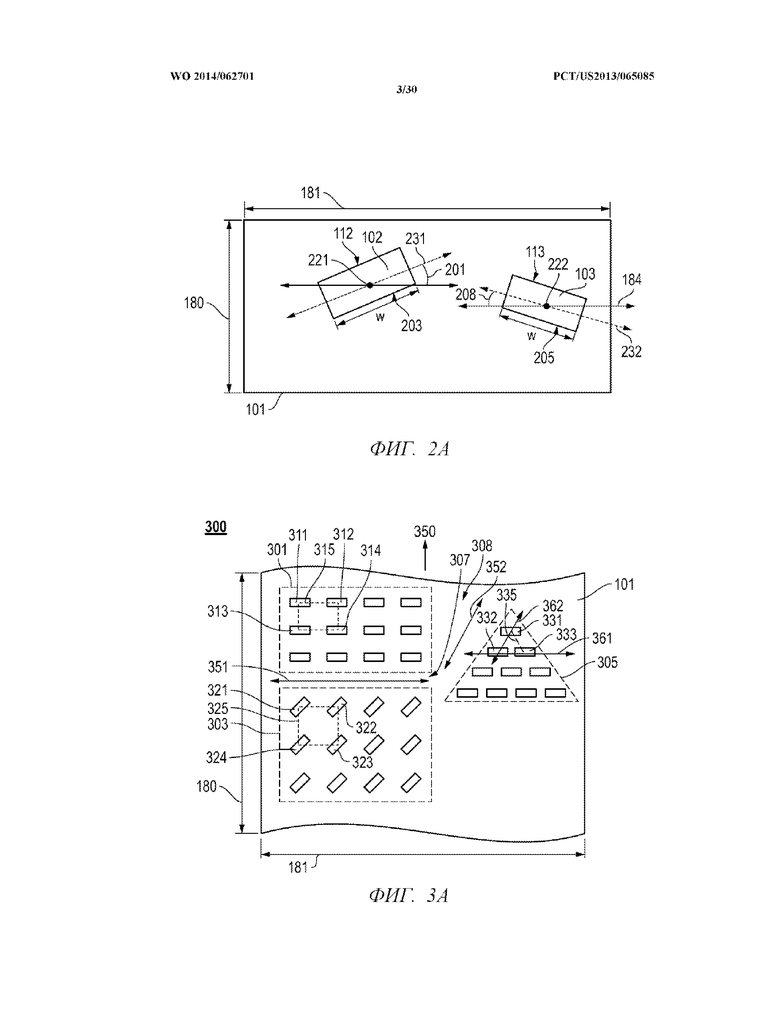



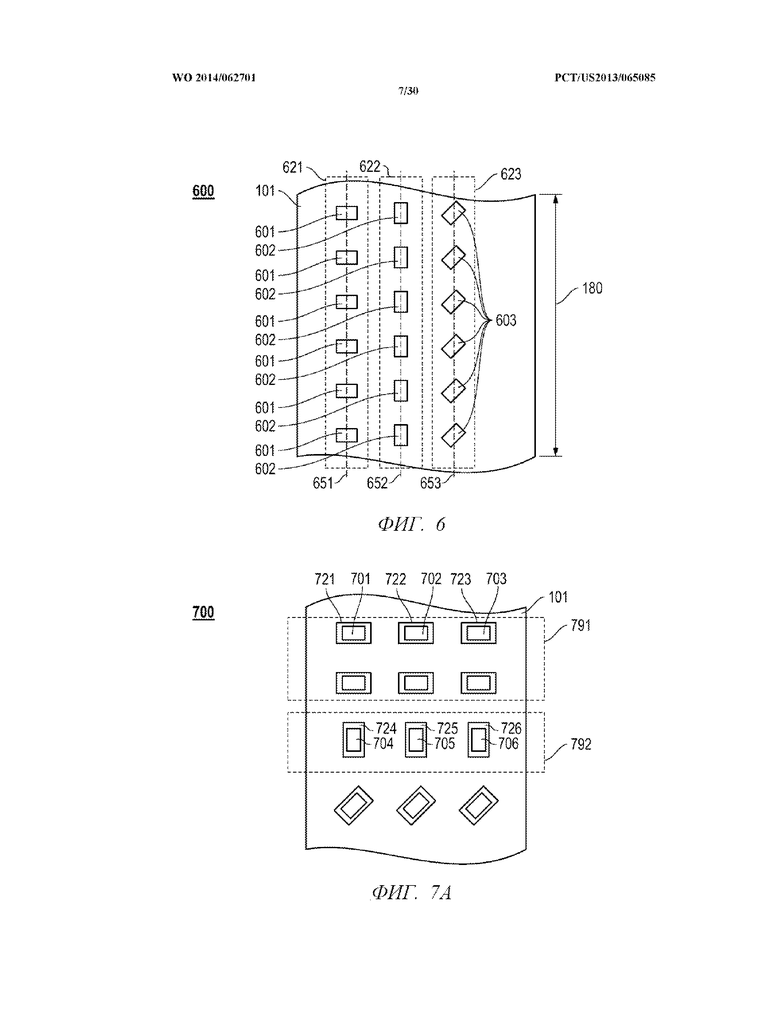




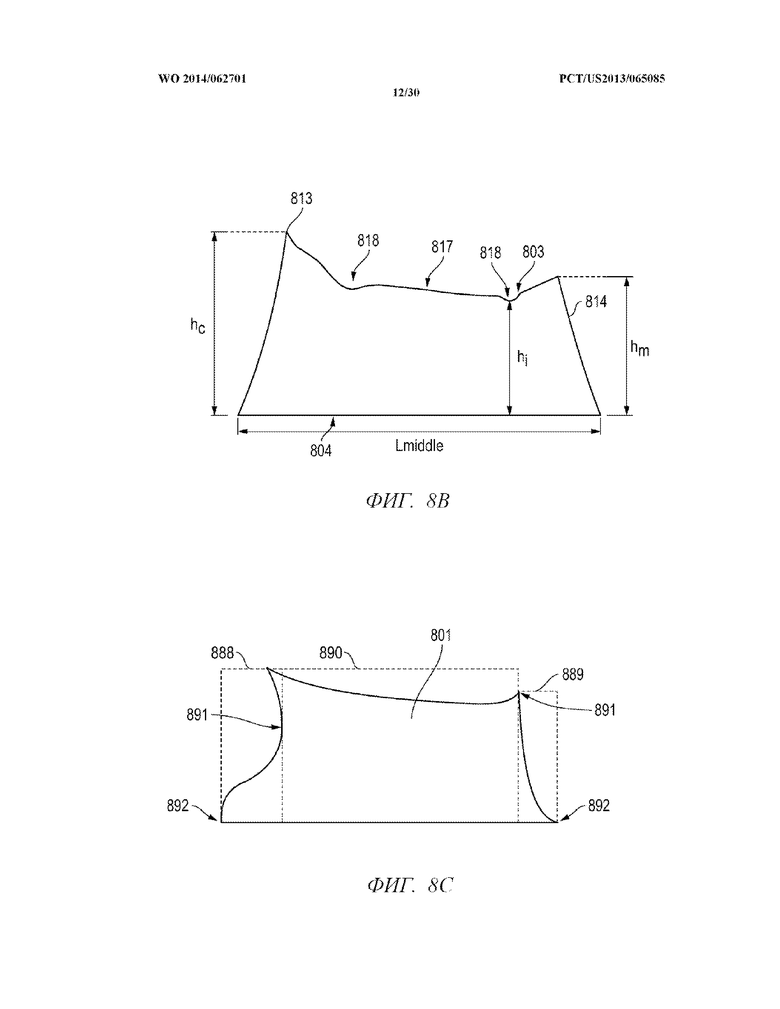
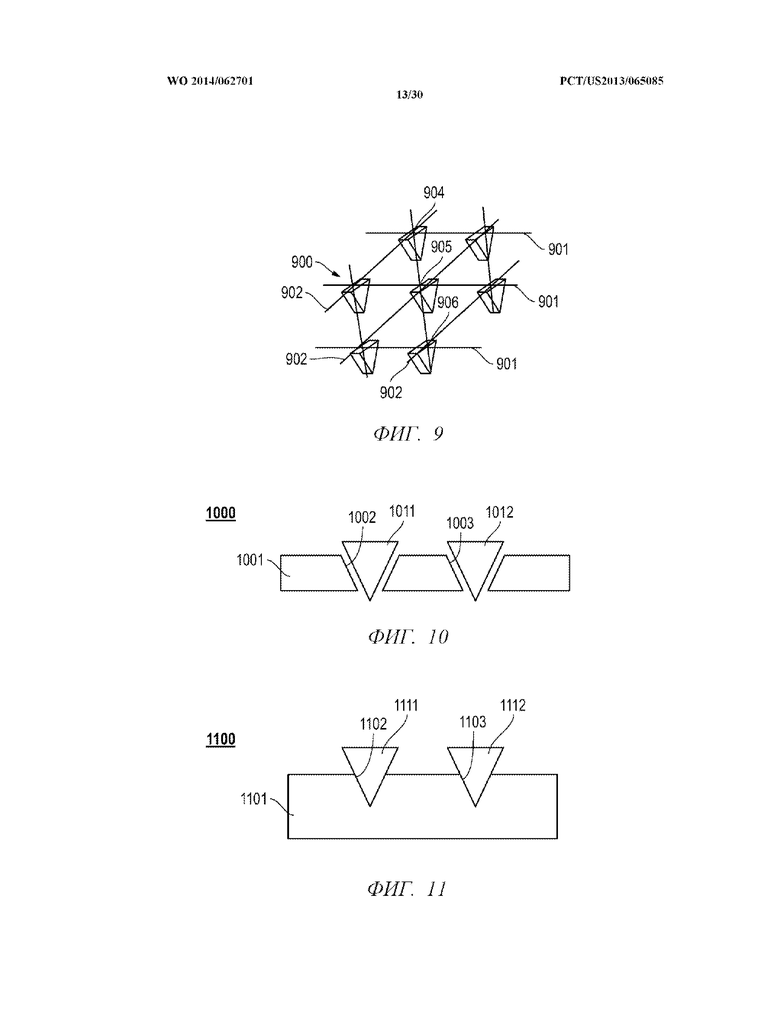






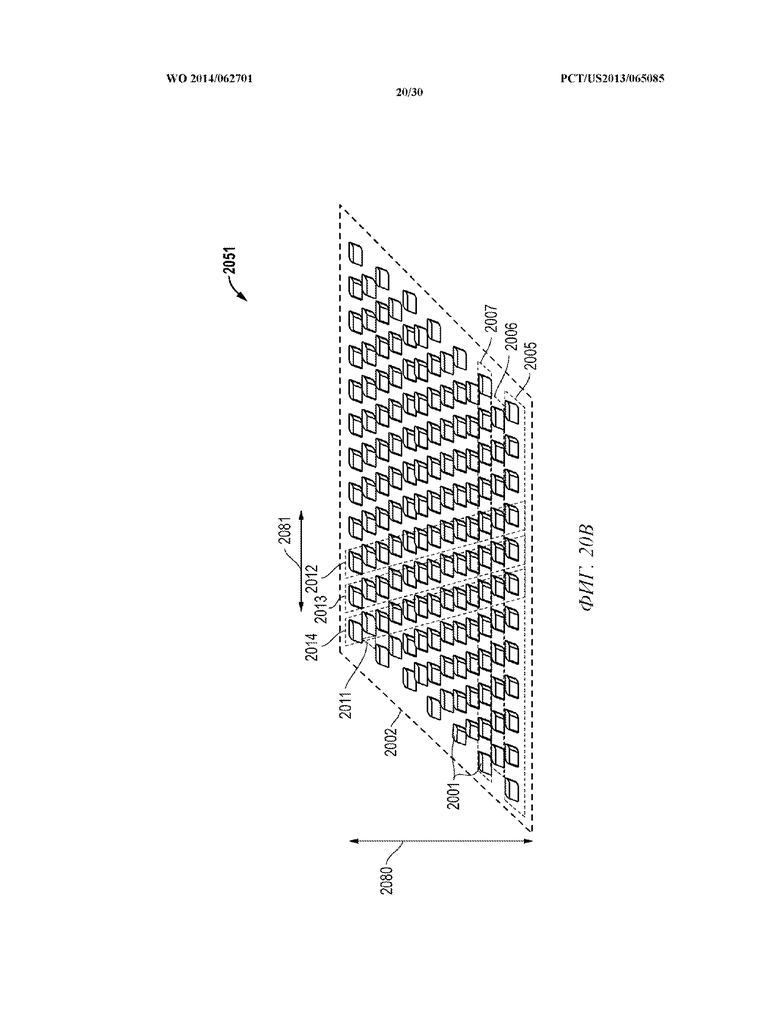
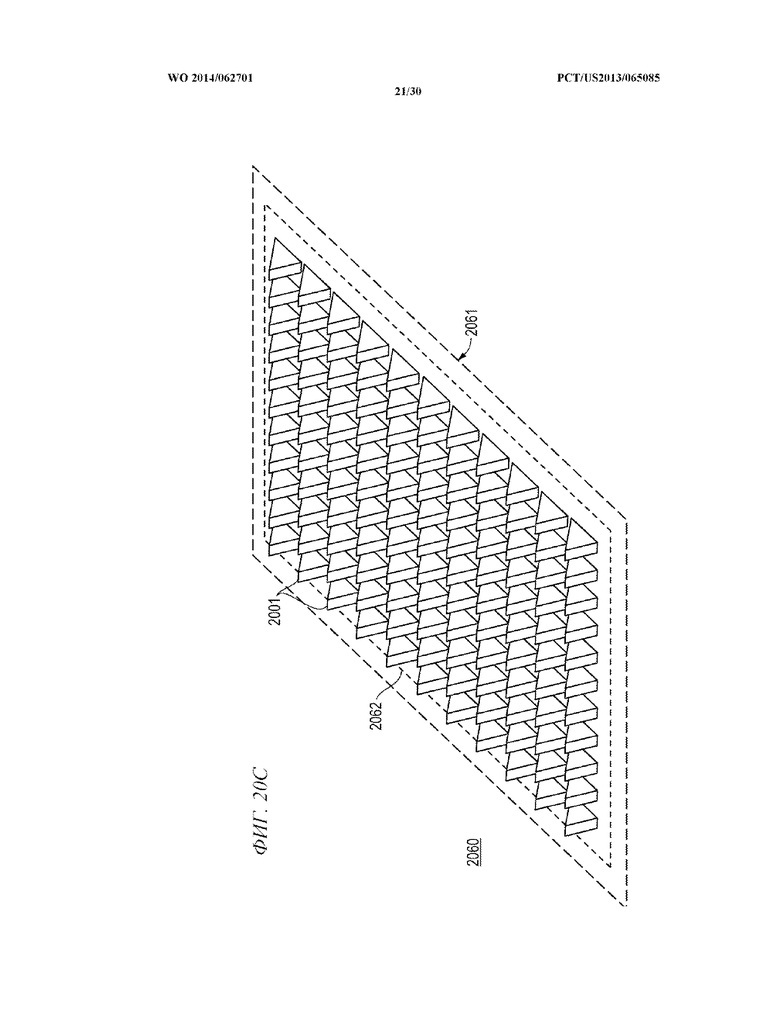


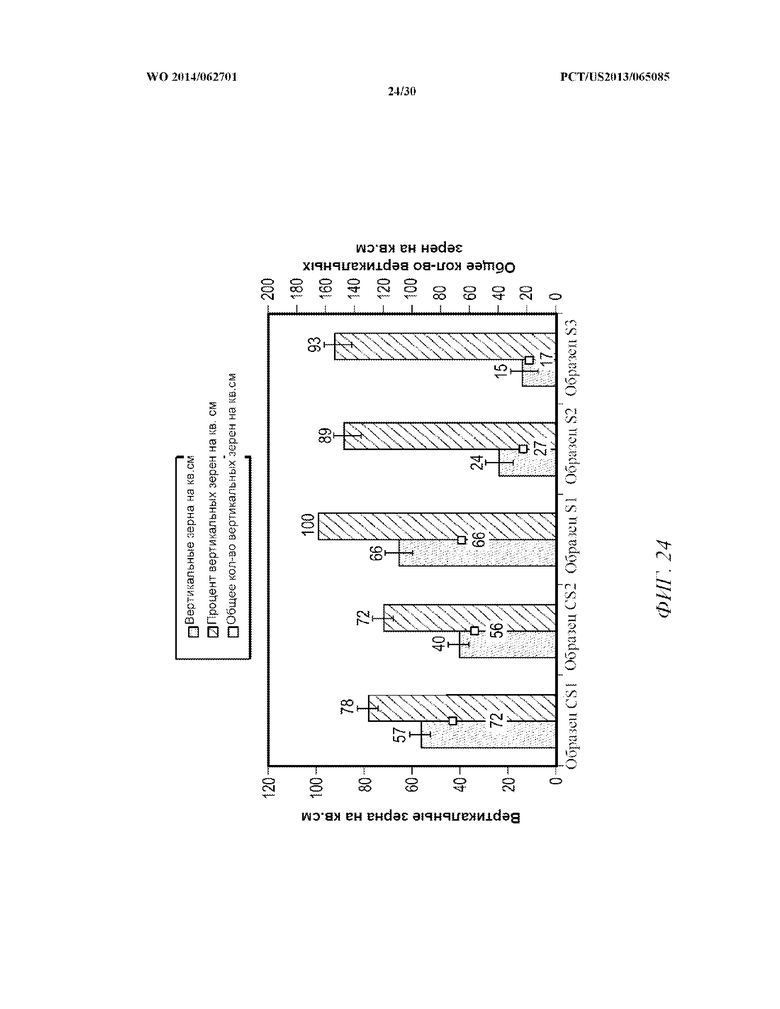
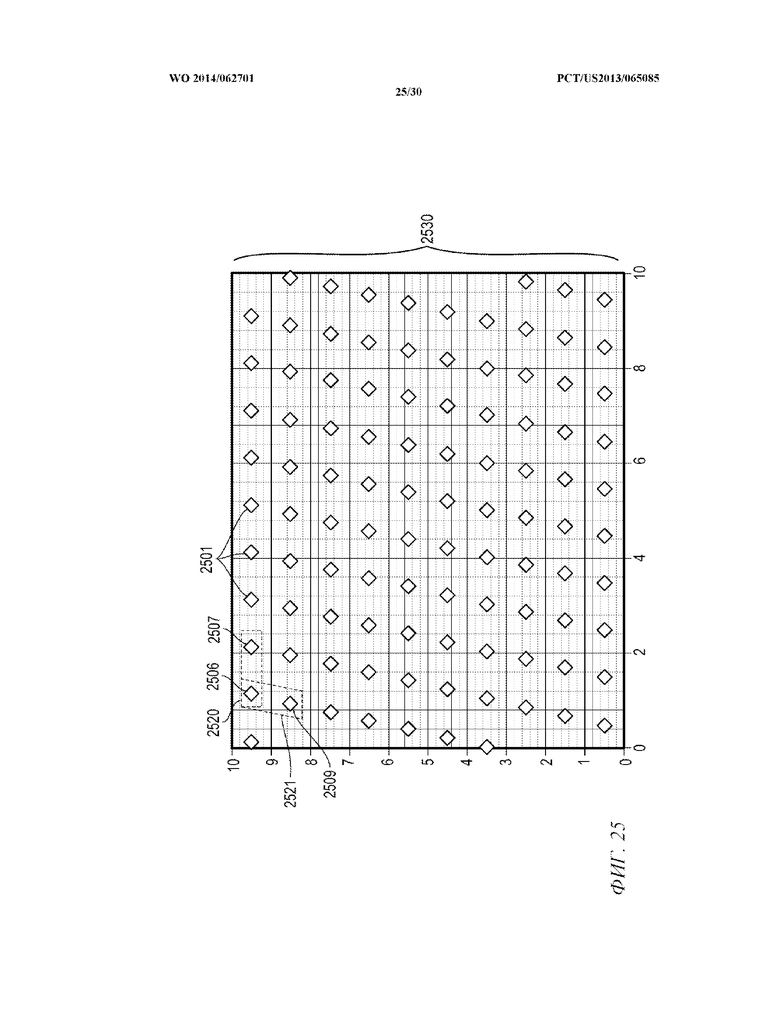

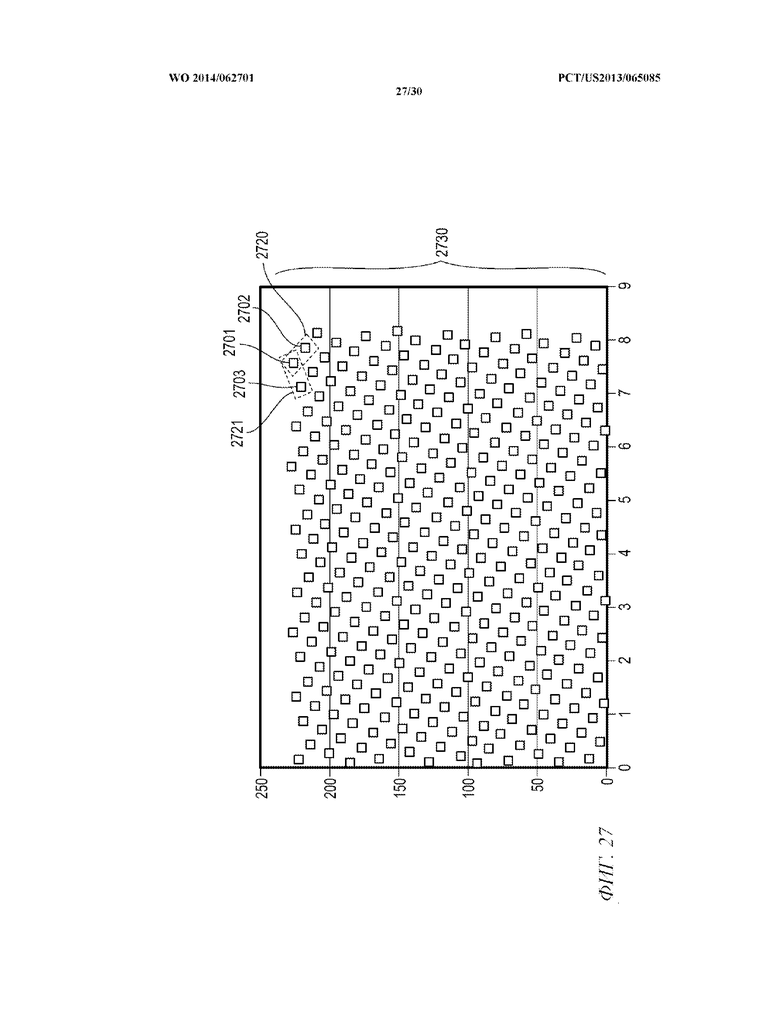
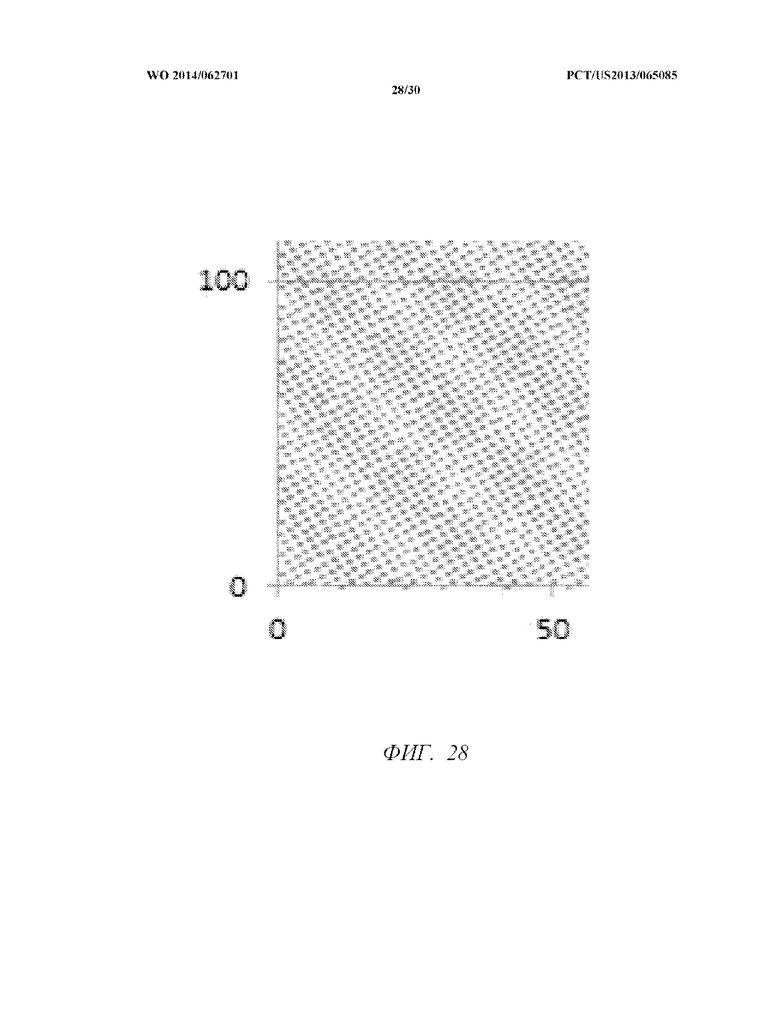


Изобретение относится к области абразивной обработки. Абразивное изделие, содержащее подложку, адгезионный слой, покрывающий обложку, первую группу, включающую множество профилированных абразивных частиц, соединенных с подложкой, причем каждой из множества профилированных абразивных частиц первой группы присуща по меньшей мере одна из заданной угловой ориентации, заданной поперечной ориентации и заданной продольной ориентации, при этом множество профилированных абразивных частиц первой группы образуют первое незатеняющее распределение относительно друг друга, и незатеняющие структуры включают определенное расположение абразивных частиц относительно друг друга, причем степень перекрытия абразивных частиц во время начальной фазы съема материала не более 25%, при этом каждая профилированная абразивная частица представляет собой тело из поликристаллического материала, не содержащего связующий материал. Технический результат: повышение эффективности абразивных частиц, повышение рабочих характеристик абразивного изделия и срока его службы. 2 н. и 12 з.п. ф-лы, 5 табл., 3 пр., 31 ил.
1. Абразивное изделие, содержащее подложку, адгезионный слой, покрывающий обложку, первую группу, включающую множество профилированных абразивных частиц, соединенных с подложкой, причем каждой из множества профилированных абразивных частиц первой группы присуща по меньшей мере одна из заданной угловой ориентации, определяемой углом вращения между поперечной плоскостью, которая проходит через центр абразивной частицы и параллельна поперечной оси подложки, и продольной осью профилированной частицы, заданной поперечной ориентации, определяемой поперечным положением относительно поперечной оси подложки, и заданной продольной ориентации, определяемой продольным положением относительно продольной оси подложки, при этом множество профилированных абразивных частиц первой группы образуют первую незатеняющую структуру, включающую определенное расположение абразивных частиц относительно друг друга, при котором степень перекрытия абразивных частиц во время начальной фазы съема материала не более 25%, при этом каждая профилированная абразивная частица представляет собой тело из поликристаллического материала, не содержащего связующий материал.
2. Абразивное изделие по п. 1, в котором по меньшей мере примерно 80% от полного содержания профилированных абразивных частиц имеют боковую ориентацию относительно подложки, которая определяется углом наклона между основной поверхностью профилированной абразивной частицы и верхней поверхностью подложки, при этом угол составляет 45° или более.
3. Абразивное изделие по п. 1, дополнительно содержащее вторую группу, включающую множество профилированных абразивных частиц, отличающихся от первой группы и соединенных с подложкой, причем каждой из множества профилированных абразивных частиц второй группы присуща общая по меньшей мере одна из заданной угловой ориентации, заданной поперечной ориентации и заданной продольной ориентации.
4. Абразивное изделие по п. 3, в котором первая группа содержит по меньшей мере одну особенность, отличающуюся от особенности второй группы, причем указанная особенность выбрана из группы особенностей, состоящей из среднего размера частиц, двумерной формы частицы, угловой ориентации, продольной ориентации, поперечной ориентации, среднего поперечного пространства, определяемого как наименьшее расстояние между двумя соседними профилированными абразивными частицами, измеренное вдоль поперечной плоскости параллельной поперечной оси подложки, среднего продольного пространства, которое ограничено наименьшим расстоянием, измеренным между двумя соседними профилированными абразивными частицами в направлении, параллельном продольной оси, боковой ориентации, инвертированной ориентации, при которой по меньшей мере часть верхней поверхности профилированных абразивных частиц находится в прямом контакте с подложкой, плоской ориентации, при которой по меньшей мере часть нижней поверхности профилированных абразивных частиц находится в прямом контакте с подложкой, состава профилированной абразивной частицы и заданного распределения профилированных абразивных частиц.
5. Абразивное изделие по п. 3, в котором вторая группа отличается от первой группы по меньшей мере одним из заданной угловой ориентации, заданной поперечной ориентации, заданной продольной ориентации, заданной вертикальной ориентации, которая определяется углом наклона между основной поверхностью профилированной абразивной частицы и верхней поверхностью подложки, заданной высоты кончика и комбинаций вышеперечисленного.
6. Абразивное изделие по п. 3, в котором первая группа образована первым управляемым неоднородным распределением, а вторая группа образована вторым неоднородным распределением, причем первое управляемое неоднородное распределение отличается от второго неоднородного распределения.
7. Абразивное изделие по п. 3, дополнительно содержащее канальную область, проходящую между первой группой и второй группой.
8. Абразивное изделие по п. 3, в котором первая группа образует первую незатеняющую структуру, и вторая группа образует вторую незатеняющую структуру, отличающуюся от первой незатеняющей структуры.
9. Абразивное изделие по п. 1, в котором первая группа содержит первую профилированную абразивную частицу, соединенную с подложкой в первом положении, а вторая группа содержит вторую профилированную абразивную частицу, соединенную с подложкой во втором положении, причем первая профилированная абразивная частица и вторая профилированная абразивная частица расположены относительно друг друга с образованием незатеняющей структуры, при этом указанная незатеняющая структура содержит по меньшей мере две из следующих, включающих заданную угловую ориентацию, заданную поперечную ориентацию и заданную продольную ориентацию.
10. Абразивное изделие по п. 9, в котором первое положение имеет первую угловую ориентацию, определяющую первый угол вращения между плоскостью, параллельной оси первой профилированной абразивной частицы, и поперечной осью подложки, и второе положение имеет вторую угловую ориентацию, определяющую второй угол вращения между плоскостью, параллельной оси второй профилированной абразивной частицы, и поперечной осью подложки.
11. Абразивное изделие по п. 9, в котором вторая профилированная абразивная частица имеет двумерную форму, идентичную двумерной форме первой профилированной абразивной частицы.
12. Абразивное изделие по п. 9, в котором по меньшей мере часть первой профилированной абразивной частицы касается части второй профилированной абразивной частицы.
13. Абразивное изделие по п. 1, которое является частью фиксированного абразивного изделия, выбранного из группы, состоящей из покрытого абразивного изделия и связанного абразивного изделия.
14. Способ формирования абразивного изделия, включающий этапы, согласно которым размещают множество профилированных абразивных частиц на подложке с образованием незатеняющей структуры, причем по меньшей мере примерно 80% от полного содержания профилированных абразивных частиц имеют боковую ориентацию относительно подложки, которая определяется углом наклона между основной поверхностью профилированной абразивной частицы и верхней поверхностью подложки, при этом угол составляет 45° или более.
| US 20040018802 A1, 29.01.2004 | |||
| ПОЛИКРИСТАЛЛИЧЕСКИЕ АБРАЗИВНЫЕ МАТЕРИАЛЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2404021C2 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

