ОБЛАСТЬ ТЕХНИКИ
Представленное ниже описание относится к формованным абразивным частицам и, более конкретно, к способу получения формованных абразивных частиц с применением способа послойного синтеза.
УРОВЕНЬ ТЕХНИКИ
Абразивные изделия, содержащие керамические изделия, такие как абразивные частицы, подходят для различных операций удаления материалов, включая шлифование, чистовую отделку, полировку и т.п. В зависимости от типа абразивного материала, такие абразивные частицы могут подходить для формования или шлифования различных материалов при изготовлении товаров. В настоящее время разработаны некоторые типы абразивных частиц, которые имеют определенную геометрию, например, абразивные частицы треугольной формы, а также абразивные изделия, содержащие такие частицы. См., например, патенты США № 5201916; 5366523; и 5984988.
Ранее для получения абразивных частиц, имеющих определенную форму, применяли три основные технологии, включая сплавление, спекание и химическое получение керамических материалов. В процессе сплавления форма абразивных частиц может быть обеспечена посредством охлаждающего валка, поверхность которого может быть или не быть гравированной, с помощью формы, в которую выливают расплавленный материал, или с помощью теплопоглощающего материала, погруженного в расплав оксида алюминия. См., например, патент США № 3377660. В процессах спекания абразивные частицы могут быть получены из огнеупорных порошков, имеющих размер частиц до 10 мкм в диаметре. В порошки могут быть добавлены связующие вещества, а также смазывающее вещество и подходящий растворитель с получением смеси, которая может быть сформована в пластинки или стержни различной длины и диаметра. См., например, патент США № 3079242. Технология химического получения керамических материалов включает превращение коллоидной дисперсии или гидрозоля (иногда называемого золем) в гель или любое другое физическое состояние, которое ограничивает подвижность компонентов, высушивание и обжиг с получением керамического материала. См., например, патенты США № 4744802; и 4848041.
В качестве потенциально подходящих способов получения некоторых формованных абразивных частиц описаны элементарные способы формования, например, такие, как описаны в патентах США № 5201916, 5366523, 5584896 и в публикациях заявок на патент США 2010/0151195, 2010/0151196. Другие способы получения формованных абразивных частиц описаны, например, в патентах США № 6054093, 6228134, 5009676, 5090968 и 5409645.
В промышленности сохраняется потребность в улучшенных абразивных материалах и абразивных изделиях, содержащих формованные абразивные частицы.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом изобретения, способ получения формованной абразивной частицы включает получение основной части частицы способом послойного синтеза.
В соответствии со вторым аспектом, способ включает получение основной части формованной абразивной частицы в соответствии с цифровой моделью.
В другом аспекте способ получения связанного абразива включает получение множества формованных абразивных частиц на подложке, где каждая формованная абразивная частица из множества формованных абразивных частиц имеет основную часть, полученную способом послойного синтеза.
В соответствии с другим аспектом, формованная абразивная частица содержит основную часть, имеющую по меньшей мере одну главную поверхность, которая имеет самоподобный элемент.
В другом аспекте формованная абразивная частица имеет основную часть, имеющую по меньшей мере одну периферийную бороздку, расположенную вокруг по меньшей мере части боковой поверхности основной части.
В одном аспекте формованная абразивная частица имеет основную часть, которая имеет по меньшей мере одну главную поверхность, образующую вогнутую ступенчатую поверхность.
В другом аспекте формованная абразивная частица имеет основную часть, которая имеет по меньшей мере одну поперечную бороздку, расположенную вдоль по меньшей мере двух поверхностей и соединительного ребра между по меньшей мере двумя поверхностями.
В соответствии с одним из аспектов, формованная абразивная частица содержит основную часть, которая имеет угол, содержащий множество микровыступов, направленных из угла.
В другом аспекте формованная абразивная частица имеет основную часть, содержащую поверхность, которая имеет зубчатый рельеф.
В соответствии с другим аспектом, способ получения формованной абразивной частицы включает применение процесса литья под низким давлением.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее описание и его многочисленные особенности и преимущества будут более понятны специалистам в данной области техники со ссылкой на сопровождающие графические материалы. Варианты реализации изобретения иллюстрированы в качестве примера, и они не ограничены сопровождающими чертежами.
На фиг. 1A представлена иллюстрация вида в перспективе способа получения части формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 1B представлена иллюстрация системы и способа получения части формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 1C представлена иллюстрация порядка заполнения в соответствии с одним из вариантов реализации изобретения.
На фиг. 1D представлена иллюстрация порядка заполнения в соответствии с одним из вариантов реализации изобретения.
На фиг. 1E представлена иллюстрация конца форсунки в соответствии с одним из вариантов реализации изобретения.
На фиг. 2 представлена иллюстрация вида в перспективе абразивного изделия, содержащего формованные абразивные частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 3 представлен вид сбоку формованной абразивной частицы и процентное содержание заусениц в соответствии с одним из вариантов реализации изобретения.
На фиг. 4 представлена иллюстрация в поперечном сечении части абразивного изделия с покрытием в соответствии с одним из вариантов реализации изобретения.
На фиг. 5 представлена иллюстрация в поперечном сечении части абразивного изделия с покрытием в соответствии с одним из вариантов реализации изобретения.
На фиг. 6-19 представлены иллюстрации формованных абразивных частиц в соответствии с одним из вариантов реализации изобретения.
На фиг. 20 представлена иллюстрация вида в перспективе формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 21 представлен вид сверху главной поверхности формованной абразивной частицы, изображенной на фиг. 20.
На фиг. 22 представлена фотография сверху части формованной абразивной частицы, изображенной на фиг. 20.
На фиг. 23 показана часть главной поверхности формованной абразивной частицы, изображенной на фиг. 20.
На фиг. 24 представлена фотография вида сбоку части формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 25 представлена фотография части угла формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 26 представлена фотография части поверхности формованной абразивной частицы, имеющей зубчатый рельеф, в соответствии с одним из вариантов реализации изобретения.
На фиг. 27 представлена фотография в направлении сверху вниз формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 28 представлен вид в направлении сверху вниз формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
На фиг. 29 представлена фотография сбоку формованной абразивной частицы, изображенной на фиг. 28.
На фиг. 30 представлена фотография угла формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения.
Использование одинаковых условных обозначений на различных чертежах означает подобные или одинаковые элементы. Кроме того, специалистам в данной области техники понятно, что элементы на фигурах изображены для простоты и ясности, и они не обязательно представлены в одном масштабе. Например, размеры некоторых элементов на фигурах могут быть увеличенными относительно других элементов для облегчения понимания вариантов реализации настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ РЕАЛИЗАЦИИ
Следующее описание относится, в целом, к способу получения формованной абразивной частицы с применением способа послойного синтеза. Формованные абразивные частицы могут быть использованы во многих отраслях промышленности, включая, но не ограничиваясь ими, автомобилестроение, медицину, строительство, литейное производство, аэрокосмическую промышленность, получение абразивов и т.п. Такие формованные абразивные частицы могут быть использованы как свободные абразивные частицы или в составе связанных абразивных изделий, включая, например, абразивные изделия с покрытием, склеенные абразивные изделия и т.п. Формованные абразивные частицы могут найти различные другие применения.
В соответствии с одним аспектом, формованные абразивные частицы согласно вариантам реализации настоящего изобретения, могут быть получены таким образом, что они имеют основную часть, полученную посредством способа послойного синтеза. В контексте настоящего документа «способ послойного синтеза» включает способ, в котором основная часть формованной абразивной частицы может быть получена посредством соединения множества частей в определенной ориентации относительно друг друга, так что после соединения указанного множества каждая отдельная часть может образовывать по меньшей мере часть формы указанной основной части. Кроме того, в конкретных случаях способ послойного синтеза может представлять собой безматричный процесс, в котором материал, используемый для получения отдельных частей и, в конечном итоге, самой основной части, не обязательно должен быть помещен в матрицу (например, форму). Скорее, используемый материал может быть расположен в виде отдельных частей, где каждая отдельная часть имеет контролируемый размер, так что после соединения указанного множества основная часть также имеет контролируемый размер. Следовательно, в отличие от обычных операций формования, способ послойного синтеза согласно вариантам реализации настоящего изобретения может быть реализован без необходимости использования матрицы, выполненной с возможностью вмещения материала, используемого для получения основной части.
В конкретных случаях способ послойного синтеза, который используют для получения формованной абразивной частицы, может представлять собой процесс печатания прототипа. В более конкретных случаях способ получения формованной абразивной частицы может включать печатание прототипа основной части формованной абразивной частицы, где формованная абразивная частица содержит формованную абразивную частицу или предшественник формованной абразивной частицы. В других случаях способ послойного синтеза может включать или может рассматриваться как процесс получения слоистого объекта. В процессе получения слоистого объекта отдельные слои могут быть получены по отдельности и могут быть соединены друг с другом с получением основной части формованной абразивной частицы.
В соответствии с одним из вариантов реализации изобретения, способ получения формованной абразивной частицы, имеющей основную часть, полученную посредством способа послойного синтеза, может включать нанесение первого печатного материала в качестве первой части основной части частицы в первое время и нанесение второго печатного материала в качестве второй части основной части, отличной от первой части, во второе время. Следует понимать, что первое время может быть таким же или может отличаться от второго времени. Более конкретно, в некоторых случаях первый печатный материал может содержать твердый материал, порошок, раствор, смесь, жидкость, суспензию, гель, связующее вещество и любую их комбинацию. В одном конкретном случае первый печатный материал может содержать золь-гель материал. Например, первый печатный материал может содержать смесь, которая может представлять собой гель, полученный из порошкообразного материала и жидкости, и при этом указанный гель может быть описан как материал стабильной формы, обладающий способность по существу сохранять данную форму даже в сыром (т.е. необожженном) состоянии. В соответствии с одним из вариантов реализации изобретения, гель может быть получен из порошкообразного материала в виде интегрированной сети отдельных частиц. В конкретных случаях смесь может содержать золь-гель материал, который может иметь один или более материалов в виде частиц, образующих матрицу смеси. Материалы в виде частиц могут содержать любы материалы, указанные в настоящем документе, такие как керамические материалы.
Первый печатный материал может иметь определенное содержание твердого материала, жидкого материала и добавок, в результате чего он имеет подходящие реологические характеристики для применения в способе, описанном в настоящем документе. То есть в некоторых случаях первый печатный материал может иметь определенную вязкость и, более конкретно, подходящие реологические характеристики, которые обеспечивают образование стабильной в размерном отношении фазы материала, который может быть сформирован способом, описанным в настоящем документе. Стабильная в размерном отношении фаза материала может представлять собой материал, который может быть сформирован так, чтобы он имел определенную форму и по существу сохранял указанную форму в течение по меньшей мере части обработки после формования. В некоторых случаях форма может быть сохранена в течение всей последующей обработки, так что форма, первоначально полученная в процессе формования, сохраняется в окончательно сформированном объекте.
Печатный материал, включая любой печатный материал согласно вариантам реализации настоящего изобретения, может представлять собой смесь и может иметь определенное содержание неорганического материала, который может представлять собой твердый порошкообразный или материал в виде частиц, такой как керамический порошкообразный материал. В соответствии с одним из вариантов реализации печатный материал может содержать смесь, которая может содержать неорганический материал, имеющий подходящие реологические характеристики, которые облегчают получение основной части, включая формованную абразивную частицу. Например, в одном из вариантов реализации изобретения первый печатный материал может иметь содержание твердых веществ по меньшей мере примерно 25 мас.%, например, по меньшей мере примерно 35 мас.%, по меньшей мере примерно 36 мас.% или даже по меньшей мере примерно 38% от общей массы смеси. Далее, в по меньшей мере одном неограничивающем варианте реализации содержание твердых веществ в первом печатном материале может составлять не более примерно 75 мас.%, например не более примерно 70 мас.%, не более примерно 65 мас.%, не более примерно 55 мас.%, не более примерно 45 мас.%, не более примерно 44 мас.% или не более примерно 42 мас.%. Следует понимать, что содержание твердых веществ в первом печатном материале может находиться в диапазоне между любыми минимальными и максимальными процентными значениями, указанными выше, включая, например, в диапазоне от по меньшей мере примерно 25 мас.% до не более примерно 70 мас.%, от по меньшей мере примерно 35 мас.% до не более примерно 55 мас.%, или даже от по меньшей мере примерно 36 мас.% до не более примерно 45 мас.%.
В соответствии с одним из вариантов реализации керамический порошкообразный материал может содержать оксид, нитрид, карбид, борид, оксикарбид, оксинитрид и их комбинации. В конкретных случаях керамический материал может содержать оксид алюминия. Более конкретно, керамический материал может содержать бемитовый материал, который может представлять собой предшественник альфа-оксида алюминия. Термин «бемит», в общем случае, использован в настоящем документе для обозначения гидратов оксида алюминия, включая минерал бемит, обычно представляющий собой Al2O3⋅H2O и имеющий содержание воды порядка 15%, а также псевдобемит, имеющий содержание воды более 15%, такое как 20-38% по массе. Указано, что бемит (включая псевдобемит) имеет конкретную и идентифицируемую кристаллическую структуру и, следовательно, уникальную диаграмму рентгеновской дифракции. Следовательно, бемит отличают от других содержащих алюминий материалов, включая другие гидратированные оксиды алюминия, такие как ATH (тригидроксид алюминия), которые представляют собой обычные материалы-предшественники, используемые в настоящем документе для получения бемитовых материалов в виде частиц.
Кроме того, печатный материал, включая любые печатные материалы согласно вариантам реализации настоящего изобретения, может быть в форме смеси, может иметь определенное содержание жидкого материала. Некоторые подходящие жидкости могут включать воду. В соответствии с одним из вариантов реализации изобретения первый печатный материал может быть получен так, что он имеет содержание жидкости меньше, чем содержание твердых веществ в смеси. В более конкретных вариантах первый печатный материал может иметь содержание жидкости по меньшей мере примерно 25 мас.% от общей массы смеси. В других случаях количество жидкости в первом печатном материале может быть больше, например, по меньшей мере примерно 35 мас.%, по меньшей мере примерно 45 мас.%, по меньшей мере примерно 50 мас.% или даже по меньшей мере примерно 58 мас.%. Далее, в по меньшей мере одном неограничивающем варианте реализации содержание жидкости в первом печатном материале может составлять не более примерно 75 мас.%, например, не более примерно 70 мас.%, не более примерно 65 мас.%, не более примерно 62 мас.% или даже не более примерно 60 мас.%. Следует понимать, что содержание жидкости в первом печатном материале может находиться в диапазоне между любыми минимальными и максимальными процентными значениями, указанными выше.
Кроме того, для облегчения обработки и получения формованных абразивных частиц согласно вариантам реализации настоящего изобретения, первый печатный материал может иметь определенный модуль накопления. Например, первый печатный материал может иметь модуль накопления по меньшей мере примерно 1x104 Па, например, по меньшей мере примерно 4x104 Па или даже по меньшей мере примерно 5x104 Па. Однако в по меньшей мере одном неограничивающем варианте реализации первый печатный материал может иметь модуль накопления не более примерно 1x107 Па, например, не более примерно 2x106 Па. Следует понимать, что модуль накопления первого печатного материала может находиться в диапазоне между любыми минимальными и максимальными значениями, указанными выше.
Модуль накопления может быть измерен с помощью системы с параллельными пластинами с применением ротационного вискозиметра ARES или AR-G2, с системами регулирования температуры пластин Peltier. Для испытания первый печатный материал может быть продавлен через зазор между двумя пластинами, которые установлены на расстоянии примерно 8 мм друг от друга. После продавливания первого печатного материала через зазор, расстояние между двумя пластинами, определяющими зазор, уменьшают до 2 мм до полного заполнения первым печатным материалом зазора между пластинами. После вытирания избытка материала, зазор уменьшают на 0,1 мм и начинают испытание. Испытание представляет собой вибрационное испытание деформации, которое проводят с помощью прибора, настроенного на деформацию в пределах от 0,01% до 100%, при 6,28 рад/с (1 Гц), используя 25 мм параллельную пластину и записывая 10 значений на десяток. В течение 1 часа после завершения испытания зазор снова уменьшают на 0,1 мм и повторяют испытание. Испытание может быть повторено по меньшей мере 6 раз. Первое испытание может отличаться от второго и третьего испытаний. Могут быть записаны только результаты второго и третьего испытаний каждого образца.
Печатный материал, который может содержать смесь, может быть получен таким образом, что он имеет определенную вязкость для облегчения получения основной части формованной абразивной частицы, имеющей характеристики согласно вариантам реализации настоящего изобретения. Например, смесь может иметь вязкость по меньшей мере примерно 4x103 Па·с, например, по меньшей мере примерно 5x103 Па·с, по меньшей мере примерно 6x103 Па·с, по меньшей мере примерно 7x103 Па·с, по меньшей мере примерно 7,5x103 Па·с. В другом неограничивающем варианте реализации смесь может иметь вязкость не более примерно 20x103 Па·с, например, не более примерно 18x103 Па·с, не более примерно 15x103 Па·с, не более примерно 12x103 Па·с. Кроме того, следует понимать, что смесь может иметь вязкость в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, но не ограничиваясь ими, от по меньшей мере примерно 4x103 Па·с до не более примерно 20x103 Па·с, например, от по меньшей мере примерно 5x103 Па·с до не более примерно 18x103 Па·с, от по меньшей мере примерно 6x103 Па·с до не более примерно 15x103 Па·с. Вязкость может быть измерена таким же образом, как модуль накопления, как описано выше.
Кроме того, первый печатный материал, который может быть в форме смеси, может быть получен так, что он имеет определенное содержание органических материалов, включая, например, органические добавки, которые могут отличаться от жидкости, для облегчения обработки и получения формованных абразивных частиц в соответствии с вариантами реализации настоящего изобретения. Некоторые подходящие органические добавки могут включать стабилизаторы, связующие вещества, такие как фруктоза, сахароза, лактоза, глюкоза, УФ-отверждаемые смолы и т.п.
Следует отметить, что в вариантах реализации настоящего изобретения может быть использован первый печатный материал, который может отличаться от суспензий, используемых в обычных операциях формования. Например, содержание органических материалов в первом печатном материале и, в частности, любых органических добавок, указанных выше, может составлять небольшое количество относительно других компонентов в смеси. В по меньшей мере одном варианте реализации изобретения первый печатный материал может быть получен так, что он имеет не более примерно 30 мас.% органического материала от общей массы первого печатного материала. В других случаях количество органических материалов может быть меньше, например, не более примерно 15 мас.%, не более примерно 10 мас.% или даже не более примерно 5 мас.%. Кроме того, в по меньшей мере одном неограничивающем варианте реализации количество органических материалов в первом печатном материале может составлять по меньшей мере примерно 0,01 мас.%, например, по меньшей мере примерно 0,5 мас.% от общей массы первого печатного материала. Следует понимать, что количество органических материалов в первом печатном материале может находиться в диапазоне между любыми минимальными и максимальными значениями, указанными выше.
Кроме того, первый печатный материал может быть получен так, что он имеет определенное содержание кислоты или основания, отличное от содержания жидкости, для облегчения обработки и получения формованных абразивных изделий согласно вариантам реализации настоящего изобретения. Некоторые подходящие кислоты или основания могут включать азотную кислоту, серную кислоту, лимонную кислоту, хлорноватую кислоту, винную кислоту, фосфорную кислоту, нитрат аммония и цитрат аммония. Согласно одному конкретному варианту реализации, в котором используют добавку азотной кислоты, первый печатный материал может иметь рН менее примерно 5 и более предпочтительно может иметь рН в диапазоне от примерно 2 до примерно 4.
На фиг. 1 представлена иллюстрация вида в перспективе способа получения формованной абразивной частицы способом послойного синтеза в соответствии с одним из вариантов реализации изобретения. Показано, что в способе послойного синтеза может быть использован узел 151 нанесения, выполненный с возможностью многоосного движения в по меньшей мере направлении X, направлении Y и направлении Z для контролируемого нанесения печатного материала 122. В конкретных случаях узел 151 нанесения может иметь головку 153 нанесения для обеспечения контролируемой доставки печатного материала в определенное положение. Следует отметить, что узел 151 нанесения может обеспечивать контролируемое нанесение первого печатного материала в качестве первой части основной части частицы в первое время, а также нанесение второго печатного материала в качестве второй части основной части, которая отличается от первой части, во второе время. Такой способ может облегчать контролируемое нанесение отдельных частей, так что отдельные части наносят в точных положениях относительно друг друга, а также может облегчать получение основной части формованной абразивной частицы, имеющей подходящую форму, размеры и характеристики.
В конкретных случаях узел 151 нанесения может быть выполнен с возможностью нанесения первого печатного материала 102 в качестве первой части 101 основной части формованной абразивной частицы. В частности, первая часть 101 может образовывать часть общего объема основной части формованной абразивной частицы. В определенных случаях первая часть 101 может иметь длину первой части (Lfp), ширину первой части (Wfp) и толщину первой части (Tfp). Согласно одному из вариантов реализации, Lfp может быть больше или равен Wfp, Lfp может быть больше или равен Tfp, и Wfp может быть больше или равен Tfp. В определенных случаях длина первой части может определять наибольший размер первой части 101, а ширина первой части 101 может определять размер в направлении, по существу перпендикулярном длине (Lfp), и может определять второй наибольший размер первой части 101. Кроме того, в некоторых вариантах реализации толщина (Tfp) первой части 101 может определять наименьший размер первой части 101 и может определять размер в направлении, перпендикулярном любой или обеим из длины (Lfp) и ширины (Wfp). Однако следует понимать, что первая часть 101 может иметь различные формы, как описано далее в настоящем документе.
Согласно одному из вариантов реализации, первая часть 101 может иметь первичное аспектное соотношение (Lfp:Wfp) для облегчения подходящего получения основной части формованной абразивной частицы. Например, первая часть 101 может иметь первичное аспектное соотношение (Lfp:Wfp) по меньшей мере примерно 1:1. В других вариантах реализации первая часть 101 может иметь первичное аспектное соотношение, которое составляет примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. Кроме того, в одном из неограничивающих вариантов реализации первая часть 101 может иметь первичное аспектное соотношение не более примерно 1000:1.
Кроме того, первая часть 101 может быть получена так, что она имеет определенное вторичное аспектное соотношение, поэтому основная часть формованной абразивной частицы имеет требуемую форму. Например, первая часть 101 может иметь вторичное аспектное соотношение (Lfp:Tfp) по меньшей мере примерно 1:1. В других вариантах реализации первая часть 101 может иметь вторичное аспектное соотношение, которое составляет по меньшей мере примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. Кроме того, в одном из неограничивающих вариантов реализации вторичное аспектное соотношение первой части 101 может составлять не более примерно 1000:1.
В другом варианте реализации изобретения первая часть 101 может быть получена так, что она имеет определенное третичное аспектное соотношение (Wfp:Tfp) для облегчения подходящего получения основной части формованной абразивной частицы. Например, первая часть 101 может иметь третичное аспектное соотношение (Wfp:Tfp) по меньшей мере примерно 1:1. В других случаях первая часть 101 может иметь третичное аспектное соотношение по меньшей мере примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. В другом неограничивающем варианте реализации первая часть 101 может иметь третичное аспектное соотношение не более примерно 1000:1.
Размеры первой части 101 основной части формованной абразивной частицы могут быть получены таким образом, что они имеют определенное значение для облегчения получения основной части, имеющей подходящую форму и размеры. Любой из вышеупомянутых размеров (например, Lfp, Wfp, Tfp) первой части 101 может иметь средний размер не более примерно 2 мм. В других случаях средний размер любой из: длины первой части (Lfp), ширины первой части (Wfp) или толщины первой части (Tfp) может иметь средний размер не более примерно 1 мм, например, не более примерно 900 мкм, не более примерно 800 мкм, не более примерно 700 мкм, не более примерно 600 мкм, не более примерно 500 мкм, не более примерно 400 мкм, не более примерно 300 мкм, не более примерно 200 мкм, не более примерно 150 мкм, не более примерно 140 мкм, не более примерно 130 мкм, не более примерно 120 мкм, не более примерно 110 мкм, не более примерно 100 мкм, не более примерно 90 мкм, не более примерно 80 мкм, не более примерно 70 мкм, не более примерно 60 мкм или даже не более примерно 50 мкм. Кроме того, в другом неограничивающем варианте реализации любая из длины первой части (Lfp), ширины первой части (Wfp) или толщины первой части (Tfp) может иметь средний размер, который составляет по меньшей мере примерно 0,01 мкм, например, по меньшей мере примерно 0,1 мкм или даже по меньшей мере примерно 1 мкм. Следует понимать, что любая из длины первой части, ширины первой части или толщины первой части может иметь средний размер в диапазоне между любыми минимальными и максимальными значениями, указанными выше.
В другом варианте реализации изобретения первая часть 101 может быть нанесена так, что она имеет определенную форму поперечного сечения. Нанесение первой части 101 с определенной формой поперечного сечения может облегчать получение основной части формованной абразивной частицы, имеющей определенную, требуемую форму поперечного сечения и трехмерную форму. Согласно одному из вариантов реализации изобретения первая часть 101 может иметь по существую любую подразумеваемую форму поперечного сечения. Более конкретно, первая часть 101 может иметь такую форму поперечного сечения в плоскости, определяемой длиной первой части (Lfp) и шириной первой части (Wfp), как треугольная, четырехугольная, прямоугольная, трапециевидная, пятиугольная, шестиугольная, семиугольная, восьмиугольная, эллипсоидная, в форме буквы греческого алфавита, в форме символа латинского алфавита, в форме символа русского алфавита, в форме иероглифа кандзи, с контурами неправильной формы, или любая их комбинация. Кроме того, первая часть 101 может быть получена так, что она имеет определенную форму поперечного сечения в плоскости, определяемой длиной первой части (Lfp) и толщиной первой части (Tfp). Такая форма поперечного сечения может включать форму, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме символа латинского алфавита, в форме символа русского алфавита, в форме иероглифа кандзи, с контурами неправильной формы, или любая их комбинация.
В по меньшей мере одном варианте реализации первая часть 101 может быть нанесена в форме слоя. В другом варианте реализации первая часть может быть нанесена (как показано на фиг. 1A) в виде удлиненной структуры, где длина существенно больше толщины или ширины. В другом варианте реализации первая часть 101 может быть нанесена в виде отдельной капли. Более конкретно, процесс нанесения может быть проведен так, что он включает нанесение множества отдельных капель определенного объема первого печатного материала 102 с получением первой части 101. Например, первая часть 101 может быть получена из множества первых субчастей, которые наносят контролируемым образом для установления размеров первой части 101.
Как дополнительно показано на фиг. 1A, способ получения формованной абразивной частицы в соответствии со способом послойного синтеза включает также контролируемое нанесение второй части 110, содержащей второй печатный материал 112. В одном из вариантов реализации второй печатный материал 112 может содержать твердое вещество, раствор, смесь, жидкость, суспензию, гель, связующее вещество и их комбинации. В конкретном варианте реализации второй печатный материал 112 может быть таким же, как первый печатный материал, или другим. Например, второй печатный материал 112 может содержать золь-гель материал, как описано выше. Узел 151 нанесения может обеспечивать нанесение второй части 110 в любом подходящем положении, включая определенное положение относительно первой части 101. Например, как показано на фиг. 1A, вторая часть 110 может быть нанесена в положении встык с по меньшей мере частью первой части 101. Такое контролируемое многоосное движение узла 151 нанесения может облегчать точное нанесение отдельных частей, включая, например, нанесение первой части 101 и второй части 110, а также контролируемое и точное нанесение множества частей (и субчастей) относительно друг друга, что облегчает соединение множества частей с получением основной части формованной абразивной частицы.
Показано, что узел 151 нанесения может быть выполнен с возможностью нанесения второго печатного материала 112 в виде второй части 110 основной части формованной абразивной частицы. В частности, вторая часть 110 может образовывать часть общего объема основной части формованной абразивной частицы. В конкретных случаях вторая часть 110 может иметь длину второй части (Lsp), ширину второй части (Wsp) и толщину второй части (Tsp). Следует отметить, что в соответствии с одним аспектом Lsp может быть больше или равен Wsp, Lsp может быть больше или равен Tsp, и Wsp может быть больше или равен Tsp. В конкретных случаях длина (Lsp) второй части 110 может определять наибольший размер второй части 110, и ширина (second) второй части 110 может определять размер в направлении, по существу перпендикулярном длине (Lsp), и может определять второй наибольший размер в соответствии с одним из вариантов реализации. Наконец, в некоторых вариантах реализации толщина (Tsp) второй части 110 может определять, в общем, наименьший размер второй части 110 и может определять размер в направлении, перпендикулярном любой или обеим из длины (Lsp) и ширины (Wsp). Однако следует понимать, что вторая часть 110 может иметь различные формы, как описано далее в настоящем документе.
Согласно одному из вариантов реализации, вторая часть 110 может иметь первичное аспектное соотношение (Lsp:Wsp), которое может облегчать получение основной части, имеющей подходящую форму и размеры. Например, вторая часть 110 может иметь первичное аспектное соотношение (Lsp:Wsp) по меньшей мере примерно 1:1. В других вариантах реализации вторая часть 110 может иметь первичное аспектное соотношение, которое составляет примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. Кроме того, в одном из неограничивающих вариантов реализации вторая часть 110 может иметь первичное аспектное соотношение не более примерно 1000:1.
Кроме того, вторая часть 110 может быть получена так, что она имеет определенное вторичное аспектное соотношение, поэтому полученная основная часть формованной абразивной частицы имеет требуемую форму. Например, вторая часть 110 может иметь вторичное аспектное соотношение (Lsp:Tsp) по меньшей мере примерно 1:1. В других вариантах реализации вторая часть 110 может иметь вторичное аспектное соотношение, которое составляет по меньшей мере примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. Кроме того, в одном из неограничивающих вариантов реализации вторичное аспектное соотношение второй части 110 может составлять не более примерно 1000:1.
В другом варианте реализации изобретения вторая часть 110 может быть получена так, что она имеет определенное третичное аспектное соотношение (Wsp:Tsp), которое может облегчать получение основной части, имеющей подходящую форму и размеры. Например, вторая часть 110 может иметь третичное аспектное соотношение (Wsp:Tsp) по меньшей мере примерно 1:1. В других случаях вторая часть 110 может иметь третичное аспектное соотношение по меньшей мере примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. В другом неограничивающем варианте реализации вторая часть 110 может иметь третичное аспектное соотношение не более примерно 1000:1.
Размеры второй части 110 основной части формованной абразивной частицы могут быть получены так, что они имеют определенное значение. Любой из вышеупомянутых размеров (например, Lsp, Wsp, Tsp) второй части 110 может иметь средний размер не более примерно 2 мм. В других случаях средний размер любой из: длины второй части (Lsp), ширины второй части (Wsp) или толщины второй части (Tsp) может иметь средний размер не более примерно 1 мм, например, не более примерно 900 мкм, не более примерно 800 мкм, не более примерно 700 мкм, не более примерно 600 мкм, не более примерно 500 мкм, не более примерно 400 мкм, не более примерно 300 мкм, не более примерно 200 мкм, не более примерно 150 мкм, не более примерно 140 мкм, не более примерно 130 мкм, не более примерно 120 мкм, не более примерно 110 мкм, не более примерно 100 мкм, не более примерно 90 мкм, не более примерно 80 мкм, не более примерно 70 мкм, не более примерно 60 мкм или даже не более примерно 50 мкм. Кроме того, в другом неограничивающем варианте реализации любая из длины второй части (Lsp), ширины второй части (Wsp) или толщины второй части (Tsp) может иметь средний размер, который составляет по меньшей мере примерно 0,01 мкм, например, по меньшей мере примерно 0,1 мкм или даже по меньшей мере примерно 1 мкм. Следует понимать, что любая из длины второй части, ширины второй части или толщины второй части может иметь средний размер в диапазоне между любыми минимальными и максимальными значениями, указанными выше.
В другом варианте реализации изобретения вторая часть 110 может быть нанесена так, что она имеет определенную форму поперечного сечения. Нанесение второй части 110 с определенной формой поперечного сечения может облегчать получение основной части формованной абразивной частицы, имеющей определенную, требуемую форму поперечного сечения и трехмерную форму. Согласно одному из вариантов реализации изобретения вторая часть 110 может иметь по существу любую подразумеваемую форму поперечного сечения. Более конкретно, вторая часть 110 может иметь такую форму поперечного сечения в плоскости, определяемой длиной второй части (Lsp) и шириной второй части (Wsp), которую можно видеть в направлении сверху вниз, которая выбрана из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме символа латинского алфавита, в форме символа русского алфавита, в форме иероглифа кандзи, сложной многоугольной формы, с контурами неправильной формы, или любой их комбинации. Кроме того, вторая часть 110 может быть получена так, что она имеет определенную форму поперечного сечения в плоскости, определяемой длиной второй части (Lsp) и толщиной второй части (Tsp), которую можно наблюдать сбоку. Такая форма поперечного сечения может включать форму, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме символа латинского алфавита, в форме символа русского алфавита, в форме иероглифа кандзи, сложной многоугольной формы, с контурами неправильной формы, или любая их комбинация. Кроме того, вторая часть 110 может быть получена так, что она имеет определенную форму поперечного сечения в плоскости, определяемой шириной второй части (Wsp) и толщиной второй части (Tsp), которую можно наблюдать сбоку. Такая форма поперечного сечения может включать форму, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме символа латинского алфавита, в форме символа русского алфавита, в форме иероглифа кандзи, сложной многоугольной формы, с контурами неправильной формы, или любая их комбинация.
В по меньшей мере одном варианте реализации вторая часть 110 может быть нанесена в форме слоя. В другом варианте реализации вторая часть может быть нанесена (как показано на фиг. 1A) в виде удлиненной структуры, где длина существенно больше толщины или ширины. В другом варианте реализации вторая часть 110 может быть нанесена в виде отдельной капли. Более конкретно, процесс нанесения может быть проведен так, что он включает нанесение множества отдельных капель определенного объема второго печатного материала 112 с получением второй части 110. Например, вторая часть 110 может быть получена из множества вторых субчастей, которые наносят контролируемым образом для установления размеров второй части 110.
Как дополнительно показано на фиг. 1A, первая часть 101 может иметь по существу такую же форму поперечного сечения, как форма поперечного сечения второй части 110. Однако следует понимать, что в других вариантах реализации множество частей могут быть нанесены так, что каждая часть может иметь разную форму поперечного сечения относительно друг друга. Например, в по меньшей мере одном варианте реализации первая часть 101 может быть нанесена с первой формой поперечного сечения относительно любых двух размеров (например, длины, ширины и толщины) основной части первой части, которая может отличаться от формы поперечного сечения второй части 110 относительно любых двух размеров (например, длины, ширины, толщины), определяющих основную часть второй части 110.
В соответствии с некоторыми вариантами реализации, первый печатный материал 102 может иметь первый состав, и второй печатный материал 112 может иметь второй состав. В некоторых случаях первый состав может быть по существу таким же, что и второй состав. Например, первый состав и второй состав могут быть по существу одинаковыми относительно друг друга, так что лишь содержание материалов примесей, содержащихся в небольших количествах (например, менее примерно 0,1%), может составлять единственное различие между первым составом и вторым составом. Альтернативно, в другом варианте реализации первый состав и второй состав могут существенно отличаться друг от друга.
В по меньшей мере одном варианте реализации первый состав может содержать материал, такой как органический материал, неорганический материал и их комбинация. Более конкретно, первый состав может содержать керамический материал, стекло, металл, полимер или любую их комбинацию. В по меньшей мере одном варианте реализации первый состав может содержать материал, такой как оксид, карбид, нитрид, борид, оксикарбид, оксинитрид, оксиборид и любую их комбинацию. Следует отметить, что в одном из вариантов реализации первый состав может содержать оксид алюминия. Более конкретно, первый состав может содержать материал на основе оксида алюминия, такой как гидрат оксида алюминия, включая, например, бемит.
В по меньшей мере одном варианте реализации второй состав может содержать материал, такой как органический материал, неорганический материал и их комбинация. Более конкретно, второй состав может содержать керамический материал, стекло, металл, полимер или любую их комбинацию. В по меньшей мере одном варианте реализации второй состав может содержать материал, такой как оксид, карбид, нитрид, борид, оксикарбид, оксинитрид, оксиборид и любую их комбинацию. Следует отметить, что в одном из вариантов реализации второй состав может содержать оксид алюминия. Более конкретно, первый состав может содержать материал на основе оксида алюминия, такой как гидрат оксида алюминия, включая, например, бемит.
В некоторых случаях способ нанесения первого печатного материала и второго печатного материала (например, первого печатного материала 110 и второго печатного материала 112) может быть проведено так, что первый печатный материал наносят в первое время, а второй печатный материал наносят во второе время, и первое время и второе время являются дискретными с разными временными интервалами. В таких вариантах реализации процесс нанесения может представлять собой периодический процесс, в котором процесс нанесения включает получение дискретных частей в течение дискретных интервалов времени. В периодическом процессе проходит по меньшей мере часть времени между получением первой части и получением второй части, где может отсутствовать нанесение материала.
Кроме того, в других случаях подразумевается, что процесс нанесения может представлять собой непрерывный процесс. В непрерывных способах процесс нанесения может не обязательно включать нанесение дискретных первых и вторых частей в разные интервалы времени. Вместо этого в процессе нанесения может быть использован процесс непрерывной экструзии, обеспечивающий экструзию печатающего материала во время движения узла 151 нанесения. Кроме того, узел 151 нанесения может быть выполнен с возможностью изменения размера определенной части в течение непрерывного процесса нанесения, что облегчает получение одной или более частей разных размеров (например, размеров в поперечном сечении и трехмерных размеров) для облегчения получения основной части формованной абразивной частицы, имеющей требуемую двухмерную и трехмерную форму.
В соответствии с другим аспектом получения основной части формованной абразивной частицы способом послойного синтеза, указанный способ может включать предпочтительно модификацию одной из первой части 101 и второй части 110 для соединения первой части 101 и второй части 110 и получения субчасти 171 основной части частицы. В конкретном варианте реализации изобретения способ модификации может включать изменение фазы по меньшей мере одного из первого печатного материала 102 и второго печатного материала 112. Например, модификация может включать нагревание по меньшей мере одной из первой части 101 и второй части 110. Более конкретно, нагревание может включать соединение части первой части 101 со второй частью 110, например, сплавлением по меньшей мере части первой части 101 со второй частью 110. Нагревание также может быть осуществлено с применением различных технологий, включая, например, технологии конвекции, теплопередачи и излучения. В одном конкретном варианте реализации способ нагревания по меньшей мере одной из первой части 101 и второй части 110 может включать воздействие электромагнитного излучения на по меньшей мере часть первой части 110 и/или второй части 110 для облегчения соединения части первой части 101 со второй частью 110. Подходящие типы электромагнитного излучения могут быть обеспечены с помощью лазера. Кроме того, следует понимать, что в других случаях способ нагревания может включать воздействие электромагнитного излучения на по меньшей мере часть второй части для облегчения соединения любой из первой части и второй части.
В других случаях способ модификации части основной части частицы также может включать плавление, селективное лазерное плавление, спекание, селективное спекание, прямое лазерное спекание металлов, селективное лазерное спекание, модификацию пучка частиц, электронно-лучевую плавку, моделирование методом наплавления, отверждение и любую их комбинацию. Любой из вышеуказанных способов может быть использован в отношении части или всей из любой или более указанных частей для модификации указанных частей.
В другом аспекте получения основной части формованной абразивной частицы способом послойного синтеза, способ получения основной части формованной абразивной частицы может быть осуществлен в соответствии с цифровой моделью. Способ получения основной части в соответствии с цифровой моделью может включать измерение по меньшей мере части основной части и ее сравнение с соответствующим размером цифровой модели. Процесс сравнения может быть осуществлен в процессе получения или по завершении процесса получения в отношении части или целой основной части. Следует понимать, что обеспечение цифровой модели может облегчать регулирование и процесс нанесения, выполняемый узлом 151 нанесения.
В конкретных случаях процесс получения основной части в соответствии с цифровой моделью может дополнительно включать создание множества цифровых поперечных сечений цифровой модели. Создание множества цифровых поперечных сечений может облегчать, например, контролируемое нанесение одной или более частей основной части. Например, в одном случае указанный процесс может включать нанесение первой части основной части в первое время, где первая часть соответствует первому поперечному сечению множества поперечных сечений цифровой модели. Кроме того, указанный процесс может включать нанесение второй части основной части, отличной от первой части, во второе время, которое отличается от первого времени. Вторая часть может соответствовать второму поперечному сечению множества поперечных сечений цифровой модели. Соответственно, следует понимать, что множество цифровых поперечных сечений могут направлять процесс нанесения множества отдельных частей, при этом одно цифровое поперечное сечение может облегчать нанесение отдельной первой части, а второе поперечное сечение может облегчать нанесение второй отдельной части. Может быть нанесена каждая из частей, и во время нанесения и получения каждой части узлом 151 нанесения могут быть измерены размеры частей и сравнены с цифровой моделью. Более конкретно, узел 151 нанесения может быть адаптирован для изменения процесса нанесения на основании сравнения размеров нанесенной части с соответствующей частью цифровой модели.
Также следует понимать, что способ послойного синтеза может включать процесс соединения отдельных частей, включая, например, первую часть 101 и вторую часть 110, с получением субчасти 171. Кроме того, способ может включать соединение множества субчастей с получением основной части формованной абразивной частицы.
В соответствии с другим вариантом реализации изобретения, способ получения формованной абразивной частицы может включать субтрактивный процесс. Следует отметить, что субтрактивный процесс может быть осуществлен по завершении по меньшей мере части процесса послойного синтеза. Более конкретно, субтрактивный процесс может быть осуществлен после полного завершения процесса послойного синтеза. В по меньшей мере одном варианте реализации субтрактивный процесс может быть осуществлен после получения основной части предшественника формованной абразивной частицы. В некоторых случаях субтрактивный процесс может включать удаление по меньшей мере части материала, используемого для получения предшественника формованной абразивной частицы. Некоторые подходящие субтрактивные процессы могут включать, например, получение по меньшей мере одного отверстия в части основной части, получение по меньшей мере одного сквозного отверстия, проходящего через всю часть основной части, и нагревание основной части для удаления части основной части, например, посредством испарения по меньшей мере части основной части.
Основная часть формованной абразивной частицы, полученной способом послойного синтеза, может иметь множество подходящих размеров. В конкретных случаях основная часть может иметь длину основной части (Lb), ширину основной части (Wb) и толщину основной части (Tb), как показано на фиг. 6. В одном из неограничивающих вариантов реализации длина основной части может определять наибольший размер формованной абразивной частицы, а ширина основной части может определять размер в направлении, по существу перпендикулярном длине, и может определять второй наибольший размер в соответствии с одним из вариантов реализации. Кроме того, в некоторых вариантах реализации толщина основной части может определять наименьший размер формованной абразивной частицы и может определять размер в направлении, перпендикулярном любой или обеим из длины и ширины. В некоторых случаях Lb может быть больше или равен Wb, и Lb может быть больше или равен Tb. В других конструкциях формованных абразивных частиц Wb может быть больше или равен Tb. Однако следует понимать, что основная часть может иметь различные формы, как описано далее в настоящем документе.
Кроме того, в контексте настоящего документа любые размерные характеристики (например, Lb, Wb, Tb) могут относиться к размеру одной формованной абразивной частицы в партии, к медианному размеру или среднему значению, полученному в результате анализа подходящего образца формованных абразивных частиц, взятого из партии. Если не указано в явной форме, то в контексте настоящего документа размерная характеристика может относиться к медианному значению, которое основано на статистически значимом значении, полученном по объему выборки подходящего количества изделий из партии изделий. Следует отметить, что в некоторых вариантах реализации настоящего изобретения объем выборки может содержать по меньшей мере 10 случайным образом выбранных изделий из партии изделий. Партия изделий может представлять собой группу изделий, которые собраны из одного технологического процесса. Дополнительно или альтернативно, партия изделий может содержать такое количество формованных абразивных частиц, которое подходит для получения промышленной марки абразивного продукта, например, по меньшей мере примерно 9,07 кг (20 фунтов) частиц.
В соответствии с одним из вариантов реализации основная часть может иметь первичное аспектное соотношение (Lb:Wb) по меньшей мере примерно 1:1. В других вариантах реализации основная часть может иметь первичное аспектное соотношение, которое составляет примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. Кроме того, в одном из неограничивающих вариантов реализации основная часть может иметь первичное аспектное соотношение не более примерно 1000:1.
Кроме того, основная часть может быть получена так, что она имеет определенное вторичное аспектное соотношение, поэтому формованная абразивная частица имеет требуемую форму. Например, основная часть может иметь вторичное аспектное соотношение (Lb:Tb) по меньшей мере примерно 1:1. В других вариантах реализации основная часть может иметь вторичное аспектное соотношение, которое составляет по меньшей мере примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. Кроме того, в одном из неограничивающих вариантов реализации вторичное аспектное соотношение основной части может составлять не более примерно 1000:1.
В другом варианте реализации основная часть может быть получена так, что она имеет определенное третичное аспектное соотношение (Wb:Tb), составляющее по меньшей мере примерно 1:1. В других случаях основная часть может иметь третичное аспектное соотношение по меньшей мере примерно 2:1, например, по меньшей мере примерно 3:1, по меньшей мере примерно 5:1 или даже по меньшей мере примерно 10:1. В другом неограничивающем варианте реализации основная часть может иметь третичное аспектное соотношение не более примерно 1000:1.
Размеры основной части формованной абразивной частицы могут быть получены так, что они имеют определенное значение. Любой из вышеуказанных размеров (например, Lb, Wb, Tb) основной части может иметь средний размер по меньшей мере примерно 0,1 мкм. В других случаях средний размер любой из длины основной части (Lb), ширины основной части (Wb) или толщины основной части (Tb) может иметь средний размер по меньшей мере примерно 1 мкм, по меньшей мере примерно 10 мкм, по меньшей мере примерно 50 мкм, по меньшей мере примерно 100 мкм, по меньшей мере примерно 150 мкм, по меньшей мере примерно 200 мкм, по меньшей мере примерно 400 мкм, по меньшей мере примерно 600 мкм, по меньшей мере примерно 800 мкм, по меньшей мере примерно 1 мм. Кроме того, в другом неограничивающем варианте реализации любая из длины основной части (Lb), ширины основной части (Wb) или толщины основной части (Tb) может иметь средний размер не более примерно 20 мм, не более примерно 18 мм, не более примерно 16 мм, не более примерно 14 мм, не более примерно 12 мм, не более примерно 10 мм, не более примерно 8 мм, не более примерно 6 мм или даже не более примерно 4 мм. Следует понимать, что любой из размеров может иметь средний размер в диапазоне между любыми минимальными и максимальными значениями, указанными выше.
В другом варианте реализации основная часть может быть получена так, что она имеет определенную, требуемую форму поперечного сечения. Например, основная часть может иметь такую форму поперечного сечения в плоскости, определяемой длиной основной части (Lb) и шириной основной части (Wb), которая выбрана из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме символа латинского алфавита, в форме символа русского алфавита, в форме иероглифа кандзи, сложной многоугольной формы, с контурами неправильной формы, или любой их комбинации. Кроме того, основная часть может быть получена так, что она имеет определенную форму поперечного сечения в плоскости, определяемой длиной основной части (Lb) и толщиной основной части (Tb). Такая форма поперечного сечения также может включать форму, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме символа латинского алфавита, в форме символа русского алфавита, в форме иероглифа кандзи, сложной многоугольной формы, с контурами неправильной формы, или любая их комбинация.
Основная часть также может быть сформована с получением определенной, требуемой трехмерной формы. Например, основная часть может иметь трехмерную форму, выбранную из группы, состоящей из многогранника, пирамиды, эллипсоида, сферы, призмы, цилиндра, конуса, четырехгранника, куба, кубоида, ромбоэдра, усеченной пирамиды, усеченного эллипсоида, усеченной сферы, усеченного конуса, пятигранника, шестигранника, семигранника, восьмигранника, девятигранника, десятигранника, буквы греческого алфавита, символа латинского алфавита, символа русского алфавита, иероглифа кандзи, сложных многогранных форм, контуров неправильной формы, формы вулкана, моностатической формы и их комбинации. Моностатическая форма представляет собой форму с одним стабильным положением покоя. Соответственно, формованные абразивные частицы, имеющие моностатическую форму, могут быть нанесены на подложку и равномерно ориентированы в одинаковом положении, поскольку они имеют только одно стабильное положение покоя. Например, формованные абразивные частицы, имеющие моностатическую форму, могут быть подходящими при нанесении частиц на основу методом гравитационного покрытия, который может быть использован при получении абразивного продукта с покрытием. Более конкретно, формованные абразивные частицы могут иметь моностатическую форму, которая описывает трехмерные объекты, имеющие форму с только одной нестабильной точкой равновесия. В соответствии с одним из конкретных вариантов реализации, формованная абразивная частица может иметь форму гёмбёц. В другом варианте реализации формованная абразивная частица представляет собой моностатический многогранник с по меньшей мере четырьмя поверхностями.
Способ послойного синтеза согласно вариантам реализации настоящего изобретения также может быть использован для получения множества формованных абразивных частиц, где каждая формованная абразивная частица из множества формованных абразивных частиц имеет основную часть, имеющую длину основной части (Lb), ширину основной части (Wb) и толщину основной части (Tb), как описано выше. В соответствии с одним из вариантов реализации, множество формованных абразивных частиц могут иметь по меньшей мере одно из отклонения длины основной части, составляющего не более примерно 50%, отклонения ширины основной части, составляющего не более примерно 50%, и отклонения толщины основной части, составляющего не более примерно 50%.
Отклонение длины основной части может быть описано как стандартное отклонение длины основной части для подходящей выборки из множества формованных абразивных частиц, которая может содержать множество формованных абразивных частиц. В одном из вариантов реализации отклонение длины основной части может составлять не более примерно 40%, например, не более примерно 30%, не более примерно 20%, не более примерно 10% или даже не более примерно 5%.
Как и в случае отклонения длины основной части, отклонение ширины основной части может быть мерой стандартного отклонения ширины основной части для подходящей выборки формованных абразивных частиц из множества формованных абразивных частиц. В соответствии с одним из вариантов реализации, отклонение ширины основной части может составлять не более примерно 40%, например, не более примерно 30% и не более примерно 20%, не более примерно 10% или даже не более примерно 5%.
Кроме того, отклонение толщины основной части может представлять собой стандартное отклонение толщины основной части для подходящей выборки формованных абразивных частиц из множества формованных абразивных частиц. В соответствии с одним из вариантов реализации, отклонение толщины основной части для множества формованных абразивных частиц может составлять не более примерно 40%, например, не более примерно 30%, не более примерно 20%, не более примерно 10% или даже не более примерно 5%.
В соответствии с одним из вариантов реализации, способ послойного синтеза может включать получение основной части формованной абразивной частицы посредством формования сырьевого материала без применения производственного инструмента. Следует понимать, что производственный инструмент может относиться к форме или ситу, имеющему одно или более отверстий, выполненных с возможностью вмещения и получения сырьевого материала в виде требуемой конечной формованной абразивной частицы. В соответствии с другим вариантом реализации, способ послойного синтеза может включать получение основной части формованной абразивной частицы посредством нанесения множества отдельных частей сырьевого материала контролируемым, неслучайным образом относительно друг друга. Кроме того, в по меньшей мере одном варианте реализации способ послойного синтеза может включать нанесение множества частей основной части контролируемым, неслучайным образом относительно друг друга, в производственном инструменте. То есть в некоторых случаях способ послойного синтеза может включать применение производственного инструмента. По меньшей мере в некоторой степени способ послойного синтеза отличается от обычных способов трафаретной печати и матрицирования, поскольку производственный инструмент может быть заполнен множеством отдельных частей, которые помещают в производственный инструмент контролируемым, неслучайным образом.
В контексте настоящего документа получение формованной абразивной частицы следует понимать как включающее получение предшественника формованной абразивной частицы. То есть способ послойного синтеза может обеспечивать получение предшественника формованной абразивной частицы, которая может представлять собой сырую основную часть или необработанную основную часть, которая может быть подвергнута дополнительной обработке с получением готовой формованной абразивной частицы. В некоторых процессах получения предшественник формованной абразивной частицы может иметь по существу такую же форму, как готовая формованная абразивная частица.
В соответствии с другим вариантом реализации, способ послойного синтеза может включать такие процессы как фотополимеризация под действием света, лазерное формование порошка, расплавление материала в заранее сформированном слое, селективное лазерное спекание, микролазерное спекание, экструзия материала, автоматизированное литье, разбрызгивание материала, наслоение листов и их комбинации. В одном конкретном варианте реализации процесс фотополимеризации под действием света может включать стереолитографию. Стереолитография может включать процесс, в котором по меньшей мере один слой суспензии, содержащей полимерный материал, может быть полимеризован в процессе получения с получением формованной абразивной частицы. Более конкретно, процесс стереолитографии может включать обеспечение смеси, такой как суспензия, содержащая порошкообразный сырьевой материал и носитель, и полимерный материал, который выполнен с возможностью полимеризации в процессе получения формованной абразивной частицы.
В другом варианте реализации способ послойного синтеза может включать лазерное формование порошка. Лазерное формование порошка может включать нанесение сырьевого материала на целевой объект, такой как подложка, и обработку падающим излучением, например, из лазерного источника, целевого объекта и сырьевого материала для расплавления сырьевого материала и получения сырьевого материала в виде по меньшей мере части формованной абразивной частицы. Следует отметить, что процесс лазерного формования порошка может включать изменение фазы сырьевого материала из твердого состояния в жидкое состояние с образованием расплава перед получением по меньшей мере части формованной абразивной частицы.
В процессе лазерного формования порошка может быть использован сырьевой материал, выбранный из группы материалов, таких как металлы, металлические сплавы, стекло, керамические материалы, полимеры и их комбинации. В по меньшей мере одном конкретном варианте реализации формованная абразивная частица, полученная посредством лазерного формования порошка, может содержать материал, такой как металл, металлический сплав, стекло, керамический материал, предшественник керамического материала, полимер и их комбинации. В одном из вариантов реализации формованные абразивные частицы, полученные посредством лазерного формования порошка, могут состоять по существу из стеклянного материала, содержащего оксид.
В другом случае процесс послойного синтеза может включать процесс селективного лазерного спекания. Селективное лазерное спекание может включать процесс, в котором излучение направляют на целевой объект. Излучение может быть обеспечено из лазерного источника. Излучение может падать на целевой объект, который содержит сырьевой материал, и излучение может обеспечивать превращение по меньшей мере части сырьевого материала в часть формованной абразивной частицы. В более конкретных случаях процесс селективного лазерного спекания может включать воздействие падающего излучения из лазерного источника на часть слоя сырьевого материала и превращение части слоя сырьевого материала в формованную абразивную частицу. Например, часть слоя сырьевого материала, подверженная действию падающего излучения, может быть превращена так, что она может подвергаться фазовому переходу, тогда как другие части сырьевого материала, не подверженные действию излучения, могут сохраняться в исходном состоянии. В соответствии с одним из вариантов реализации, превращение по меньшей мере части сырьевого материала может включать изменение кристаллической структуры сырьевого материала. Например, слой сырьевого материала может содержать бемитовый материал, который под действием излучения превращается в альтернативную форму оксида алюминия, включая, например, альфа-оксид алюминия. В другом варианте реализации превращение по меньшей мере части сырьевого материала может включать изменение фаз сырьевого материала, например, превращение сырьевого материала, подверженного действию излучения, из твердой фазы в жидкую фазу.
Сырьевой материал, используемый в процессе селективного лазерного спекания, может содержать металл, металлический сплав, стекло, керамический материал, предшественник керамического материала, полимер и их комбинации. В одном конкретном варианте реализации сырьевой материал может содержать оксидный материал, такой как оксид алюминия или бемит. Кроме того, формованная абразивная частица, полученная в процессе селективного лазерного спекания, может содержать металл, металлический сплав, стекло, керамический материал, предшественник керамического материала, полимер и их комбинации. В одном из конкретных вариантов реализации формованная абразивная частица, полученная в соответствии со способом селективного лазерного спекания, может содержать оксидный материал, такой как оксид алюминия или бемит.
В другом варианте реализации способ послойного синтеза может включать разбрызгивание материала. Процесс разбрызгивания материала может включать нанесение отдельных капель сырьевого материала на целевой объект и слияние отдельных капель в по меньшей мере часть основной части формованной абразивной частицы.
В соответствии с одним из альтернативных способов, формованные абразивные частицы могут быть получены с применением процесса литья под низким давлением. В отличие от некоторых обычных процессов литья под давлением, формовочный материал, который может иметь любые свойства печатного материала согласно вариантам реализации настоящего изобретения, которые относятся к способу послойного синтеза, может быть впрыснут в форму контролируемым образом. В частности, во время процесса формовочный материал может быть впрыснут в форму в условиях ламинарного потока, в отличие от условий турбулентного потока. Условия ламинарного потока обеспечивают возможность контролируемого размещения формовочного материала в форме в соответствии с процедурой заполнения, которая может включать выборочное размещение формовочного материала в некоторых частях формы в определенной последовательности для контролируемой процедуры заполнения. Процесс литья под давлением может быть комбинирован с одним или более процессами, описанными в настоящем документе.
В соответствии с одним из конкретных вариантов реализации, способ послойного синтеза для получения формованной абразивной частицы, может включать автоматизированное литье. В некоторых случаях автоматизированное литье может включать нанесение сырьевого материала на целевой объект в форме отдельных частей, которые отличаются друг от друга. Затем указанные части могут быть подвержены слиянию при дальнейшей обработке с образование формованных абразивных частиц. Сырьевой материал может быть нанесен на целевой объект или подложку из форсунки контролируемым образом с получением основной части формованной абразивной частицы.
В соответствии с одним из вариантов реализации, способ получения основной части посредством автоматизированного литья, может включать регулирование по меньшей мере одного технологического параметра из группы, состоящей из длины наконечника форсунки; ширины форсунки; аспектного соотношения форсунки, давления нанесения, соотношения между шириной форсунки и давлением нанесения, скорости нанесения, объема нанесения, соотношения между скоростью нанесения и участком нанесения, соотношения между давлением нанесения и участком нанесения, расстояния отключения, запаздывания предварительного движения, подающего зазора, порядка заполнения печатного материала, динамического предела текучести (σd) печатного материала, статического предела текучести (σs) печатного материала, отношения предела текучести (σd/σs) печатного материала и их комбинации.
В конкретных случаях способ получения основной части может включать нанесение или осаждение первого печатного материала в качестве первой части основной части в первое время и нанесение второго печатного материала в качестве второй части основной части, отличной от первой части, во второе время. На фиг. 1B представлена иллюстрация части системы и способа получения формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения. Показано, что первый узел 151 нанесения может быть выполнен с возможностью нанесения первого печатного материала 122 и получения по меньшей мере первой части 141 или второй части 142. В некоторых способах может быть использован второй узел 143 нанесения, выполненный с возможностью нанесения второго печатного материала 147 из второй головки 144 нанесения (т.е. из второй форсунки) на целевой объект с получением первой части 141 или второй части 142. В соответствии с одним из вариантов реализации, нанесение первого материала 122 может включать получение первой части 141 (например, в форме слоя) в первое время, и нанесение второго печатного материала 147 в качестве второй части 142 (например, в форме слоя), лежащей поверх первой части 141.
В соответствии с одним из вариантов реализации, первая часть 141 может иметь первую характеристику, выбранную из группы, состоящей из твердости, пористости, состава и их комбинации. Кроме того, в другом варианте реализации вторая часть 142 может иметь вторую характеристику, выбранную из группы, состоящей из твердости, пористости, состава и их комбинации. В по меньшей мере одном варианте реализации первая характеристика может отличаться от второй характеристики.
В некоторых случаях первый печатный материал 122 может иметь первый состав, и второй печатный материал 147 может иметь второй состав. Первый состав и второй состав могут существенно отличаться друг от друга. Например, первый и второй состав могут отличаться друг от друга в отношении главных составных частиц, которые отличны от частиц в следовых количествах, иначе не обнаруживаемых. В конкретных случаях первый и второй состав могут отличаться друг от друга по разности главных составных частиц в первом и втором составах, составляющей по меньшей мере 2%.
В другом варианте реализации второй состав может иметь другую пористость в сравнении с пористостью первого состава. Например, в одном из вариантов реализации первая часть 141 может иметь первую пористость, которая отлична от второй пористости второй части 142. Более конкретно, первая часть может иметь первую пористость, которая больше, чем вторая пористость второй части 142. В соответствии с по меньшей мере одним вариантом реализации, основная часть может быть получена так, что она имеет выборочную пористость в определенных частях, что может быть подходящим для улучшения некоторых механических свойств и абразивной способности формованной абразивной частицы. В некоторых случаях основная часть может быть получена из одной или более частей (например, слоев), имеющих выбранную пористость, для регулирования механики разрушения формованной абразивной частицы.
В любых других вариантах реализации первый печатный материал 122 и второй печатный материал 137 могут быть нанесены в разных участках основной части. Например, обращаясь к фиг. 1, первая часть 141 может содержать первый печатный материал 122, а вторая часть 142 может содержать второй печатный материал 147. Контролируемое нанесение первого печатного материала 122 и второго печатного материала 137 может быть подходящим для регулирования механических свойств и абразивных характеристик формованной абразивной частицы. Например, контролируемое нанесение первого печатного материала 122 и второго печатного материала 137 может быть подходящим для получения формованной абразивной частицы, имеющей контролируемые характеристики разрушения. Например, первый печатный материал 122 может иметь первый состав, и второй печатный материал 147 может иметь второй состав, а процесс получения может включать выборочное нанесение первого и второго состава относительно друг друга в пределах основной части для изменения характеристик разрушения формованных абразивных частиц. Например, в одном из конкретных вариантов реализации первый печатный материал 122 и второй печатный материал 147 могут быть нанесены в виде чередующихся слоев относительно друг друга в пределах области основной части с образованием композиционной основной части, которая может быть выполнена с возможностью регулирования самозаостряющихся характеристик основной части.
В другом варианте реализации первая часть 141 может иметь первую твердость, которая отлична от второй твердости, характеризующей вторую часть 142. Например: в одном из вариантов реализации первая часть 141 и вторая часть 142 могут иметь разную твердость относительно друг друга. В некоторых случаях первая твердость первой части 141 может быть выше, чем вторая твердость второй части 142. В одном конкретном случае первая часть 141 и вторая часть 42 могут быть нанесены в конкретном порядке относительно друг друга, что может способствовать улучшению характеристик разрушения и качества формованной абразивной частицы.
В другом варианте реализации первый печатный материал 122 и второй печатный материал 147 могут быть нанесены в разных участках основной части с образованием композиционной основной части, имеющей контролируемый порядок указанных участков относительно предусмотренной ориентации формованной абразивной частицы в связанном абразивном изделии. Например, первый печатный материал 122 и второй печатный материал 147 могут быть расположены в основной части так, что при работе формованной абразивной частицы в связанном абразивном изделии (например, склеенном абразиве, абразиве с покрытием, нетканом абразиве и т.д.) первый печатный материал 122 и второй печатный материал 147 располагаются в предусмотренной ориентации частицы в связанном абразиве. Регулирование ориентации первого печатного материала 122 и второго печатного материала 147 в основной части формованной абразивной частицы и относительно предусмотренной ориентации основной части в связанном абразиве может способствовать улучшению характеристик формованной абразивной частицы и связанного абразивного изделия.
В некоторых случаях процесс получения может включать нанесение первой части 141, имеющей первый объем, отличный от второго объема, характеризующего вторую часть 142. Например, как показано на фиг. 1B, первая часть 141 может иметь первый объем, который отличен от объема второй части 142. Более конкретно, в некоторых случаях первая часть 141 может иметь первый объем, который больше, чем второй объем второй части 142. В соответствии с одним из конкретных вариантов реализации, объем указанных частей может уменьшаться по мере продолжения процесса получения, так что объем частей, полученных после первоначальной части, уменьшается относительно объема первоначальной части.
В соответствии с одним из вариантов реализации, процесс контролируемого нанесения первой части и второй части может быть подходящим для регулирования величины некоторых элементов основной части формованной абразивной частицы. Например, в по меньшей мере одном варианте реализации первая часть 141 может иметь первый объем, который больше, чем второй объем второй части 142. В таких случаях первая часть 141 может определять центральную область основной части, а вторая часть 142 может определять по меньшей мере часть угла основной части. Более конкретно, первая часть 141 может определять центральную часть основной части, а вторая часть 142 может определять кромку основной части. Следует понимать, что для некоторых формованных абразивных частиц может быть необходимо получить некоторые части основной части с применением меньших частей, таких как кромки и углы, чтобы указанные части основной части имели меньшие размеры и могли действовать как острые кромки или острые углы. Соответственно, процесс получения может включать контролируемое объемное нанесение в некоторых частях основной части для облегчения регулирования формы и размера некоторых элементов, которые могут способствовать улучшению характеристик формованной абразивной частицы.
Как дополнительно показано на фиг. 1B, процесс получения может включать использование первого узла 151 нанесения, первой головки 153 нанесения и первого печатного материала 122, который может быть нанесен из первого узла 151 нанесения. Как указано в вариантах реализации настоящего изобретения, использование второго узла 143 нанесения может облегчать выборочное нанесение второго печатного материала 147, который может во многом отличаться от первого печатного материала 122, который относится к первому узлу 151 нанесения. Например, в по меньшей мере одном варианте реализации первая часть 141 может быть получена по меньшей мере одним из первого узла 151 нанесения или второго узла 143 нанесения. Как описано в вариантах реализации настоящего изобретения, процесс получения основной части может включать нанесение по меньшей мере первого печатного материала 122 из первой головки 153 нанесения (т.е. из форсунки 153) на целевой объект, при этом движение форсунки может быть обеспечено компьютерной программой.
Следует понимать, что в некоторых процессах получения, таких как процесс получения, изображенный на фиг. 1A и 1B, процесс получения может включать регулирование трехмерного движения форсунки, выполненной с возможностью нанесения печатного материала относительно целевого объекта. В некоторых случаях регулирование трехмерного движения может включать регулирование форсунки по оси X, по оси Y, по оси Z. Кроме того, как показано на фиг. 1B, в процессе может быть использовано множество форсунок, при этом каждая форсунка из множества форсунок может быть выполнена с возможностью нанесения печатного материала. Процесс может включать регулирование каждой форсунки из множества форсунок и их трехмерное движение, например, регулирование форсунок по оси X, оси Y и оси Z.
В конкретных случаях процесс получения основной части формованной абразивной частицы, имеющей характеристики, описанные в настоящем документе, может быть облегчен за счет использования форсунки 153, имеющей определенную ширину 162. Например, форсунка 153 может иметь ширину 162, которая может быть не более примерно 200 мкм, например, не более примерно 150 мкм, не более примерно 120 мкм, не более примерно 100 мкм, не более примерно 90 мкм, не более примерно 85 мкм, не более примерно 80 мкм, не более примерно 75 мкм, не более примерно 70 мкм, не более примерно 65 мкм, не более примерно 60 мкм, не более примерно 55 мкм, не более примерно 50 мкм, не более примерно 45 мкм, не более примерно 40 мкм, не более примерно 35 мкм, не более примерно 30 мкм, не более примерно 25 мкм, не более примерно 20 мкм. Кроме того, в по меньшей мере одном неограничивающем варианте реализации форсунка 153 может иметь ширину 162, составляющую по меньшей мере примерно 0,1 мкм, например, по меньшей мере примерно 1 мкм или даже по меньшей мере примерно 10 мкм. Следует понимать, что форсунка 153 может иметь ширину 162 в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, в диапазоне от по меньшей мере примерно 0,1 мкм до не более примерно 500 мкм, например, в диапазоне от по меньшей мере примерно 0,1 мкм до не более примерно 100 мкм или даже в диапазоне от по меньшей мере примерно 0,1 мкм до не более примерно 80 мкм.
Следует понимать, что в контексте настоящего документа ширина 162 форсунки может включать обозначение внутреннего отверстия форсунки 153. Например, кратко ссылаясь на фиг. 1E, представлена иллюстрация конца форсунки в соответствии с одним из вариантов реализации изобретения. Показано, что форсунка 153 может иметь отверстие 155, определяющее проход, через который может быть обеспечено вытекание и нанесение печатного материала. Отверстие 155 может иметь различные двухмерные формы, включая, например, многоугольную и эллипсоидную форму. В соответствии с одним из вариантов реализации, представленным на фиг. 1E, отверстие 155 может иметь круглую двухмерную форму и, следовательно, его ширину определяет диаметр 156. Поэтому в контексте настоящего документа ширину форсунки 153 следует понимать как обозначение ширины или диаметра отверстия 155, в зависимости от двухмерной формы отверстия 155.
В другом варианте реализации форсунка 153 может иметь длину 161 наконечника, определяющую наибольший размер форсунки 153. Регулирование длины 161 наконечника форсунки 153 может способствовать улучшению нанесения печатного материала и, в конечном итоге, получения элементов основной части формованной абразивной частицы. В соответствии с одним из вариантов реализации, форсунка может иметь длину 161 наконечника не более примерно 10 мм, например, не более примерно 8 мм, не более примерно 6 мм, не более примерно 5 мм или даже не более примерно 4 мм. В другом и неограничивающем варианте реализации форсунка 153 может иметь длину 161 наконечника по меньшей мере примерно 0,1 мм, например по меньшей мере примерно 0,2 мм, по меньшей мере примерно 0,5 мм или даже по меньшей мере примерно 1 мм. Следует понимать, что длина 161 наконечника форсунки 153 может находиться в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, длину наконечника 161 от по меньшей мере примерно 0,1 мм до не более примерно 10 мм, например, от по меньшей мере примерно 0,1 мм до не более примерно 5 мм или даже от по меньшей мере примерно 0,2 мм до не более примерно 4 мм.
В соответствии с одним из вариантов реализации, значение аспектного соотношения форсунки 153 (ширина/длина наконечника) может быть регулируемым для облегчения улучшенного нанесения и получения элементов основной части формованных абразивных частиц. Например, форсунка 153 может иметь значение аспектного соотношения форсунки (ширина/длина наконечника) не более примерно 0,8, например, не более примерно 0,6, не более примерно 0,5 или даже не более примерно 0,4. В другом и неограничивающем варианте реализации форсунка 153 может иметь значение аспектного соотношения форсунки по меньшей мере примерно 0,001, например, по меньшей мере примерно 0,005 или даже по меньшей мере 0,008. Следует понимать, что форсунка 153 может иметь значение аспектного соотношения форсунки в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 0,001 до не более примерно 0,8, например, от по меньшей мере примерно 0,005 до не более примерно 0,5 или даже от по меньшей мере примерно 0,008 до не более примерно 0,4. Также следует понимать, что вторая головка нанесения (т.е. вторая форсунка 144), которая относится ко второму узлу 143 нанесения, может иметь одну или более характеристик, описанных в отношении первого узла 151 нанесения.
В соответствии с одним из вариантов реализации, процесс получения может включать регулирование давления нанесения для облегчения подходящего нанесения первого печатного материала и облегчения получения основной части, имеющей подходящие характеристики для применения в качестве формованной абразивной частицы. Например, в по меньшей мере одном варианте реализации давление нанесения может быть не более примерно 5 МПа, например, не более примерно 4,5 МПа, не более примерно 4 МПа, не более примерно 3,5 МПа, не более примерно 3 МПа, не более примерно 2,5 МПа, не более примерно 2 МПа, не более примерно 1,8 МПа, не более примерно 1,5 МПа, не более примерно 1,3 МПа, не более примерно 1 МПа, не более примерно 0,9 МПа, не более примерно 0,8 МПа или даже не более примерно 0,7 МПа. Кроме того, в по меньшей мере одном неограничивающем варианте реализации давление нанесения может составлять по меньшей мере примерно 0,005 МПа, например, по меньшей мере примерно 0,01 МПа, по меньшей мере примерно 0,05 МПа, по меньшей мере примерно 0,08 МПа или даже по меньшей мере примерно 0,1 МПа. Следует понимать, что давление нанесения может находиться в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, давление нанесения от по меньшей мере примерно 0,05 МПа до не более примерно 5 МПа, например, от по меньшей мере примерно 0,01 МПа до не более примерно 2 МПа или даже от по меньшей мере примерно 0,05 МПа до не более примерно 1,5 МПа.
В некоторых случаях процесс получения основной части может включать регулирование соотношения ширины 162 форсунки и давления нанесения для определения первого фактора формования (ширина/давление нанесения), имеющего значения по меньшей мере примерно 0,2 мкм/МПа, например, по меньшей мере примерно 1 мкм/МПа, по меньшей мере примерно 2 мкм/МПа, по меньшей мере примерно 4 мкм/МПа, по меньшей мере примерно 6 мкм/МПа, по меньшей мере примерно 8 мкм/МПа, по меньшей мере примерно 10 мкм/МПа, по меньшей мере примерно 12 мкм/МПа, по меньшей мере примерно 14 мкм/МПа или даже по меньшей мере примерно 16 мкм/МПа. Кроме того, в по меньшей мере одном неограничивающем варианте реализации первый фактор формования может иметь значение не более примерно 1x105 мкм/МПа, например, не более примерно 1x104 мкм/МПа, не более примерно 8000 мкм/МПа, не более примерно 6000 мкм/МПа, не более примерно 5000 мкм/МПа, не более примерно 4000 мкм/МПа, не более примерно 3000 мкм/МПа, не более примерно 2000 мкм/МПа, не более примерно 1000 мкм/МПа, не более примерно 500 мкм/МПа, не более примерно 200 мкм/МПа или даже не более примерно 100 мкм/МПа. Следует понимать, что первый фактор формования может находиться в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 0,2 мкм/МПа до не более примерно 1x105 мкм/МПа, например, от по меньшей мере примерно 1 мкм/МПа до не более примерно 6000 мкм/МПа или даже от по меньшей мере примерно 2 мкм/МПа до не более примерно 1000 мкм/МПа.
В другом варианте реализации процесс получения основной части может включать регулирование скорости нанесения, которая определяет скорость движения форсунки. Подходящее регулирование скорости нанесения может облегчать подходящее получение элементов формованных абразивных частиц в соответствии с вариантами реализации настоящего изобретения. Например, процесс получения может включать движение форсунки с определенной скоростью нанесения, такой как по меньшей мере примерно 0,01 мм/с, по меньшей мере примерно 0,05 мм/с, по меньшей мере примерно 0,08 мм/с, по меньшей мере примерно 0,1 мм/с, по меньшей мере примерно 0,3 мм/с, по меньшей мере примерно 0,5 мм/с, по меньшей мере примерно 0,8 мм/с, по меньшей мере примерно 1 мм/с, по меньшей мере примерно 1,5 мм/с, по меньшей мере примерно 2 мм/с, по меньшей мере примерно 2,5 мм/с, по меньшей мере примерно 3 мм/с. Кроме того, в другом неограничивающем варианте реализации процесс получения может включать движение форсунки со скоростью нанесения не более примерно 50 мм/с, такой как не более примерно 30 мм/с или даже не более примерно 20 мм/с. Следует понимать, что процесс получения может включать скорость нанесения в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, скорость нанесения от по меньшей мере примерно 0,01 мм/с до не более примерно 50 мм/с, например, от по меньшей мере примерно 0,1 мм/с до не более примерно 30 мм/с или даже от по меньшей мере примерно 1 мм/с до не более примерно 20 мм/с.
В соответствии с конкретным вариантом реализации, процесс получения может включать регулирование объема нанесения одного или более печатных материалов для получения определенных частей основной части формованной абразивной частицы. Например, процесс получения может включать регулирование объема нанесения посредством изменения объема нанесения печатного материала, в зависимости от формируемой части основной части. В по меньшей мере одном варианте реализации процесс получения может включать нанесение меньшего объема материала в области, определяющей угол основной части, по сравнению с объемом материала, наносимого в области, определяющей главную поверхность основной части. Такие технологии нанесения могут быть особенно подходящими при получении острых кромок или углов, которые могут быть особенно подходящими для формованных абразивных частиц согласно вариантам реализации настоящего изобретения.
Процесс нанесения с регулированием объема может включать регулирование объема нанесения посредством регулирования по меньшей мере одного из давления нанесения и скорости нанесения из форсунки. В частности, процесс регулирования объема нанесения может включать регулирование ширины, длины и высоты части (например, первой части 141) основной части, сформированной в первое время. Кроме того, регулирование объема нанесения может дополнительно включать регулирование ширины форсунки нанесения, используемой для получения определенной части. Например, может быть использована форсунка меньшей ширины для нанесения печатного материала в определенные части основной части (например, углы или кромки), тогда как для нанесения печатного материала в другие части, такие как главные поверхности или внутренние части основной части, может быть использована форсунка большей ширины.
В другом случае процесс получения может включать регулирование соотношения между скоростью нанесения и участком нанесения. В одном из вариантов реализации регулирование соотношения между скоростью нанесения и участком нанесения может включать изменение скорости нанесения в зависимости от участка нанесения. Более конкретно, регулирование соотношения между скоростью нанесения и участком нанесения может включать изменение скорости нанесения для изменения размера элементов основной части. Например, в одном из вариантов реализации регулирование соотношения между скоростью нанесения и участком нанесения может включать снижение скорости нанесения в том участке нанесения, которое относится к углу или кромке основной части формованной абразивной частицы, относительно скорости нанесения, которая относится к участку нанесения у главной поверхности или во внутренней части основной части.
В другом варианте реализации процесс получения может включать регулирование соотношения между давлением нанесения и участком нанесения. В по меньшей мере одном варианте реализации процесс регулирования соотношения между давлением нанесения и участком нанесения может включать изменение давления нанесения в зависимости от участком нанесения. В другом варианте реализации процесс регулирования соотношения между давлением нанесения и участком нанесения может включать изменение давления нанесения в зависимости от давления нанесения с обеспечением изменения элементов основной части. В частности, в некоторых случаях процесс регулирования соотношения между давлением нанесения и участком нанесения может включать снижение давления нанесения в том участке нанесения, которое относится к углу или кромке основной части формованной абразивной частицы, относительно давления нанесения, которое относится к участку нанесения у главной поверхности или во внутренней части основной части.
В другом варианте реализации процесс получения основной части может включать регулирование запаздывания предварительного движения между первоначальным нанесением печатного материала из узла нанесения и движением узла нанесения, включая, например, движение форсунки, из которой может быть нанесен печатный материал. Например, запаздывание предварительного движения может способствовать подходящему получению элементов формованной абразивной частицы, включая элементы, в которых могут быть использован определенный порядок нанесения, такой как процесс заполнения снаружи внутрь и изнутри наружу. Запаздывание между началом процесса нанесения и движением узла нанесения может облегчать получение частицы. По меньшей мере в одном варианте реализации способ получения основной части может включать использование запаздывания предварительного движения более примерно 0 секунд, например, по меньшей мере примерно 0,1 секунды или даже по меньшей мере примерно 0,5 секунды. В другом варианте реализации запаздывание предварительного движения может быть не более примерно 10 секунд, например, не более примерно 8 секунд, не более примерно 6 секунд или даже не более примерно 4 секунд. Следует понимать, что запаздывание предварительного движения может находиться в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 0,1 секунды до не более примерно 10 секунд, от по меньшей мере примерно 0,5 секунды до не более примерно 6 секунд.
В по меньшей мере одном варианте реализации способ получения основной части может включать регулирование расстояния отключения, которое определяет расстояние, которое проходит узел нанесения от момента прекращения приложения давления к печатному материалу до момента прекращения нанесения печатного материала из узла нанесения. Регулирование расстояния отключения может облегчать получение элементов формованных абразивных частиц согласно вариантам реализации настоящего изобретения. Расстояние отключения может быть меньше, чем подающий зазор. В других случаях расстояние отключения может быть больше, чем подающий зазор. В соответствии с другим вариантом реализации, расстояние отключения может быть по существу таким же, как подающий зазор, так что размер подающего зазора и величина расстояния отключения отличаются друг от друга не более чем на 5%. В некоторых случаях расстояние отключения может составлять не более примерно 2 мм, не более примерно 1 мм, не более примерно 0,5 мм, не более примерно 0,2 мм или даже не более примерно 0,1 мм. В по меньшей мере одном неограничивающем варианте реализации расстояние отключения может составлять по меньшей мере примерно 0,0001 мм. Следует понимать, что расстояние отключения может находиться в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 0,001 мм до не более примерно 1 мм, от по меньшей мере примерно 0,001 мм до не более примерно 0,2 мм.
Способ получения основной части формованной абразивной частицы может дополнительно включать регулирование подающего зазора 163. Подающий зазор 163 может определять расстояние между концом форсунки 153 и целевым объектом 125, который может представлять собой поверхность подложки или поверхностью другой части, на которую должен быть нанесен печатный материал. Было отмечено, что регулирование подающего зазора 163 может способствовать подходящему получению формованной абразивной частицы. В соответствии с одним из вариантов реализации, подающий зазор 163 может иметь определенную взаимосвязь относительно ширины 162 форсунки 153. Например, подающий зазор 163 может быть не более примерно 10W, где «W» представляет собой ширину 162 форсунки 153. В другом варианте реализации подающий зазор 163 может быть не более примерно 9W, например, не более примерно 8W, не более примерно 7W, не более примерно 6W, не более примерно 5W, не более примерно 4W, не более примерно 3W, не более примерно 2W или даже не более примерно 1W. Кроме того, в другом варианте реализации подающий зазор 163 может составлять по меньшей мере примерно 0,001W, например, по меньшей мере примерно 0,005W, по меньшей мере примерно 0,01W или даже по меньшей мере примерно 0,1W. Следует понимать, что подающий зазор 163 может иметь значение в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 0,001W до не более примерно 10W, от по меньшей мере примерно 0,05W до не более примерно 5W или даже от по меньшей мере примерно 0,01W до не более примерно 2W. Следует понимать, что второй узел 143 нанесения и форсунка 144 могут быть отрегулированы так, что подающий зазор, который относится к применению форсунки 144, может иметь такие же характеристики, как описано выше.
В соответствии с другим вариантом реализации, подающий зазор 163 может иметь определенную взаимосвязь относительно толщины «t», где t представляет собой среднюю толщину той части основной части, которая получена из печатного материала с применением указанной форсунки. Например, подающий зазор 163, который относится к форсунке 153, может быть отрегулирован относительно средней толщины «t» второй части 142, полученной форсункой 153. В соответствии с одним из вариантов реализации, подающий зазор 163 может быть не более примерно 10t, например, не более примерно 9t, не более примерно 8t, не более примерно 7t, не более примерно 6t, не более примерно 5t, не более примерно 4t, не более примерно 3t, не более примерно 2t или даже не более примерно 1t. В другом и неограничивающем варианте реализации подающий зазор 163 может составлять по меньшей мере 0,001t, например, по меньшей мере примерно 0,05t или даже по меньшей мере примерно 0,01t. Следует понимать, что подающий зазор 163 может иметь значение в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 0,001t до не более примерно 10t, например, от по меньшей мере примерно 0,05t до не более примерно 5t или даже от по меньшей мере примерно 0,01t до не более примерно 2t.
В по меньшей мере одном варианте реализации способ получения основной части может включать регулирование подающего зазора 163 посредством изменения подающего зазора 163, так что первый печатный материал 122 приводят в контакт с целевым объектом на подходящем расстоянии после выхода из конца форсунки 153. Например, первый печатный материал может быть приведен в контакт с целевым объектом 125. В конкретных случаях регулирование подающего зазора 163 может включать регулирование высоты конца форсунки 153 выше целевого объекта 125, так что печатный материал может быть приведен в контакт с целевым объектом после выхода из форсунки 153 без образования свободной капли в пространстве между концом форсунки 153 и целевым объектом 125. Отмечено, что для некоторых типов печатного материала, включая материал, подходящий для получения формованной абразивной частицы, процесс нанесения должен быть проведен так, чтобы избегать образования свободных капель, и при нанесении поддерживают связь между целевым объектом 125 и концом форсунки 153 через первый печатный материал 122.
Кроме того, подходящее получение основной части формованной абразивной частицы может включать регулирование подающего зазора посредством изменения расстояния в направлении Z между концом форсунки 153 и целевым объектом 125 на основании по меньшей мере одного параметра из группы, включающей длину 161 наконечника форсунки, ширину 162 форсунки, давление нанесения, скорость нанесения, объем нанесения, участок нанесения, схему заполнения печатного материала, динамический предел текучести печатного материала, статический предел текучести печатного материала, соотношение предела текучести печатного материала, вязкость печатного материала и их комбинации. В соответствии с одним из вариантов реализации способ получения основной части может включать регулирование подающего зазора 163 посредством изменения подающего зазора на основании давления нанесения. В других случаях способ получения основной части может включать регулирование подающего зазора 163 посредством изменения подающего зазора 163 на основании участка нанесения. В других вариантах реализации способ получения может включать изменение подающего зазора 163 в зависимости от участка нанесения и, более конкретно, на основании четкости элемента, требуемого в конкретном участке нанесения. Например, если материал необходимо нанести на участке, представляющем собой угол или кромку основной части формованной абразивной частицы, то подающий зазор 163 может быть отрегулирован и может отличаться от подающего зазора 163, используемого для получения главной поверхности или внутренней части основной части формованной абразивной частицы. Кроме того, процесс регулирования подающего зазора 163 может включать изменение подающего зазора 163 для регулирования объема материала, наносимого на участке нанесения, который может подходить для получения некоторых элементов основной части, включая, например, угол, кромку, главную поверхность или внутреннюю часть основной части.
В соответствии с одним из вариантов реализации, способ получения основной части формованной абразивной частицы с применением способа послойного синтеза может включать регулирование порядка заполнения, который определяет порядок получения частей основной части. Порядок заполнения и конкретный процесс, связанный с порядком заполнения, может быть выбран для получения подходящей формованной абразивной частицы и может способствовать улучшению характеристик формованной абразивной частицы и связанных абразивов, содержащих формованную абразивную частицу. Как указано в вариантах реализации настоящего изобретения, первая часть 141 может быть получена в двухмерной или трехмерной форме в зависимости от требуемой формы первой части 141 и конечной формы формованной абразивной частицы. Любая часть формованной абразивной частицы (например, первая часть 141) может быть получена в конкретном порядке, определенном порядком заполнения. Порядок заполнения может определять процесс нанесения, включая, но не ограничиваясь ими, процесс заполнения снаружи внутрь, процесс заполнения изнутри наружу, процесс заполнения с одной стороны к другой стороне, процесс заполнения снизу вверх и их комбинации.
Например, обращаясь к фиг. 1C, представлен вид сверху вниз порядка заполнения для получения части формованной абразивной частицы в соответствии с одним из вариантов реализации. Показано, что первая часть 181 может быть в форме слоя, и может быть получена посредством начала нанесения печатного материала в положении 182. Узел нанесения и процесс нанесения печатного материала может проходить по пути 187 в направлении 184 от положения 182 к положению 183, где процесс нанесения прекращают, и происходит завершение первой части 181. Такой порядок заполнения может представлять собой процесс заполнения снаружи внутрь. Процесс заполнения снаружи внутрь может быть описан как процесс, в котором изначально формуют по меньшей мере часть внешнего периметра 185 первой части 181, а затем формуют внутреннюю часть 186.
В другом варианте реализации может быть использован процесс изнутри снаружи, который может включать процесс нанесения печатного материала для первоначального получения внутренней области указанной части с последующим получением периферических областей указанной части. Например, снова обращаясь к фиг. 1C, порядок заполнения с применением процесса заполнения изнутри наружу может быть осуществлен в противоположном направлении относительно процесса заполнения снаружи внутрь. Процесс заполнения изнутри наружу может быть начат с нанесения в положении 183 и проходить по пути 187 в направлении, противоположном направлению 184, к положению 183, где процесс нанесения может быть остановлен с образованием первой части 181. В таком варианте реализации внутреннюю часть 186 первой части 181 формуют первой, а внешний периметр 185 первой части 181 формуют после и вокруг внутренней части 186.
Обращаясь к фиг. 1D, изображен процесс заполнения с одной стороны к другой стороне в соответствии с одним из вариантов реализации. В процессе заполнения с одной стороны к другой стороне узел нанесения может обеспечивать начало нанесения печатного материала в положении 187 и двигаться продольно назад и вперед, обеспечивая нанесение печатного материала и останавливаясь в положении 188 с образованием первой части.
На фиг. 1D также представлен один из вариантов реализации процесса заполнения снизу вверх в соответствии с другим вариантом реализации. Следует понимать, что для процесса заполнения снизу вверх печатный материал может быть нанесен в порядке, который основан на получении одного или более лежащих друг на друге слоев. Например, в процессе заполнения снизу вверх узел нанесения может обеспечивать начало нанесения печатного материала в положении 187 и двигаться назад и вперед, выстраивая структуру поверх самой себя в вертикальном направлении, и завершать процесс нанесения в положении 188.
Процесс получения основной части может включать регулирование порядка заполнения, так что первая часть основной части, полученная в первое время, может быть получена с использованием первого порядка заполнения, а вторая часть основной части, полученная во второе время, которое отлично от первого времени, может быть получена с использованием второго порядка заполнения, который отличен от первого порядка заполнения. Например, в одном конкретном варианте реализации порядок заполнения, используемый для получения основной части, может включать получение первой части посредством процесса заполнения снаружи внутрь, а вторая часть – посредством процесса заполнения изнутри наружу. Более конкретно, снова обращаясь к фиг. 1C, первая часть 181 в форме первого слоя может быть получена посредством процесса получения снаружи внутрь, а затем поверх первой части 181 может быть получена вторая часть. Вторая часть может быть в форме слоя, лежащего поверх первой части 181, а вторая часть может быть получена посредством процесса заполнения изнутри наружу, при этом нанесение может быть начато в положении непосредственно над положением 183 и закончено в положении непосредственно над положением 182.
В соответствии с конкретным вариантом реализации, печатный материал, который может содержать смесь, может иметь определенный динамический предел текучести (σd), который может способствовать подходящему получению основной части формованной абразивной частицы. Например, печатный материал может иметь динамический предел текучести (σd) по меньшей мере примерно 100 Па, по меньшей мере примерно 120 Па, по меньшей мере примерно 140 Па, по меньшей мере примерно 160 Па, по меньшей мере примерно 180 Па, по меньшей мере примерно 200 Па. В другом неограничивающем варианте реализации печатный материал может иметь динамический предел текучести (σd) не более примерно 1500 Па, не более примерно 1300 Па, не более примерно 1200 Па, не более примерно 1100 Па, не более примерно 1000 Па. Следует понимать, что печатный материал может иметь динамический предел текучести (σd) в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 100 Па до не более примерно 1500 Па, от по меньшей мере 160 Па до не более примерно 1200 Па или даже от по меньшей мере примерно 200 Па до не более примерно 1200 Па.
Способ получения основной части может включать регулирование по меньшей мере одного технологического параметра, такого как подающий зазор, длина наконечника форсунки, ширина форсунки, давление нанесения, скорость нанесения, объем нанесения, положение нанесения и порядок заполнения печатного материала на основании динамического предела текучести (σd) печатного материала. Следует понимать, что способ может включать регулирование комбинации вышеуказанных технологических параметров на основании динамического предела текучести. Регулирование одного или более технологических параметров на основании динамического предела текучести может способствовать улучшенному получению формованной абразивной частицы.
В другом варианте реализации печатный материал, который может содержать смесь, может определенный статический предел текучести (σs), который может способствовать подходящему получению основной части формованной абразивной частицы. Например, печатный материал может иметь статический предел текучести (σs) по меньшей мере примерно 180 Па, например, по меньшей мере 200 Па, по меньшей мере примерно 250 Па, по меньшей мере примерно 300 Па, по меньшей мере примерно 350 Па, по меньшей мере примерно 400 Па, по меньшей мере примерно 450 Па, по меньшей мере примерно 500 Па, по меньшей мере примерно 550 Па, по меньшей мере примерно 600 Па. В другом неограничивающем варианте реализации статический предел текучести (σs) может составлять не более примерно 20000 Па, например, не более примерно 18000 Па, не более примерно 15000 Па, не более примерно 5000 Па, не более примерно 1000 Па. Следует понимать, что печатный материал может иметь статический предел текучести (σs) в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, от по меньшей мере примерно 180 Па до не более примерно 20000 Па, от по меньшей мере примерно 400 Па до не более примерно 18000 Па или даже от по меньшей мере примерно 500 Па до не более примерно 5000 Па.
Способ получения основной части может включать регулирование по меньшей мере одного технологического параметра, такого как подающий зазор, длина наконечника форсунки, ширина форсунки, давление нанесения, скорость нанесения, объем нанесения, положение нанесения и порядок заполнения печатного материала на основании статического предела текучести (σs) печатного материала. Следует понимать, что способ может включать регулирование комбинации вышеуказанных технологических параметров на основании статического предела текучести. Регулирование одного или более технологических параметров на основании статического предела текучести может способствовать улучшенному получению формованной абразивной частицы.
В некоторых случаях способ получения основной части формованной абразивной частицы может включать получение печатного материала, имеющего определенное соотношение между статическим пределом текучести (σs) и динамическим пределом текучести (σd). В одном из вариантов реализации печатный материал может быть получен так, что статический предел текучести отличается от динамического предела текучести. Более конкретно, печатный материал может быть получен так, что он представляет собой псевдопластичный печатный материал, выполненный с возможностью подходящей экструзии из форсунки и все еще обладающий регулируемой размерной стабильностью во избежание существенного движения (например, сползания) при нанесении на целевой объект.
В одном из вариантов реализации изобретения печатный материал, который может содержать смесь, может иметь статический предел текучести выше, чем динамический предел текучести, что может способствовать получению формованной абразивной частицы. Более конкретно, печатный материал может быть получен так, что он имеет определенное отношение предела текучести (σd/σs), например, не более примерно 1, не более примерно 0,99, не более примерно 0,97, не более примерно 0,95, не более примерно 0,9, не более примерно 0,85, не более примерно 0,8, не более примерно 0,75, не более примерно 0,7, не более примерно 0,65, не более примерно 0,6, не более примерно 0,55 или даже не более примерно 0,5. Кроме того, в одном из неограничивающих вариантов реализации отношение предела текучести (σd/σs) может составлять по меньшей мере примерно 0,01, например, по меньшей мере примерно 0,05, по меньшей мере примерно 0,08, по меньшей мере примерно 0,1, по меньшей мере примерно 0,15, по меньшей мере примерно 0,2, по меньшей мере примерно 0,25, по меньшей мере примерно 0,3, по меньшей мере примерно 0,35, по меньшей мере примерно 0,4 или даже по меньшей мере примерно 0,45, или даже по меньшей мере примерно 0,5. Следует понимать, что печатный материал может иметь отношение предела текучести в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, отношение предела текучести не более примерно одного и по меньшей мере примерно 0,01, например, не более примерно 0,97 и по меньшей мере примерно 0,1 или даже не более примерно 0,8 и по меньшей мере примерно 0,2.
Способ получения основной части может включать регулирование по меньшей мере одного технологического параметра, такого как подающий зазор, длина наконечника форсунки, ширина форсунки, давление нанесения, скорость нанесения, объем нанесения, положение нанесения и порядок заполнения печатного материала на основании отношения предела текучести (σd/σs) печатного материала. Следует понимать, что способ может включать регулирование комбинации вышеуказанных технологических параметров на основании отношения предела текучести (σd/σs). Регулирование одного или более технологических параметров на основании отношения предела текучести (σd/σs) может способствовать улучшенному получению формованной абразивной частицы.
В другом варианте реализации печатный материал может быть получен так, что он имеет определенную вязкость для облегчения получения основной части формованной абразивной частицы, имеющей характеристики согласно вариантам реализации настоящего изобретения. Например, печатный может иметь вязкость по меньшей мере примерно 4x103 Па·с, например, по меньшей мере примерно 5x103 Па·с, по меньшей мере примерно 6x103 Па·с, по меньшей мере примерно 7x103 Па·с, по меньшей мере примерно 7,5x103 Па·с. В другом неограничивающем варианте реализации печатный материал может иметь вязкость не более примерно 20x103 Па·с, например, не более примерно 18x103 Па·с, не более примерно 15x103 Па·с или даже не более примерно 12x103 Па·с. Кроме того, следует понимать, что печатный материал может иметь вязкость в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, но не ограничиваясь ими, от по меньшей мере примерно 4x103 Па·с до не более примерно 20x103 Па·с, например, от по меньшей мере примерно 5x103 Па·с до не более примерно 18x103 Па·с, от по меньшей мере примерно 6x103 Па·с до не более примерно 15x103 Па·с. Для тех печатных материалов, которые являются псевдопластичными или иными неньютоновскими материалами, представленные выше значения вязкости могут представлять собой кажущуюся вязкость. Вязкость может быть измерена посредством постепенного уменьшения скорости сдвига от 100 с-1 до 2 с-1 без предварительного сдвига печатного материала с применением реометра с плоскопараллельным зазором.
Способ получения основной части может включать регулирование по меньшей мере одного технологического параметра, такого как подающий зазор, длина наконечника форсунки, ширина форсунки, давление нанесения, скорость нанесения, объем нанесения, положение нанесения и порядок заполнения печатного материала на основании вязкости печатного материала. Следует понимать, что способ может включать регулирование комбинации вышеуказанных технологических параметров на основании вязкости. Регулирование одного или более технологических параметров на основании вязкости может способствовать улучшенному получению формованной абразивной частицы.
Следует понимать, что любой из способов получения, описанных в настоящем документе, может быть скомбинирован с другими способами, включая обычные процессы печати, нанесения распылением, осаждения, отливки, формования и т.п. В некоторых случаях способ послойного синтеза может быть использован для получения преформы основной части формованной абразивной частицы. Преформа может представлять собой каркас основной части, такой как внешняя часть или внутренняя часть, которую получают первой, а затем обрабатывают в одном или более последующих процессах с получением формованной абразивной частицы. Например, в по меньшей мере одном варианте реализации способ послойного синтеза может быть использован для получения внешней части основной части, такой как периферийные стенки основной части. После получения внешней части может быть использована последующая операция для получения внутренней части основной части, включая, например, отдельный процесс получения (например, процесс заполнения) с применением такого же материала, который был использован для способа послойного синтеза при получении внешней части, или другого материала. Один из подходящих процессов получения для формования внутренней части может включать процесс нанесения распылением или процесс печатания. Двухстадийный процесс получения различных частей основной части может способствовать более эффективной обработке в сравнении с процессом, основанным только на способе послойного синтеза для получения целой основной части формованной абразивной частицы. Следует понимать, что приведенный выше пример не является ограничивающим, и могут быть использованы другие двухстадийные процессы, включающие способ послойного синтеза. Подразумевается, что внутренняя часть основной части может быть получена с применением способа послойного синтеза, а получение внешней части основной части может быть проведено с применением другого процесса, отличного от способа послойного синтеза.
Формованная абразивная частица, полученная способом послойного синтеза, описанного в настоящем документе, может содержать множество других подходящих размеров и элементов. В одном из вариантов реализации основная часть формованной абразивной частицы содержит первую главную поверхность, вторую главную поверхность и по меньшей мере одну боковую поверхность, расположенную между первой главной поверхностью и второй главной поверхностью.
Основные части формованных абразивных частиц могут иметь процентное содержание заусениц, которое может способствовать улучшению характеристик. Следует отметить, что заусеница определяет площадь основной части, наблюдаемой с одной стороны, где заусеница направлена от одной боковой поверхности основной части 301 в прямоугольниках 302 и 303, как показано на фиг. 3. Заусеница может представлять собой суженные области возле верхней поверхности 303 и нижней поверхности 304 основной части 301. Заусеница может быть измерена как процент площади основной части 301 вдоль боковой поверхности, содержащейся в прямоугольнике, расположенном между самой внутренней точкой боковой поверхности (например, 321) и самой внешней точкой (например, 322) на боковой поверхности основной части 301. В одном конкретном случае основная часть 301 может иметь определенное содержание заусениц, которое может представлять собой процент площади основной части 301, содержащейся в прямоугольниках 302 и 303, относительно общей площади основной части 301, содержащейся в прямоугольниках 302, 303 и 304. Заусеница может представлять собой суженные области возле первой и второй главной поверхностей основной части. Заусеницы могут быть измерены как процент площади основной части вдоль боковой поверхности, содержащейся в прямоугольнике, расположенном между самой внутренней точкой боковой поверхности и самой внешней точкой боковой поверхности основной части.
В одном конкретном случае основная часть может иметь определенное содержание заусениц, которое может представлять собой процент площади основной части в суженных областях относительно общей площади основной части. В соответствии с одним из вариантов реализации процентное содержание заусениц (f) основной части может составлять по меньшей мере примерно 1%. В другом варианте реализации процентное содержание заусениц может быть больше, например, по меньшей мере примерно 2%, по меньшей мере примерно 3%, по меньшей мере примерно 5%, по меньшей мере примерно 8%, по меньшей мере примерно 10%, по меньшей мере примерно 12%, например, по меньшей мере примерно 15%, по меньшей мере примерно 18% или даже по меньшей мере примерно 20%. Кроме того, в неограничивающем варианте реализации процентное содержание заусениц основной части 301 может быть регулируемым и может быть не более примерно 45%, например, не более примерно 40%, не более примерно 35%, не более примерно 30%, не более примерно 25%, не более примерно 20%, не более примерно 18%, не более примерно 15%, не более примерно 12%, не более примерно 10%, не более примерно 8%, не более примерно 6% или даже не более примерно 4%. В конкретном варианте реализации основная часть может по существу не содержать заусениц. Следует понимать, что процентное содержание заусениц основной части может находиться в диапазоне между любыми минимальными и максимальными процентными значениями, указанными выше. Кроме того, следует понимать, что представленные выше процентные содержания заусениц могут быть репрезентативным для среднего процентного содержания заусениц или медианного процентного содержания заусениц для выборки формованных абразивных частиц.
Формованные абразивные частицы согласно вариантам реализации настоящего изобретения могут быть получены так, что основная часть содержит кристаллический материал и, более конкретно, поликристаллический материал. Следует отметить, что поликристаллический материал может содержать зерна. В одном из вариантов реализации основная часть может по существу не содержать органического материала, включая, например, связующее вещество. Более конкретно, основная часть может состоять по существу из поликристаллического материала.
В одном аспекте основная часть формованной абразивной частицы может представлять собой агломерат, содержащий множество частиц, песчинок и/или зерен, связанных друг с другом с образованием основной части. Подходящие зерна могут содержать нитриды, оксиды, карбиды, бориды, оксинитриды, оксибориды, алмаз и их комбинации. В конкретных случаях зерна могут содержать оксидное соединение или комплекс, такой как оксид алюминия, оксид циркония, оксид титана, оксид иттрия, оксид хрома, оксид стронция, оксид кремния и их комбинации. В одном конкретном случае керамическое изделие получают так, что зерна, образующие основную часть, содержат оксид алюминия и, более конкретно, могут состоять по существу из оксида алюминия. В другом случае основная часть керамического изделия может состоять по существу из оксида алюминия. Кроме того, в конкретных случаях основная часть формованной абразивной частицы может быть получена из золя-геля с затравкой.
В одном из вариантов реализации основная часть может содержать поликристаллический материал. Зерна (например, кристаллиты), содержащиеся в основной части, могут иметь средний размер зерна, который, в общем случае, составляет не более примерно 100 мкм. В других вариантах реализации средний размер зерна может быть меньше, например, не более примерно 80 мкм, не более примерно 50 мкм, не более примерно 30 мкм, не более примерно 20 мкм, не более примерно 10 мкм или даже не более примерно 1 мкм. Кроме того, средний размер зерен, содержащихся в основной части, может составлять по меньшей мере примерно 0,01 мкм, например, по меньшей мере примерно 0,05 мкм, например, по меньшей мере примерно 0,08 мкм, по меньшей мере примерно 0,1 мкм или даже по меньшей мере примерно 0,5 мкм. Следует понимать, что зерна могут иметь средний размер зерна в диапазоне между любыми минимальными и максимальными значениями, указанными выше.
В соответствии с некоторыми вариантами реализации, формованная абразивная частица может представлять собой композиционное изделие, содержащее по меньшей мере два разных типа зерен в основной части. Следует понимать, что различные типы зерен представляют собой зерна, имеющие разный состав относительно друг друга. Например, основная часть может быть получена так, что она содержит по меньшей мере два различных типа зерен, где два различных типа зерен могут представлять собой нитриды, оксиды, карбиды, бориды, оксинитриды, оксибориды, алмаз и их комбинации.
В некоторых вариантах реализации изобретения основная часть керамического изделия может содержать различные подходящие добавки. Например, добавка может содержать оксид. В конкретном варианте реализации добавка может содержать металлический элемент, такой как редкоземельный элемент. В другом конкретном варианте реализации добавка может содержать легирующий материал. Например, легирующий материал может содержать элемент или соединение, выбранное из группы, состоящей из щелочного элемента, щелочноземельного элемента, редкоземельного элемента, элемента переходного металла и их комбинации. В другом варианте реализации легирующий материал может содержать элемент, выбранный из группы, состоящей из гафния, циркония, ниобия, тантала, молибдена, ванадия, лития, натрия, калия, магния, кальция, стронция, бария, скандия, иттрия, лантана, цезия, празеодима, хрома, кобальта, железа, германия, марганца, никеля, титана, цинка и их комбинации.
В соответствии с конкретным вариантом реализации, процесс получения может включать получение предшественника формованных абразивных частиц. Предшественник формованных абразивных частиц может быть подвергнут дополнительной обработке с получением формованных абразивных частиц. Такая дальнейшая обработка может включать, но не обязательно ограничивается ими, высушивание, нагревание, выделение, испарение, спекание, легирование, сушку, отверждение, химическое взаимодействие, облучение, смешивание, перемешивание, встряхивание, прокаливание, измельчение, просеивание, классификацию, формование и их комбинации.
Высушивание может включать удаление определенной составной части материала, включая летучие вещества, такие как вода. В соответствии с одним из вариантов реализации, процесс высушивания может быть проведен при температуре высушивания не более примерно 300°С, например, не более примерно 280°С или даже не более примерно 250°С. Кроме того, в одном из неограничивающих вариантов реализации процесс высушивания может быть проведен при температуре высушивания по меньшей мере примерно 50°С. Следует понимать, что температура высушивания может быть в диапазоне между любыми минимальными и максимальными температурами, указанными выше. Кроме того, процесс высушивания может быть проведен в течение определенного времени. Например, процесс высушивания может быть проведен в течение не более примерно шести часов.
Процесс получения предшественника формованной абразивной частицы в готовую формованную абразивную частицу может дополнительно включать процесс спекания. Спекание предшественника формованной абразивной частицы может быть использовано для уплотнения изделия, которое обычно находится в необожженном состоянии в виде предшественника формованной абразивной частицы. В конкретном случае процесс спекания может способствовать образованию высокотемпературной фазы керамического материала. Например, в одном из вариантов реализации предшественник формованной абразивной частицы может быть спечен с образованием высокотемпературной фазы материала, включая, например, альфа-оксид алюминия. В соответствии с одним конкретным вариантом реализации, формованная абразивная частица может представлять собой формованную абразивную частицу, имеющую по меньшей мере примерно 90 мас.% альфа-оксида алюминия от общей массы частицы. В более конкретном случае содержание альфа-оксида алюминия может быть больше, так что формованная абразивная частица может состоять по существу из альфа-оксида алюминия.
В соответствии с другим аспектом, также может быть реализован способ получения связанного абразивного изделия, содержащего формованные абразивные частицы, полученнной способом послойного синтеза. Например, способ получения связанного абразивного изделия может включать получение множества формованных абразивных частиц на подложке, где каждая формованная абразивная частица из множества формованных абразивных частиц имеет основную часть, полученную способом послойного синтеза. Следует понимать, что связанное абразивное изделие может включать склеенное абразивное изделие, абразивное изделие с покрытием и т.п. Дополнительно следует понимать, что подложка может содержать, например, основу.
В по меньшей мере одном варианте реализации процесс получения может быть проведен так, что формованные абразивные частицы формую непосредственно поверх подложки. Например, в соответствии с одним из вариантов реализации, на фиг. 2 представлена иллюстрация вида в перспективе связанного абразивного изделия, содержащего формованные абразивные частицы поверх подложки. Показано, что связанное абразивное изделие 200 может содержать первую формованную абразивную частицу 201 поверх подложки 204 и вторую формованную абразивную частицу 211 поверх подложки 204.
Следует понимать, что способ получения формованной абразивной частицы как части связанного абразивного изделия может включать любые процессы, описанные в других вариантах реализации настоящего изобретения. Например, в настоящем документе показано, что основная часть каждой формованной абразивной частицы 201 и 211 из множества формованных абразивных частиц может быть получена в соответствии с цифровой моделью. Дополнительно показано и описано в настоящем документе, что каждая формованная абразивная частица 201 и 211 может иметь основную часть, полученную из множества частей 203, которые могут быть отдельными друг от друга или могут быть подвержены дополнительной обработке (например, модификации) для соединения указанных частей друг с другом с образованием каждой из основных частей формованных абразивных частиц 201 и 211.
Как описано в вариантах реализации настоящего изобретения, способ послойного синтеза для получения основной части в соответствии с цифровой моделью может включать нанесение первого печатного материала в качестве первой части основной части каждой формованной абразивной частицы из множества формованных абразивных частиц, в первое время. Кроме того, процесс может включать нанесение второго печатного материала в качестве второй части основной части каждой формованной абразивной частицы из множества формованных абразивных частиц, во второе время, отличное от первого времени. В конкретном варианте реализации способ послойного синтеза может включать также предпочтительную модификацию одной из первой части и второй части для соединения первой части и второй части и получения субчасти основной части формованной абразивной частицы.
В соответствии с конкретным вариантом реализации, процесс получения может быть проведен непосредственно на по меньшей мере части связующего слоя 231, который может быть расположен на подложке. Связующий слой 231 может содержать материал, такой как неорганический материал, стекловидный материал, кристаллический материал, органический материал, смолистый материал, металлический материал, металлический сплав и их комбинации. Связующий слой может представлять собой непрерывный слой или материал, или может быть прерывистым слоем материала, имеющим дискретные связующие области, разделенные зазорами, в которых связующий материал по существу отсутствует. Способ получения может включать селективное получение формованных абразивных частиц в областях, соответствующих дискретным связующим областям, так что каждая дискретная связующая область имеет одну или более формованных абразивных частиц, содержащихся в ней.
В некоторых вариантах реализации процесса получения может быть обеспечено перемещение подложки 204 через зону формования. В зоне формования на подложке может быть получена по меньшей мере одна формованная абразивная частица из множества формованных абразивных частиц. В конкретных случаях перемещение подложки 204 может включать процесс поэтапного перемещения, в котором может быть обеспечено перемещение подложки 204 на определенное расстояние с остановкой для обеспечения возможности получения формованной абразивной частицы. После надлежащего получения формованной абразивной частицы на подложке 204 процесс поэтапного перемещения может быть снова продолжен посредством перемещения подложки 204 в требуемом направлении на известное расстояние и снова остановлен для облегчения получения другой формованной абразивной частицы во втором положении на подложке 204. В одном из вариантов реализации, показанном на фиг. 2, подложка 204 может быть перенесена в первое положение, определенное положением формованной абразивной частицы 211, где в первое время может быть получена формованная абразивная частица 211 способом послойного синтеза. После надлежащего получения формованной абразивной частицы 211 подложка 204 может быть перенесена в требуемом направлении в положение, определенное положением формованной абразивной частицы 201 на подложке 204. В этой точке подложка 204 может быть остановлена для обеспечения возможности получения формованной абразивной частицы 201 в положении, показанном на фиг. 2.
Таким образом, множество формованных абразивных частиц могут быть получено в предварительно определенных положениях на подложке 204. Следует отметить, что в некоторых случаях получение связанного абразивного изделия 200 может быть проведено так, что каждая формованная абразивная частица может быть нанесена на основу, и такое нанесение может быть проведено одновременно с получением основной части каждой формованной абразивной частицы.
Кроме того, следует понимать, что такой способ получения связанного абразивного изделия также может включать ориентацию каждой формованной абразивной частицы из множества формованных абразивных частиц относительно подложки. Указанная ориентация может способствовать контролируемой ориентации каждой формованной абразивной частицы относительно друг другу, а также относительно подложки 204. Например, процесс получения основной части формованной абразивной частицы может быть проведен одновременно с процессом ориентации формованной абразивной частицы относительно подложки 204.
В более конкретных случаях каждая формованная абразивная частица может быть получена таким образом, что она имеет контролируемую ориентацию в отношении вертикальной ориентации, угловой ориентации, плоской ориентации или боковой ориентации. В плоской ориентации нижняя поверхность формованной абразивной частицы может быть расположена вплотную к поверхности подложки 204 (например, основы), а верхняя поверхность формованной абразивной частицы может быть направлена противоположно подложке 204 и выполнена с возможностью осуществления первоначального сцепления с обрабатываемой деталью. Здесь следует отметить, что вертикальная ориентация может относиться к ориентации частиц, наблюдаемых в плоскости, перпендикулярной ленте, тогда как угловая ориентация относится к ориентации формованной абразивной частицы, наблюдаемой в плоскости, параллельной ленте.
Кратко ссылаясь на фиг. 4, изображено абразивное изделие с покрытием, содержащее формованные абразивные частицы в определенной ориентации относительно подложки. Например, абразивное изделие 400 с покрытием может содержать подложку 401 (т.е. основу) и по меньшей мере один адгезивный слой, расположенный на поверхности подложки 401. Адгезивный слой может содержать нижний слой 403 и/или верхний слой 404. Абразив 400 с покрытием может содержать абразивный дисперсный материал 410, который может содержать формованные абразивные частицы 405 согласно вариантам реализации настоящего изобретения и второй тип абразивного дисперсного материала 407 в качестве разбавляющих абразивных частиц, имеющих случайную форму, которые не обязательно могут представлять собой формованные абразивные частицы. Нижний слой 403 может быть расположен на поверхности подложки 401 и может окружать по меньшей мере часть формованных абразивных частиц 405 и абразивного дисперсного материала 407 второго типа. Верхнее покрытие 404 может быть расположено поверх и может быть связано с формованными абразивными частицами 405 и абразивным дисперсным материалом 407 второго типа и нижним слоем 403.
В соответствии с одним из вариантов реализации, формованные абразивные частицы 405 согласно настоящему описанию могут быть ориентированы в предварительно определенной ориентации относительно друг друга и подложки 401. Как показано на фиг. 4, формованные абразивные частицы 405 могут быть ориентированы в плоской ориентации относительно подложки 401. При плоской ориентации нижняя поверхность 414 формованных абразивных частиц может быть расположена вплотную к поверхности подложки 401 (т.е. основы), а верхняя поверхность 413 формованных абразивных частиц 405 может быть направлена противоположно подложке 401 и выполнена с возможностью осуществления первоначального сцепления с обрабатываемой деталью.
В соответствии с другим вариантом реализации, формованные абразивные частицы 505 могут быть нанесены на подложку 501 в предварительно определенной боковой ориентации, как показано на фиг. 5. В конкретных случаях большинство формованных абразивных частиц 505 из общего числа формованных абразивных частиц 505 на абразивном изделии 500 могут иметь предварительно определенную боковую ориентацию. При боковой ориентации нижняя поверхность 414 формованных абразивных частиц 505 может отстоять на некоторое расстояние и может быть расположена под углом относительно поверхности подложки 501. В конкретных случаях нижняя поверхность 414 может образовывать тупой угол (A) относительно поверхности подложки 501. Кроме того, верхняя поверхность 513 может отстоять на некоторое расстояние и может быть расположена под углом относительно поверхности подложки 501, который в конкретных случаях может определять, в общем случае, острый угол (B). При боковой ориентации боковая поверхность 416 формованной абразивной частицы может быть расположена вплотную к поверхности подложки 501 и, более конкретно, может быть приведена в непосредственный контакт с поверхностью подложки 501.
В соответствии с другим вариантом реализации, одна или более формованных абразивных частиц могут быть нанесены на подложку в предварительно определенной боковой ориентации. В конкретных случаях большинство формованных абразивных частиц из множества формованных абразивных частиц на абразивном изделии могут иметь предварительно определенную боковую ориентацию. При боковой ориентации нижняя поверхность формованных абразивных частиц может отстоять на некоторое расстояние и может быть расположена под углом относительно поверхности подложки 204. В конкретных случаях нижняя поверхность может образовывать тупой угол относительно поверхности подложки 204. Кроме того, верхняя поверхность формованной абразивной частицы может отстоять на некоторое расстояние и может быть расположена под углом относительно поверхности подложки 204, который в конкретных случаях может определять, в общем случае, острый угол. При боковой ориентации одна или более боковых поверхностей формованной абразивной частицы может быть расположена вплотную к поверхности подложки 204 и, более конкретно, может быть приведена в непосредственный контакт с поверхностью подложки 204.
Для некоторых связанных абразивных изделий согласно настоящему документу по меньшей мере примерно 55% совокупности формованных абразивных частиц на связанном абразивном изделии 200 могут быть ориентированы в боковой ориентации. Кроме того, указанный процент может быть выше, например, по меньшей мере примерно 60%, по меньшей мере примерно 65%, по меньшей мере примерно 70%, по меньшей мере примерно 75%, по меньшей мере примерно 77%, по меньшей мере примерно 80%, по меньшей мере примерно 81% или даже по меньшей мере примерно 82%. И для одного из неограничивающих вариантов реализации связанное абразивное изделие 200 может быть получено с применением формованных абразивных частиц, описанных в настоящем документе, при этом не более примерно 99% совокупности формованных абразивных частиц ориентированы в боковой ориентации.
Кроме того, абразивные изделия, полученные с формованными абразивными частицами, полученными способами послойного синтеза, описанными в настоящем документе, могут иметь разное содержание формованных абразивных частиц. Например, связанные абразивные изделия могут быть покрыты абразивными частицами, включая один слой формованных абразивных частиц в конфигурации открытого покрытия или в конфигурации закрытого покрытия. Например, множество формованных абразивных частиц могут образовывать абразивный продукт с открытым покрытием, имеющим плотность покрытия из формованных абразивных частиц не более примерно 70 частиц/см2. В других случаях плотность формованных абразивных частиц на квадратный сантиметр абразивного изделия с открытым покрытием может составлять не более примерно 65 частиц/см2, например, не более примерно 60 частиц/см2, не более примерно 55 частиц/см2 или даже не более примерно 50 частиц/см2. Кроме того, в одном из неограничивающих вариантов реализации плотность формованных абразивных частиц на абразивном изделии с открытым покрытием может составлять по меньшей мере примерно 5 частиц/см2 или даже по меньшей мере примерно 10 частиц/см2. Следует понимать, что плотность формованных абразивных частиц на квадратный сантиметр открытого покрытия на абразивном изделии может находиться в диапазоне между любыми вышеуказанными минимальными и максимальными значениями.
В альтернативном варианте реализации множество формованных абразивных частиц могут образовывать абразивный продукт с закрытым покрытием, имеющий плотность покрытия из формованных абразивных частиц по меньшей мере примерно 75 частиц/см2, например, по меньшей мере примерно 80 частиц/см2, по меньшей мере примерно 85 частиц/см2, по меньшей мере примерно 90 частиц/см2, по меньшей мере примерно 100 частиц/см2. Кроме того, в одном из неограничивающих вариантов реализации плотность абразива с закрытым покрытием из формованных абразивных частиц согласно настоящему описанию может составлять не более примерно 500 частиц/см2. Следует понимать, что плотность формованных абразивных частиц на квадратный сантиметр закрытого покрытия на абразивном изделии может находиться в диапазоне между любыми вышеуказанными минимальными и максимальными значениями.
Подложка связанных абразивных изделий, описанных в настоящем документе, может содержать множество подходящих материалов, включая органические материалы, такие как полимеры, неорганические материалы, такие как металл, стекло, керамический материал, и их комбинации. В некоторых случаях подложка может содержать тканый материал. Однако подложка может быть получена из нетканого материала. В другом варианте реализации подложка может содержать материал, выбранный из группы, состоящей из ткани, бумаги, пленки, трикотажа, начесной ткани, вулканизированного волокна, тканого материала, нетканого материала, сетки, полимера, смолы, фенольной смолы, фенольно-латексной смолы, эпоксидной смолы, сложной полиэфирной смолы, карбамидоформальдегидной смолы, сложного полиэфира, полиуретана, полипропилена, полиимидов и их комбинаций.
В некоторых случаях формованные абразивные частицы могут быть нанесены на первую подложку, что может способствовать дальнейшей обработке формованных абразивных частиц, такой как высушивание, нагревание и спекание. Подложка может представлять собой перманентное изделие. Однако в других случаях подложка может представлять собой жертвенное изделие, которое может быть частично или полностью разрушено во время последующей обработки формованных абразивных частиц. Первая подложка может быть комбинирована со второй подложкой после обработки формованных абразивных частиц для последующего получения абразивного изделия. Например, в случае использования перманентной первой подложки, первая подложка может быть комбинирована со второй подложкой с получением композиционной подложки, которую используют в готовом связанном абразивном изделии. В других случаях, при использовании жертвенной подложки, нанесение и ориентация формованных абразивных частиц на первой подложки могут быть по существу сохранены в процессе получения, даже при частичном или полном удалении первой подложки. Готовые формованные абразивные частицы могут быть комбинированы со второй подложкой при сохранении их расположения и ориентации для облегчения получения готового абразивного изделия.
В некоторых вариантах реализации подложка связанных абразивных изделий также может содержать подходящую добавку или добавки. Например, подложка может содержать добавку, выбранную из группы, состоящей из катализаторов, связующих агентов, отвердителей, антистатических агентов, суспендирующих агентов, агентов против засорения, смазывающих агентов, смачивающих агентов, красителей, наполнителей, модификаторов вязкости, диспергаторов, пеногасителей и шлифовальных агентов.
Связанные абразивные изделия, описанные в настоящем документе, помимо наличия подложки (например, основы), могут содержать по меньшей мере один адгезивный слой, такой как клеевой слой, покрывающий поверхность подложки. Адгезивный слой может содержать нижний слой. Для получения любого из множества слоев абразивного изделия, таких как, например, поверхностное (frontfill), разделительное (pre-size), нижнее покрытие (make coat), верхнее покрытие (size coat) и/или сверхразмерное (supersize) покрытие. При использовании для получения поверхностного покрытия, полимерный состав, в общем случае, содержит полимерную смолу, фибриллированные волокна (предпочтительно в форме пульпы), материал наполнителя и другие необязательные добавки. Подходящие составы для некоторых вариантов реализации поверхностного покрытия могут содержать такие материалы, как фенольная смола, волластонитовый наполнитель, пеногаситель, поверхностно-активное вещество, фибриллированное волокно, где остальная часть приходится на воду. Подходящие полимерные смолистые материалы включают отверждаемые смолы, выбранные из термически отверждаемых смол, включая фенольные смолы, карбамидоформальдегидные смолы, фенольно-латексные смолы, а также комбинации указанных смол. Другие подходящие полимерные смолистые материалы также могут включать радиационно-отверждаемые смолы, такие как смолы, отверждаемые пучком электронов, УФ излучением или видимым светом, такие как эпоксидные смолы, акрилированные олигомеры акрилированных эпоксидных смол, сложные полиэфирные смолы, акрилированные уретаны и сложные полиэфиракрилаты, а также акрилированные мономеры, включая моноакрилированные и полиакрилированные мономеры. Состав также может содержать нереактивное термопластичное смолистое связующее, которое может улучшать самозаостряющиеся характеристики нанесенных абразивных композиционных материалов посредством усиления эродируемости. Примеры таких термопластичных смол включают полипропиленгликоль, полиэтиленгликоль и блок-сополимеры полиоксипропилена-полиоксиэтилена. Применение поверхностного покрытия на подложке может обеспечивать улучшение однородности поверхности для надлежащего нанесения нижнего слоя и улучшенного нанесения и ориентации формованных абразивных частиц в предварительно определенной ориентации.
Абразивное изделие также может содержать абразивный дисперсный материал, который может содержать формованные абразивные частицы согласно вариантам реализации настоящего изобретения и абразивный дисперсный материал второго типа в форме разбавляющих абразивных частиц, имеющих случайную форму, которые не обязательно могут представлять собой формованные абразивные частицы. В одном из вариантов реализации нижнее покрытие может быть расположено на поверхности подложки и может окружать по меньшей мере часть формованных абразивных частиц и абразивного дисперсного материала второго типа. В другом варианте реализации нижнее покрытие может быть склеено непосредственно с по меньшей мере частью подложки. Нижнее покрытие может содержать многочисленные подходящие материалы, включая, например, органический материал, полимерный материал или материал, выбранный из группы, состоящей из сложных полиэфиров, эпоксидных смол, полиуретанов, полиамидов, полиакрилатов, полиметакрилатов, поливинилхлоридов, полиэтилена, полисилоксана, кремнийорганических полимеров, ацетатов целлюлозы, нитроцеллюлозы, натурального каучука, крахмала, шеллака и их комбинации.
Адгезивный слой может содержать также верхний слой. Верхний слой может быть расположен на по меньшей мере части множества формованных абразивных частиц, описанных в настоящем документе, а также любого абразивного дисперсного материала второго типа и нижнего покрытия. Верхнее покрытие также может быть склеено непосредственно с по меньшей мере частью множества формованных абразивных частиц. Как и нижнее покрытие, верхнее покрытие может содержать многочисленные подходящие материалы, включая, например, органический материал, полимерный материал или материал, выбранный из группы, состоящей из сложных полиэфиров, эпоксидных смол, полиуретанов, полиамидов, полиакрилатов, полиметакрилатов, поливинилхлоридов, полиэтилена, полисилоксана, кремнийорганических полимеров, ацетатов целлюлозы, нитроцеллюлозы, натурального каучука, крахмала, шеллака и их комбинации.
Связанные абразивные изделия, содержащие формованные абразивные частицы и полученные способами послойного синтеза, используемыми для получения формованных абразивных частиц, описанных в настоящем документе, представляют собой отход от и улучшение в сравнении с обычными связанными абразивными изделиями. В то время как многие способы получения формованных абразивных частиц, включая формованные абразивные частицы, основаны, главным образом, на процессах изготовления по шаблону и/или субтрактивных процессах (например, матрицирование, трафаретная печать и т.д.), способы, описанные в вариантах реализации настоящего изобретения, включают процесс получения для получения формованных абразивных частиц с применением процесса послойного синтеза. Кроме того, в способах может быть дополнительно использована цифровая модель, которая может быть использована для анализа, сравнения и адаптации процесса получения , что может способствовать улучшению размерной однородности, формы, расположения и, в конечном итоге, качества изделия, содержащего формованные абразивные частицы.
Хотя понятно, что формованные абразивные частицы согласно вариантам реализации настоящего изобретения могут иметь любую подходящую форму, на фиг. 6-19 представлены изображения некоторых иллюстративных, неограничивающих формованных абразивных частиц, которые могут быть получены в соответствии со способами настоящего изобретения.
В частности, в одном из вариантов реализации, представленном на фиг. 18, формованная абразивная частица 1800 может содержать основную часть 1801, содержащую первый слой 1802 и второй слой 1803, расположенный поверх первого слоя 1802. В соответствии с одним из вариантов реализации, основная часть 1801 может содержать слои 1802 и 1803, которые расположены в ступенчатой конфигурации относительно друг друга. Ступенчатая конфигурация может быть охарактеризована по меньшей мере одной областью 1820 плато на поверхности 1810 первого слоя 1802 между боковой поверхностью 1804 первого слоя 1802 и боковой поверхностью 61805 второго слоя 1803. Размер и форма области 1820 плато могут быть отрегулированы или предварительно определены с помощью одного или более технологических параметров, что может способствовать улучшенному размещению абразивных частиц в абразивном изделии и характеристик абразивного изделия.
В одном из вариантов реализации область 1802 плато может иметь продольный размер 1821, который может быть определено как наибольшее расстояние от кромки 1807 между верхней поверхностью 1810 первого слоя 1802 и боковой поверхностью 1804 первого слоя до боковой поверхности 1805 второго слоя. Анализ продольного размера 1821 может быть облегчен с помощью вертикального изображения в направлении сверху вниз основной части 1801, как показано на фиг. 19. Показано, что продольный размер 1821 может быть наибольшим расстоянием области 1802 плато. В одном из вариантов реализации продольный размер 1821 может иметь длину, которая меньше длины 1810 первого слоя 1802 (т.е. наибольшего слоя). В частности, продольный размер 1821 может быть не более примерно 90%, например, не более примерно 80%, не более примерно 70%, не более примерно 60%, не более примерно 50%, не более примерно 40%, не более примерно 30% или даже не более примерно 20% длины 1810 первого слоя 1802 основной части 1801. Кроме того, в одном из неограничивающих вариантов реализации продольный размер 1821 может иметь длину, которая составляет по меньшей мере примерно 2%, по меньшей мере примерно 5%, по меньшей мере примерно 8%, по меньшей мере примерно 10%, по меньшей мере примерно 20%, по меньшей мере примерно 25%, по меньшей мере примерно 30% или даже по меньшей мере примерно 50% длины первого слоя 1802 основной части 1801. Следует понимать, что продольный размер 1821 может иметь длину в диапазоне между любыми минимальными и максимальными процентными значениями, указанными выше.
Второй слой 1803 может иметь определенную длину 1809, которая представляет собой наибольший размер стороны, как показано на фиг. 19, относительно длины 1810 первого слоя 1802, что может способствовать улучшенному размещению абразивных частиц в абразивном изделии и/или характеристик абразивного изделия. Например, длина 1809 второго слоя 1803 может быть не более примерно 90%, например, не более примерно 80%, не более примерно 70%, не более примерно 60%, не более примерно 50%, не более примерно 40%, не более примерно 30% или даже не более примерно 20% длины 1810 первого слоя 1802 основной части 1801. Кроме того, в одном из неограничивающих вариантов реализации второй слой 1803 может иметь длину 1809, которая составляет по меньшей мере примерно 2%, по меньшей мере примерно 10%, по меньшей мере примерно 20%, по меньшей мере примерно 30%, по меньшей мере примерно 40%, по меньшей мере примерно 50%, по меньшей мере примерно 60% или даже по меньшей мере примерно 70% длины 1810 первого слоя 1802 основной части 1801. Следует понимать, что длина 1810 первого слоя 1802 может находиться в диапазоне между любыми минимальными и максимальными процентными значениями, указанными выше.
Описанная выше формованная абразивная частица, представленная на фиг. 18 и 19, может быть получена способом послойного синтеза в соответствии с вариантами реализации настоящего описания. Кроме того, подразумевается, что расположение слоев может отличаться от изображенного расположения. Основная часть может содержать любую комбинацию слоев различных размеров и/или форм в любом порядке относительно друг друга.
Кроме того, в настоящем документе подробно описаны абразивные изделия с покрытием, но следует понимать, что формованные абразивные частицы согласно вариантам реализации настоящего изобретения могут быть использованы в склеенных абразивных изделиях. Склеенные абразивные изделия могут принимать различные формы, включая круги, диски, кольца, сегменты и т.п., обычно состоящие из композиционных материалов, содержащих абразивные зерна, находящиеся в трехмерной клеевой матрице. Кроме того, склеенные абразивные инструменты могут иметь любой объемный процент пористости.
Некоторые подходящие материалы для применения в качестве связующего материала, могут включать металлические материалы, полимерные материалы (например, смолы), стекловидные или аморфные материалы, кристаллические материалы и их комбинации.
Склеенные абразивные изделия обычно получают из первоначальной смеси, содержащей связующий материал или предшественник связующего материала, абразивные частицы (например, формованные абразивные частицы, разбавляющие частицы, комбинации различных типов абразивных частиц и т.п.) и наполнители (например, активные наполнители, интенсификаторы помола, порообразователи, добавки для смешивания, армирующие агенты и т.п.). Смесь может быть получена в заготовку основной части (т.е. необработанную основную часть) с применением различных технологий, включая, но не ограничиваясь ими, формование, прессование, экструзию, нанесение, отливку, пропитывание и их комбинацию. Заготовка основной части может быть подвергнута дополнительной обработке для облегчения получения готовой склеенной абразивной основной части. Обработка может зависеть от состава смеси, но может включать такие процессы как высушивание, отверждение, облучение, нагревание, кристаллизация, перекристаллизация, спекание, прессование, разложение, растворение и их комбинации.
Готовое склеенное абразивное изделие может иметь разное содержание компонентов (т.е. абразивных частиц, связующего материала, наполнителя и пористости), в зависимости от предполагаемого конечного применения. Например, в некоторых случаях готовое склеенное абразивное изделие может иметь пористость по меньшей мере примерно 5 об.% от общего объема склеенного абразивного изделия. В других вариантах реализации пористость может быть выше, например, порядка по меньшей мере примерно 15 об.%, по меньшей мере 25 об.%, по меньшей мере примерно 25 об.%, по меньшей мере примерно 50 об.% или даже по меньшей мере примерно 60 об.%. В конкретных вариантах реализации может быть использован диапазон пористости от примерно 5 об.% до примерно 75 об.% от общего объема склеенного абразивного изделия.
Кроме того, готовый склеенный абразив может иметь содержание связующего материала по меньшей мере примерно 10 об.% от общего объема склеенной абразивной основной части. В других случаях основная часть может содержать по меньшей мере примерно 30 об.%, например, по меньшей мере примерно 40 об.%, по меньшей мере примерно 50 об.% или даже по меньшей мере примерно 60 об.% связующего материала от общего объема основной части склеенного абразивного изделия. В некоторых вариантах реализации может быть использован диапазон связующего материала от примерно 10 об.% до примерно 90 об.%, например, от примерно 10 об.% до примерно 80 об.% или даже от примерно 20 об.% до примерно 70 об.% от общего объема склеенного абразивного изделия.
Готовый склеенный абразив может иметь содержание абразивных частиц, составляющее по меньшей мере примерно 10 об.% от общего объема склеенной абразивной основной части. В других случаях основная часть может содержать по меньшей мере примерно 30 об.%, например, по меньшей мере примерно 40 об.%, по меньшей мере примерно 50 об.% или даже по меньшей мере примерно 60 об.% абразивных частиц от общего объема основной части склеенного абразивного изделия. В других примерах абразивное изделие может содержать диапазон абразивных частиц от примерно 10 об.% до примерно 90 об.%, например, от примерно 10 об.% до примерно 80 об.% или даже от примерно 20 об.% до примерно 70 об.% от общего объема склеенного абразивного изделия.
Некоторые особенности, для ясности описанные в настоящем документе в контексте отдельных вариантов реализации, также могут быть представлены в комбинации в одном варианте реализации. И наоборот, различные особенности, которые для краткости описаны в контексте одного варианта реализации, также могут быть представлены по отдельности или в любой подкомбинации. Кроме того, упоминание значений, указанных в диапазонах, включает каждое и все значения в пределах указанного диапазона.
В соответствии с одним аспектом, формованные абразивные частицы согласно вариантам реализации настоящего изобретения, могут иметь основные части, имеющие различные элементы, которым способствует способ послойного синтеза. Например, в одном из вариантов реализации формованная абразивная частица может иметь основную часть, имеющую по меньшей мере одну главную поверхность, имеющую самоподобный элемент. На фиг. 20 представлена иллюстрация вида в перспективе формованной абразивной частицы в соответствии с одним из вариантов реализации. Показано, что формованная абразивная частица 2000 может содержать основную часть 2001, имеющую верхнюю главную поверхность 2002, нижнюю главную поверхность 2004 и боковые поверхности 2005, 2006 и 2007, расположенные между главными поверхностями 2002 и 2004. На фиг. 21 представлен вид сверху главной поверхности формованной абразивной частицы 2000, изображенной на фиг. 20.
Как показано и в соответствии с одним из вариантов реализации, основная поверхность 2002 формованной абразивной частицы 2000 может иметь самоподобный элемент 2003. Самоподобный элемент 2003 может представлять собой группу элементов на поверхности основной части формованной абразивной частицы, такой как главная поверхность основной части. Самоподобный элемент может содержать один или более элементов, которые могут быть расположены относительно друг друга некоторым образом, например, в определенном распределении, например, при расположении элементов в определенном порядке относительно друг друга. Самоподобный элемент 2003 может содержать множество форм, расположенных на главной поверхности 2002 основной части 2001. В более конкретных случаях самоподобный элемент 2003 может содержать множество двухмерных форм, встроенных друг в друга на главной поверхности 2002. Например, в варианте реализации, изображенном на фиг. 20 и 21, самоподобный элемент 2003 может содержать множество двухмерных треугольных форм, выстроенных на поверхности и распределенных относительно друг друга в во встроенном порядке, включая множество треугольников 2009 и 2010.
В другом варианте реализации самоподобный элемент может содержать расположение двухмерных форм на главной поверхности основной части формованной абразивной частицы, где расположение двухмерных форм по существу имеет такую же двухмерную форму, как двухмерная форма, определенная периферией главной поверхности. Например, ссылаясь на варианты реализации, изображенные на фиг. 20 и 21, треугольники 2009 и 2010 могут иметь по существу такую же двухмерную форму, как двухмерная форма периферии 2012 верхней главной поверхности 2002 формованной абразивной частицы 2000. Следует понимать, что хотя в вариантах реализации на фиг. 20 и 21 изображена формованная абразивная частица, имеющая по существу треугольную двухмерную форму, с помощью способа послойного синтеза могут быть получены также другие двухмерные формы. Например, основная часть формованной абразивной частицы может содержать двухмерную форму из группы, содержащей правильные многоугольники, неправильные многоугольники, неправильные формы, треугольники, четырехугольники, прямоугольники, трапециевидные формы, пятиугольники, шестиугольники, семиугольники, восьмиугольники, эллипсы, буквы греческого алфавита, символы латинского алфавита, символы русского алфавита, иероглифы кандзи и их комбинации.
Обращаясь к фиг. 22, представлена фотография сверху части формованной абразивной частицы, изображенной на фиг. 20. Формованная абразивная частица 2000 может содержать угол 2201, которые при взгляде сверху вниз может определять некоторый радиус кривизны. Следует отметить, что угол 2201 может иметь дугообразный контур 2202, в который может быть вписана максимально соответствующая окружность 2203. Максимально соответствующая окружность 2203 может иметь радиус 2204, который может определять округлость угла 2201. Максимально соответствующая окружность может быть вписана, а радиус может быть определен с помощью подходящей формы визуализации и увеличения, как показано на фиг. 22. Может быть использовано подходящее программное обеспечение, такое как ImageJ.
В одном из вариантов реализации основная часть формованной абразивной частицы может иметь определенную округлость угла, что может облегчать ее применение в абразивных операциях. Например, формованная абразивная частица может иметь основную часть, имеющую округлость угла не более примерно 250 мкм, например не более примерно 220 мкм, не более примерно 200 мкм, не более примерно 180 мкм, не более примерно 160 мкм, не более примерно 140 мкм, не более примерно 120 мкм, не более примерно 100 мкм, не более примерно 90 мкм, не более примерно 80 мкм, не более примерно 70 мкм, не более примерно 60 мкм, не более примерно 50 мкм, не более примерно 40 мкм, не более примерно 30 мкм или даже не более примерно 20 мкм. В одном из неограничивающих вариантов реализации основная часть формованной абразивной частицы может иметь округлость угла по меньшей мере примерно 0,1 мкм, например, по меньшей мере примерно 0,5 мкм. Следует понимать, что основная часть может иметь округлость угла в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, от по меньшей мере примерно 0,1 мкм до не более примерно 250 мкм, например, от по меньшей мере примерно 0,1 мкм до не более примерно 100 мкм или даже от по меньшей мере примерно 0,5 мкм до не более примерно 80 мкм.
В соответствии с другим вариантом реализации, формованная абразивная частица может иметь по меньшей мере одну главную поверхность, определяющую вогнутую, ступенчатую поверхность. Например, обращаясь к фиг. 23, представлена часть главной поверхности формованной абразивной частицы, показанной на фиг. 20. Показано, что главная поверхность 2002 может иметь вогнутую, ступенчатую поверхность, которая может быть определена множеством ступенчатых элементов 2301, расположенных вдоль по меньшей мере части длины основной части 2001. В конкретном варианте реализации вогнутая, ступенчатая поверхность может определять толщину в средней точке 2302, которая меньше толщины (t) основной части у кромки. Следует понимать, что толщина (t) может быть ориентирована в направлении, перпендикулярном главной поверхности 2002 основной части 2001, вдоль боковой поверхности 2005. В соответствии с конкретным вариантом реализации, вогнутая, ступенчатая поверхность может содержать ступенчатые элементы 2301, включая множество плоскостей 2304 и выступов 2305, при этом плоскости направлены по существу параллельно плоскости главной поверхности 2002, а выступы 2305 направлены по существу перпендикулярно плоскости главной поверхности 2002. Кроме того, выступы 2305 направлены по существу перпендикулярно плоскостям 2304.
В соответствии с одним из вариантов реализации, ступенчатые элементы 2301 вогнутой, ступенчатой поверхности могут содержать плоскости 2304, определяющие конкретную среднюю ширину относительно длины (l) основной части 2001. Например, плоскости 2304 могут иметь среднюю ширину (wf), которая составляет не более примерно 0,8(l), где «l» определяет длину наибольшего размера основной части 2001 (см. фиг. 21), ориентированную вдоль одной стороны главной поверхности 2002. В другом варианте реализации плоскости 2304 могут иметь среднюю ширину (wt), которая составляет не более примерно 0,5(l), например, не более примерно 0,4(l), не более примерно 0,3(l), не более примерно 0,2(l), не более примерно 0,1(l), не более примерно 0,09(l), не более примерно 0,08(l). В другом неограничивающем варианте реализации плоскости 2304 могут иметь среднюю ширину (wf), которая может составлять по меньшей мере примерно 0,001(l), например, по меньшей мере примерно 0,005(l), по меньшей мере примерно 0,01(l). Следует понимать, что плоскости 2304 могут иметь среднюю ширину (wf) в диапазоне между любыми минимальными и максимальными значениями, указанными выше, включая, например, в диапазоне от по меньшей мере примерно 0,001(l) до не более примерно 0,8(l), например, от по меньшей мере примерно 0,005(l) до не более примерно 0,4(l) или даже от по меньшей мере примерно 0,01(l) до не более примерно 0,2(l).
В другом варианте реализации выступы 2305 могут иметь среднюю высоту (hr), ориентированную в направлении, по существу перпендикулярном плоскости главной поверхности 2002, которая может быть получена так, что она имеет определенную взаимосвязь с длиной (l) основной части 2001 формованной абразивной частицы 2000. Например, средняя высота (hr) выступов может быть не более примерно 0,2(l), где «l» определяет длину основной части 2001. В другом варианте реализации выступы 2305 могут иметь среднюю высоту (hr) не более примерно 0,15(l), например, не более примерно 0,1(l), не более примерно 0,05(l) или даже не более примерно 0,02(l). В по меньшей мере одном неограничивающем варианте реализации выступы 2305 могут иметь среднюю высоту (hr), составляющую по меньшей мере примерно 0,0001(l), например, по меньшей мере примерно 0,0005(l). Следует понимать, что выступы 2305 могут иметь среднюю высоту (hr), которая находится в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, от по меньше мере примерно 0,0001(l) до не более примерно 0,2(l) или от по меньшей мере примерно 0,0005(l) до не более примерно 0,1(l).
В другом варианте реализации ступенчатые элементы 2301, содержащие плоскости 2304 и выступы 2305, могут быть получены так, что они имеют определенную взаимосвязь друг с другом, что может способствовать улучшению характеристик формованной абразивной частицы и сопутствующего абразивного изделия. Например, плоскости 2304 могут иметь определенную среднюю ширину (wr), которая больше, чем средняя высота (hr) выступов 2305. В более конкретных случаях средняя высота (hr) выступов 2305 может быть не более примерно 0,95(wf). В соответствии с другим вариантом реализации, средняя высота (hr) выступов 2305 может быть не более примерно 0,9(wf), например, не более примерно 0,8(wf), не более примерно 0,7(wf), не более примерно 0,5(wf), не более примерно 0,3(wf), не более примерно 0,2(wf), не более примерно 0,1(wf). В одном из неограничивающих вариантов реализации средняя высота (hr) выступов 2305 может составлять по меньшей мере примерно 0,0001(wf), например, по меньшей мере примерно 0,001(wf). Следует понимать, что средняя высота (hr) выступов 2305 может находиться в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, от по меньшей мере примерно 0,0001(wf) до не более примерно 0,95(wf) или даже от по меньшей мере примерно 0,001(wf) до не более примерно 0,2(wf).
Получение вогнутой, ступенчатой поверхности, содержащей ступенчатые элементы 2301, может быть облегчено посредством регулирования порядка заполнения, используемого для получения верхней поверхности 2002 основной части 2001. Следует понимать, что в других случаях могут быть использованы альтернативные порядки заполнения для получения альтернативных элементов на одной или более главных поверхностях основной части 2001. Например, в одном из вариантов реализации верхняя поверхность для по меньшей мере главной поверхности основной части 2001 может иметь выпуклую, ступенчатую поверхность. Выпуклая, ступенчатая поверхность может иметь толщину в средней точке 2302, которая больше, чем толщина основной части у кромки. Следовательно, такая выпуклая, ступенчатая поверхность может содержать ступенчатые элементы, где толщина основной части уменьшается по мере движения от средней точки 2302 к кромке 2303. Получению такого элемента может способствовать получение верхней поверхности с использованием определенного порядка заполнения, включая, например, процесс заполнения изнутри наружу, где материал в средней точке 2302 наносят до нанесения материала у кромки 2303.
В другом варианте реализации некоторые формованные абразивные частицы, полученные в соответствии со способами, описанными в настоящем документе, могут содержать основную часть, которая имеет по меньшей мере одно периферийную бороздку, расположенную вокруг по меньшей мере части боковой поверхности основной части. На фиг. 24 представлено изображение вида сбоку части формованной абразивной частицы в соответствии с одним из вариантов реализации. Показано, что формованная абразивная частица 2400 может содержать основную часть, содержащую первую главную поверхность 2402, вторую основную поверхность 2403, противоположную первой главной поверхности 2402, и боковые поверхности 2404 и 2405, расположенные между первой главной поверхностью 2402 и второй главной поверхностью 2403. Дополнительно показано, что боковые поверхности 2404 и 2405 могут содержать по меньшей мере одну периферийную бороздку 2407, расположенную вокруг по меньшей мере части боковых поверхностей 2404 и 2405 основной части 2401. В некоторых случаях одна или более периферийных бороздок 2407 могут быть расположены вокруг большей части боковых поверхностей 2404 и 2405 основной части 2401. Для некоторых вариантов реализации одна или более периферийных бороздок 2407 могут быть расположены вокруг полной периферийной длины боковых поверхностей 2404 и 2405 основной части 2401. Дополнительно показано, что по меньшей мере одна периферийная бороздка 2407 может быть расположена в направлении, по существу перпендикулярном толщине (t) основной части и по существу параллельном плоскостям, определенным первой главной поверхностью 2402 и второй главной поверхностью 2403.
Кроме того, в по меньшей мере другом варианте реализации по меньшей мере одна из периферийных бороздок 2407 может быть расположена вокруг всей боковой поверхности основной части 2401, не пересекая одну или более главных поверхностей, включая, например, первую главную поверхность 2402 и/или вторую главную поверхность 2403. Как показано на фиг. 24, по меньшей мере одна из периферийных бороздок 2407 может быть расположена вдоль по меньшей мере двух боковых поверхностей 2404 и 2405 и соединительного ребра 2408, расположенного между боковыми поверхностями 2404 и 2405.
Для некоторых формованных абразивных частиц согласно вариантам реализации настоящего изобретения периферийные бороздки 2407 могут быть разделены выступами 2406. В частности, каждая пара периферийных бороздок 2407 может быть разделена по меньшей мере одним выступом из группы выступов 2406. Следует отметить, что каждый выступ 2406 может иметь толщину, которая меньше общей толщины (t) основной части 2401.
В одном из вариантов реализации по меньшей мере одна периферийная бороздка 2407 может иметь глубину (dr), которая ориентирована от верхней поверхности в основную часть и имеет определенную взаимосвязь с толщиной (t) основной части 2401. Например, по меньшей мере одна периферийная бороздка 2407 может иметь глубину (dr), которая составляет не более примерно 0,8(t), где «t» представляет собой толщину основной части. Кроме того, по меньшей мере одна периферийная бороздка 2407 может иметь глубину (dr), которая не более примерно 0,7(t), например, не более примерно 0,6(t), не более примерно 0,5(t), не более примерно 0,4(t), не более примерно 0,3(t), не более примерно 0,2(t), не более примерно 0,18(t), не более примерно 0,16(t), не более примерно 0,15(t), не более примерно 0,14(t), не более примерно 0,12(t), не более примерно 0,1(t), не более примерно 0,09(t), не более примерно 0,08(t), не более примерно 0,07(t), не более примерно 0,06(t) или даже не более примерно 0,05(t). В другом не ограничивающем варианте реализации по меньшей мере одна периферийная бороздка 2407 может иметь глубину (dr), которая составляет по меньшей мере примерно 0,001(t), например, по меньшей мере примерно 0,01(t). Следует понимать, что глубина (dr) по меньшей мере одной периферийной бороздки 2407 может находиться в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, глубину (dr) от по меньшей мере примерно 0,001(t) до не более примерно 0,8(t), например, от по меньшей мере примерно 0,001(t) до не более примерно 0,5(t) или даже от по меньшей мере примерно 0,001(t) до не более примерно 0,1(t). Кроме того, следует понимать, что в контексте настоящего документа по меньшей мере одной периферийной бороздки, имеющей глубину (dr), также может относиться к средней глубине множества периферийных бороздок 2407. Кроме того, средняя глубина множества периферийных бороздок 2407 может иметь такую же взаимосвязь со средней толщиной (t) основной части 2401, как описано выше.
В по меньшей мере одном варианте реализации формованные абразивные частицы согласно вариантам реализации настоящего изобретения могут содержать по меньшей мере одну поперечную бороздку, которая может проходить через по меньшей мере две поверхности и соединительное ребро между по меньшей мере двумя поверхностями. Снова обращаясь к фиг. 24, по меньшей мере одна периферийная бороздка 2407 может быть в форме поперечной бороздки, проходящую через первую боковую поверхность 2404, вторую боковую поверхность 2405 и соединительное ребро 2408 между первой боковой поверхностью 2404 и второй боковой поверхностью 2405. В более конкретных случаях поперечная бороздка может проходить через по меньшей мере три поверхности в по меньшей мере двух соединительных ребрах между по меньшей мере тремя поверхностями. Например, в одном случая формованной абразивной частицы, имеющей треугольную двухмерную форму при взгляде сверху вниз, поперечная бороздка может проходить вокруг боковых поверхностей между главными поверхностями, так что поперечная бороздка проходит по всем трем боковым поверхностям и по меньшей мере двум соединительным ребрам между по меньшей мере тремя поверхностями. Следует понимать, что поперечные бороздки могут проходить вокруг всей периферии боковых поверхностей основной части, которая может содержать более трех боковых поверхностей в случае основной части, имеющей другие двухмерные формы при взгляде сверху вниз (например, прямоугольная двухмерная форма с четырьмя боковыми поверхностями и четырьмя соединительными ребрами).
В другом варианте реализации основная часть формованной абразивной частицы может содержать множество поперечных бороздок 2407, где все поперечные бороздки из множества поперечных бороздок 2407 направлены параллельно друг другу вокруг по меньшей мере части периферии основной части 2401. В другом варианте реализации по меньшей мере одна из поперечных бороздок из множества поперечных бороздок может иметь другую длину относительно других. Следует понимать, что длина представляет собой меру наибольшего размера поперечной бороздки. Например, в варианте реализации, представленном на фиг. 24, поперечные бороздки 2407 могут иметь длину, ориентированную перпендикулярно толщине «t» основной части 2401. Однако следует понимать, что некоторые поперечные бороздки 2407 могут иметь длину, отличную от других, так что по меньшей мере одна из поперечных бороздок 2407 имеет длину, которая больше или меньше длины другой поперечной бороздки. В соответствии с конкретным вариантом реализации, все поперечные бороздки 2407 из множества поперечных бороздок могут иметь разную длину относительно друг друга.
С другом аспекте формованные абразивные частицы согласно вариантам реализации настоящего описания могут содержать основную часть, имеющую по меньшей мере один угол, который содержит множество микровыступов, направленных из угла. Получение основной части, имеющей по меньшей мере один угол с микровыступами может способствовать улучшению абразивных характеристик. На фиг. 25 представлено изображение части угла формованной абразивной частицы в соответствии с одним из вариантов реализации. Формованная абразивная частица 2500 может содержать основную часть 2501, имеющую угол 2502, который может содержать множество микровыступов 2503, направленных из угла 2502. В соответствии с одним из вариантов реализации, микровыступы 2503 могут определять множество отдельных угловых выступов 2504, 2505, 2506 и 2507 (2504-2507), отделенных множеством бороздок 2508. В соответствии с одним из вариантов реализации, множество отдельных угловых выступов 2504-24507 могут иметь разные формы относительно друг друга. Например, отдельный выступ 2504 выступает дальше в продольном направлении из угла 2502, чем отдельный угловой выступ 2505.
Кроме того, отдельные угловые выступы 2504-2507 могут иметь разные угловые контуры относительно друг друга. Например, отдельный угловой выступ 2504 при взгляде сверху вниз может иметь более острую угловую округлость, чем другие отдельные угловые выступы 2505, 2506 и 2507. В некоторых случаях все отдельные угловые выступы 2504-2507 могут иметь разные значения угловой округлости относительно друг друга. В другом варианте реализации микровыступы 2503, относящиеся к углу 2502, могут определять множество отдельных угловых выступов 2504 и 2507, которые могут иметь разные контуры относительно друг друга. В одном из конкретных вариантов реализации угол 2502 может иметь разные значения угловой округлости у верхней поверхности 2510, определенной отдельным угловым выступом 2507, относительно средней угловой округлости угла у нижней поверхности, определенной отдельным угловым выступом 2504.
В другом варианте реализации конкретный элемент микровыступов 2503 может содержать множество отдельных угловых выступов 2504-2507, где по меньшей мере два отдельных угловых выступа могут определять ступень, имеющую продольный сдвиг относительно других. Например, отдельный угловой выступ 2504 может выступать дальше от основной части 2501, чем отдельный угловой выступ 2505, и определять продольный сдвиг 2509 между самой внешней периферийной кромкой отдельного углового выступа 2504 и самой внешней периферийной кромкой отдельного углового выступа 2505.
В соответствии с другим вариантом реализации, угол 2502, содержащий микровыступы 2503, может определять зубчатую кромку в соответствии с одним из вариантов реализации. Микровыступы 2503 могут определять зубчатый контур вдоль кромки 2513, расположенной между первой главной поверхностью 2510 и второй главной поверхностью 2511. Более конкретно, образование отдельных угловых выступов 2504-1507, разделенных бороздками 2508, может обеспечивать образование кромки 2513 с зубчатым контуром, что может способствовать улучшению абразивных свойств.
В другом аспекте формованные абразивные частицы согласно вариантам реализации настоящего описания могут содержать основную часть, имеющую зубчатый рельеф, определяющий множество изогнутых выступов, имеющих бороздки, расположенные между изогнутыми выступами. В одном из вариантов реализации, на фиг. 26 представлена фотография части поверхности формованной абразивной частицы, имеющей зубчатый рельеф. Показано, что основная часть 2601 может иметь часть, имеющую зубчатый рельеф 2602. Зубчатый рельеф 2602 может содержать множество изогнутых выступов 2603, имеющих бороздки 2604, расположенные между изогнутыми выступами 2603. В соответствии с одним из вариантов реализации, зубчатый рельеф 2602 может быть характерен для большей части от общей поверхности основной части 2601. В некоторых случаях зубчатый рельеф 2602 может быть характерен для всей поверхности одной поверхности (например, боковой поверхности или главной поверхности) основной части формованной абразивной частицы. В другой конструкции зубчатый рельеф 2602 может быть характерен для большей части от общей боковой поверхности основной части 2601 формованной абразивной частицы. В по меньшей мере одном варианте реализации зубчатый рельеф 2602 может быть характерен для всей поверхности основной части 2601 формованной абразивной частицы.
Зубчатая поверхность 2602 может содержать изогнутые выступы 2603, определяющие дугообразные части внешней поверхности основной части, расположенные между бороздками 2604. В одном конкретном варианте реализации изогнутые выступы 2603 могут быть в форме удлиненных выступов, где каждый выступ имеет длину (l), ширину (w) и высоту (h), при этом каждый выступ может иметь дугообразный контур в направлении ширины и высоты. Например, как показано в варианте реализации, изображенном на фиг. 26, изогнутые выступы 2603 могут представлять собой удлиненный выступ 2605, имеющий длину 2606, ширину 2607 и высоту 2608. Понятно, что длина 2606 может определять наибольший размер удлиненного выступа 2605, ширина 2607 может быть ориентирована в направлении, по существу перпендикулярном длине 2606, и, в частности, может быть определена расстоянием между соседними бороздками с обеих сторон удлиненного выступа 2605. Удлиненный выступ 2605 может дополнительно иметь высоту 2608, которая может определять наибольший размер удлиненного выступа 2605, ориентированный в направлении, перпендикулярном плоскости, определенной длиной 2606 и шириной 2607. Высота 2608 может быть дополнительно определена по расстоянию между наивысшей точкой удлиненного выступа 2605 и самой низкой его точкой, которая может быть расположена в бороздке, расположенной возле любой стороны удлиненного выступа 2605.
В по меньшей мере одном варианте реализации удлиненный выступ 2605 может иметь длину 2606, ориентированную в по существу том же направлении, что и длина основной части 2601 формованной абразивной частицы. В соответствии с одним из вариантов реализации, длина по меньшей мере одного удлиненного выступа 2605 может составлять по меньшей мере примерно 0,8(l), где «l» представляет собой длину основной части 2601 формованной абразивной частицы. В других случаях длина удлиненного выступа 2605 может составлять по меньшей мере 0,9(l) или даже по меньшей мере примерно 1(l), так что длина удлиненного выступа 2605 равна длине основной части 2601. Следует понимать, что упоминание длины удлиненного выступа 2605 может включать упоминание средней длины множества удлиненных выступов, и средняя длина может иметь такую же взаимосвязь с длиной основной части, как описано выше.
Удлиненные выступы могут быть получены так, что они имеют определенную взаимосвязь ширины 2607 с высотой 2608. Например, один или более из множества удлиненных выступов, включая, например, удлиненный выступ 2605, может иметь высоту 2608, которая меньше, чем ширина 2607. Следует понимать, что основная часть 2601 может содержать множество удлиненных выступов, которые могут определять среднюю ширину и среднюю высоту, и в контексте настоящего документа ширина или высота также может включать ссылку на среднюю ширину или среднюю высоту для множества удлиненных выступов. Средняя высота (hep) множества удлиненных выступов 2603 может быть не более примерно 0,9(wep), где «wep» представляет собой среднюю ширину удлиненных выступов, например, Не более примерно 0,8(wep), не более примерно 0,7(wep), не более примерно 0,6(wep), не более примерно 0,5 (wep), не более примерно 0,4(wep), не более примерно 0,3(wep), не более примерно 0,2 (wep) или даже не более примерно 0,1(wep). Кроме того, в по меньшей мере одном варианте реализации множество удлиненных выступов могут иметь среднюю высоту (hep), которая составляет по меньшей мере примерно 0,001(wep) или даже по меньшей мере примерно 0,1(wep). Следует понимать, что средняя высота (hep) множества удлиненных выступов может находиться в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, от по меньшей мере примерно 0,001(wep) до не более примерно 0,9(wep) или от по меньшей мере примерно 0,001(wep) до не более примерно 0,5(wep).
В соответствии с одним из вариантов реализации, средняя высота множества удлиненных выступов 2603 может быть не более примерно 500 мкм, например, не более примерно 400 мкм, не более примерно 300 мкм, не более примерно 250 мкм, не более примерно 200 мкм, не более примерно 150 мкм, не более примерно 100 мкм, не более примерно 90 мкм, не более примерно 30 мкм или даже не более примерно 50 мкм. Кроме того, в одном из неограничивающих вариантов реализации средняя высота множества удлиненных выступов 2603 может составлять по меньшей мере примерно 0,01 мкм, по меньшей мере примерно 0,1 мкм или даже по меньшей мере примерно 1 мкм. Следует понимать, что средняя высота множества удлиненных выступов 2603 может находиться в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, от по меньшей мере примерно 0,1 мкм до не более примерно 200 мкм, например, от по меньшей мере примерно 0,1 мкм до не более примерно 100 мкм.
В соответствии с другим вариантом реализации, множество удлиненных выступов 2603 могут иметь среднюю ширину, которая меньше, чем средняя длина основной части. В некоторых случаях множество удлиненных выступов могут иметь определенную взаимосвязь средней ширины относительно длины основной части 2601 формованной абразивной частицы. Например, средняя ширина множества удлиненных выступов может составлять не более примерно 0,9(l), например, не более примерно 0,8(l), не более примерно 0,7(l), не более примерно 0,6(l), не более примерно 0,5(l), не более примерно 0,4(l), не более примерно 0,3(l), не более примерно 0,2(l) или даже не более примерно 0,1(l). Кроме того, в по меньшей мере одном неограничивающем варианте реализации средняя ширина множества удлиненных выступов может составлять по меньшей мере 0,001(l) или по меньшей мере 0,01(l). Следует понимать, что средняя ширина может находиться в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, от по меньшей мере примерно 0,001(l) до не более примерно 0,9(l), например, от по меньшей мере примерно 0,01(l) до не более примерно 0,5(l).
В некоторых случаях множество удлиненных выступов могут иметь среднюю ширину, которая составляет не более примерно 500 мкм, например, не более примерно 400 мкм, не более примерно 300 мкм, не более примерно 250 мкм или даже не более примерно 200 мкм. Кроме того, в по меньшей мере одном неограничивающем варианте реализации средняя ширина множества удлиненных выступов может составлять по меньшей мере примерно 0,01 мкм, по меньшей мере примерно 0,1 мкм или даже по меньшей мере примерно 1 мкм. Следует понимать, что множество удлиненных выступов могут иметь среднюю ширину в диапазоне, включающем любые минимальные и максимальные значения, указанные выше, включая, например, от по меньшей мере примерно 0,01 мкм до не более примерно 500 мкм, например, от по меньшей мере примерно 0,01 мкм до не более примерно 300 мкм.
Как дополнительно показано на фиг. 26, зубчатый рельеф 2602 может облегчать получение сторон и кромок формованной абразивной частицы, имеющей нелинейную характеристику, что может благоприятно влиять на абразивные свойства формованных абразивных частиц. Например, зубчатый рельеф может способствовать улучшению механики разрушения формованной абразивной частицы. В по меньшей мере одном конкретном варианте реализации зубчатый рельеф 2602 может пересекать кромку, определяющую по меньшей мере один угол основной части. Например, снова обращаясь к фиг. 25, боковая поверхность 2514 между главными поверхностями 2510 и 2511 может иметь зубчатый рельеф, которые пересекает угол 2502 и определяет зубчатый контур вдоль длины кромки 2513. Получение зубчатой кромки 2513 может способствовать улучшению абразивных свойств формованной абразивной частицы.
В соответствии с одним из вариантов реализации, основная часть формованной абразивной частицы может содержать по меньшей мере четыре главные поверхности, соединенные друг с другом общими ребрами. В некоторых случаях четыре главные поверхности могут иметь по существу одинаковую площадь поверхности относительно друг друга. Более конкретно, основная часть может иметь форму тетраэдрическую форму.
На фиг. 27 представлено изображение сверху вниз формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения. На фиг. 27 представлена формованная абразивная частица, содержащая нижнюю поверхность 2702, три главные боковые поверхности 2703, 2704 и 2705, соединенные с нижней поверхностью 2702 вдоль общих ребер, определенных периферийной поверхностью нижней поверхности 2702. Как дополнительно показано на фиг. 27, основная часть 2701 формованной абразивной частицы содержит верхнюю поверхность 2706. Верхняя поверхность 2706 может содержать периферийную поверхность 2708, имеющую по существу плоский контур. Соответственно, основная часть 2701 может представлять собой усеченную тетраэдрическую формованную абразивную частицу и, более конкретно, формованную абразивную частицу в форме вулкана.
Основная часть 2701 может содержать отверстие 2709, которое может быть в форме слепого отверстия или сквозного отверстия, входящего в основную часть с верхней поверхности 2706. В одном конкретном варианте реализации верхняя поверхность 2706 может иметь вогнутую, ступенчатую поверхность, определенную периферийной поверхностью 2708 и первой ступенчатой поверхностью 2711, имеющей по существу плоскую область (т.е. ровную) в форме треугольной области. Первая ступенчатая поверхность 2711 может определять ступень, расположенную в отверстии 2709. Первая ступенчатая поверхность 2711 может быть углублена в отверстие 2709 под периферийной поверхностью 2708. Вогнутая, ступенчатая поверхность также может содержать вторую ступенчатую поверхность 2712, имеющую по существу плоскую область, которая может быть в форме треугольной области, и может быть углублена в отверстие 2709 под плоской периферийной поверхностью 2708 и первой ступенчатой поверхностью 2711. Вогнутая, ступенчатая поверхность также может содержать выступ 2713 между первой ступенчатой поверхностью 2711 и периферийной поверхностью 2708. Вогнутая, ступенчатая поверхность также может содержать выступ 2714 между второй ступенчатой поверхностью 2712 и первой ступенчатой поверхностью 2713. В конкретных вариантах реализации формованная абразивная частица, имеющая отверстие 2709 в верхней поверхности 2706, может образовывать формованную абразивную частицу в форме вулкана, где средняя точка 2710 отверстия 2709 углублена в основную часть относительно плоской периферийной поверхности 2708.
На фиг. 27 показано также, что основная часть 2701 может быть получена из множества частей, включая, например, часть 2721, определяющую периферийную поверхность нижней поверхности 2702, и часть 2722, расположенную поверх первой части 2721. Основная часть может дополнительно содержать множество частей, расположенных поверх частей 2721 и 2722. Показано, что части 2721 и 2722 могут быть в форме треугольных слоев, как показано на изображении на фиг. 27 при взгляде сверху вниз. Кроме того, показано, что указанные слои могут способствовать получению кромок 2731, 2732 и 2733 между основной поверхностью 2703, 2704 и 2705 и могут быть направлены от верхней поверхности 2707 к нижней поверхности 2702, имеющей микровыступы. Микровыступы могут образовывать зубчатый контур вдоль кромок 2731, 2732 и 2733.
Кроме того, главные поверхности 2703, 2704 и 2705 могут иметь множество удлиненных выступов 2741, расположенных вокруг периферии указанных поверхностей. Основная часть 2701 также может содержать множество поперечных кромок 2742, расположенных вокруг главных поверхностей 2703, 2704 и 22705, и может соединять кромки 2731, 2732 и 2733. Изображение вида сверху вниз, представленное на фиг. 27, демонстрирует, что главные поверхности 2703, 2704 и 2705 также могут иметь зубчатый рельеф, образующий множество дугообразных выступов 241, разделенных множеством поперечных кромок 2742.
На фиг. 28 представлен вид в направлении сверху вниз формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения. Показано, что основная часть 2801 формованной абразивной частицы может содержать нижнюю поверхность 2802 и главные боковые поверхности 2803, 2804 и 2805, соединенные с нижней поверхностью 2802 по периферийной поверхности 2806 нижней поверхности 2802. Основная часть 2801 может дополнительно содержать углы 2811, 2812, 2813 и 2814, соединенные кромками 2821, 2822 и 2823, так что основная часть образует тетраэдрическую форму. В отличие от формованной абразивной частицы, изображенной на фиг. 27, основная часть 2801 формованной абразивной частицы, изображенной на фиг. 28, не является усеченной пирамидой, а содержит четыре угла 2811, 2812, 2813 и 2814. Следует отметить, что углы 2811, 2812 и 2813 могут быть образованы первой частью 2831 основной части, а угол 2814 может быть образован второй частью 2832, полученной во второй время и отдельно от части 2831. В по меньшей мере одном варианте реализации углы 2811, 2812 и 2813 могут иметь по существу одинаковое значение округлости угла, а угол 2814 может иметь значение округлости угла, которое отлично от значений округлости углов 2811, 2812 и 2813. В по меньшей мере одном варианте реализации угол 2814 может иметь значение округлости угла, которое больше, чем значение округлости углов 2811, 2812 и 2813. В другом варианте реализации угол 2814 может иметь значение округлости угла, которое меньше, чем значения округлости углов 2811, 2812 и 2813. На фиг. 29 представлен вид сбоку формованной абразивной частицы, изображенной на фиг. 28. Следует понимать, что формованные абразивные частицы согласно вариантам реализации настоящего изобретения могут содержать основные части, имеющие различные трехмерные формы, как описано в настоящем документе, и их не следует толковать как ограничение до изображенных или представленных вариантов реализации.
Не ограничиваясь конкретной теорией, считают, что одна или более особенностей вариантов реализации настоящего изобретения может способствовать получению формованных абразивных частиц, имеющих улучшенные абразивные свойства. В некоторых случаях было отмечено, что формованные абразивные частицы могут иметь уникальные характеристики разрушения, при этом во время абразивных операций те области частей, которые образуют основную часть формованной абразивной частицы, могут быть выборочно удалены, что может обнажать более острые части, то есть обеспечивать самозаостряющиеся характеристики. На фиг. 30 представлено изображение угла формованной абразивной частицы в соответствии с одним из вариантов реализации изобретения. Показано, что некоторые области 3002 части 3003 основной части 3001 формованной абразивной частицы могут быть удалены во время абразивной операции, обнажая неиспользованную область 3005 другой части 3006 основной части 3001, которая имеет острый угол и может способствовать продолжению абразивных операций.
ПУНКТЫ ИЗОБРЕТЕНИЯ
Пункт 1. Способ получения формованной абразивной частицы, имеющей основную часть, полученную способом послойного синтеза.
Пункт 2. Способ, включающий получение основной части формованной абразивной частицы в соответствии с цифровой моделью.
Пункт 3. Способ по любому из пунктов 1 и 2, отличающийся тем, что способ послойного синтеза включает получение основной части формованной абразивной частицы посредством формования исходного материала без применения производственного инструмента.
Пункт 4. Способ по любому из пунктов 1 и 2, отличающийся тем, что способ послойного синтеза включает получение основной части формованной абразивной частицы посредством нанесения множества отдельных частей контролируемым, неслучайным образом относительно друг друга.
Пункт 5. Способ по пункту 4, отличающийся тем, что нанесение множества частей основной части контролируемым, неслучайным образом относительно друг друга включает нанесение множества частей в производственном инструменте.
Пункт 6. Способ по любому из пунктов 1 и 2, отличающийся тем, что способ включает по меньшей мере один процесс, выбранный из группы, состоящей из способа аддитивных слоев, фотополимеризации под действием света, лазерного формования порошка, расплавления материала в заранее сформированном слое, селективного лазерного спекания, микролазерного спекания, экструзии материала, автоматизированного литья, разбрызгивания материала, наслоения листов и их комбинации.
Пункт 7. Способ по пункту 6, отличающийся тем, что фотополимеризация под действием света включает стереолитографию, где стереолитография включает нанесение по меньшей мере одного слоя суспензии, содержащей полимерный материал, который полимеризуют в процессе получения с получением формованной абразивной частицы.
Пункт 8. Способ по пункту 6, отличающийся тем, что лазерное формование порошка включает нанесение сырьевого материала на целевой материал и воздействие падающего излучения из лазерного источника на целевой материал с обеспечением расплавления сырьевого материала и получением из сырьевого материала формованной абразивной частицы.
Пункт 9. Способ по пункту 8, отличающийся тем, что формованная абразивная частица содержит материал, выбранный из группы, состоящей из металла, металлического сплава, стекла, керамического материала, полимера и их комбинации.
Пункт 10. Способ по пункту 9, отличающийся тем, что формованная абразивная частица состоит по существу из стеклянного материала, содержащего оксид.
Пункт 11. Способ по пункту 6, отличающийся тем, что селективное лазерное спекание включает обработку падающим излучением из лазерного источника целевого материала, содержащего сырьевой материал, и превращение по меньшей мере части одной из фаз сырьевого материала в формованную абразивную частицу.
Пункт 12. Способ по пункту 11, отличающийся тем, что селективное лазерное спекание включает обработку падающим излучением из лазерного источника некоторой части слоя сырьевого материала и превращение части указанного слоя сырьевого материала в формованную абразивную частицу.
Пункт 13. Способ по пункту 11, отличающийся тем, что превращение по меньшей мере части одной из фаз сырьевого материала включает изменение кристаллической структуры сырьевого материала.
Пункт 14. Способ по пункту 11, отличающийся тем, что превращение по меньшей мере части одной из фаз сырьевого материала включает превращение сырьевого материала из твердой фазы в жидкую фазу.
Пункт 15. Способ по пункту 11, отличающийся тем, что превращение по меньшей мере части одной из фаз сырьевого материала включает спекание сырьевого материала.
Пункт 16. Способ по пункту 11, отличающийся тем, что формованная абразивная частица содержит материал, выбранный из группы, состоящей из металла, металлического сплава, стекла, керамики, полимера и их комбинации.
Пункт 17. Способ по пункту 6, отличающийся тем, что разбрызгивание материала включает нанесение отдельных капель сырьевого материала на целевой материал и слияние отдельных капель с образованием основной части с получением формованной абразивной частицы.
Пункт 18. Способ по пункту 6, отличающийся тем, что разбрызгивание материала включает внесение множества отдельных капель в производственный инструмент в контролируемом, неслучайном порядке с получением формованной абразивной частицы.
Пункт 19. Способ по любому из пунктов 1 и 2, отличающийся тем, что получение основной части включает регулирование по меньшей мере одного технологического параметра, выбранного из группы, состоящей из: длины наконечника форсунки; ширины форсунки; аспектного соотношения форсунки; давления нанесения; соотношения между шириной форсунки и давлением нанесения; скорости нанесения; объема нанесения; соотношения между скоростью нанесения и участком нанесения; соотношения между давлением нанесения и участком нанесения; расстояния отключения; запаздывания предварительного движения; подающего зазора; порядка заполнения печатного материала; динамического предела текучести (σd) печатного материала; статического предела текучести (σs) печатного материала; отношения предела текучести (σd/σs) печатного материала; и их комбинации.
Пункт 20. Способ по пункту 19, дополнительно включающий: нанесение первого печатного материала в качестве первой части основной части частицы в первое время; и нанесение второго печатного материала в качестве второй части основной части, отличной от первой части, во второе время.
Пункт 21. Способ по пункту 20, отличающийся тем, что первый печатный материал имеет первый состав, а второй печатный материал имеет второй состав.
Пункт 22. Способ по пункту 21, отличающийся тем, что первый состав и второй состав значительно отличаются друг от друга.
Пункт 23. Способ по пункту 21, отличающийся тем, что второй состав имеет пористость, отличную от пористости первого состава.
Пункт 24. Способ по пункту 21, отличающийся тем, что первый печатный материал и второй печатный материал наносят в разных областях основной части, и они выполнены с возможностью влияния на характеристики разрушения формованной абразивной частицы.
Пункт 25. Способ по пункту 21, отличающийся тем, что первый печатный материал и второй печатный материал наносят чередующимися слоями в одной области основной части, получая композиционный материал, выполненный с возможностью регулирования самозаостряющихся характеристик основной части.
Пункт 26. Способ по пункту 21, отличающийся тем, что первый печатный материал и второй печатный материал наносят в разных областях основной части, получая композиционный материал, имеющий контролируемый порядок указанных областей относительно предусмотренной ориентации формованной абразивной частицы в связанном абразивном изделии.
Пункт 27. Способ по пункту 20, отличающийся тем, что нанесение первого печатного материала включает получение первого слоя основной части в первое время, и нанесение второго печатного материала включает получение второго слоя основной части поверх первого слоя.
Пункт 28. Способ по пункту 20, отличающийся тем, что первая часть может иметь первую характеристику, выбранную из группы, состоящей из твердости, пористости, состава и их комбинации, и вторая часть может иметь вторую характеристику, выбранную из группы, состоящей из твердости, пористости, состава и их комбинации, и при этом первая характеристика может отличаться от второй характеристики.
Пункт 29. Способ по пункту 28, отличающийся тем, что первая часть может иметь первую пористость, которая больше, чем вторая пористость второй части, и при этом первая часть и вторая часть нанесены в некотором порядке относительно друг друга в пределах основной части, образующей композиционный материал, выполненный с возможностью влияния на характеристику разрушения формованной абразивной частицы.
Пункт 30. Способ по пункту 28, отличающийся тем, что первая часть может иметь первую твердость, которая больше, чем вторая твердость второй части, и при этом первая часть и вторая часть нанесены в некотором порядке относительно друг друга в пределах основной части, образующей композиционный материал, выполненный с возможностью влияния на характеристику разрушения формованной абразивной частицы.
Пункт 31. Способ по пункту 20, отличающийся тем, что первая часть имеет первый объем, который больше, чем второй объем второй части.
Пункт 32. Способ по пункту 31, отличающийся тем, что первая часть может образовывать центральную область основной части, и вторая часть может образовывать кромку основной части.
Пункт 33. Способ по пункту 31, отличающийся тем, что первая часть может образовывать центральную область основной части, и вторая часть может образовывать угол основной части.
Пункт 34. Способ по пункту 19, отличающийся тем, что способ получения основной части дополнительно включает нанесение печатного материала из форсунки на подложку, где движение форсунки регулируют с помощью компьютерной программы.
Пункт 35. Способ по пункту 34, отличающийся тем, что форсунка имеет ширину форсунки не более примерно 200 мкм или не более примерно 100 мкм, или не более примерно 90 мкм, или не более примерно 85 мкм, или не более примерно 80 мкм, или не более примерно 75 мкм, или не более примерно 70 мкм, или не более примерно 65 мкм, или не более примерно 60 мкм, или не более примерно 55 мкм, или не более примерно 50 мкм, или не более примерно 45 мкм, или не более примерно 40 мкм, или не более примерно 35 мкм, или не более примерно 30 мкм, или не более примерно 25 мкм, или не более примерно 20 мкм.
Пункт 36. Способ по пункту 34, отличающийся тем, что форсунка имеет ширину, составляющую по меньшей мере примерно 0,1 мкм или по меньшей мере примерно 1 мкм, или по меньшей мере примерно 10 мкм.
Пункт 37. Способ по пункту 19, отличающийся тем, что форсунка имеет длину наконечника не более примерно 10 мм или не более примерно 8 мм, или не более примерно 6 мм, или не более примерно 5 мм, или не более примерно 4 мм.
Пункт 38. Способ по пункту 19, отличающийся тем, что форсунка имеет длину наконечника по меньшей мере примерно 0,1 мм или по меньшей мере примерно 0,2 мм, или по меньшей мере примерно 0,5 мм, или по меньшей мере примерно 1 мм.
Пункт 39. Способ по пункту 19, отличающийся тем, что форсунка имеет значение аспектного соотношения (ширина/длина наконечника) не более примерно 0,8 или не более примерно 0,6, или не более примерно 0,5, или не более примерно 0,4.
Пункт 40. Способ по пункту 19, отличающийся тем, что форсунка имеет значение аспектного соотношения (ширина/длина наконечника) по меньшей мере 0,001 или по меньшей мере примерно 0,005, или по меньшей мере примерно 0,008.
Пункт 41. Способ по пункту 19, отличающийся тем, что давление нанесения составляет не более примерно 5 МПа или не более примерно 4,5 МПа, или не более примерно 4 МПа, или не более примерно 3,5 МПа, или не более примерно 3 МПа, или не более примерно 2,5 МПа, или не более примерно 2 МПа, или не более примерно 1,8 МПа, или не более примерно 1,5 МПа, или не более примерно 1,3 МПа, или не более примерно 1 МПа, или не более примерно 0,9 МПа, или не более примерно 0,8 МПа, или не более примерно 0,7 МПа.
Пункт 42. Способ по пункту 19, отличающийся тем, что давление нанесения составляет по меньшей мере примерно 0,005 МПа или по меньшей мере примерно 0,01 МПа, или по меньшей мере примерно 0,05 МПа, или по меньшей мере примерно 0,08 МПа, или по меньшей мере примерно 0,1 МПа.
Пункт 43. Способ по пункту 19, отличающийся тем, что соотношение между шириной форсунки и давлением нанесения (ширина/давление) определяет первый фактор формования, имеющий значение по меньшей мере примерно 0,2 мкм/МПа или по меньшей мере примерно 1 мкм/МПа, или по меньшей мере примерно 2 мкм/МПа, или по меньшей мере примерно 4 мкм/МПа, или по меньшей мере примерно 6 мкм/МПа, или по меньшей мере примерно 8 мкм/МПа, или по меньшей мере примерно 10 мкм/МПа, или по меньшей мере примерно 12 мкм/МПа, или по меньшей мере примерно 14 мкм/МПа, или по меньшей мере примерно 16 мкм/МПа.
Пункт 44. Способ по пункту 19, отличающийся тем, что соотношение между шириной форсунки и давлением нанесения (ширина/давление) определяет первый фактор формования, имеющий значение не более примерно 1x105 мкм/МПа или не более примерно 1x104 мкм/МПа, или не более примерно 8000 мкм/МПа, или не более примерно 6000 мкм/МПа, или не более примерно 5000 мкм/МПа, или не более примерно 4000 мкм/МПа, или не более примерно 3000 мкм/МПа, или не более примерно 2000 мкм/МПа, или не более примерно 1000 мкм/МПа, или не более примерно 500 мкм/МПа, или не более примерно 200 мкм/МПа, или не более примерно 100 мкм/МПа.
Пункт 45. Способ по пункту 19, отличающийся тем, что получение включает движение форсунки со скоростью нанесения, составляющей по меньшей мере примерно 0,01 мм/с или по меньшей мере примерно 0,05 мм/с, или по меньшей мере примерно 0,08 мм/с, или по меньшей мере примерно 0,1 мм/с, или по меньшей мере примерно 0,3 мм/с, или по меньшей мере примерно 0,5 мм/с, или по меньшей мере примерно 0,8 мм/с, или по меньшей мере примерно 1 мм/с, или по меньшей мере примерно 1,5 мм/с, или по меньшей мере примерно 2 мм/с, или по меньшей мере примерно 2,5 мм/с, или по меньшей мере примерно 3 мм/с.
Пункт 46. Способ по пункту 19, отличающийся тем, что получение включает движение форсунки со скоростью нанесения не более примерно 50 мм/с или не более примерно 30 мм/с, или не более примерно 20 мм/с.
Пункт 47. Способ по пункту 19, отличающийся тем, что получение включает регулирование объема нанесения печатного материала с образованием части основной части частицы.
Пункт 48. Способ по пункту 47, отличающийся тем, что регулирование объема нанесения включает изменение объема нанесения печатного материала в зависимости от формируемой части основной части.
Пункт 49. Способ по пункту 47, отличающийся тем, что получение включает нанесение меньшего объема материала в области, определяющей угол основной части, по сравнению с областью, определяющей главную поверхность основной части.
Пункт 50. Способ по пункту 47, отличающийся тем, что регулирование объема нанесения включает регулирование давления нанесения и скорости нанесения из форсунки.
Пункт 51. Способ по пункту 50, отличающийся тем, что регулирование объема нанесения включает регулирование ширины, длины и высоты первой части основной части, формируемой в первое время.
Пункт 52. Способ по пункту 19, отличающийся тем, что получение включает регулирование соотношения между скоростью нанесения и участком нанесения.
Пункт 53. Способ по пункту 52, отличающийся тем, что регулирование соотношения между скоростью нанесения и участком нанесения включает изменение скорости нанесения в зависимости от участка нанесения.
Пункт 54. Способ по пункту 52, отличающийся тем, что регулирование соотношения между скоростью нанесения и участком нанесения включает уменьшение скорости нанесения в участке нанесения, относящемся к углу основной части формованной абразивной частицы, по сравнению со скоростью нанесения, относящейся к участку нанесения у главной поверхности основной части.
Пункт 55. Способ по пункту 52, отличающийся тем, что регулирование соотношения между скоростью нанесения и участком нанесения включает изменение скорости нанесения с обеспечением изменения размера элементов в основной части, в зависимости от участка нанесения.
Пункт 56. Способ по пункту 19, отличающийся тем, что получение включает регулирование соотношения между давлением нанесения и участком нанесения.
Пункт 57. Способ по пункту 56, отличающийся тем, что регулирование соотношения между давлением нанесения и участком нанесения включает изменение давления нанесения в зависимости от участка нанесения.
Пункт 58. Способ по пункту 56, отличающийся тем, что регулирование соотношения между давлением нанесения и участком нанесения включает снижение давления нанесения в участке нанесения, относящемся к углу основной части формованной абразивной частицы, по сравнению с давлением нанесения, относящимся к участку нанесения у главной поверхности основной части.
Пункт 59. Способ по пункту 56, отличающийся тем, что регулирование соотношения между давлением нанесения и участком нанесения включает изменение давления нанесения с обеспечением изменения размера элементов в основной части, в зависимости от участка нанесения.
Пункт 60. Способ по пункту 19, отличающийся тем, что получение основной части дополнительно включает регулирование запаздывания предварительного движения между началом нанесения печатного материала и движением форсунки для нанесения печатного материала.
Пункт 61. Способ по пункту 60, отличающийся тем, что запаздывание предварительного движения составляет более 0 секунд.
Пункт 62. Способ по пункту 60, отличающийся тем, что запаздывание предварительного движения составляет не более примерно 10 секунд.
Пункт 63. Способ по пункту 19, отличающийся тем, что получение основной части дополнительно включает регулирование расстояния отключения, определяющего расстояние движения форсунки после отключения давления подачи печатного материала.
Пункт 64. Способ по пункту 19, отличающийся тем, что расстояние отключения меньше, чем подающий зазор.
Пункт 65. Способ по пункту 19, отличающийся тем, что расстояние отключения больше, чем подающий зазор.
Пункт 66. Способ по пункту 19, отличающийся тем, что расстояние отключения по существу равно подающему зазору.
Пункт 67. Способ по пункту 19, отличающийся тем, что получение включает регулирование подающего зазора, определяющего расстояние между форсункой и целевым объектом.
Пункт 68. Способ по пункту 67, отличающийся тем, что подающий зазор составляет не более примерно 10W, где «W» представляет собой ширину форсунки, при этом подающий зазор составляет не более примерно 9W или не более примерно 8W, или не более примерно 7W, или не более примерно 6W, или не более примерно 5W, или не более примерно 4W, или не более примерно 3W, или не более примерно 2W, или не более примерно 1W.
Пункт 69. Способ по пункту 67, отличающийся тем, что подающий зазор составляет по меньшей мере примерно 0,001W, где «W» представляет собой ширину форсунки, при этом подающий зазор составляет по меньшей мере примерно 0,005W или по меньшей мере примерно 0,01W, или по меньшей мере примерно 0,1W.
Пункт 70. Способ по пункту 67, отличающийся тем, что подающий зазор составляет не более примерно 10t, где «t» представляет собой толщину печатного материала, при этом подающий зазор составляет не более примерно 9t или не более примерно 8t, или не более примерно 7t, или не более примерно 6t, или не более примерно 5t, или не более примерно 4t, или не более примерно 3t, или не более примерно 2t, или не более примерно 1t.
Пункт 71. Способ по пункту 67, отличающийся тем, что подающий зазор составляет по меньшей мере примерно 0,001t, где «t» представляет собой толщину печатного материала, при этом подающий зазор составляет по меньшей мере примерно 0,005t или по меньшей мере примерно 0,01t.
Пункт 72. Способ по пункту 67, отличающийся тем, что регулирование подающего зазора включает изменение подающего зазора, так что печатный материал приводят в контакт с целевым объектом сразу после его выхода из форсунки.
Пункт 73. Способ по пункту 67, отличающийся тем, что регулирование подающего зазора включает регулирование высоты форсунки над целевым объектом, так что печатный материал приводят в контакт с целевым объектом после выхода из форсунки без образования свободной капли в пространстве между форсункой и целевым объектом.
Пункт 74. Способ по пункту 67, отличающийся тем, что регулирование подающего зазора включает изменение расстояния в направлении Z между форсункой и целевым объектом на основании по меньшей мере одного параметра из длины наконечника форсунки, ширины форсунки, давления нанесения, скорости нанесения, объема нанесения, участка нанесения, порядка заполнения печатного материала, динамического предела текучести (σd) печатного материала, статического предела текучести (σs) печатного материала, соотношения предела текучести (σd/σs) печатного материала, вязкости печатного материала и их комбинации.
Пункт 75. Способ по пункту 67, отличающийся тем, что регулирование подающего зазора включает изменение подающего зазора на основании участка нанесения.
Пункт 76. Способ по пункту 67, отличающийся тем, что регулирование подающего зазора включает изменение подающего зазора с обеспечением изменения объема материала, наносимого в определенном участке нанесения.
Пункт 77. Способ по пункту 19, отличающийся тем, что получение дополнительно включает регулирование порядка заполнения, который определяет порядок получения первой части основной части в первое время и второй части основной части во второе время.
Пункт 78. Способ по пункту 77, отличающийся тем, что порядок заполнения определяет процесс нанесения, выбранный из группы, состоящей из процесса заполнения снаружи внутрь, процесс заполнения изнутри наружу, процесс заполнения с одной стороны к другой, процесс заполнения снизу вверх и их комбинации.
Пункт 79. Способ по пункту 77, отличающийся тем, что регулирование порядка заполнения включает получение первой части основной части в первое время с применением первого порядка заполнения и второй части основной части во второе время с применением второго порядка заполнения, при этом первый порядок заполнения отличается от второго порядка заполнения.
Пункт 80. Способ по пункту 77, отличающийся тем, что порядок заполнения включает получение первого слоя посредством процесса заполнения снаружи внутрь и второго слоя поверх первого слоя посредством процесса заполнения изнутри наружу.
Пункт 81. Способ по пункту 19, отличающийся тем, что печатный материал может содержать смесь, содержащую неорганический материал в количестве по меньшей мере примерно 25 мас.% от общей массы смеси или по меньшей мере примерно 35 мас.%, или по меньшей мере примерно 36 мас.% или и не более примерно 75 мас.% или не более примерно 70 мас.%, или не более примерно 65 мас.%, или не более примерно 55 мас.%, или не более примерно 45 мас.%, или не более примерно 44 мас.%.
Пункт 82. Способ по пункту 81, отличающийся тем, что смесь содержит золь-гель.
Пункт 83. Способ по пункту 81, отличающийся тем, что неорганический материал содержит керамический материал.
Пункт 84. Способ по пункту 81, отличающийся тем, что неорганический материал содержит материал, выбранный из группы, состоящей из оксидов, карбидов, нитридов, боридов, оксикарбидов, оксинитридов, оксиборидов, материалов на основе углерода и их комбинации.
Пункт 85. Способ по пункту 81, отличающийся тем, что неорганический материал содержит оксид алюминия.
Пункт 86. Способ по пункту 81, отличающийся тем, что неорганический материал содержит бемит.
Пункт 87. Способ по пункту 81, отличающийся тем, что смесь содержит азотную кислоту.
Пункт 88. Способ по пункту 81, отличающийся тем, что смесь содержит воду.
Пункт 89. Способ по пункту 81, отличающийся тем, что смесь имеет динамический предел текучести (σd), составляющий по меньшей мере примерно 100 Па или по меньшей мере примерно 120 Па, или по меньшей мере примерно 140 Па, или по меньшей мере примерно 160 Па, или по меньшей мере примерно 180 Па, или по меньшей мере примерно 200 Па.
Пункт 90. Способ по пункту 81, отличающийся тем, что смесь имеет динамический предел текучести (σd) не более примерно 1500 Па или не более примерно 1300 Па, или не более примерно 1200 Па, или не более примерно 1100 Па, или не более примерно 1000 Па.
Пункт 91. Способ по пункту 81, отличающийся тем, что получение включает регулирование по меньшей мере одного параметра из подающего зазора, длины наконечника форсунки, ширины форсунки, давления нанесения, скорости нанесения, объема нанесения, участка нанесения и порядка заполнения печатного материала на основании динамического предела текучести (σd) печатного материала.
Пункт 92. Способ по пункту 81, отличающийся тем, что смесь имеет статический предел текучести (σs), составляющий по меньшей мере примерно 180 Па или по меньшей мере примерно 200 Па, или по меньшей мере примерно 250 Па, или по меньшей мере примерно 300 Па, или по меньшей мере примерно 350 Па, или по меньшей мере примерно 400 Па, или по меньшей мере примерно 450 Па, или по меньшей мере примерно 500 Па, или по меньшей мере примерно 550 Па, или по меньшей мере примерно 600 Па.
Пункт 93. Способ по пункту 81, отличающийся тем, что смесь имеет статический предел текучести (σs) не более примерно 20000 Па или не более примерно 18000 Па, или не более примерно 15000 Па, или не более примерно 5000 Па, или не более примерно 1000 Па.
Пункт 94. Способ по пункту 81, отличающийся тем, что смесь имеет статический предел текучести (σs), отличный от динамического предела текучести (σd).
Пункт 95. Способ по пункту 81, отличающийся тем, что смесь имеет статический предел текучести (σs) больше динамического предела текучести (σd).
Пункт 96. Способ по пункту 81, отличающийся тем, что смесь имеет соотношение предела текучести (σd/σs) не более примерно 1 или не более примерно 0,99, или не более примерно 0,97, или не более примерно 0,95, или не более примерно 0,9, или не более примерно 0,85, или не более примерно 0,8, или не более примерно 0,75, или не более примерно 0,7, или не более примерно 0,65, или не более примерно 0,6, или не более примерно 0,55, или не более примерно 0,5.
Пункт 97. Способ по пункту 81, отличающийся тем, что получение включает регулирование по меньшей мере одного параметра из подающего зазора, длины наконечника форсунки, ширины форсунки, давления нанесения, скорости нанесения, объема нанесения, участка нанесения и порядка заполнения печатного материала на основании статического предела текучести (σs) печатного материала.
Пункт 98. Способ по пункту 81, отличающийся тем, что смесь имеет соотношение предела текучести (σd/σs), составляющее по меньшей мере примерно 0,01 или по меньшей мере примерно 0,05, или по меньшей мере примерно 0,08, или по меньшей мере примерно 0,1, или по меньшей мере примерно 0,15, или по меньшей мере примерно 0,2, или по меньшей мере примерно 0,25, или по меньшей мере примерно 0,3, или по меньшей мере примерно 0,35, или по меньшей мере примерно 0,4, или по меньшей мере примерно 0,45, или по меньшей мере примерно 0,5.
Пункт 99. Способ по пункту 81, отличающийся тем, что получение включает регулирование по меньшей мере одного параметра из подающего зазора, длины наконечника форсунки, ширины форсунки, давления нанесения, скорости нанесения, объема нанесения, участка нанесения и порядка заполнения печатного материала на основании соотношения предела текучести (σd/σs) печатного материала.
Пункт 100. Способ по пункту 81, отличающийся тем, что смесь представляет собой псевдопластичный материал.
Пункт 101. Способ по пункту 81, отличающийся тем, что смесь имеет вязкость по меньшей мере примерно 4x103 Па·с или по меньшей мере примерно 5x103 Па·с или по меньшей мере примерно 6x103 Па·с, или по меньшей мере примерно 7x103 Па·с, или по меньшей мере примерно 7,5x103 Па·с.
Пункт 102. Способ по пункту 81, отличающийся тем, что смесь имеет вязкость не более примерно 20x103 Па·с или не более примерно 18x103 Па·с, или не более примерно 15x103 Па·с, или не более примерно 12x103 Па·с.
Пункт 103. Способ по пункту 81, отличающийся тем, что получение включает регулирование по меньшей мере одного параметра из подающего зазора, длины наконечника форсунки, ширины форсунки, давления нанесения, скорости нанесения, объема нанесения, участка нанесения и порядка заполнения печатного материала на основании вязкости печатного материала.
Пункт 104. Способ по любому из пунктов 1 и 2, отличающийся тем, что получение дополнительно включает регулирование трехмерного движения форсунки, выполненной с возможностью нанесения печатного материала, где регулирование трехмерного движения включает регулирование форсунки по оси X, оси Y и оси Z.
Пункт 105. Способ по любому из пунктов 1 и 2, отличающийся тем, что получение дополнительно включает регулирование множества форсунок, где каждая форсунка из множества форсунок может быть выполнена с возможностью нанесения печатного материала, и регулирование множества форсунок включает регулирование трехмерного движения каждой форсунки по оси X, оси Y и оси Z.
Пункт 106. Способ по любому из пунктов 1 и 2, дополнительно включающий: нанесение первого печатного материала в качестве первой части основной части в первое время; и нанесение второго печатного материала в качестве второй части основной части, отличной от первой части, во второе время.
Пункт 107. Способ по пункту 106, отличающийся тем, что первое время отлично от второго времени.
Пункт 108. Способ по пункту 106, отличающийся тем, что первый печатный материал содержит материал, выбранный из группы, состоящей из твердого вещества, порошка, раствора, смеси, жидкости, суспензии, геля, связующего вещества и их комбинации.
Пункт 109. Способ по пункту 106, дополнительно включающий предпочтительную модификацию одной из первой части и второй части с обеспечением соединения первой части и второй части и получения субчасти основной части.
Пункт 110. Способ по пункту 109, отличающийся тем, что модификация включает изменение фазы по меньшей мере одного из первого печатного материала и второго печатного материала.
Пункт 111. Способ по пункту 109, отличающийся тем, что модификация включает нагревание по меньшей мере одной из первой части и второй части.
Пункт 112. Способ по пункту 111, отличающийся тем, что нагревание включает сплавление первой части со второй частью.
Пункт 113. Способ по пункту 111, отличающийся тем, что нагревание включает соединение первой части со второй частью.
Пункт 114. Способ по пункту 111, отличающийся тем, что нагревание включает воздействие падающего электромагнитного излучения на по меньшей мере часть первой части.
Пункт 115. Способ по пункту 111, отличающийся тем, что нагревание включает воздействие падающего электромагнитного излучения на по меньшей мере часть второй части.
Пункт 116. Способ по пункту 106, отличающийся тем, что нанесение включает нанесение множества отдельных капель определенного объема первого печатного материала с получением первой части.
Пункт 117. Способ по пункту 106, отличающийся тем, что нанесение включает нанесение множества отдельных капель определенного объема второго печатного материала с получением второй части.
Пункту 118. Способ по пункту 106, отличающийся тем, что первая часть имеет длину первой части (Lfp), ширину первой части (Wfp) и толщину первой части (Tfp), и при этом Lfp>Wfp, Lfp>Tfp, и Wfp>Tfp.
Пункт 119. Способ по пункту 118, отличающийся тем, что первая часть имеет первичное аспектное соотношение (Lfp:Wfp) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 120. Способ по пункту 118, отличающийся тем, что первая часть имеет вторичное аспектное соотношение (Lfp:Tfp) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 121. Способ по пункту 118, отличающийся тем, что первая часть имеет третичное аспектное соотношение (Wfp:Tfp) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 122. Способ по пункту 118, отличающийся тем, что по меньшей мере одна из длины первой части (Lfp), ширины первой части (Wfp) и толщины первой части (Tfp) имеет средний размер не более примерно 2 мм или значение не более примерно 1 мм, или не более примерно 900 мкм, или не более примерно 800 мкм, или не более примерно 700 мкм, или не более примерно 600 мкм, или не более примерно 500 мкм, или не более примерно 400 мкм, или не более примерно 300 мкм, или не более примерно 200 мкм, или не более примерно 150 мкм, или не более примерно 140 мкм, или не более примерно 130 мкм, или не более примерно 120 мкм, или не более примерно 110 мкм, или не более примерно 100 мкм, или не более примерно 90 мкм, или не более примерно 80 мкм, или не более примерном 70 мкм, или не более примерно 60 мкм, или не более примерно 50 мкм и по меньшей мере примерно 0,01 мкм или по меньшей мере примерно 0,1 мкм, или по меньшей мере примерно 1 мкм.
Пункт 123. Способ по пункту 118, отличающийся тем, что первая часть имеет форму поперечного сечения в плоскости, определенной длиной первой части (Lfp) и шириной первой части (Wfp), выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 124. Способ по пункту 118, отличающийся тем, что первая часть имеет форму поперечного сечения в плоскости, определенной длиной первой части (Lfp) и толщиной первой части (Tfp), выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 125. Способ по пункту 118, отличающийся тем, что первая часть представлена в форме слоя.
Пункт 126. Способ по пункту 106, отличающийся тем, что вторая часть имеет длину второй части (Lsp), ширину второй части (Wsp) и толщину второй части (Tfp), и при этом Lsp>Wsp, Lsp>Tsp, и Wsp>Tsp.
Пункт 127. Способ по пункту 126, отличающийся тем, что вторая часть имеет первичное аспектное соотношение (Lsp:Wsp) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 128. Способ по пункту 126, отличающийся тем, что вторая часть имеет вторичное аспектное соотношение (Lsp:Tsp) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 129. Способ по пункту 126, отличающийся тем, что вторая часть имеет третичное аспектное соотношение (Wsp:Tsp) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 130. Способ по пункту 126, отличающийся тем, что по меньшей мере одна из длины второй части (Lsp), ширины второй части (Wsp) и толщины второй части (Tsp) имеет средний размер не более примерно 2 мм или значение не более примерно 1 мм, или не более примерно 900 мкм, или не более примерно 800 мкм, или не более примерно 700 мкм, или не более примерно 600 мкм, или не более примерно 500 мкм, или не более примерно 400 мкм, или не более примерно 300 мкм, или не более примерно 200 мкм, или не более примерно 150 мкм, или не более примерно 140 мкм, или не более примерно 130 мкм, или не более примерно 120 мкм, или не более примерно 110 мкм, или не более примерно 100 мкм, или не более примерно 90 мкм, или не более примерно 80 мкм, или не более примерном 70 мкм, или не более примерно 60 мкм, или не более примерно 50 мкм и по меньшей мере примерно 0,01 мкм или по меньшей мере примерно 0,1 мкм, или по меньшей мере примерно 1 мкм.
Пункт 131. Способ по пункту 126, отличающийся тем, что вторая часть имеет форму поперечного сечения в плоскости, определенной длиной второй части (Lsp) и шириной второй части (Wsp), выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 132. Способ по пункту 126, отличающийся тем, что вторая часть имеет форму поперечного сечения в плоскости, определенной длиной второй части (Lsp) и толщиной второй части (Tsp), выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 133. Способ по пункту 126, отличающийся тем, что первая часть имеет форму поперечного сечения, отличную от формы поперечного сечения второй части.
Пункт 134. Способ по пункту 126, отличающийся тем, что первая часть имеет по существу такую же форму поперечного сечения, как форма поперечного сечения второй части.
Пункт 135. Способ по пункту 106, отличающийся тем, что первый печатный материал имеет первый состав, а второй печатный материал имеет второй состав.
Пункт 136. Способ по пункту 135, отличающийся тем, что первый состав и второй состав являются по существу одинаковыми относительно друг друга.
Пункт 137. Способ по пункту 135, отличающийся тем, что первый состав и второй состав значительно отличаются друг от друга.
Пункт 138. Способ по пункту 135, отличающийся тем, что первый состав содержит материал, выбранный из группы, состоящей из органического материала, неорганического материала и их комбинации.
Пункт 139. Способ по пункту 135, отличающийся тем, что первый состав содержит материал, выбранный из группы, состоящей из керамического материала, стекла, металла, полимера и их комбинации.
Пункт 140. Способ по пункту 135, отличающийся тем, что первый состав содержит материал, выбранный из группы, состоящей из оксида, карбида, нитрида, борида, оксикарбида, оксинитрида, оксиборида и их комбинации.
Пункт 141. Способ по пункту 135, отличающийся тем, что первый состав содержит оксид алюминия.
Пункт 142. Способ по пункту 135, отличающийся тем, что второй состав содержит материал, выбранный из группы, состоящей из органического материала, неорганического материала и их комбинации.
Пункт 143. Способ по пункту 135, отличающийся тем, что второй состав содержит материал, выбранный из группы, состоящей из керамического материала, стекла, металла, полимера и их комбинации.
Пункт 144. Способ по пункту 135, отличающийся тем, что второй состав содержит материал, выбранный из группы, состоящей из оксида, карбида, нитрида, борида, оксикарбида, оксинитрида, оксиборида и их комбинации.
Пункт 145. Способ по пункту 135, отличающийся тем, что второй состав содержит оксид алюминия.
Пункт 146. Способ по пункту 106, отличающийся тем, что второй печатный материал содержит твердое вещество, порошок, раствор, смесь, жидкость, суспензию, гель, связующее вещество и их комбинацию.
Пункт 147. Способ по пункту 1, дополнительно включающий получение основной части в соответствии с цифровой моделью.
Пункт 148. Способ по любому из пунктов 2 и 147, дополнительно включающий сравнение по меньшей мере части основной части с цифровой моделью.
Пункт 149. Способ по пункту 148, отличающийся тем, что сравнение включает измерение по меньшей мере части основной части и ее сравнение с соответствующим размером цифровой модели.
Пункт 150. Способ по пункту 148, отличающийся тем, что сравнение проводят во время получения.
Пункт 151. Способ по пункту 148, отличающийся тем, что сравнение проводят после получения.
Пункт 152. Способ по любому из пунктов 2 и 147, дополнительно включающий создание множество цифровых поперечных сечений цифровой модели.
Пункт 153. Способ по пункту 152, дополнительно включающий: нанесение первой части основной части в первое время, где первая часть соответствует первому поперечному сечению из множества поперечных сечений цифровой модели; нанесение второй части основной части, отличной от первой части, во второе время, отличное от первого времени, при этом вторая часть соответствует второму поперечному сечению из множества поперечных сечений цифровой модели.
Пункт 154. Способ по пункту 152, дополнительно включающий использование множества цифровых поперечных сечений в качестве руководства для нанесения множества отдельных частей.
Пункт 155. Способ по пункту 1, отличающийся тем, что способ послойного синтеза определяет процесс соединения отдельных частей с получением субчасти.
Пункт 156. Способ по пункту 155, дополнительно включающий соединение множества субчастей с получением основной части формованной абразивной частицы.
Пункт 157. Способ по любому из пунктов 1 и 2, дополнительно включающий субтрактивный процесс.
Пункт 158. Способ по пункту 157, отличающийся тем, что субтрактивный процесс проводят после получения основной части предшественника формованной абразивной частицы.
Пункт 159. Способ по пункту 157, отличающийся тем, что субтрактивный процесс включает удаление по меньшей мере части материала, использованного для получения предшественника формованной абразивной частицы.
Пункт 160. Способ по пункту 157, отличающийся тем, что субтрактивный процесс включает получение по меньшей мере одного отверстия в части основной части.
Пункту 161. Способ по пункту 157, отличающийся тем, что субтрактивный процесс включает получение сквозного отверстия в части основной части.
Пункт 162. Способ по пункту 157, отличающийся тем, что субтрактивный процесс включает нагревание для удаления части основной части.
Пункт 163. Способ по пункту 162, отличающийся тем, что нагревание включает испарение по меньшей мере части основной части.
Пункт 164. Способ по любому из пунктов 1 и 2, дополнительно включающий по меньшей мере один процесс модификации части основной части, включая плавление, селективное лазерное плавление, спекание, селективное спекание, прямое лазерное спекание металлов, селективное лазерное спекание, модификацию пучка частиц, электронно-лучевую плавку, моделирование методом наплавления, отверждение и любую их комбинацию.
Пункт 165. Способ по любому из пунктов 1 и 2, отличающийся тем, что получение включает печатание прототипа основной части формованной абразивной частицы.
Пункт 166. Способ по любому из пунктов 1 и 2, отличающийся тем, что получение включает получение слоистого объекта.
Пункт 167. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть имеет трехмерную форму, имеющую длину основной части (Lb), ширину основной части (Wb) и толщину основной части (Tb), и при этом Lb>Wb, Lb>Tb, и Wb>Tb.
Пункт 168. Способ по пункту 167, отличающийся тем, что основная часть имеет первичное аспектное соотношение (Lb:Wb) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 169. Способ по пункту 167, отличающийся тем, что основная часть имеет вторичное аспектное соотношение (Lb:Tb) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 170. Способ по пункту 167, отличающийся тем, что основная часть имеет третичное аспектное соотношение (Wb:Tb) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 171. Способ по пункту 167, отличающийся тем, что по меньшей мере одна из длины основной части (Lb), ширины основной части (Wb) и толщины основной части (Tb) имеет средний размер, составляющий по меньшей мере примерно 0,1 мкм или по меньшей мере примерно 1 мкм, или по меньшей мере примерно 10 мкм, или по меньшей мере примерно 50 мкм, или по меньшей мере примерно 100 мкм, или по меньшей мере примерно 150 мкм, или по меньшей мере примерно 200 мкм, или по меньшей мере примерно 400 мкм, или по меньшей мере примерно 600 мкм, или по меньшей мере примерно 800 мкм, или по меньшей мере примерно 1 мм и не более примерно 20 мм или не более примерно 18 мм, или не более примерно 16 мм, или не более примерно 14 мм, или не более примерно 12 мм, или не более примерно 10 мм, или не более примерно 8 мм, или не более примерно 6 мм, или не более примерно 4 мм.
Пункт 172. Способ по пункту 167, отличающийся тем, что основная часть имеет форму поперечного сечения в плоскости, определенной длиной основной части и шириной основной части, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 173. Способ по пункту 167, отличающийся тем, что основная часть имеет форму поперечного сечения в плоскости, определенной длиной основной части и толщиной основной части, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 174. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть имеет трехмерную форму, выбранную из группы, состоящей из многогранника, пирамиды, эллипсоида, сферы, призмы, цилиндра, конуса, тетраэдра, куба, кубоида, ромбоэдра, усеченной пирамиды, усеченного эллипсоида, усеченной сферы, усеченного конуса, пятигранника, шестигранника, семигранника, восьмигранника, девятигранника, десятигранника, буквы греческого алфавита, буквы латинского алфавита, буквы русского алфавита и их комбинации.
Пункт 175. Способ по любому из пунктов 1 и 2, дополнительно включающий получение множества формованных абразивных частиц, где каждая формованная абразивная частица из множества формованных абразивных частиц имеет основную часть, имеющую длину основной части (Lb), ширину основной части (Wb) и толщину основной части (Tb).
Пункт 176. Способ по пункту 175, отличающийся тем, что множество формованных абразивных частиц имеют по меньшей мере одну из следующих характеристик: отклонение длины основной части не более примерно 50%; отклонение ширины основной части не более примерно 50%; и отклонение толщины основной части не более примерно 50%.
Пункт 177. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть имеет первую главную поверхность, вторую главную поверхность и по меньшей мере одну боковую поверхность, расположенную между первой главной поверхностью и второй главной поверхностью.
Пункт 178. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть имеет процентное содержание заусениц не более примерно 40% или не более примерно 20%, или не более примерно 10%, или не более примерно 4%, при этом основная часть по существу не содержит заусениц.
Пункт 179. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть по существу не содержит связующего вещества, при этом основная часть по существу не содержит органического материала.
Пункт 180. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть содержит поликристаллический материал, где поликристаллический материал содержит зерна, при этом зерна выбраны из группы материалов, состоящей из нитридов, оксидов, карбидов, боридов, оксинитридов, алмаза и их комбинации, при этом зерна содержат оксид, выбранный из группы оксидов, состоящей из оксида алюминия, оксида циркония, оксида титана, оксида иттрия, оксида хрома, оксида стронция, оксида кремния и их комбинации, при этом зерна содержат оксид алюминия, при этом зерна состоят по существу из оксида алюминия.
Пункт 181. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть состоит по существу из оксида алюминия.
Пункт 182. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть получена из золя-геля с затравкой.
Пункт 183. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть содержит поликристаллический материал, имеющий средний размер зерен не более примерно 1 мкм.
Пункт 184. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть представляет собой композиционный материал, содержащий по меньшей мере 2 различных типа составов.
Пункт 185. Способ по любому из пунктов 1 и 2, отличающийся тем, что основная часть содержит добавку, при этом добавка содержит оксид, при этом добавка содержит металлический элемент, при этом добавка содержит редкоземельный элемент.
Пункт 186. Способ по пункту 185, отличающийся тем, что добавка содержит легирующий материал, где легирующий материал содержит элемент, выбранный из группы, состоящей из щелочного элемента, щелочноземельного элемента, редкоземельного элемента, элемента переходного металла и их комбинации, где легирующий материал содержит элемент, выбранный из группы, состоящей из гафния, циркония, ниобия, тантала, молибдена, ванадия, лития, натрия, калия, магния, кальция, стронция, бария, скандия, иттрия, лантана, цезия, празеодима, хрома, кобальта, железа, германия, марганца, никеля, титана, цинка и их комбинации.
Пункт 187. Способ получения связанного абразива, включающий: получение множества формованных абразивных частиц на подложке, где каждая формованная абразивная частица из множества формованных абразивных частиц имеет основную часть, полученную способом послойного синтеза.
Пункт 188. Способ по пункту 187, отличающийся тем, что получение проводят непосредственно на подложке.
Пункт 189. Способ по пункту 187, отличающийся тем, что получение проводят непосредственно на по меньшей мере части связующего слоя, расположенного на подложке, где связующий слой содержит материал, выбранный из группы, состоящей из неорганического материала, стекловидного материала, кристаллического материала, органического материала, смолистого материала, металлического материала, металлического сплава и их комбинации.
Пункт 190. Способ по пункту 187, отличающийся тем, что подложку переносят через зону получения, при этом в зоне получения на подложке получают по меньшей мере одну формованную абразивную частицу из множества формованных абразивных частиц.
Пункт 191. Способ по пункту 187, отличающийся тем, что перенос включает процесс постепенного переноса.
Пункт 192. Способ по пункту 187, отличающийся тем, что основную часть каждой формованной абразивной частицы из множества формованных абразивных частиц получают в соответствии с цифровой моделью.
Пункт 193. Способ по пункту 187, отличающийся тем, что способ послойного синтеза включает: нанесение первого печатного материала в качестве первой части основной части каждой формованной абразивной частицы из множества формованных абразивных частиц в первое время; и нанесение второго печатного материала в качестве второй части основной части каждой формованной абразивной частицы из множества формованных абразивных частиц во второе время, отличное от первого времени.
Пункт 194. Способ по пункту 193, дополнительно включающий предпочтительную модификацию одной из первой части и второй части с обеспечением соединения первой части и второй части и получения субчасти основной части формованной абразивной частицы.
Пункт 195. Способ по пункту 187, отличающийся тем, что множество формованных абразивных частиц получают в предварительно определенном положении на подложке.
Пункт 196. Способ по пункту 187, дополнительно включающий размещение каждой формованной абразивной частицы из множества формованных абразивных частиц на подложке, где размещение проводят одновременно с получением основной части каждой формованной абразивной частицы из множества формованных абразивных частиц.
Пункт 197. Способ по пункту 187, дополнительно включающий ориентирование каждой формованной абразивной частицы из множества формованных абразивных частиц относительно подложки.
Пункт 198. Способ по пункту 197, отличающийся тем, что ориентирование и получение проводят одновременно.
Пункт 199. Способ по пункту 187, отличающийся тем, что по меньшей мере примерно 55% из множества формованных абразивных частиц ориентированы в боковой ориентации.
Пункт 200. Способ по пункту 187, отличающийся тем, что множество формованных абразивных частиц образуют открытое покрытие, при этом множество формованных абразивных частиц первой части образуют закрытое покрытие, и открытое покрытие имеет плотность покрытия не более примерно 70 частиц/см2.
Пункт 201. Способ по пункту 187, отличающийся тем, что подложка содержит тканый материал, что подложка содержит нетканый материал, что подложка содержит органический материал, что подложка содержит полимер, что подложка содержит материал, выбранный из группы, состоящий из ткани, бумаги, пленки, трикотажа, начесной ткани, вулканизированного волокна, тканого материала, нетканого материала, сетки, полимера, смолы, фенольной смолы, фенольно-латексной смолы, эпоксидной смолы, сложной полиэфирной смолы, карбамидоформальдегидной смолы, сложного полиэфира, полиуретана, полипропилена, полиимидов и их комбинаций.
Пункт 202. Способ по пункту 187, отличающийся тем, что подложка содержит добавку, выбранную из группы, состоящей из катализаторов, связующих агентов, отвердителей, антистатических агентов, суспендирующих агентов, агентов против засорения, смазывающих агентов, смачивающих агентов, красителей, наполнителей, модификаторов вязкости, диспергаторов, пеногасителей и шлифовальных агентов.
Пункт 203. Способ по пункту 187, дополнительно включающий нанесение адгезивного слоя поверх подложки, где адгезивный слой содержит нижнее покрытие, где нижнее покрытие расположено на подложке, где нижнее покрытие связано непосредственно с частью подложки, где нижнее покрытие содержит органический материал, где нижнее покрытие содержит полимерный материал, где нижнее покрытие содержит материал, выбранный из группы, состоящий из сложных полиэфиров, эпоксидных смол, полиуретанов, полиамидов, полиакрилатов, полиметакрилатов, поливинилхлоридов, полиэтилена, полисилоксана, кремнийорганических полимеров, ацетатов целлюлозы, нитроцеллюлозы, натурального каучука, крахмала, шеллака и их комбинаций.
Пункт 204. Способ по пункту 203, отличающийся тем, что адгезивный слой содержит верхнее покрытие, где верхнее покрытие расположено на части множества формованных абразивных частиц, где верхнее покрытие расположено на нижнем покрытии, где верхнее покрытие связано непосредственно с частью множества формованных абразивных частиц, где верхнее покрытие содержит органический материал, где верхнее покрытие содержит полимерный материал, где верхнее покрытие содержит материал, выбранный из группы, состоящей из сложных полиэфиров, эпоксидных смол, полиуретанов, полиамидов, полиакрилатов, полиметакрилатов, поливинилхлоридов, полиэтилена, полисилоксана, кремнийорганических полимеров, ацетатов целлюлозы, нитроцеллюлозы, натурального каучука, крахмала, шеллака и их комбинаций.
Пункт 205. Формованная абразивная частица, содержащая основную часть, имеющую по меньшей мере одну главную поверхность, имеющую самоподобный элемент.
Пункт 206. Формованная абразивная частица, содержащая основную часть, имеющую по меньшей мере одну периферийную бороздку, расположенную вокруг по меньшей мере части боковой поверхности основной части.
Пункт 207. Формованная абразивная частица, содержащая основную часть, имеющую по меньшей мере одну главную поверхность, образующую вогнутую ступенчатую поверхность.
Пункт 208. Формованная абразивная частица, содержащая основную часть, которая имеет по меньшей мере одну поперечную бороздку, расположенную вдоль по меньшей мере двух поверхностей и соединительного ребра между по меньшей мере двумя поверхностями.
Пункт 209. Формованная абразивная частица, содержащая основную часть, которая имеет угол, содержащий множество микровыступов, направленных из угла.
Пункт 210. Формованная абразивная частица, содержащая основную часть, содержащую поверхность, имеющую зубчатый рельеф.
Пункт 211. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть имеет округлость угла не более примерно 250 мкм или не более примерно 220 мкм, или не более примерно 200 мкм, или не более примерно 180 мкм, или не более примерно 160 мкм, или не более примерно 140 мкм, или не более примерно 120 мкм, или не более примерно 100 мкм, или не более примерно 90 мкм, или не более примерно 80 мкм, или не более примерно 70 мкм, или не более примерно 60 мкм, или не более примерно 50 мкм, или не более примерно 40 мкм, или не более примерно 30 мкм, или не более примерно 20 мкм.
Пункт 212. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть имеет округлость угла, составляющую по меньшей мере примерно 0,1 мкм или по меньшей мере примерно 0,5 мкм.
Пункт 213. Формованная абразивная частица по любому из пунктов 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть содержит главную поверхность, содержащую самоподобный элемент.
Пункт 214. Формованная абразивная частица по любому из пунктов 205 и 213, отличающаяся тем, что самоподобный элемент имеет конфигурацию двумерных форм, имеющих по существу такую же двухмерную форму, как периферия главной поверхности.
Пункт 215. Формованная абразивная частица по любому из пунктов 205 и 213, отличающаяся тем, что главная поверхность имеет двумерную форму, выбранную из группы, состоящей из правильных многоугольников, неправильных многоугольников, треугольников, четырехугольников, прямоугольников, трапецоидов, пятиугольников, шестиугольников, семиугольников, восьмиугольников, эллипсов, букв греческого алфавита, букв латинского алфавита, букв русского алфавита и их комбинаций.
Пункт 216. Формованная абразивная частица по любому из пунктов 205 и 213, отличающаяся тем, что главная поверхность имеет треугольную двумерную форму.
Пункт 217. Формованная абразивная частица по любому из пунктов 205 и 213, отличающаяся тем, что самоподобный элемент содержит множество треугольных двумерных форм, встроенных друг в друга.
Пункт 218. Формованная абразивная частица по любому из пунктов 205, 207, 208, 209 и 210, отличающаяся тем, что основная часть имеет по меньшей мере одну периферийную бороздку, расположенную вокруг по меньшей мере части боковой поверхности основной части.
Пункт 219. Формованная абразивная частица по любому из пунктов 206 и 218, отличающаяся тем, что по меньшей мере одна периферийная бороздка расположена вокруг большей части боковой поверхности основной части.
Пункт 220. Формованная абразивная частица по любому из пунктов 206 и 218, отличающаяся тем, что по меньшей мере одна периферийная бороздка расположена вокруг всей боковой поверхности основной части.
Пункт 221. Формованная абразивная частица по любому из пунктов 206 и 218, отличающаяся тем, что по меньшей мере одна периферийная бороздка расположена вокруг боковой поверхности основной части, не пересекая главную поверхность.
Пункт 222. Формованная абразивная частица по любому из пунктов 206 и 218, отличающаяся тем, что по меньшей мере одна периферийная бороздка пересекает по меньшей мере две поверхности и ребро основной части.
Пункт 223. Формованная абразивная частица по любому из пунктов 206 и 218, отличающаяся тем, что основная часть имеет длину (l), ширину (w) и толщину (t), где l>w>t, и по меньшей мере одна периферийная бороздка расположена по периферии вокруг боковой поверхности основной части, расположенной между главными поверхностями.
Пункт 224. Формованная абразивная частица по любому из пунктов 206 и 218, отличающаяся тем, что по меньшей мере одна периферийная бороздка имеет глубину, которая составляет не более примерно 0,8t, где «t» представляет собой толщину основной части, не более примерно 0,7t или не более примерно 0,6t, или не более примерно 0,5t, или не более примерно 0,4t, или не более примерно 0,3t, или не более примерно 0,2t, или не более примерно 0,18t, или не более примерно 0,16t, или не более примерно 0,15t, или не более примерно 0,14t, или не более примерно 0,12t, или не более примерно 0,1t, или не более примерно 0,09t, или не более примерно 0,08t, или не более примерно 0,07t, или не более примерно 0,06t, или не более примерно 0,05t.
Пункт 225. Формованная абразивная частица по любому из пунктов 206 и 218, отличающаяся тем, что по меньшей мере одна периферийная бороздка имеет глубину, которая составляет по меньшей мере примерно 0,001t, где «t» представляет собой толщину основной части, по меньшей мере примерно 0,01t.
Пункт 226. Формованная абразивная частица по любому из пунктов 205, 206, 208, 209 и 210, отличающаяся тем, что основная часть имеет по меньшей мере одну главную поверхность, образующую вогнутую, ступенчатую поверхность.
Пункт 227. Формованная абразивная частица по любому из пунктов 207 и 226, отличающаяся тем, что вогнутая, ступенчатая поверхность определяет толщину в средней точке главной поверхности, которая меньше, чем толщина основной части у кромки.
Пункт 228. Формованная абразивная частица по любому из пунктов 207 и 226, отличающаяся тем, что вогнутая, ступенчатая поверхность содержит множество плоскостей и выступов, при этом плоскости расположены по существу параллельно плоскости главной поверхности, а выступы расположены по существу перпендикулярно плоскости главной поверхности.
Пункт 229. Формованная абразивная частица по пункту 228, отличающаяся тем, что плоскости имеют среднюю ширину (wf), которая составляет не более примерно 0,8(l), где «l» определяет длину основной части, не более примерно 0,5(l) или не более примерно 0,4(l), или не более примерно 0,3(l), или не более примерно 0,2(l), или не более примерно 0,1(l), или не более примерно 0,09(l), или не более примерно 0,08(l).
Пункт 230. Формованная абразивная частица по пункту 228, отличающаяся тем, что плоскости имеют среднюю ширину (wf), которая составляет по меньшей мере примерно 0,001(l), где «l» определяет длину основной части, по меньшей мере примерно 0,005(l) или по меньшей мере примерно 0,01(l).
Пункт 231. Формованная абразивная частица по пункту 228, отличающаяся тем, что выступы имеют среднюю высоту (hr), которая составляет не более примерно 0,2(l), где «l» определяет длину основной части, не более примерно 0,15(l) или не более примерно 0,1(l), или не более примерно 0,05(l), или не более примерно 0,02(l).
Пункт 232. Формованная абразивная частица по пункту 228, отличающаяся тем, что выступы имеют среднюю высоту (hr), которая составляет по меньшей мере примерно 0,0001(l), где «l» определяет длину основной части, по меньшей мере примерно 0,0005(l).
Пункт 233. Формованная абразивная частица по пункту 228, отличающаяся тем, что плоскости имеют среднюю ширину, которая большей средней высоты выступов, при этом средняя высота выступов (hr) составляет не более примерно 0,95(wf), где «wf» определяет среднюю ширину плоскостей, не более примерно 0,9(wf) или не более примерно 0,8(wf), или не более примерно 0,7(wf), или не более примерно 0,5(wf), или не более примерно 0,3(wf), или не более примерно 0,2(wf), или не более примерно 0,1(wf).
Пункт 234. Формованная абразивная частица по пункту 228, отличающаяся тем, что средняя высота выступов составляет по меньшей мере примерно 0,0001(wf), где «wf» определяет среднюю ширину плоскостей, по меньшей мере примерно 0,001(wf).
Пункт 235. Формованная абразивная частица по любому из пунктов 205, 206, 208, 209 и 210, отличающаяся тем, что основная часть имеет по меньшей мере одну главную поверхность, образующую выпуклую, ступенчатую поверхность, определяющую толщину в средней точке главной поверхности, которая больше, чем толщина основной части у кромки
Пункт 236. Формованная абразивная частица по любому из пунктов 205, 206, 207, 209 и 210, отличающаяся тем, что основная часть содержит по меньшей мере одну поперечную бороздку, расположенную вдоль по меньшей мере двух поверхностей и соединительного ребра между по меньшей мере двумя поверхностями.
Пункт 237. Формованная абразивная частица по любому из пунктов 208 и 236, отличающаяся тем, что по меньшей мере одна поперечная бороздка проходит через по меньшей мере три поверхности и по меньшей мере два соединительных ребра между по меньшей мере тремя поверхностями.
Пункт 238. Формованная абразивная частица по любому из пунктов 208 и 236, отличающаяся тем, что основная часть содержит множество поперечных бороздок, и все поперечные бороздки из множества поперечных бороздок расположены параллельно друг другу вокруг по меньшей мере части периферии основной части.
Пункт 239. Формованная абразивная частица по пункту 238, отличающаяся тем, что по меньшей мере одна поперечная бороздка из множества поперечных бороздок имеет другую длину относительно другой поперечной бороздки из множества поперечных бороздок.
Пункт 240. Формованная абразивная частица по пункту 238, отличающаяся тем, что все поперечные бороздки из множества поперечных бороздок имеют разные длины относительно друг друга.
Пункт 241. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208 и 210, отличающаяся тем, что основная часть содержит угол, содержащий множество микровыступов, направленных из угла.
Пункт 242. Формованная абразивная частица по любому из пунктов 209 и 241, отличающийся тем, что микровыступы образуют множество отдельных угловых выступов, разделенных множеством бороздок.
Пункт 243. Формованная абразивная частица по пункту 242, отличающаяся тем, что множество отдельных угловых выступов имеют множество различных контуров относительно друг друга.
Пункт 244. Формованная абразивная частица по пункту 242, отличающаяся тем, что по меньшей мере два отдельных угловых выступа имеют разный радиус закругления относительно друг друга.
Пункт 245. Формованная абразивная частица по пункту 242, отличающаяся тем, что по меньшей мере два отдельных угловых выступа образуют ступень, имеющую продольный сдвиг относительно друг друга.
Пункт 246. Формованная абразивная частица по любому из пунктов 209 и 241, отличающаяся тем, что округлость угла у верхней поверхности отлична от округлости угла у нижней поверхности, и при этом верхняя поверхность имеет меньшую площадь поверхности, чем нижняя поверхность.
Пункт 247. Формованная абразивная частица по любому из пунктов 209 и 241, отличающаяся тем, что микровыступы образуют зубчатую кромку.
Пункт 248. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208 и 209, отличающаяся тем, что основная часть имеет поверхность, имеющую зубчатый рельеф.
Пункт 249. Формованная абразивная частица по любому из пунктов 210 и 248, отличающаяся тем, что зубчатый рельеф характерен для большей части площади поверхности по меньшей мере одной поверхности основной части.
Пункт 250. Формованная абразивная частица по любому из пунктов 210 и 248, отличающаяся тем, что зубчатый рельеф характерен для всей площади поверхности по меньшей мере одной поверхности основной части.
Пункт 251. Формованная абразивная частица по любому из пунктов 210 и 248, отличающаяся тем, что зубчатый рельеф образует множество изогнутых выступов, имеющих бороздки, расположенные между изогнутыми выступами.
Пункт 252. Формованная абразивная частица по любому из пунктов 210 и 248, отличающаяся тем, что зубчатый рельеф содержит множество удлиненных выступов, каждый выступ имеет длину, ширину и высоту, при этом каждый выступ имеет дугообразный контур, ориентированный в направлении ширины и высоты.
Пункт 253. Формованная абразивная частица по пункту 252, отличающаяся тем, что длина каждого удлиненного выступа ориентирована по существу в направлении длины основной части.
Пункт 254. Формованная абразивная частица по пункту 252, отличающаяся тем, что длина по меньшей мере одного удлиненного выступа составляет по меньшей мере примерно 0,8(l), где «l» представляет собой длину основной части, по меньшей мере примерно 0,9(l) или по меньшей мере примерно 1(l).
Пункт 255. Формованная абразивная частица по пункту 252, отличающаяся тем, что множество удлиненных выступов имеют среднюю высоту, которая меньшей средней ширины (wep), при этом средняя высота множества удлиненных выступов составляет не более примерно 0,9(wep) или не более примерно 0,8(wep), или не более примерно 0,7(wep), или не более примерно 0,6(wep), или не более примерно 0,5(wep), или не более примерно 0,4(wep), или не более примерно 0,3(wep), или не более примерно 0,2(wep), или не более примерно 0,1(wep).
Пункт 256. Формованная абразивная частица по пункту 255, отличающаяся тем, что средняя высота множества удлиненных выступов составляет не более примерно 500 мкм или не более примерно 400 мкм, или не более примерно 300 мкм, или не более примерно 250 мкм, или не более примерно 200 мкм, или не более примерно 150 мкм, или не более примерно 100 мкм, или не более примерно 90 мкм, или не более примерно 70 мкм, или не более примерно 50 мкм.
Пункт 257. Формованная абразивная частица по пункту 252, отличающаяся тем, что множество удлиненных выступов имеют среднюю ширину, которая меньше средней длины.
Пункт 258. Формованная абразивная частица по пункту 252, отличающаяся тем, что множество удлиненных выступов имеют среднюю ширину, которая меньше длины (l) основной части, при этом средняя ширина множества удлиненных выступов составляет не более примерно 0,9(l) или не более примерно 0,8(l), или не более примерно 0,7(l), или не более примерно 0,6(l), или не более примерно 0,5(l), или не более примерно 0,4(l), или не более примерно 0,3(l), или не более примерно 0,2(l), или не более примерно 0,1(l).
Пункт 259. Формованная абразивная частица по пункту 252, отличающаяся тем, что средняя ширина множества удлиненных выступов составляет по меньшей мере примерно 0,001(l) или по меньшей мере примерно 0,01(l).
Пункт 260. Формованная абразивная частица по пункту 252, отличающаяся тем, что средняя ширина множества удлиненных выступов составляет не более примерно 500 мкм или не более примерно 400 мкм, или не более примерно 300 мкм, или не более примерно 250 мкм, или не более примерно 200 мкм.
Пункт 261. Формованная абразивная частица по любому из пунктов 210 и 248, отличающаяся тем, что зубчатый рельеф пересекает ребро, образующее по меньшей мере один угол основной части, и образует кромку, имеющую зубчатый контур вдоль длины ребра.
Пункт 262. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть содержит по меньшей мере 4 главные поверхности, соединенные друг с другом общими ребрами.
Пункт 263. Формованная абразивная частица по пункту 262, отличающаяся тем, что по меньшей мере 4 главные поверхности имеют по существу одинаковую площадь поверхности.
Пункт 264. Формованная абразивная частица по пункту 262, отличающаяся тем, что основная часть имеет тетраэдрическую форму.
Пункт 265. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть имеет трехмерную форму, выбранную из группы, состоящей из многогранника, пирамиды, эллипсоида, сферы, призмы, цилиндра, конуса, тетраэдра, куба, кубоида, ромбоэдра, усеченной пирамиды, усеченного эллипсоида, усеченной сферы, усеченного конуса, пятигранника, шестигранника, семигранника, восьмигранника, девятигранника, десятигранника, буквы греческого алфавита, буквы латинского алфавита, буквы русского алфавита, формы вулкана, моностатической формы и их комбинации.
Пункт 266. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть имеет трехмерную форму, имеющую длину основной части (Lb), ширину основной части (Wb) и толщину основной части (Tb), и при этом Lb>Wb, Lb>Tb, и Wb>Tb.
Пункт 267. Формованная абразивная частица по пункту 266, отличающаяся тем, что основная часть имеет первичное аспектное соотношение (Lb:Wb) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 268. Формованная абразивная частица по пункту 266, отличающаяся тем, что основная часть имеет вторичное аспектное соотношение (Lb:Tb) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 269. Формованная абразивная частица по пункту 266, отличающаяся тем, что основная часть имеет третичное аспектное соотношение (Wb:Tb) по меньшей мере примерно 1:1 или по меньшей мере примерно 2:1, или по меньшей мере примерно 3:1, или по меньшей мере примерно 5:1, или по меньшей мере примерно 10:1 и не более примерно 1000:1.
Пункт 270. Формованная абразивная частица по пункту 266, отличающаяся тем, что основная часть имеет форму поперечного сечения в плоскости, определенной длиной основной части и шириной основной части, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 271. Формованная абразивная частица по пункту 266, отличающаяся тем, что основная часть имеет форму поперечного сечения в плоскости, определенной длиной основной части и толщиной основной части, выбранную из группы, состоящей из треугольной, четырехугольной, прямоугольной, трапециевидной, пятиугольной, шестиугольной, семиугольной, восьмиугольной, эллипсоидной, в форме буквы греческого алфавита, в форме буквы латинского алфавита, в форме буквы русского алфавита и их комбинации.
Пункт 272. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть по существу не содержит связующего вещества, что основная часть по существу не содержит органического материала.
Пункт 273. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть содержит поликристаллический материал, где поликристаллический материал содержит зерна, при этом зерна выбраны из группы материалов, состоящей из нитридов, оксидов, карбидов, боридов, оксинитридов, алмаза и их комбинации, при этом зерна содержат оксид, выбранный из группы оксидов, состоящей из оксида алюминия, оксида циркония, оксида титана, оксида иттрия, оксида хрома, оксида стронция, оксида кремния и их комбинации, при этом зерна содержат оксид алюминия, при этом зерна состоят по существу из оксида алюминия.
Пункт 274. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основную часть получают из золя-геля с затравкой.
Пункт 275. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть содержит поликристаллический материал, имеющий средний размер зерен не более примерно 1 мкм.
Пункт 276. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть представляет собой композиционный материал, содержащий по меньшей мере 2 различных типа состава.
Пункт 277. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть содержит добавку, при этом добавка содержит оксид, при этом добавка содержит металлический элемент, при этом добавка содержит редкоземельный элемент.
Пункт 278. Формованная абразивная частица по пункту 277, отличающаяся тем, что добавка содержит легирующий материал, где легирующий материал содержит элемент, выбранный из группы, состоящей из щелочного элемента, щелочноземельного элемента, редкоземельного элемента, элемента переходного метали и их комбинации, при этом легирующий материал содержит элемент, выбранный из группы, состоящей из гафния, циркония, ниобия, тантала, молибдена, ванадия, лития, натрия, калия, магния, кальция, стронция, бария, скандия, иттрия, лантана, цезия, празеодима, хрома, кобальта, железа, германия, марганца, никеля, титана, цинка и их комбинации.
Пункт 279. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что основная часть связана с подложкой в составе связанного абразива, при этом связанное абразивное изделие выбрано из группы, состоящей из склеенного абразивного изделия, абразивного изделия с покрытием и их комбинации.
Пункт 280. Формованная абразивная частица по пункту 279, отличающаяся тем, что подложка представляет собой основу, где основа содержит тканый материал, где основа содержит нетканый материал, где основа содержит органический материал, где основа содержит полимер, где основа содержит материал, выбранный из группы, состоящий из ткани, бумаги, пленки, трикотажа, начесной ткани, вулканизированного волокна, тканого материала, нетканого материала, сетки, полимера, смолы, фенольной смолы, фенольно-латексной смолы, эпоксидной смолы, сложной полиэфирной смолы, карбамидоформальдегидной смолы, сложного полиэфира, полиуретана, полипропилена, полиимидов и их комбинаций.
Пункт 281. Формованная абразивная частица по пункту 280, отличающаяся тем, что основа содержит добавку, выбранную из группы, состоящей из катализаторов, связующих агентов, отвердителей, антистатических агентов, суспендирующих агентов, агентов против засорения, смазывающих агентов, смачивающих агентов, красителей, наполнителей, модификаторов вязкости, диспергаторов, пеногасителей и шлифовальных агентов.
Пункт 282. Формованная абразивная частица по пункту 280, дополнительно содержащая адгезивный слой, расположенный поверх основы, где адгезивный слой содержит нижнее покрытие, где нижнее покрытие расположено на основе, где нижнее покрытие связано непосредственно с частью основы, где нижнее покрытие содержит органический материал, где нижнее покрытие содержит полимерный материал, где нижнее покрытие содержит материал, выбранный из группы, состоящий из сложных полиэфиров, эпоксидных смол, полиуретанов, полиамидов, полиакрилатов, полиметакрилатов, поливинилхлоридов, полиэтилена, полисилоксана, кремнийорганических полимеров, ацетатов целлюлозы, нитроцеллюлозы, натурального каучука, крахмала, шеллака и их комбинаций.
Пункт 283. Формованная абразивная частица по пункту 282, отличающаяся тем, что адгезивный слой содержит верхнее покрытие, где верхнее покрытие расположено на части множества формованных абразивных частиц, где верхнее покрытие расположено на нижнем покрытии, где верхнее покрытие связано непосредственно с частью множества формованных абразивных частиц, где верхнее покрытие содержит органический материал, где верхнее покрытие содержит полимерный материал, где верхнее покрытие содержит материал, выбранный из группы, состоящей из сложных полиэфиров, эпоксидных смол, полиуретанов, полиамидов, полиакрилатов, полиметакрилатов, поливинилхлоридов, полиэтилена, полисилоксана, кремнийорганических полимеров, ацетатов целлюлозы, нитроцеллюлозы, натурального каучука, крахмала, шеллака и их комбинаций.
Пункт 284. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что формованная абразивная частица представляет собой часть из множества формованных абразивных частиц первого типа, где большинство формованных абразивных частиц первого типа связаны с основной в открытом покрытии, где открытое покрытие имеет плотность покрытия не более примерно 70 частиц/см2, или не более примерно 65 частиц/см2, или не более примерно 60 частиц/см2, или не более примерно 55 частиц/см2, или не более примерно 50 частиц/см2, или по меньшей мере примерно 5 частиц/см2, или по меньшей мере примерно 10 частиц/см2.
Пункт 285. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что формованная абразивная частица представляет собой часть из множества формованных абразивных частиц первого типа, где большинство формованных абразивных частиц первого типа связаны с основой в закрытом покрытии, где закрытое покрытие содержит смесь формованных абразивных частиц на основе, где закрытое покрытие имеет плотность покрытия по меньшей мере примерно 75 частиц/см2 или по меньшей мере примерно 80 частиц/см2, или по меньшей мере примерно 85 частиц/см2, или по меньшей мере примерно 90 частиц/см2, или по меньшей мере примерно 100 частиц/см2.
Пункт 286. Формованная абразивная частица по любому из пунктов 205, 206, 207, 208, 209 и 210, отличающаяся тем, что формованная абразивная частица представляет собой часть смеси, содержащей множество формованных абразивных частиц первого типа и формованных абразивных частиц третьего типа, где абразивная частица третьего типа содержит формованную абразивную частицу, где абразивная частица третьего типа содержит абразивную частицу разбавляющего типа, где абразивная частица разбавляющего типа имеет неправильную форму.
Пункт 287. Формованная абразивная частица по пункту 286, отличающаяся тем, что смесь абразивных частиц содержит множество формованных абразивных частиц, и при этом каждая формованная абразивная частица из множества формованных абразивных частиц расположена в контролируемой ориентации относительно основы, и контролируемая ориентация включает по меньшей мере одну из определенной угловой ориентации, определенной боковой ориентации и определенной продольной ориентации.
Пункт 288. Способ получения формованной абразивной частицы с применением процесса литья под низким давлением.
Пункт 289. Способ по пункту 288, отличающийся тем, что литье под низким давлением включает заполнение формы формовочным материалом с использованием условий ламинарного потока.
Пункт 290. Способ по пункту 288, отличающийся тем, что условия ламинарного потока основаны на по меньшей мере одном параметре из реологии формовочного материала, конструкции формы, формовочного материала и их комбинации.
ПРИМЕРЫ
Пример 1
Печатный материал получали посредством получения смеси, содержащей 39 мас.% бемита и затравки альфа-оксида алюминия в воде. Добавляли азотную кислоту для доведения рН смеси до 4. Затем печатный материал переносили в контейнер, деаэрировали с помощью вакуумного насоса и выдерживали при комнатной температуре в течение 30 дней или до достижения реологических свойств, достаточных для печатания. Затем печатный материал загружали в узел нанесения устройства для автоматизированного литья, имеющегося в продаже под торговой маркой EFD Nordson ® Ultra TT 525, имеющего контроллер Tungsten Palm OS® и программное обеспечение EFD 1.2. Узел нанесения содержал форсунку, имеющую ширину форсунки 100 мкм, длину наконечника форсунки примерно 6,35 мм или 3 мм. Печатный материал имел статический предел текучести примерно 750 Па, динамический предел текучести примерно 450 Па. Печатный материал представлял собой псевдопластичную смесь с кажущейся вязкостью 9000 Па·с при скорости сдвига 100 с-1.
Высоту форсунки и сенсорный датчик высоты тщательно настраивали, чтобы измерения высоты, используемые принтером, были точными. Для удаления воздуха и регулирования давления нанесения, скорости нанесения, объема нанесения и подающего зазора наносили первую линию печатного материала. Некоторые технологические параметры, такие как скорость нанесения, давление нанесения и подающий зазор, определяли и регулировали на основании реологических характеристик печатного материала до достижения примерно одинаковой ширины напечатанной линии и ширины форсунки. Давление составило примерно 0,5 МПа (70 psi), скорость нанесения составила примерно 3 мм/с, и подающий зазор составил примерно 100 мкм.
В контроллер загрузили программу формования формованной абразивной частицы, имеющей треугольную форму, включающую нанесение 6 слоев одинакового размера. Порядок заполнения включал нанесение первого слоя, имеющего треугольную двухмерную форму, с применением «улиточного» процесса снаружи внутрь. Запаздывание предварительного движения составляло 0,1 секунды. Затем поверх первого слоя формовали второй слой. Форсунку двигали вертикально вверх на 100 мкм выше положения остановки первого слоя. Затем формовали второй слой, имеющий треугольную двухмерную форму, с использованием порядка заполнения на основе процесса изнутри наружу. Запаздывание предварительного движения составляло 0,3 секунды. Сформовали четыре дополнительных слоя, расположенных друг на друге, используя чередующийся процесс снаружи внутрь и изнутри наружу, с получением 6 слоев.
Основную часть высушивали в условиях окружающей среды и спекали при температуре примерно 1250 °С в течение 90 минут. Формованная абразивная частица, представленная на фиг. 20, является репрезентативной для формованной абразивной частицы, сформованной в соответствии с Примером 1.
Пример 2
Сформовали тетраэдрическую или пирамидальную абразивную частицу, используя такой же печатный материал, как в Примере 1. Параметры автоматизированного литья были такими же, как в Примере 1, за исключением того, что ширина форсунки составила 150 мкм, а длина форсунки составила примерно 6,35 мм. Кроме того, процесс заполнения был по существу таким же, как в примере 1, за исключением того, что запаздывание предварительного движения составило 0,2 секунды для слоев, сформованных с применением процесса изнутри наружу, и каждый из слоев имел постепенно уменьшающийся размер по мере формования пирамидальной формы. Формованные абразивные частицы высушивали в условиях окружающей среды и спекали при температуре примерно 1250 °С в течение 90 минут. Формованная абразивная частица, представленная на фиг. 28 и 29, является репрезентативной для формованной абразивной частицы, сформованной в соответствии с Примером 2.
Пример 3
Сформовали формованную абразивную частицу в форме вулкана, используя такой же печатный материал, как в Примере 2, за исключением того, что процесс заполнения изменяли в отношении последней группы слоев, такой как примерно последние 3 слоя. Для порядка заполнения использовали чередующийся процесс снаружи внутрь и изнутри наружу, как описано в Примере 2, за исключением того, что последнюю группу слоев наносили вокруг периферии полученной формы, но не нанося печатный материал по всей внутренней части основной части, с получением отверстия и формы вулкана. Формованные абразивные частицы высушивали в условиях окружающей среды и спекали при температуре примерно 1250°С в течение 90 минут. Формованная абразивная частица, представленная на фиг. 27, является репрезентативной для формованной абразивной частицы, сформованной в соответствии с Примером 3, содержащей отверстие 2709.
Некоторые ссылки в отношении получения различных объектов с помощью некоторых технологий послойного синтеза были представлены в сантиметровом масштабе. Однако указанные ссылки не относятся к получению формованных абразивных частиц, имеющих элементы формованных абразивных частиц согласно вариантам реализации настоящего изобретения, которые обеспечивают их пригодность для применения в качестве абразивов. Кроме того, получение формованных абразивных частиц, имеющих элементы и размеры согласно вариантам реализации настоящего изобретения, которые обеспечивают их пригодность для предполагаемой цели, требует знаний, которые не могут быть легко получены из ссылок, раскрывающих получение изделий в сантиметровом масштабе. Знания, необходимые для перехода от технологии в сантиметровом масштабе к технологии в миллиметровом или микронном масштабе, являются нетривиальными и представляют собой результат масштабных исследований. Эффекты, другие преимущества и решения проблем описаны выше в отношении конкретных вариантов реализации. Однако указанные эффекты, преимущества, решения проблем и любые особенности, которые могут приводить к любому эффекту, преимуществу или решению проблемы или усиливать их, не следует считать критичными, необходимыми или существенными особенностями одного или всех пунктов изобретения.
Формованные абразивные частицы согласно вариантам реализации настоящего изобретения подходят для применения в связанных абразивных изделиях, которые могут быть использованы для получения продуктов в различных отраслях промышленности, включая металлообработку и изготовление металлоконструкций, автомобильную промышленность, производство строительных и конструкционных материалов и т.п.
Описание и иллюстрации вариантов реализации, описанных в настоящем документе, предназначены для обеспечения общего понимания структуры различных вариантов реализации изобретения. Описание и иллюстрации не предназначены для обеспечения полного и исчерпывающего описания всех элементов и деталей устройств и систем, в которых используют структуры или способы, описанные в настоящем документе. Отдельные варианты реализации также могут быть представлены в комбинации в составе одного варианта реализации и, наоборот, различные детали, которые для краткости описаны в контексте одного варианта реализации, также могут быть представлены по отдельности или в любой подкомбинации. Кроме того, упоминание значений, указанных в диапазонах, включает каждое и все значения в пределах указанного диапазона. Многие другие варианты реализации могут стать понятны специалистам в данной области техники после прочтения настоящего описания. Из настоящего описания могут быть получены и использованы другие варианты реализации, так что структурные замещения, логические замещения или другие изменения могут быть сделаны без отклонения от границ объема настоящего описания. Соответственно, настоящее описание следует понимать как иллюстративное, а не ограничивающее.
Представленное выше описание в комбинации с графическими материалами представлено для облегчения понимания общей идеи, описанной в настоящем документе. Изложенное описание ориентировано на конкретные воплощения и варианты реализации указанной идеи. Такой ориентир направлен на облегчение описания общей идеи, и его не следует понимать как ограничение границ объема или применимости изложенной идеи. Однако в настоящей заявке, несомненно, могут быть использованы и другие идеи.
В контексте настоящего документа термины «содержит», «содержащий», «включает», «включающий», «имеет», «имеющий» или любые их варианты предназначены для охвата неисключительного включения. Например, способ, изделие или устройство, которое содержит некоторый перечень особенностей, не обязательно ограничен лишь указанными особенностями, но может содержать другие особенности, в явном виде не перечисленные или неприсущие указанному способу, изделию или устройству. Кроме того, если специально не указано обратное, то «или» относится к включительному «или», а не к исключительному «или». Например, состояние A или B удовлетворяется одним или более из следующих: A – истина (или присутствует), и B – ложь (или не присутствует), A – ложь (или не присутствует), и B – истина (или присутствует, и оба A и B – истина (или присутствуют).
Также, использование терминов в единственном числе предназначено и для описания многих элементов и компонентов, описанных в настоящем документе. Это сделано лишь для удобства и обеспечения общего смысла границ объема настоящего изобретения. Представленное описание следует читать как включающее один или по меньшей мере один, а единственное число как включающее множественное число, или наоборот, если из контекста очевидно не следует иное. Например, если в настоящем документе описан один элемент, то вместо одного элемента может быть использовано более одного элемента. Точно так же, если в настоящем документе описано более одного элемента, то вместо более одного элемента может быть использован один элемент.
Если не указано иное, все технические и научные термины, используемые в настоящем документе, имеют то же значение, которое обычно подразумевается специалистом в области, к которой относится настоящее изобретение. Материалы, способы и примеры являются лишь иллюстративными и не являются ограничивающими. Многие детали, касающиеся конкретных материалов и способов обработки, не описанные в настоящем документе, являются обычными и могут быть найдены в справочных книгах и других источниках, относящихся к области конструкционных материалов и соответствующих способов изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЕ ИНСТРУМЕНТЫ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702668C1 |
| АБРАЗИВНЫЕ ЧАСТИЦЫ, ИМЕЮЩИЕ ОПРЕДЕЛЕННЫЕ ФОРМЫ, И СПОСОБЫ ФОРМИРОВАНИЯ ТАКИХ ЧАСТИЦ | 2013 |
|
RU2614488C2 |
| АБРАЗИВНЫЕ ЧАСТИЦЫ, ИМЕЮЩИЕ СЛОЖНЫЕ ФОРМЫ, И СПОСОБЫ ИХ ФОРМОВАНИЯ | 2013 |
|
RU2602581C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ С ПОКРЫТИЕМ, СОДЕРЖАЩЕЕ НЕТКАНЫЙ МАТЕРИАЛ | 2014 |
|
RU2647045C2 |
| ОБЪЕМНАЯ (3D) ПЕЧАТЬ ЭПОКСИДНОЙ СМОЛЫ, ОТВЕРДИТЕЛЯ И ПОДЛЕЖАЩИХ СБОРКЕ ЧАСТЕЙ ОБЪЕКТА | 2014 |
|
RU2652494C2 |
| Абразивные частицы, способ получения абразивных частиц и абразивные изделия | 2013 |
|
RU2621085C2 |
| БУМАЖНЫЕ И КАРТОННЫЕ ПРОДУКТЫ | 2017 |
|
RU2694038C1 |
| БУМАЖНЫЕ И КАРТОННЫЕ ПРОДУКТЫ | 2020 |
|
RU2763271C1 |
| БУМАЖНЫЕ И КАРТОННЫЕ ПРОДУКТЫ | 2017 |
|
RU2727605C1 |
| ЧЕШУЙКА ДЛЯ ПРИМЕНЕНИЙ В СКРЫТОЙ ЗАЩИТЕ | 2009 |
|
RU2523474C2 |



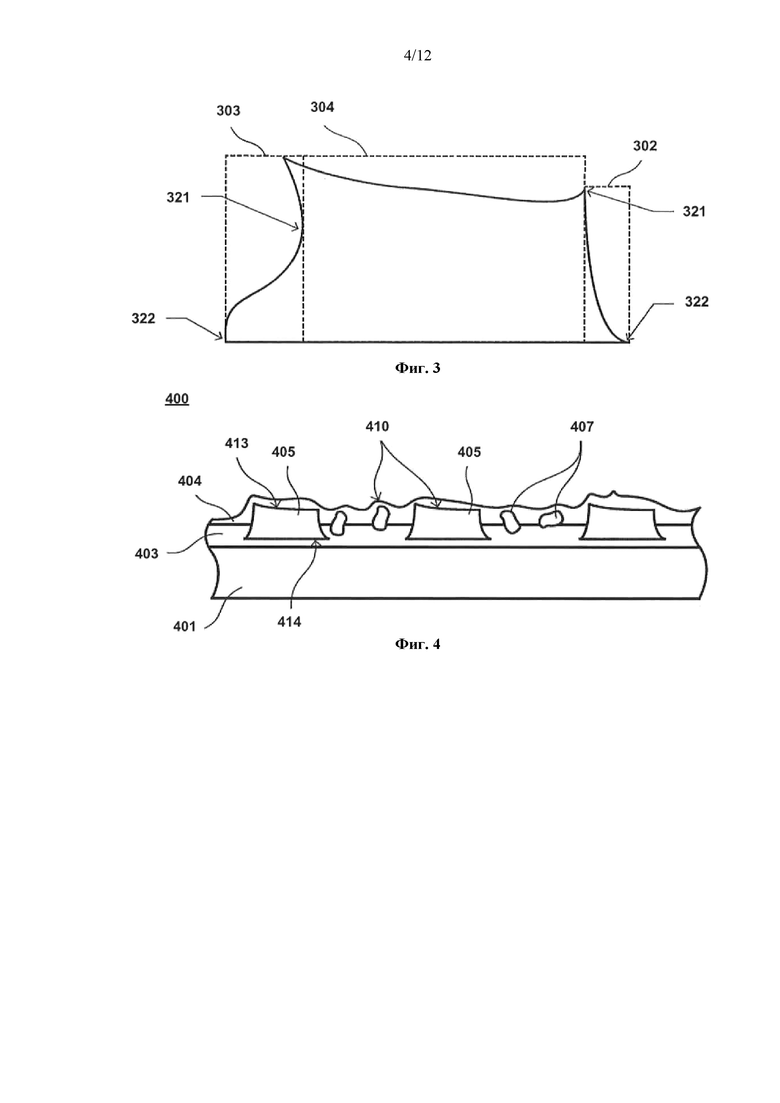
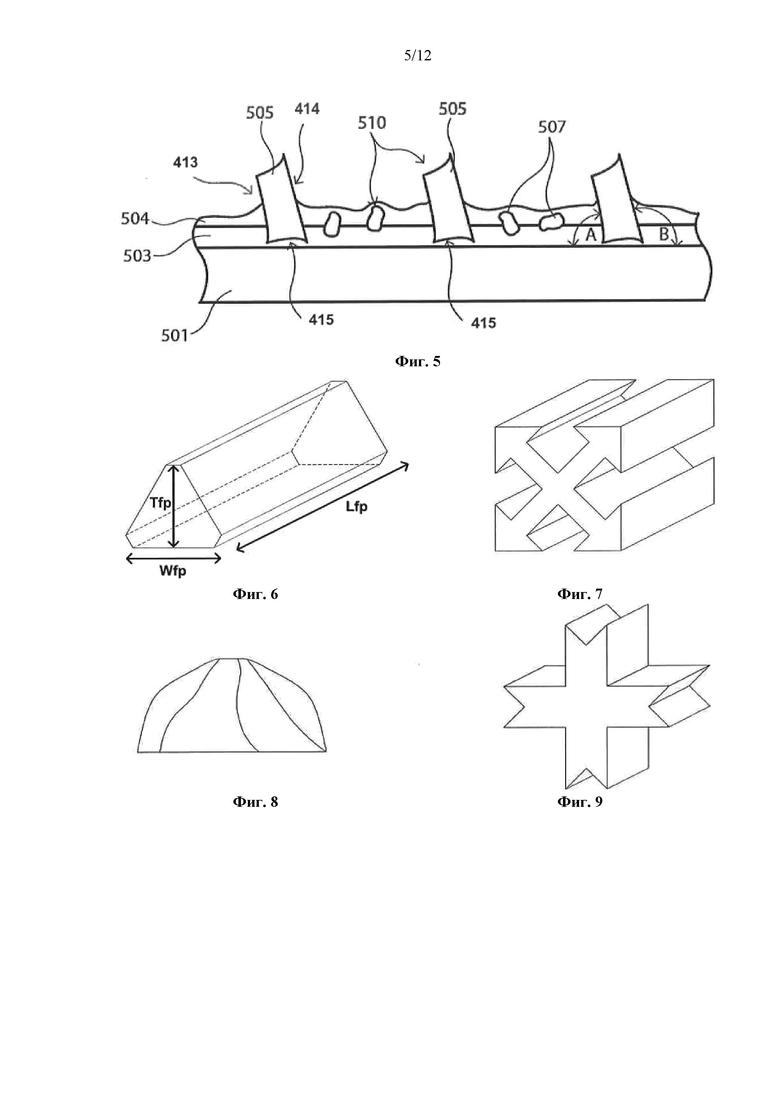
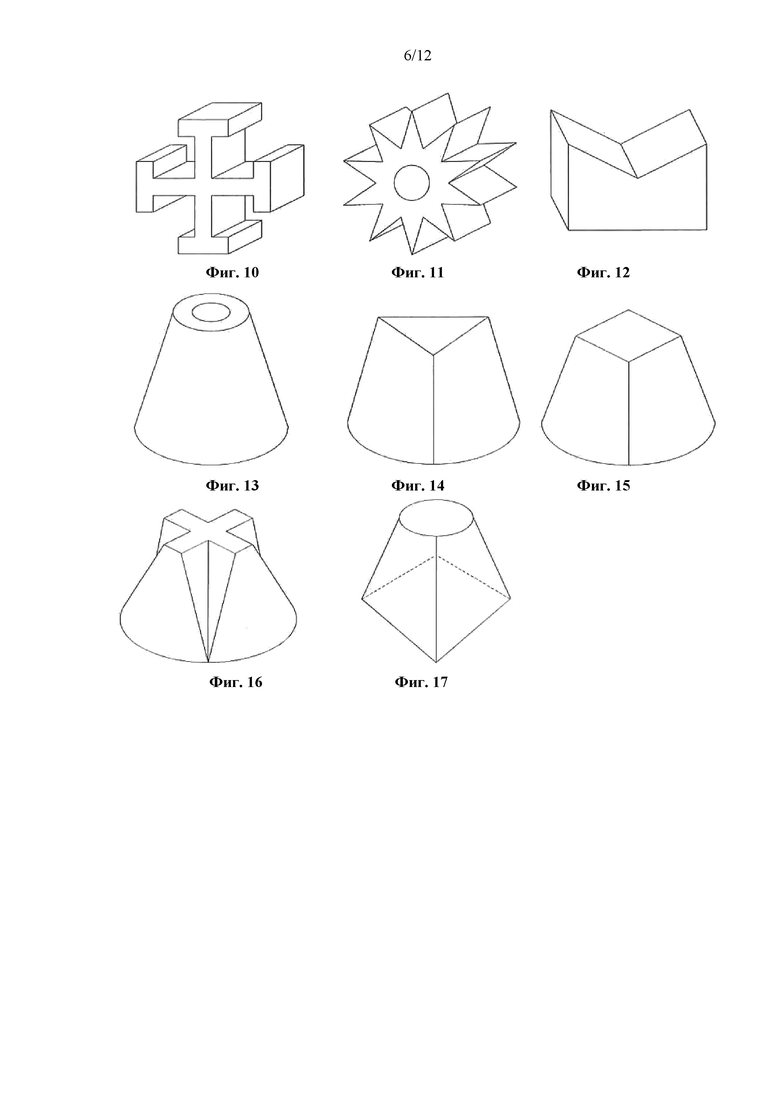
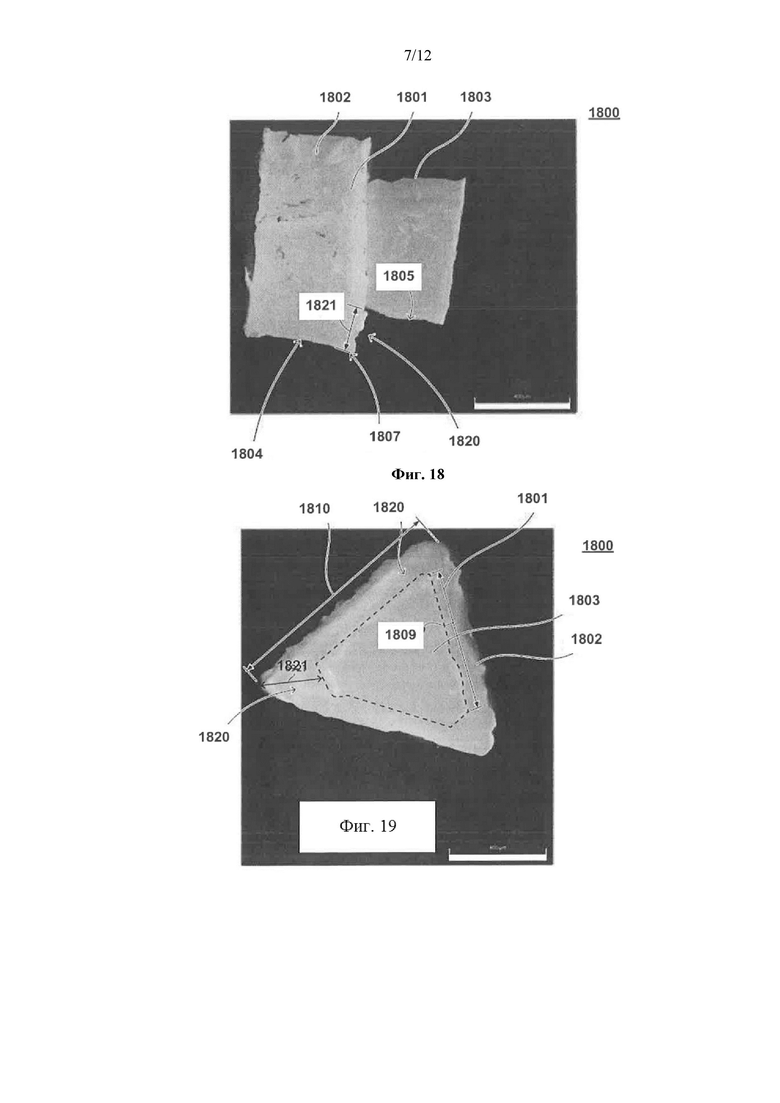




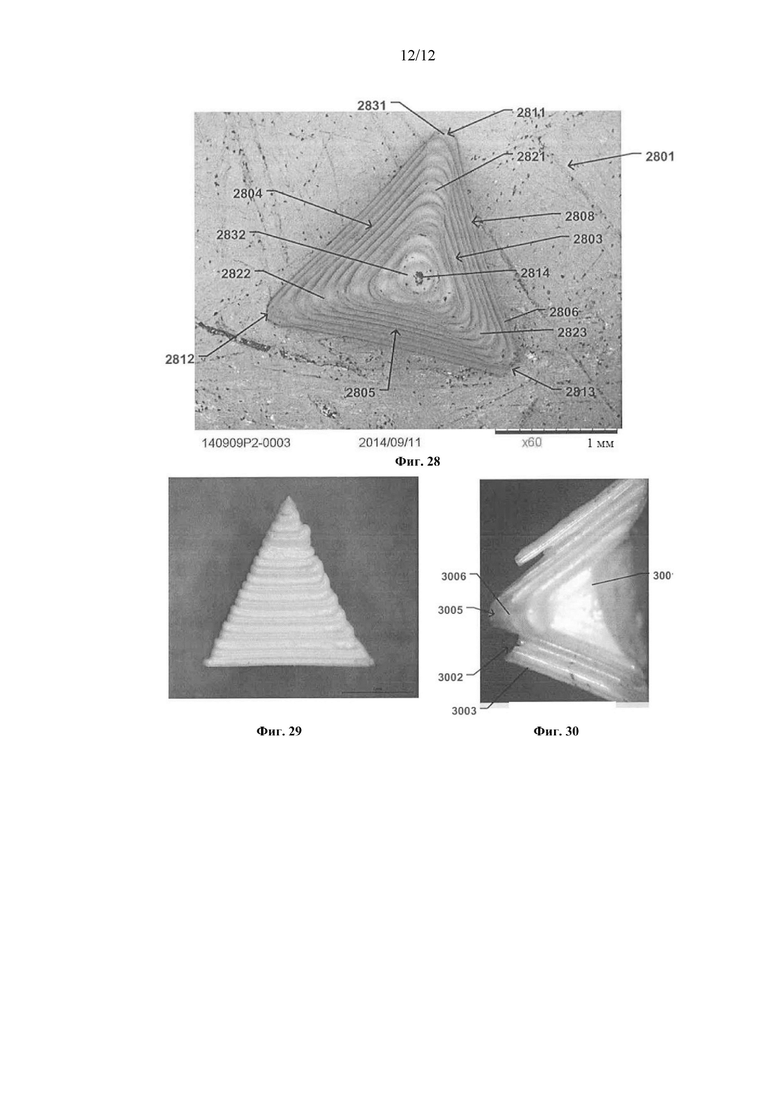
Изобретение относится к области абразивной обработки и может быть использовано при изготовлении инструмента для различных операций, в частности шлифования, полирования, чистовой отделки различных материалов. Формованная абразивная частица содержит основную часть, имеющую по меньшей мере одну главную поверхность, имеющую самоподобный элемент рельефа, или основную часть, имеющую по меньшей мере одну периферийную бороздку, проходящую вокруг по меньшей мере части боковой поверхности основной части, или основную часть, имеющую угол, содержащий множество микровыступов, выходящих из угла. Технический результат: улучшение абразивных свойств формованной абразивной частицы за счет регулирования механики разрушения с обеспечением самозаостряющихся характеристик основной части абразивной частицы. 3 н. и 17 з.п. ф-лы, 30 ил.
1. Формованная абразивная частица, содержащая основную часть, имеющую по меньшей мере одну главную поверхность, имеющую самоподобный элемент рельефа.
2. Формованная абразивная частица по п. 1, отличающаяся тем, что основная часть содержит по меньшей мере одну периферийную бороздку, проходящую вокруг по меньшей мере части боковой поверхности основной части.
3. Формованная абразивная частица по п. 1, отличающаяся тем, что основная часть имеет угол, содержащий множество микровыступов, выходящих из угла.
4. Формованная абразивная частица по п. 1, отличающаяся тем, что основная часть имеет округлость угла не более примерно 100 мкм.
5. Формованная абразивная частица по п. 1, отличающаяся тем, что самоподобный элемент рельефа имеет конфигурацию двумерных форм, имеющих, по существу, такую же двумерную форму, как периферия главной поверхности.
6. Формованная абразивная частица по п. 1, отличающаяся тем, что главная поверхность имеет двумерную форму, выбранную из группы, состоящей из правильных многоугольников, неправильных многоугольников, неправильных форм, треугольников, четырехугольников, прямоугольников, трапецоидов, пятиугольников, шестиугольников, семиугольников, восьмиугольников, эллипсов, букв греческого алфавита, букв латинского алфавита, букв русского алфавита и их комбинаций.
7. Формованная абразивная частица по п. 1, отличающаяся тем, что главная поверхность имеет треугольную двумерную форму.
8. Формованная абразивная частица по п. 1, отличающаяся тем, что самоподобный элемент рельефа содержит множество треугольных двумерных форм, вложенных друг в друга.
9. Формованная абразивная частица, содержащая основную часть, имеющую по меньшей мере одну периферийную бороздку, проходящую вокруг по меньшей мере части боковой поверхности основной части.
10. Формованная абразивная частица по п. 9, отличающаяся тем, что по меньшей мере одна периферийная бороздка расположена вокруг боковой поверхности основной части, не пересекая главную поверхность.
11. Формованная абразивная частица по п. 9, отличающаяся тем, что по меньшей мере одна периферийная бороздка пересекает по меньшей мере две поверхности и ребро основной части.
12. Формованная абразивная частица по п. 9, отличающаяся тем, что по меньшей мере одна периферийная бороздка имеет глубину, которая составляет не более примерно 0,8t, где t представляет собой толщину основной части.
13. Формованная абразивная частица по п. 9, отличающаяся тем, что основная часть имеет по меньшей мере одну главную поверхность, образующую вогнутую ступенчатую поверхность.
14. Формованная абразивная частица по п. 13, отличающаяся тем, что вогнутая ступенчатая поверхность содержит множество плоскостей и выступов, при этом плоскости расположены, по существу, параллельно плоскости главной поверхности, а выступы расположены, по существу, перпендикулярно плоскости главной поверхности, причем средняя ширина плоскостей больше, чем средняя высота выступов.
15. Формованная абразивная частица, содержащая основную часть, которая имеет угол, содержащий множество микровыступов, выходящих из угла.
16. Формованная абразивная частица по п. 15, отличающаяся тем, что основная часть включает зубчатую поверхность.
17. Формованная абразивная частица по п. 15, отличающаяся тем, что микровыступы образуют множество отдельных угловых выступов, разделенных множеством бороздок.
18. Формованная абразивная частица по п. 17, отличающаяся тем, что множество отдельных угловых выступов имеют множество различных контуров относительно друг друга.
19. Формованная абразивная частица по п. 15, отличающаяся тем, что микровыступы образуют зубчатую кромку.
20. Формованная абразивная частица по п. 15, отличающаяся тем, что основная часть имеет трехмерную форму, выбранную из группы, состоящей из многогранника, пирамиды, эллипсоида, сферы, призмы, цилиндра, конуса, тетраэдра, куба, кубоида, ромбоэдра, усеченной пирамиды, усеченного эллипсоида, усеченной сферы, усеченного конуса, пятигранника, шестигранника, семигранника, восьмигранника, девятигранника, десятигранника, букв греческого алфавита, букв латинского алфавита, букв русского алфавита, формы вулкана, моностатической формы и их комбинаций.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| АБРАЗИВНЫЕ ЧАСТИЦЫ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЯ | 2002 |
|
RU2303621C2 |
| ЧАСТИЦЫ ТОЧНО ЗАДАННОЙ ФОРМЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2123927C1 |

