Изобретение в целом относится к области турбомашин и, в частности, касается турбинных лопаток этих турбомашин и их изготовления.
Турбинные лопатки подвергаются сильным термическим напряжениям, связанным с температурой газов, в которых они находятся на выходе камеры сгорания, и требуют охлаждения, чтобы выдерживать эти температуры. Для этого они выполнены полыми и содержат внутренние полости, в которых циркулирует охлаждающий газ, отбираемый на выходе ступени одного из компрессоров.
В частности, турбинная лопатка турбомашины содержит аэродинамическую поверхность (или перо), расположенную между ножкой лопатки и головкой лопатки. Перо имеет переднюю кромку, расположенную напротив течения горячих газов, выходящих из камеры сгорания турбомашины, а также заднюю кромку, противоположную к передней кромке, и боковые стенки корытца и спинки, которые соединяют переднюю кромку с задней кромкой.
Внутренние полости проходят по высоте лопатки и содержат, от входа к выходу в направлении течения газов из камеры сгорания, полость передней кромки и полость задней кромки, смежные с передней кромкой и с задней кромкой лопатки соответственно, и по меньшей мере одну центральную полость, проходящую между полостью передней кромки и полостью задней кромки. Охлаждающий газ поступает в эти полости через каналы, соединяющие их с ножкой лопатки.
Кроме того, на уровне своей головки лопатка содержит полую форму или ванну, которая определена продолжением стенок корытца и спинки, а также стенкой дна, которая закрывает внутренние полости.
Для реализации этих различных полостей, которые имеют сложные формы и геометрию которых следует соблюдать с высокой точностью, лопатки классически производят при помощи технологии, известной под названием литья по выплавляемым восковым моделям. Схематично эта технология состоит в выполнении заготовки лопатки из воска, в которую погружают керамические стержни, воспроизводящие будущие полости. Затем лопатку из воска погружают в оболочковую форму, например, из огнеупорного материала, затем стержни удаляют химическим путем, оставляя на их месте требуемые внутренние полости и ванну. Применение этого метода описано, в частности, в документах FR 2875425, FR 2874186 или FR 2957828, зарегистрированных на имя заявителя.
Стержни для этих современных турбинных лопаток представляют собой внутренние стержни полости, классически имеющие форму стоек, которые располагают рядом друг с другом и удерживают вместе при помощи известных средств.
Эти стержни имеют все более сложные формы по мере увеличения объема требований, предъявляемых к охлаждению лопаток, и по мере возрастающего разнообразия лопаток. Поэтому их необходимо располагать в оболочковой форме с очень высокой точностью.
Как правило, стержень содержит первый стержневой элемент, предназначенный для формирования полостей, и второй стержневой элемент, предназначенный для формирования ванны, при этом второй стержневой элемент соединен с первым стержневым элементом при помощи соединительных штырей из глинозема или из кварца.
Функцией этих штырей является удержание между собой частей стержня и повышение жесткости образованного таким образом узла, а также участие в выполнении пылеулавливающих отверстий в верхней части лопатки. Эти штыри вставляют в отверстия, которые они создают в дне ванны. Пылеулавливающие отверстия обеспечивают циркуляцию охлаждающего газа в полостях и удаление различных частиц, попадающих в турбомашину.
Для улучшения аэродинамических характеристик лопатки и минимизации энергетических потерь было предложено применять для турбомашин турбинные лопатки с выдвинутой вперед вершиной лопатки типа «смещения сечений в головке» в соответствии с французской патентной заявкой, поданной 17 ноября 2011 года на имя заявителя под номером FR 1160465.
Такие турбинные лопатки выполнены с возможностью минимизации потерь энергии. Они содержат перо, которое можно разложить на сечения пера, расположенные друг над другом в направлении набора вдоль пера. В случае головки лопатки со смещением сечений головки набор сечений на уровне головки лопатки смещают в направлении стенки корытца, предпочтительно равномерно.
Для этого, как описано в патентной заявке № FR 1160465, лопатка может содержать полость на уровне своей головки, открытую в направлении своего свободного конца и ограниченную стенкой дна и бортиком, который проходит между передней кромкой и задней кромкой. В этом случае набор сечений пера лопатки на уровне этого бортика имеет смещение в направлении корытца, причем это смещение становится все большим по мере приближения к свободному концу головки лопатки. Лопатка содержит также каналы охлаждения, имеющие наклон относительно корытца и соединяющие внутренние полости со стенкой корытца.
Кроме того, стенка корытца пера может иметь выступающий участок, наружная сторона которого имеет наклон по отношению к остальной части корытца пера и который имеет на своем конце, обращенном к бортику, концевую сторону. Стенка дна соединена со стенкой корытца на уровне концевой стороны выступающего участка, и каналы охлаждения можно расположить в выступающем участке стенки корытца таким образом, чтобы они выходили на концевую сторону выступающего участка, при этом расстояние между осью каналов охлаждения и наружным краем свободного конца бортика со стороны корытца превышает ноль.
Тем не менее, это смещение сечений в головке, а также незначительный размер пера и, следовательно, стержней, применяемых для его изготовления, затрудняют удержание штырями второго стержневого элемента, предназначенного для формирования ванны на первом стержневом элементе.
Поэтому было предложено ориентировать штыри индивидуально с большими углами относительно главного направления пера. Однако стержни являются сложными в изготовлении по причине сильного наклона соединительных штырей относительно главного направления стержней (и, следовательно, направления нагнетания керамики), что может привести к проблемам износа стержней на уровне дна ванны. Кроме того, применение этого способа изготовления требует наличия ноу-хау и опыта, которые доступны не для всех специалистов, в данном случае литейщиков.
Было также предложено использовать соединительные штыри, классически закрепленные в стержневых элементах, хотя и со значительно уменьшенным анкерным креплением по сравнению с известными технологиями по причине небольшого размера внутренних полостей лопатки. Однако глубина анкерного крепления и толщина стержней (как правило, керамических) вокруг соединительных штырей приводят к появлению трещин (частичные разрывы, которые происходят под действием усилий в результате неравномерности извлечения) в стержневых элементах и, следовательно, к очень большому количеству брака.
Изобретением предлагается узел, образующий стержень для изготовления лопатки турбомашины, охлаждаемой за счет циркуляции текучей среды во внутренних полостях, содержащий первый стержневой элемент удлиненной формы для формирования различных внутренних полостей и второй стержневой элемент для формирования полости ванны, при этом второй стержневой элемент предназначен для размещения в продолжении первого стержневого элемента. Первый стержневой элемент содержит внутренний стержень полости передней кромки, по меньшей мере один внутренний стержень центральной полости и внутренний стержень полости задней кромки, предназначенные для формирования, соответственно от входа к выходу в направлении течения газов в турбине, полости передней кромки, по меньшей мере одной центральной полости и полости задней кромки лопатки. Внутренний стержень центральной полости, смежный с внутренним стержнем полости задней кромки, имеет в непосредственной близости от второго стержневого элемента выпуклость, которая проходит в направлении стержня полости передней кромки.
Такое решение обеспечивает анкерное крепление по меньшей мере одного соединительного штыря на уровне расширенной зоны первого стержневого элемента (на уровне выпуклости) и, следовательно, позволяет выполнять турбинные лопатки со смещением сечений в головке для турбомашин при помощи надежного способа при небольшом количестве отбракованных стрежней.
Объектами изобретения являются также лопатка, полученная при помощи такого узла литейного стержня, а также способ изготовления с использованием такого узла.
Другие отличительные признаки, задачи и преимущества настоящего изобретения будут более очевидны из нижеследующего подробного описания, представленного в качестве неограничительного примера со ссылками на прилагаемые чертежи, на которых:
Фиг. 1 - общий вид в разрезе и в перспективе примера турбинной лопатки со смещением сечений головки в соответствии с изобретением.
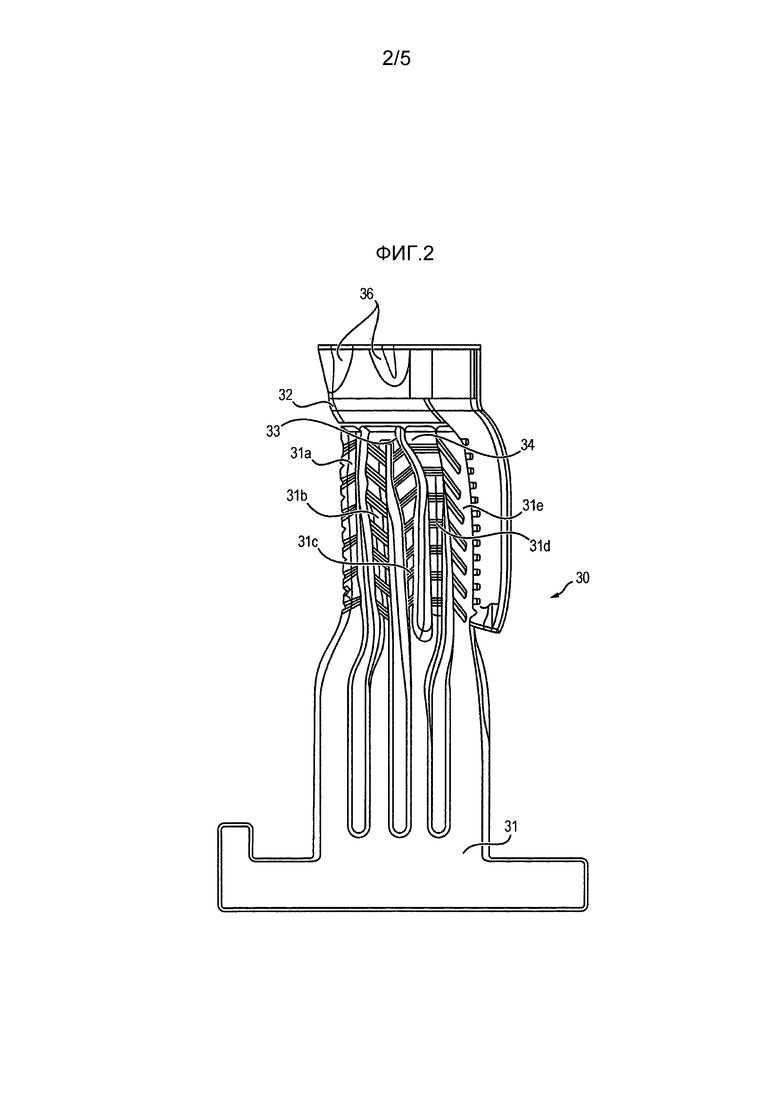
Фиг. 2 - вид в перспективе литейного стержня согласно варианту выполнения изобретения.
Фиг. 3 - вид детали верхней части литейного стержня, показанного на фиг. 2, и соединительных штырей между различными стержневыми элементами.
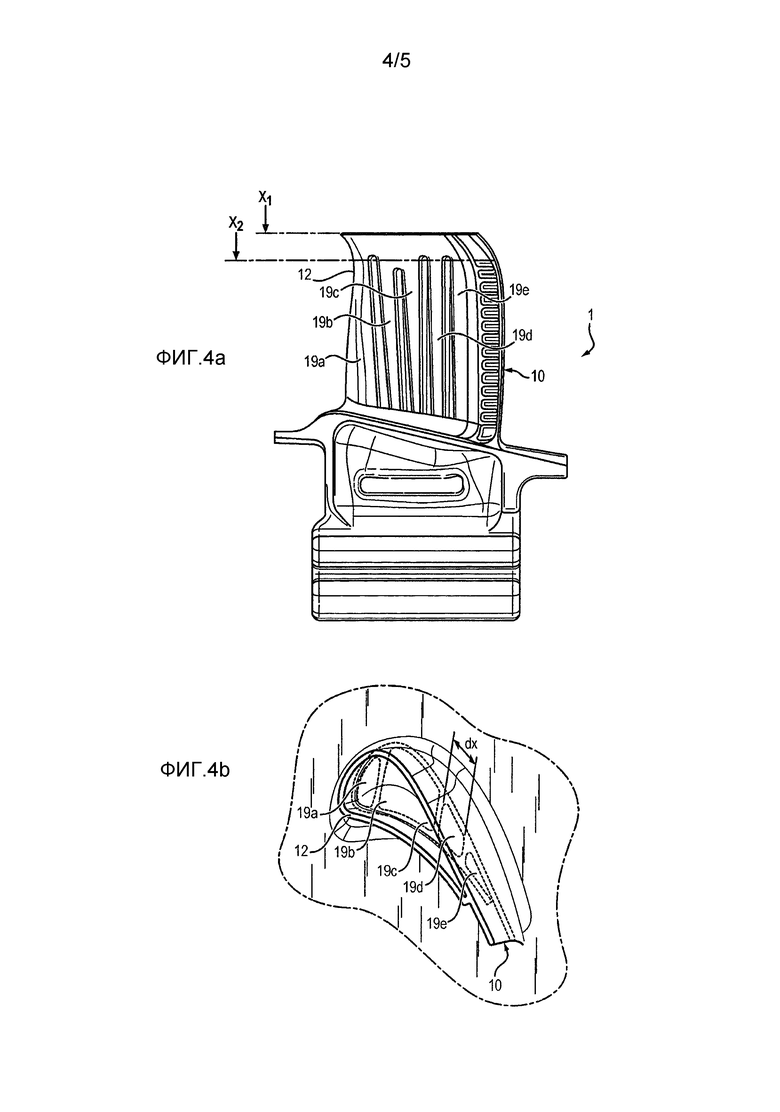
Фиг. 4а - вид сбоку примера известной лопатки со смещением сечений головки.
Фиг. 4b - вид сверху лопатки, показанной на фиг. 4а, на котором видны полости в плоскостях Х1 и Х2.
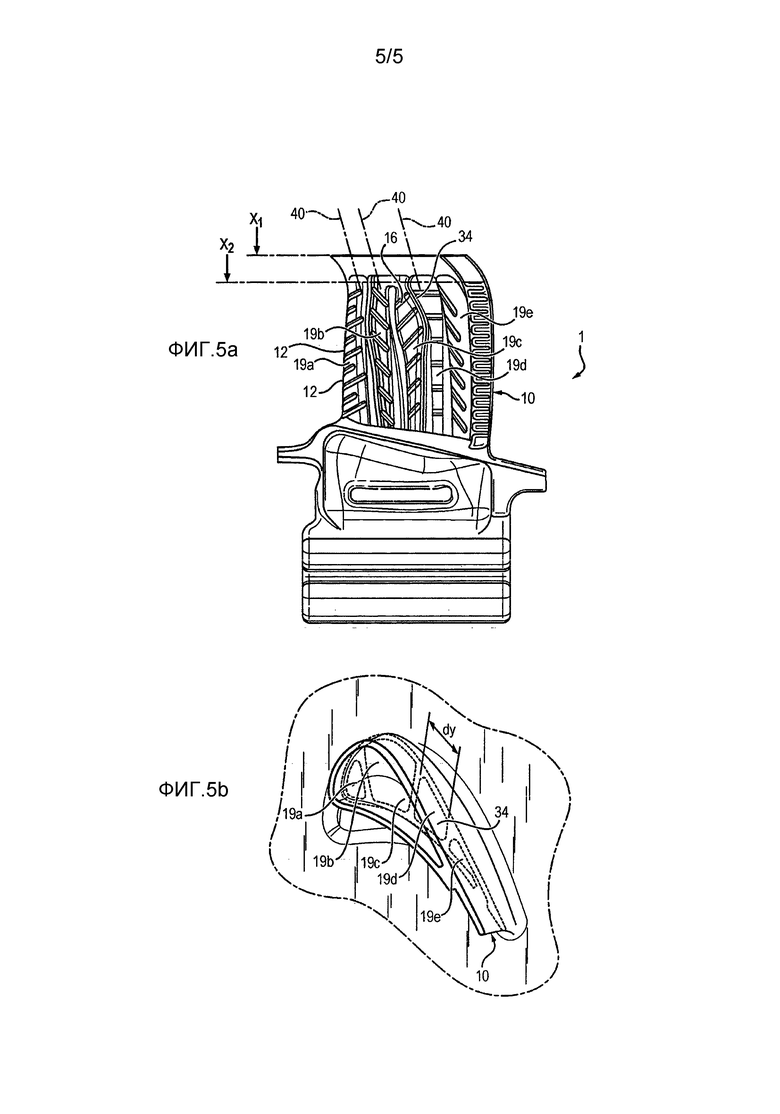
Фиг. 5а - вид сбоку примера лопатки со смещением сечений головки в соответствии с изобретением.
Фиг. 5b - вид сверху лопатки, показанной на фиг. 5а, на котором видны полости в плоскостях Y1 и Y2.
На фиг. 1 и 5а показана турбинная лопатка 1 для турбомашины, содержащая перо 10, проходящее между ножкой 11 лопатки и головкой 12 лопатки и содержащее переднюю кромку 13, заднюю кромку 14, противоположную передней кромке, боковые стороны корытца и спинки 15 и внутренние полости 19а-19е, разделенные межполостными стенками 20, которые проходят по высоте лопатки 1.
Лопатка может, например, иметь выдвинутую вперед вершину типа «смещения сечений в головке» в соответствии с французской патентной заявкой, поданной 17 ноября 2011 года на имя заявителя под номером FR 1160465.
В частности, от передней кромки 13 к задней кромке 14 лопатка 1 содержит полость 19а передней кромки, одну или несколько центральных полостей 19b, 19c, 19d (в данном случае три для лопатки 1, показанной на фигуре, а именно первую восходящую центральную полость 19b, нисходящую центральную полость 19с и вторую восходящую центральную полость 19d, которые вместе образуют внутреннюю «тромбонную» полость) и полость 19е задней кромки. Кроме того, на уровне своей головки 11 лопатка 1 содержит ванну 18, стенка 17 дна которой закрывает внутренние полости 19а-19е охлаждения.
Межполостная стенка 20, разделяющая центральную полость 19d, смежную с полостью 19е задней кромки, и следующую полость в направлении передней кромки 13 (то есть в случае лопатки, показанной на фиг. 1, центральную полость 19с), выполнена вблизи стенки 17 дна ванны 18, со смещением 16 в направлении передней кромки 13.
В варианте, когда лопатка 1 содержит только одну центральную полость 19d, в этом случае именно межполостная стенка 20, которая отделяет эту единственную центральную полость 19d от полости 19а передней кромки, может быть выполнена вблизи стенки 17 дна ванны 18 со смещением 16 в направлении передней кромки 13.
С учетом этого смещения 16 относительно остальной части межполостной стенки 20 центральная полость 19d, являющаяся смежной с полостью 19е задней кромки, имеет выпуклость 34 вблизи стенки 17 дна, при этом упомянутая полость 19d является более широкой на уровне головки 12 лопатки, чем на уровне ножки 11 лопатки. Особая форма этой центральной полости 19d позволяет упростить изготовление лопатки 1.
Кроме того, как показано на фиг. 1 и 5а, межполостная стенка 20 смещена на уровне смещения 16 до стенки 17 дна, чтобы расширить всю верхнюю часть этой центральной полости 19d.
Узел, образующий литейный стержень 30 для изготовления такой лопатки турбомашины (фиг. 2 и 3), имеет соответствующую комплементарную форму и включает в себя первый стержневой элемент 31, повторяющий форму полостей 19а-19е, а также второй стержневой элемент 32, повторяющий форму ванны 18. Оба стержневых элемента 31 и 32 выполнены, например, из керамики.
Второй стержневой элемент 32 соединен с первым стержневым элементом 31 при помощи соединительных штырей 40, которые могут быть выполнены, например, из глинозема или из кварца.
Первый стержневой элемент 31 имеет в целом удлиненную форму по высоте лопатки 1 и содержит ряд внутренних стержней (или стоек) 31а, 31b, 31c, 31d и 31е, предназначенных для формирования соответственно полостей 19а передней кромки, центральной полости или центральных полостей 19b, 19с и 19d и полости 19е задней кромки.
Второй стержневой элемент 32 расположен над первым стержневым элементом 31 и отделен от него соединительными штырями 40, расположенными таким образом, чтобы получить пылеулавливающие отверстия 35 во внутренних стержнях 31а-31е.
Внутренний стержень 19d, образующий центральную полость 31d и смежный со стержнем 31е полости задней кромки, имеет, по меньшей мере, в зоне непосредственной близости от второго стержневого элемента 32 выпуклость 34 в направлении внутреннего стержня 31а полости передней кромки. Таким образом, внутренний стержень 31с соответствующей центральной полости является более широким на этом уровне, например, на 30-60% более широким, как показано на фиг. 4а-5b. Действительно, на известной лопатке со смещением сечений головки максимальная ширина dx стержня 31d внутренней полости, смежного со стержнем 31е полости задней кромки, на уровне плоскости Х2 составляет около 3,4 мм. Для сравнения, для аналогичной лопатки со смещением в сечении головки, но имеющей выпуклость 34 в соответствии с изобретением, максимальная ширина dy стержня 31d внутренней полости, который является смежным со стержнем 31е внутренней полости задней кромки, на уровне плоскости Y2 может составлять около 5 мм (то есть примерно на 50% шире). Следовательно, свободное пространство для установки соединительного штыря 40 в этот стержень 31d полости является большим, чем в известных лопатках, что позволяет увеличить глубину анкерного крепления и толщину стержней вокруг соединительных штырей 40 и позволяет избегать образования трещин в стержневых элементах 31, 32 и, следовательно, существенно сократить выбраковку лопаток при изготовлении.
Кроме того, внутренний стержень 31с центральной полости, непосредственно смежный в направлении полости 31а передней кромки, выполнен с комплементарной контрформой 33 таким образом, что межполостная стенка 20, реализованная между этими двумя внутренними стержнями 31с и 31d, имеет вышеупомянутое смещение 16 в направлении передней кромки 13 лопатки 1.
В варианте, когда лопатка 1 содержит только одну центральную полость 19d, первый стержень 31 содержит только один внутренний стержень 31с центральной полости, и поэтому непосредственно смежным с этим внутренним стержнем 31d центральной полости является внутренний стержень 31а полости передней кромки. В данном случае именно внутренний стержень 31а передней кромки выполнен с комплементарной контрформой таким образом, что межполостная стенка 20, полученная между этими двумя внутренними стержнями 31а и 31d, имеет вышеупомянутое смещение 16 в направлении передней кромки 13 лопатки 1.
Выпуклость 34 и контрформа 33 являются локальными и проходят только на уровне верхней части внутренних стержней 31b-31d (соответственно 31а в случае лопатки, содержащей единственную центральную полость), при этом стержень 31d, смежный со стержнем 31е полости задней кромки, является более широким на уровне этой выпуклости 34, чем на уровне своей нижней части.
Высота выпуклости 34 является достаточной для обеспечения анкерного крепления соединительных штырей 40 на уровне выпуклости 34 и для выполнения пылеулавливающих отверстий 35 в стенке 17, образующей дно ванны 18, без образования трещин во внутренних стержнях 31b-31d. Кроме того, выпуклость 34 проходит до верхней стенки внутреннего стержня 31е центральной полости.
Таким образом, выполнение этих пылеулавливающих отверстий 35 облегчается за счет изменения геометрии внутреннего стержня 31d, смежного со стержнем 31е задней кромки, и, в частности, благодаря наличию выпуклости 34 в его верхней части. В частности, с учетом аэродинамической формы пера 10, которое имеет увеличивающееся поперечное сечение между задней кромкой 14 и передней кромкой 13, наличие выпуклости 34 позволяет закреплять соединительные штыри 40 в зоне стержня 31, более широкой, чем при классической конфигурации стержня, и, следовательно, ограничить угол, образованный между соединительными штырями 40 и главной осью стержней. Таким образом, выполнение отверстий 35 является более благоприятным для литья и, кроме того, улучшает возможности анкерного крепления соединительных штырей 40.
Кроме того, диаметр удерживающих штырей 40 можно выбрать таким образом, чтобы он был равным требуемому диаметру пылеулавливающих отверстий 35 в конечной детали, чтобы избежать дополнительного этапа чистовой обработки пера 10 (заделки отверстий) после этапа литья по выплавляемым восковым моделям.
Как показано на фиг. 2 и 3, пылеулавливающие отверстия 35 имеют наклон и могут быть, например, направлены к передней кромке 13 лопатки 1. Однако эта ориентация не является ограничительной, и важным является только соблюдение диаметра удерживающих стержней 40 для обеспечения удаления пыли в лопатке 1.
Таким образом, соединительные штыри 40 ориентированы с наклоном относительно общего направления, в котором проходит второй стержневой элемент 32, через который они проходят для образования пылеулавливающих отверстий 35 второго стержневого элемента 32.
Второй стержневой элемент 32 может дополнительно содержать выступы 36 (фиг. 2) в верхней части, для улучшения анкерного крепления соединительных штырей 40.
Узел, образующий литьевой стержень 30 и показанный на фиг. 2 и 3, используют в дальнейшем для изготовления восковой заготовки, которую затем погружают в оболочковую форму, после чего стержни удаляют для формирования различных полостей 19а-19е и ванны 18.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАТКА ДЛЯ ТУРБОМАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ЛОПАТКИ | 2014 |
|
RU2602316C2 |
| ЛОПАТКА ДЛЯ ТУРБОМАШИНЫ И СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ЛОПАТКИ | 2014 |
|
RU2605481C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ЭЛЕМЕНТА УСИЛЕНИЯ ЛОПАТКИ ТУРБОМАШИНЫ | 2013 |
|
RU2631218C2 |
| ЛОПАТКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ, ОСНАЩЕННАЯ СИСТЕМОЙ ОХЛАЖДЕНИЯ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ЛОПАТКИ ПУТЕМ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2800619C2 |
| ЛОПАТКА С УСОВЕРШЕНСТВОВАННЫМ КОНТУРОМ ОХЛАЖДЕНИЯ И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКУЮ ЛОПАТКУ | 2018 |
|
RU2772364C2 |
| ЩЕТКА СТЕКЛООЧИСТИТЕЛЯ | 2011 |
|
RU2532012C1 |
| ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОГО СЕРДЕЧНИКА ДЛЯ ЛОПАТКИ ТУРБОМАШИНЫ | 2013 |
|
RU2627084C2 |
| ОХЛАЖДАЕМАЯ РАБОЧАЯ ЛОПАТКА ГАЗОВОЙ ТУРБИНЫ | 2012 |
|
RU2506429C1 |
| ОХЛАЖДАЕМАЯ ЛОПАТКА ТУРБИНЫ | 2017 |
|
RU2726235C2 |
| ЛОПАТКА ТУРБОМАШИНЫ | 1998 |
|
RU2152519C1 |


Изобретение относится к литейному производству и касается изготовления лопатки турбомашины методом литья по выплавляемым моделям. Для изготовления лопатки используют литейный стержневой узел (30), содержащий стержневой элемент (31) для формирования различных внутренних полостей (19а-19е) лопатки и второй стержневой элемент (32) для формирования полости ванны (18). Стержневой элемент (31) содержит внутренние стержни полости передней кромки (31а), центральной полости (31b-31d) и полости задней кромки (31е). Внутренний стержень (31d) центральной полости, смежный с внутренним стержнем (31е) полости задней кромки, имеет выпуклость, которая выполнена в направлении стержня (31а) полости передней кромки. Обеспечивается исключение образования трещин в стержневых элементах. 4 н. и 5 з.п. ф-лы, 5 ил.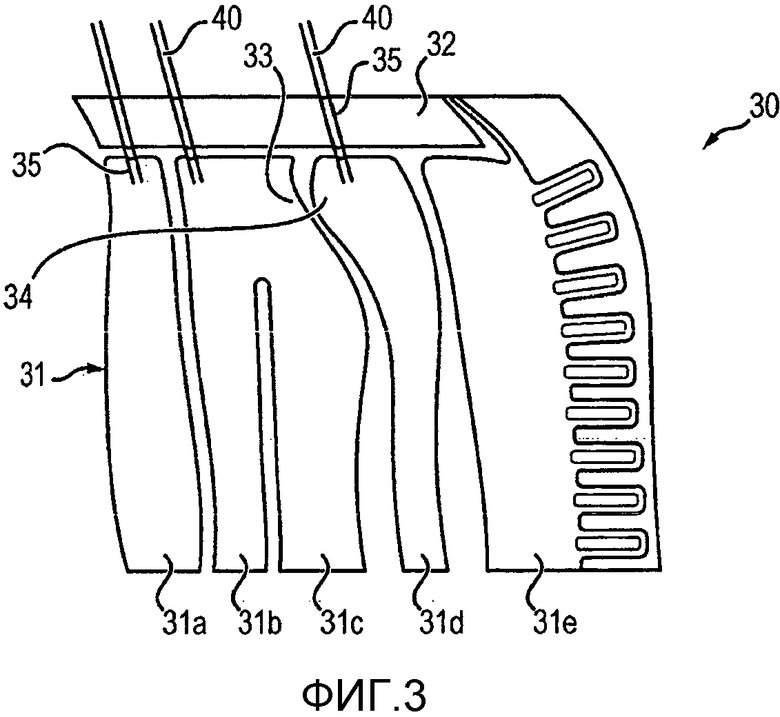
1. Литейный стержневой узел (30) для изготовления лопатки (1) турбомашины, имеющей смещение сечения головки, охлаждаемой за счет циркуляции текучей среды во внутренних полостях (19а-19е), содержащий первый стержневой элемент (31) удлиненной формы для формирования различных внутренних полостей (19а-19е) и второй стержневой элемент (32) для формирования полости ванны (18), при этом второй стержневой элемент (32) предназначен для размещения в продолжении первого стержневого элемента (31),
в котором первый стержневой элемент (31) содержит внутренний стержень (31а) полости передней кромки, по меньшей мере один внутренний стержень (31b-31d) центральной полости и внутренний стержень (31е) полости задней кромки, предназначенные для формирования, соответственно от входа к выходу в направлении течения газов в турбине, полости (19а) передней кромки, по меньшей мере одной центральной полости (19b-19d) и полости (19е) задней кромки лопатки (1),
отличающийся тем, что упомянутый по меньшей мере один внутренний стержень (31d) центральной полости, смежный с внутренним стержнем (31е) полости задней кромки, имеет в непосредственной близости от второго стержневого элемента (32) выпуклость (34), которая проходит в направлении стержня (31а) полости передней кромки.
2. Литейный стержневой узел (30) по п. 1, в котором внутренний стержень (31а, 31b, 31с), находящийся напротив внутреннего стержня (31d) центральной полости, имеющего выпуклость (34), имеет контрформу (33), комплементарную выпуклости (34).
3. Литейный стержневой узел (30) по п. 1, который дополнительно содержит по меньшей мере один соединительный штырь (40), проходящий между вторым стержневым элементом (32) и выпуклостью (34) и закрепленный в одном и другой.
4. Литейный стержневой узел (30) по п. 3, в котором соединительный штырь или соединительные штыри (40), закрепленные в выпуклости (34), проходят с наклоном относительно второго стержневого элемента (32).
5. Литейный стержневой узел (30) по п. 3 или 4, в котором штырь или штыри (40) выполнены из оксида алюминия или из кварца.
6. Литейный стержневой узел (30) по п. 1, в котором первый стержневой элемент (31) содержит четыре внутренних стержня (31а, 31b, 31с, 31d, 31е).
7. Способ изготовления лопатки (1) турбомашины, в котором изготавливают заготовку лопатки посредством литья по выплавляемым восковым моделям с использованием литейного стержневого узла (30) по одному из пп. 1-6, при этом заготовка содержит полость (19а) передней кромки, по меньшей мере одну центральную полость (19b, 19с, 19d) и полость (19е) задней кромки, причем каждая полость отделена от смежной полости межполостной стенкой (20), а также содержит полость ванны (18), при этом межполостную стенку (20) упомянутой по меньшей мере одной центральной полости (19b, 19с), которая является смежной с полостью (19а) передней кромки, выполняют в непосредственной близости от полости ванны (18) со смещением в направлении полости (19а) передней кромки.
8. Лопатка (1) турбомашины, содержащая переднюю кромку (13), заднюю кромку (14), полость (19а) передней кромки, по меньшей мере одну центральную полость (19b, 19с, 19d) и полость (19е) задней кромки, причем каждая полость отделена от смежной полости межполостной стенкой (20), а также содержит полость ванны (18), отличающаяся тем, что межполостная стенка (20) упомянутой по меньшей мере одной центральной полости (19b, 19с), которая является смежной с полостью (19а) передней кромки, выполнена в непосредственной близости от полости ванны (18) со смещением (16) в направлении полости (19а) передней кромки.
9. Турбомашина, отличающаяся тем, что она содержит лопатку (1) по п. 8.
| Окрашенные сополимеры для огнестойких покрытий | 1976 |
|
SU585183A1 |
| ЛИТЕЙНЫЙ СТЕРЖЕНЬ ДЛЯ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2006 |
|
RU2404012C2 |
| US 20100135813A1, 03.06.2010. | |||

