Изобретение касается способа изготовления лопасти ротора, при котором заготовка в виде текстильного полуфабриката изготавливается из ряда плоских элементов структурных нетканых матов. Кроме того, изобретение касается устройства для изготовления заготовок для изготовления лопасти ротора.
Вышеназванный способ обычно выполняется как ручной способ укладки. При этом ряд плоских элементов структурных нетканых матов и других текстильных полуфабрикатов, таких как тканые, нетканые или волокнистые маты, вручную укладываются в форму. При необходимости вводятся элементы для повышения прочности или сэндвичные материалы. Полученный таким образом волокнистый полуфабрикат может непосредственно пропитываться синтетической смолой; оказалось предпочтительным, фиксировать изготовленный таким образом текстильный полуфабрикат и затем, для получения матрицы, посредством вакуумной инфузии пропитывать синтетической смолой или другим термореактивным полимером, и/или эластомером, и/или термопластом. Вышеназванный ручной способ укладки находит применение, в частности, для изготовления лопастей ротора для ветровой энергетической установки. Текстильный полуфабрикат изготавливается в виде заготовки вышеназванным ручным способом укладки в формовочной секции, извлекается из формы и предпочтительно передается на последующую вакуумную инфузию для пропитывания полуфабриката.
При этом может быть проблематичным, что фиксация выложенных вручную структурных нетканых матов возможна только сравнительно высоко трудоемким образом. Ручной способ укладки может только условно поддаваться менеджменту качества или оптимизации процесса. В частности, автоматизация способа до сих пор оказывается в высшей степени проблематичной. Более легко автоматизируемые способы получения волокнистых композитных материалов, такие как способ литья под давлением или листовое ламинирование, для волокнистого композита размера лопасти ротора, как у ветровой энергетической установки, применяться не могут. Желателен автоматизированный способ изготовления заготовки для изготовления лопасти ротора.
Из уровня техники принципиально известны по концепции способы получения нетканых структур. Они предусматривают раскрой внутри укладочной конструкции, при этом раскроенная ткань затем забирается грейферным устройством, разъединяется и позиционируется, чтобы фиксироваться на ленте или укладочном столе с другими неткаными структурами; после этого совокупность соединенных нетканых структур должна еще раз транспортироваться и помещаться в форму, а также после этого подвергаться сборке. Такой, в принципе известный, способ не пригоден для применения для крупных конструктивных элементов, таких как лопасть ротора для ветровой энергетической установки.
Здесь применяется изобретение, задачей которого является предложить способ и устройство для изготовления лопасти ротора, при котором изготавливается заготовка в виде текстильного полуфабриката из ряда плоских элементов структурных нетканых матов.
Задача этого способа решается с помощью способа вышеназванного рода, который в соответствии с изобретением включает в себя следующие этапы:
- подготовка формовочной секции для заготовки в укладочном портале;
- подготовка структурного нетканого мата в виде свернутого плоского элемента на укладочном ролике;
- автоматизированное развертывание структурного нетканого мата;
- автоматизированное нанесение клея на структурный нетканый мат в формовочной секции в укладочном портале.
В частности, в одном из усовершенствований может быть предусмотрено, чтобы автоматизированное развертывание происходило при обкатывании укладочным роликом формовочной секции и при разматывании плоского элемента с укладочного ролика и при одновременной укладке структурного нетканого мата в формовочную секцию в укладочном портале.
Особенно предпочтительно подготовка структурного нетканого мата происходит при установке укладочного ролика в креплении обкатывающего инструмента укладочного портала. В частности, нанесение клея происходит при вводе клея в аппликатор клея в креплении инструмента для склейки укладочного портала.
Концепция изобретения, в частности с учетом вышеназванных усовершенствований, включает в себя также устройство для изготовления заготовок для изготовления лопасти ротора, посредством которого изготавливается заготовка в виде текстильного полуфабриката из ряда плоских элементов структурных нетканых матов и которое выполнено с укладочным порталом. В соответствии с изобретением это устройство имеет:
- приемное устройство для подготовки формовочной секции для заготовки в укладочном портале;
- крепление обкатывающего инструмента, выполненное для подготовки структурного нетканого мата в виде свернутого плоского элемента на укладочном ролике и выполненное для автоматизированного развертывания структурного нетканого мата в формовочной секции в укладочном портале;
- крепление инструмента для склейки, выполненное для автоматизированного нанесения клея на структурный нетканый мат в формовочной секции в укладочном портале;
- направляющая система для направления креплений инструментов по отдельности или в комбинации по формовочной секции.
Изобретение исходит из того рассуждения, что автоматизированный ввод структурных нетканых матов в формовочную секцию создает основу для автоматизированного изготовления заготовки. Помимо этого, изобретение обнаружило, что автоматизированный способ может выполняться непосредственно в формовочной секции. Кроме того, изобретение обнаружило, что структурный нетканый мат, в частности с учетом пригодности для изготовления лопасти ротора, может подготавливаться в виде свернутого плоского элемента на укладочном ролике.
Следуя этой концепции, в соответствии с изобретением предусмотрено, что структурный нетканый мат развертывается автоматизированно, и клей автоматизированно наносится на структурный нетканый мат в формовочной секции в укладочном портале. Концепция изобретения оказывается обладающей преимуществом по сравнению с принципиально известными до сих пор подходами к автоматизации, так как транспортные пути для изготовления заготовки практически отсутствуют, потому что она может практически полностью изготавливаться в укладочном портале как полуфабрикат.
Более того, концепция изобретения следует подходу предусмотреть ряд подвижных инструментов, однако по меньшей мере одно крепление обкатывающего инструмента и одно крепление инструмента для склейки, чтобы осуществлять автоматизированное развертывание структурного нетканого мата и автоматизированное нанесение клея. Эта концепция может применяться гибко, в зависимости от потребности также при варьировании последовательности или одновременном исполнении этапов автоматизации. Кроме того, оказывается, что при автоматизированном способе возможен менеджмент качества, а также оптимизация процесса. В частности, автоматизированный способ пригоден также для включения в автоматизированную упорядоченную укладку раскроенных структурных нетканых матов в свернутом виде перед подготовкой структурного нетканого мата.
Предпочтительные усовершенствования изобретения содержатся в зависимых пунктах формулы изобретения и приводят, в частности, предпочтительные возможности усовершенствования концепции изобретения, касающейся способа и устройства, с дополнительными преимуществами.
Предпочтительно один единственный структурный нетканый мат в свернутом виде может подготавливаться в распоряжение на укладочном ролике. Однако на укладочном ролике может также подготавливаться больше одного структурного нетканого мата, каждый в виде свернутого плоского элемента; это снижает трудоемкость замены укладочных роликов или, соответственно, ввода укладочного ролика, снабженного структурным нетканым матом, и вывода укладочного ролика без структурного нетканого мата.
Перед автоматизированным развертыванием структурного нетканого мата или, соответственно, после первого частичного развертывания структурного нетканого мата и перед полным развертыванием структурного нетканого мата оказалось предпочтительным, чтобы структурный нетканый мат фиксировался на формовочной секции. Во всяком случае, это оказывается предпочтительным тогда, когда речь идет о первом структурном нетканом мате. Благодаря этому предотвращается проскальзывание структурного нетканого мата во время процесса развертывания до полного разматывания плоского элемента с укладочного ролика. Так, структурный нетканый мат может укладываться в формовочную секцию с точным положением.
В рамках одного из особенно предпочтительных усовершенствований уложенный структурный нетканый мат прижимается к формовочной секции и/или к находящимся под ним структурным нетканым матам частично изготовленной заготовки. Прижатие уложенного структурного нетканого мата может происходить по всей поверхности или, в зависимости от потребности, также только по части поверхности структурного нетканого мата. В частности, оказалось предпочтительным прижатие части поверхности, такой как краевая область или перекрывающаяся область разных структурных нетканых матов. В частности, прижатая часть поверхности структурного нетканого мата включает в себя такие части поверхности, на которые нанесен клей. Автоматизированный способ применим также в областях заготовки, которые при вышеназванном ручном способе укладки доступны только с трудом, обычно это области сильного изгиба формовочной секции за пределами горизонтальных областей, то есть, в частности, области стенки формовочной секции. Здесь прижатие может включать в себя любого рода вдавливание или тому подобную передачу давления.
Подготовка структурного нетканого мата включает в себя, в частности, установку укладочного ролика в креплении обкатывающего инструмента укладочного портала. Нанесение коагуляция включает в себя, в частности, ввод клея в аппликатор клея в креплении инструмента для склейки укладочного портала.
В рамках одного из предпочтительных усовершенствований первый структурный нетканый мат фиксируется на втором структурном нетканом мате в формовочной секции при нанесении клея. В зависимости от степени автоматизации, нанесение клея может предпочтительно происходить в перекрывающейся области или краевой области каждого структурного нетканого мата.
В частности, изготовление заготовки возможно путем повторения по меньшей мере этапов обкатывания и нанесения для данного количества плоских элементов структурных нетканых матов. При этом рабочие ходы могут устанавливаться в эффективной последовательности, сменяться или предпочтительным образом комбинироваться. Так, в зависимости от потребности, может получаться однонаправленная, двунаправленная или разнонаправленная нетканая структура, включающая в себя ряд структурных нетканых матов.
В частности, в рамках первого варианта оказалось предпочтительным, чтобы развертывание и нанесение, в частности также прижатие, происходило одновременно в одном единственном рабочем ходе. Укладочный портал имеет для этого предпочтительно по меньшей мере одно крепление обкатывающего инструмента и одно крепление инструмента для склейки, предпочтительно также одно крепление прижимного инструмента.
Во втором варианте развертывание и нанесение, в частности также прижатие, может происходить за два рабочих хода, в частности при возвратно-поступательном движении крепления инструмента. Для этого может быть предусмотрено, чтобы на укладочном портале было предусмотрено только одно единственное крепление инструмента, которое, однако, имеет различные инструменты, такие как, например, сменные обкатывающие инструменты, прижимные инструменты и/или инструменты для склейки. Так как инструмент для склейки, в принципе, может заменяться только очень трудоемким образом, оказалось предпочтительным, чтобы по меньшей мере дополнительно к креплению инструмента для склейки было предусмотрено другое крепление инструмента, в частности крепление обкатывающего инструмента, и/или крепление прижимного инструмента, или же крепление инструмента, имеющее сменный обкатывающий инструмент и прижимной инструмент.
В одном из предпочтительных вариантов осуществления предлагаемого изобретением устройства оно имеет сенсорные средства, которые могут передвигаться вместе с креплением инструмента, и предназначены для того, чтобы регистрировать напряжение растяжения, которое действует на размотанные, еще не прижатые участки структурного нетканого мата. Благодаря этому достигается возможность контроля напряжения растяжения, действующего со стороны обкатывающего инструмента при обкатывании структурного нетканого мата. Для успешного обкатывания структурного нетканого мата, с одной стороны, требуется достигать определенного напряжения растяжения, чтобы на формовочной секции не происходило образования складок. С другой стороны, напряжение растяжения не может быть слишком большим, так как иначе разумное формование по формовочной секции будет уже невозможно. Путем контроля напряжения растяжения можно удерживать его на предопределенном значении, либо вручную, либо с помощью техники управления или, соответственно, регулирования.
Также предпочтительно сенсорные средства имеют сенсоры расстояния, которые предназначены для регистрации провисания размотанных, еще не прижатых участков структурного нетканого мата. Степень провисания является мерой высоты напряжения растяжения; чем ниже напряжение растяжения, тем больше провисает свободный участок структурного нетканого мата между обкатывающим инструментом и формовочной секцией. Когда сенсорные средства, такие как, например, сенсоры расстояния, сканируют определенный участок, например, всегда один и тот же вертикальный участок участков структурного нетканого мата между обкатывающим инструментом и формовочной секцией, со степенью провисания изменятся расстояние между сенсорами и участком структурного нетканого мата.
В другом предпочтительном варианте осуществления предлагаемое изобретением устройство имеет один или несколько компенсирующих роликов, которые расположены в креплении инструмента таким образом, что обкатываемый укладочным роликом структурный нетканый мат перед прижатием к формовочной секции одно- или многократно изменяет направление, при этом предпочтительно этот один или несколько компенсирующих роликов имеют сенсорные средства для регистрации напряжения растяжения, которое действует на размотанные, еще не прижатые участки структурного нетканого мата. Предпочтительно этот один или несколько компенсирующих роликов являются подвижными относительно крепления инструмента. По одному из альтернативных или дополняющихся вариантов осуществления компенсирующие ролики могут быть подвижными пассивно и/или приводными. При движении компенсирующего ролика посредством изменения напряжения растяжения участков структурного нетканого мата, которые хотя и обкатаны, но еще не прижаты, может регистрироваться изменение напряжения растяжения. Путем активного передвижения компенсирующих роликов относительно крепления инструмента возможно повышение или понижение напряжения растяжения, действующего на участки структурного нетканого мата, потому что он, в зависимости от того, где находится компенсирующий ролик, изменяет направление в различной степени. Путем управляемого или, соответственно, регулируемого передвижения компенсирующих роликов, таким образом, возможно также регулирование напряжения растяжения.
В рамках первого предпочтительного варианта осуществления, например, при возвратно-поступательной последовательности рабочих ходов по оси заготовки лопасти ротора нанесение клея может происходить непосредственно перед развертыванием структурного нетканого мата. Альтернативно нанесение клея также дополнительно или альтернативно может происходить непосредственно после прижатия структурного нетканого мата.
В одном из также возможных при необходимости вариантов осуществления рабочий ход может выполняться только в одном направлении и чередоваться с холостым ходом. Так, клей может наноситься всегда в одинаковом направлении непосредственно после развертывания структурного нетканого мата. В одной из альтернатив нанесение клея может также происходить непосредственно перед развертыванием структурного нетканого мата. В первой альтернативе оказалось предпочтительным, чтобы дополнительно или альтернативно нанесение клея происходило непосредственно после прижатия. Во второй альтернативе оказалось предпочтительным, чтобы дополнительно или альтернативно нанесение клея происходило непосредственно перед прижатием структурного нетканого мата.
В качестве прижимного инструмента оказался предпочтительным прижимной ролик, валик, щуп или тому подобное. В качестве инструмента для склейки, в частности, оказалась предпочтительной емкость-плавитель для клея, содержащая клей для горячей склейки или тому подобное.
Предпочтительно консоль или консоли крепления прижимного инструмента установлены в креплении инструмента с возможностью поворота вокруг по меньшей мере одной, предпочтительно вокруг нескольких осей. Альтернативно или дополнительно консоль или консоли предназначены для крепления прижимного инструмента с возможностью поворота вокруг одной, предпочтительно вокруг нескольких осей.
Путем поворота консолей крепления прижимного инструмента или поворота самих закрепленных на консолях инструментов значительно улучшается прилегание консолей к геометрии формовочной секции. Кроме того, также путем бокового смещения крепления прижимного инструмента при больших ширинах формовочной секции могут надежно удовлетворительным образом обводиться самые разные геометрии формовочной секции без необходимости, соответственно сильно варьирующейся в зависимости от формовочной секции ширине, держать для этого наготове соответствующий жесткий прижимной инструмент.
В другом предпочтительном варианте осуществления крепление прижимного инструмента и/или консоль или, соответственно, консоли имеют сенсорные средства для регистрации передаваемой прижимной силы. Особенно предпочтительно, чтобы прижимные инструменты были передвижными относительно формовочной секции, чтобы расстояние от них до формовочной секции могло дополнительно регулироваться в зависимости от зарегистрированной прижимной силы, в частности, посредством увеличения или уменьшения расстояния между формовочной секцией и прижимным инструментом, чтобы удерживать прижимную силу в предопределенных пределах. Путем повышения прижимной силы при постоянной скорости обкатывания обкатывающего инструмента повышается напряжение растяжения структурного нетканого мата. Чтобы обеспечить по возможности постоянный характер обкатывания, предпочтительно подстраивать прижимную силу путем целенаправленного следящего управления или, соответственно, дополнительного регулирования положения прижимного инструмента. Так, даже при изменяющихся геометриях формовочной секции или изменяющихся текстурах структурного нетканого мата всегда обеспечивается по существу постоянная прижимная сила.
Для выполнения предлагаемого изобретением способа устройство предпочтительно имеет блок управления, который предназначен для подготовки виртуального изображения заготовки и автоматизированного движения крепления обкатывающего инструмента для развертывания структурного нетканого мата, и/или для автоматизированного движения крепления инструмента для склейки для нанесения клея в соответствии с образцом движения, предусмотренным виртуальным изображением и согласованным с ним. Кроме того, предпочтительно блок управления предназначен для автоматизированной упорядоченной укладки и извлечения укладочных роликов, снабженных бесконтактно считываемым идентификационным и/или защитным признаком, в частности в виде RFID-элемента.
Направляющая система предпочтительно выполнена в виде системы тяг, имеющей ходовой рельс; ходовой рельс предпочтительно адаптирован к наружной форме формовочной секции.
В рамках одного из особенно предпочтительных усовершенствований способ имеет также этап: подготовка виртуального изображения заготовки. При использовании виртуального изображения инструмент в креплении инструмента может двигаться в соответствии с согласованным с ним образцом движения. В частности, оказалось предпочтительным, чтобы крепление обкатывающего инструмента для развертывания структурного нетканого мата выполнялось автоматизированно в соответствии с предусмотренным виртуальным изображением и согласованным с ним образцом движения. Дополнительно или альтернативно оказалось предпочтительным, чтобы крепление инструмента для склейки для нанесения клея выполнялось в соответствии с предусмотренным виртуальным изображением и согласованным с ним образцом движения. Так, возможно эффективное установление последовательности и оптимизация во времени процессов развертывания, а также оптимизация этапов прижатия и приклеивания в отношении прижимной силы и нанесения клея, например, температуры, количества клея и тому подобного. В целом автоматизированный способ может при этом варьироваться, индивидуально адаптируясь к виртуальному изображению заготовки, и оптимизироваться в менеджменте качества.
В рамках другого особенно предпочтительного усовершенствования предусмотрено, что способ изготовления лопасти ротора включен в автоматизированный способ хранения и производства. Предпочтительно предусмотрено, что укладочные ролики автоматизированно упорядоченно укладываются и извлекаются. Для этого оказалось предпочтительным, чтобы каждый укладочный ролик был бы снабжен бесконтактно считываемым идентификационным и/или защитным признаком. В частности, пригоден идентификационный и/или защитный признак, известный как RFID-элемент.
Теперь примеры осуществления изобретения описываются ниже с помощью чертежа. Этот чертеж изображает примеры осуществления без соблюдения размеров, более того, чертеж, служащий для пояснения, выполнен в схематизированном и/или слегка искаженном виде. В отношении дополнений к непосредственно распознаваемым на чертеже решениям ссылаемся на соответствующий уровень техники:
фиг. 1: технологическая схема одного из предпочтительных вариантов осуществления способа изготовления;
фиг. 2: один из вариантов осуществления укладочного портала, имеющего крепление обкатывающего инструмента и крепление инструмента для склейки в первом рабочем положении;
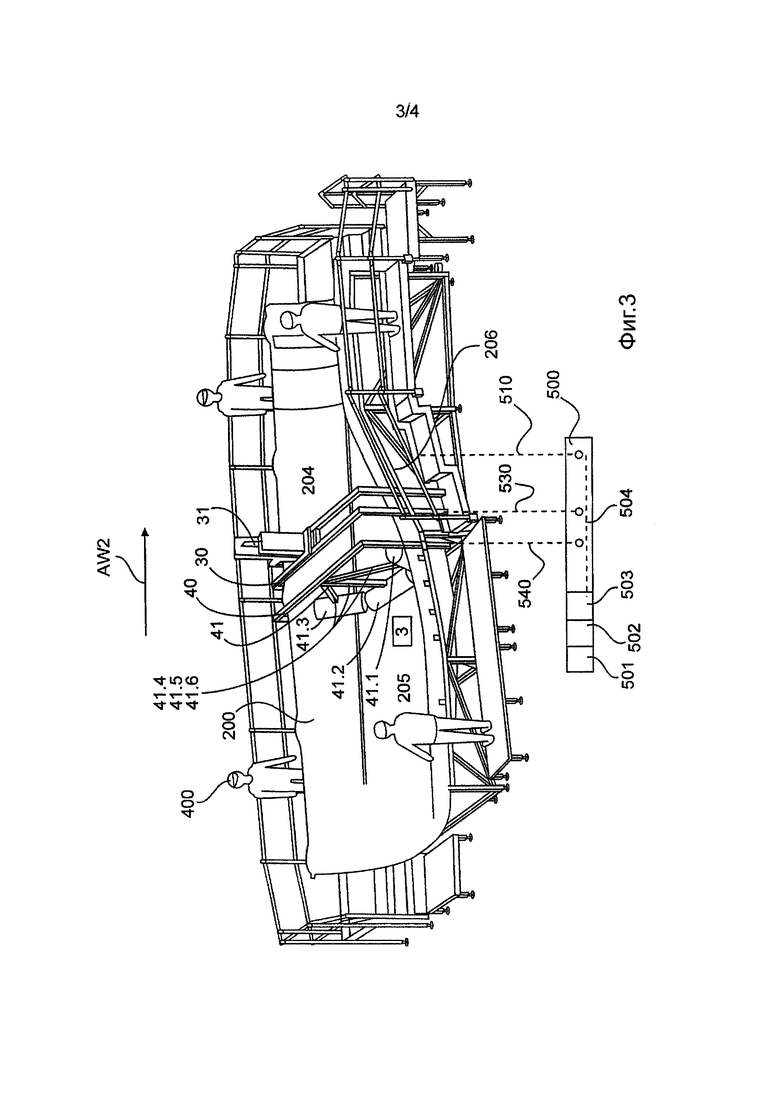
фиг. 3: укладочный портал с фиг. 2, имеющий крепление обкатывающего инструмента, которое также может использоваться в качестве крепления прижимного инструмента при замене обкатывающего инструмента на прижимной инструмент, здесь снабженное прижимным инструментом в виде трех роликов во втором рабочем положении укладочного портала; и
фиг. 4: схематичный пространственный детальный вид крепления обкатывающего инструмента по одному из предпочтительных вариантов осуществления.
На фиг. 1 схематично показан пример предпочтительного технологического процесса одного из примеров осуществления способа изготовления заготовки для лопасти ротора. На виде (A) в связи с этим изображен основной процесс изготовления заготовки в виде текстильного полуфабриката из ряда плоских элементов структурных нетканых матов. На виде (B) изображено, что вышеназванный основной процесс может включаться в предпочтительный автоматизированный технологический процесс складирования или, соответственно, упорядоченной укладки с маркировкой раскроенных структурных нетканых матов. На виде (C) изображено, как вышеназванный основной процесс получения заготовки может продолжаться при последующей вакуумной инфузии для пропитывания заготовки смолой.
Прежде всего, со ссылкой на вид (A) фиг. 1, на первом участке способа, начиная от стартовой точки K1, в первом этапе SI1 способа производится первое закладывание множества раскроенных плоских элементов структурных нетканых матов. Закладывание может происходить таким образом, чтобы один единственный структурный нетканый мат был намотан на один единственный укладочный ролик. Размещение может также происходить таким образом, чтобы ряд структурных нетканых матов в свернутом виде был намотан на один укладочный ролик; причем в известной последовательности. В этапе SI1 происходит идентификация, при необходимости декодирование и идентификация снабженного защитным признаком используемого укладочного ролика и выгрузка его из магазина. В этапе SI2 выгруженный укладочный ролик, включающий в себя плоский элемент одного структурного нетканого мата, крепится в креплении обкатывающего инструмента для развертывания структурного нетканого мата укладочного портала.
На параллельно проходящем втором участке I способа, начиная от соединительной точки K2, подготавливается в распоряжение формовочная секция для заготовки в укладочном портале. Для этого в первом этапе SII1 способа формовочная секция в виде негативной формы крепится в надлежащем приемном устройстве укладочного портала. Во втором этапе SII2 для формовочной секции подготавливается в распоряжение виртуальное изображение в виде CAD-модели или подобной ей структуры данных, размеры заготовки. Виртуальное изображение заготовки включает в себя, в частности, положение, размеры, а также граничные и перекрывающиеся области плоских элементов структурных нетканых матов, используемых для получения заготовки. Соответствующая линейная модель вышеназванных краевых перекрывающихся или граничных областей может служить шаблоном для образца движения, который согласован с вышеназванной линейной моделью, чтобы в более позднем этапе способа задавать позиционирование и движение обкатывания крепления обкатывающего инструмента, а также позиционирование и дозирование для крепления инструмента для склейки. Вышеназванная линейная модель может также служить шаблоном для согласованного с ней образца движения крепления прижимного инструмента, с соответствующим позиционированием прижимного инструмента и значениями давления в данных положениях.
На третьем участке III способа происходит автоматизированное развертывание структурного нетканого мата в этапе SIII1 в укладочном портале. В укладочном портале происходит также автоматизированное прижатие структурного нетканого мата к формовочной секции или к соседним или лежащим под ним структурным нетканым матам в этапе SIII2. На третьем участке III технологического процесса способа происходит также в этапе SIII3 автоматизированное нанесение клея на развернутый структурный нетканый мат в формовочной секции в укладочном портале. В этапе SIII4 укладочный ролик, являющийся пустым укладочным роликом крепления обкатывающего инструмента укладочного портала, может снова извлекаться, после того как были развернуты один или данное количество структурных нетканых матов. Этапы SIII1, SIII2, SIII3, SIII4 могут многократно повторяться в цикле SIII0, причем до тех пор, пока все необходимые для получения заготовки структурные нетканые маты не будут развернуты, снабжены клеем и прижаты друг к другу. Когда заготовка изготовлена, в узловой точке K3 заготовка может подготавливаться в распоряжение на дальнейшую обработку.
Отображенное в этапе SIII1 автоматизированное развертывание структурного нетканого мата происходит обычно при обкатывании SIII11 укладочным роликом формовочной секции, в то время как он закреплен с возможностью вращения в креплении обкатывающего инструмента укладочного портала. Крепление обкатывающего инструмента для разматывания в SIII12 может задавать соответствующую латеральную скорость продвижения по формовочной секции, а также согласованную с ней скорость обкатывания укладочным роликом формовочной секции. Когда плоский элемент размотан на укладочном ролике на первую часть в SIII12a таким образом, что он начальным отрезком ложится на формовочную секцию в соответствующем положении, этот начальный отрезок может фиксироваться на формовочной секции и/или на соседнем примыкающем или перекрывающемся плоском элементе уже выложенного структурного нетканого мата в SIII12. Тогда затем, при дальнейшем обкатывании укладочного ролика, плоский элемент может полностью разматываться с укладочного ролика в SIII12b и при этом одновременно укладываться в формовочную секцию в укладочном портале в SIII12c. В SIII13 пустой укладочный ролик отрывается от уложенного плоского элемента.
Узловую точку K2 предваряет изображенное здесь на фиг.1B автоматизированное и идентифицированное закладывание плоских элементов структурных нетканых матов в свернутом виде на множество укладочных роликов. Для этого в предварительном участке 0 способа, начиная от узловой точки K0, каждый укладочный ролик обозначен идентификационным и/или защитным признаком, здесь в виде RFID-элемента. При этом идентификационный и/или защитный признак может бесконтактно считываться, и нанесен на укладочный ролик в этапе S01. В этапе S02 происходит закладывание обозначенного таким образом и повторно идентифицируемого укладочного ролика. Автоматизированная упорядоченная укладка заканчивается в узловой точке K1, к которой может примыкать вышеназванный первый участок I основного процесса способа.
По окончании основного процесса для дальнейшей обработки в вышеназванной узловой точке K3 заготовка для дальнейшей обработки, а именно, в частности, для последующей вакуумной инфузии, для пропитывания заготовки смолой или другим надлежащим полимером, таким как, например, эластомерные термопласты или тому подобные, может подвергаться дальнейшей обработке для получения матрицы для структурных нетканых матов. Для этого на четвертом участке IV способа в этапе SIV1 заготовка вводится в устройство для вакуумной обработки и пропитывается матричным материалом или импрегнируется иным образом. Затем в следующем этапе SIV2 способа после оценки надлежащей окончательной обработки заготовки ряд заготовок подвергаются сборке с получением лопасти ротора. Таким образом, способ структурного изготовления лопасти ротора сначала заканчивается в узловой точке K4.
После этого на структуре лопасти ротора производятся другие мероприятия, например выполнение разъемов лопасти ротора, молниеотводов, окраски или другой чистовой обработки лопасти ротора.
Для наглядного пояснения, в частности, вышеназванных этапов SIII1, SIII2 и SIII3 способа ниже со ссылкой на фиг. 2 и фиг. 3 описывается предпочтительный укладочный портал в рамках одного из вариантов осуществления, имеющий выполненное в качестве примера крепление обкатывающего инструмента, крепление инструмента для склейки и крепление прижимного инструмента.
Для этого на фиг. 2 показан укладочный портал 100, имеющий выполненное здесь в виде каркасной конструкции приемное устройство 10 для подготовки формовочной секции 200 для заготовки, а также крепление 20 обкатывающего инструмента и крепление 30 инструмента для склейки. Кроме того, на фиг. 3 показано крепление 40 прижимного инструмента. Крепление 20 обкатывающего инструмента применяется в комбинации с креплением 30 инструмента для склейки, а затем крепление прижимного инструмента в комбинации с креплением 30 инструмента для склейки. В случае настоящего варианта осуществления крепление обкатывающего инструмента и крепление прижимного инструмента выполнены в виде моста, который вместе с также слегка модифицированным образом выполненным мостом для крепления 30 инструмента для склейки может совершать возвратно-поступательное движение по адаптированной, подобно рельсу, к формовочной секции рельсовой системе 50 по формовочной секции 200. Обкатывающий инструмент 21 или, соответственно, прижимной инструмент 41 может устанавливаться с возможностью замены на мосту соответственно для образования крепления 20 обкатывающего инструмента или, соответственно, крепления прижимного инструмента.
Кроме того, укладочный портал имеет также выполненные в виде каркаса пешеходные мостки 300, которые имеют ряд платформ 310 и ступеней 320, чтобы надлежащим образом адаптироваться к изменению высоты заготовки или, соответственно, формовочной секции. На мостках 300 имеется достаточно пространства для движения и обработки для обслуживающего персонала 400, который может поддерживать, наблюдать и при необходимости дистанционно управлять автоматизированным процессом или, соответственно, также осуществлять вмешательство вручную в случае, когда наблюдение автоматизированного процесса приводит к этой необходимости.
Формовочная секция 20 в показанном здесь варианте осуществления представляет собой различимым образом негативную форму лопасти ротора, начиная от области 201 разъема лопасти ротора примерно до одной трети длины лопасти ротора.
Показанный здесь укладочный портал 1000, имеющий выполненную в виде каркаса инструментальную часть 100, включающую в себя крепления 20, 30, 40 инструментов, а также направляющую систему 50, имеет, кроме того, символически изображенный блок 500 управления, который выполнен посредством соответствующих разъемов и предусмотренных для них проводов 510, 520, 530, 540 блоков управления, чтобы управлять и/или регулировать крепления инструментов и направляющую систему в запрограммированных заданных условиях движения. Для этого в устройстве 500 для управления и/или регулирования заложена модель данных для виртуального изображения 501 заготовки, а также согласованная с ней линейная и/или каркасная модель для изображения швов, перекрывающихся областей, граничных областей или другая структурная модель, пригодная для выполнения линий и поверхностей приклеивания. Такая структурная модель может служить основанием для согласованного с ней и заложенного в устройстве 500 образца 503 движения, который служит основой для сигналов движения, подаваемых на провода 510, 520, 530, 540 регулирования и управления. Это изображено на фиг. 2 и фиг. 3 соответствующими линиями 504 потока данных к проводам 510, 520, 530, 540 управления и регулирования.
Концепция процесса движения, который в настоящем случае можно видеть на фиг. 2 и фиг. 3, в этом варианте осуществления заключается в том, чтобы начиная от узкой стороны формовочной секции 200, здесь стороны ступицы лопасти 201 ротора, одновременно в первом рабочем ходе, называемом здесь прямым ходом, посредством крепления обкатывающего инструмента заложить в инструментальную систему 100 структурный нетканый мат, и в том же рабочем ходе посредством крепления 30 инструмента для склейки нанести клей на структурный нетканый мат в надлежащих местах приклеивания, например, следуя областям шва, граничным или перекрывающимся областям в соответствии со структурной моделью 502. Прямое движение первого рабочего хода в настоящем случае показано в виде AW1 на фиг. 2. Второй рабочий ход AW2, называемый здесь обратным ходом или обратным движением, показан на фиг. 3. В то время как первый рабочий ход проходит от области 201 ступицы к конечной области 202 заготовки или, соответственно, формовочной секции 200, второй рабочий ход AW2 проходит от конечной области 202 формовочной секции к области 201 ступицы лопасти ротора. Во втором рабочем ходе AW2, как изображено на фиг. 3, опционально еще раз наносится клей на уложенный тем временем структурный нетканый мат, и структурный нетканый мат прижимается подходящим креплением прижимного инструмента.
Следует понимать, что описанное здесь возвратно-поступательное движение, включающее в себя показанный первый и второй рабочий ход AW1, AW2, в качестве примера реализовано в виде рабочих ходов во встречном направлении. Также в качестве примера подразумевается замена обкатывающего инструмента крепления 20 обкатывающего инструмента прижимным инструментом крепления 40 прижимного инструмента в конечной области 202 формовочной секции для начала обратного движения. Также может быть, например, предусмотрено, чтобы крепления 20, 30, 40 инструментов, расположенные рядом друг с другом, в этой последовательности в однонаправленном первом рабочем ходе AW1 укладывали структурный нетканый мат, наносили на него клей и прижимали. Также в одном из модифицированных вариантов осуществления каждый рабочий ход может производиться только в одном направлении и только при укладывании или прижатии структурного нетканого мата. Обе возможности одного варианта осуществления могут комбинироваться для получения заготовки и применяться, в зависимости от потребности, соответственно индивидуальным требованиям к расположению структурного нетканого мата внутри заготовки. Определенные структурные нетканые маты могут, например, укладываться посредством возвратно-поступательного движения, другие, возможно, только посредством однонаправленного рабочего хода. Наконец, способ организации рабочих ходов, а также соответствующий образец движения для этой инструментальной системы 100 определяется согласованным образцом 503 движения, который учитывает индивидуальные потребности заготовки на основе модели 501 данных или, соответственно, структурной модели 502 для структурных нетканых матов.
В настоящем случае крепление 20 инструмента содержит обкатывающий инструмент 21, таким образом, что укладочный ролик 22 с возможностью вращения может вращаться или, соответственно, продвигаться по направляющей системе с надлежащей заданной образцом движения скоростью обкатывания. Также в образце 503 движения заданы движения пуска и останова для фиксации в рамках отдельных процессов этапа SIII1.
С этим согласовано продвижение крепления 30 инструмента для склейки, в котором установлен аппликатор 31 клея, в настоящем случае в виде системы емкости с клеем для нанесения клея, являющегося клеем для горячей склейки. Клей посредством направляющей системы 32, имеющей в настоящем случае две наносящие консоли 32.1, 32.2, может наноситься на структурный нетканый мат в областях приклеивания, заданных образцом 503 движения. Пригодны плавящиеся клеи для горячей склейки на базе ПУР (полиуретана). Пригодна также, в частности, любая другая форма клея на основе эпоксидной смолы, в частности, когда он не содержит восстановителей или растворителей. Нанесение клея происходит путем напыления или наливания при повышенной температуре, обычно более 100°, в то время как структурные нетканые маты обычным образом имеют температуру не более 40°, то есть, например, примерно температуру помещения при температуре клея примерно 115°. Емкость-плавитель аппликатора 31 клея может подготавливаться в распоряжение в различном варианте осуществления и модификации. Пригодна также сдвоенная система емкости-плавителя по меньшей мере из двух емкостей-плавителей для обеспечения непрерывной работы, когда одна из емкостей-плавителей опорожнена. Предпочтительными клеями являются, как было сказано, реактивные клеи, такие как ПУР. Однако оказывается, что пригодны и другие клеи. Аппликатор 31 клея в изображенном здесь варианте осуществления имеет крепление 31.1 для емкости, снабженное надлежащей системой дозирования для обслуживания системы 32 трубопроводов, например, надлежащего контроля давления и моторики трехфазного тока для осуществления дозирования насосами. Кроме того, аппликатор клея имеет надлежащую робототехнику 31.2 для позиционирования и манипулирования компонентами, а также терминал 31.3 управления и обслуживания, который, к тому же, обеспечивает электроснабжение и прочее обслуживание и логистику, а также процессы мониторинга аппликатора 31 клея. Посредством 31.3 возможно также дистанционное управление действиями по обслуживанию и состоянием машин, без необходимости непосредственного нахождения обслуживающего персонала 400 возле аппликатора 31 клея.
На фиг. 3 показана ситуация автоматизированной обработки заготовки после укладывания структурного нетканого мата во втором рабочем ходе AW2. Рабочий процесс предусматривает повторное нанесение клея с помощью аппликатора 31 клея в креплении 30 инструмента для склейки. Хотя это не обязательно, однако, тем не менее, опционально, если, например, обслуживающий персонал 400 установит, что при первом рабочем ходе AW1 было нанесено недостаточно клея; это могло бы быть возмещено во втором рабочем ходе AW2, а затем вслед за этим посредством крепления 40 для прижимного инструмента ранее заложенный структурный нетканый мат мог бы прижиматься к формовочной секции 200 или ранее заложенным примыкающим или перекрывающимся структурным нетканым матом. Первый, еще частично свернутый структурный нетканый мат 1 на фиг. 2 показан символически. Частично размотанный и частично уложенный структурный нетканый мат показан на фиг.2 под позицией 2, а полностью уложенный и уже прижатый структурный нетканый мат показан на фиг. 3 под позицией 3.
Прижимной инструмент 41 имеет в настоящем случае прижимные ролики 41.1, 41.2, 41.3 в количестве трех, которые зафиксированы каждый на консоли 42.1, 42.2, 42.3 фиксирующей системы 42 с возможностью вращения. Система консолей или, соответственно, каждая из консолей 42.1, 42.2, 42.3 имеет также соответствующие исполнительные элементы, которые передают прижимную силу роликов 41.1, 41.2, 41.3 на структурный нетканый мат 3, а также при необходимости другие области заготовки в форме 200 в соответствии с образцом 503 движения.
В частности, в области изгибов формовочной секции или, соответственно, заготовки сверху или, здесь, сбоку, а именно, в частности, посредством прижимных роликов 41.1, 41.2, 41.3, нетканая структура частично изготовленной заготовки вдавливается в изгиб, например, изгиб 204 или, соответственно, 206 боковой стенки формовочной секции, чтобы оптимально адаптировать нетканую структуру к контуру формовочной секции 200. В принципе, это относится также к практически горизонтально ориентированной области 205 формовочной секции 200. Здесь проявляется значительное преимущество автоматизированного способа по сравнению с ручным выполнением ручной укладки. С одной стороны, больше не требуется, чтобы обслуживающий персонал ходил или ползал по нетканой структуре; тем самым предотвращено создание нежелательного давления или точечного давления. Кроме того, сильно изогнутые или высокие области, такие как области 204, 206, в формовочной секции 200 теперь уже могут обрабатываться с таким же качеством, как и практически горизонтальная часть 205 формовочной секции 200; обусловленные различным изгибом или ориентацией различия возможности доступа при этом больше не влияют на оптимальное выполнение нетканой структуры; на последнее влияют, прежде всего, именно нанесение клея и условия прижатия.
В результате устройство при включении системы CAD, а также задании образца 503 движения и структурной модели 502 на основе модели 501 данных CAD имеет очень значительные преимущества при разработке менеджмента качества и индивидуальном манипулировании каждой отдельной заготовкой или, соответственно, формовочной секцией 200. Нетканая структура, включающая в себя ряд плоских элементов структурных нетканых матов, может при этом оптимальным образом адаптироваться к контуру заготовки или, соответственно, формовочной секции 200 вследствие предпочтительно описанной здесь автоматизации способа и конструктивных параметров укладочного портала 100. Кроме того, оказывается, что описанный здесь вариант осуществления особенно хорошо может включаться в более крупный автоматизированный процесс помещения на склад и извлечения со склада, а также в целом автоматизированное изготовление лопасти ротора.
На фиг. 4 изображена часть предлагаемого изобретением устройства 1000 (укладочный портал) на пространственном виде сбоку. На фиг. 4 показан процесс обкатывания структурного нетканого мата в направлении AW1. Показан, в частности, вариант обкатывающего инструмента 21, установленный на руке робота, обладающей возможностью многоосного движения, в креплении 20 инструмента. Удерживаемый обкатывающим инструментом 21 и размотанный укладочный ролик 22 перед достижением формовочной секции 200 изменяет направление посредством компенсирующего ролика 23. При этом участок 24 структурного нетканого мата между укладочным роликом 22 и формовочной секцией 200 провисает. Компенсирующий ролик 23 подвижен в направлении стрелки 25, в частности обладает возможностью поворота и/или поступательного передвижения, чтобы можно было варьировать степень провисания на участке 24. Опционально крепление 20 инструмента имеет (не изображенные) сенсорные средства для регистрации напряжения растяжения. (Не изображенные) сенсорные средства регистрируют либо расстояние от места стационарной установки в креплении 20 инструмента до структурного нетканого мата на участке 24, либо положение компенсирующего ролика 23. Предпочтительно обкатывающий инструмент 21 и привод компенсирующего ролика 23 соединены с блоком 500 управления сигнальной связью (канал передачи данных не изображен), чтобы при взаимном согласовании регулировать скорость обкатывания обкатывающего инструмента 21 и положение компенсирующего ролика 25 так, чтобы напряжение растяжения, которое действует на структурный нетканый мат, оставалось в предопределенных пределах. Предопределенные пределы напряжения растяжения должны выбираться при предварительных испытаниях так, чтобы в зависимости от материала структурного нетканого мата не происходило образование складок, а также не возникало настольно высокое напряжение растяжения, чтобы формование структурного нетканого мата по формовочной секции затруднялось или было невозможным.



Изобретение относится к способу изготовления лопасти ротора, а также к устройству для изготовления заготовок для изготовления лопасти ротора. Согласно способу изготавливается заготовка в виде текстильного полуфабриката из ряда плоских элементов структурных нетканых матов, предпочтительно для использования при последующей вакуумной инфузии. Способ включает подготовку формовочной секции для заготовки в укладочном портале. Осуществляют подготовку структурного нетканого мата в виде свернутого плоского элемента на укладочном ролике, автоматизированное развертывание структурного нетканого мата и автоматизированное нанесение клея на структурный нетканый мат в формовочной секции в укладочном портале. Изобретение обеспечивает повышение качества получаемых изделий. 2 н. и 14 з.п. ф-лы, 4 ил.
1. Способ изготовления лопасти ротора, при котором заготовку в виде текстильного полуфабриката изготавливают из ряда плоских элементов структурных нетканых матов, предпочтительно для использования при последующей вакуумной инфузии, включающий следующие этапы:
- подготовка формовочной секции для заготовки в укладочном портале;
- подготовка одного или нескольких структурных нетканых матов в виде свернутого плоского элемента на укладочном ролике;
- автоматизированное развертывание структурного нетканого мата, предпочтительно при обкатывании укладочным роликом формовочной секции, разматывание плоского элемента с укладочного ролика при одновременном укладывании структурного нетканого мата в формовочную секцию в укладочном портале;
- автоматизированное нанесение клея или подобного ему адгезионного средства на структурный нетканый мат в формовочной секции в укладочном портале;
- подготовка виртуального изображения заготовки и автоматизированное движение крепления обкатывающего инструмента для развертывания структурного нетканого мата и/или автоматизированное движение крепления инструмента для склейки для нанесения клея в соответствии с образцом движения, предусмотренным виртуальным изображением и согласованным с ним; и
- автоматизированная упорядоченная укладка и извлечение укладочных роликов, снабженных бесконтактно считываемым идентификационным и/или защитным признаком.
2. Способ по п. 1, дополнительно включающий один, несколько или все этапы:
фиксация по меньшей мере одного из структурных нетканых матов на формовочной секции, в частности после первого частичного развертывания и перед полным развертыванием; прижатие уложенного структурного нетканого мата к формовочной секции, в частности всей поверхности или части поверхности структурного нетканого мата, такой как часть поверхности в краевой области, перекрывающейся области, стыковой области или другой области, предусмотренной для образования шва между этим структурным нетканым матом и другим структурным нетканым матом;
установка укладочного ролика в креплении обкатывающего инструмента укладочного портала;
ввод клея в аппликатор клея в креплении инструмента для нанесения клея укладочного портала; фиксация первого структурного нетканого мата на втором структурном нетканом мате в формовочной секции при нанесении клея;
повторение по меньшей мере этапов развертывания и нанесения для данного количества плоских элементов структурных нетканых матов, в частности для образования однонаправленной, двунаправленной или разнонаправленной нетканой структуры с рядом структурных нетканых матов.
3. Способ по п. 1 или 2, отличающийся тем, что развертывание и нанесение, в частности также прижатие, осуществляют одновременно в одном рабочем ходе.
4. Способ по п. 1 или 2, отличающийся тем, что развертывание и нанесение, в частности также прижатие, осуществляют за два рабочих хода, в частности при возвратно-поступательном движении крепления инструмента.
5. Способ по п. 1 или 2, отличающийся тем, что автоматизированное развертывание структурного нетканого мата осуществляют в одном рабочем ходе, начиная от узкой стороны формовочной секции.
6. Способ п. 1, отличающийся тем, что бесконтактно считываемым идентификационным и/или защитным признаком является RFID-элемент.
7. Устройство для изготовления заготовок для изготовления лопасти ротора, посредством которого может изготавливаться заготовка в виде текстильного полуфабриката из ряда плоских элементов структурного нетканых матов, предпочтительно для использования при последующей вакуумной инфузии, содержащее укладочный портал, имеющий:
- приемное устройство для подготовки формовочной секции для заготовки в укладочном портале;
- крепление обкатывающего инструмента, выполненное для подготовки структурных нетканых матов в виде свернутого плоского элемента на укладочном ролике и выполненное для автоматизированного развертывания структурного нетканого мата в формовочной секции в укладочном портале;
- крепление инструмента для склейки, выполненное для автоматизированного нанесения клея на структурный нетканый мат в формовочной секции в укладочном портале;
- направляющую систему для подачи креплений инструментов по отдельности или в комбинации по формовочной секции;
- блок управления, который предназначен для подготовки виртуального изображения заготовки и автоматизированного движения крепления обкатывающего инструмента для развертывания структурных нетканых матов, и/или для автоматизированного движения крепления инструмента для склейки для нанесения клея в соответствии с образцом движения, предусмотренным виртуальным изображением и согласованным с ним; причем
- блок управления предназначен также для автоматизированной упорядоченной укладки и извлечения укладочных роликов, снабженных бесконтактно считываемым идентификационным и/или защитным признаком.
8. Устройство по п. 7, дополнительно содержащее крепление прижимного инструмента для прижатия уложенного структурного нетканого мата к формовочной секции.
9. Устройство по п. 7 или 8, отличающееся тем, что снабжено креплением инструмента, имеющим сменный инструмент, а именно сменный обкатывающий инструмент, в частности укладочный ролик и/или сменный прижимной инструмент, в частности прижимной ролик, валик, щуп или тому подобное и/или сменный инструмент для склейки, присоединенный к аппликатору клея.
10. Устройство по п. 9, отличающееся тем, что снабжено сенсорными средствами, которые выполнены с возможностью передвижения вместе с креплением инструмента и предназначены для регистрации напряжения растяжения, которое действует на размотанные, еще не прижатые участки структурного нетканого мата.
11. Устройство по п. 10, причем сенсорные средства имеют сенсоры расстояния, которые предназначены для регистрации провисания размотанных, еще не прижатых участков структурного нетканого мата.
12. Устройство по п. 10 или 11, отличающееся тем, что снабжено одним или несколькими компенсирующими роликами, которые расположены в креплении инструмента таким образом, что размотанный с укладочного ролика структурный нетканый мат перед прижатием к формовочной секции одно- или многократно изменяет направление, при этом предпочтительно этот один или несколько компенсирующих роликов имеют сенсорные средства для регистрации напряжения растяжения, которое действует на размотанные, еще не прижатые участки структурного нетканого мата.
13. Устройство по п. 9, отличающееся тем, что крепление прижимного инструмента имеет по меньшей мере одну консоль для прижимного инструмента, такого как прижимной ролик, валик, щуп или тому подобное.
14. Устройство по п. 13, отличающееся тем, что консоль или консоли крепления прижимного инструмента установлены в креплении инструмента с возможностью поворота вокруг по меньшей мере одной, предпочтительно нескольких осей и/или консоль или консоли предназначены для крепления прижимного инструмента с возможностью поворота вокруг одной, предпочтительно нескольких осей.
15. Устройство по п. 13 или 14, отличающееся тем, что крепление прижимного инструмента и/или консоль или, соответственно, консоли имеют сенсорные средства для регистрации создаваемой прижимной силы, и предпочтительно прижимные инструменты выполнены с возможностью передвижения относительно формовочной секции таким образом, что расстояние от них до формовочной секции может дополнительно регулироваться в зависимости от зарегистрированной прижимной силы, в частности посредством увеличения или уменьшения расстояния, для удержания прижимной силы в заданных пределах.
16. Устройство по п. 8, отличающееся тем, что бесконтактно считываемым идентификационным и/или защитным признаком является RFID-элемент.
| ТРЕУГОЛЬНОЕ КРЫЛО ДЛЯ СВЕРХЗВУКОВЫХ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 2011 |
|
RU2487050C1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ДИСЛОКАЦИИ ГОЛОВНОГО МОЗГА ПРИ ЕГО КОМПРЕССИИ | 2009 |
|
RU2433782C2 |
| WO 2009156157 A1, 30.12.2009 | |||
| Устройство для определения фазового перехода теплоносителя в нагнетательных скважинах | 1987 |
|
SU1469113A1 |
| СПОСОБ УКЛАДКИ ПО МЕНЬШЕЙ МЕРЕ ОДНОГО СЛОЯ МАТЕРИАЛА НА РЕЛЬЕФНУЮ ПРЕСС-ФОРМУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2423236C2 |

