Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных холоднодеформированных труб размером 114,3×6,88×9600-10200 мм из сплава ХН30МДБ.
В трубной промышленности известен способ производства горячекатаных передельных труб из труднодеформируемых марок стали и сплавов на установках с пилигримовыми станами, включающий сверловку слитков-заготовок ЭШП на диаметр 100±5 мм, нагрев их до температуры пластичности, экспандирование в полые заготовки с коэффициентом вытяжки μ=1,2-1,8 без подъема по диаметру, обтачивание и растачивание их до удаления ковочных дефектов, нагрев их до температуры пластичности и прокатку на пилигримовых станах с коэффициентом вытяжки μ≤5,0 или экспандирование сверленых слитков ЭШП в полые заготовки с коэффициентом вытяжки μ=0,9-1,5 с подъемом по диаметру от 1,05 до 1,4 и прокатку на пилигримовых станах с коэффициентом вытяжки μ≤5,5 (Патент РФ №2242302 от 20.12.2004, кл. В21В 21/04, бюл. №35).
Недостатком данного способа является использование в качестве передельных заготовок сверленых слитков-заготовок ЭШП, дополнительные операции по экспандированию и механической обработке передельных экспандированных трубных заготовок, повышенный расход дорогостоящего металла в стружку, что в конечном итоге приводит к значительному повышению стоимости готового изделия.
Наиболее близким техническим решением (прототипом) является способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 114,3×6,88×9000-10700 мм из коррозионно-стойкого сплава марки ХН30МДБ-Ш характеризующийся тем, что осуществляют выплавку электрошлаковым переплавом полых слитков размером 470×110×2700 мм или 430×105×2700 мм, расточку и обточку слитков в полые слитки-заготовки размером соответственно 460×100×2700 мм и 420×95×2700 мм, нагрев слитков-заготовок до температуры пластичности, прокатку на пилигримовом стане на конусных дорнах в передельные горячекатаные трубы размером 295×35×9500 мм или 260×30×8000 мм, расточку и обточку передельных горячекатаных в передельные размером 273×25×4700 мм или 245×16×2800 мм и прокатку на стане ХПТ в товарные насосно-компрессорные трубы размером 114,3×6,88×9000-10700 мм, причем прокатку на стане ХПТ передельных труб размером 273×25×4700 мм осуществляют по маршрутам 273×25 - 219×20 - 180×15 - 140×10 - 114,3×6,88 мм с относительными обжатиями по стенке δ1=20%, δ2=25%, δ3=33,3%, δ4=31,2%, а передельные трубы размером 245×16×2800 мм прокатывают на стане ХПТ по маршрутам 245×16 - 219×13 - 168×11 - 140×9---114,3×6,88 с относительными обжатиями по стенке δ1=18,8%, δ2=15,4%, δ3=18,2%, δ4=23,6%, полые слитки-заготовки размером 460×100×2700 и 420×95×2700 мм садят в один ряд на колосники методических печей при температуре 750-800°С, нагревают до температуры 450-500°С в течение 1,0-1,5 часов, а затем равномерно нагревают до температуры 1180-1200°С со скоростью 2,2-2,4°С в минуту с равномерной кантовкой с 22 по 8 окно через 20-22 минуты на угол соответственно ≈290-300° и 320-330°, выдерживают при температуре 1180-1200°С в течение 0,45-1,0 часа с равномерной кантовкой через 12-15 мин с 8-го по 4-е окно, с 4-го окна кантуют на яму печи и выдают из печи с температурой центра слитков-заготовок 1180-1200°С, после выдачи из печи полые слитки-заготовки на слитковой тележке продувают сжатым воздухом, вовнутрь подают смазку в виде смеси графита с поваренной солью массой ≈1,0-1,5 кг, а затем краном передают на приемную тележку пилигримового стана, передельные горячекатаные трубы размером 290×35 и 260×30 мм производят на пилигримовом стане в валках с калибрами соответственно 306 и 280 мм с подачами m полых слитков-заготовок в очаг деформации соответственно 22-24 и 20-22 мм и коэффициентами вытяжки μ=3,95 и μ=4,385 (патент РФ №2523398, опубл. 20.07.2014).
Одним из основных недостатков данного способа является то, что полые слитки-заготовки ЭШП имеют повышенную стоимость, что при расходном коэффициенте металла, равном 2,011, приводит к значительному повышению цены на насосно-компрессорные трубы. К недостаткам также следует отнести то, что при расточке и обточке полых слитков ЭШП размером 470×110×2700 и 430×105×2700 мм в слитки-заготовки размером 460×100×2700 и 420×95×2700 на наружной и внутренней поверхностях слитков-заготовок остаются невыведенные дефекты литейного происхождения, которые при прокатке на пилигримовом стане в передельные горячекатаные трубы приводят к рванинам, что, в свою очередь, приводит к увеличению припуска на расточку и обточку горячекатаных труб в передельные трубные заготовки, а в некоторых случаях и к браку передельных горячекатаных труб.
Задачей предложенного способа является производство конкурентно-способной продукции за счет использования при изготовлении передельных горячекатаных труб полых центробежно-литых заготовок и снижение стоимости труб размером 114,3×6,88×9600-10200 мм.
Технический результат достигается способом производства бесшовных холоднодеформированных труб размером 114,3×6,88×9600-10200 мм из коррозионно-стойкого сплава марки ХН30МДБ, включающим изготовление центробежно-литых полых слитков-заготовок размером 460×105×2100±50 мм, которые растачивают и обтачивают в полые заготовки размером 450×90×2100±50 мм, нагревают до температуры 1160-1180°С, прокатывают на пилигримовом стане на конусных дорнах диаметром 205/211 мм в валках с калибром 295 мм, с подачей полых заготовок в очаг деформации m 20-22 мм и коэффициентом вытяжки μ=3,18 в передельные горячекатаные трубы размером 290×40×5350-5650 мм, которые растачивают и обтачивают в передельные трубы-заготовки размером 273×25×2675-2825 мм и прокатывают на стане ХПТ в трубы по маршрутам: 273×25×2675-2825 - 219×20×3950-4150 - 180×15×6100-6400 - 140×11×10300-10900 мм, производят резку труб на две трубы равной длины и прокатывают на стане ХПТ мм в товарные трубы размером 114,3×6,88×9600-10200 мм с относительными обжатиями по стенке соответственно δ1=20,0%, δ2=25,0%, δ3=26,7%, δ4=37,5% и коэффициентами вытяжки соответственно μ1=1,56, μ2=1,61, μ3=1,74 и μ4=1,92.
При этом смысловое значение признака, характеризующего диаметр конусных дорнов 205/211 мм, следует понимать как первый из указанных значений диаметра, относится к переднему участку дорна, а второй - к его заднему участку.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что трубы производят из центробежно-литых полых слитков-заготовок размером 460×105×2100±50 мм, которые растачивают и обтачивают в полые заготовки размером 450×90×2100±50 мм, нагревают до температуры 1160-1180°С, прокатывают на пилигримовом стане на конусных дорнах диаметром 205/211 мм в валках с калибром 295 мм, с подачей полых заготовок в очаг деформации m=20-22 мм и коэффициентом вытяжки μ=3,18 в передельные горячекатаные трубы размером 290×40×5350-5650 мм, которые растачивают и обтачивают в передельные трубы-заготовки размером 273×25×2675-2825 мм и прокатывают на стане ХПТ в трубы по маршрутам: 273×25×2675-2825 - 219×20×3950-4150 - 180×15×6100-6400 - 140×11×10300-10900 мм, производят резку труб на две трубы равной длины и прокатывают на стане ХПТ мм в товарные трубы размером 114,3×6,88×9600-10200 мм с относительными обжатиями по стенке соответственно δ1=20,0%, δ2=25,0%, δ3=26,7%, δ4=37,5% и коэффициентами вытяжки соответственно μ1=1,56, μ2=1,61, μ3=1,74 и μ4=1,92.
Таким образом, заявляемый способ соответствует критерию «изобретательский уровень».
Способ опробован на трубопрокатной установке с пилигримовыми станами 8-16" и стане ХПТ 250 ОАО «Челябинский трубопрокатный завод». По существующей технологии (патент №2523398) в производство были заданы 5 полых слитков ЭШП размером 470×100×2100 мм общей массой 10,314 т, которые были обточены и расточены в полые слитки-заготовки размером 450×90×2100 мм. Слитки-заготовки были нагреты в методической печи до температуры 1180-1190°С и прокатаны на пилигримовом стане в передельные горячекатаные трубы размером 290×40×5500 мм, которые были порезаны на две трубы-заготовки равной длины, расточены и обточены в передельные механически обработанные трубы размером 273×25×2750 мм. Передельные механически обработанные трубы были перекатаны на стане ХПТ 250 по маршрутам: 273×25×2750 - 219×20×4050 - 180×15×6250 - 140×11×10600 мм с обжатиями по диаметру δ1=20,0%, δ2=25,0%, δ3=26,7% и коэффициентами вытяжки μ1=1,56, μ2=1,61, μ3=1,74. Передельные холоднокатаные трубы размером 140×11×10600 мм были порезаны на две трубы-заготовки равной длины и перекатаны на стане ХПТ 250 в товарные трубы размером 114,3×6,88×9900 мм с обжатием по диаметру δ4=37,5% и коэффициентом вытяжки μ4=1,92. По данной технологии получено 20 труб размером 114,3×6,88×9600 мм (198 м) общей массой 3,724 тн. Расходный коэффициент металла по трубам данной партии составил 2,770.
По предлагаемой технологии в производство были заданы 5 центробежно-литых полых слитка размером 460×105×2100 мм общей массой 9,709 т, которые были расточены и обточены в слитки-заготовки размером 450×90×2100±50 мм, нагреты до температуры 1160-1180°С и прокатаны на пилигримовом стане на конусных дорнах диаметром 205/211 мм в передельные горячекатаные трубы размером 290×40×5500 мм, передельные горячекатаные трубы перерезаны на две трубы равной длины, расточены и обточены в передельные трубы размером 273×25×2750 мм и прокатаны на стане ХПТ 250 в товарные насосно-компрессорные трубы размером 114,3×6,88 мм. Прокатку передельных труб размером 273×25×2750 мм на стане ХПТ 250 производили по маршрутам: 273×25×2750 - 219×20×4050 - 180×15×6250 - 140×11×10600 мм с обжатиями по диаметру δ1=20,0%, δ2=25,0%, δ3=26,7% и коэффициентами вытяжки μ1=1,56, μ2=1,61, μ3=1,74. Передельные холоднокатаные трубы размером 140×11×10600 мм были порезаны на две трубы-заготовки равной длины и перекатаны на стане ХПТ 250 в товарные трубы размером 114,3×6,88×9900 мм с обжатием по диаметру δ4=37,5% и коэффициентом вытяжки μ4=1,92. По данной технологии получено 20 труб размером 114,3×6,88×9900 мм (198 м) общей массой 3,724 т. Расходный коэффициент металла по трубам данной партии составил 2,607. Данные по производству труб размером 114,3×6,88 мм из полых слитков-заготовок ЭШП размером 470×110×2100 мм (существующая технология) и непрерывно-литых заготовок размером 460×105×2100 мм (предлагаемая технология) приведены в таблице 1.
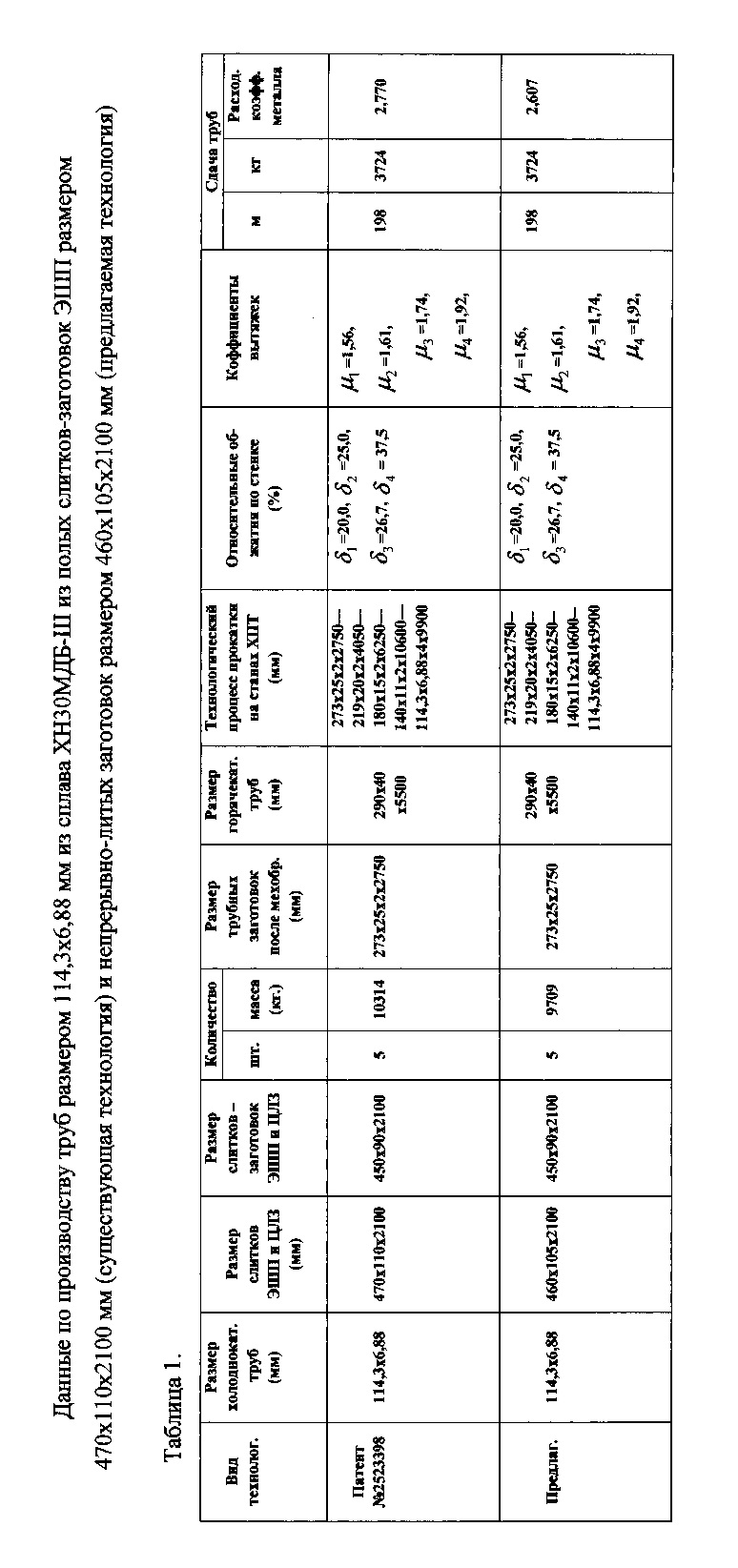
Из таблицы 1 видно, что при производстве труб размером 114,3×6,88 мм по предлагаемой технологии по сравнению с технологией производства по патенту №2523398 получено снижение расходного коэффициента металла на 163 кг на каждой тонне труб.
Таким образом, из таблицы 1 видно, что при производстве труб по предлагаемому способу из центробежно-литых полых слитков-заготовок с последующей прокаткой их на ТПУ 8-16" с пилигримовыми станами в горячекатаные трубы, механической обработкой - обточкой и расточкой их в передельные трубы для последующего переката на стане ХПТ в товарные насосно-компрессорные трубы размером 114,3×6,88×9900 мм, по сравнению с существующей технологией (патент РФ №2523398), получено снижение расхода металла на 163 кг, при одновременном снижении цены на металл ≈ в 1,5 раза.
Использование предлагаемого способа производства бесшовных холоднодеформированных труб размером 114,3×6,88 мм позволит производить качественные насосно-компрессорные трубы за счет теоретически обоснованного выбора размеров центробежно-литых полых заготовок, обточки и расточки их в полые трубные заготовки, выбора рациональных параметров при переделе полых трубных заготовок в передельные горячекатаные трубы, механической обработки горячекатаных труб в передельные механически обработанные трубы и передела их на стане ХПТ в товарные трубы размером 114,3×6,88×9900 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 114,3×6,88×9000-10700 мм ИЗ КОРРОЗИОННОСТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2012 |
|
RU2523398C1 |
| Способ производства бесшовных холоднодеформированных труб размером 88,9х6,45 мм из коррозионно-стойкого сплава марки ХН30МДБ-Ш | 2017 |
|
RU2639183C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 88,9Х6,45 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2016 |
|
RU2614476C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 114,3Х6,88 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2613807C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ МУФТОВЫХ ТРУБ РАЗМЕРОМ 108Х18 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2613813C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 88,9х6,45х9000-10700 мм ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2615924C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ ТРУБ РАЗМЕРОМ 132,1Х18 ММ ДЛЯ ИЗГОТОВЛЕНИЯ МУФТ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2014 |
|
RU2577884C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ РАЗМЕРОМ 132,1Х18Х11750-12350 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2614477C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОДЕФОРМИРОВАННЫХ МУФТОВЫХ ТРУБ РАЗМЕРОМ 132,1х18х10600-10800 ММ ИЗ КОРРОЗИОННО-СТОЙКОГО СПЛАВА МАРКИ ХН30МДБ | 2016 |
|
RU2613816C1 |
| СПОСОБ ПРОИЗВОДСТВА ШЕСТИГРАННЫХ ТРУБ-ЗАГОТОВОК РАЗМЕРОМ "ПОД КЛЮЧ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм ИЗ СТАЛИ МАРКИ 12Х12М1БФРУ-Ш ДЛЯ РЕАКТОРОВ АЭС НА БЫСТРЫХ НЕЙТРОНАХ | 2013 |
|
RU2545949C2 |
Изобретение относится к области изготовления труб методом горячей и холодной прокатки. Способ включает изготовление центробежно-литых полых слитков-заготовок, которые растачивают и обтачивают в полые заготовки, нагревают и прокатывают на пилигримовом стане на конусных дорнах в передельные горячекатаные трубы, которые растачивают и обтачивают в передельные трубы-заготовки и прокатывают на стане ХПТ в трубы, производят резку труб на две трубы равной длины и прокатывают на стане ХПТ в товарные трубы. Снижение стоимости и повышение качества труб обеспечивается за счет регламентирования режимов обработки заготовок на всех этапах производства. 1 табл.
Способ производства бесшовных холоднодеформированных труб размером 114,3×6,88×9600-10200 мм из коррозионно-стойкого сплава марки ХН30МДБ, включающий изготовление центробежно-литых полых слитков-заготовок размером 460×105×2100±50 мм, которые растачивают и обтачивают в полые заготовки размером 450×90×2100±50 мм, нагревают до температуры 1160-1180°С, прокатывают на пилигримовом стане на конусных дорнах диаметром 205/211 мм в валках с калибром 295 мм, с подачей полых заготовок в очаг деформации m 20-22 мм и коэффициентом вытяжки μ=3,18 в передельные горячекатаные трубы размером 290×40×5350-5650 мм, которые растачивают и обтачивают в передельные трубы-заготовки размером 273×25×2675-2825 мм и прокатывают на стане ХПТ в трубы по маршрутам: 273×25×2675-2825 - 219×20×3950-4150 - 180×15×6100-6400 - 140×11×10300-10900 мм, производят резку труб на две трубы равной длины и прокатывают на стане ХПТ мм в товарные трубы размером 114,3×6,88×9600-10200 мм с относительными обжатиями по стенке соответственно δ1=20,0%, δ2=25,0%, δ3=26,7%, δ4=37,5% и коэффициентами вытяжки соответственно μ1=1,56, μ2=1,61, μ3=1,74 и μ4=1,92.
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 114,3×6,88×9000-10700 мм ИЗ КОРРОЗИОННОСТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2012 |
|
RU2523398C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ РАЗМЕРОМ 88,9×6,45×9000-10700 мм ИЗ КОРРОЗИОННОСТОЙКОГО СПЛАВА МАРКИ ХН30МДБ-Ш | 2012 |
|
RU2527578C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2003 |
|
RU2242302C2 |
| US 4798071 A, 17.01.1989. | |||

