Настоящее изобретение относится к установке и способу подачи непрерывного полотна гофрированного листового материала.
Установка такого типа известна, например, в области производства фильтров для курительных изделий, таких как сигареты. Эти фильтры, как правило, изготовлены либо из целлюлозного ацетатного волокна или из гофрированного листового материала, например из бумаги. Гофрированная бумага подается к устройству для изготовления фильтров в форме непрерывного полотна. Устройство для изготовления фильтров формирует стержень фильтра из непрерывного полотна гофрированной бумаги, подаваемой к устройству для изготовления фильтров, и после этого разрезает стержень фильтра на отдельные фильтры заданной длины.
Установка для подачи непрерывного полотна гофрированной бумаги к устройству для изготовления фильтра известна. В установке уровня техники выход узла гофрирования расположен так, чтобы напрямую подавать гофрированную бумагу к устройству для изготовления фильтров. Узел управления контролирует различные блоки установки и ее работу, при этом обеспечивая небольшую гибкость для изменения, например для изготовления разных типов фильтров.
Желательно обеспечить установку, обеспечивающую улучшенную гибкость относительно различных типов и свойств фильтров, которые могут быть изготовлены при помощи гофрированного листового материала, подаваемого установкой. Это обеспечит улучшенную производительность и экономичность так, чтобы соответствовать различным требованиям потребителя.
Согласно одному объекту настоящее изобретение обеспечивает установку для подачи непрерывного полотна гофрированного листового материала к устройству для формирования стержня. Установка содержит узел разматывания листового материала с опоры, на которой листовой материала подается, например с бобины, и узел гофрирования листового материала. Установка дополнительно содержит режущий узел для обрезания непрерывного полотна листового материала до заданной ширины и узел управления, управляющий различными узлами установки в ответ на сигналы датчиков, полученные от соответствующих узлов.
Режущий узел расположен дальше по ходу процесса от узла гофрирования, если смотреть в направлении транспортировки листового материала. Этот аспект является преимущественным, поскольку позволяет отрезать листовой материал по разным ширинам, что может, например, позволять регулировать плотность стержня фильтра. С этой целью режущие элементы могут перемещаться в направлении, перпендикулярном направлению транспортировки листового материала. Предпочтительно, режущие элементы могут симметрично смещаться относительно центральной линии пути, вдоль которого листовой материал транспортируется через установку. Это позволяет отрезать листовой материал полотна по желаемой ширине и представляет множество преимуществ.
Например, фильтры обычных сигарет с фильтром имеют диаметр около 7,6 миллиметров (мм), при этом фильтры так называемых «тонких сигарет» имеют диаметр около 7,1 миллиметра (мм). Соответственно, что полотно листового материала было создано для производства фильтров для обычных сигарет с фильтром, и теперь необходимо переключиться на изготовление фильтров для тонких сигарет, до сих пор бобина, несущая полотно для фильтров обычных сигарет с фильтром, замещалась бобиной, несущей полотно, имеющее ширину, требующуюся для фильтров тонких сигарет с фильтром. Эта замена бобины является сравнительно трудоемким и отнимающим время процессом. Одно из преимуществ выполнения установки, содержащей указанный выше режущий узел, заключается в том, что подобная замена бобины больше не требуется. Вместо этого режущий узел может быть отрегулирован так, чтобы отрезать листовой материал для производства фильтров для обычных сигарет с фильтром по ширине, требуемой для фильтров тонких сигарет с фильтром, когда полотно листового материала проходит через режущий узел.
Дополнительное преимущество режущего узла заключается в том, что он позволяет легко изменить сопротивление затяжке. Путем обрезания листового материала до меньшей ширины количество гофрированного листового материала, содержащегося в фильтре, снижается, посредством чего сопротивление затяжке снижается при условии, что другие параметры, например количество добавляемого материала, распределяемого как описано ниже, остается неизменным. Также, если желательно получить заданное сопротивление затяжке и заданный листовой материал необходимо обработать, листовой материал может быть обрезан по ширине так, чтобы после гофрирования и формирования стержня получалось желаемое сопротивление затяжке. Соответственно, это позволяет обрабатывать различные типы листового материала, например бумагу или пластиковую пленку, а также различные ширины листовых материалов.
В соответствии с другим объектом изобретения установка дополнительно содержит выдачной узел для добавления добавляемого материала к листовому материалу. Выдачной узел расположен дальше по ходу процесса относительно узла гофрирования, если смотреть в направлении транспортировки листового материала, и раньше по ходу процесса от устройства для формирования стержня, куда подается гофрированный листовой материал. Таким образом, добавляемый материал может быть добавлен к гофрированному листовому материалу до того, как гофрированный листовой материал будет подаваться к устройству для формирования стержня, например к устройству для изготовления фильтров. Альтернативно, устройство для формирования фильтра может содержаться в установке в соответствии с изобретением.
Добавление добавляемого материала после гофрирования обеспечивает преимущества. Например, благодаря добавлению добавляемого материала к уже гофрированному листовому материалу добавляемый материал или по меньшей мере его существенное количество остается в или на гофрированной структуре листового материала. Гофрированный листовой материал с добавляемым материалом затем подается к устройству для формирования стержня, где формируется стержень из фильтрующего материала, который затем отрезается по заданному размеру для формирования отдельных фильтров, имеющих заданную длину.
Термин «листовой материал» в данном контексте означает содержащий любое плоское полотно из материала, подходящего для изготовления фильтров для курительных изделий, например бумажную или пластиковую пленку. Листовой материал может представлять собой либо однослойный листовой материал, или может представлять собой многослойный листовой материал.
Термин «добавляемый материал» включает, например, жидкость, гелеобразные или пастообразные материалы, а также сыпучие материалы, содержащие, например, отдельные частицы, такие как насыпной материал, порошок, гранулы и тому подобное, и объекты для включения в сигаретный фильтр, такие как капсулы или шарики и вытянутые материалы, например нити. Предпочтительно, добавляемый материал представляет собой сыпучий материал.
Добавление добавляемого материала к гофрированному листовому материалу может отвечать различным задачам. Например, он может служить в целях дополнения количества дыма, втягиваемого пользователем через фильтр. Например, добавляемый материал может содержать ментол, табак или прочие желаемые вкусы. Альтернативно или дополнительно, добавляемый материал может служить для удаления или изменения по меньшей мере части газообразных или твердых компонентов дыма. Например, добавляемый сыпучий материал может содержать гранулы активированного угля.
Также, сопротивление затяжке конечного фильтра может изменяться путем добавления добавляемого материала. Например, путем изменения количества добавляемого материала, например сыпучего материала, добавляемого к листовому материалу на единицу листового материала, сопротивление затяжке может быть понижено или повышено.
Сопротивление затяжке может быть также изменено при помощи других возможностей установки, таким образом увеличивая гибкость установки в соответствии с изобретением. Благодаря тому, что установка способна обрабатывать разные типы листовых материалов, сопротивление затяжке может быть изменено путем выбора типа обрабатываемого листового материала. В качестве примера можно выбрать бумагу или пластиковую пленку. Также, можно выбрать однослойные или многослойные материалы. Более того, благодаря тому, что установка может обрабатывать листовые материалы, имеющие разную толщину, сопротивление затяжке может быть изменено путем выбора толщины листового материала, обрабатываемого установкой. Кроме этого, благодаря тому, что установка способна обрабатывать листовые материалы различной ширины, сопротивление затяжке может быть изменено путем выбора ширины листового материала, обрабатываемого установкой. От ширины листового материала зависит плотность гофрированного листового материала в фильтре после формирования стержня. Таким образом, установка в соответствии с изобретением является очень гибкой и позволяет подавать гофрированный листовой материал, обеспечивающий производство фильтров большого разнообразия типов и свойств. Кроме того, установка в соответствии с изобретением, в частности, является предпочтительной, поскольку затраты на производство фильтров, содержащих гофрированный листовой материал, как правило, ниже, чем затраты на производство фильтров, содержащих целлюлозные ацетатные волока.
В соответствии с одним объектом изобретения изменение сопротивления затяжке фильтра осуществляется при помощи адаптации ширины отреза листового материала. Изменение сопротивления затяжке фильтра может содержать этап измерения параметра фильтра и создания сигнала, указывающего измеренный параметр фильтра. Отрез по ширине листового материала может, в таком случае, быть адаптирован в ответ на сигнал.
Предпочтительно, параметр фильтра, который необходимо измерить для адаптации ширины отреза листового материала, содержит по меньшей мере один из следующих параметров, без ограничения: сопротивление затяжке, твердость стержня, ширина, прозрачность, плотность и содержание влаги.
В соответствии с другим объектом установки в соответствии с изобретением узел гофрирования содержит первую пару гофрирующих роликов для зацепления и гофрирования непрерывного полотна листового материала, транспортируемого между ними. Гофрирующие ролики имеют поверхность, снабженную средствами гофрирования листового материала в направлении транспортировки листового материала. Предпочтительно, гофрирующие ролики имеют поверхность, снабженную средствами гофрирования листового материала в продольном направлении листового материала. В виде примера, средства гофрирования листового материала в направлении транспортировки листового материала, могут представлять собой структурированную поверхность роликов. В частности, такая структура может содержать, например, гребни и желоба, продолжающиеся по окружности вокруг оси вращения роликов. Листовой материал гофрируется путем передачи структуры листовому материалу, когда он проходит между роликами. Желобчатая структура, передаваемая листовому материалу, особенно подходит для приема добавляемого материала, в частности, когда добавляемый материал представляет собой сыпучий материал, или содержит капсулы или шарики. Гофрирование листового материала в продольном направлении также уменьшает стабильность листового материала в поперечном направлении. Таким образом облегчается последующее формирование стержня (сжатие листового материала в цилиндрическую форму), который затем разрезается для формирования отдельных фильтров.
В соответствии с другим объектом изобретения узел гофрирования содержит вторую пару гофрирующих роликов для зацепления и гофрирования непрерывного полотна листового материала, транспортируемого между ними. Гофрирующие ролики второй пары гофрирующих роликов имеют поверхность, снабженную средствами гофрирования листового материала в направлении, поперечном направлению транспортировки листового материала. Термин «поперечный направлению транспортировки листового материала» следует понимать как включающий направления, отличные от перпендикуляра направлению транспортировки листового материала. Предпочтительно, гофрирующие ролики имеют поверхность, снабженную средствами гофрирования листового материала в направлении, перпендикулярном направлению транспортировки. В виде примера, средства гофрирования листового материала в направлении, поперечном направлению транспортировки листового материала, могут представлять собой структурированную поверхность роликов. Эта структура может содержать гребни и желоба, продолжающиеся в направлении, параллельном оси вращения роликов. Эта структура, предпочтительно, снабжена на всей поверхности роликов так, чтобы листовой материал гофрировался путем передачи структуры роликов на листовой материал, когда он проходит между роликов. Альтернативно, в некоторых применениях, может быть достаточно гофрировать листовой материал лишь на участках в поперечном направлении так, чтобы некоторые участки были гофрированы, а другие оставались не гофрированными в поперечном направлении.
В соответствии с еще одним объектом изобретения узел гофрирования содержит как первую пару гофрирующих роликов, имеющих поверхность, снабженную средствами гофрирования листового материала в продольном направлении относительно направления транспортировки листового материала, так и вторую пару гофрирующих роликов, имеющих поверхность, снабженную средствами гофрирования листового материала в направлении, поперечном направлению транспортировки листового материала. Это выполнение позволяет гофрировать листовой материал как в продольном направлении, так и в поперечном направлении, в результате чего специфичный рисунок передается на листовой материал, когда листовой материал проходит между первой и второй парами роликов. Структура поверхности соответствующих пар роликов может быть выполнена как описано выше.
Для любого из вышеописанных выполнений материал, добавляемый к гофрированному листовому материалу при помощи распределительного узла, предпочтительно распределяется на структуру, созданную в гофрированном листовом материале, например в продольно продолжающиеся желоба, в поперечно продолжающиеся желоба, или в углубления в рисунке, созданном первой и второй парами роликов. Это, в частности, представляет преимущество в случае, когда добавляемый материал представляет собой сыпучий материал. Сыпучий материал, распределяемый в эти желоба или углубления, удерживается в них, когда гофрированный листовой материал последовательно подается в устройство для формирования стержня, где гофрированный листовой материал сжимается для формирования стержня.
В соответствии с еще одним объектом изобретения узел разматывания может содержать мотор для привода бобины, на которой подается листовой материал, и тормоз. Узел управления контролирует мотор и тормоз таким образом, чтобы предотвратить разрыв непрерывного полотна листового материала. В предшествующем уровне техники, до этих пор, листовой материал натягивался установкой при помощи гофрирующих роликов или при помощи дополнительных приводных роликов узла гофрирования. В соответствии с настоящим изобретением мотор узла разматывания способствует разматыванию листового материала с бобины, что представляет особое преимущество в случае, когда листовой материал является хрупким. Хрупкий листовой материал подвержен разрывам при применении слишком большой силы натяжения роликами, протягивающими листовой материал через установку. Таким образом, можно избежать возникновения чрезмерно высокой силы натяжения. Предпочтительно, узел управления принимает сигнал, отображающий действительное натяжение листового материала. Этот сигнал может быть обработан и мотор узла разматывания может регулироваться в ответ на него. Также, тормоз узла разматывания может регулироваться блоком управления. Когда бобина близка к опустошению, то есть когда на бобине осталось лишь немного листового материала, вращение бобины необходимо остановить. Тормоз служит для достижения плавного профиля торможения для избегания разрыва листового материала в ходе этой фазы.
В соответствии с еще одним объектом изобретения установка дополнительно содержит узел натяжения, содержащий управляемый привод для применения и поддержания заданного натяжения в листовом материале в ходе транспортировки листового материала через установку. Несмотря на то, что пассивные узлы натяжения известны в данной области техники, узел натяжения, содержащий управляемый привод, является предпочтительным в том, что он позволяет активно контролировать натяжение, применяемое к листовому материалу. Например, узлы натяжения уровня техники содержат пассивный натягивающий элемент, имеющий фиксированную массу или вес, при помощи которого натяжение оказывается на листовой материал, однако это натяжение не может активно контролироваться. В виде примера управляемый привод в соответствии с этим объектом изобретения может представлять собой управляемый пневматический привод, управляемый гидравлический привод или управляемый электрический привод, или может представлять собой любой другой подходящий тип управляемого привода, чтобы активно регулировать натяжение, оказываемое на листовой материал.
В соответствии с еще одним дополнительным объектом изобретения установка дополнительно содержит узел смягчения, расположенный перед гофрирующим блоком по ходу процесса. Узел смягчения служит для облегчения гофрирования путем смягчения листового материала, подлежащего гофрированию. В виде примера узел смягчения может содержать источник тепла для увеличения температуры листового материала, подлежащего гофрированию. Такой узел смягчения, содержащий источник тепла, является особо предпочтительным для пластикового листового материала. Увеличение температуры пластикового листового материала размягчает листовой материал и может, таким образом, облегчить гофрирование листового материала. Любой традиционный источник тепла может быть использован в этих целях, например, инфракрасный радиатор. Альтернативно или в комбинации, узел смягчения может содержать средства регулирования влажности, способные повышать или понижать содержание влаги в листовом материале. Например, для увеличения содержания влаги в бумажном листовом материале, средства регулирования влажности могут содержать форсунки для смачивания бумажного листового материала, подлежащего гофрированию. В случае, когда содержание влаги слишком высокое, источник тепла может быть активирован для снижения содержания влаги в бумажном листовом материале.
Дополнительные предпочтительные объекты изобретения станут более очевидны из следующего описания выполнения установки в соответствии с изобретением с помощью чертежей, на которых:
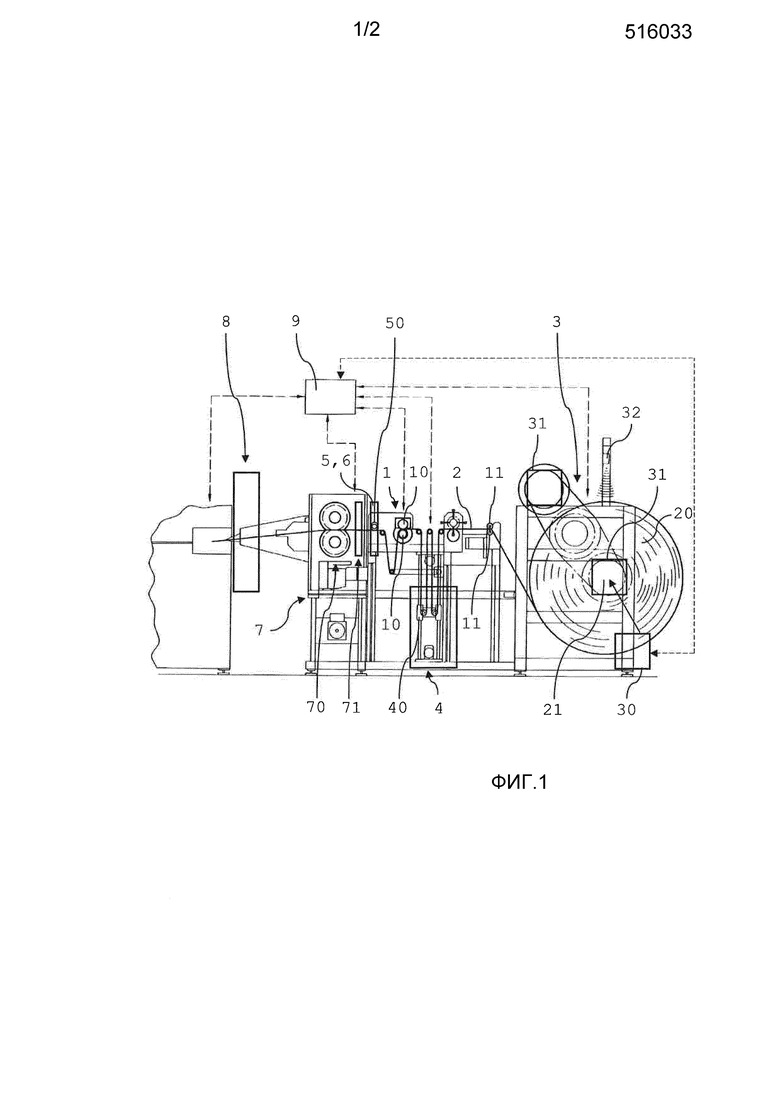
Фиг. 1 - схематичный вид варианта выполнения установки по изобретению.
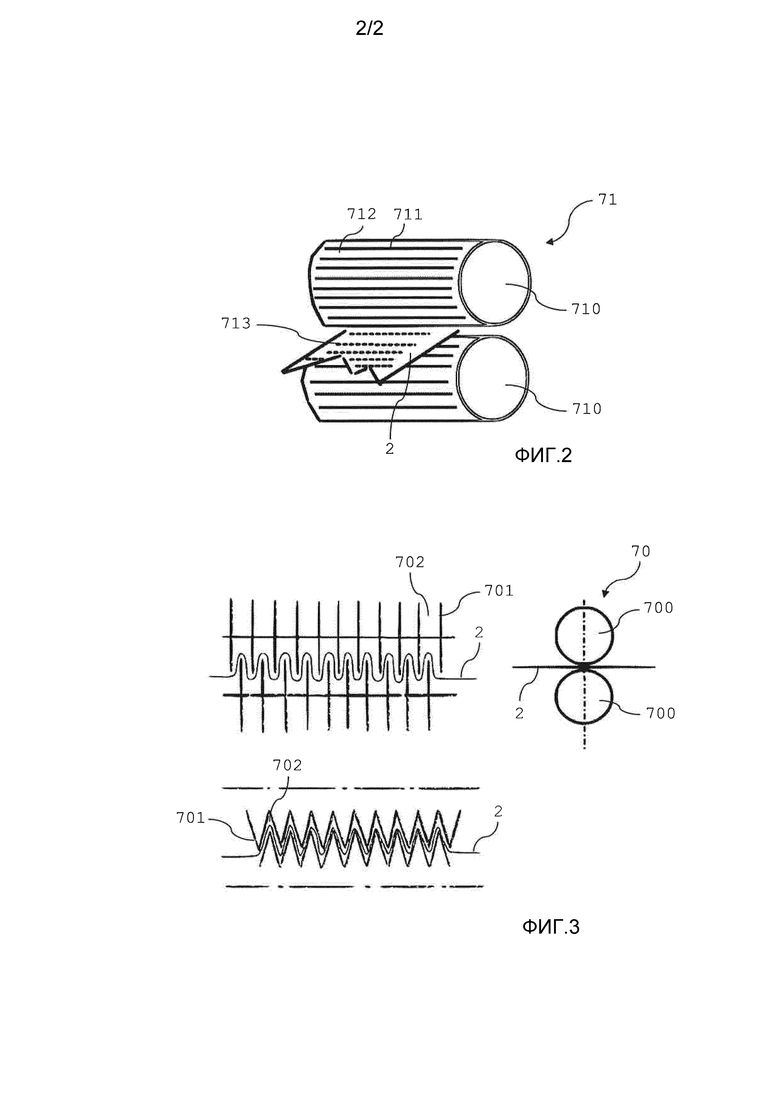
Фиг. 2 - схематичный вид первого варианта выполнения двух гофрирующих роликов установки по изобретению.
Фиг. 3 - схематичный вид второго варианта выполнения двух гофрирующих роликов (верхний правый угол) установки по изобретению, а также два схематичных расположения (верхний и нижний слева) гребней и желобов, снабженных на поверхности гофрирующих роликов.
На Фиг. 1 в схематичном представлении показано выполнение установки в соответствии с изобретением. Установка содержит приводной узел 1, содержащий приводные ролики 10 для приводного зацепления и транспортировки листового материала 2 через установку. Например, листовой материал 2 может представлять собой бумагу или подходящую пластиковую пленку. Листовой материал 2 хранится в виде катушки 20 на бобине 21, с которой листовой материал 2 может быть размотан с помощью узла разматывания 3.
Узел 3 разматывания содержит мотор 30 и тормоз 31, способные воздействовать на бобину 21 так, чтобы прилагать дополнительное приводное или тормозящее усилие к бобине 21. Это описано более подробно ниже. Датчик 32 снабжен для определения расстояния между датчиком 32 и самым наружным слоем катушки 20 для определения того, достаточно ли листового материала осталось на бобине 21 для продолжения работы.
Листовой материал 2 транспортируется через установку в форме полотна. Ряд транспортирующих роликов 11 снабжен вдоль пути полотна листового материала 2 через установку. Эти транспортирующие ролики 11 служат для зажатия или направления полотна листового материала 2 вдоль его пути через установку.
Установка дополнительно содержит узел 4 натяжения для приложения и поддержания заданного натяжения в полотне листового материала 2, когда он транспортируется через установку. С этой целью узел 4 натяжения содержит управляемый привод 40, который может активно управляться, чтобы всегда поддерживать желаемое заданное натяжение в полотне листового материала 2, даже если условия в ходе работы изменятся.
Установка дополнительно содержит режущий узел 5 для обрезания в режиме реального времени листового материала 2 по желаемой ширине. Как было описано выше, если ширину листового материала 2, подаваемого установкой, нужно изменить (например, из-за переключения от производства фильтра для обычных сигарет с фильтром к производству фильтров для тонких сигарет, или по любой другой причине, смотри выше), больше нет необходимости в прерывании производства и заменен бобины 21, несущей катушку 20, вместо это режущий узел 5 позволяет отрезать листовой материал 2 в режиме реального времени по желаемой ширине. Режущий узел 5 будет описан более подробно ниже.
Установка дополнительно содержит узел 6 смягчения для увеличения температуры листового материала 2. Узел смягчения расположен перед узлом 7 гофрирования листового материала 2 по ходу процесса. Узел 6 смягчения способствует размягчению листового материала 2 для облегчения гофрирования листового материала 2. Как уже было описано выше, узел 6 смягчения может содержать источник тепла, такой как инфракрасный радиатор, однако он может также содержать любой другой тип радиатора, подходящий в этих целях. Такой источник тепла, в частности, обеспечивает преимущество в случае, когда листовой материал 2 является пластиковым листовым материалом. Альтернативно или в комбинации, узел 6 смягчения может содержать средства регулирования влажности, способные повышать или понижать содержание влаги в листовом материале 2. Это особенно предпочтительно в случае, когда листовой материал 2 представляет собой бумажный листовой материал. Например, для увеличения содержания влаги в бумажном листовом материале, средства регулирования влажности могут содержать форсунки для увлажнения бумажного листового материала, подлежащего гофрированию. В случае, когда содержание влаги слишком высокое, источник тепла может быть активирован для снижения содержания влаги в бумажном листовом материале.
Как уже было сказано, установка дополнительно содержит узел гофрирования 7 для гофрирования листового материала 2. Узел гофрирования 7 может содержать узел 70 продольного гофрирования, или узел 71 бокового гофрирования, или как узел 70 продольного гофрирования, так и узел 71 бокового гофрирования. Узел 70 продольного гофрирования, а также узел 71 бокового гофрирования могут содержать одну или несколько пар роликов, как будет описано более подробно ниже с помощью Фиг. 2 и Фиг. 3.
Установка дополнительно содержит выдачной узел 8 для добавления добавляемого материала к листовому материалу 2. Как уже было сказано, предпочтительно добавляемый материал представляет собой сыпучий материал. Выдачной узел 8 расположен после узла 7 гофрирования, если смотреть в направлении транспортировки листового материала 2, и перед устройством для формирования стержня, к которому установка подает листовой материал. Подходящие устройства для формирования стержня хорошо известны в данной области техники и поэтому не будут описаны подробно.
В конечном счете, установка содержит узел управления 9 для управления различными узлами, как это показано различными пунктирными линиями и стрелками на Фиг. 1.
При работе листовой материал 2, запасенный в форме катушки 20, разматывается с бобины 21. Приводные ролики 10 приводного узла 1 прикладывают усилие натяжения к полотну листового материала 2, вынуждая листовой материал 2 разматываться с катушки 20 на бобине 21. Однако это усилие может в некоторой степени изменяться. Поскольку необходимо избежать разрыва листового материала 2, когда узел управления 9 получает сигнал с узла управления 1, указывающий на высокое натяжение, узел управления 9 может заставить мотор 30 приложить дополнительный крутящий момент к бобине 21, чтобы предотвратить разрыв листового материала 2. Подобным образом, узел управления 9 может заставить тормоз 31 замедлить скорость вращения бобины 21 с тем, чтобы увеличить натяжение листового материала 2, если натяжение стало слишком низким. Также, когда лишь небольшое количество листового материала 2 остается на катушке 20 - это определяется датчиком 32 - тормоз 31 способствует регулированию скорости вращения бобины 21 для избегания разрыва листового материала 2 в ходе фазы остановки.
Как уже упомянуто выше, узел 4 натяжения, содержащий управляемый привод 40, способствует применению и поддержанию заданного натяжения в листовом материале 2. Это обеспечивает надежную транспортировку листового материала 2 через установку и, с другой стороны, предотвращает разрыв листового материала 2 путем активного регулирования натяжения листового материала 2.
При дальнейшем прохождении листового материала 2 через установку режущий узел 5 может отрезать листовой материал 2 по желаемой ширине в случае, когда листовой материал 2, разматываемый с катушки 20, еще не имеет требуемой ширины. С этой целью режущий узел 5 может содержать два регулируемых в боковом направлении режущих диска 50 (лишь один из них показан на Фиг. 1), которые могут быть отрегулированы в направлении, перпендикулярном направлению транспортировки листового материала 2. Предпочтительно, режущие диски 50 могут быть симметрично смещены относительно центральной линии пути листового материала 2.
Возвращаясь к Фиг. 1, с помощью узла 6 смягчения, листовой материал может быть нагрет или смочен до гофрирования, чтобы смягчить листовой материал 2 для облегчения гофрирования.
Листовой материал 2 после этого входит в узел гофрирования 7, который может содержать либо узел 70 продольного гофрирования, либо узел 71 бокового гофрирования, или как узел 70 продольного гофрирования, так и узел 71 бокового гофрирования. Например, узел 71 бокового гофрирования содержит пару гофрирующих роликов 710, как показано на Фиг.2. Когда листовой материал 2 проходит через гофрирующие ролики 710, он гофрируется в направлении, поперечном направлению транспортировки листового материала 2. В выполнении, показанном на Фиг. 2, листовой материал 2 гофрируется в направлении, перпендикулярном направлению транспортировки, и это можно видеть из расположения гребней 711 и желобов 712 на поверхности гофрирующих роликов 710. Пунктирные линии 713 на листовом материале 2, показанном на Фиг. 2, обозначают углубления, выполненные путем гофрирования в листовом материале 2, в направлении пунктирных линий 713.
Узел 70 продольного гофрирования может также содержать пару роликов 700, как показано на Фиг. 3 (сверху справа). Однако, в отличие от узла 71 бокового гофрирования, ролики 700 узла 70 продольного гофрирования могут содержать гребни 701 и желоба 702 на поверхности гофрирующих роликов, которые расположены так, как показано схематично на верхнем левом виде с Фиг. 3. Нижний левый вид изображает альтернативное расположение гребней 701 и желобов 702, однако несмотря на то, что вершины показаны как имеющие острые очертания, они могут быть скруглены. Когда листовой материал 2 проходит через пару роликов 700, он гофрируется в продольном направлении, то есть в направлении транспортировки листового материала 2. На левых видах с Фиг. 3 листовой материал 2 выходит из плоскости чертежа к наблюдателю.
Конечно, установка может также содержать как узел 70 продольного гофрирования, так и узел 71 бокового гофрирования. Это приводит к появлению рисунка из продольно и поперечно расположенных углублений в листовом материале.
После этого листовой материал проходит через выдачной узел 8, в котором добавляемый материал, предпочтительно сыпучий материал, добавляется к гофрированному листовому материалу 2. Сыпучее вещество может распределяться в канавки, образованные путем гофрирования в листовом материале 2 гребнями 711 или 701 роликами 71 и 70, или в углубления, соответственно.
Листовой материал, к которому был добавлен сыпучий материал, после этого проводится через сужающуюся воронку для формирования стержня из сжатого листового материала, содержащего сыпучее вещество. Этот стержень из сжатого листового материала может, после этого, быть обработан в установке для изготовления фильтров традиционным образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА И СПОСОБ ПОДАЧИ НЕПРЕРЫВНОГО ПОЛОТНА ГОФРИРОВАННОГО ЛИСТОВОГО МАТЕРИАЛА | 2012 |
|
RU2616577C2 |
| СМЕШАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2628987C2 |
| АРОМАТИЗИРОВАННЫЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2634858C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РИФЛЕНОГО ПОЛОТНА | 2020 |
|
RU2820236C2 |
| ГИДРОФОБНЫЙ ФИЛЬТР | 2015 |
|
RU2711462C2 |
| ТЕПЛОПРОВОДЯЩИЕ СТЕРЖНИ ДЛЯ ИСПОЛЬЗОВАНИЯ В АЭРОЗОЛЬ-ГЕНЕРИРУЮЩИХ ИЗДЕЛИЯХ | 2013 |
|
RU2632277C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННОГО ЛИСТА МАТЕРИАЛА | 2018 |
|
RU2757894C2 |
| ЭЛЕКТРИЧЕСКАЯ ПРОИЗВОДЯЩАЯ АЭРОЗОЛЬ СИСТЕМА | 2013 |
|
RU2621661C1 |
| УСТРОЙСТВО И СПОСОБ ПРОИЗВОДСТВА ТАБАЧНОГО МАТЕРИАЛА В ФОРМЕ ЛИСТОВ | 2018 |
|
RU2763209C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ГОФРИРОВАНИЯ ЛИСТА | 2020 |
|
RU2812695C1 |
Изобретение относится к установке для подачи непрерывного полотна гофрированного листового материала, к устройству для формирования стержня, которая содержит узел разматывания для разматывания листового материала с бобины, на которой обеспечен листовой материал; узел гофрирования листового материала, режущий узел для обрезания непрерывного полотна листового материала до заданной ширины, причем режущий узел расположен перед узлом гофрирования, если смотреть в направлении транспортировки листового материала; и узел управления различными узлами установки в ответ на сигналы датчиков, полученные с соответствующих узлов, при этом режущий узел содержит режущие элементы, выполненные с возможностью перемещения в направлении, перпендикулярном направлению транспортировки листового материала для регулирования ширины листового материала. Технический результат заключается в обеспечении улучшенной производительности. 4 н. и 17 з.п. ф-лы, 3 ил.
1. Установка для подачи непрерывного полотна гофрированного листового материала (2) к устройству для формирования стержня, содержащая: узел (3) разматывания для разматывания листового материала с бобины (21), на которой обеспечен листовой материал; узел (7) гофрирования листового материала, режущий узел (5) для обрезания непрерывного полотна листового материала (2) до заданной ширины, причем режущий узел (5) расположен перед узлом (7) гофрирования, если смотреть в направлении транспортировки листового материала (2); и узел (9) управления различными узлами установки в ответ на сигналы датчиков, полученные с соответствующих узлов, при этом режущий узел содержит режущие элементы, выполненные с возможностью перемещения в направлении, перпендикулярном направлению транспортировки листового материала для регулирования ширины листового материала.
2. Установка по п. 1, дополнительно содержащая выдачной узел (8) для добавления добавляемого материала к листовому материалу, при этом выдачной узел (8) расположен после узла гофрирования (7), если смотреть в направлении транспортировки листового материала, и перед устройством для формирования стержня, к которому подается гофрированный листовой материал.
3. Установка по п. 1, в которой узел (7) гофрирования содержит первую пару гофрирующих роликов (700) для зацепления и гофрирования непрерывного полотна листового материала (2), транспортируемого между ними, причем гофрирующие ролики (700) имеют поверхность, снабженную средствами (701, 702) гофрирования листового материала (2) в направлении транспортировки листового материала (2).
4. Установка по п. 2, в которой узел (7) гофрирования содержит первую пару гофрирующих роликов (700) для зацепления и гофрирования непрерывного полотна листового материала (2), транспортируемого между ними, причем гофрирующие ролики (700) имеют поверхность, снабженную средствами (701, 702) гофрирования листового материала (2) в направлении транспортировки листового материала (2).
5. Установка по любому из пп. 1-4, в которой узел (7) гофрирования содержит вторую пару гофрирующих роликов (710) для зацепления и гофрирования непрерывного полотна листового материала (2), транспортируемого между ними, причем гофрирующие ролики (710) имеют поверхность, снабженную средствами (711, 712) гофрирования листового материала (2) в направлении, поперечном направлению транспортировки листового материала (2).
6. Установка по п. 5, в которой узел гофрирования содержит как первую пару гофрирующих роликов (700), имеющих поверхность, снабженную средствами (701, 702) гофрирования листового материала (2) в продольном направлении относительно направления транспортировки листового материала (2), так и вторую пару гофрирующих роликов (711), имеющих поверхность, снабженную средствами (711, 712) гофрирования листового материала (2) в направлении, поперечном направлению транспортировки листового материала (2).
7. Установка по любому из пп. 1-4, в которой узел (3) разматывания содержит мотор (30) для привода бобины (21), на которой обеспечен листовой материал, и тормоз (31), причем узел (9) управления управляет мотором (30) и тормозом (31) таким образом, чтобы предотвратить разрыв непрерывного полотна листового материала.
8. Установка по п. 5, в которой узел (3) разматывания содержит мотор (30) для привода бобины (21), на которой обеспечен листовой материал, и тормоз (31), причем узел (9) управления управляет мотором (30) и тормозом (31) таким образом, чтобы предотвратить разрыв непрерывного полотна листового материала.
9. Установка по любому из пп. 1-4, дополнительно содержащая узел (4) натяжения, содержащий управляемый привод (40) для приложения и поддержания заданного натяжения к листовому материалу (2) во время транспортировки листового материала (2) через установку.
10. Установка по п. 5, дополнительно содержащая узел (4) натяжения, содержащий управляемый привод (40) для приложения и поддержания заданного натяжения к листовому материалу (2) во время транспортировки листового материала (2) через установку.
11. Установка по любому из пп. 1-4, дополнительно содержащая узел (6) смягчения листового материала (2), подлежащего гофрированию, причем узел (6) смягчения расположен перед узлом (7) гофрирования, если смотреть в направлении транспортировки листового материала (2).
12. Установка по п. 5, дополнительно содержащая узел (6) смягчения листового материала (2), подлежащего гофрированию, причем узел (6) смягчения расположен перед узлом (7) гофрирования, если смотреть в направлении транспортировки листового материала (2).
13. Установка по любому из пп. 1-4, в которой листовой материал представляет собой один из следующих материалов: бумага, пластик, металл, или представляет собой ламинированный материал из по меньшей мере двух из следующих материалов: бумага, пластик, металл.
14. Установка по п. 5, в которой листовой материал представляет собой один из следующих материалов: бумага, пластик, металл, или представляет собой ламинированный материал из по меньшей мере двух из следующих материалов: бумага, пластик, металл.
15. Способ подачи непрерывного полотна гофрированного листового материала (2) к устройству для формирования стержня, включающий стадии: разматывания листового материала (2) с бобины (21), на которой хранится листовой материал; транспортировки листового материала (2) к узлу (7) гофрирования; обрезания листового материала (2) до заданной ширины; гофрирования листового материала (2); подачи гофрированного листового материала к устройству для формирования стержня, при этом обрезание листового материала (2) до заданной ширины осуществляется до гофрирования листового материала (2); и изменения ширины листового материала путем перемещения режущих элементов в направлении, перпендикулярном направлению транспортировки листового материала.
16. Способ по п. 15, дополнительно включающий стадию добавления добавляемого материала к листовому материалу (2), при этом добавление добавляемого материала к листовому материалу осуществляется после гофрирования листового материала (2) и до подачи гофрированного листового материала к устройству для формирования стержня.
17. Способ по п. 15 или 16, в котором стадия изменения ширины листового материала включает изменение сопротивления затяжке фильтра.
18. Способ по п. 17, в котором стадия изменения сопротивления затяжке фильтра включает стадии измерения параметра фильтра, создания сигнала, отображающего измеренный параметр фильтра, и адаптации ширины отреза листового материала в зависимости от полученного сигнала.
19. Способ по п. 18, в котором параметр фильтра включает по меньшей мере один из следующих: сопротивление затяжке, твердость стержня, вес, прозрачность, плотность и содержание влаги.
20. Применение установки по любому из пп. 1-14 для изготовления курительных изделий.
21. Применение способа по любому из пп. 15-19 для изготовления курительных изделий.
| Водотрубный паровой котел | 1926 |
|
SU7698A1 |
| Способ изготовления противодымных фильтрующих стержней и устройство для его осуществления | 1988 |
|
SU1783974A3 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВ ДЛЯ ТАБАЧНЫХ ИЗДЕЛИЙ | 2005 |
|
RU2375935C2 |
| US 0003466358 A1, 09.09.1969. | |||

