Настоящее изобретение относится к способу и установке для гофрирования листа.
При изготовлении изделий, генерирующих аэрозоль, таких как, например, нагреваемые без сжигания продукты, часто используются компоненты в форме стержня. Компоненты могут содержать субстрат, образующий аэрозоль, и фильтрующий элемент. Один или оба из фильтрующего элемента и субстрата, образующего аэрозоль, могут содержать несколько каналов для обеспечения протекания потока воздуха через стержень. Несколько каналов могут быть образованы путем гофрирования листа материала и последующего сбора материала внутри стержня для образования каналов. В таких примерах гофрированный лист, как правило, образуется путем гофрирования по существу непрерывного листа.
Этот подлежащий гофрированию материал, то есть непрерывный лист, в области изделий, генерирующих аэрозоль, может представлять собой, например, гомогенизированный табак, такой как восстановленный табак или формованный лист, лист, изготовленный с помощью полимолочной кислоты, или лист из хлопка.
Из уровня техники известны способы и установки для изготовления гофрированного листа для использования в изделии, генерирующем аэрозоль. Известные способы изготовления гофрированного листа обычно включают подачу по существу непрерывного листа между парой чередующихся валиков с нанесением на непрерывный лист нескольких сгибаемых гофров. Затем гофрированный лист собирают с образованием непрерывного стержня, содержащего несколько осевых каналов. Затем стержень оборачивают и разрезают на более мелкие сегменты для образования субстрата, генерирующего аэрозоль, или фильтра для изделия, генерирующего аэрозоль.
Процесс гофрирования важен для эффективного процесса изготовления изделия, генерирующего аэрозоль.
Настоящее изобретение относится к способу гофрирования листа, который до гофрирования имеет некоторую толщину, влажность, состав и ширину, причем способ включает: получение одного свойства до гофрирования листа, такого как толщина листа; влажность листа; состав листа; ширина листа. Способ дополнительно может включать гофрирование листа для образования нескольких гофров на листе, причем гофрирование включает: предоставление пары гофрирующих валиков с зазором, образованным между ними, причем зазор имеет некоторый размер зазора; и введение листа в зазор. Способ дополнительно может включать оценку свойства после гофрирования листа, полученную после гофрирования. Способ дополнительно может включать изменение размера зазора на основании одного полученного свойства из свойств до гофрирования листа и на основании оцененного свойства после гофрирования листа.
Настоящее изобретение также относится к установке для гофрирования листа, который до гофрирования имеет некоторое свойство до гофрирования, такое как: толщина, влажность, состав и ширина. Установка содержит: транспортировочное устройство, приспособленное для транспортировки листа в направлении транспортировки; пару гофрирующих валиков для гофрирования листа с образованием нескольких гофров на листе, причем между парой гофрирующих валиков образован зазор, указанный зазор имеет некоторый размер зазора. Установка также может содержать датчик, приспособленный для оценки свойства после гофрирования листа, причем датчик находится дальше по ходу потока относительно пары гофрирующих валиков в направлении транспортировки. Установка также может содержать одно из следующего: датчик, приспособленный для оценки одного из свойств до гофрирования листа и отправки сигнальной функции одного оцененного свойства из свойств до гофрирования, причем датчик находится раньше по ходу потока относительно пары гофрирующих валиков в направлении транспортировки; запоминающее устройство, содержащее данные, относящиеся к одному из свойств до гофрирования листа. Установка может дополнительно содержать блок управления, приспособленный для приема указанной сигнальной функции одного оцененного свойства из свойств до гофрирования, или для получения данных, относящихся к одному из свойств до гофрирования. Способ также может содержать первый исполнительный элемент для изменения размера зазора; и замкнутую систему управления с обратной связью, приспособленную для активации первого исполнительного элемента на основании одного оцененного свойства из свойства до гофрирования листа или на основании полученных данных, относящихся к одному из свойств до гофрирования, и на основании оцененного свойства после гофрирования листа.
Лист материала гофрируют между двумя гофрирующими валиками, между которыми образован зазор. В результате гофрирования на листе образуются несколько гофров. Первую оценку свойства до гофрирования листа выполняют раньше по ходу потока относительно гофрирующих валиков. Вторую оценку свойства после гофрирования листа выполняют дальше по ходу потока относительно гофрирующих валиков. Первая оценка, выполняемая раньше по ходу потока, относится к одному из следующих свойств: толщина листа, влажность листа; состав листа; ширина листа. Вторая оценка, выполняемая дальше по ходу потока, относится к свойству листа, приданному гофрами, например к свойству нескольких гофров на листе. При необходимости размер зазора можно изменять на основании оцененного свойства после гофрирования листа и полученного свойства до гофрирования листа. Таким образом может быть реализован непрерывный контур с обратной связью для оптимального гофрирования, так как размер зазора зависит от свойств листа, присутствующих как до гофрирования, так и после него. Эффект, оказываемый гофрированием на лист, можно отслеживать и размер зазора можно приспосабливать к определенным условиям гофрированного листа.
В контексте настоящего документа термин «лист» обозначает пластинчатый элемент, имеющий ширину и длину, по существу превышающие его толщину. Ширина листа предпочтительно составляет более чем 10 миллиметров, более предпочтительно более чем приблизительно 20 миллиметров или приблизительно 30 миллиметров. Еще более предпочтительно ширина листа составляет от приблизительно 60 миллиметров до приблизительно 300 миллиметров. Толщина листа может составлять от приблизительно 50 микрометров до 300 микрометров, она может составлять от приблизительно 100 микрометров до приблизительно 250 микрометров, она может составлять от приблизительно 175 микрометров до приблизительно 250 микрометров, она может составлять от приблизительно 130 микрометров до приблизительно 220 микрометров.
В контексте настоящего документа термин «стержень» обозначает цилиндрический элемент по существу цилиндрического, овального или эллиптического поперечного сечения, содержащий два или более компонентов изделия, генерирующего аэрозоль.
«Изделия, генерирующие аэрозоль» согласно настоящему изобретению могу иметь форму изделий, в которых материал, содержащий алкалоиды, такой как табачный материал, нагревают для образования аэрозоля, а не сжигают. Изделия, генерирующие аэрозоль, представляют собой изделия, в которых аэрозоль, содержащий алкалоиды, генерируется из материала, содержащего алкалоиды, например из табачного экстракта или другого источника никотина без сжигания или нагрева. Изделия, генерирующие аэрозоль, согласно настоящему изобретению могут представлять собой целые собранные изделия, образующие аэрозоль. Изделия, генерирующие аэрозоль, согласно настоящему изобретению могут представлять собой компоненты изделий, генерирующих аэрозоль, объединенных с одним или более другими компонентами для предоставления собранного изделия для образования аэрозоля. Примером является расходуемая часть нагреваемого курительного устройства.
«Материал, содержащий алкалоиды» представляет собой материал, который содержит один или более алкалоидов. Алкалоиды могут содержать никотин. Никотин может быть обнаружен, например, в табаке.
Алкалоиды представляют собой группу встречающихся в природе химических соединений, которые главным образом содержат основные атомы азота. Эта группа также включает некоторые сопутствующие соединения с нейтральными и даже слабокислотными свойствами. Некоторые синтетические соединения подобной структуры также называют алкалоидами. Помимо углерода, водорода и азота, алкалоиды могут также содержать кислород, серу и реже другие элементы, такие как хлор, бром и фосфор.
Алкалоиды производят с помощью большого ряда организмов, в том числе растений. Их можно очищать из первичных экстрактов этих организмов путем кислотно-основной экстракции. Кофеин, никотин, теобромин, атропин, тубокурарин являются примерами алкалоидов.
В контексте настоящего документа термин «гомогенизированный табачный материал» обозначает материал, образованный путем агломерации сыпучего табака, который содержит никотин, являющийся алкалоидом. Таким образом, материал, содержащий алкалоиды, может представлять собой гомогенизированный табачный материал.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Процесс образования листов гомогенизированного табачного материала обычно включает этап, на котором табачный порошок и связующее смешивают для образования суспензии. Затем пульпу используют для создания табачного полотна. Например, путем литья вязкой пульпы на движущуюся металлическую ленту с производством так называемого литого листа. В качестве альтернативы, пульпа с низкой вязкостью и высоким содержанием воды может использоваться для получения восстановленного табака в процессе, сходном с производством бумаги.
Также возможны другие формы изготовления листа.
Лист гомогенизированного табачного материала может быть образован с использованием сыпучего табака (например, восстановленного табака) или сыпучей табачной смеси, увлажнителя и водного растворителя с образованием табачного состава.
Гомогенизированный табачный лист может содержать, помимо табака, связующее. Гомогенизированный табачный лист может содержать вещество для образования аэрозоля, такое как гуар и глицерин.
В контексте настоящего документа термин «гофрированный лист» обозначает лист с несколькими гофрами. Термин «гофрирование» обозначает процесс образования нескольких гофров на листе материала. Предпочтительно лист материала представляет собой по существу плоский лист материала или предварительно необработанный лист материала применительно к созданию структурированной поверхности. Однако также может быть предусмотрено гофрирование листа, который уже содержит гофры. Гофры на листе могут быть образованы гофрирующими валиками. Гофрирующие валики могут содержать гофры на своей поверхности.
В контексте настоящего документа термин «гофры» обозначает несколько гребней, образованных из чередующихся вершин и впадин, соединенных посредством боковых поверхностей гофра. К ним относятся без ограничения гофры, имеющие квадратный волновой профиль, синусоидальный волновой профиль, треугольный профиль, пилообразный профиль или любую их комбинацию. Гофры могут быть определены на валиках, таких как гофрирующие валики, или на листе. Гофры на валике обозначают несколько гребней, образованных на наружной поверхности валика. Гофры на листе относятся к нескольким гребням, когда лист уложен на плоскую поверхность, не растягивая собственно лист.
В контексте настоящего документа термин «по существу чередоваться» применительно к паре валиков, образованной первым гофрирующим валиком и вторым гофрирующим валиком, обозначает, что гофры первого гофрирующего валика и второго гофрирующего валика по меньшей мере частично входят в зацепление. Это включает расположения, при которых гофры одного или обоих валиков являются симметричными или асимметричными. Гофры гофрирующих валиков могут быть по существу совмещенными или по меньшей мере частично смещенными. Вершина одного или более гофров первого гофрирующего валика или второго гофрирующего валика может чередоваться с впадиной отдельного гофра другого из первого гофрирующего валика и второго гофрирующего валика. Предпочтительно гофры первого гофрирующего валика и второго гофрирующего валика чередуются таким образом, что по существу все впадины гофров одного из первого гофрирующего валика и второго гофрирующего валика частично вмещают одну вершину гофра другого из первого гофрирующего валика и второго гофрирующего валика.
«Гофрирующий валик» является валиком, используемым для гофрирования листа. Гофрирующий валик определяет наружную поверхность и ось вращения. Наружная поверхность содержит несколько гофров. Предпочтительно гофры проходят в радиальном направлении вокруг наружной поверхности. Предпочтительно гофры определяют окружности на поверхности гофрирующего валика. В контексте данного документа «диаметр гофрирующего валика» считается наибольшим диаметром из диаметров, определенных поперечными сечениями вдоль плоскости, перпендикулярной оси вращения гофрирующего валика.
В контексте данного документа «расстояние между первым гофрирующим валиком, имеющим первую ось вращения, и вторым гофрирующим валиком, имеющим вторую ось вращения» относится к расстоянию между их соответствующими первой осью вращения и второй осью вращения.
В контексте настоящего документа термин «продольное направление» относится к направлению, проходящему вдоль или параллельно длине листа.
В контексте настоящего описания термин «ширина» относится к направлению, перпендикулярному направлению транспортировки листа во время обработки.
В контексте настоящего документа термин «величина шага» гофров относится к боковому расстоянию между впадинами по обе стороны от вершины конкретного гофра или к боковому расстоянию между двумя смежными вершинами двух смежных гофров. В случае, когда гофры находятся на листе, величину шага вычисляют в конфигурации, где лист лежит на плоскости без растягивания собственно листа.
В контексте настоящего документа термин «величина амплитуды» гофров относится к высоте гофра от его вершины до самой глубокой точки самой глубокой, непосредственно смежной впадины. Например, в случае, когда гофры находятся в валиках, амплитуда гофров может быть измерена в радиальном направлении. Радиальное направление является направлением вдоль радиуса, соединяющего ось вращения валика и вершину или впадину. Радиус перпендикулярен оси вращения. Высоту впадины измеряют как расстояние вдоль радиального направления между осью вращения и самой глубокой точкой впадины. Высоту вершины измеряют как расстояние вдоль радиального направления между осью вращения и самой высокой точкой вершины. Таким образом, «величина амплитуды» является разницей между высотой вершины и высотой впадины. В случае, когда гофры находятся в листе, величину амплитуды вычисляют в конфигурации, где лист лежит на плоскости без растягивания собственно листа. Амплитуду гофров листа вычисляют как расстояние между первой плоскостью и второй плоскостью, причем первая плоскость параллельна второй плоскости. Первая плоскость находится в контакте с вершиной гофра и вторая плоскость находится в контакте с самой глубокой точкой впадины, смежной с вершиной.
Когда гофры образованы на листе, гребни могут быть параллельными друг другу. Гребни могут быть параллельными направлению транспортировки листа во время гофрирования. Гребни могут образовывать угол от 0 градусов до 45 градусов с направлением транспортировки листа во время гофрирования.
В данном контексте термин «угол между боковыми поверхностями» относится к углу между боковыми поверхностями конкретного гофра. Угол между боковыми поверхностями может быть одинаковым для всех гофров. Кроме этого, один или более гофров могут быть асимметричными относительно радиального направления.
В контексте настоящего документа термин «зазор» относится к интервалу между первым гофрирующим валиком и вторым гофрирующим валиком, образующими пару гофрирующих валиков. Лист, предназначенный для гофрирования, проходит через зазор при работе. Первый гофрирующий валик и второй гофрирующий валик определяют первую ось вращения и вторую ось вращения соответственно. Кроме этого, первый гофрирующий валик определяет первую наружную поверхность, а второй гофрирующий валик определяет вторую наружную поверхность. Зазор определяет размер зазора. Размер зазора определен для каждого поперечного сечения первого и второго гофрирующих валиков вдоль плоскости, перпендикулярной первой оси вращения или второй оси вращения. В каждом поперечном сечении размер зазора является наименьшим евклидовым расстоянием между первой наружной поверхностью и второй наружной поверхностью для заданного относительного положения между первым гофрирующим валиком и вторым гофрирующим валиком. Размер зазора может изменяться во время относительного вращения первого гофрирующего валика и второго гофрирующего валика. Размер зазора может быть неизменным в случае, когда поверхность как первого, так и второго гофрирующих валиков является вращательно неизменной для вращений вокруг первой и второй осей вращения, или оно может изменяться. Кроме этого, размер зазора может быть неизменным вдоль ширины валика или он также может изменяться. Предпочтительно для каждого поперечного сечения есть два размера зазора. Размер зазора также может изменяться вдоль ширины валика. Два поперечных сечения, выполненных в двух разных местах вдоль оси вращения гофрирующего валика, могут демонстрировать разные размеры зазора.
Предпочтительно размер зазора для каждого поперечного сечения является неизменным. Предпочтительно размер зазора является неизменным во всех поперечных сечениях. Неизменный размер зазора позволяет получать одинаковую обработку материала по всей ширине листа.
Однако в настоящем изобретении также предусмотрено то, что валик может слегка сгибаться при использовании, поэтому неизменный профиль гофрирования листа материала требует, чтобы размер зазора чуть увеличивался к центру валика.
Термин «липкость» используется для обозначения адгезионных свойств или когезионных свойств листа. Адгезия представляет собой склонность несходных частиц или поверхностей прилипать друг к другу, в то время как когезия относится к склонности подобных или идентичных частиц или поверхностей прилипать друг к другу. Липкость листа может быть измерена с помощью устройства LIDAR (устройства для обнаружения и определения дальности с помощью света), приспособленного для измерения расстояния между измерительной установкой и листом, который разматывают с валика. LIDAR размещают таким образом, чтобы он был обращен к размотанной части листа. «Не липкий» лист имеет наименьшее расстояние до LIDAR, так как размотанная часть листа сразу же отсоединяется от валика. Расстояние между LIDAR и размотанной частью листа увеличивается с увеличением липкости.
Далее в тексте термин «раньше по ходу потока» или «дальше по ходу потока» ссылается на направление перемещения или транспортировки листа.
В контексте настоящего документа термины «собранный» или «собирание» при упоминании листа означают, что лист свернут или иным образом сжат или сужен по существу в поперечном направлении относительно направления транспортировки листа в форме стержня.
В контексте настоящего документа термины «горизонтальный» и «вертикальный» имеют свое стандартное значение.
Лист, обладающий следующим свойством: заданной толщиной, влажностью, составом и шириной, подают в установку согласно настоящему изобретению. Вышеуказанные свойства в целом называются «свойствами до гофрирования» листа. Свойства до гофрирования могут быть по существу неизменными в пределах листа или могут изменяться в разных местах листа. Толщина, влажность, состав и ширина листа могут находиться в пределах заданных диапазонов, причем каждое свойство имеет свой диапазон.
Лист определяет две противоположные поверхности, и противоположные поверхности определяют противоположные стороны листа.
Предпочтительно лист подают путем разматывания с бобины.
Получают по меньшей мере одно из свойств до гофрирования листа. Одно полученное свойство из свойств до гофрирования может быть толщиной листа. Одно полученное свойство из свойств до гофрирования может быть влажностью листа. Одно полученное свойство из свойств до гофрирования может быть шириной листа. Одно полученное свойство из свойств до гофрирования может быть составом листа.
Состав может относиться к химическому составу листа, такому как составляющие листа. Например, состав может включать смесь листа. Смесь листа применима, если лист представляет собой лист материала, содержащего алкалоиды. В этом случае лист изготавливают путем смешивания материала, содержащего алкалоиды, чтобы получить предопределенную смесь. Материал, содержащий алкалоиды, может представлять собой табачный материал. Предпочтительно более одного типа табака смешивают друг с другом. Например, по меньшей мере два разных типа табака смешивают друг с другом. Под термином «тип табака» подразумевают одну из различных разновидностей табака. В отношении настоящего изобретения эти различные типы табака подразделяют на три основных группы: светлый табак, темный табак и ароматический табак. Различие между этими тремя группами обусловлено процессом высушивания, которому табак подвергают перед тем, как он будет подвергнут дальнейшей обработке с получением табачного продукта.
Виды светлого табака представляют собой виды табака обычно с большими листьями светлой окраски. По всему описанию термин «светлый табак» используют для видов табака, которые были подвергнуты огневой сушке. Примерами видов светлого табака являются китайский вид табака трубоогневой сушки, бразильский вид табака трубоогневой сушки, американский вид табака трубоогневой сушки, такой как табак Вирджиния, индийский вид табака трубоогневой сушки, вид табака трубоогневой сушки из Танзании или другие африканские виды табака трубоогневой сушки. Светлый табак характеризуется высоким соотношением сахара и азота. С точки зрения органолептического восприятия светлый табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и насыщенным ощущением. Согласно настоящему изобретению светлый табак относится к видам табака с содержанием редуцирующих сахаров, составляющим от приблизительно 2,5 процента до приблизительно 20 процентов по сухому весу листьев, и общим содержанием аммиака менее приблизительно 0,12 процента по сухому весу листьев. Редуцирующие сахара содержат, например, глюкозу или фруктозу. Общее содержание аммиака составляют, например, аммиак и соли аммиака.
Виды темного табака представляют собой виды табака обычно с большими листьями темной окраски. По всему описанию термин «темный табак» используют для видов табака, которые были подвергнуты воздушной сушке. Дополнительно виды темного табака могут быть ферментированы. Виды табака, которые используют, главным образом, для жевания, нюханья, сигар и трубочных смесей, также включены в эту категорию. С точки зрения органолептического восприятия темный табак представляет собой табак такого типа, который после сушки ассоциируется с ощущением запаха дыма, присущим сигарам темного типа. Темный табак характеризуется низким соотношением сахара и азота. Примерами темного табака являются Берли Малави или другие типы африканского Берли, темный высушенный бразильский Галпао, индонезийский Кастури солнечной сушки или воздушной сушки. Согласно настоящему изобретению виды темного табака представляют собой виды табака с содержанием редуцирующих сахаров, составляющим менее приблизительно 5 процентов в пересчете на сухой вес листьев, и общим содержанием аммиака не более приблизительно 0,5 процента в пересчете на сухой вес листьев.
Виды ароматического табака представляют собой виды табака, которые часто имеют небольшие листья светлой окраски. По всему описанию термин «ароматический табак» используют в отношении других видов табака, которые характеризуются высоким содержанием ароматических веществ, например высоким содержанием эфирных масел. С точки зрения органолептического восприятия ароматический табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и ароматным ощущением. Примерами видов ароматического табака являются греческий восточный, турецкий восточный, полувосточный табак, но также табак огневой сушки, американский Берли, например, Перик, Махорка, американский Берли или Мэриленд.
Дополнительно смесь может содержать так называемые табачные наполнители. Табачный наполнитель не является особым типом табака, но включает разные типы табака, которые в основном используют для дополнения к другим типам табака, используемых в смеси, и которые не придают особого характерного ароматического свойства конечному продукту. Примерами табачных наполнителей являются стебли, средние жилки или черешки других типов табака. Конкретным примером могут служить стебли трубоогневой сушки с нижних черешков бразильского табака трубоогневой сушки.
В пределах каждого типа табака табачные листья дополнительно сортируют, например, по месту происхождения, положению на растении, цвету, текстуре поверхности, размеру и форме. Эти и другие свойства табачных листьев используются для получения табачной смеси. Табачная смесь представляет собой смесь типов табака, относящегося к одному и тому же или к различным типам, так что табачная смесь имеет агломерированную характерную особенность. Данное свойство может представлять собой, например, уникальный вкус или конкретный состав аэрозоля, образующийся в результате нагревания или горения. Смесь содержит конкретные типы и сорта табака в заданном количественном соотношении друг к другу.
В соответствии с настоящим изобретением разные сорта в пределах одного типа табака могут подвергаться перекрестному смешиванию для уменьшения изменчивости каждого компонента смеси. Согласно настоящему изобретению, различные фракции табака выбирают с получением желаемой смеси, имеющей конкретные определенные свойства. Например, смесь может характеризоваться целевым значением содержания редуцирующих сахаров, общим содержанием аммиака и общим содержанием алкалоидов в пересчете на сухой вес гомогенизированного табачного материала. Общее содержание алкалоидов включает в себя, например, содержание никотина и второстепенных алкалоидов, в том числе норникотина, анатабина, анабазина и миосмина.
Например, светлый табак может предусматривать табак сорта A, табак сорта B и табак сорта C. Светлый табак сорта A имеет незначительно отличающиеся химические свойства относительно светлого табака сорта B и сорта C. Ароматический табак может предусматривать табак сорта D и табак сорта E, где ароматический табак сорта D имеет незначительно отличающиеся химические свойства относительно ароматического табака сорта E. Возможным целевым значением для табачной смеси, в качестве примера может быть, например, содержание редуцирующих сахаров приблизительно 10 процентов в пересчете на сухой вес от общего количества табачной смеси. Для того, чтобы достичь выбранного целевого значения можно выбрать 70 процентов светлого табака и 30 процентов ароматического табака с образованием табачной смеси. 70 процентов светлого табака выбирают из табака сорта A, табака сорта B и табака сорта C, тогда как 30 процентов ароматического табака выбирают из табака сорта D и табака сорта E. Количества видов табака сортов A, B, C, D, E, которые входят в смесь, зависят от химического состава каждого из сортов табака A, B, C, D, E для получения таким образом целевого значения для данной табачной смеси.
Различные типы табака имеют различные химические свойства. Считается, что в листьях табака присутствует более 300 химических составляющих. В пределах одного типа табака различные сорта также могут иметь отличия в химическом составе. На химические составляющие табака могут влиять генетические свойства, сельскохозяйственная практика, тип почвы и питательных веществ, погодные условия, болезнь растений, положение черешка, процедуры сбора урожая и сушки.
Одно полученное свойство из свойств до гофрирования может быть измерено, например, с помощью подходящего датчика. Предпочтительно датчик измеряет свойство до гофрирования в режиме реального времени, то есть свойство до гофрирования листа предпочтительно измеряют во время обработки листа. Измерение свойства до гофрирования листа означает измерение свойства листа по меньшей мере в предопределенном месте, то есть измеряют по меньшей мере свойство до гофрирования первой части листа. Любой датчик для измерения одного из свойств до гофрирования предпочтительно размещен раньше по ходу потока относительно гофрирующих валиков.
Один датчик или больше датчиков для измерения одного и того же свойства до гофрирования могут использоваться для измерения свойства до гофрирования листа. Одно и то же свойство до гофрирования листа может быть измерено в одном месте или в нескольких местах. Если оно измерено в более чем одном месте, каждое измерение создает данные и эти данные собирают. Собранные данные из разных измерений могут быть статистически объединены. Может быть выведена средняя величина всех измерений одного и того же свойства до гофрирования.
В случае измерения толщины может использоваться датчик толщины.
Датчик толщины может содержать механический датчик. Датчик толщины может содержать оптический датчик. Датчик толщины может содержать механический датчик и оптический датчик.
В случае измерения влажности может использоваться датчик влажности. Датчик влажности может содержать датчик плотности, измеряющий в граммах на квадратный метр.
В случае измерения ширины может использоваться датчик расстояния.
Свойство до гофрирования может быть получено посредством базы данных. Способ согласно настоящему изобретению предпочтительно включает получение доступа к базе данных и извлечение данных из базы данных, относящихся к одному из свойств до гофрирования листа. База данных может содержать одно или более свойств до гофрирования: толщину, влажность, состав или ширину листа до гофрирования. Данные, относящиеся к одному или более свойствам до гофрирования, могут храниться в доступном запоминающем устройстве, где присутствует база данных.
Свойство до гофрирования может быть получено с помощью пользовательского ввода. Может быть предусмотрена панель или другое устройство ввода, и пользователь, например оператор, может вводить величину свойства до гофрирования листа. Кроме этого, данные, относящиеся к одному из свойств до гофрирования, могут быть получены путем сканирования данных, предоставленных на бобинах, на которых намотан лист, например характерного кода.
Свойство до гофрирования может быть получено посредством сигнала от удаленного источника. Для того, чтобы ввести свойство до гофрирования может осуществляться беспроводная или проводная передача данных.
Предпочтительно получают более одного свойства до гофрирования листа. Предпочтительно получают влажность листа. Предпочтительно получают толщину листа. Предпочтительно получают влажность и толщину листа.
Лист транспортируют вдоль направления транспортировки. Транспортировка может быть выполнена любыми подходящими способами, например путем протягивания посредством валиков. Предпочтительно транспортировку выполняют со скоростью листа, составляющей от приблизительно 50 метров в минуту до приблизительно 400 метров в минуту.
Затем лист гофрируют. Гофрирование выполняют с помощью пары гофрирующих валиков, обозначенных как первый гофрирующий валик и второй гофрирующий валик. Первый гофрирующий валик и второй гофрирующий валик расположены смежно друг с другом и между первым гофрирующим валиком и вторым гофрирующим валиком образован зазор. Первый гофрирующий валик определяет первую ось вращения и первую наружную поверхность. Второй гофрирующий валик определяет вторую ось вращения и вторую наружную поверхность. Первая ось вращения и вторая ось вращения предпочтительно параллельны друг другу. Первая ось вращения и вторая ось вращения предпочтительно являются горизонтальными. Предпочтительно первый гофрирующий валик и второй гофрирующий валик имеют ширину, которая больше или равна ширине листа, так что весь лист может быть гофрирован между первым гофрирующим валиком и вторым гофрирующим валиком. Предпочтительно поперечные сечения первой наружной поверхности вдоль плоскости, перпендикулярной первой оси вращения, представляют собой окружности. Предпочтительно поперечные сечения второй наружной поверхности вдоль плоскости, перпендикулярной второй оси вращения, представляют собой окружности. По меньшей мере один из первого гофрирующего валика или второго гофрирующего валика содержит гофры. Предпочтительно гофры образованы на первой наружной поверхности или на второй наружной поверхности. Предпочтительно гофры образованы и на первой наружной поверхности, и на второй наружной поверхности. Гофры на первом гофрирующем валике или на втором гофрирующем валике, или на обоих валиках, входят в контакт с листом, когда лист вставляют в зазор между первым гофрирующим валиком и вторым гофрирующим валиком. Благодаря воздействию гофров на лист, на листе образуются соответствующие гофры, когда он проходит через зазор. В случае, когда первый гофрирующий валик и второй гофрирующий валик содержат гофры, первый гофрирующий валик и второй гофрирующий валик могут быть спроектированы и расположены таким образом, чтобы по меньшей мере некоторые из их гофров по существу чередовались.
В качестве альтернативы, только один из первого гофрирующего валика и второго гофрирующего валика может содержать гофры, а другой из первого гофрирующего валика и второго гофрирующего валика может иметь по существу гладкую наружную поверхность. Эта гладкая наружная поверхность может быть цилиндрической.
В качестве альтернативы, и первый гофрирующий валик, и второй гофрирующий валик могут содержать гофры, расположенные в не соответствующих секциях. Первый гофрирующий валик может содержать секции, содержащие гофры, и секции без гофров. Предпочтительно секция с гофром расположена смежно с секцией без гофра на первой наружной поверхности. Второй гофрирующий валик может содержать секции, содержащие гофры, и секции без гофров. Предпочтительно секция с гофром расположена смежно с секцией без гофра на второй наружной поверхности. В такой конфигурации, когда первый гофрирующий валик и второй гофрирующий валик обращены друг к другу, секции с гофрами первого гофрирующего валика обращены к секциям без гофров второго гофрирующего валика. Для каждой части листа материала, которая входит в контакт с первым гофрирующим валиком и вторым гофрирующим валиком, только один из первого гофрирующего валика и второго гофрирующего валика образует сгибаемые гофры на этой части листа материала.
Все гофры на первом гофрирующем валике или на втором гофрирующем валике предпочтительно имеют одинаковый шаг. Более предпочтительно, если гофры присутствуют и в первом гофрирующем валике, и во втором гофрирующем валике, все они имеют одинаковый шаг. Кроме этого, предпочтительно все гофры в первом гофрирующем валике или во втором гофрирующем валике имеют одинаковую амплитуду.
Предпочтительно размер зазора между первым гофрирующим валиком и вторым гофрирующим валиком составляет от приблизительно 100 микрометров до приблизительно 300 микрометров. Слишком маленький размер зазора, то есть размер зазора меньше 100 микрометров, может повредить лист. Слишком большой размер зазора может не обеспечить достаточного гофрирования листа для надлежащей дальнейшей обработки листа, например для его сбора в форме стержня.
Предпочтительно шаг гребней в первом гофрирующем валике или во втором гофрирующем валике, или в обоих валиках, составляет от 200 микрометров до 1500 микрометров. Более предпочтительно шаг составляет от 800 микрометров до 1200 микрометров.
Один вариант осуществления гофрирующих валиков, который может использоваться в настоящем изобретении, описан в документе WO 2018/189325 тем же заявителем. Предпочтительно все гофры в первом гофрирующем валике или во втором гофрирующем валике имеют одинаковый угол между боковыми поверхностями. Предпочтительно все гофры в первом гофрирующем валике или во втором гофрирующем валике имеют одинаковую амплитуду. Предпочтительно все гофры в первом гофрирующем валике или во втором гофрирующем валике имеют одинаковый шаг.
Гофры в первом гофрирующем валике или во втором гофрирующем валике могут иметь амплитуду, составляющую от приблизительно 0,1 миллиметра до приблизительно 1,5 миллиметра.
Зазор между первым гофрирующим валиком и вторым гофрирующим валиком имеет заданный размер зазора. Предпочтительно размер зазора изменяется во время вращения первого гофрирующего валика и второго гофрирующего валика для заданного поперечного сечения, выполненного вдоль плоскости, перпендикулярной первой оси вращения или второй оси вращения. Размер зазора предпочтительно является ступенчатой функцией между первой величиной и второй величиной. До и после «скачка» между первой величиной и второй величиной размер зазора предпочтительно является неизменным.
Размер зазора определен, помимо прочего, расстоянием между первым гофрирующим валиком и вторым гофрирующим валиком и диаметром первого гофрирующего валика и второго гофрирующего валика.
Во время процесса гофрирования лист проходит через зазор, образованный между первым гофрирующим валиком и вторым гофрирующим валиком. Первый гофрирующий валик и второй гофрирующий валик образуют сгибаемые гофры на листе материала с заданным узором. Гофры на листе имеют узор, определенный узором гофров на первом гофрирующем валике и втором гофрирующем валике. Гофры на листе также имеют некоторый шаг и амплитуду. Амплитуда и шаг гофров на листе могут отличаться от амплитуды и шага гофров на первом гофрирующем валике или на втором гофрирующем валике из-за гибкости и эластичности листа.
Размер зазора можно изменять, например посредством первого исполнительного элемента. Первый исполнительный элемент может изменять размер зазора путем изменения расстояния между первым гофрирующим валиком и вторым гофрирующим валиком. Например, может присутствовать линейный привод. Линейный привод может изменять положение оси вращения первого гофрирующего валика, или второго гофрирующего валика, или обоих валиков. Эксцентриковый механизм может вращаться и при вращении изменять положение оси вращения первого гофрирующего валика, или второго гофрирующего валика, или обоих валиков. Изменение размера зазора может находиться в диапазоне размера зазора ± 50 микрометров. Размер зазора может изменяться на величину от 20 процентов до 50 процентов исходного размера зазора, еще более предпочтительно от 20 процентов до 30 процентов.
Дальше по ходу потока относительно первого гофрирующего валика и второго гофрирующего валика в направлении транспортировки свойство листа оценивают, например оценивают свойство гофров, образованных на листе. С этой целью установка может содержать датчик для обнаружения одного из свойств гофров, образованных в листе гофрирующими валиками. Датчик может представлять собой оптический датчик, например инфракрасный или лазерный датчик. Оптический датчик может содержать светоизлучатель на одной стороне листа и светоприемник на другой стороне листа. Оптический датчик может содержать лазерный профилометр.
Под «свойством после гофрирования» листа подразумевают по меньшей мере одно свойство листа после гофрирования. Свойство после гофрирования может представлять собой свойство гофров, образованных на листе. Также может оцениваться свойство не только гофра. Под свойством гофра подразумевается любое свойство узора, образованного гофрирующими валиками на листе. Свойство может представлять собой, например, количество гофров, образованных на листе, шаг гофров, образованных на листе, амплитуда гофров, образованных на листе, угол между боковыми поверхностями гофров, образованных на листе, устойчивость гофров, образованных на листе, и так далее. Гофры на листе имеют заданный геометрический узор, определяющий, помимо прочего, шаг, амплитуду, угол между боковыми поверхностями и другие геометрические параметры. Под «устойчивостью гофров» подразумевается устойчивость этих геометрических свойств с течением времени, то есть свойство является устойчивым, если после заданного периода времени его величина остается по существу неизменной или она изменяется в пределах заданного интервала. Свойством после гофрирования может быть диаметр стержня, образованного путем сбора гофрированного листа. Диаметр стержня зависит от свойства листа, такого как глубина гофрирования, то есть от амплитуды гофров, образованных на листе. Свойством после гофрирования может быть сопротивление затяжке образованного стержня, полученного путем сбора гофрированного листа. Среди других факторов сопротивление затяжке зависит от гофров, образованных в листе, которые образуют «воздушные каналы» в стержне.
Оценку свойства после гофрирования листа осуществляют после выполнения гофрирования листа. Оценка свойства после гофрирования листа означает оценку свойства после гофрирования листа по меньшей мере в одном месте.
Предпочтительно оценку свойства после гофрирования листа выполняют в режиме реального времени. Свойство после гофрирования предпочтительно оценивают в разное время. Предпочтительно оценку свойства после гофрирования выполняют с заданной частотой во время движения листа. Статистическое количество можно вычислить на основании всех оценок одного и того же свойства после гофрирования, выполненных в разное время.
Предпочтительно выполнение оценки свойства после гофрирования листа включает измерение свойства после гофрирования листа. Более предпочтительно выполнение оценки свойства после гофрирования листа включает выполнение оценки свойства гофров, образованных на листе. Предпочтительно выполнение оценки свойства гофров, образованных на листе, включает измерение свойства гофров. Более предпочтительно измерение свойства гофра включает измерение свойства гофров посредством датчика.
Один датчик может использоваться для измерения свойства после гофрирования гофрированного листа. Несколько датчиков могут использоваться для измерения свойства после гофрирования гофрированного листа.
Свойство после гофрирования листа может быть оценено в одном месте гофрированного листа. Свойство после гофрирования листа может быть оценено в нескольких местах гофрированного листа. Если оценку выполняют в более чем одном месте, каждое определение создает данные и эти данные собирают. Собранные данные от разных определений могут быть статистически объединены, например статистическое количество может быть вычислено на основании всех определений одного и того же свойства после гофрирования в разных местах на листе. Может быть выведена средняя величина всех определений одного и того же свойства после гофрирования листа.
Оценку свойства после гофрирования листа используют для того, чтобы приспосабливать размер зазора. В зависимости от величины свойства после гофрирования листа может быть определено, что размер зазора не является оптимальным. Определение того, является ли размер зазора оптимальным, зависит от одного полученного свойства из свойства до гофрирования листа. Для каждой величины одного полученного свойства из свойств до гофрирования можно ожидать заданной величины свойства после гофрирования листа. Следовательно, эта ожидаемая величина свойства после гофрирования листа зависит от свойства до гофрирования листа. Если оцененная величина свойства после гофрирования листа отличается от ожидаемой величины, размер зазора предпочтительно изменяют. Под «ожидаемой величиной» также подразумевают диапазон ожидаемых величин.
Например, для заданной полученной толщины листа перед гофрированием предварительно устанавливают конкретный размер зазора. Тем не менее, после оценки свойства после гофрирования листа, выполняемой после гофрирования, можно увидеть, что предварительно установленный размер зазора не является оптимальным, так как величина свойства после гофрирования листа, например свойство гофров на листе, находится вне желаемого диапазона. Согласно настоящему изобретению, по этой причине размер зазора регулируют на основании оцененного свойства после гофрирования листа после предварительной установки, основанной на толщине перед гофрированием.
Этап изменения размера зазора на основании одного полученного свойства из свойств до гофрирования и на основании оцененного свойства после гофрирования листа может включать одно из следующего. Может быть реализован единственный этап изменения, основанный как на свойстве перед гофрированием, так и на свойстве после гофрирования. Также может быть реализован этап изменения, который проходит в виде двух вспомогательных этапов: первого вспомогательного этапа, на котором изменение выполняют на основании свойства до гофрирования, и второго вспомогательного этапа, на котором изменение выполняют на основании свойства после гофрирования. Первый вспомогательный этап и второй вспомогательный этап могут быть изменены на противоположные: также могут осуществляться первый вспомогательный этап, на котором изменение выполняют на основании свойства после гофрирования, и второй вспомогательный этап, на котором изменение выполняют на основании свойства до гофрирования.
Предпочтительно гофрированный лист используют в изделии, генерирующем аэрозоль. Предпочтительно гофрированный лист используют для образования компонента изделия, генерирующего аэрозоль.
Процесс гофрирования создает различные эффекты применительно к материалу, образующему лист, который сжимают между гофрирующими валиками.
Первый диапазон эффектов проявляется во время последующих процессов изготовления, например тот факт, что гофрированный лист материала можно легче сжать в стержень, чем лист, который не был гофрирован. Кроме этого, получают более предсказуемый результат.
После того, как гофрированный лист материала сжат в стержень и добавлен к изделию, генерирующему аэрозоль, проявляется второй диапазон эффектов, связанных с гофрированием, например влияние на ощущения пользователей при курении. В частности, процесс гофрирования влияет на контакт между воздухом, проникающим в изделие, генерирующее аэрозоль, и гофрированным листом материала, а также на сопротивление затяжке (RTD).
Однако неоптимальный или недостаточно оптимальный процесс гофрирования может чрезмерно ослаблять гофрированное полотно материала. Неоптимальный или недостаточно оптимальный процесс может препятствовать высвобождению веществ из гофрированного листа материала в воздух, проникающий в стержень, а также негативно влиять на величину RTD.
Правильный размер зазора важен для правильного гофрирования листа. Размер зазора может обуславливать, помимо других параметров, наличие у гофрированного листа правильного «уровня гофрирования». Правильный «уровень гофрирования» важен для последующих этапов обработки листа. Например, правильное количество гофрирования может придать листу достаточную «способность складываться» для того, чтобы собрать его в форме стержня, не ломая. Правильный уровень гофрирования может предотвратить структурное повреждение «способного складываться» листа. Например, при заворачивании листа в обертку, если он имеет уровень гофрирования, который меньше правильного уровня, то материал, образующий лист, после сбора в стержень и заворачивания в обертку может демонстрировать усилие сопротивления, которое противодействует обертке. Это предотвращает надлежащее образование стержней из листа. Кроме этого, низкий уровень гофрирования также может влиять на способность листа сгибаться. С другой стороны, если уровень гофрирования листа больше правильного уровня, лист может демонстрировать структурные повреждения. Маленькие части материала, образующего лист, могут отсоединяться от образованного стержня. Маленькие части могут перемещаться внутри изделия, генерирующего аэрозоль. Маленькие части также могут перемещаться внутри машин, обрабатывающих стержни. Это может увеличить простой машины, связанный с ее очисткой. Таким образом, правильный уровень гофрирования представляет собой баланс между свойствами листа, обеспечивающими его способность складываться, и отсутствием или минимизацией повреждений.
Правильный уровень гофрирования относится к свойству после гофрирования листа. Предпочтительно правильный уровень гофрирования относится к свойству листа, вызванному гофрами, образованными в процессе гофрирования. Правильный уровень гофрирования может относиться к свойству гофров на листе. Например, уровень гофрирования определяют посредством оценки амплитуды гофров, образованных на листе гофрирующими валиками. Предпочтительно свойство гофров, оцененное после гофрирования, является амплитудой по меньшей мере одного гофра, образованного на листе.
Таким образом, замкнутая система управления с обратной связью, предназначенная для процесса гофрирования, предпочтительно реализована согласно настоящему изобретению и получает данные, относящиеся к свойствам листа до процесса гофрирования и после процесса гофрирования. Например, замкнутая система управления с обратной связью может содержать датчики, расположенные раньше по ходу потока и дальше по ходу потока относительно первого гофрирующего валика и второго гофрирующего валика. Замкнутая система с обратной связью предпочтительно соединена с первым исполнительным элементом для отправки команд первому исполнительному элементу. Замкнутая система управления с обратной связью способна регулировать размер зазора таким образом, чтобы постоянно оптимизировать его на протяжении процесса.
Например, благодаря эмпирическим данным для каждого полученного свойства до гофрирования ожидают заданного свойства после гофрирования. Можно ожидать диапазон величин свойства после гофрирования. Справочная таблица или база данных могут быть образованы таким образом, чтобы для заданного свойства до гофрирования можно было извлечь ожидаемую величину свойства после гофрирования. Можно извлечь диапазон ожидаемых величин такого свойства после гофрирования. Предпочтительно на основании эмпирических данных этой ожидаемой величине или диапазону величин свойства после гофрирования соответствует некоторая величина размера зазора. Первый гофрирующий валик и второй гофрирующий валик затем размещают таким образом, чтобы между ними был соответствующий размер зазора. Лист затем гофрируют, используя соответствующий размер зазора. Затем выполняют оценку свойства после гофрирования, которое ожидают. Если оцененное свойство после гофрирования отличается от ожидаемого, то размер зазора изменяют. Это также применимо в случае, когда несколько свойств до гофрирования используют в качестве входных данных: может присутствовать многомерная таблица, благодаря которой для нескольких выбранных свойств до гофрирования сначала извлекают, а затем оценивают величину заданного свойства после гофрирования.
Свойством после гофрирования может быть амплитуда гофров, образованных на листе. Следовательно, для заданной толщины или влажности листа перед гофрированием из базы данных извлекают соответствующую ожидаемую величину амплитуды гофров. Благодаря эмпирическим данным известно, что ожидаемую величину амплитуды можно получить вместе с соответствующим размером зазора. Задают соответствующий размер зазора и гофрируют лист. Затем измеряют амплитуду гофров, образованных на листе. Если измеренная величина амплитуды «слишком сильно» отличается от ожидаемой величины, то есть если абсолютная величина разницы между ожидаемой величиной амплитуды и измеренной величиной амплитуды выше определенной пороговой величины, размер зазора изменяют.
Предпочтительно способ включает изменение размера зазора во время гофрирования. Оценки, выполняемые раньше по ходу потока и дальше по ходу потока относительно гофрирующих валиков, предпочтительно могут быть выполнены с определенной частотой в процессе изготовления. Например, оценку можно выполнять несколько раз в минуту. Ее можно выполнять в диапазоне от одного раза в 1 минуту до одного раза в 30 минут. Предпочтительно оценку выполняют с периодичностью от 1 минуты до 15 минут. Предпочтительно данные перед гофрированием и после гофрирования непрерывно собирают и оценивают. Размер зазора можно изменять во время гофрирования листа и для этого не нужно останавливать процесс изготовления. Процесс может приспосабливаться к изменению окружающих условий. Процесс может приспосабливаться к изменению свойств до гофрирования листа.
Предпочтительно лист представляет собой лист материала, содержащего алкалоиды. Предпочтительно лист представляет собой лист пластика. Способ или установка для гофрирования могут быть использованы для листов материала, содержащих алкалоиды, например листов гомогенизированного табака, которые являются «липкими» и относительно хрупкими. Способ или установка для гофрирования могут быть использованы для листов пластика, такого как лист, изготовленный из полимолочной кислоты (PLA), который является эластичным.
Предпочтительно лист обладает механическим свойством, липкостью, температурой. Способ предпочтительно включает определение одного дополнительного свойства до гофрирования листа. Дополнительное свойство до гофрирования листа может быть механическим свойством листа. «Механическое свойство» может включать одно или более из перечисленного ниже: прочность на разрыв, модуль упругости, предел упругости, максимальное удлинение, твердость, температура плавления, температура стеклования и другие. Дополнительным свойством до гофрирования листа может быть температура листа. Дополнительным свойством до гофрирования листа может быть липкость листа. Способ может включать изменение размера зазора на основании одного определенного свойства из дополнительных свойств до гофрирования листа. Способ может включать изменение размера зазора на основании механического свойства листа. Способ может включать изменение размера зазора на основании температуры листа. Способ может включать изменение размера зазора на основании липкости листа. Способ может включать изменение размера зазора на основании сочетания двух параметров из дополнительных свойств до гофрирования. Способ может включать изменение размера зазора на основании сочетания трех параметров из дополнительных свойств до гофрирования. «Механическое свойство, липкость, температура листа» совместно называют дополнительными свойствами до гофрирования листа. Кроме этого, могут быть определены другие параметры листа, в качестве дополнения или замены перечисленным параметрам. Эти другие параметры могут быть использованы в способе согласно настоящему изобретению как основание для изменения размера зазора.
Следует понимать, что лист имеет дополнительное свойство до гофрирования в заданном месте. Это означает, что лист может иметь отличающиеся дополнительные свойства до гофрирования в зависимости от места листа, выбираемого для определения. Например, разные части листа могут иметь разную липкость, значения температуры, механические свойства. Предпочтительно по меньшей мере одно из дополнительных свойств до гофрирования определяют в заданном месте листа. Определение выполняют, например, с помощью подходящих датчиков. Определение может быть выполнено посредством измерения. В качестве альтернативы, пользователь может вводить одно из свойств до гофрирования. В качестве альтернативы, одно из дополнительных свойств до гофрирования листа можно извлечь из запоминающего устройства. Например, механическое свойство листа может быть уже известно из предыдущего этапа процесса и данные, относящиеся к этому механическому свойству, уже извлечены. В этом случае измерение не требуется. Дополнительное свойство до гофрирования может быть считано путем сканирования штрих-кода, расположенного на бобине, образованной листом.
Может быть определено одно дополнительное свойство до гофрирования. Может быть определено несколько дополнительных свойств до гофрирования. Сочетание измеренных дополнительных свойств до гофрирования и иным образом определенных (например, введенных пользователем или извлеченных из запоминающего устройства) свойств до гофрирования может быть использовано в качестве основания для изменения размера зазора. Тип и количество определенных дополнительных свойств до гофрирования могут зависеть от типа и количества доступных датчиков. Кроме этого, для одного и того же дополнительного свойства до гофрирования может быть выполнено одно определение. Для одного и того же дополнительного свойства до гофрирования могут быть выполнены несколько определений. Окончательное определение может представлять собой статистическую комбинацию всех выполненных определений. Статистическая комбинация может включать среднюю (усредненную) величину измерений одного и того же дополнительного свойства до гофрирования. Размер зазора может быть изменен на основании одного или более из этих определений дополнительного свойства до гофрирования. Эффект, который размер зазора оказывает на лист, может быть связан с вышеупомянутыми дополнительными свойствами до гофрирования. Например, размер зазора может иметь разный «эффект гофрирования» в зависимости от свойств материала, который подвергают гофрированию, таких как его механические свойства, липкость, состав, температура или другие параметры. Таким образом, эти дополнительные свойства до гофрирования также могут быть важны для определения оптимального размера зазора. Кроме этого, дополнительные свойства до гофрирования могут изменяться в зависимости от условий процесса, например дополнительные свойства до гофрирования могут изменяться в зависимости от температуры или влажности окружающей среды, где находится лист. Дополнительные свойства до гофрирования могут изменяться в процессе гофрирования и, таким образом, предпочтительно регулировать размер зазора в зависимости от одного или более дополнительных свойств до гофрирования. В качестве примера, температура или влажность окружающей среды могут изменять хрупкость листа и, в свою очередь, его поведение во время гофрирования. Следовательно, изменение влажности или температуры в ходе этого процесса могут инициировать изменение размера зазора для поддержания оптимального результата гофрирования.
Способ предпочтительно включает: измерение температуры окружающей среды, где находится лист во время гофрирования. Способ предпочтительно включает: измерение влажности окружающей среды, где находится лист во время гофрирования. Способ предпочтительно включает: измерение температуры части установки для гофрирования листа. Способ предпочтительно включает: изменение размера зазора на основании окружающей температуры, или окружающей влажности, или температуры установки. Далее «окружающая температура, окружающая влажность, температура установки» совместно называются окружающими параметрами. «Окружающие параметры» могут включать в себя другие параметры. Предпочтительно по меньшей мере один из окружающих параметров измеряют подходящими датчиками. Окружающие параметры, то есть параметры окружающей среды, где находится лист, могут влиять на параметры листа и, таким образом, на эффект гофрирования, который оказывает размер зазора на лист. Может быть измерен один из окружающих параметров, в зависимости от доступных датчиков. Может быть измерено более одного окружающего параметра. Размер зазора может быть изменен в зависимости от этих окружающих параметров.
Предпочтительно оценка свойства после гофрирования листа, выполняемая после гофрирования, включает оценку свойства нескольких гофров, образованных на листе, после гофрирования.
Процесс гофрирования образует гофры на листе, в частности несколько гофров, и гофры имеют заданные амплитуду и шаг. Предпочтительно этап оценки свойства нескольких гофров, образованных на листе, включает оценку шага или амплитуды по меньшей мере одного гофра из нескольких. Свойство нескольких гофров, которое является предпочтительным для определения достижения правильного уровня гофрирования, представляет собой шаг или амплитуду по меньшей мере одного гофра из нескольких. Более предпочтительно определяют шаг или амплитуду более чем одного гофра из нескольких. Может быть вычислена средняя величина, выведенная из величин шага или величин амплитуды, определенных для более чем одного гофра. Может быть выполнена оценка и шага, и амплитуды по меньшей мере одного гофра из нескольких. «Оценка шага или амплитуды гофра» означает оценку величины, зависящей от шага или амплитуды гофров.
Предпочтительно оцененный шаг или оцененную амплитуду гофров сравнивают с ожидаемым диапазоном шага или ожидаемым диапазоном амплитуды соответственно. Если оцененная амплитуда или оцененный шаг находится вне ожидаемого диапазона амплитуды или ожидаемого диапазона шага соответственно, размер зазора изменяют. Предпочтительно среднюю величину шага в нескольких гофрах или среднюю величину амплитуды в нескольких гофрах сравнивают с ожидаемым диапазоном шага или ожидаемым диапазоном амплитуды соответственно.
Предпочтительно оценка шага или амплитуды по меньшей мере одного гофра из нескольких включает определение профиля по меньшей мере одного гофра. Более предпочтительно оценка шага или амплитуды по меньшей мере одного гофра включает определение профиля более чем одного гофра из нескольких. Предпочтительно профиль гофров определяют перпендикулярно направлению транспортировки листа. Профиль гофра по существу представляет собой профиль, образованный поперечным сечением листа, выполненным в заданном месте плоскостью, перпендикулярной направлению транспортировки. Предпочтительно профили определяют чередующиеся вершины и впадины. Предпочтительно оценивают амплитуду вершин профиля. Предпочтительно среднюю величину амплитуды вычисляют путем вычисления средней величины разных амплитуд среди разных гофров. Средняя величина амплитуды может быть свойством гофров.
Предпочтительно оценка свойства нескольких гофров включает: сбор в разных местах вдоль листа или через определенные промежутки времени шага или амплитуды по меньшей мере одного гофра из нескольких; и сравнение шага или амплитуды по меньшей мере одного гофра, собранных в разных местах вдоль листа или через определенные промежутки времени. Более предпочтительно способ также включает изменение размера зазора на основании сравнения. Параметр, способный изменять эффект, который гофрирование оказывает на лист, является «устойчивостью» созданных гофров на листе. «Устойчивость» означает, что свойство гофров, такое как шаг или амплитуда гофров, образованных на листе, остается по существу неизменной с момента образования гофрирующими валиками. Первый гофрирующий валик и второй гофрирующий валик образуют гофры на листе, имеющие некоторую амплитуду и шаг. Предпочтительно проверять, остается ли свойство гофра неизменным на листе, например, изменяются ли амплитуда или шаг или изменяются ли и амплитуда, и шаг. Амплитуда или шаг гофров могут изменяться с течением времени, то есть в заданный момент времени они могут иметь определенную величину и через некоторый промежуток времени эта определенная величина может измениться. Амплитуда или шаг гофров могут изменяться в зависимости от места на листе, где выполняют измерение, то есть в заданном месте шаг или амплитуда могут иметь определенную величину, а в другом месте шаг или амплитуда могут иметь другую величину. Если эта разница находится выше некоторой пороговой величины, то есть если изменение величины амплитуды или величины шага превышает определенный процент этой величины, то размер зазора можно изменить, например можно уменьшить размер зазора для того, чтобы образовывать более устойчивые гофры.
Предпочтительно способ включает: удаление по меньшей мере части листа на основании оцененного свойства после гофрирования листа. Способ предпочтительно включает этап удаления части листа на основании оцененного свойства после гофрирования листа и одного полученного свойства из свойства до гофрирования листа. Лист может быть удален целиком или может быть удалена только часть листа, а остальной лист без удаленной части можно подвергать дальнейшей обработке. Остальная часть листа, которую подвергают дальнейшей обработке, обладает свойством после гофрирования листа, таким как свойство гофров после гофрирования, в пределах желаемых допустимых значений. Например, в случае, если величина свойства после гофрирования листа находится вне заданного диапазона в заданной части листа применительно к свойству до гофрирования листа, гофрированный лист забраковывают и не подвергают дальнейшей обработке. В качестве альтернативы, отрезают или иным образом удаляют только ту часть листа, которая обладает свойством после гофрирования листа вне заданного диапазона. Таким образом, часть гофрированного листа, не соответствующую допустимым значениям, как можно быстрее удаляют с линии обработки.
Способ предпочтительно включает создание базы данных, содержащей одно полученное свойство из свойства до гофрирования листа, связанное с любым из перечисленного далее: дата изготовления листа, температура окружающей среды, где находится лист во время гофрирования, длина волокон, присутствующих в листе, влажность окружающей среды, где находится лист во время гофрирования, обрабатываемость листа. Эта база данных может использоваться с целью обеспечения возможности оперативного контроля над гофрированным листом или компонентом изделия, генерирующего аэрозоль, изготовленным с использованием гофрированного листа. База данных может использоваться для создания соотношения между разными параметрами. Таким образом, в случае, когда некоторые датчики для определения свойств до гофрирования или окружающих параметров отсутствуют в установке, с помощью такой базы данных можно прогнозировать величину желаемого параметра листа (то есть свойства до гофрирования листа) или величину окружающего параметра.
Предпочтительно способ включает установку первого размера зазора на основании одного полученного свойства из свойств до гофрирования листа. Способ дополнительно может включать регулировку первого размера зазора для того, чтобы задать второй размер зазора на основании оцененного свойства после гофрирования листа. Предпочтительно регулировку размера зазора осуществляют посредством двух этапов. Сначала задают размер зазора в виде первой величины на основании свойств до гофрирования листа. Затем оценивают свойство после гофрирования. Если свойство после гофрирования не является ожидаемым для полученного свойства до гофрирования, то первый размер зазора регулируют. Первый размер зазора становится вторым размером зазора. Второй размер зазора определяют на основании свойства после гофрирования. Обычно, учитывая свойства до гофрирования, размер зазора задан правильно, то есть первый размер зазора обычно является размером зазора, обеспечивающим правильный уровень гофрирования листа. Однако в тех случаях, когда первый размер зазора не обеспечивает правильный уровень гофрирования, размер зазора можно изменять после оценки свойств после гофрирования.
Предпочтительно датчик, приспособленный для оценки одного из свойств до гофрирования листа, содержит датчик, приспособленный для измерения толщины листа. Более предпочтительно датчик для измерения толщины листа содержит механический датчик, содержащий колесо или ролик, находящийся в контакте с листом. Предпочтительно датчик для измерения толщины листа содержит оптический датчик для направления электромагнитного пучка на лист. Предпочтительно датчик для измерения толщины листа содержит интерферометр. Для измерения толщины листа могут использоваться более одного датчика, например два или более датчиков одинакового типа, например два оптических датчика, или два или более датчиков разных типов, например оптический датчик и механический датчик.
Механический датчик может содержать колесо, которое катится по верхней поверхности листа. Механический датчик может содержать ролик, который находится в контакте с верхней поверхностью листа. Высоту колеса или высоту ролика и ее изменения предпочтительно проверяют и сравнивают с ожидаемой толщиной листа. Сравнение выполняют в пределах предварительно заданной погрешности.
Интерферометр может содержать оптический светоизлучатель для направления пучка света, такого как пучок инфракрасного света, на лист материала и на дополнительную поверхность, такую как металлическая поверхность с высокой отражательною способностью, помещенную под лист. Когда пучок света падает на лист, некоторая часть света отражается обратно верхней поверхностью листа, а некоторая часть света проходит сквозь лист и отражается металлическим листом. Отраженный свет может образовывать интерференционный узор, который может быть обнаружен. Благодаря интерферометрии толщину листа можно вычислить по различиям оптического пути между светом, отраженным верхней поверхностью листа, и светом, отраженным металлической поверхностью под листом, который создает интерференцию или сдвиги фаз.
Оптический датчик может содержать LED-излучатель и приемник, расположенные на двух противоположных сторонах листа. LED может испускать пучок рассеянного LED-света параллельным равномерным образом с одной стороны листа, и этот свет обнаруживает приемник, расположенный с другой стороны листа, например у контрольного валика, на котором перемещается лист. Так как местоположение контрольного валика известно, толщину материала вычисляют как разницу между местоположением ролика и измерениями оптического датчика.
Предпочтительно датчик для оценки свойства после гофрирования листа содержит датчик, приспособленный для измерения свойства нескольких гофров. Предпочтительно датчик для оценки свойства гофров на листе содержит лазерный профилометр. Лазерный профилометр испускает пучок лазерного излучения, имеющий по существу форму линии. Лазерный профилометр приспособлен для определения профиля объекта, на который падает лазерная линия. Предпочтительно лазерный профилометр испускает лазерную линию по существу перпендикулярно направлению транспортировки листа. Предпочтительно лазерная линия является достаточно длинной (широкой) для того, чтобы падать на несколько гофров. Лазерный профилометр приспособлен для определения профиля поперечного сечения листа на плоскости, перпендикулярной направлению транспортировки. Предпочтительно лазерный профилометр получает профили с заданной частотой. Лазерный профилометр приспособлен для формирования изображений во время гофрирования листа. Изображения формируют из последовательностей полученных данных лазерного профилометра, причем каждые полученные данные соответствуют одной лазерной линии, падающей на лист. Лазерный профилометр, используемый в настоящем изобретении, представляет собой, например, Keyence LJV7020, использующий контроллер XG-X2800. Лазерный профилометр приспособлен для получения средней величины амплитуды для профиля, полученного каждой лазерной линией. Профиль, полученный каждой лазерной линией, содержит профиль нескольких гофров.
Предпочтительно блок управления соединен с лазерным профилометром, причем блок управления приспособлен для определения амплитуды или шага профилей, полученных лазерным профилометром. Из профиля листа можно определить шаг и амплитуду гофров, образованных на листе первым гофрирующим валиком и вторым гофрирующим валиком.
Предпочтительно установка содержит датчик окружающей температуры, приспособленный для измерения температуры окружающей среды, где находится лист, и для отправки сигнала, указывающего на измеренную окружающую температуру. Предпочтительно установка содержит датчик окружающей влажности, приспособленный для измерения относительной влажности окружающей среды, где находится лист, и для отправки сигнала, указывающего на измеренную относительную окружающую влажность. Предпочтительно установка содержит датчик липкости, приспособленный для измерения липкости листа в заданном месте и для отправки сигнала, указывающего на измеренную липкость. Контур управления с обратной связью может быть приспособлен для активации первого исполнительного элемента на основании сигнала, отправленного датчиком окружающей температуры. Контур управления с обратной связью может быть приспособлен для активации первого исполнительного элемента на основании сигнала, отправленного датчиком окружающей влажности. Контур управления с обратной связью может быть приспособлен для активации первого исполнительного элемента на основании сигнала, отправленного датчиком липкости. Преимущества наличия дополнительных датчиков были описаны со ссылкой на способ.
Предпочтительно установка содержит второй исполнительный элемент для отбраковывания по меньшей мере части листа, причем замкнутая система управления с обратной связью приспособлена для активации второго исполнительного элемента на основании измеренного свойства до гофрирования листа, или на основании полученных данных, относящихся к одному из свойств до гофрирования, или на основании оцененного свойства после гофрирования. Второй исполнительный элемент может содержать затвор для удаления брака. Второй исполнительный элемент предпочтительно активируют, когда лист или часть листа необходимо отбраковать, так как свойство после гофрирования листа не находится в пределах рекомендованного диапазона, учитывая свойство до гофрирования.
Предпочтительно блок управления обменивается данными с датчиком, приспособленным для измерения одного из свойств до гофрирования листа, а также с лазерным профилометром и первым исполнительным элементом. Кроме этого, блок управления может быть приспособлен для приема данных, введенных пользователем. Блок управления может получать доступ к запоминающему устройству, где хранятся свойства до гофрирования листа. Блок управления может представлять собой микропроцессор, микроконтроллер или компьютер. Блок управления предпочтительно обменивается данными со всеми датчиками свойств до гофрирования датчиками свойств после гофрирования, присутствующими в установке, так что сигналы от датчиков могут обрабатываться централизованно. Предпочтительно блок управления содержит запоминающее устройство, где могут храниться измеренные величины. Блок управления также может принимать данные, введенные пользователем, например посредством клавиатуры, сенсорного экрана, указывающего устройства или кнопок.
Предпочтительно замкнутая система с обратной связью приспособлена для активации второго исполнительного элемента на основании сигнала, относящегося к окружающей температуре. Предпочтительно замкнутая система с обратной связью приспособлена для активации второго исполнительного элемента на основании сигнала, относящегося к окружающей относительной влажности. Предпочтительно замкнутая система с обратной связью приспособлена для активации второго исполнительного элемента на основании сигнала, относящегося к окружающей липкости листа. Предпочтительно замкнутая система с обратной связью приспособлена для активации второго исполнительного элемента на основании нескольких сигналов, поступающих от разных датчиков.
Другие преимущества настоящего изобретения станут очевидными из его подробного описания с неограничивающими ссылками на прилагаемые графические материалы:
на фиг. 1 представлен схематический вид сбоку установки для изготовления гофрированного листа материала;
на фиг. 2 представлен схематический вид в перспективе пары гофрирующих валиков, которые являются частью установки, изображенной на фиг. 1;
на фиг. 3 представлен схематический вид сбоку установки, изображенной на фиг. 1, на котором лист материала был удален и показаны дополнительные детали;
на фиг. 4 представлен схематический увеличенный вид спереди в разрезе листа материала, гофрированного с помощью установки, изображенной на фиг. 1-3;
на фиг. 5 представлен схематический вид сбоку части установки, изображенной на фиг. 1, изображающий больше деталей;
на фиг. 6 представлен схематический вид сверху гофрированного листа согласно настоящему изобретению; и
на фиг. 7 изображен график, представляющий фазу способа согласно настоящему изобретению.
На фиг. 1 показан схематический вид сбоку базовой компоновки установки 1 для изготовления гофрированного листа материала 10 для изделия, генерирующего аэрозоль (не изображен на графических материалах).
Лист материала подают с помощью подающей бобины 3. На подающей бобине 3 расположен «бесконечный» лист плоского и тонкого слоя материала 2, предназначенного для гофрирования с помощью установки 1. Материал 2 может представлять собой лист гомогенизированного табака. Следует понимать, что лист материала 2, намотанный на подающую бобину 3, строго говоря не является бесконечным, однако общая длина листа материала может составлять несколько сотен метров и, таким образом, значительно больше его ширины. Кроме этого, может быть предусмотрен передающий механизм между двумя последовательно расположенными подающими бобинами 3 (не изображен) для обеспечения непрерывного процесса гофрирования.
Установка 1 содержит первый гофрирующий валик 4 и второй гофрирующий валик 5. Между первым гофрирующим валиком и вторым гофрирующим валиком образован зазор 6. Зазор определяет размер 14 зазора. Первый гофрирующий валик 4 определяет первую ось 24 вращения. Второй гофрирующий валик 5 определяет вторую ось 25 вращения. Первая ось 24 вращения и вторая ось 25 вращения обозначены крестиками на фиг. 1 и 3, а их протяженность видна на фиг. 2. Первая ось 24 вращения и вторая ось 25 вращения предпочтительно являются параллельными и горизонтальными. Предпочтительно один из первого гофрирующего валика 4 или второго гофрирующего валика 5 вращается по часовой стрелке, в то время как другой из первого гофрирующего валика или второго гофрирующего валика вращается против часовой стрелки при работе.
Первый гофрирующий валик 4 и второй гофрирующий валик 5 демонстрируют структурированную наружную поверхность, содержащую несколько гребней или гофров. Гофры не видны на графических материалах. Также может быть выбрана другая конфигурация, в частности, только один из первого гофрирующего валика 4 или второго гофрирующего валика 5 может демонстрировать структурированную поверхность.
Для выполнения гофрирования лист 2 вставляют в зазор 6 между первым гофрирующим валиком 4 и вторым гофрирующим валиком 5. Дальше по ходу потока относительно первого гофрирующего валика 4 и второго гофрирующего валика 5 формируется гофрированный лист 10, в котором гофры образуются посредством давления, приложенного гофрирующими валиками 4, 5.
Лист 2 транспортируют к первому гофрирующему валику 4 и второму гофрирующему валику 5 посредством транспортировочного устройства 7. Транспортировочное устройство 7 определяет направление транспортировки листа 2, обозначенное стрелкой 8 на фиг. 1, 2, 5 и 6.
Раньше по ходу потока относительно первого гофрирующего валика 4 и второго гофрирующего валика 5 измеряют свойство до гофрирования листа 2. Например, измеряют толщину 11 листа 2. Установка 1 содержит датчик 9 толщины, приспособленный для измерения толщины 11 листа 2 в одной или более частях этого листа перед гофрированием. В качестве альтернативы или дополнения, установка 1 содержит датчик 90 влажности, приспособленный для измерения влажности листа 2 в одной или более частях этого листа перед гофрированием.
Кроме этого, установка 1 содержит блок 100 управления, обменивающийся данными с датчиком 9 толщины и датчиком 90 влажности. Датчик 9 толщины и датчик 90 влажности приспособлены для отправки одного или более сигналов, указывающих на толщину 11 и влажность соответственно листа 2 в одной или более частях листа, в блок 100 управления.
Дальше по ходу потока относительно первого гофрирующего валика 4 и второго гофрирующего валика 5 находится датчик для обнаружения свойства гофров, такой как лазерный профилометр 12. Датчик 12 приспособлен для определения свойства гофров; в этом примере он приспособлен для обнаружения профиля гофров, образованных на гофрированном листе 10, в одной или более его частях. Лазерный профилометр 12 обменивается данными с блоком 100 управления и приспособлен для отправки одного или более сигналов, указывающих на профиль гофрированного листа 10 в одной или более частях, в блок 100 управления.
Как лучше видно на фиг. 3, на которой лист материала не изображен в целях ясности, зазор 6 между первым гофрирующим валиком 4 и вторым гофрирующим валиком 5 можно регулировать. Установка 1 включает первый исполнительный элемент, обозначенный стрелкой 13 на фиг. 3, который используется для изменения размера 14 зазора. Первый исполнительный элемент 13 может изменять расстояние между первой и второй осями 24, 25 вращения. Первый исполнительный элемент 13 активируют с помощью сигналов, отправленных блоком 100 управления.
Установка 1 также содержит второй исполнительный элемент 15, обозначенный стрелкой только на фиг. 3, который приспособлен для отбраковывания гофрированного листа 10 на основании сигналов, созданных блоком 100 управления после приема сигналов от лазерного профилометра 12. Второй исполнительный элемент 15 соединен с блоком 100 управления, который отправляет сигнал во второй исполнительный элемент 15 в случае, если лазерный профилометр 12 обнаруживает профиль гофров на гофрированном листе 10, обладающий свойствами вне заданного интервала.
Установка 1 также может содержать датчик 16 температуры для измерения температуры окружающей среды, где находятся лист 2, гофрированный лист 10 и установка 1; датчик 17 влажности, приспособленный для измерения относительной влажности окружающей среды, где находятся лист 2, гофрированный лист 10 и установка 1; датчик 19 температуры, приспособленный для измерения температуры листа 2 или гофрированного листа 10 в заданной области. Все датчики 16, 17, 19 (видны на фиг. 3) соединены с блоком 100 управления. Также могут присутствовать другие датчики. Кроме этого, блок 100 управления содержит запоминающее устройство 18, где находится база данных. В базе данных находятся данные, такие как состав листа.
Кроме этого, в запоминающем устройстве 18 хранятся другие данные, такие как ожидаемые величины свойств гофров, образованных гофрирующими валиками 4, 5 на листе, причем ожидаемые величины основаны на свойствах до гофрирования листа. Например, на фиг. 7 изображены три ожидаемые амплитуды гофров, причем каждая ожидаемая амплитуда гофров соответствует величине влажности перед гофрированием листа 2. В зависимости от величины влажности, измеренной датчиком 90, ожидают разную ожидаемую величину амплитуды гофрирования.
На фиг. 4 представлено увеличенное изображение гофрированного листа 10 на виде спереди в разрезе. Гофрированный лист 10 содержит несколько гофров, все из которых обозначены номером 20, которые образуют «волнистый» узор. Гофры 20 определяют заданную амплитуду 23 и заданный шаг 26.
Установка 1 работает в соответствии со способом согласно настоящему изобретению.
Лист 2 разматывают с подающей бобины 3 и подают в зазор 6 между первым гофрирующим валиком 4 и вторым гофрирующим валиком 5 установки 1 в виде одинарного плоского слоя материала 2. Обработку листа материала 2 выполняют в зазоре 6, образованном между гофрирующими валиками 4, 5 путем подходящего размещения двух гофрирующих валиков 4, 5 на определенном расстоянии посредством первого исполнительного элемента 13. Размер 14 зазора 6 обычно меньше толщины 11 подаваемого листа 2, поэтому лист 2 слегка сжимается в зазоре 6.
Размер 14 зазора выбирают согласно сигналам, отправленным датчиком 9 толщины и датчиком 90 влажности в блок 100 управления, который, в свою очередь, управляет первым исполнительным элементом 13. Используя запоминающее устройство 18 и данные, сохраненные в нем, а также измеренные данные толщины или влажности, блок 100 управления извлекает из графика, аналогичного представленному на фиг. 7, ожидаемую величину свойства гофров, которые должны быть образованы на гофрированном листе 10, для измеренной величины толщины или влажности. График, изображенный на фиг. 7, является представлением справочной таблицы, которая в целях ясности представлена в виде графика. Например, блок 100 управления извлекает ожидаемую величину амплитуды 23 гофров для измеренной величины влажности листа. Таким образом, размер 14 зазора задают путем соответствующего перемещения исполнительного элемента 13 так, чтобы можно было получить ожидаемое свойство гофров.
Благодаря конструкции первого гофрирующего валика 4 и второго гофрирующего валика 5, в частности, благодаря конструкции наружных поверхностей гофрирующих валиков 4, 5, на листе материала 2, проходящем через зазор 6, образуются гофры 20. Вид сверху гофров 20 на части листа 10 представлен на фиг. 6.
Лазерный профилометр 12 обнаруживает профиль гофрированного листа 10 в заданной точке. Для того, чтобы обнаружить профиль, лазерная линия 21 падает на гофрированный лист 10 и освещает его, как изображено на фиг. 6. Предпочтительно лазерная линия 21 по существу перпендикулярна направлению 8 транспортировки. Освещение листа 10 лазерным профилометром 12 предпочтительно происходит в то время, когда гофрированный лист 10 вращается на холостом валике 70 (см. фиг. 5). Длина лазерной линии 21 предпочтительно составляет несколько миллиметров для того, чтобы освещать более чем один гофр 20. Профиль, полученный лазерным профилометром 12, подобен кривой, изображенной на фиг. 4. Лазерный профилометр 12 освещает лист 10 с заданной частотой так, чтобы получить несколько профилей во время перемещения гофрированного листа 10 вдоль направления 8 транспортировки.
Для каждого профиля, как изображено на фиг. 4, лазерный профилометр 12 или блок 100 управления вычисляет амплитуду 23 гофров. Затем для каждого профиля вычисляют среднюю величину амплитуды. Средняя величина амплитуды является важным свойством нескольких гофров 20. Если средняя величина амплитуды находится вне заданного первого диапазона для заданной измеренной влажности, датчик 12 отправляет сигнал в блок 100 управления, который, в свою очередь, отправляет сигнал в первый исполнительный элемент 13 для того, чтобы изменить 14 зазора. В качестве альтернативы, средняя величина амплитуды может быть вычислена непосредственно в блоке 100 управления.
В случае, когда средняя величина амплитуды 23 находится вне второго диапазона, датчик 12 отправляет сигнал в блок 100 управления, который, в свою очередь, отправляет сигнал во второй исполнительный элемент 15 для того, чтобы отбраковать гофрированный лист 10. В случае, если среднюю величину амплитуды вычисляют непосредственно в блоке 100 управления, датчик 12 не отправляет сигнал.
Первый исполнительный элемент 13 также может быть приведен в действие для изменения размера 14 зазора на основании сигналов, поступающих от любого из датчиков 16, 17, 19. Второй исполнительный элемент 15 также может быть приведен в действие для отбраковывания гофрированного листа 10 на основании сигналов, поступающих от любого из датчиков 16, 17, 19.
Сигналы от датчиков 9, 12, 16, 17, 19, 90 предпочтительно отправляются в блок 100 управления с заданной частотой и на протяжении всего процесса гофрирования. Таким образом можно выполнять непрерывную регулировку размера 14 зазора. Блок 100 управления вместе с датчиками 9, 12, 16, 17, 19, 90 образует контур управления с обратной связью.
Если лист 10 не отбракован, гофрированный лист 10 подают на бобину 27 для продукции, на которую наматывают гофрированный лист 10 материала.
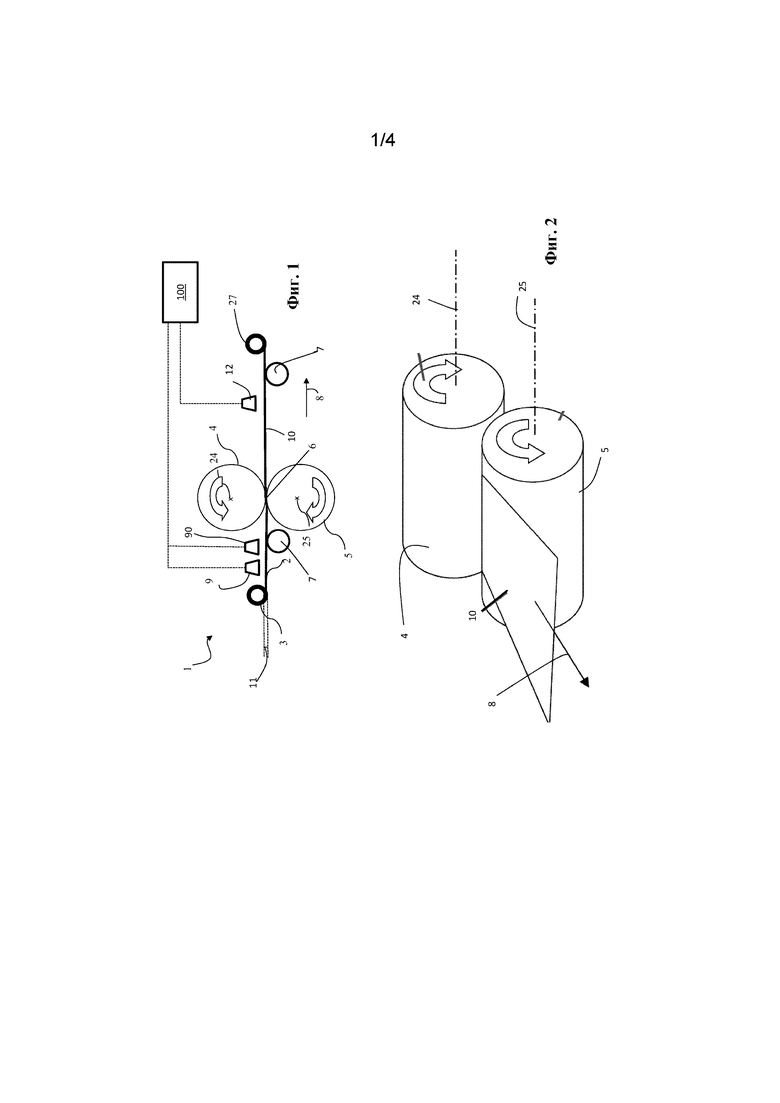
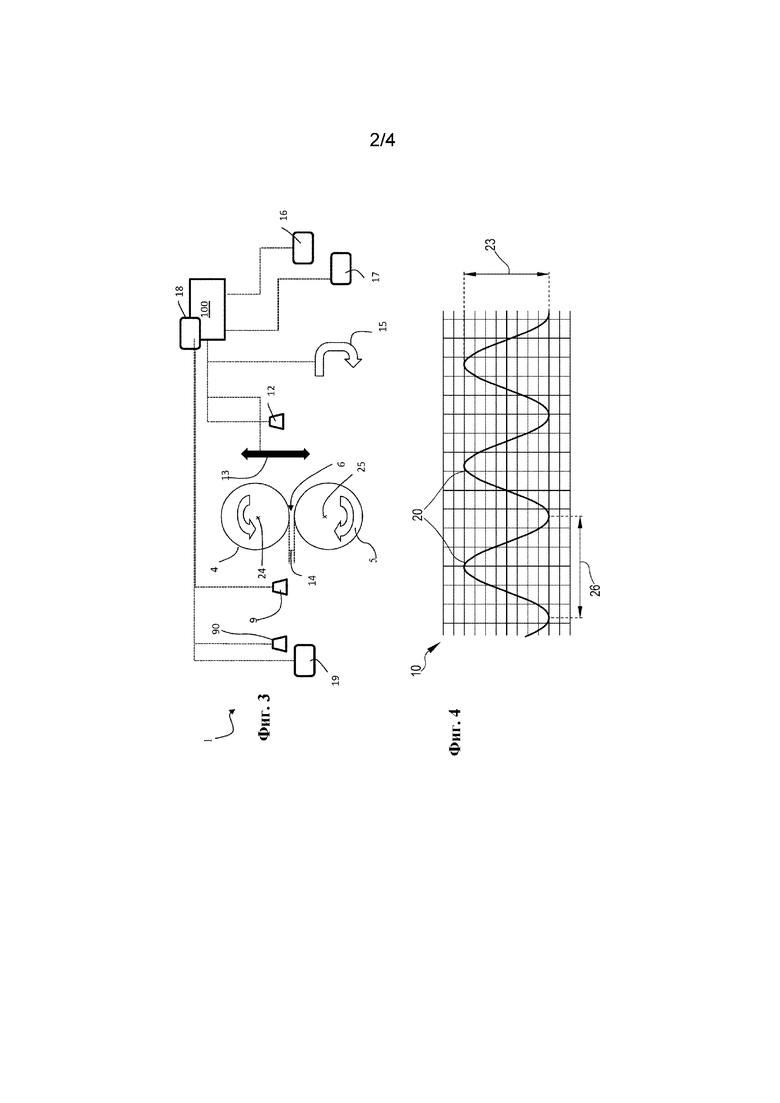
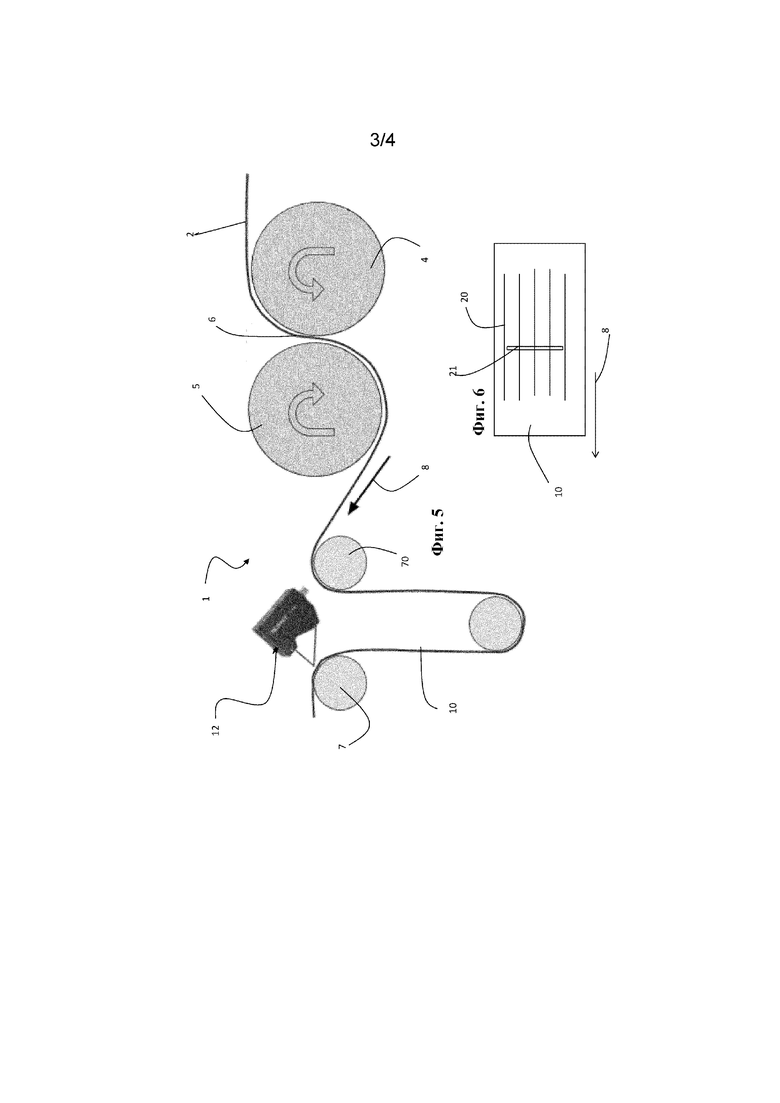
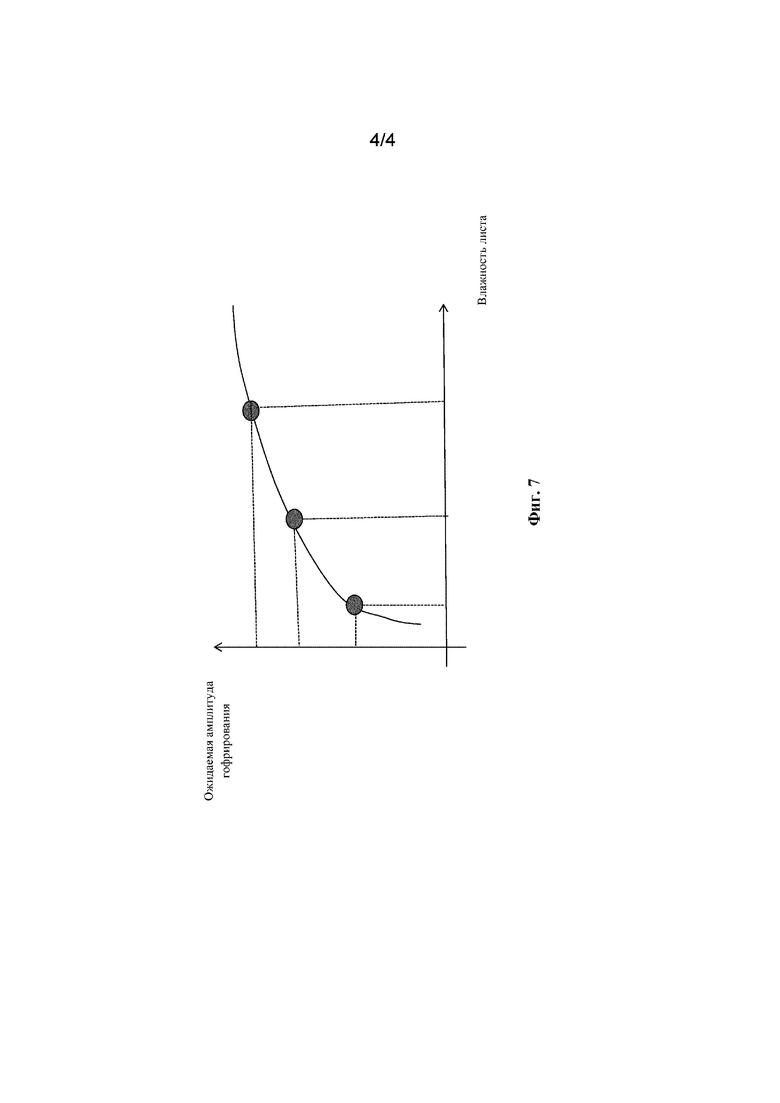
Группа изобретений относится к способу и установке для гофрирования листа. Способ гофрирования листа, имеющего до гофрирования толщину, влажность, состав и ширину, включает в себя: получение одного свойства до гофрирования листа из следующих: толщины листа; влажности листа; состава листа; ширины листа; гофрирование листа для образования нескольких гофров на листе. Гофрирование включает в себя: предоставление пары гофрирующих валиков, между которыми образован зазор, который имеет размер зазора; введение листа в зазор; оценку свойства после гофрирования листа, выполняемую после гофрирования; и изменение размера зазора на основании одного полученного свойства из свойства до гофрирования листа и на основании оцененного свойства после гофрирования листа. Изобретения обеспечивают достаточное гофрирование листа для его надлежащей дальнейшей обработки и правильный уровень гофрирования, представляющий собой баланс между свойствами листа, обеспечивающими его способность складываться, и отсутствием или минимизацией повреждений. 2 н. и 13 з.п. ф-лы, 7 ил.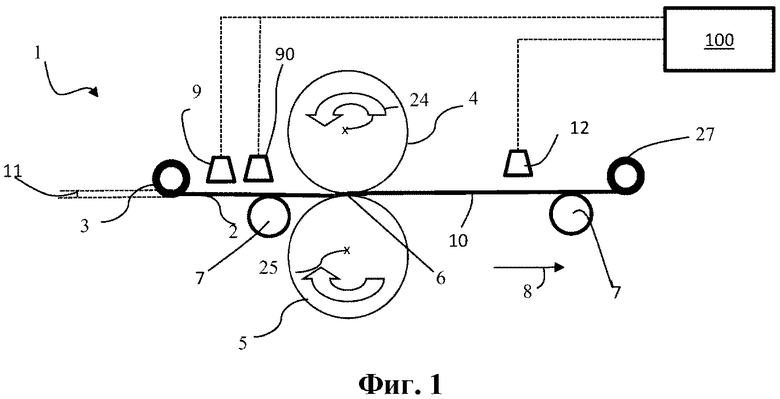
1. Способ гофрирования листа, имеющего до гофрирования толщину, влажность, состав и ширину, причем способ включает в себя:
получение одного свойства до гофрирования листа из следующих:
толщины листа;
влажности листа;
состава листа;
ширины листа;
гофрирование листа для образования нескольких гофров на листе, причем гофрирование включает в себя:
предоставление пары гофрирующих валиков, между которыми образован зазор, причем зазор имеет размер зазора;
введение листа в зазор;
оценку свойства после гофрирования листа, выполняемую после гофрирования; и
изменение размера зазора на основании одного полученного свойства из свойства до гофрирования листа и на основании оцененного свойства после гофрирования листа.
2. Способ по п. 1, отличающийся тем, что лист представляет собой лист материала, содержащего алкалоиды, или лист пластика.
3. Способ по п. 1 или 2, отличающийся тем, что лист перед гофрированием обладает механическим свойством, липкостью, температурой, и способ включает в себя:
определение одного дополнительного свойства до гофрирования листа из:
механического свойства листа;
температуры листа;
липкости листа;
и
изменение размера зазора на основании одного определенного свойства из дополнительных свойств до гофрирования листа.
4. Способ по одному или более из предыдущих пунктов, отличающийся тем, что оценка свойства после гофрирования листа, выполняемая после гофрирования, включает в себя оценку свойства нескольких гофров, образованных на листе, после гофрирования.
5. Способ по п. 4, отличающийся тем, что несколько гофров имеют шаг и амплитуду, и при этом оценка свойства нескольких гофров включает в себя:
оценку шага или амплитуды по меньшей мере одного гофра из нескольких.
6. Способ по п. 5, отличающийся тем, что оценка шага или амплитуды по меньшей мере одного гофра из нескольких включает в себя определение профиля по меньшей мере одного гофра.
7. Способ по одному или более из предыдущих пунктов, отличающийся тем, что включает в себя:
удаление по меньшей мере части листа на основании оцененного свойства после гофрирования листа.
8. Способ по одному или более из предыдущих пунктов, отличающийся тем, что включает в себя:
установку первого размера зазора на основании одного полученного свойства из свойств до гофрирования листа;
регулировку первого размера зазора для того, чтобы задать второй размер зазора на основании оцененного свойства после гофрирования листа.
9. Установка для гофрирования листа, который до гофрирования имеет свойство до гофрирования, такое как:
толщина,
влажность,
состав и
ширина,
причем установка содержит:
транспортировочное устройство, выполненное с возможностью транспортировки листа вдоль направления транспортировки;
пару гофрирующих валиков для гофрирования листа с образованием нескольких гофров на листе, причем между парой гофрирующих валиков образован зазор и указанный зазор имеет размер зазора;
датчик, выполненный с возможностью оценки свойства после гофрирования листа, причем датчик находится дальше по ходу потока относительно пары гофрирующих валиков в направлении транспортировки;
одно из следующего:
датчик, выполненный с возможностью оценки одного из свойств до гофрирования листа и отправки сигнальной функции одного оцененного свойства из свойства до гофрирования, причем датчик находится раньше по ходу потока относительно пары гофрирующих валиков в направлении транспортировки;
запоминающее устройство, содержащее данные, относящиеся к одному из свойств до гофрирования листа;
блок управления, выполненный с возможностью приема указанной сигнальной функции одного оцененного свойства из свойств до гофрирования, или для получения данных, относящихся к одному из свойств до гофрирования;
первый исполнительный элемент для изменения размера зазора; и
замкнутую систему управления с обратной связью, выполненную с возможностью активации первого исполнительного элемента на основании одного оцененного свойства из свойства до гофрирования листа или на основании полученных данных, относящихся к одному из свойств до гофрирования, и на основании оцененного свойства после гофрирования листа.
10. Установка по п. 9, отличающаяся тем, что датчик, выполненный с возможностью оценки одного из свойств до гофрирования листа, содержит датчик, выполненный с возможностью измерения толщины листа, причем датчик, выполненный с возможностью измерения толщины листа, содержит одно из следующего:
механический датчик, содержащий колесо или ролик, находящийся в контакте с листом;
оптический датчик для направления электромагнитного пучка на лист;
интерферометр.
11. Установка по одному из пп. 9 или 10, отличающаяся тем, что датчик, выполненный с возможностью оценки одного из свойств после гофрирования листа, содержит датчик, выполненный с возможностью оценки свойства нескольких гофров.
12. Установка по п. 11, отличающаяся тем, что датчик, выполненный с возможностью оценки свойства нескольких гофров, содержит:
лазерный профилометр.
13. Установка по п. 12, отличающаяся тем, что блок управления соединен с лазерным профилометром, причем блок управления выполнен с возможностью определения амплитуды или шага профилей, полученных лазерным профилометром.
14. Установка по одному или более из пп. 9-13, отличающаяся тем, что содержит одно из следующего:
датчик окружающей температуры, выполненный с возможностью измерения температуры окружающей среды, в которой находится лист, и с возможностью отправки сигнала, указывающего на измеренную окружающую температуру;
датчик окружающей влажности, выполненный с возможностью измерения относительной влажности окружающей среды, в которой находится лист, и с возможностью отправки сигнала, указывающего на измеренную относительную окружающую влажность;
датчик липкости, выполненный с возможностью измерения липкости листа в заданном месте и с возможностью отправки сигнала, указывающего на измеренную липкость;
датчик прозрачности, выполненный с возможностью измерения прозрачности листа и с возможностью отправки сигнала, указывающего на измеренную прозрачность, причем датчик прозрачности находится дальше по ходу потока относительно пары гофрирующих валиков.
15. Установка по одному или более из пп. 9-14, отличающаяся тем, что содержит второй исполнительный элемент для отбраковывания по меньшей мере части листа, причем замкнутая система управления с обратной связью выполнена с возможностью активации второго исполнительного элемента на основании оцененного свойства до гофрирования листа, или на основании полученных данных, относящихся к одному из свойств до гофрирования, или на основании оцененного свойства после гофрирования.
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРЕМЕННО ГОФРИРОВАННОГО ЛИСТОВОГО МАТЕРИАЛА | 2014 |
|
RU2674746C2 |
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Устройство для гофрирования листового материала | 1990 |
|
SU1738427A1 |

