ОБЛАСТЬ ТЕХНИКИ
Последующее описание относится к абразивным изделиям и, в частности, к абразивным изделиям со связующим, подходящим для осуществления операций низкоскоростного шлифования.
УРОВЕНЬ ТЕХНИКИ
В целом, абразивные изделия изготавливают таким образом, чтобы внутри связующего материала содержались абразивные зерна, которые можно применять для удаления материала. В указанных абразивных инструментах можно применять суперабразивные зерна (например, алмаза или кубического нитрида бора (CNB)) или полученные с использованием затравки (или даже без нее) абразивные зерна спеченного золь-гель оксида алюминия, также называемые абразивными зернами микрокристаллического альфа-оксида алюминия (MCA). Связующий материал может представлять собой органические материалы, такие как смола, или неорганический материал, такой как стекло или стекловидный материал. В частности, абразивные инструменты со связующим, в которых используют стекловидный связующий материал, содержащий зерна MCA или суперабразивные зерна, относятся к коммерчески значимым шлифующим инструментам.
Для изготовления определенных абразивных инструментов со связующим, в частности тех, в которых используют стекловидный связующий материал, требуется высокотемпературный процесс, который часто проводят при температурах порядка 1100°С или более, что может оказывать отрицательное воздействие на абразивные зерна МСА. Действительно, было обнаружено, что при таких повышенных температурах, необходимых для получения абразивного инструмента, связующий материал может взаимодействовать с абразивными зернами, в частности с зернами МСА и нарушать целостность абразивов, уменьшать заострение зерен и рабочие характеристики. В результате в промышленности стараются снижать температуры, требуемые для изготовления связующего материала, для ограничения высокотемпературного разрушения абразивных зерен в процессе изготовления. В промышленности сохраняется потребность в улучшении характеристик указанных абразивных изделий со связующим.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение, а также его многочисленные отличительные признаки и преимущества станут более понятными специалистам в данной области техники после изучения прилагаемых чертежей.
На ФИГ.1 приведена диаграмма объема пор в процентах, содержания абразива в процентах и содержания связующего в процентах в абразивных основах со связующим, известных из уровня техники, и абразивных основ со связующим согласно вариантам реализации настоящего изобретения.
На ФИГ.2 приведена фотография, иллюстрирующая испытание модуля упругости и твердости для абразивных зерен, связующих и поверхности раздела абразивных зерен и связующего.
На ФИГ.3 приведена диаграмма модуля упругости при изгибе (MOE) для абразива, связующего и поверхности раздела абразива и связующего для двух традиционных абразивных изделий со связующим и их сравнение со абразивным изделием со связующим согласно одному из вариантов реализации настоящего изобретения.
На ФИГ.4 приведена диаграмма твердости абразива, связующего и поверхности раздела абразива и связующего для двух традиционных абразивных изделий со связующим и их сравнение со абразивным изделием со связующим согласно одному из вариантов реализации настоящего изобретения.
На ФИГ.5 приведена схематическая диаграмма абразивного изделия, на которой проиллюстрирована потеря формы по осям х и y.
На ФИГ.6 приведен график зависимости Ra после чистовой обработки от скорости подачи (Z'w) для традиционных абразивных изделий со связующим и абразивного изделия со связующим согласно одному из вариантов реализации.
На ФИГ.7 приведен график зависимости удаления материала за 5 операций шлифования от скорости подачи (Z'w) для традиционных абразивных изделий со связующим и абразивного изделия со связующим согласно одному из вариантов реализации.
На ФИГ.8 приведен график зависимости изменения радиуса по оси х от скорости подачи (Z'w), на котором продемонстрирован коэффициент сохранения угла кромки для традиционных абразивных изделий со связующим и абразивного изделия со связующим согласно одному из вариантов реализации.
На ФИГ.9 приведен график зависимости изменения радиуса по оси y от скорости подачи (Z'w), на котором продемонстрирован коэффициент сохранения угла кромки для традиционных абразивных изделий со связующим и абразивного изделия со связующим согласно одному из вариантов реализации.
На ФИГ.10 приведена диаграмма количества обрабатываемых деталей за цикл правки для традиционного абразивного изделия со связующим и абразивного изделия со связующим согласно одному из вариантов реализации.
На ФИГ.11 приведена диаграмма продолжительности цикла обработки для традиционного абразивного изделия со связующим и абразивного изделия со связующим согласно одному из вариантов реализации.
Использование одинаковых условных символов на различных чертежах указывает на схожие или идентичные элементы.
ПОДРОБНОЕ ОПИСАНИЕ
Следующее описание относится к абразивным изделиям со связующим, которые могут подходить для шлифования и придания формы рабочим деталям. Следует отметить, что абразивные изделия со связующим согласно вариантам реализации настоящего изобретения могут содержать абразивные частицы внутри стекловидного связующего материала. Подходящие способы применения абразивных изделий со связующим согласно вариантам реализации настоящего изобретения включают операции шлифования, включая, например, бесцентровое шлифование, цилиндрическое шлифование, шлифование коленчатых валов, различные операции плоского шлифования, операции шлифования втулок подшипников или зубчатых колес, глубинное шлифование и различные применения для инструментов.
Согласно одному из вариантов реализации способ изготовления абразивного изделия со связующим согласно одному из вариантов реализации можно начинать с получения смеси соединений и компонентов, подходящих для образования связующего материала. Связующее можно получать из неорганического материала, такого как оксидные соединения. Например, один из подходящих оксидных материалов может включать оксид кремния (SiO2). Согласно одному из вариантов реализации связующий материал можно получать из оксида кремния, содержание которого составляет не более чем примерно 55 масс.% от общей массы связующего материала. В других вариантах реализации содержание оксида кремния может быть более низким, таким как не более чем примерно 54 масс.%, не более чем примерно 53 масс.%, не более чем примерно 52 масс.% или даже не более чем примерно 51 масс.%. Кроме того, в определенных вариантах реализации связующий материал можно получать из оксида кремния, содержание которого составляет по меньшей мере примерно 45 масс.%, например, по меньшей мере примерно 46 масс.%, по меньшей мере примерно 47 масс.%, по меньшей мере примерно 48 масс.% или даже по меньшей мере примерно 49 масс.% от общей массы связующего материала. Следует понимать, что количество оксида кремния может находиться в диапазоне от любого минимального до любого максимального содержания в процентах, отмеченного выше.
Связующий материал также может иметь определенное содержание оксида алюминия (Al2O3). Например, связующий материал может содержать по меньшей мере примерно 12 масс.% оксида алюминия от общей массы связующего материала. В других вариантах реализации количество оксида алюминия может составлять по меньшей мере примерно 14 масс.%, по меньшей мере примерно 15 масс.% или даже по меньшей мере примерно 16 масс.%. В определенных случаях связующий материал может содержать оксид алюминия в количестве, составляющем не более чем примерно 23 масс.%, не более чем примерно 21 масс.%, не более чем примерно 20 масс.%, не более чем примерно 19 масс.% или даже не более чем примерно 18 масс.% от общей массы связующего материала. Следует понимать, что количество оксида алюминия может находиться в диапазоне от любого минимального до любого максимального содержания в процентах, указанного выше.
В определенных случаях связующий материал можно получать при конкретном отношении количества оксида кремния, измеренного в процентах по массе, к количеству оксида алюминия, измеренному в процентах по массе. Например, отношение оксида кремния к оксиду алюминия может быть описано как результат деления содержания оксида кремния в процентах по массе на содержание оксида алюминия в процентах по массе в связующем материале. Согласно одному из вариантов реализации отношение оксида кремния к оксиду алюминия может составлять не более чем примерно 3,2. В других случаях отношение оксида кремния к оксиду алюминия в связующем материале может составлять не более чем примерно 3,1, не более чем примерно 3,0 или даже не более чем примерно 2,9. Кроме того, в определенных случаях связующий материал можно получать таким образом, чтобы отношение содержания оксида кремния в процентах по массе к содержанию оксида алюминия в процентах по массе составляло по меньшей мере примерно 2,2, например, по меньшей мере примерно 2,3, по меньшей мере примерно 2,4, по меньшей мере примерно 2,5, по меньшей мере примерно 2,6 или даже по меньшей мере примерно 2,7. Следует понимать, что общие количества оксида алюминия и оксида кремния могут находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Согласно одному из вариантов реализации связующий материал можно получать из определенного количества оксида бора (B2O3). Например, связующий материал может содержать не более чем примерно 20 масс.% оксида бора от общей массы связующего материала. В других случаях количество оксида бора может быть более низким, таким как не более чем примерно 19 масс.%, не более чем примерно 18 масс.%, не более чем примерно 17 масс.% или даже не более чем примерно 16 масс.%. Кроме того, связующий материал можно получать из оксида бора, количество которого составляет по меньшей мере примерно 11 масс.%, например, по меньшей мере примерно 12 масс.%, по меньшей мере примерно 13 масс.% или даже по меньшей мере примерно 14 масс.% от общей массы связующего материала. Следует понимать, что количество оксида бора может находиться в диапазоне от любого минимального до любого максимального содержания в процентах, указанного выше.
Согласно одному из вариантов реализации связующий материал можно получать таким образом, чтобы общее (т.е. суммарное) содержание оксида бора в процентах по массе и оксида кремния в процентах по массе в связующем материале составляло не более чем примерно 70 масс.% от общей массы связующего материала. В других случаях общее содержание оксида кремния и оксида бора может составлять не более чем примерно 69 масс.%, например, не более чем примерно 68 масс.%, не более чем примерно 67 масс.% или даже не более чем примерно 66 масс.%. Согласно одному конкретному варианту реализации общее содержание оксида кремния и оксида бора в процентах по массе может составлять по меньшей мере примерно 55 масс.%, например, по меньшей мере примерно 58 масс.%, по меньшей мере примерно 60 масс.%, по меньшей мере примерно 62 масс.%, по меньшей мере примерно 63 масс.%, по меньшей мере примерно 64 масс.% или даже по меньшей мере примерно 65 масс.% от общей массы связующего материала. Следует понимать, что общее содержание оксида кремния и оксида бора в процентах по массе в связующем материале может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Кроме того, в определенных случаях количество оксида кремния, измеренное в процентах по массе, может превышать количество оксида бора в связующем материале. Следует отметить, что количество оксида кремния может быть по меньшей мере примерно в 1,5 раза выше, по меньшей мере примерно в 1,7 раза выше, по меньшей мере примерно в 1,8 раза выше, по меньшей мере примерно в 1,9 раза выше, по меньшей мере примерно в 2,0 раза выше или даже по меньшей мере примерно в 2,5 раза выше количества оксида бора. Кроме того, в одном из вариантов реализации связующий материал может содержать оксид кремния в количестве, которое не более чем примерно в 5 раз выше, например, не более чем примерно в 4 раза выше, не более чем примерно в 3,8 раза выше или даже не более чем примерно в 3,5 раза выше содержания оксида бора. Следует понимать, что разница количества оксида кремния и количества оксида бора может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Согласно одному из вариантов реализации связующий материал можно получать по меньшей мере из одного оксидного соединения щелочного металла (R2O), где R представляет собой металл, выбранный из элементов группы IA Периодической таблицы элементов. Например, связующий материал можно получать из оксидного соединения щелочного металла (R2O), выбранного из группы соединений, включающей оксид лития (Li2O), оксид натрия (Na2O), оксид калия (K2O) и оксид цезия (Cs2O), и их комбинации.
Согласно одному из вариантов реализации связующий материал можно получать из оксидных соединений щелочных металлов, общее содержание которых составляет не более чем примерно 20 масс.% от общей массы связующего материала. В других абразивных изделиях со связующим согласно вариантам реализации настоящего изобретения общее содержание оксидных соединений щелочных металлов может составлять не более чем примерно 19 масс.%, не более чем примерно 18 масс.%, не более чем примерно 17 масс.%, не более чем примерно 16 масс.% или даже не более чем примерно 15 масс.%. Кроме того, в одном из вариантов реализации общее содержание оксидных соединений щелочных металлов в связующем материале может составлять по меньшей мере примерно 10 масс.%, например, по меньшей мере примерно 12 масс.%, по меньшей мере примерно 13 масс.% или даже по меньшей мере примерно 14 масс.%. Следует понимать, что связующий материал может содержать оксидные соединения щелочных металлов в количестве в диапазоне от любого минимального до любого максимального содержания в процентах, указанного выше.
Согласно одному конкретному варианту реализации связующий материал можно получать не более чем примерно из 3 различных оксидных соединений щелочных металлов (R2O), таких как указано выше. Действительно, определенные связующие материалы могут содержать не более чем примерно 2 оксидных соединения щелочных металлов в связующем материале.
Кроме того, связующий материал можно получать таким образом, чтобы содержание любого из оксидных соединений щелочных металлов по отдельности составляло не более половины от общего содержания (в процентах по массе) оксидных соединений щелочных металлов в связующем материале. Кроме того, согласно одному конкретному варианту реализации количество оксида натрия может быть выше содержания (в процентах по массе) оксида лития или оксида калия. Более конкретно, общее содержание оксида натрия, измеренное в процентах по массе, может быть выше суммарного содержания оксида лития и оксида калия, измеренного в процентах по массе. Кроме того, в одном из вариантов реализации количество оксида лития может быть выше содержания оксида калия.
Согласно одному из вариантов реализации общее количество оксидных соединений щелочных металлов, входящих в состав связующего материала, измеренное в процентах по массе, может быть ниже количества (измеренного в процентах по массе) оксида бора в связующем материале. Действительно, в определенных случаях отношение общего содержания оксидных соединений щелочных металлов в процентах по массе к общему содержанию оксида бора в процентах по массе в связующем материале может находиться в диапазоне от примерно 0,9 до 1,5, например, в диапазоне от примерно 0,9 до 1,3 или даже в диапазоне от примерно 0,9 до примерно 1,1.
Связующий материал можно получать из определенного количества соединений щелочноземельных металлов (RO), где R представляет собой элементы группы IIA Периодической таблицы элементов. Например, связующий материал может содержать оксидные соединения щелочноземельных металлов, такие как оксид кальция (CaO), оксид магния (MgO), оксид бария (BaO) или даже оксид стронция (SrO). Согласно одному из вариантов реализации связующий материал может содержать не более чем примерно 3,0 масс.% оксидных соединений щелочноземельных металлов от общей массы связующего материала. В других случаях связующий материал может содержать более низкое количество оксидных соединений щелочноземельных металлов, такое как не более чем примерно 2,8 масс.%, не более чем примерно 2,2 масс.%, не более чем примерно 2,0 масс.% или не более чем примерно 1,8 масс.%. Кроме того, согласно одному из вариантов реализации связующий материал может содержать одно или более оксидных соединений щелочноземельных металлов в количестве, составляющем по меньшей мере примерно 0,5 масс.%, например, по меньшей мере примерно 0,8 масс.%, по меньшей мере примерно 1,0 масс.% или даже по меньшей мере примерно 1,4 масс.% от общей массы связующего материала. Следует понимать, что количество оксидных соединений щелочноземельных металлов в связующем материале может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Согласно одному из вариантов реализации связующий материал можно получать не более чем примерно из 3 различных оксидных соединений щелочноземельных металлов. Действительно, связующий материал может содержать не более 2 различных оксидных соединений щелочноземельных металлов. В одном конкретном случае связующий материал можно получать из 2 оксидных соединений щелочноземельных металлов, включая оксид кальция и оксид магния.
В одном из вариантов реализации связующий материал может содержать оксид кальция в количестве, превышающем количество оксида магния. Кроме того, количество оксида кальция в связующем материале может быть выше содержания любого другого оксидного соединения щелочноземельного металла, содержащегося в связующем материале.
Связующий материал можно получать из комбинации оксидных соединений щелочных металлов и оксидных соединений щелочноземельных металлов таким образом, чтобы их общее содержание составляло не более чем примерно 20 масс.% от общей массы связующего материала. В других вариантах реализации общее содержание оксидных соединений щелочных металлов и оксидных соединений щелочноземельных металлов в связующем материале может составлять не более чем примерно 19 масс.%, например, не более чем примерно 18 масс.% или даже не более чем примерно 17 масс.%. Тем не менее, в определенных вариантах реализации общее содержание оксидных соединений щелочных металлов и соединений щелочноземельных металлов, присутствующих в связующем материале, может содержать по меньшей мере примерно 12 масс.%, например, по меньшей мере примерно 13 масс.%, по меньшей мере примерно 14 масс.%, по меньшей мере примерно 15 масс.% или даже по меньшей мере примерно 16 масс.%. Следует понимать, что связующий материал может иметь общее содержание оксидных соединений щелочных металлов и оксидных соединений щелочноземельных металлов в диапазоне от любого минимального до любого максимального значения, выраженного в процентах, указанного выше.
Согласно одному из вариантов реализации связующий материал можно получать таким образом, чтобы содержание оксидных соединений щелочных металлов, присутствующих в связующем материале, было выше общего содержания оксидных соединений щелочноземельных металлов. В одном конкретном варианте реализации связующий материал можно получать таким образом, чтобы отношение общего содержания (в процентах по массе) оксидных соединений щелочных металлов к общему содержанию в процентах по массе оксидных соединений щелочноземельных металлов (R2O:RO) находилось в диапазоне от примерно 5:1 до примерно 15:1. В других вариантах реализации отношение общего содержания в процентах по массе оксидных соединений щелочных металлов к общему содержанию в процентах по массе оксидных соединений щелочноземельных металлов, присутствующих в связующем материале, может находиться в диапазоне от примерно 6:1 до примерно 14:1, например, в диапазоне от примерно 7:1 до примерно 12:1 или даже в диапазоне от примерно 8:1 до примерно 10:1.
Согласно одному из вариантов реализации связующий материал можно получать из оксида фосфора, количество которого составляет не более чем примерно 3 масс.% от общей массы связующего материала. В определенных других случаях связующий материал может содержать не более чем примерно 2,5 масс.%, например, не более чем примерно 2,0 масс.%, не более чем примерно 1,5 масс.%, не более чем примерно 1,0 масс.%, не более чем примерно 0,8 масс.%, не более чем примерно 0,5 масс.% или даже не более чем примерно 0,2 масс.% оксида фосфора от общей массы связующего материала. Действительно, в определенных случаях связующий материал может по существу не содержать оксид фосфора. Подходящее содержание оксида фосфора может улучшать определенные характеристики и шлифующие свойства, что описано в настоящей заявке.
Согласно одному из вариантов реализации связующий материал можно получать не более чем из композиции, содержащей не более чем примерно 1 масс.% определенных оксидных соединений, включая, например, оксидные соединения, такие как MnO2, ZrSiO2, CoAl2O4 и MgO. Действительно, в конкретных вариантах реализации связующий материал может по существу не содержать указанные выше оксидные соединения.
Помимо связующих материалов, помещаемых в смесь, способ получения абразивного изделия со связующим может дополнительно включать введение абразивных частиц определенного типа. Согласно одному из вариантов реализации абразивные частицы могут включать микрокристаллический оксид алюминия (MCA). Действительно, в определенных случаях абразивные частицы могут состоять по существу из микрокристаллического оксида алюминия.
Абразивные частицы могут иметь средний размер, составляющий не более чем примерно 1050 микрон. В других вариантах реализации средний размер абразивных частиц может быть более низким, таким как не более чем примерно 800 микрон, не более чем примерно 600 микрон, не более чем примерно 400 микрон, не более чем примерно 250 микрон, не более чем примерно 225 микрон, не более чем примерно 200 микрон, не более чем примерно 175 микрон, не более чем примерно 150 микрон или даже не более чем примерно 100 микрон. Кроме того, средний размер абразивных частиц может составлять по меньшей мере примерно 1 микрон, например, по меньшей мере примерно 5 микрон, по меньшей мере примерно 10 микрон, по меньшей мере примерно 20 микрон, по меньшей мере примерно 30 микрон или даже по меньшей мере примерно 50 микрон, по меньшей мере примерно 60 микрон, по меньшей мере примерно 70 микрон или даже по меньшей мере примерно 80 микрон. Следует понимать, что средний размер абразивных частиц может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
В качестве дополнительного описания абразивных частиц, содержащих микрокристаллический оксид алюминия, следует понимать, что микрокристаллический оксид алюминия может быть получен из зерен, имеющих средний размер в субмикронном диапазоне. Действительно, средний размер зерен микрокристаллического оксида алюминия может составлять не более чем примерно 1 микрон, например, не более чем примерно 0,5 микрон, не более чем примерно 0,2 микрон, не более чем примерно 0,1 микрон, не более чем примерно 0,08 микрон, не более чем примерно 0,05 микрон или даже не более чем примерно 0,02 микрон.
Кроме того, способ получения смеси, содержащей абразивные частицы и связующий материал, может дополнительно включать добавление других компонентов, таких как наполнители, порообразователи и материалы, подходящие для получения конечного абразивного изделия со связующим. Некоторые подходящие примеры порообразующих материалов могут включать, но не ограничиваются ими, вспененный оксид алюминия, вспененный муллит, полые сферы, включая полые стеклянные сферы, полые керамические сферы или полые полимерные сферы, полимерные или пластмассовые материалы, органические соединения, волокнистые материалы, включая нити и/или волокна из стекла, керамики или полимеров. Другие подходящие порообразующие материалы могут включать нафталин, ПДБ, раковины, древесину и т.д. В другом варианте реализации наполнитель может включать один или более неорганических материалов, включая, например, оксиды, и в частности может включать кристаллические или аморфные фазы оксида циркония, оксида кремния, оксида титана и их комбинацию.
После получения подходящей смеси ей можно придавать форму. Подходящие способы формовки могут включать операции прессования и/или операции литья и их комбинацию. Например, в одном из вариантов реализации форму смеси можно придавать путем холодного прессования смеси в форме для получения необработанной основы.
После получения подходящей необработанной основы ее можно обжигать при определенной температуре для облегчения изготовления абразивного изделия, содержащего связующий материал со стекловидной фазой. Следует отметить, что операцию обжига можно проводить при температуре обжига, составляющей менее чем примерно 1000°С. В конкретных вариантах реализации температура обжига может составлять менее чем примерно 980°С, например, менее чем примерно 950°С и в частности может находиться в диапазоне от примерно 800°С до 950°С. Следует понимать, что при использовании указанных выше связующих компонентов можно применять очень низкие температуры обжига, избегая тем самым использования чрезмерно высоких температур, что, таким образом, ограничивает разрушение абразивных частиц в процессе получения.
Согласно одному конкретному варианту реализации абразивная основа со связующим содержит связующий материал со стекловидной фазой. В определенных случаях связующий материал может представлять собой однофазный стекловидный материал.
Получаемая в результате абразивная основа со связующим может иметь определенное содержание связующего материала, абразивных частиц и пор. Следует отметить, что основа абразивного изделия со связующим может иметь объем пор, составляющий по меньшей мере примерно 42 об.% от общего объема абразивной основы со связующим. В других вариантах реализации объем пор может быть более высоким, таким как по меньшей мере примерно 43 об.%, например, по меньшей мере примерно 44 об.%, по меньшей мере примерно 45 об.%, по меньшей мере примерно 46 об.%, по меньшей мере примерно 48 об.% или даже по меньшей мере примерно 50 об.% от общего объема абразивной основы со связующим. Согласно одному из вариантов реализации абразивная основа со связующим может иметь объем пор, составляющий не более чем примерно 70 об.%, например, не более чем примерно 65 об.%, не более чем примерно 62 об.%, не более чем примерно 60 об.%, не более чем примерно 56 об.%, не более чем примерно 52 об.% или даже не более чем примерно 50 об.%. Абразивная основа со связующим может иметь объем пор от примерно 46% до примерно 50% от общего объема абразивной основы со связующим, например, объем пор от примерно 46% до примерно 48% от общего объема абразивной основы со связующим. Следует понимать, что абразивная основа со связующим может иметь объем пор в диапазоне от любого минимального до любого максимального процентного содержания, указанного выше.
Согласно одному из вариантов реализации абразивная основа со связующим может содержать по меньшей мере примерно 35 об.% абразивных частиц от общего объема абразивной основы со связующим. В других вариантах реализации общее содержание абразивных частиц может быть более высоким, таким как по меньшей мере примерно 37 об.% или даже по меньшей мере примерно 39 об.%. Согласно одному конкретному варианту реализации абразивную основу со связующим можно получать таким образом, чтобы она содержала не более чем примерно 50 об.% абразивных частиц, например, не более чем примерно 48 об.% или даже не более чем примерно 46 об.% от общего объема абразивной основы со связующим. Следует понимать, что содержание абразивных частиц в абразивной основе со связующим может находиться в диапазоне от любого минимального до любого максимального значения, выраженного в процентах, указанного выше.
В определенных случаях абразивную основу со связующим получают таким образом, чтобы она содержала минимальное количество (об.%) связующего материала по сравнению с объемом пор и содержанием абразивных частиц. Например, абразивная основа со связующим может содержать не более чем примерно 15 об.% связующего материала от общего объема абразивной основы со связующим. В других случаях абразивную основу со связующим можно получать таким образом, чтобы она содержала не более чем примерно 14 об.%, не более чем примерно 13 об.% или даже не более чем примерно 12 об.% от общего объема абразивной основы со связующим. В одном определенном случае абразивную основу со связующим можно получать таким образом, чтобы она содержала по меньшей мере примерно 7 об.%, например, по меньшей мере примерно 8 об.%, по меньшей мере примерно 9 об.% или даже по меньшей мере примерно 10 об.% связующего материала от общего объема абразивной основы со связующим.
На ФИГ.1 приведена диаграмма фаз, содержащихся в абразивном изделии со связующим согласно одному определенному варианту реализации. На ФИГ.1 показано содержание связующего в об.%, абразивных частиц в об.% и пор в об.%. Закрашенная область 101 представляет собой традиционное абразивное изделие со связующим, подходящее для операций шлифования, в то же время закрашенная область 103 соответствует содержанию фаз абразивного изделия со связующим согласно одному из вариантов реализации настоящего описания.
Следует отметить, что содержание фаз в традиционных абразивных изделиях со связующим (т.е. закрашенная область 101) значительно отличается от содержания фаз в абразивном изделии со связующим согласно одному из вариантов реализации. Следует отметить, что традиционные абразивные изделия со связующим, как правило, имеют максимальный объем пор в диапазоне от примерно 40 об.% до 51 об.%, содержание абразивных частиц от примерно 42 об.% до 50 об.% и содержание связующего от примерно 9 до 20 об.%. Традиционные абразивные изделия со связующим, как правило, имеют максимальный объем пор, составляющий 50 об.% или менее, так как для операций шлифования требуется абразивная основа со связующим, обладающая достаточной прочностью для работы при избыточных нагрузках, возникающих при шлифовании, и известные до настоящего времени высокопористые абразивные основы со связующим были неспособны выдерживать указанные нагрузки.
Согласно одному из вариантов реализации абразивное изделие со связующим может иметь значительно более высокий объем пор по сравнению с традиционными абразивными изделиями со связующим. Например, абразивное изделие со связующим согласно одному из вариантов реализации может иметь объем пор в диапазоне от примерно 51 об.% до примерно 58 об.% от общего объема абразивной основы со связующим. Кроме того, как показано на ФИГ.1, абразивное изделие со связующим согласно одному из вариантов реализации может иметь содержание абразивных частиц в диапазоне от примерно 40 об.% до примерно 42 об.% и очень низкое содержание связующего в диапазоне от примерно 2 об.% до примерно 9 об.% от общего объема абразивного изделия со связующим.
Следует отметить, что абразивные основы со связующим согласно вариантам реализации настоящего изобретения могут иметь определенные характеристики, отличающиеся от традиционных абразивных основ со связующим. В частности, абразивные изделия со связующим согласно настоящему изобретению могут иметь определенный объем пор, содержание абразивных частиц и связующего и при этом обладают конкретными механическими свойствами, что делает их подходящими для определенных применений, таких как операции шлифования. Например, в одном из вариантов реализации абразивная основа со связующим может иметь определенный предел прочности при изгибе (MOR), который может соответствовать определенному значению модуля упругости при изгибе (MOE). Например, абразивная основа со связующим может иметь MOR, составляющий по меньшей мере 45 МПа при MOE, составляющем по меньшей мере примерно 40 ГПа. В одном из вариантов реализации MOR может составлять по меньшей мере примерно 46 МПа, например, по меньшей мере примерно 47 МПа, по меньшей мере примерно 48 МПа, по меньшей мере примерно 49 МПа или даже по меньшей мере примерно 50 МПа при МОЕ, составляющем 40 ГПа. Кроме того, абразивная основа со связующим может иметь MOR, составляющий не более чем примерно 70 МПа, например, не более чем примерно 65 МПа или не более чем примерно 60 МПа при МОЕ, составляющем 40 ГПа. Следует понимать, что значение MOR может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
В другом варианте реализации в определенных абразивных основах со связующим, имеющих МОЕ, составляющий 45 ГПа, MOR может составлять по меньшей мере примерно 45 МПа. Действительно, в определенных абразивных основах со связующим, имеющих МОЕ, составляющий 45 ГПа, MOR может составлять по меньшей мере примерно 46 МПа, например, по меньшей мере примерно 47 МПа, по меньшей мере примерно 48 МПа, по меньшей мере примерно 49 МПа или даже по меньшей мере примерно 50 МПа. Кроме того, MOR может составлять не более чем примерно 70 МПа, не более чем примерно 65 МПа или не более чем примерно 60 МПа при MOE, составляющем 45 ГПа. Следует понимать, что значение MOR может находиться в диапазоне от любого минимального до любого максимального значения, приведенного выше.
MOR можно измерять при помощи традиционного испытания на трехточечный изгиб образца размером 4”×1”×0,5” (10,2 см×2,5 см×1,3 см), где нагрузку применяют по плоскости, определенной размерами 1”×0,5”, в целом в соответствии с ASTM D790 за исключением размера образца. Можно определять разрушающую нагрузку, а затем подставлять ее значение в стандартные уравнения для определения MOR. МОЕ можно рассчитывать путем измерения собственных колебаний композитов при помощи инструмента GrindoSonic или схожего оборудования в соответствии со стандартной практикой в области абразивных шлифовальных кругов.
В одном из вариантов реализации абразивная основа со связующим может иметь коэффициент прочности, который представляет собой отношение MOR к MOE. В определенных случаях коэффициент прочности (англ. strength ratio, MOR/MOE) конкретной абразивной основы со связующим может составлять по меньшей мере примерно 0,8. В других случаях коэффициент прочности может составлять по меньшей мере примерно 0,9, например, по меньшей мере примерно 1,0, по меньшей мере примерно 1,05, по меньшей мере примерно 1,10. Кроме того, коэффициент прочности может составлять не более чем примерно 3,00, например, не более чем примерно 2,50, не более чем примерно 2,00, не более чем примерно 1,70, не более чем примерно 1,50, не более чем примерно 1,40 или не более чем примерно 1,30. Следует понимать, что коэффициент прочности абразивных основ со связующим может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Согласно одному из вариантов реализации абразивная основа со связующим может подходить для применения в определенных операциях шлифования. Например, было обнаружено, что абразивные основы со связующим согласно вариантам реализации настоящего изобретения подходят для операций шлифования. Действительно, абразивные основы со связующим можно применять, не вызывая повреждений рабочей детали и обеспечивая подходящие или улучшенные шлифующие характеристики.
Описание шлифующих характеристик абразивной основы со связующим может относиться к операциям шлифования, таким как бесцентровое шлифование, цилиндрическое шлифование, шлифование коленчатых валов, различные операции плоского шлифования, операции шлифования втулок подшипников или зубчатых колес, глубинное шлифование и различные применения для инструментов. Кроме того, рабочие детали, подходящие для операций шлифования, могут включать неорганические или органические материалы. В определенных случаях рабочая деталь может включать металл, металлический сплав, пластмассу или природный материал. В одном из вариантов реализации рабочая деталь может включать черный металл, цветной металл, металлический сплав, металлический специальный сплав и их комбинацию. В другом варианте реализации рабочая деталь может включать органический материал, включая, например, полимерный материал. В других случаях рабочая деталь может представлять собой природный материал, включая, например, древесину.
Некоторые варианты размеров кругов указанных абразивных изделий могут находиться в диапазоне от более чем примерно 4,5 дюйма (11,4 см) до примерно 54 дюймов (137 см) в диаметре. Типовые количества снимаемого слоя материала могут находиться в диапазоне от примерно 0,0001 дюйма (0,0003 см) до примерно 0,500 дюйма (1,27 см) в зависимости от применения.
Было отмечено, что в определенных случаях абразивная основа со связующим может обеспечивать шлифование рабочих деталей при особенно высокой скорости удаления материала. Например, в одном из вариантов реализации при помощи абразивной основы со связующим можно осуществлять операцию шлифования при скорости удаления материала, составляющей по меньшей мере примерно 0,4 дюйм3/мин/дюйм (258 мм3/мин/мм). В других вариантах реализации скорость удаления материала может составлять по меньшей мере примерно 0,45 дюйм3/мин/дюйм (290 мм3/мин/мм), например, по меньшей мере примерно 0,5 дюйм3/мин/дюйм (322 мм3/мин/мм), по меньшей мере примерно 0,55 дюйм3/мин/дюйм (354 мм3/мин/мм) или даже по меньшей мере примерно 0,6 дюйм3/мин/дюйм (387 мм3/мин/мм). Кроме того, скорость удаления материала определенными абразивными основами со связующим может составлять не более чем примерно 1,5 дюйм3/мин/дюйм (967 мм3/мин/мм), например, не более чем примерно 1,2 дюйм3/мин/дюйм (774 мм3/мин/мм), не более чем примерно 1,0 дюйм3/мин/дюйм (645 мм3/мин/мм) или даже не более чем примерно 0,9 дюйм3/мин/дюйм (580 мм3/мин/мм). Следует понимать, что абразивные основы со связующим согласно настоящему изобретению могут обеспечивать шлифование рабочей детали при скорости удаления материала, находящейся в диапазоне от любого минимального до любого максимального значения, указанного выше.
Было отмечено, что при определенных операциях шлифования абразивные основы со связующим согласно настоящему изобретению могут обеспечивать шлифование при определенной глубине резания (DOC) или (Zw). Например, глубина резания, обеспечиваемая абразивной основой со связующим может составлять по меньшей мере примерно 0,003 дюйма (0,0762 миллиметра). В других случаях абразивная основа со связующим может обеспечивать глубину резания при операции шлифования, составляющую по меньшей мере примерно 0,004 дюйма (0,102 миллиметра), например, по меньшей мере примерно 0,0045 дюйма (0,114 миллиметра), по меньшей мере примерно 0,005 дюйма (0,127 миллиметра) или даже по меньшей мере примерно 0,006 дюйма (0,152 миллиметра). Следует понимать, что глубина резания при операциях шлифования с использованием абразивных основ со связующим согласно настоящему изобретению может составлять не более чем примерно 0,01 дюйма (0,254 миллиметра) или не более чем примерно 0,009 дюйма (0,229 миллиметра). Следует понимать, что глубина резания может находиться в диапазоне от любого минимального до любого максимального значения, указанного выше.
Было отмечено, что в других вариантах реализации абразивная основа со связующим может обеспечивать шлифование рабочей детали при максимальной мощности, составляющей не более чем примерно 10 л.с. (7,5 кВт), при использовании параметров шлифования, указанных выше. В других вариантах реализации максимальная мощность при операции шлифования может составлять не более чем примерно 9 л.с. (6,8 кВт), например, не более чем примерно 8 л.с. (6,0 кВт) или даже не более чем примерно 7,5 л.с. (5,6 кВт).
Согласно другому варианту реализации было отмечено, что при операциях шлифования абразивные изделия со связующим согласно вариантам реализации настоящего изобретения превосходно сохраняют угол кромки, особенно по сравнению с традиционными абразивными изделиями со связующим. Действительно, абразивная основа со связующим может иметь коэффициент сохранения угла кромки, составляющий не более чем примерно 0,07 дюйма (0,18 см) при глубине резания (Zw), составляющей по меньшей мере примерно 1,8, что соответствует 0,00255 дюйм/с.рад (0,065 мм/с.рад). Следует отметить, что при использовании в настоящем описании глубина резания 1,0 соответствует 0,00142 дюйм/с.рад (0,036 мм/с.рад), а глубина резания (Zw) 1,4 соответствует 0,00198 дюйм/с.рад (0,050 мм/с.рад). Следует понимать, что коэффициент сохранения угла кромки является мерой изменения радиуса в дюймах после проведения 5 операций шлифования с определенной глубиной резания рабочей детали из 4330V, который представляет собой упрочненный NiCrMoV и отпущенный высокопрочный стальной сплав. В определенных других вариантах реализации абразивное изделие со связующим обладает коэффициентом сохранения угла кромки, составляющим не более чем примерно 0,06 дюйма (1,52 мм), например, не более чем примерно 0,05 дюйма (1,27 мм), не более чем примерно 0,04 дюйма (1,02 мм) при глубине резания по меньшей мере примерно 1,80.
В одном из вариантов реализации абразивное изделие может содержать абразивную основу со связующим, содержащую абразивные частицы внутри связующего материала. Абразивная основа со связующим может иметь модуль упругости при изгибе (MOE) на поверхности раздела абразивных частиц и связующего материала, составляющий по меньшей мере примерно 225 ГПа. Абразивная основа со связующим может быть выполнена для обеспечения шлифования рабочей детали, содержащей металл, при скорости менее чем примерно 60 м/с.
Например, MOE на поверхности раздела абразивных частиц и связующего материала может составлять по меньшей мере примерно 250 ГПа, например, по меньшей мере примерно 275 ГПа или даже по меньшей мере примерно 300 ГПа. В качестве альтернативы МОЕ на поверхности раздела абразивных частиц и связующего материала может составлять не более чем примерно 350 ГПа, например, не более чем примерно 325 ГПа или даже не более чем примерно 320 ГПа.
В другом варианте реализации абразивное изделие может содержать абразивную основу со связующим, содержащую абразивные частицы внутри связующего материала. Абразивная основа со связующим может иметь твердость на поверхности раздела абразивных частиц и связующего материала, составляющую по меньшей мере примерно 13 ГПа. Абразивная основа со связующим может быть выполнена для обеспечения шлифования рабочей детали, содержащей металл, при скорости менее чем примерно 60 м/с. В других примерах твердость на поверхности раздела абразивных частиц и связующего материала может составлять по меньшей мере примерно 14 ГПа или даже по меньшей мере примерно 15 ГПа. В качестве альтернативы твердость на поверхности раздела абразивных частиц и связующего материала может составлять не более чем примерно 20 ГПа, например, не более чем примерно 18 ГПа или даже не более чем примерно 16 ГПа.
В другом примере абразивная основа со связующим может иметь шероховатости на поверхности размером не более чем примерно 125 микродюймов (3,2 мкм).
Абразивную основу со связующим можно эксплуатировать при скорости подачи (Z'w), составляющей по меньшей мере примерно 1,0 дюйм/мин (2,5 см/мин). Например, Z'w может составлять не более чем примерно 1,4 дюйм/мин (3,6 см/мин), например, не более чем примерно 1,8 дюйм/мин (4,6 см/мин), не более чем примерно 2,0 дюйм/мин (5,1 см/мин) или даже 2,2 дюйм/мин (5,6 см/мин).
Один из вариантов абразивной основы со связующим может иметь скорость удаления материала, составляющую по меньшей мере примерно 0,235 дюйм3/мин (3,85 см3/мин).
Варианты реализации абразивного изделия могут содержать абразивную основу со связующим, содержащую абразивные частицы внутри связующего материала. Абразивная основа со связующим может иметь коэффициент шлифования, определенный как изменение радиуса по оси х при изменении скорости подачи. Коэффициент шлифования может составлять не более чем примерно 0,040. Абразивную основу со связующим можно выполнять для обеспечения шлифования рабочей детали, содержащей металл, при скорости менее чем примерно 60 м/с. Коэффициент шлифования может составлять не более чем примерно 0,035, например, не более чем примерно 0,030 или даже не более чем примерно 0,028.
В конкретном варианте реализации абразивная основа со связующим может иметь коэффициент сохранения угла кромки по оси x, составляющий не более чем примерно 0,080 дюйма (2,03 мм). Например, коэффициент сохранения угла кромки по оси x может составлять не более чем примерно 0,070 дюйма (1,78 мм), например, не более чем примерно 0,060 дюйма (1,52 мм), не более чем примерно 0,050 дюйма (1,27 мм) или даже не более чем примерно 0,042 дюйма (1,07 мм).
Коэффициент сохранения угла кромки может быть выражен как изменение в процентах радиуса круга. Например, для круга диаметром 7 дюймов (17,8 см) (т.е. с радиусом 3,5 дюйма (8,9 см)) коэффициент сохранения угла кромки по оси х, составляющий 0,080 дюйма (0,20 см), соответствует изменению: 1-(3,5-0,08)/3,5=2,3% изменению радиуса круга по оси x. Для коэффициентов сохранения угла кромки по оси х, составляющих 0,07, 0,06, 0,05 и 0,042, изменение радиуса круга по оси x составляет 2%, 1,7%, 1,4% и 1,2%, соответственно. Соответственно, в абразивной основе со связующим изменение радиуса по оси x может составлять не более 3%. Например, в абразивной основе со связующим изменение радиуса по оси x может составлять не более 2,5%, например, не более чем примерно 2%, не более чем примерно 1,7%, не более чем примерно 1,5% или даже не более чем примерно 1,3%.
Другие варианты реализации абразивной основы со связующим могут иметь коэффициент шлифования, определенный как изменение радиуса по оси y при изменении скорости подачи. Коэффициент шлифования может составлять не более чем примерно 0,018. В других примерах коэффициент шлифования может составлять не более чем примерно 0,016, например, не более чем примерно 0,014, не более чем примерно 0,012 или даже не более чем примерно 0,010.
В конкретном варианте реализации абразивная основа со связующим может иметь коэффициент сохранения угла кромки по оси y, составляющий не более чем примерно 0,033 дюйма (0,84 мм), например, не более чем примерно 0,030 дюйма (0,76 мм), не более чем примерно 0,025 дюйма (0,64 мм) или даже не более чем примерно 0,024 дюйма (0,61 мм).
Коэффициент сохранения угла кромки может быть выражен как изменение в процентах радиуса круга. Например, для круга диаметром 7 дюймов (17,8 см) (т.е. с радиусом 3,5 дюйма (8,9 см)) коэффициент сохранения угла кромки по оси y, составляющий 0,033 дюйма (0,84 мм), соответствует изменению: 1-(3,5-0,033)/3,5=0,94% изменению радиуса круга по оси y. Для коэффициентов сохранения угла кромки по оси y, составляющих 0,03, 0,025, 0,024, изменение радиуса круга по оси y составляет 0,86%, 0,71% и 0,69%, соответственно.
Соответственно, в абразивной основе со связующим изменение радиуса по оси y может составлять не более чем примерно 1%. Например, в абразивной основе со связующим изменение радиуса по оси y может составлять не более чем примерно 0,9%, например, не более чем примерно 0,8% или даже не более чем примерно 0,7%.
Другие варианты абразивных изделий могут содержать основу, при использовании которой требуемое количество циклов правки по меньшей мере примерно на 3% меньше по сравнению с традиционным абразивным кругом для наружного шлифования (OD), например, по меньшей мере примерно на 4%, по меньшей мере примерно на 5% или даже по меньшей мере примерно на 6% меньше по сравнению с количеством циклов правки, требуемым для традиционного абразивного шлифовального круга OD.
В другом примере требуемая продолжительность цикла обработки при использовании основы может быть по меньшей мере примерно на 5% меньше по сравнению с традиционным абразивным шлифовальным кругом OD. Например, требуемая продолжительно цикла обработки при использовании основы может быть по меньшей мере примерно на 10% меньше, например, по меньшей мере примерно на 15% меньше или даже по меньшей мере примерно на 18% меньше по сравнению с циклом обработки, требуемым для традиционного абразивного шлифовального круга OD.
Варианты реализации абразивного изделия могут иметь абразивную основу со связующим, которая может быть выполнена для обеспечения шлифования рабочей детали, содержащей металл, со скоростью менее чем примерно 55 м/с. Например, скорость может составлять менее чем примерно 50 м/с, например, менее чем примерно 45 м/с или даже менее чем примерно 40 м/с. В других вариантах скорость может составлять по меньшей мере примерно 35 м/с, например, по меньшей мере примерно 40 м/с, по меньшей мере примерно 45 м/с или даже по меньшей мере примерно 50 м/с.
Абразивное изделие может содержать основу, содержащую круг, имеющий внешний диаметр в диапазоне от примерно 24 дюймов (61 см) до примерно 30 дюймов (76 см), например, от примерно 18 дюймов (46 см) до примерно 30 дюймов (76 см), от примерно 10 дюймов (25 см) до примерно 36 дюймов (91 см) или даже от примерно 5 дюймов (13 см) до примерно 54 дюймов (137 см).
Другие варианты реализации абразивного изделия могут содержать связующий материал, содержащий однофазный стекловидный материал. Некоторые варианты абразивной основы со связующим могут иметь объем пор, составляющий по меньшей мере примерно 42 об.% от общего объема абразивной основы со связующим, например, объем пор, составляющий не более чем примерно 70 об.%.
Абразивная основа со связующим может содержать по меньшей мере примерно 35 об.% абразивных частиц от общего объема абразивной основы со связующим. В другом примере абразивная основа со связующим может содержать не более чем примерно 15 об.% связующего материала от общего объема абразивной основы со связующим.
В некоторых примерах связующий материал можно получать из оксида бора (B2O3), количество которого составляет не более чем примерно 20 масс.% от общей массы связующего материала. В другом варианте связующий материал может иметь отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию оксида алюминия (Al2O3) в процентах по массе (SiO2:Al2O3), составляющее не более чем примерно 3,2. Связующий материал можно получать из оксида фосфора (P2O5), количество которого составляет не более чем примерно 3,0 масс.%. В качестве альтернативы связующий материал может по существу не содержать оксид фосфора (P2O5).
В других вариантах реализации связующий материал можно получать из оксидного соединения щелочноземельного металла (RO). Например, общее количество оксидного соединения щелочноземельного металла (RO), содержащегося в связующем материале, может составлять не более чем примерно 3,0 масс.%. Связующий материал можно получать не более чем примерно из 3 различных оксидных соединений щелочноземельных металлов (RO), выбранных из группы, состоящей из оксида кальция (CaO), оксида магния (MgO), оксида бария (BaO), оксида стронция (SrO). Связующий материал также может содержать оксидное соединение щелочного металла (R2O), выбранное из группы соединений, состоящей из оксида лития (Li2O), оксида натрия (Na2O), оксида калия (K2O) и оксида цезия (Cs2O) и их комбинации. Связующий материал можно получать из оксидного соединения щелочного металла (R2O), общее количество которого составляет не более чем примерно 20 масс.%. В качестве альтернативы связующий материал может содержать не более чем примерно 3 различных оксидных соединения щелочных металлов (R2O). В другом примере содержание (масс.%) любого из оксидных соединений щелочных металлов, присутствующих в связующем материале, может составлять не более половины от общего содержания (масс.%) оксидов щелочных металлов.
В других вариантах реализации связующий материал получают из оксида кремния (SiO2), общее содержание которого составляет не более чем примерно 55 масс.%. Связующий материал можно получать из оксида алюминия (Al2O3), общее содержание которого составляет по меньшей мере примерно 12 масс.%. Связующий материал также можно получать по меньшей мере из одного оксидного соединения щелочного металла (R2O) и по меньшей мере одного оксидного соединения щелочноземельного металла (RO), где общее содержание оксидного соединения щелочного металла и оксидного соединения щелочноземельного металла составляет не более чем примерно 20 масс.%.
В некоторых примерах связующее можно получать из оксида бора (B2O3) и оксида кремния (SiO2), где общее содержание оксида бора и оксида кремния может составлять не более чем примерно 70 масс.%. Содержание оксида кремния (SiO2) может быть выше содержания оксида бора.
В определенном варианте связующее можно получать из композиции, содержащей не более чем примерно 1 масс.% оксидных соединений, выбранных из группы, состоящей из MnO2, ZrSiO2, CoAl2O4 и MgO. Связующее можно получать из композиции, по существу не содержащей оксидные соединения, выбранные из MnO2, ZrSiO2, CoAl2O4 и MgO. Кроме того, абразивную основу со связующим можно обжигать при температуре не более чем примерно 1000°С.
Варианты реализации связующего материала могут иметь отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию оксида алюминия (Al2O3) в процентах по массе (SiO2:Al2O3), составляющее от примерно 2,4 до примерно 3,5. Связующий материал может содержать следовые количества (<1%) каждого из Fe2O3, TiO2 и Mg, и их комбинаций. Связующий материал может иметь отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию CaO в процентах по массе (SiO2:CaO), составляющее от примерно 32 до примерно 52. Связующий материал также может иметь отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию Li2O в процентах по массе (SiO2: Li2O), составляющее от примерно 9,6 до примерно 26. В другом примере связующий материал может иметь отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию Na2O в процентах по массе (SiO2:Na2O), составляющее от примерно 4,8 до примерно 10,4. Связующий материал может иметь отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию K2O в процентах по массе (SiO2:K2O), составляющее от примерно 9,6 до примерно 26. Связующий материал может иметь отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию B2O3 в процентах по массе (SiO2:B2O3), составляющее от примерно 2,8 до примерно 5,2.
Варианты реализации связующего материала могут иметь отношение содержания оксида алюминия (Al2O3) в процентах по массе к содержанию CaO в процентах по массе (Al2O3:CaO), составляющее от примерно 10 до примерно 20. Связующий материал может иметь отношение содержания оксида алюминия (Al2O3) в процентах по массе к содержанию Li2O в процентах по массе (Al2O3: Li2O), составляющее от примерно 3 до примерно 10. Связующий материал также может иметь отношение содержания оксида алюминия (Al2O3) в процентах по массе к содержанию Na2O в процентах по массе (Al2O3:Na2O), составляющее от примерно 1,5 до примерно 4. Один из примеров связующего материала может иметь отношение содержания оксида алюминия (Al2O3) в процентах по массе к содержанию K2O в процентах по массе (Al2O3:K2O), составляющее от примерно 3 до примерно 10. Связующий материал также может иметь отношение содержания оксида алюминия (Al2O3) в процентах по массе к содержанию B2O3 в процентах по массе (Al2O3:B2O3), составляющее от примерно 0,9 до примерно 2.
В другом примере связующий материал может иметь отношение содержания CaO в процентах по массе к содержанию Li2O в процентах по массе (CaO: Li2O), составляющее от примерно 0,2 до примерно 0,75. Связующий материал может иметь отношение содержания CaO в процентах по массе к содержанию Na2O в процентах по массе (CaO:Na2O), составляющее от примерно 0,1 до примерно 0,3. Связующий материал также может иметь отношение содержания CaO в процентах по массе к содержанию K2O в процентах по массе (CaO:K2O), составляющее от примерно 0,2 до примерно 0,75. Кроме того, связующий материал может иметь отношение содержания CaO в процентах по массе к содержанию B2O3 в процентах по массе (CaO:B2O3), составляющее от примерно 0,16 до примерно 0,15.
Другие варианты реализации связующего материала могут иметь отношение содержания Li2O в процентах по массе к содержанию Na2O в процентах по массе (Li2O:Na2O), составляющее от примерно 0,2 до примерно 1. Связующий материал может иметь отношение содержания Li2O в процентах по массе к содержанию K2O в процентах по массе (Li2O:K2O), составляющее от примерно 0,4 до примерно 2,5. Связующий материал также может иметь отношение содержания Li2O в процентах по массе к содержанию B2O3 в процентах по массе (Li2O:B2O3), составляющее от примерно 0,12 до примерно 0,5.
В конкретном варианте реализации связующий материал может иметь отношение содержания Na2O в процентах по массе к содержанию K2O в процентах по массе (Na2O:K2O), составляющее от примерно 1 до примерно 5. Связующий материал также может иметь отношение содержания Na2O в процентах по массе к содержанию B2O3 в процентах по массе (Na2O:B2O3), составляющее от примерно 0,3 до примерно 1. Кроме того, связующий материал может иметь отношение содержания K2O в процентах по массе к содержанию B2O3 в процентах по массе (K2O:B2O3), составляющее от примерно 0,12 до примерно 0,5.
Другие примеры абразивных изделий могут содержать абразивную основу со связующим, содержащую абразивные частицы внутри связующего материала, полученную из оксида бора (B2O3), содержание которого составляет не более чем примерно 20 масс.%, имеющую отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию оксида алюминия (Al2O3) в процентах по массе, составляющее не более чем примерно 3,2 (в процентах по массе), и содержащую не более чем примерно 3,0 масс.% оксида фосфора (P2O5), где абразивная основа со связующим имеет объем пор, составляющий по меньшей мере примерно 42 об.% от общего объема абразивной основы со связующим. Абразивная основа со связующим может обеспечивать шлифование рабочей детали, содержащей металл, со скоростью менее чем примерно 60 м/с.
Варианты реализации способа шлифования с использованием абразивного изделия могут включать получение абразивной основы со связующим, содержащей абразивные частицы внутри связующего материала, в результате чего абразивная основа со связующим имеет модуль упругости при изгибе (MOE) на поверхности раздела абразивных частиц и связующего материала, составляющий по меньшей мере примерно 225 ГПа. Способ может включать шлифование рабочей детали, содержащей металл, с использованием абразивной основы со связующим со скоростью менее чем примерно 60 м/с.
Другой вариант реализации способа шлифования с использованием абразивного изделия может включать получение абразивной основы со связующим, содержащей абразивные частицы внутри связующего материала, в результате чего абразивная основа со связующим имеет твердость на поверхности раздела абразивных частиц и связующего материала, составляющую по меньшей мере примерно 13 ГПа. Способ может включать шлифование рабочей детали, содержащей металл, с использованием абразивной основы со связующим со скоростью менее чем примерно 60 м/с.
Другой вариант реализации способа шлифования с использованием абразивного изделия может включать получение абразивной основы со связующим, содержащей абразивные частицы внутри связующего материала, в результате чего абразивная основа со связующим имеет коэффициент шлифования, определенный как изменение радиуса по оси x при изменении скорости подачи, где коэффициент шлифования составляет не более чем примерно 0,040 при скорости подачи (Z'w), составляющей по меньшей мере примерно 1,0 дюйм/мин (2,5 см/мин). Способ может включать шлифование рабочей детали, содержащей металл, с использованием абразивной основы со связующим со скоростью менее чем примерно 60 м/с.
Способ шлифования с использованием абразивного изделия может включать получение абразивной основы со связующим, содержащей абразивные частицы внутри связующего материала, в результате чего абразивная основа со связующим имеет коэффициент шлифования, определенный как изменение радиуса по оси y при изменении скорости подачи, где коэффициент шлифования составляет не более чем примерно 0,018 при скорости подачи (Z'w), составляющей по меньшей мере примерно 1,0 дюйм/мин (2,5 см/мин). Способ может включать шлифование рабочей детали, содержащей металл, с использованием абразивной основы со связующим со скоростью менее чем примерно 60 м/с.
Другой способ шлифования с использованием абразивного изделия может включать получение абразивной основы со связующим, содержащей абразивные частицы внутри связующего материала, полученной из оксида бора (B2O3), содержание которого составляет не более чем примерно 20 масс.%, имеющей отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию оксида алюминия (Al2O3) в процентах по массе, составляющее не более чем примерно 3,2 (в процентах по массе), и содержащей не более чем примерно 3,0 масс.% оксида фосфора (P2O5), где абразивная основа со связующим имеет объем пор, составляющий по меньшей мере примерно 42 об.% от общего объема абразивной основы со связующим. Способ может включать шлифование рабочей детали, содержащей металл, с использованием абразивной основы со связующим при скорости менее чем примерно 60 м/с.
ПРИМЕРЫ
Пример 1
Срок службы или характеристики круга при операциях наружного шлифования (OD) могут зависеть от количества циклов шлифования, который он может выдерживать, или от количества деталей, которые можно отшлифовать перед тем, как круг потеряет форму или способность сохранения угла кромки, что также влияет и на качество обрабатываемой детали. Срок службы круга также может относиться к частоте проведения циклов правки, требуемой для получения «свежей» поверхности для проведения последующего шлифования. Способность сохранения формы или угла кромки круга также может относиться к способности связующего материала удерживать зерна и сохранять свойства, обеспечивающие эффективное шлифование. В указанном примере исследовали абразивные круги, содержащие абразивные частицы плавленого оксида алюминия 38А и различные связующие материалы. В качестве испытательного устройства использовали MTS Nanoindenter XP с индентором Берковича. Воздействие индентором проводили в 20 точках каждого образца, расположенных вдоль двойной линии (см. ФИГ.2), проходящей от абразивной частицы через границу раздела зерен в область связующего и затем в следующую абразивную частицу. Расстояние между точками вдавливания в каждом ряду составляло 10 микрон, сами ряды были разделены друг от друга на 10 микрон. Вдавливание проводили на глубину 1 микрон.
На ФИГ.3 и 4 приведено сравнение модулей упругости при изгибе (MOE) и твердости, соответственно, для трех различных связующих. На графиках 1301, 1302 и 1303 изображены МОЕ абразива, связующего и поверхности раздела абразива и связующего, соответственно, для образца абразивных изделий со связующим, полученных согласно одному из вариантов реализации настоящего изобретения. В указанном образце диапазон содержания связующего составлял от примерно 7 об.% до примерно 12 об.% от общего объема абразивной основы со связующим. Кроме того, диапазон объема пор для указанного образца составлял от примерно 46 об.% до примерно 50 об.% от общего объема абразивной основы со связующим.
Согласно ФИГ.3 первый стандартный образец CS1 имел значения МОЕ 1305, 1306 и 1307, которые относятся к значениям для абразива, связующего и поверхности раздела абразива и связующего, соответственно. Образец CS1 представлял собой абразивное изделие со связующим, коммерчески доступное как продукт VS производства Saint Gobain Corporation. Второй стандартный образец CS2 представлял собой абразивное изделие со связующим, коммерчески доступное как продукт VH производства Saint Gobain Corporation. Для образца CS2 получали значения МОЕ 1310, 1311 и 1312, которые относятся к значениям для абразива, связующего и поверхности раздела абразива и связующего, соответственно.
Как показано на ФИГ.3, значение МОЕ на поверхности раздела 1303 для варианта реализации значительно превосходило значения МОЕ на поверхности раздела 1307 и 1312 для стандартных образцов CS1 и CS2, соответственно. Полученные результаты указывают на значительное увеличение МОЕ на поверхности раздела абразива и связующего в абразивных изделиях со связующим, полученных согласно вариантам реализации настоящего изобретения, по сравнению с традиционными абразивными изделиями со связующим, известными из уровня техники.
Согласно ФИГ.4 на графиках 1401, 1402 и 1403 изображена твердость абразива, связующего и поверхности раздела абразива и связующего, соответственно, для образца абразивных изделий со связующим, полученных согласно варианту реализации, также изображенному на ФИГ.3. Для первого стандартного образца CS1 получали значения твердости 1405, 1406 и 1407, относящиеся к абразиву, связующему и поверхности раздела абразива и связующего, соответственно. Образец CS1 был таким же, что описан выше для ФИГ.3. Аналогично, для второго стандартного образца CS2 получали значения твердости 1410, 1411 и 1412, относящиеся к абразиву, связующему и поверхности раздела абразива и связующего, соответственно. Образец CS2 был таким же, что описан выше для ФИГ.3.
Как показано на ФИГ.4, значение твердости на поверхности раздела 1403 для варианта реализации значительно превосходило значения твердости на поверхности раздела 1407 и 1412 для стандартных образцов CS1 и CS2, соответственно. Полученные результаты указывают на значительное увеличение твердости на поверхности раздела абразива и связующего в абразивных изделиях со связующим, полученных согласно вариантам реализации настоящего изобретения, по сравнению с традиционными абразивными изделиями со связующим, известными из уровня техники.
Таким образом, новое связующее имеет значительно увеличенные значения модуля упругости и твердости. Это особенно важно для менее прочных элементов абразивных кругов (связующего и поверхности раздела). Увеличение модуля упругости и твердости на поверхности раздела может способствовать увеличению прочности на поверхности раздела и обеспечению лучшего связывания с абразивом. Указанные схемы способствуют увеличению срока службы абразивных кругов при агрессивном воздействии во время шлифования.
Пример 2
Для указанного испытания сохранения угла кромки получали четыре образца 7-дюймовых кругов (диаметр 17,8 см). Четыре образца содержали три различных традиционных связующих и одно связующее согласно одному из вариантов реализации настоящего изобретения. Все четыре образца содержали зерна плавленого алунда 38А, и в каждом из образцов содержание связующего составляло от примерно 7 об.% до примерно 12 об.%, а объем пор составлял от примерно 46% до примерно 50% от общего объема абразивной основы со связующим. В качестве стандартных образцов использовали такие же связующие VS и VH, что и в примере 1. В таблице 1 более подробно раскрыты условия испытания, проводившегося в примере 2.
Таблица 1
Четыре образца исследовали на шлифовальном станке Bryant в конфигурации определения сохранения угла кромки. Скорость круга составляла 50,36 м/с. В качестве исследуемого материала использовали деталь из стали 4330V с OD 3,745 дюйма (9,5 см) (Rc=28-32). Скорость исследуемого материала составляла 1,15 м/с. Использовали режим внешнего шлифования методом врезания, ширина зоны шлифования составляла 0,100 дюйма (0,254 см). Обработку с использованием каждого круга проводили при помощи алмазного ролика с обратным ходом. Скорости подачи регулировали для обеспечения целевой скорости удаления материала (Z'W), составляющей 1,0, 1,4 и 1,8 дюйм3/мин/дюйм (645, 903 и 1161 мм3/мин/мм). Проводили пять последовательных операций кругового шлифования без правки с использованием каждого из исследуемых кругов при заданной скорости подачи. После последней операции шлифования определяли степень чистоты и уровень неровностей на поверхности обработанного материала. Для измерения радиуса кромки и радиального износа после каждой операции шлифования исследуемый круг использовали для шлифования контрольного образца из формики, на котором получали профиль круга. При помощи контрольного образца определяли измеряемые параметры.
На ФИГ.6 приведены графики зависимости Ra после чистовой обработки от скорости подачи (Z'w) для трех традиционных абразивных изделий со связующим 1600, 1601 и 1602 и для варианта реализации абразивного изделия со связующим 1605. Вариант реализации абразивного изделия со связующим 1605 обеспечивал уровень шероховатости не более чем примерно 85 микродюймов (2,2 мкм) при скорости подачи (Z'w) 1,4 дюйм/мин (3,6 см/мин). В противоположность этому все изделия 1600, 1601 и 1602 обеспечивали уровень шероховатости, составляющий по меньшей мере примерно 125 микродюймов (3,18 мкм) при скорости подачи (Z'w) 1,4 дюйм/мин (3,6 см/мин).
На ФИГ.7 приведены графики зависимости удаления материала за 5 операций шлифования от скорости подачи (Z'w) для тех же трех традиционных абразивных изделий со связующим 1700, 1701 и 1702 и варианта реализации абразивного изделия со связующим 1705. Абразивная основа со связующим 1705 обеспечивала скорость удаления материала, составляющую по меньшей мере примерно 0,241 дюйм3/мин (3,95 см3/мин) при скорости подачи (Z'w) 1,8 дюйм/мин (4,6 см/мин). В противоположность этому все традиционные изделия 1700, 1701 и 1702 обеспечивали скорость удаления материала не более чем примерно 0,235 дюйм3/мин (3,85 см3/мин) при скорости подачи (Z'w) 1,8 дюйм/мин (4,6 см/мин).
Схематическая диаграмма износа или изменения радиуса режущей кромки приведена на ФИГ.5. Размер 1500 соответствует начальному размеру (т.е. осевой ширине 0,875 дюйма (2,22 см)) образца по оси x, при этом размер 1501 соответствует размеру после обработки образца по оси х. Аналогично, размер 1502 соответствует начальному размеру (т.е. диаметру 7 дюймов (17,8 см)) образца по оси y, а размер 1503 соответствует размеру после обработки образца по оси y.
На ФИГ.8 приведены графики зависимости изменения радиуса по оси x от скорости подачи (Z'w), на которых показан коэффициент сохранения угла кромки для трех таких же стандартных абразивных изделий со связующим 1800, 1801 и 1802 и варианта реализации абразивного изделия со связующим 1805. Вариант реализации абразивной основы со связующим 1805 имел коэффициент сохранения угла кромки по оси x примерно 0,042 дюйма (0,107 см) при скорости подачи (Z'w) 1,8 дюйм/мин (4,6 см/мин). В противоположность этому все традиционные изделия 1800, 1801 и 1802 имели коэффициенты сохранения угла кромки, составляющие по меньшей мере примерно 0,080 дюйма (0,203 см) при скорости подачи (Z'w) 1,8 дюйм/мин (4,6 см/мин).
Кроме того, абразивная основа со связующим 1805 имела коэффициент шлифования, определенный как изменение радиуса по оси x при изменении скорости подачи. Коэффициент шлифования по существу представлял собой средний угловой коэффициент прямых, приведенных на ФИГ.8. Например, для основы 1805 числитель в коэффициенте шлифования составлял 0,042 - 0,019=0,023. Знаменатель составлял 1,80-1,00=0,80. Коэффициент шлифования составлял 0,023/0,80=примерно 0,029. В противоположность этому изделия 1800, 1801 и 1802 имели коэффициенты шлифования по меньшей мере примерно 0,050.
Аналогично, на ФИГ.9 приведены графики зависимости изменения радиуса по оси y от скорости подачи (Z'w), на которых показан коэффициент сохранения угла кромки для трех таких же стандартных абразивных изделий со связующим 1900, 1901 и 1902 и варианта реализации абразивного изделия со связующим 1905. Основа 1905 имела коэффициент сохранения угла кромки по оси y, составляющий примерно 0,024 дюйма (0,061 см) при скорости подачи (Z'w) 1,8 дюйм/мин (4,6 см/мин). Изделия 1900, 1901 и 1902 имели коэффициенты сохранения угла кромки по оси y, составляющие по меньшей мере примерно 0,033 дюйма (0,084 см) при скорости подачи (Z'w) 1,8 дюйм/мин (4,6 см/мин).
На основании ФИГ.9 также рассчитывали коэффициенты шлифования. Например, для основы 1905 числитель коэффициента шлифования составлял 0,024 - 0,016=0,008. Знаменатель составлял 1,80-1,00=0,80. Коэффициент шлифования составлял 0,008/0,80=примерно 0,01. В противоположность этому, изделия 1900, 1901 и 1902 имели коэффициенты шлифования, составляющие по меньшей мере примерно 0,0188.
Таким образом, значения изменения радиуса кромки по осям x и y показывают, что продукт, содержащий связующее согласно одному из вариантов реализации настоящего изобретения, обладал наименьшим износом кромки при всех скоростях удаления материала по сравнению с продуктами, полученными с использованием традиционных связующих систем.
Пример 3
В указанном примере и в варианте реализации, включающем комбинацию золь-гель и плавленого оксида алюминия, получали абразив с использованием связующего, описанного выше в предыдущих примерах. Исследовали применение указанного образца для бесцентровой врезной чистовой обработки и проводили сравнение с традиционным продуктом, содержащим абразив, содержащий комбинацию золь-гель и плавленого оксида алюминия и традиционное связующее VH, которое использовали выше в других примерах. Шлифовальные круги имели диаметр 16 дюймов (41 см), в качестве обрабатываемого материала использовали мягкую сталь (1014). Задачей исследования являлось увеличение производительности за счет увеличения количества обрабатываемых деталей за цикл правки. Скорость круга составляла 57,45 м/с, а скорость детали составляла 1,15 м/с.
В таблице 2 более подробно описаны условия испытания, используемые в примере 3.
Таблица 2
На ФИГ.10 приведен график, на котором изображено количество деталей, обрабатываемых за цикл правки, для традиционного абразивного изделия со связующим 2000 и для варианта реализации абразивного изделия со связующим 2005. Изделие 2005 обеспечивало значительное увеличение количества обрабатываемых деталей за цикл правки (увеличение примерно на 7%) и хорошее качество чистовой обработки или формы деталей по сравнению с изделием 2000.
Другое обнаруженное преимущество заключалось в том, что новый круг можно использовать при значительно увеличенной скорости подачи, что способствует уменьшению цикла обработки. Пониженная продолжительность цикла обработки увеличивает эффективность операции шлифования. Исследовали продолжительность цикла обработки для тех же образцов, что описаны для ФИГ.10, результаты приведены на ФИГ.11. На ФИГ.11 приведен график, на котором изображена продолжительность цикла обработки для традиционного абразивного изделия со связующим 2100 и варианта реализации абразивного изделия со связующим 2105. Изделие 2105 обеспечивало значительное (примерно на 18%) улучшение по сравнению с изделием 2100.
Приведенные выше варианты реализации относятся к абразивным продуктам и в частности к абразивным продуктам со связующим, которые отличаются от известных из уровня техники. В абразивных продуктах со связующим согласно вариантам реализации настоящего изобретения применяют комбинацию отличительных признаков, которая обеспечивает улучшение характеристик шлифования. Согласно описанию настоящей заявки в абразивных основах со связующим согласно вариантам реализации настоящего изобретения применяют абразивные части определенного типа в определенном количестве, связующий материал определенного типа в определенном количестве, и они имеют определенный объем пор. Помимо того, что указанные продукты можно эффективно выполнять, несмотря на то, что они выходят за рамки области традиционных абразивных продуктов с точки зрения качества и структуры, также было обнаружено, что указанные продукты обладают улучшенными характеристиками шлифования. Следует отметить, что было обнаружено, что абразивы со связующим согласно вариантам реализации настоящего изобретения можно эксплуатировать при более низких скоростях шлифования, несмотря на то, что они имеют значительно более высокий объем пор по сравнению с традиционными шлифовальными кругами. Действительно, достаточно неожиданно было показано, что абразивные основы со связующим согласно вариантам реализации настоящего изобретения можно эксплуатировать при скорости круга менее чем примерно 60 м/с, при этом они обладали увеличенной скоростью удаления материала, улучшенной способностью сохранения угла кромки и подходящим уровнем чистовой обработки по сравнению со шлифовальными кругами, известными из уровня техники.
В приведенном выше описании упоминание конкретных вариантов реализации и объединение определенных компонентов приведены в качестве иллюстрации. Следует понимать, что описание взаимосвязанных или объединенных компонентов охватывает прямое объединение указанных компонентов или непрямое объединение посредством одного или более промежуточных компонентов, использование которых важно для реализации способов, обсуждаемых в настоящем описании. Таким образом, предложенное выше изобретение следует рассматривать в качестве иллюстрации, но не ограничения, предполагается, что прилагаемая формула изобретения охватывает все указанные модификации, усовершенствования и другие варианты реализации, все из которых не выходят за рамки фактического объема изобретения. Таким образом, в той мере, насколько это разрешено законодательством, объем настоящего изобретения определен в самой широкой допустимой интерпретации прилагаемой формулы изобретения и ее эквивалентов и не должен быть сведен к приведенному выше подробному описанию или ограничен им.
Реферат изобретения предложен для удовлетворения требований патентного права и приведен с учетом того, что его не следует использовать для интерпретации или ограничения объема или сущности формулы изобретения. Кроме того, в приведенном выше подробном описании различные отличительные признаки могут быть объединены или описаны в одном варианте реализации для упрощения описания. Следует считать, что в настоящем описании отсутствуют требования к тому, что для описания заявленных вариантов реализации требуется больше отличительных признаков, чем явно указаны в каждом пункте формулы изобретения. Напротив, как указано в приведенной ниже формуле изобретения, заявленный объект изобретения может относиться к меньшему числу отличительных признаков, чем содержится в предложенных вариантах реализации. Таким образом, приведенная ниже формула изобретения включена в подробное описание, и каждый пункт формулы изобретения определяет отдельный заявленный объект изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНОЕ ИЗДЕЛИЕ ДЛЯ ОПЕРАЦИЙ ШЛИФОВАНИЯ С УЛЬТРАВЫСОКОЙ СКОРОСТЬЮ УДАЛЕНИЯ МАТЕРИАЛА | 2012 |
|
RU2588919C2 |
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2016 |
|
RU2685839C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2553168C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ, СОДЕРЖАЩЕЕ НЕТКАНЫЙ МАТЕРИАЛ | 2014 |
|
RU2647045C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) | 2012 |
|
RU2556250C2 |
| АБРАЗИВНЫЕ ПРОДУКТЫ И СПОСОБЫ ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2595788C2 |
| ПЛАВЛЕНЫЕ ЧАСТИЦЫ ОКСИДА АЛЮМИНИЯ И ОКСИДА ЦИРКОНИЯ | 2010 |
|
RU2543846C2 |
| АБРАЗИВНЫЕ ПЛАВЛЕНЫЕ ЗЕРНА | 2009 |
|
RU2523197C2 |
| СМЕСЬ ЗЕРЕН СПЛАВА ОКСИДА АЛЮМИНИЯ/ОКСИДА ЦИРКОНИЯ | 2005 |
|
RU2368589C2 |



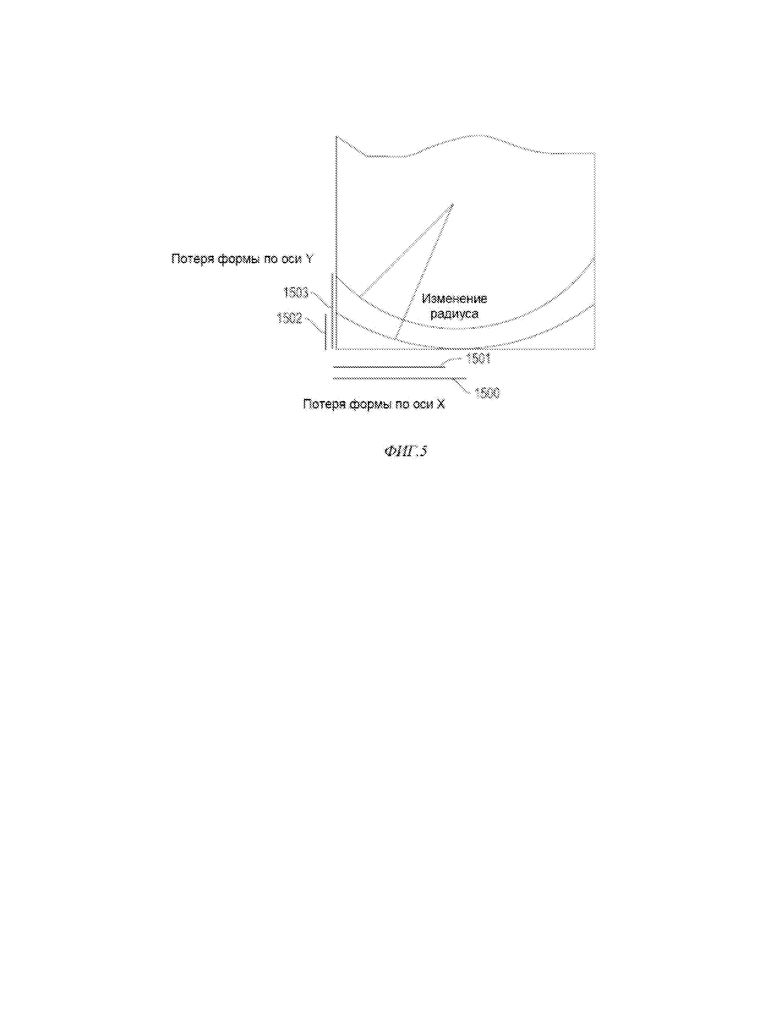

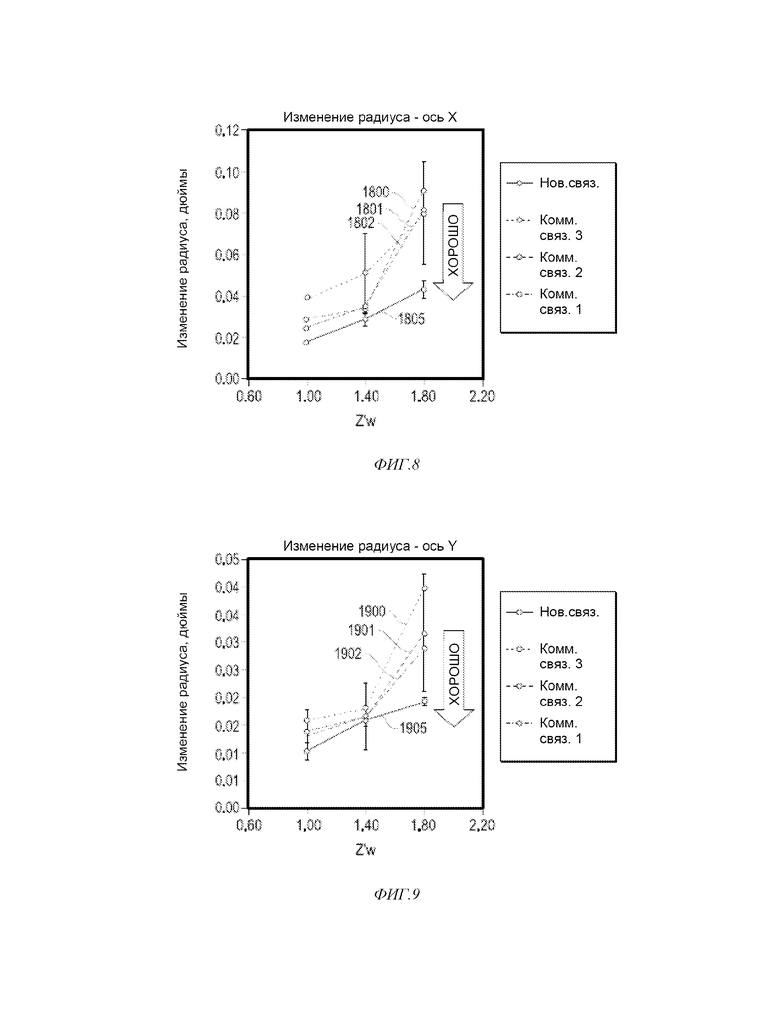
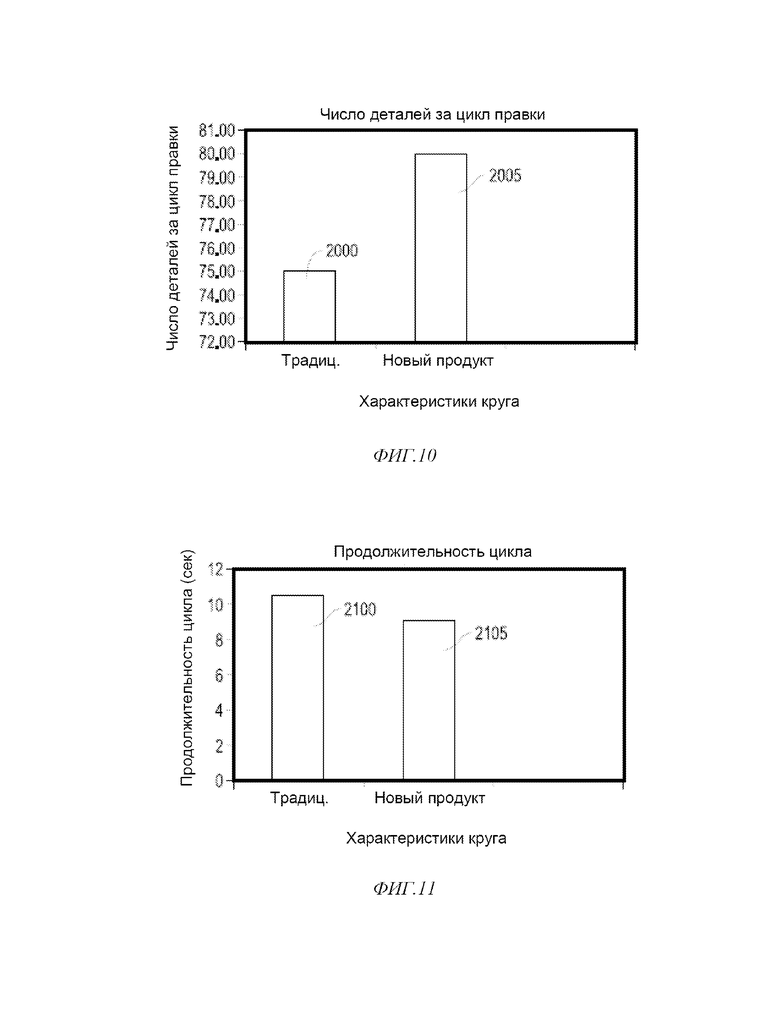
Изобретение относится к области абразивной обработки. Абразивное изделие для шлифования рабочей детали, содержащей металл, со скоростью менее 60 м/с, содержит абразивную основу, включающую стекловидное связующее и микрокристаллические абразивные частицы оксида алюминия внутри связующего материала, при этом абразивная основа имеет модуль упругости при изгибе (MOE) поверхности раздела абразивных частиц и связующего материала, составляющий по меньшей мере 225 ГПа. Технический результат: повышение рабочих характеристик абразивных изделий. 14 з.п. ф-лы, 2 табл., 3 пр., 11 ил.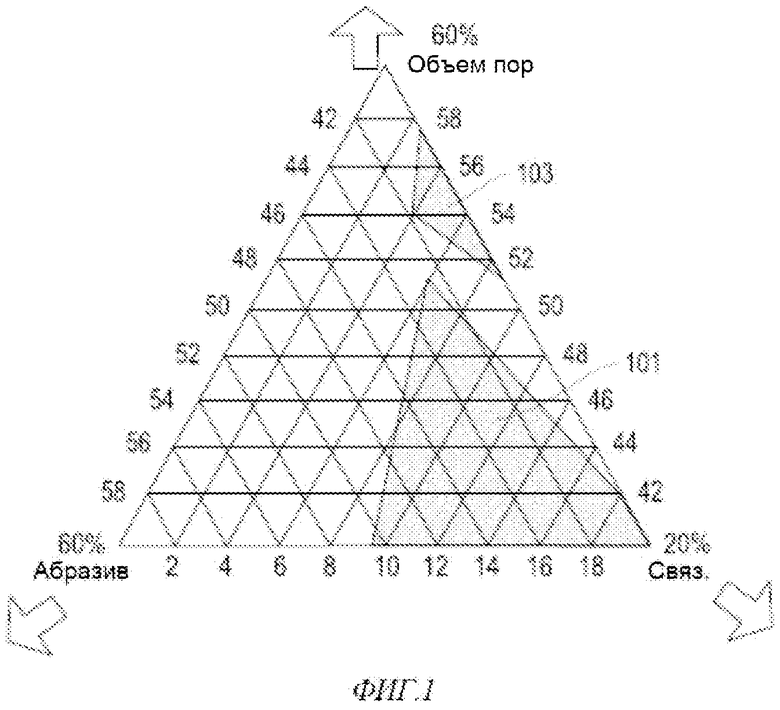
1. Абразивное изделие, предназначенное для шлифования рабочей детали, содержащей металл, со скоростью менее 60 м/с, содержащее абразивную основу, включающую стекловидное связующее и микрокристаллические абразивные частицы оксида алюминия внутри связующего материала, при этом абразивная основа имеет модуль упругости при изгибе (MOE) поверхности раздела абразивных частиц и связующего материала, составляющий по меньшей мере 225 ГПа.
2. Абразивное изделие по п.1, отличающееся тем, что абразивная основа имеет твердость на поверхности раздела абразивных частиц и связующего материала, составляющую по меньшей мере примерно 13 ГПа.
3. Абразивное изделие по п.1, отличающееся тем, что абразивная основа выполнена для осуществления шлифования рабочей детали, содержащей металл, со скоростью по меньшей мере 35 м/с.
4. Абразивное изделие по п.1, отличающееся тем, что абразивная основа имеет объем пор по меньшей мере от 42 об.% до 70 об.% от общего объема абразивной основы и абразивная основа содержит по меньшей мере 35 об.% абразивных частиц от общего объема абразивной основы.
5. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал образован из по меньшей мере одного оксидного соединения щелочного металла (R2O) и по меньшей мере одного оксидного соединения щелочноземельного металла (RO), где общее содержание оксидного соединения щелочного металла и оксидного соединения щелочноземельного металла составляет не более чем 20 мас.%.
6. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал имеет отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию Li2O в процентах по массе (SiO2:Li2O), составляющее от 9,6 до 26.
7. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал имеет отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию Na2O в процентах по массе (SiO2:Na2O), составляющее от 4,8 до 10,4.
8. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал имеет отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию K2O в процентах по массе (SiO2:K2O), составляющее от 9,6 до 26.
9. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал имеет отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию B2O3 в процентах по массе (SiO2:B2O3), составляющее от 2,8 до 5,2.
10. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал имеет отношение содержания Li2O в процентах по массе к содержанию Na2O в процентах по массе (Li2O:Na2O), составляющее от 0,2 до 1.
11. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал имеет отношение содержания Li2O в процентах по массе к содержанию K2O в процентах по массе (Li2O:K2O), составляющее от 0,4 до 2,5.
12. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал имеет отношение содержания Na2O в процентах по массе к содержанию K2O в процентах по массе (Na2O:K2O), составляющее от 1 до 5.
13. Абразивное изделие по п.1, отличающееся тем, что абразивная основа имеет коэффициент шлифования, определенный как изменение радиуса по оси x при изменении скорости подачи, и коэффициент шлифования составляет не более чем 0,040 при скорости подачи (Z'w), составляющей по меньшей мере 1,0 дюйм/мин (2,5 см/мин).
14. Абразивное изделие по п.1, отличающееся тем, что абразивная основа имеет коэффициент шлифования, определенный как изменение радиуса по оси y при изменении скорости подачи, и коэффициент шлифования составляет не более чем 0,018 при скорости подачи (Z'w), составляющей по меньшей мере 1,0 дюйм/мин (2,5 см/мин).
15. Абразивное изделие по п.1, отличающееся тем, что стекловидный связующий материал образован из не более чем 20% оксида бора (B2O3), имеет отношение содержания оксида кремния (SiO2) в процентах по массе к содержанию оксида алюминия (Al2O3) в процентах по массе не более чем 3,2, и содержит не более чем 3,0 мас.% оксида фосфора (P2O5), причем абразивная основа имеет объем пор, составляющий по меньшей мере 42 об.% от общего объема абразивной основы.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| ШЛИФОВАЛЬНЫЕ КРУГИ С ВЫСОКОЙ ПРОНИЦАЕМОСТЬЮ | 1997 |
|
RU2153411C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240914C1 |
| US 6702867 B2, 09.03.2004. | |||

