Настоящее изобретение относится к устройству пластического формоизменения для изготовления профилированного конструкционного элемента и к способу изготовления профилированного конструкционного элемента.
Профилированные конструкционные элементы используются, например, в конструкциях транспортных средств, например, в несущих конструкциях. Профилированные конструкционные элементы используются, например, в виде изогнутых конструкционных элементов в конструкции фюзеляжа летательного аппарата, например, самолета, например, как стрингеры или шпангоуты. Профилированные конструкционные элементы производят, например, из листовой заготовки путем соответствующего ее пластического формоизменения. В связи с усилиями по сокращению расхода топлива и проистекающим из них стремлением к максимальному снижению веса, профилированные конструкционные элементы производятся, например, из волоконно-армированного композитного материала. С этой целью, например, волокнистые структуры располагают совместно с матричным материалом на форме соответствующего профилирования, и затем подвергают затвердеванию в результате проведения соответствующих шагов давления и шагов нагревания готового профилированного конструкционного элемента.
Для приложения необходимого для этого давления известны, например, вакуумные пленки, которые простираются поверх выложенной заготовки в форме, например, пропитанного матричного материала и волоконных слоев таким образом, чтобы обеспечить приложение соответствующего давления на заготовку за счет создания вакуума в области между опорной плитой и вакуумной пленкой. За счет этого достигается приложение заготовки к лежащей ниже формообразующей поверхности. Наряду с выкладыванием отдельных волоконных слоев в заданную форму, используются также подготовленные в качестве так называемых полуфабрикатов композитного пластика маты, которые образованы несколькими слоями волокнистых матов и распределенного связующего вещества или же матричного материала, в результате чего выложенный на форму мат приспосабливается к форме первоначально только приблизительно и прилегает неточно. Точное приложение, то есть, в известной мере, формоизменение, происходит затем посредством вакуумной пленки. Поэтому для данного способа также используется понятие «диафрагменное пластическое формоизменение». Кроме того, при изготовлении профилированных конструкционных элементов известен способ присоединения стандартных компонентов в качестве отдельных профильных сегментов к профилированному конструкционному элементу. Например, плоские профильные области могут комбинироваться с так называемым омега-профилем для образования разновидности вогнутого профиля. Соединение производят, например, посредством склеивания, например, под воздействием тепла и давления. Из ЕР 2253460 А2 известна, например, система соединения композитных и металлических компонентов, в которой соединяемые области выжимаются компрессионными камерами друг против друга, причем компрессионные камеры оснащены растяжимой и эластично деформируемой мембраной таким образом, что в компрессионной камере давление может распределяться посредством текучей среды, что позволяет прикладывать его равномерно к соединяемым поверхностям. Соединяемые поверхности предсформированы таким образом, что эластичная мембрана обеспечивает равномерное прижатие. Компрессионные камеры размещены в корпусных конструкциях, которые содержат эластично деформируемую мембрану лишь в области соединения прижатием. Однако известный из ЕР 2253460 А2 15 способ требует для соединения нескольких профильных областей подготовки отдельных уже сформированных профильных элементов. Было тем временем показано, что манипулирование с волокнистыми матами, например, полуфабрикатами композитного пластика, и необходимая для этого их укладка в формообразующую структуру, является трудоемким и тем самым дорогостоящим процессом. Кроме того, прижатие заготовки посредством диафрагменного пластического формоизменения недостаточно для малых внутренних радиусов, поскольку в этих областях посредством вакуумной пленки зачастую можно приложить только очень незначительное давление.
Поэтому цель данного изобретения состоит в том, чтобы предоставить возможность упрощенного изготовления профилированного конструкционного элемента с улучшенным качеством конструкционных элементов.
Эта цель достигнута устройством пластического формоизменения и способом изготовления профилированного конструкционного элемента согласно одному из независимых пунктов формулы изобретения. Образцовые варианты осуществления представлены в зависимых пунктах формулы изобретения.
Согласно изобретению предусмотрено устройство пластического формоизменения для изготовления профилированного конструкционного элемента, причем устройство пластического формоизменения содержит укладочное устройство, прижимное устройство и устройство передачи давления. Укладочное устройство содержит опорную поверхность для укладывания на нее подлежащей формовке заготовки. Прижимное устройство предусмотрено для прижатия подлежащей формовке заготовки к опорной поверхности. Устройство передачи давления, по меньшей мере, на обращенной к заготовке стороне содержит нежесткую оболочку для прилегания к заготовке в недеформированном первом состоянии и для прилегания в формоизмененном втором состоянии, а также передающий давление и деформируемый наполнитель. Нежесткая оболочка выполнена с возможностью удерживания объема, охватываемого устройством передачи давления, т.е. заключенного в нем. Устройство передачи давления выполнено с возможностью расположения между прижимным устройством и подлежащей формовке заготовкой. Прижимное устройство содержит нежесткую поверхность, которая прилегает к устройству передачи давления, причем нежесткая поверхность переносит силу для пластического формоизменения на устройство передачи давления.
Понятие «профилированный» означает, например, выполненный в поперечном сечении с заданным профилем продолговатый конструкционный элемент. Понятие «профилированный» относится также к изогнутому в продольном направлении продолговатому конструкционному элементу. Тем самым понятие «профилированный» означает также конструкционный элемент, который выполнен с профилированным поперечным сечением, и который выполнен, кроме того, изогнутым в продольном направлении.
Понятие «пластическое формоизменение» означает, например, приложение изначально плоской заготовки, например более или менее ровной заготовки, к предусмотренной в качестве формозадающей опорной поверхности.
Понятие «нежесткая оболочка» обозначает материал оболочки, который способен деформироваться и, соответственно, формоизменяться подобно пленке, и тем самым приспосабливаться к различному профилированию, который при этом не растяжим, тем не менее, в продольном направлении, то есть, в направлении огибающей поверхности, и неэластичен. Нежесткая оболочка должна быть способна в любом случае удерживать охваченный объем, то есть, способна далее передавать приложенное давление.
Понятие «нежесткая поверхность» обозначает поверхность прилегания к устройству передачи давления, которая, по меньшей мере, в плоскости поверхности способна приспосабливаться к различным контурам устройства передачи давления. Нежесткая поверхность может быть выполнена в виде прочной к натяжению мембраны или пленки. Нежесткая поверхность может быть выполнена также в виде эластичной мембраны или пленки. Нежесткая поверхность может также быть представлена согласованным в его форме, то есть, по форме его поверхности, подходящим слоистым материалом или нежестким пластинчатым элементом.
Согласно варианту осуществления подлежащая формовке заготовка является волоконно-армированным композитным материалом.
Например, волоконно-армированным композитным материалом в виде слоистого композитного материала. Понятие «слоистый композитный материал» обозначает материал, который, наряду с волоконно-армированным композитным материалом, может содержать также и другие слои материала и/или включения материала, такие как, например, металлическая ткань, металлическая пленка и тому подобное. Сформированная заготовка служит, например, после прохождения последующих технологических операций в качестве стрингера или шпангоута летательного аппарата. Последующие технологические операции могут включать, например, затвердевание сформированной профилированной заготовки.
Опорная поверхность содержит, например, вогнутые области или, соответственно области упругого восстановления, например области с располагающимися внутри кромками и/или располагающимися внутри углами.
Опорная поверхность образует сопряженную по форме деталь для пластического формоизменения подлежащей формовке заготовки.
Подлежащая формовке заготовка предусмотрена, например, в качестве обладающей собственной устойчивостью пластины, то есть, самонесущей пластины, которая после своей укладки на опорную поверхность не приспосабливается или же приспосабливается только весьма незначительно к находящейся под ней структуре опорной поверхности.
Согласно другому варианту осуществления устройство передачи давления снабжено по периметру нежесткой оболочкой.
Например, устройство передачи давления образует заполненную текучей средой гибкую емкость.
Согласно другому варианту осуществления нежесткая поверхность прижимного устройства с одной стороны прилегает к устройству передачи давления, а с другой стороны с помощью текучей среды является подвергаемой воздействию давления для передачи усилия для пластического формоизменения. Для подвода давления предусмотрено:
I) нежесткая поверхность образует подвергаемый воздействию давления объем, или
II) нежесткая поверхность является вакуумной мембраной,
причем для создания низкого давления в области между вакуумной мембраной и опорной поверхностью предусмотрена вакуумная установка таким образом, что воздействующее снаружи на вакуумную мембрану окружающее атмосферное давление вызывает пластическое формоизменение за счет прилегания заготовки к опорной поверхности.
Подвергаемый действию давления объем заполняется, например, текучей средой, например, сжатым воздухом или другой передающей давление средой, такой как вода или масло, распределяя соответственно давление на текучую среду.
Вакуумная мембрана, например, может быть представлена вакуумной пленкой. Вакуумная установка, например, может быть представлена вакуумным насосом, который сообщен с областью между вакуумной мембраной и опорной поверхностью.
В варианте осуществления устройство передачи давления выполнено интегрированным в вакуумной мембране.
Например, вакуумная мембрана выполнена многослойной и содержит, по меньшей мере, частично заполненную передающим давление и деформируемым наполнителем полость.
Согласно другому варианту воплощения нежесткая поверхность прижимного устройства прикреплена к местам крепления таким образом, что нежесткая поверхность, как в недеформированном первом состоянии, так и в формоизмененном втором состоянии образует выпуклый контур. Нежесткая поверхность для передачи усилия для пластического формоизменения подвергается растягивающему напряжению.
В другом варианте осуществления устройство передачи давления с нежесткой поверхностью выполнено интегрированным, например интегрированным с подвергаемой воздействию натяжения пленкой.
Согласно другому варианту осуществления устройство передачи давления в качестве наполнителя содержит по меньшей мере один материал из группы газообразных текучих сред, жидкостей, гелей и свободных насыпных материалов из твердотельных частиц.
Например, передающий давление и деформируемый наполнитель является текучей средой. Согласно варианту осуществления жидкость стабильна под давлением. Наполнитель может быть представлен, например, наполнителем высокой вязкости.
Согласно другому варианту осуществления наполнитель устройства передачи давления имеет динамическую вязкость по меньшей мере 100 Па*с.
Согласно другому варианту осуществления объем устройства передачи давления выполнен таким образом, что при прилегании устройства передачи давления к опорной поверхности все вогнутости опорной поверхности заполнены устройством передачи давления таким образом, что вакуумная мембрана образует выпуклую огибающую поверхность.
Вогнутости образуют, например, области вогнутой формы.
Выполнение огибающей поверхности в ее максимально напряженном состоянии с выпуклой формой имеет, например, преимуществом, что вакуумная мембрана во время приложения вакуума снова более не растягивается относительно находящегося внизу устройства передачи давления, или иными словами, не ослабляется, как это случилось бы, если вакуумная мембрана первоначально образует выпуклую огибающую поверхность, а при следующей деформации образует огибающую поверхность с вогнутыми областями.
Согласно варианту осуществления устройство передачи давления имеет сменный элемент передачи давления.
Согласно другому варианту осуществления устройство передачи давления содержит несколько элементов передачи давления, которые могут быть выполнены, например, также сменными.
Например, несколько элементов передачи давления могут быть предусмотрены рядом друг с другом, друг за другом и/или друг над другом (в направлении прикладываемого давления).
Несколько элементов передачи давления также могут быть интегрированы в устройство передачи давления.
Например, устройство передачи давления или же элемент передачи давления также может быть выполненным с несколькими камерами, образованными, например, введением промежуточных переборок, по меньшей мере, частично или также полностью препятствующих течению или же движению наполнителя от одной камеры к другой камере.
Согласно другому варианту осуществления предусмотрено, что устройство передачи давления имеет регулирование температуры, и что формуемая с помощью устройства передачи давления заготовка может подвергаться подведению к ней тепловой энергии и/или также и отведению.
Согласно другому варианту осуществления опорная поверхность выполнена сменной, и применяются различные профили поверхностей.
Согласно изобретению также предусмотрен способ изготовления профилированного конструкционного элемента, содержащий следующие шаги:
а) размещение подлежащей формовке заготовки на опорной поверхности укладочного устройства,
б) размещение на заготовке устройства передачи давления, которое, по меньшей мере, на обращенной к заготовке стороне содержит нежесткую оболочку для прилегания к заготовке в недеформированном первом состоянии и для прилегания в формоизмененном втором состоянии, а также передающий давление и деформируемый наполнитель, причем нежесткая оболочка выполнена с возможностью удерживания объема, охватываемого устройством передачи давления, т.е. заключенного в нем,
в) размещение на устройстве передачи давления прижимного устройства, причем прижимное устройство содержит нежесткую поверхность, которая прилегает к устройству передачи давления, и причем с помощью нежесткой поверхности на устройство передачи давления передают усилие для пластического формоизменения,
г) прижатие подлежащей формовке заготовки к опорной поверхности посредством прижимного устройства через устройство передачи давления и ее одновременное пластическое формоизменение.
Согласно образцовому варианту осуществления способа нежесткая поверхность прижимного устройства с одной стороны прилегает к устройству передачи давления, а с другой стороны с помощью текучей среды является подвергаемой воздействию давления для передачи усилий пластического формоизменения. Кроме того, для подвода давления предусмотрено:
I) нежесткая поверхность образует подвергаемый воздействию давления объем, или
II) нежесткая поверхность является вакуумной мембраной, причем на шаге г) вакуумная установка создает низкое давление в области между вакуумной мембраной и опорной поверхностью таким образом, что воздействующее снаружи на вакуумную мембрану атмосферное давление вызывает пластическое формоизменение за счет прилегания заготовки к опорной поверхности.
Согласно примерному варианту осуществления нежесткую поверхность прижимного устройства прикрепляют к местам крепления таким образом, что нежесткая поверхность, как в недеформированном первом состоянии, так и в формоизмененном втором состоянии образует выпуклый контур, и нежесткую поверхность подвергают воздействию давления с помощью растягивающего напряжения для передачи усилия для пластического формоизменения.
Например, нежесткая поверхность, которая выполнена, например, в виде пленки, прикреплена по первому боковому краю к базовой поверхности, на которой расположена опорная поверхность укладочного устройства. Таким образом, пленка укладывается поверх деподлежащей формовке заготовки и ко второму боковому краю прикладывается растягивающее напряжение таким образом, что пленка создает силу давления на устройство передачи давления, которое воздействует, в свою очередь, на заготовку.
Согласно другому варианту осуществления перед шагом г) температура заготовки для ее размягчения регулируется посредством устройства передачи давления.
Согласно данному изобретению также предусмотрено применение вышеописанного устройства для изготовления профилированного конструкционного элемента.
Согласно изобретению для пластического формоизменения заготовки применяется гибкий элемент, который за счет своей способности к прижатию обеспечивает лучшее пластическое формоизменение заготовки благодаря лучшему прижатию заготовки, прежде всего, по внутренним радиусам. При этом передающий давление и деформируемый наполнитель может служить, например, также как носитель тепла, для нагрева и тем самым размягчения, например, выполненной в виде слоистого материала заготовки, с целью поддержки процесса ее деформирования. Применение среды высокой вязкости, как например, геля, позволяет размещать передающие давление промежуточные элементы также в областях, в которых, например, действие силы тяжести может приводить к нежелательному оттоку или отхождению наполнителя. В противоположность, например, жесткому давильному инструменту, применение соответствующего изобретению деформируемого элемента позволяет достигать хорошей деформируемости при пластическом формоизменении заготовки также в случае несколько отклоняющихся форм, прежде всего, варьирующихся внутренних радиусов или внутренних ребер или же внутренних углов. Кроме того, благодаря гибкости элемента давления, применение устройства пластического формоизменения, в противоположность жестким гибочным пуансонам, не требует расходов на оснастку для различных нижних плит. Гибкий промежуточный элемент позволяет получать улучшенное прижатие к располагающейся внизу формообразующей структуре.
Необходимо отметить, что признаки вариантов осуществления устройств также действительны для вариантов осуществления способа, а также для применения устройства, и наоборот. Кроме того, признаки также могут быть свободно комбинированы друг с другом в тех случаях, когда иное явно не оговорено.
В последующем варианты осуществления изобретения описаны более подробно со ссылками на приложенные чертежи. Показано на:
Фиг. 1 - вариант осуществления устройства пластического формоизменения для изготовления профилированного конструкционного элемента согласно настоящему изобретению,
Фиг. 2 - другой вариант осуществления устройства пластического формоизменения согласно настоящему изобретению,
Фиг. 3А и 3Б - другой вариант осуществления устройства пластического формоизменения согласно настоящему изобретению в двух состояниях во время процесса деформирования,
Фиг. 4 - другой вариант осуществления устройства пластического формоизменения согласно настоящему изобретению,
Фиг. 5А и 5Б показывают другой вариант осуществления устройства передачи давления согласно изобретению,
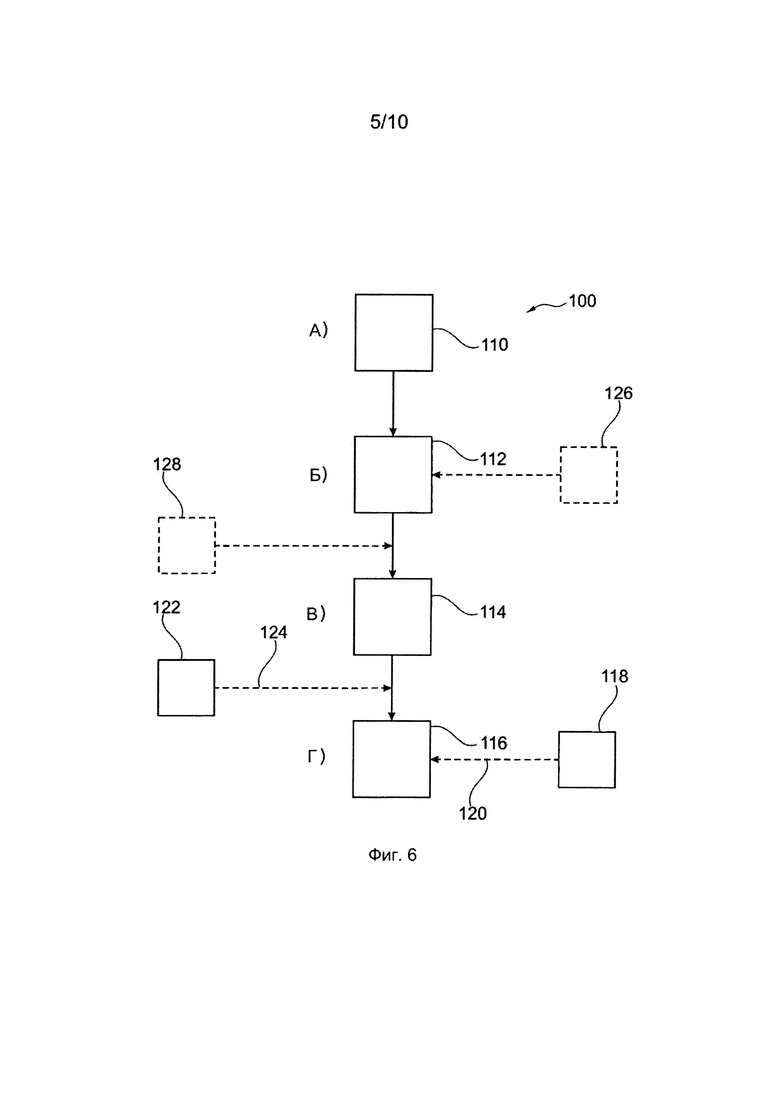
Фиг. 6 - шаги способа изготовления профилированного конструкционного элемента согласно варианту осуществления изобретения,
Фиг. 7-9 показывают схематические представления состояний во время варианта осуществления способа согласно настоящему изобретению,
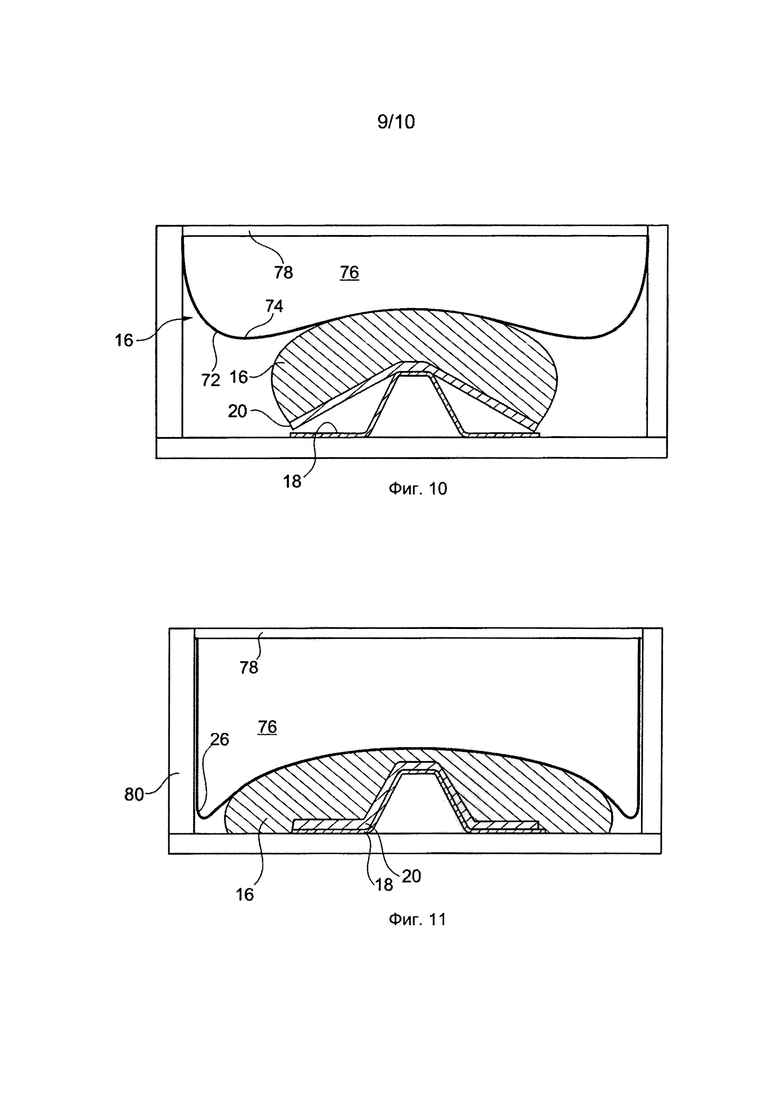
Фиг. 10 - другой пример устройства пластического формоизменения во время деформирования,
Фиг. 11 - пример на фиг. 10 после состоявшегося деформирования,
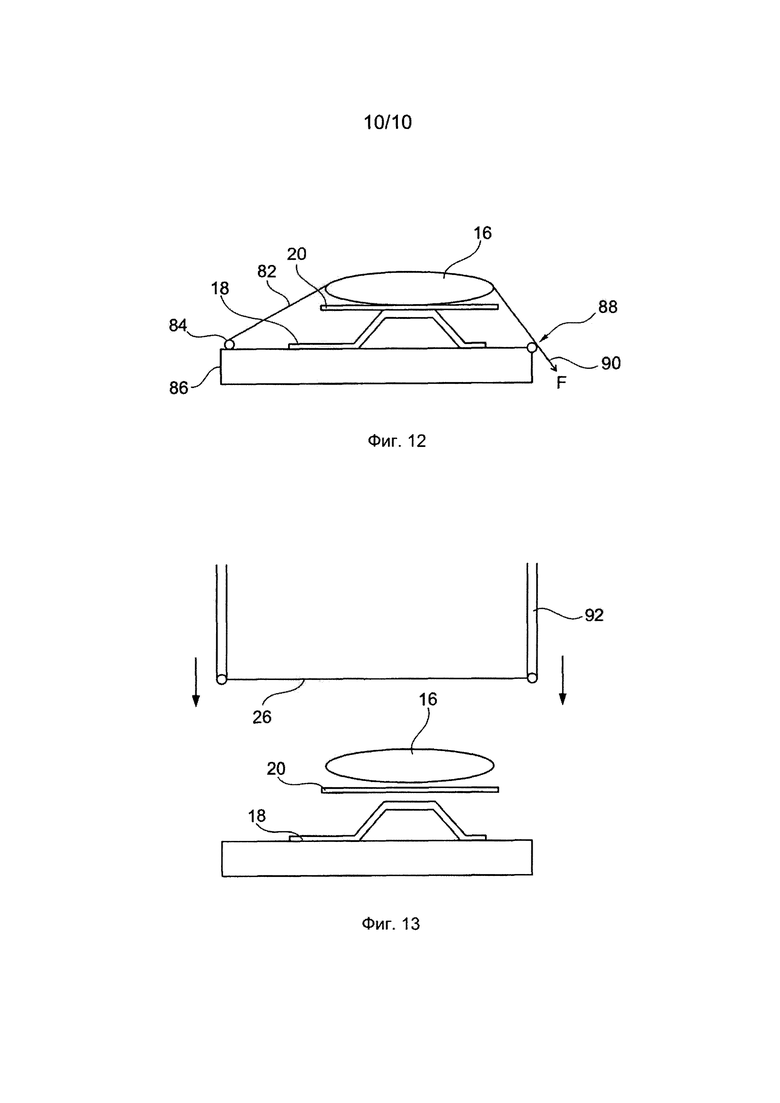
Фиг. 12 - другой пример устройства пластического формоизменения, и
Фиг. 13 - еще один другой пример устройства пластического формоизменения.
Фиг. 1 показывает устройство 10 пластического формоизменения для изготовления профилированного конструкционного элемента.
В его составе показаны укладочное устройство 12, прижимное устройство 14 и устройство 16 передачи давления. Укладочное устройство содержит опорную поверхность 18 для укладывания на нее подлежащей формовке заготовки, которая показана условно пунктирной линией 20.
Прижимное устройство 14 предусмотрено для прижатия подлежащей формовке заготовки к опорной поверхности 18.
Устройство 16 передачи давления, по меньшей мере, на обращенной к заготовке стороне содержит нежесткую оболочку 22, а также передающий давление и деформируемый наполнитель 24. Кроме того, устройство 16 передачи давления располагается между прижимным устройством 14 и подлежащей формовке заготовкой.
Например, устройство передачи давления 16 может быть выполнено с нежесткой оболочкой 22 по его периметру и образовывать заполненную текучей средой гибкую емкость.
Необходимо отметить, что устройство 10 пластического формоизменения представлено лишь схематически, и что, прежде всего, прижимное устройство 14, устройство 16 передачи давления и укладочное устройство 12 могут иметь также других формы или же профили, которые также представлены ниже.
Прижимное устройство 14 содержит нежесткую поверхность 26, которая прилегает к устройству передачи давления, причем нежесткая поверхность переносит силу для пластического формоизменения на устройство передачи давления.
Например, нежесткая поверхность 26 прижимного устройства 14 прилегает с одной стороны к устройству передачи давления 16, а с другой стороны с помощью текучей среды является подвергаемой воздействию давления для передачи усилий пластического формоизменения. Для подвода давления нежесткая поверхность может образовывать подвергаемый давлению объем (смотри также фиг. 10 на следующих страницах).
Подвергаемый давлению объем может быть заполнен, например, текучей средой, такой как сжатый воздух, масло или вода.
На фиг. 2 показан вариант осуществления, в котором нежесткая поверхность прижимного устройства 14 является вакуумной мембраной 30. Кроме того, для создания низкого давления в области между вакуумной мембраной и опорной поверхностью предусмотрена вакуумная установка 32, например вакуумный насос, таким образом, что воздействующее снаружи на вакуумную мембрану атмосферное давление вызывает пластическое формоизменение за счет прилегания заготовки к опорной поверхности. На фиг. 2 схематически представлено соединение 34 вакуумной установки 32 с областью между вакуумной мембраной 30 и опорной поверхностью 18. Необходимо отметить, что возможные присоединения и уплотнения вакуумной мембраны 30 относительно опорной поверхности 18 не представлены на фиг. 2, как это необходимо для создания вакуума в промежуточной области.
На фиг. 3А устройство 10 показано в состоянии, при котором заготовка 20, представленная здесь сплошной линией, располагается на опорной поверхности 18 укладочного устройства 12, и, кроме того, устройство 16 передачи давления уже прилегает к заготовке 20. Кроме того, вакуумная мембрана 30 позиционирована поверх устройства 16 передачи давления таким образом, что мембрана 30 соединена по боковым краевым областям 36 с укладочным устройством 12. На правой краевой области 36 присоединение 34 вакуумной установки 32 показано схематически. Кроме того, условно буквами Р и соответствующими стрелками показано, как атмосферное давление воздействует на вакуумную мембрану 30, причем в исходном состоянии, тем не менее, воздействие отсутствует, поскольку в области, охваченной вакуумной мембраной 30 и обозначенной ссылочным обозначением 38, присутствует давление, равное атмосферному. Только в результате приложения низкого давления вакуумной установкой 32 активируется действие атмосферного давления Р.
Фиг. 3Б показывает состояние, в котором заготовка 20 полностью деформирована и прилегает к опорной поверхности 18. Это достигнуто посредством воздействия мембраны 30 на устройство 16 передачи давления и воздействия устройства 16 передачи давления, в свою очередь, на заготовку 20.
Как показано также на фиг. 3Б, устройство передачи давления имеет, например, такой объем 40, что при прилегании устройства передачи давления к опорной поверхности 18 или же к полностью прилегающей заготовке 20, все вогнутости опорной поверхности, обозначенные на фиг. 3А ссылочными обозначениями 42, заполнены устройством 16 передачи давления таким образом, что вакуумная мембрана образует выпуклую огибающую поверхность 44.
Устройство 16 передачи давления содержит, например, сменный элемент 46 передачи давления, как это показано на фиг. 4.
Кроме того, может быть также предусмотрен набор 48 из элементов 50 передачи давления. Это также показано на фиг. 4, причем, тем не менее, необходимо отметить, что хотя взаимозаменяемость элемента 46 передачи давления и наличие набора 48 показаны в сочетании, однако их присутствие в таком сочетании не является необходимым. Другими словами, оба эти признака могут быть также предусмотрены независимо друг от друга и комбинироваться с другими представленными на других чертежах признаками.
Например, как показано на фиг. 4, несколько элементов передачи давления могут быть предусмотрены в направлении приложения давления в расположении друг над другом. Наряду с этим, также возможно предусматривать несколько элементов передачи давления, расположенных рядом друг с другом или последовательно друг за другом, что, однако, не представлено подробно.
Например, больший элемент передачи давления, например, элемент 46 передачи давления на фиг. 4, может быть использован совместно с двумя меньшими элементами передачи давления, например, обоими элементами 50 передачи давления на фиг. 4, при глубоком профилировании опорной поверхности 18, например, в форме сильно выдающейся вперед средней области 52, для обеспечения соответствующего деформирования или же прилегания заготовки 20.
Здесь необходимо недвусмысленно указать, что хотя на чертежах приведена опорная поверхность 18 со средней выступающей областью, выполняемой, например, для изготовления профиля с так называемым поперечным сечением «шляпа», кроме того, могут производиться также и другие профилирования опорной поверхности 18, которые, однако, не представлены подробно. То обстоятельство, что на чертежах сделаны отсылки только на схожее профилирование опорной поверхности 18, служит лишь для упрощения изложения, но ни в коем случае не означает, что речь при этом идет о ключевом признаке настоящего изобретения. Скорее, профили опорной поверхности 18 могут быть выбраны свободно.
Прежде всего, согласно данному изобретению может быть также предусмотрено профилирование с внутренним пазом, по меньшей мере до известной степени, поскольку за счет использования гибкого устройства передачи давления также и при таких формах может быть получено чистое пластическое формоизменение благодаря равномерному прилеганию заготовки к опорной поверхности 18 (подробно не представлено).
На фиг. 5А показан другой вариант осуществления, в котором устройство 16 передачи давления выполнено интегрированным в вакуумную мембрану 30, например, в виде снабженной передающим давление и деформируемым наполнителем полости 54, которая получена за счет двухстенной конструкции вакуумной мембраны 30.
Согласно другому варианту осуществления устройство 16 передачи давления выполнено с несколькими камерами 56, которые отделены членением 58 друг от друга. Членение 58 может препятствовать, например, перемещению наполнения 24 из одного сегмента или же одной камеры 56 в соседнюю камеру 56, либо соответственно, по меньшей мере уменьшать или же затормаживать такое перемещение в соседнюю камеру. Тем самым можно препятствовать, например, при глубоко профилированных опорных поверхностях вытеканию или же проседанию наполнения 24 в устройстве 16 передачи давления, прежде чем прижимное устройство 14 сможет создать давление на заготовку для пластического формоизменения.
Наполнитель 24 устройства передачи давления 16 представлен, например, текучей средой, жидкостью, гелем и/или свободным насыпным материалом из твердотельных частиц.
Применение жидкости предоставляет в распоряжение стабильный под давлением наполнитель.
Например, наполнитель может быть представлен наполнителем высокой вязкости, по меньшей мере, для частичного уменьшения перетекания наполнителя 24 в устройстве 16 передачи давления.
Например, наполнитель имеет динамическую вязкость по меньшей мере 100 Па*с.
Например, наполнитель может содержать маленькие шарики, которые предусмотрены для засыпки в устройство передачи давления, причем шарики прочные.
В дальнейшем, прежде всего, описаны шаги способа 100 изготовления профилированного конструкционного элемента со ссылками на фиг. 6. На первом шаге 110 расположения подлежащая формовке заготовка располагается на опорной поверхности укладочного устройства. Затем на втором шаге 112 расположения происходит расположение устройства передачи давления, которое, по меньшей мере, на обращенной к заготовке стороне содержит нежесткую оболочку, а также передающий давление и деформируемый наполнитель, причем расположение устройства происходит на заготовке. На третьем шаге 114 расположения прижимное устройство располагается на устройстве передачи давления, причем прижимное устройство содержит нежесткую поверхность, которая прилегает к устройству передачи давления, и причем нежесткая поверхность выполнена для переноса силы для пластического формоизменения на устройство передачи давления. Наконец, в ходе процесса 116 прижатия происходит прижатие подлежащей формовке заготовки к опорной поверхности посредством прижимного устройства через устройство передачи давления, причем заготовка деформируется в соответствии с профилем, заданным профилированием опорной поверхности.
Первый шаг 110 расположения обозначается также как шаг а), второй шаг 112 расположения как шаг б), третий шаг 114 расположения как шаг в) и процесс 116 прижатия как шаг г).
Согласно варианту осуществления (подробно не показан) нежесткая поверхность прижимного устройства прилегает, с одной стороны, к устройству передачи давления, а с другой стороны с помощью текучей среды является подвергаемой воздействию давления для передачи усилий пластического формоизменения. Для подвода давления нежесткая поверхность образует, например, объем, который может быть заполнен текучей средой, например, объем, растянутый сжатым воздухом (смотри ниже). В другом примере осуществления нежесткая поверхность является вакуумной мембраной 30. На шаге г) давление создается в области между вакуумной мембраной и опорной поверхностью посредством вакуумной установки таким образом, что воздействующее снаружи на вакуумную мембрану атмосферное давление действует через устройство передачи давления и создает пластическое формоизменение заготовки путем прикладывания ее к опорной поверхности. Получение низкого давления показано на фиг. 6 дополнительной рамкой 118, причем недвусмысленно указано на то, что этот шаг 118 представляет возможную опцию к шагам от а) до г), что обозначено пунктирной линией 120, соединяющей рамку 118 с процессом 116 прижатия.
Согласно другому примеру осуществления способа нежесткая поверхность прижимного устройства удерживается в местах крепления таким образом, что нежесткая поверхность, как в недеформированном первом состоянии, так и в формоизмененном втором состоянии образует выпуклый контур, и нежесткая поверхность является подвергаемой воздействию давления с помощью растягивающего напряжения для передачи усилия для пластического формоизменения.
В качестве другой опции может быть предусмотрено, например, перед шагом г), регулирование температуры заготовки для ее размягчения с помощью устройства передачи давления, что показано на фиг. 6 условно последующей рамкой 122, которая соединена посредством последующей пунктирной соединяющей стрелки 124 с шагами от а) до г), причем благодаря положению соединяющей стрелки 124 показано, что данное термостатирование осуществляется перед шагом г), и причем, однако указано, что регулирование температуры может быть предусмотрено также в связи с шагом б), показанным последующей рамкой 126 с соответствующей пунктирной линией связи, или также в связи с шагом г) (смотри последующую рамку 128). Поскольку регулирование температуры заготовки происходит посредством устройства 16 передачи давления, термостатирование осуществляется, во всяком случае, после шага 112 расположения до момента непосредственно перед началом процесса прижатия или же в определенной мере, также во время процесса прижатия 116.
Необходимо, тем не менее, указать, что хотя термостатирование 122 сочетается с признаками шагов от а) до г), а также представлено в сочетании с шагом создания вакуума, однако другие признаки также могут быть предусмотрены без регулирования температуры. В равной мере регулирование температуры может быть предусмотрено также без создания вакуума, например, если прижимное устройство представлено пленкой, которая для деформирования натягивается поверх заготовки, или нажимной подушкой, заполняемой сжатым воздухом или другой средой, которая давит на устройство передачи давления.
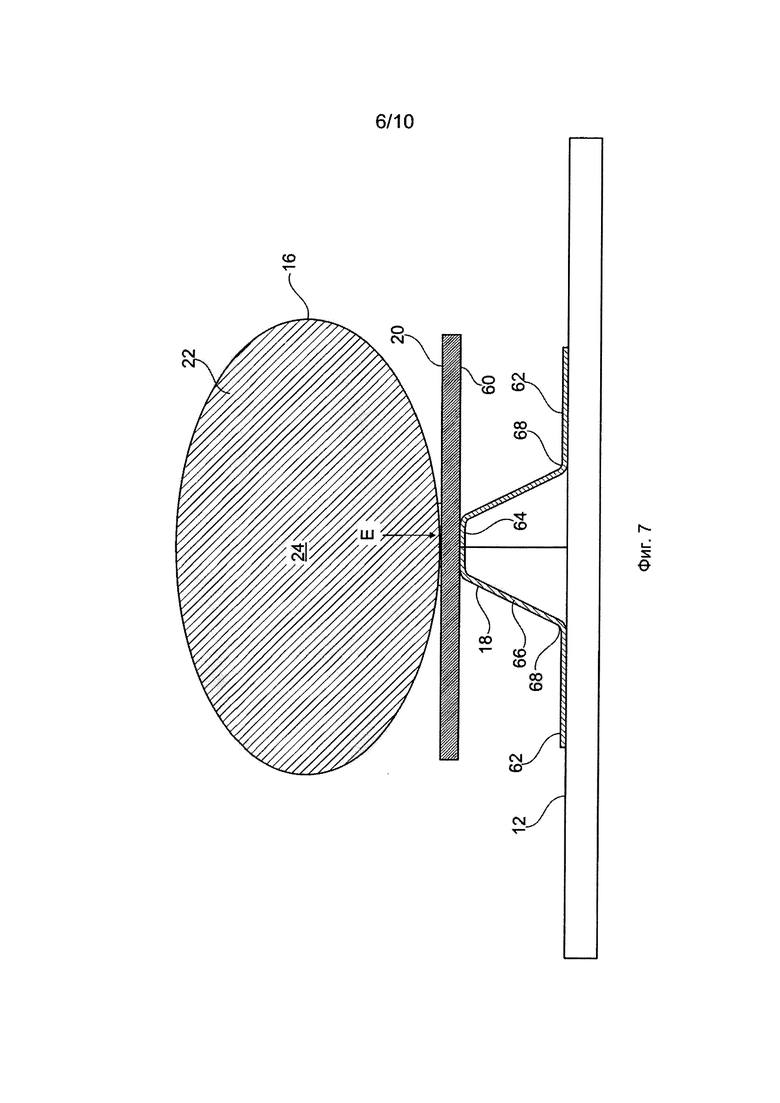
Фиг. 7 схематически показывает состояние варианта осуществления, в котором подлежащая формовке заготовка, выполненная, например, из волоконно-армированного композитного материала 60, расположена на опорной поверхности 18 укладочного устройства 12. В качестве опорной поверхности 18, например, может быть предусмотрен профильный сегмент, который образует сопряженную по форме деталь для пластического формоизменения подлежащей формовке заготовки 20. Как показано на фиг. 7, профиль или же опорная поверхность 18 содержит две боковые плоские области 62, а также среднюю выступающую плоскую область 64, причем в каждом случае выполнена наклонная переходная область 66 между плоскими боковыми областями 62 и средней выступающей плоской областью 64. Таким образом, эта профильная форма содержит располагающиеся внутри кромочные области 68, которые могут обозначаться также как вогнутые области формы.
Поверх заготовки 20 посредством контура эллиптической формы условно показано устройство 16 передачи давления с нежесткой оболочкой 22, а также с передающим давление и деформируемым наполнителем 24. Благодаря нежесткой оболочке 22 происходит, например под действием силы тяжести, приложение оболочки 22 к заготовке 20, что уже делает возможным нагревание заготовки, если, например, устройство передачи давления выполнено с регулированием температуры для подведения тепловой энергии, условно показанной стрелкой 70 и буквой Е или же также и для ее отведения, например, для охлаждения заготовки 20 посредством предварительно охлажденного устройства 16 передачи давления, например, для достижения заданной степени жесткости заготовки 20.
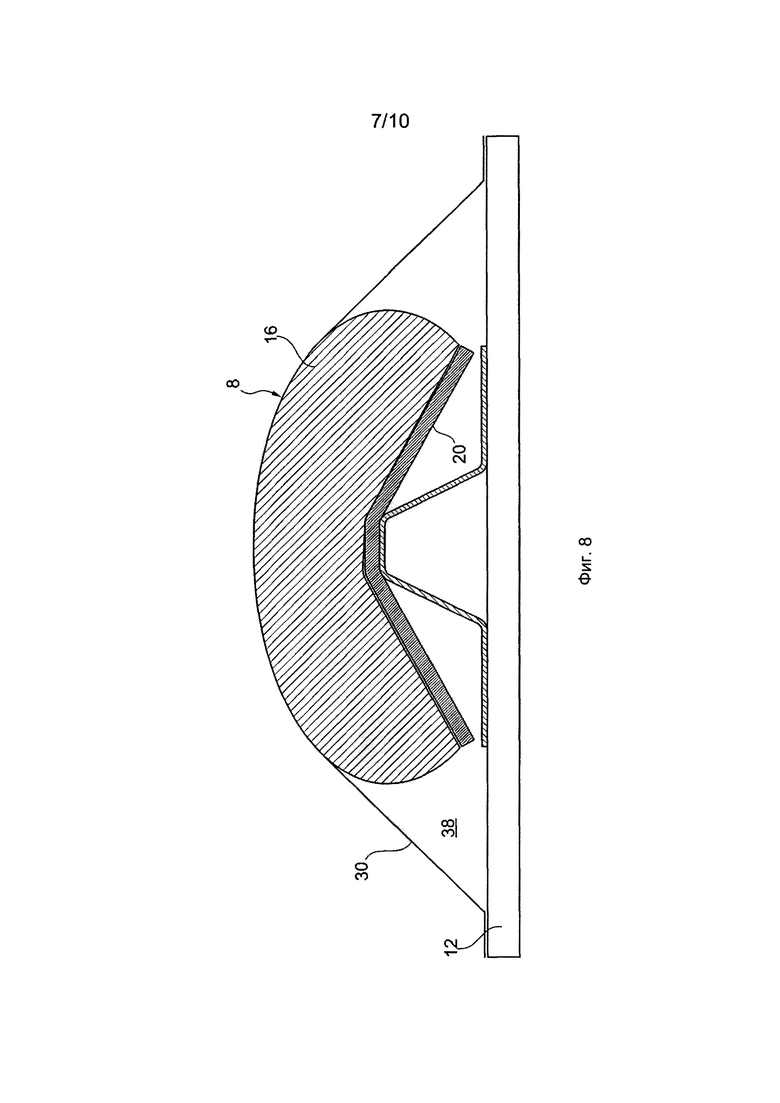
Затем, например, вакуумная мембрана 30 укладывается поверх устройства 16 передачи давления и соединяется с укладочным устройством 12 или же с опорной поверхностью 18, или их продолжениями, как это схематически показано на фиг. 8. На фиг. 8 заготовка 20 уже частично деформирована, что представлено в виде ее сгибания по бокам вниз. Другими словами, показанное на фиг. 8 состояние означает, что в области 38 между мембраной 30 и укладочным устройством 12 давление было приложено таким образом, что действующее снаружи атмосферное давление, схематически показанное стрелкой Р, вызвало пластическое формоизменение заготовки.
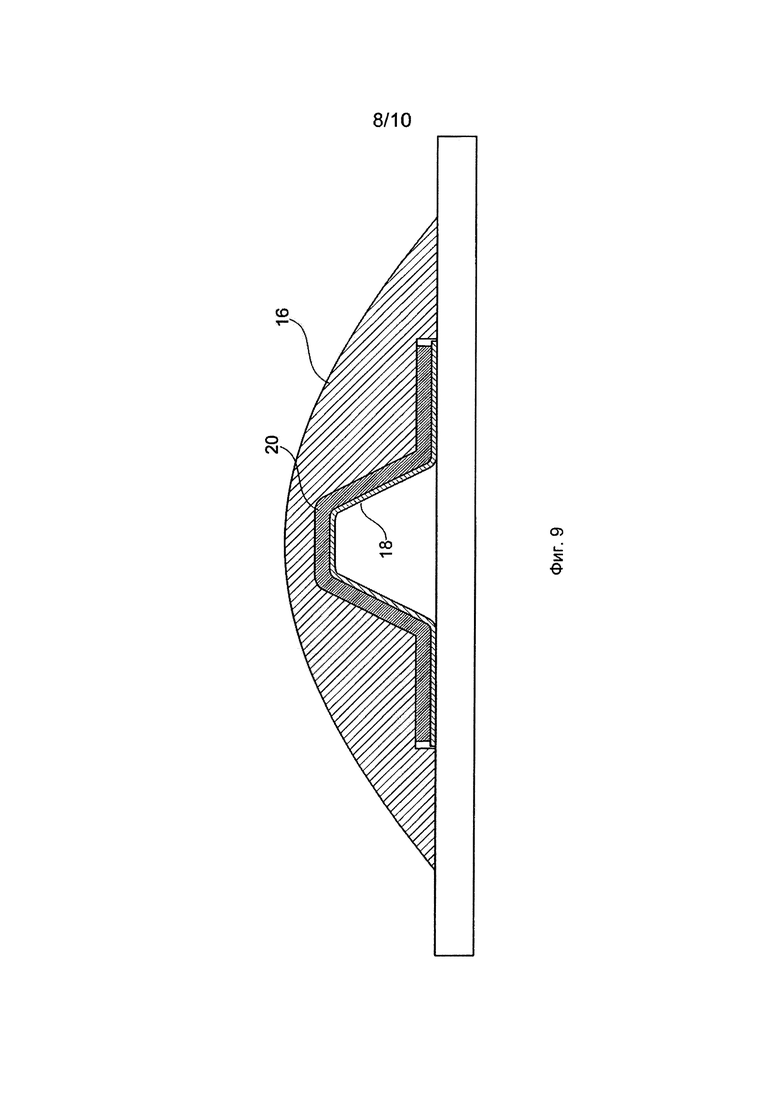
При дальнейшем приложении давления, устройство 16 передачи давления прижимается к заготовке 20 полностью и вызывает прикладывание заготовки 20 к опорной поверхности 18 таким образом, что заготовка 20, как показано на фиг. 9, полностью деформируется. Прежде всего, при этом осуществляется равномерное прижатие заготовки 20 на внутренних радиусах 68 вогнутости.
Необходимо отметить, что представление чертежей от 7 до 9 выполнено схематически и, прежде всего, форма устройства 16 передачи давления может от них отклоняться, прежде всего, в связи с фиг. 9, где устройство 16 передачи давления простирается вплоть до боковых клинообразных нерабочих областей. В данном случае может быть предусмотрен или же сформирован, само собой разумеется, также и другой переходный участок от вакуумной мембраны, которая прилегает к укладочному устройству 12, и покрывает затем элементы передачи давления или же устройство 16 передачи давления.
После того, как заготовка 20 деформирована полностью, также может быть предусмотрено охлаждение посредством устройства 16 передачи давления с регулированием температуры, например, посредством введенных в устройство 16 передачи давления охлаждающих или же нагревательных элементов, которые охлаждают заготовку для обеспечения, таким образом, сохранения заготовкой своей формы.
Тем самым можно деформировать, например, заготовки, которые стабильны по форме при комнатной температуре или же при нормальной температуре обработки, и подвергаются нагреванию и, соответственно, размягчению лишь для создания деформации посредством устройства 16 передачи давления, что делает деформацию возможной. За счет последующего охлаждения обеспечивается деформированная заготовка, которая может подвергаться последующим технологическим операциям, например следующему шагу обработки, например процессу отвердевания.
Под подлежащей формовке заготовкой 20 имеется в виду, прежде всего, слоистый композитный материал.
Фиг. 10 показывает другой пример осуществления, в котором нежесткая поверхность 26 прижимного устройства прилегает с одной стороны к устройству 16 передачи давления, а с другой стороны с помощью текучей среды является подвергаемой воздействию давления для передачи усилия для пластического формоизменения. Прилегающая к устройству 16 передачи давления сторона отмечена ссылочным обозначением 72, а другая сторона - ссылочным обозначением 74. Для подвода давления нежесткая поверхность 26 образует подвергаемый давлению объем 76. Например, нежесткая поверхность 26 представлена пленкой, которая герметично укреплена на креплении 78 таким образом, что объем 76 может быть наполнен сжатым воздухом, или также другим средством или текучей средой, например, водой, для обеспечения устройством 16 передачи давления нажима на деформируемую заготовку 20.
Например, крепление 78 пленки во время деформирования поддерживается неподвижным, и объем 76 все более заполняется сжатым воздухом или другим средством. В другом варианте осуществления крепление 78 пленки во время деформирования поддерживается подвижным в направлении перемещения деформирования. При этом объем 76 может все более заполняться сжатым воздухом или также находиться под более или менее постоянным давлением.
Фиг. 11 показывает вариант осуществления, в котором образованный нежесткой поверхностью 26 объем 76 расширяется до тех пор, пока заготовка 20 не окажется полностью прижата устройством 16 передачи давления к опорной поверхности 18. Внешние ограничения 80 могут быть предусмотрены для фокусировки расширения объема 76 в направлении пластического формоизменения.
Фиг. 12 показывает другой вариант осуществления, в котором нежесткая поверхность, выполненная, например, в виде пленки 82, прикреплена по первому боковому краю 84 к базовой поверхности 86, на которой расположена опорная поверхность 18 укладочного устройства. В данном случае пленка 82 укладывается поверх подлежащей деформированию заготовки 20 и ко второму боковому краю 88 прикладывается растягивающее напряжение 90 таким образом, что пленка 82 развивает усилие давления на устройство 16 передачи давления, которое воздействует, в свою очередь, на заготовку. Данный вариант осуществления подходит, прежде всего, для длинномерных конструкционных элементов в тех случаях, когда возможно приложение растягивающего напряжения на обеих длинных сторонах.
В другом (не показанном) варианте осуществления нежесткая поверхность, например пленка 82 на двух сторонах, например на обеих сторонах, или также по периметру подвергается воздействию растягивающей силы для создания воздействующего на устройство 16 передачи давления усилия давления.
Фиг. 13 показывает, наконец, еще один вариант осуществления, в котором нежесткая поверхность, например пленка 82, поддержана в крепежном устройстве 92, например рамке, по меньшей мере по двум противоположным краям. Крепление может быть произведено также по большему числу сторон, прежде всего, по периметру. Крепежное устройство 92 может также иметь форму коробчатого держателя, который образует открытый книзу контейнер. Отверстие закрыто, например, пленкой. Для прижатия устройства 16 передачи давления крепежное устройство 92 перемещается вниз или же в направлении заготовки. Пленка может быть, например, эластичной и прилегать к устройству 16 передачи давления таким образом, чтобы прикладывать все возрастающее давление, которое создает, наконец, пластическое формоизменение заготовки. Пленка также может неэластичной, то есть, быть выполненной устойчивой к натяжению, причем в данном случае места крепления должны быть податливы, чтобы обеспечивать компенсацию линейного удлинения, необходимого для прилегания пленки к контуру устройства 16 передачи давления (который изменяется в процессе деформирования). Зажимы могут быть выполнены податливыми, например, или нагруженными пружинами и поворотно подвижными для обеспечения необходимого хода.
Соответствующее изобретению устройство 16 передачи давления позволяет достичь, например, при использовании вакуумной мембраны простой и, тем не менее, точной деформации заготовки таким образом, чтобы, наряду с выигрышем времени, также получать более точное приспособление к заданному контуру. Кроме того, применение гибкого устройства передачи давления предлагает преимущество точного деформирования также и при не очень точном позиционировании устройства передачи давления на заготовке. При оснащении устройства передачи давления функцией регулирования температуры, например, применением геля с возможно более высокой теплоемкостью, возможно отказаться от дополнительных нагревательных устройств, например, лучистых нагревателей, что позволяет еще более упростить процесс деформирования при изготовлении профилированного конструкционного элемента.
Вышеописанные варианты осуществления могут быть комбинированы различными способами. Прежде всего, аспекты способа также могут быть использованы в вариантах осуществления устройств, а также в применении устройств, и наоборот.
В заключение необходимо отметить, что термин «всеобъемлюще» ни в коей мере не исключает других элементов или шагов, а термин «один» не исключает множественного числа. Кроме того, необходимо отметить, что признаки или шаги, которые были описаны ссылкой на один из вышеупомянутых вариантов осуществления, могут использоваться также в сочетании с другими признаками или шагами, относящимися к другим, описанным выше вариантам осуществления. Ссылочные обозначения в пунктах формулы изобретения не должны быть рассмотрены как ограничения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2047408C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕТАЛЛИЧЕСКОЙ ЛОПАТКИ ТУРБОМАШИНЫ | 2014 |
|
RU2569614C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ РОТОРА | 2013 |
|
RU2609169C2 |
| СПОСОБ УПЛОТНЕНИЯ ВОЛОКНИСТЫХ СТРУКТУР МЕТОДОМ ИНЖЕКЦИИ ПОЛИМЕРА В ФОРМУ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ | 2005 |
|
RU2391209C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| ФОРМОИЗМЕНЕНИЕ МЕТАЛЛИЧЕСКИХ ЛИСТОВ ПОД ДЕЙСТВИЕМ ДАВЛЕНИЯ ТЕКУЧЕЙ СРЕДЫ | 2004 |
|
RU2368447C2 |
| СПОСОБ ИНЕРЦИОННОЙ ШТАМПОВКИ ТРУБ | 2009 |
|
RU2401715C1 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2481913C2 |
| Способ изготовления гаечных ключей пластическим деформированием | 2021 |
|
RU2784307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |




Настоящее изобретение относится к устройству пластического формоизменения для изготовления профилированного конструкционного элемента. Техническим результатом является упрощение изготовления профилированного конструкционного элемента с улучшенным качеством конструкционных элементов. Технический результат достигается устройством пластического формоизменения для изготовления профилированного конструкционного элемента, содержащим укладочное устройство, прижимное устройство, и устройство передачи давления. Причем укладочное устройство содержит опорную поверхность для укладывания на нее подлежащей формовке заготовки. Прижимное устройство предусмотрено для прижатия подлежащей формовке заготовки к опорной поверхности. Устройство передачи давления на обращенной к заготовке стороне содержит нежесткую оболочку для прилегания к заготовке в недеформированном первом состоянии и для прилегания в формоизмененном втором состоянии, а также передающий давление и деформируемый наполнитель. При этом нежесткая оболочка выполнена с возможностью удерживания объема, охватываемого устройством передачи давления. Устройство передачи давления выполнено с возможностью расположения между прижимным устройством и подлежащей формовке заготовкой. Прижимное устройство содержит нежесткую поверхность, которая прилегает к устройству передачи давления, и причем нежесткая поверхность переносит силу для пластического формоизменения на устройство передачи давления. 2 н. и 15 з.п. ф-лы, 13 ил.
1. Устройство (10) пластического формоизменения для изготовления профилированного конструкционного элемента, содержащее:
- укладочное устройство (12),
- прижимное устройство (14), и
- устройство (16) передачи давления,
причем укладочное устройство содержит опорную поверхность (18) для укладывания на нее подлежащей формовке заготовки (20),
причем прижимное устройство предусмотрено для прижатия подлежащей формовке заготовки к опорной поверхности, и
причем устройство передачи давления, по меньшей мере, на обращенной к заготовке стороне содержит нежесткую оболочку (22) для прилегания к заготовке в недеформированном первом состоянии и для прилегания в формоизмененном втором состоянии, а также передающий давление и деформируемый наполнитель (24),
причем нежесткая оболочка (22) выполнена с возможностью удерживания объема (40), охватываемого устройством (16) передачи давления,
причем устройство передачи давления выполнено с возможностью расположения между прижимным устройством и подлежащей формовке заготовкой, и
причем прижимное устройство содержит нежесткую поверхность (26), которая прилегает к устройству передачи давления, и причем нежесткая поверхность переносит силу для пластического формоизменения на устройство передачи давления.
2. Устройство по п. 1, причем подлежащая формовке заготовка является волоконно-армированным композитным материалом (60).
3. Устройство по п. 1 или 2, причем нежесткая поверхность прижимного устройства прилегает с одной стороны к устройству передачи давления, а с другой стороны с помощью текучей среды является подвергаемой воздействию давления для передачи усилия для пластического формоизменения, и причем для подвода давления:
I) нежесткая поверхность образует подвергаемый воздействию давления объем, или
II) нежесткая поверхность является вакуумной мембраной (30),
причем для создания низкого давления в области между вакуумной мембраной и опорной поверхностью предусмотрена вакуумная установка (32) таким образом, что воздействующее снаружи на вакуумную мембрану окружающее атмосферное давление вызывает пластическое формоизменение за счет прилегания заготовки к опорной поверхности.
4. Устройство по п. 1 или 2, причем нежесткая поверхность прижимного устройства прикреплена к местам крепления таким образом, что нежесткая поверхность, как в недеформированном первом состоянии, так и в формоизмененном втором состоянии образует выпуклый контур, и причем нежесткая поверхность является подвергаемой воздействию давления с помощью растягивающего напряжения для передачи усилия для пластического формоизменения.
5. Устройство по п. 1, причем устройство передачи давления снабжено по периметру нежесткой оболочкой.
6. Устройство по пп. 1, 2 или 5, причем устройство передачи давления в качестве наполнителя содержит по меньшей мере одно из следующей группы:
- газообразные текучие среды,
- жидкости,
- гели, и
- свободные насыпные материалы из твердотельных частиц.
7. Устройство по п. 6, причем наполнитель устройства передачи давления имеет динамическую вязкость по меньшей мере 100 Па*с.
8. Устройство по пп. 1, 2, 5 или 7, причем объем (40) устройства передачи давления выполнен таким образом, что при прилегании устройства передачи давления к опорной поверхности все вогнутости (42) опорной поверхности заполнены устройством передачи давления таким образом, что вакуумная мембрана образует выпуклую огибающую поверхность (44).
9. Устройство по п. 6, причем объем (40) устройства передачи давления выполнен таким образом, что при прилегании устройства передачи давления к опорной поверхности все вогнутости (42) опорной поверхности заполнены устройством передачи давления таким образом, что вакуумная мембрана образует выпуклую огибающую поверхность (44).
10. Устройство по пп. 1, 2, 5, 7 или 9, причем устройство передачи давления имеет сменный элемент (46) передачи давления, и/или имеет набор (48), образованный элементами (50) передачи давления.
11. Устройство по п. 6, причем устройство передачи давления имеет сменный элемент (46) передачи давления, и/или имеет набор (48), образованный элементами (50) передачи давления.
12. Устройство по пп. 1, 2, 5, 7, 9 или 11, причем устройство передачи давления выполнено с возможностью регулирования температуры, и причем с помощью устройства передачи давления к подлежащей формовке заготовке является подводимой и отводимой от нее тепловая энергия (70).
13. Устройство по п. 1 или 2, причем опорная поверхность является сменной, и применимы различные профили поверхностей.
14. Способ (100) изготовления профилированного конструкционного элемента, который содержит следующие шаги:
а) размещение (110) подлежащей формовке заготовки на опорной поверхности укладочного устройства,
б) размещение (112) на заготовке устройства передачи давления, которое, по меньшей мере, на обращенной к заготовке стороне содержит нежесткую оболочку (22) для прилегания к заготовке в недеформированном первом состоянии и для прилегания в формоизмененном втором состоянии, а также передающий давление и деформируемый наполнитель, причем нежесткая оболочка (22) выполнена с возможностью удерживания объема (40), охватываемого устройством (16) передачи давления,
в) размещение (114) на устройстве передачи давления прижимного устройства, причем прижимное устройство содержит нежесткую поверхность, которая прилегает к устройству передачи давления, и причем с помощью нежесткой поверхности на устройство передачи давления передают усилие для пластического формоизменения,
г) прижатие (116) подлежащей формовке заготовки к опорной поверхности посредством прижимного устройства через устройство передачи давления и ее одновременное пластическое формоизменение.
15. Способ по п. 14, причем нежесткая поверхность прижимного устройства прилегает с одной стороны к устройству передачи давления, а с другой стороны с помощью текучей среды является подвергаемой воздействию давления для передачи усилия для пластического формоизменения, и причем для подвода давления:
I) нежесткая поверхность образует подвергаемый воздействию давления объем, или
II) нежесткая поверхность является вакуумной мембраной (30),
причем на шаге г) посредством вакуумной установки создают низкое давление (118) в области между вакуумной мембраной и опорной поверхностью таким образом, что воздействующее снаружи на вакуумную мембрану атмосферное давление вызывает пластическое формоизменение за счет прилегания заготовки к опорной поверхности.
16. Способ по п. 14, причем нежесткую поверхность прижимного устройства прикрепляют к местам крепления таким образом, что нежесткая поверхность образует выпуклый контур, как в недеформированном первом состоянии, так и в формоизмененном втором состоянии, и причем нежесткую поверхность подвергают воздействию давления с помощью растягивающего напряжения для передачи усилия для пластического формоизменения.
17. Способ по пп. 14, 15 или 16, причем перед шагом г) температуру заготовки для ее размягчения регулируют (122) посредством устройства передачи давления.
| DE 102010014545 B4, 19.09.2013 | |||
| EP 2070678 A1, 17.06.2009 | |||
| US 5242652 A, 07.09.1993 | |||
| US 4608220 A, 26.08.1986 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНОМ ДЕТАЛЕЙ ИНЖЕКЦИОННЫМ МЕТОДОМ | 2001 |
|
RU2217312C2 |

