Настоящее изобретение относится к способу получения парафинового продукта из углерод со держащего сырья, который включает следующие стадии: (a) частичное окисление углеродсодержащего сырья, чтобы получить смесь, содержащую водород и монооксид углерода, (b) проведение синтеза Фишера-Тропша с использованием смеси, полученной на стадии (a), и извлечение отходящего газа из синтеза Фишера-Тропша.
Такой способ описан в документах WO-A-03/035590 и WO-A-03/035591. В этих публикациях описана рециркуляция отходящего газа, который там называется «хвостовым газом», обратно в реактор синтеза Фишера-Тропша, на стадию (b) или в реактор газификации на стадию (a). В реакторе газификации CO и H2 образуются в реакции, обратной синтезу Фишера-Тропша. Согласно одной из указанных публикаций, отходящий газ может содержать воду, CO2, CH4, N2, непрореагировавший синтез-газ (H2 и CO) и парообразные углеводородные продукты.
Хотя некоторое количество отходящего газа можно рециркулировать в реактор синтеза Фишера-Тропша, рециркуляция всего отходящего газа в реактор синтеза Фишера-Тропша приводит к накоплению CO2, CH4 и инертных газов, и таким образом, снижается количество углеводородов, произведенных в реакторе синтеза Фишера-Тропша. Это справедливо в случае использования угля, биомассы или природного газа в качестве углеродсодержащего сырья.
Подача отходящего газа обратно в реактор газификации (в котором получается смесь H2 и CO) приводит к проблемам, связанным с соотношением H2/CO. Например, в реакторе газификации угля обычно получается газ с соотношением H2/CO меньше, чем предпочтительное соотношение для осуществления стадии (b). Рециркуляция отходящего газа в реактор газификации приведет к еще большему снижению указанного соотношения. В случае газификации природного газа, подача отходящего газа обратно в реактор газификации (в котором получается смесь H2 и CO) также приведет к проблемам, связанным с соотношением H2/CO.
Третьим вариантом, раскрытым в документе WO 03/035590, является использование отходящего газа в качестве топлива для производства электроэнергии. Однако на практике в этом случае не может потребляться весь доступный отходящий газ.
Способы, в которых отходящий газ используется более эффективным образом, описаны в документах US 2008023497 А1 и ЕР 1860063.
В одном способе, описанном в документах US 2008023497 А1 и ЕР 1860063, отходящий газ синтеза Фишера-Тропша гидрируют в первом реакторе и подвергают реакции конверсии водяного газа во втором реакторе. Образовавшийся отходящий газ синтеза Фишера-Тропша, с пониженным содержанием олефинов и пониженным содержанием монооксида углерода, подают в реактор парового риформинга.
В первом реакторе гидрируются ненасыщенные углеводороды. В документе US 2008023497 А1 описано, что катализаторы медь/оксид цинка являются подходящими катализаторами для гидрогенизации олефинов. В патенте ЕР 1860063 перечислены медь/оксид цинка, никель, никель/вольфрам, кобальт/молибден и сульфидированные никель/молибденовые катализаторы как подходящие для гидрогенизации олефинов, причем предпочтительным является катализатор медь/оксид цинка, более предпочтителен катализатор медь/оксид цинка, к которому добавлен марганец.
Во втором реакторе монооксид углерода удаляется за счет взаимодействия с водой по реакции конверсии водяного газа. В указанной реакции образуются диоксид углерода и водород. В документе US 2008023497 А1 описано, что железо/хромовые катализаторы являются подходящими для реакции конверсии водяного газа. В патенте ЕР 1860063 перечислены железо/хромовый, медь/оксид цинка и никель/кобальтовый катализаторы, как подходящие для реакции конверсии водяного газа.
В другом способе, описанном в документах US 2008023497 А1 и ЕР 1860063, отходящий газ синтеза Фишера-Тропша подвергают гидрогенизации с использованием катализатора предварительного риформинга, который также способствует метанированию монооксида углерода. В этом случае одновременно протекают процессы гидрогенизации олефинов и удаление монооксида углерода в одном реакторе. В US 2008023497 А1 перечислены: никель/Al2O3, железный, кобальтовый, NiMo, TiW, платиновый, рутениевый и рениевый катализаторы в качестве подходящих катализаторов предварительного риформинга. В патенте ЕР 1860063 перечислены платиновый, рутениевый и рениевый катализаторы, и катализаторы на основе никеля, например, никель на оксиде алюминия, в качестве подходящих катализаторов предварительного риформинга.
Настоящее изобретение относится к оптимизированному способу. В частности способ гидрирования отходящего газа из реактора синтеза Фишера-Тропша оптимизирован таким образом, чтобы добиться весьма стабильных характеристик эксплуатации катализатора. Это является преимуществом, поскольку теперь оптимальные условия способа можно поддерживать в течение всего периода эксплуатации катализатора гидрогенизации, причем значительно увеличивается срок службы катализатора.
Настоящее изобретение относится к способу получения парафинового продукта из углеродсодержащего сырья, который включает следующие стадии:
(a) частичное окисление углеродсодержащего сырья, с получением смеси, содержащей водород и монооксид углерода,
(b) осуществление синтеза Фишера-Тропша с использованием смеси, полученной на стадии (a), и извлечение парафинового продукта и отходящего газа из синтеза Фишера-Тропша,
(c) по меньшей мере часть отходящего газа из синтеза Фишера-Тропша подвергают гидрогенизации, используя молярное отношение пар/отходящий газ в диапазоне от 0,5 до 1,5, предпочтительно от 0,7 до 1,5, и катализатор, содержащий медь и цинк, или катализатор, содержащий медь, цинк и марганец,
(d) по меньшей мере часть газа, образовавшегося на стадии (c), подвергают превращению, используя катализатор на основе никеля, который содержит не более 0,2 масс. % кобальта, не более 0,2 масс. % железа и не более 0,2 масс. % рутения, в расчете на общую массу катализатора, и
(e) получение водородсодержащего газа из по меньшей мере части газа, образовавшегося на стадии (d), предпочтительно используя процесс риформинга, более предпочтительно используя процесс парового риформинга, еще более предпочтительно с использованием процесса риформинга метана с водяным паром, процесса адиабатического парового риформинга, процесса парового риформинга с огневым нагревателем, или автотермического процесса парового риформинга, наиболее предпочтительно с использованием процесса адиабатического парового риформинга или процесса риформинга метана с водяным паром.
Предпочтительно все стадии способа настоящего изобретения проводят в порядке перечисления. Способ может включать дополнительные стадии.
Заявители обнаружили, что за счет осуществления стадии (e) отходящий газ может найти применение в качестве сырья для получения водородсодержащего газообразного продукта. Это выгодно, поскольку в способе, который усовершенствован настоящим изобретением, требуется дополнительное количество водорода для того, чтобы или оптимизировать соотношение водород/CO в синтез-газе, полученном на стадии (a), и/или чтобы дополнительно повысить качество продуктов, полученных на стадии (b) с помощью одной или нескольких стадий гидроочистки.
Кроме того, заявители обнаружили, что относительно высокое молярное отношение водяной пар/отходящий газ на стадии (c) приводит к повышенному потреблению монооксида углерода после гидрогенизации олефинов и/или парафинов на стадии (c).
Более того, на стадии (c) образуется меньше кислородсодержащих соединений, по сравнению с процессом гидрогенизации, в котором используется более низкое молярное отношение водяной пар/отходящий газ. Это выгодно, так как кислородсодержащие соединения могут блокировать активные центры медь/цинкового катализатора гидрогенизации, и таким образом, снизить его активность. Кроме того, это выгодно, так как кислородсодержащие соединения могут превращаться в олефины при контакте с катализатором на основе никеля на стадии (d), причем олефины могут вызвать образование смол, что приведет к снижению активности катализатора на основе никеля.
Более того, заявители обнаружили, что указанный оптимизированный режим приводит к весьма стабильной работе катализатора гидрогенизации на стадии (c), который содержит медь и цинк и необязательно марганец. Это выгодно, поскольку теперь оптимальные условия способа можно поддерживать в течение всего периода эксплуатации катализатора гидрогенизации, причем значительно увеличивается срок службы катализатора.
Кроме того, заявители обнаружили, что превращение на стадии (d) может быть осуществлено оптимальным образом, так как сырье для стадии (d) почти не будет содержать кислородсодержащие соединения. Более того, на стадии (d) большая часть монооксида углерода, который еще не превратился на стадии (c), будет превращаться на стадии (d). Таким образом, получается газ, который при использовании на стадии (e), имеет приемлемое содержание монооксида углерода. Когда стадия (e) относится к процессу риформинга, например, адиабатическому процессу парового риформинга или процессу риформинга метана с водяным паром, оставшееся небольшое содержание монооксида углерода в газе, образовавшемся на стадии (d) и поступающем на стадию (e), не будет приводить к каким-либо проблемам.
Стадия (a)
На стадии (a) углеродсодержащее сырье частично окисляется кислородсодержащим газом. Этот процесс также называется газификацией. Углеродсодержащее сырье может представлять собой уголь, биомассу или природный газ.
Газификация на стадии (a) может быть осуществлена путем частичного окисления природного газа. Газификация на стадии (a) может быть осуществлена путем частичного окисления природного газа по способу газификации фирмы Shell (SGP) путем частичного окисления природного газа с использованием чистого кислорода. Частичное окисление природного газа с использованием чистого кислорода может быть осуществлено при температуре от 1100 до 1700°C. Предпочтительно частичное окисление природного газа с использованием чистого кислорода проводят при 1300-1500°C и давлении вплоть до 70 бар. Другой пример способа частичного окисления природного газа описан в документе WO 9603345 А1, где смесь монооксида углерода и водорода получают путем частичного окисления природного газа в соосной горелке, с использованием кислорода чистотой 99,5%, и необязательно диоксида углерода в качестве модифицирующего газа, в отсутствии катализатора. Дополнительный пример описан в документе WO 2008006787 А2. В способе WO 2008006787 А2 частичное окисление метансодержащего сырья осуществляется с использованием горелки с множеством выпускных отверстий, снабженных устройством раздельного прохождения, в котором газообразный углеводород, имеющий повышенную температуру, проходит через канал горелки, окисляющий газ проходит по отдельному каналу в горелке, и где канал для газообразного углеводородного сырья и канал для окисляющего газа разделены каналом, через который проходит вторичный газ, который содержит водород, монооксид углерода и/или углеводород.
Газификация на стадии (a) может быть осуществлена путем частичного сгорания угля в ограниченном объеме кислорода, обычно при температуре от 800 до 2000°C, в отсутствии катализатора. Если используется температура от 1050 до 2000°C, то газообразный продукт будет содержать очень незначительное количество газообразных побочных продуктов, таких конденсирующиеся смолы, фенолы и углеводороды. Подходящие угли включают лигнит, битуминозный уголь, суббитуминозный уголь, антрацитовый уголь и бурый уголь. Предпочтительными являются лигниты и битуминозные угли. С целью достижения более быстрой и полной газификации, предпочтительно уголь распыляется. Предпочтительно выбирают такой размер частиц, чтобы 70% твердого угольного сырья могли проходить через сито 200 меш. Предпочтительно газификацию проводят в присутствии кислорода и водяного пара, причем чистота кислорода предпочтительно составляет по меньшей мере 90% по объему, допускаемыми примесями являются азот, диоксид углерода и аргон. Предпочтительным является по существу чистый кислород, который получают в установке разделения воздуха (ASU). Если уголь содержит слишком много воды, то уголь предпочтительно сушат до использования. Атмосферу поддерживают восстановительной путем регулирования массового соотношения кислорода к влаге и беззольному углю в диапазоне от 0,6 до 11, предпочтительно от 0,8 до 1,0. Например, могут быть использованы режимы, описанные в патентах США №№4350103 и 4458607. Хотя, обычно предпочтительно, когда соотношение между кислородом и водяным паром выбирают таким образом, чтобы в реакции присутствовало от 0 до 0,3 части пара по объему на 1 объемную часть кислорода, изобретение можно использовать в процессах при существенно отличающихся соотношениях кислород/пар. Используемый кислород предпочтительно подогревают до контактирования с углем, предпочтительно до температуры приблизительно от 200 до 500°C. Стадию (a) предпочтительно проводят путем частичного окисления сухой смеси угольных частиц и газа носителя кислородом в реакторе газификации с мембранными стенками. Реакторы с мембранными стенками известны и описаны, например, в документе US 20060076272 А1. Предпочтительно горячую смесь водорода и монооксида углерода, полученную в реакторе газификации, охлаждают за счет прямого контакта горячего газа с жидкой водой, что также называется водной закалкой.
Для синтез-газа, произведенного из угля, отношение H2/CO в газовой смеси, полученной на стадии (a), обычно составляет около 1 или меньше, и обычно приблизительно 0,3-0,6. Такое соотношение является подходящим для синтеза Фишера-Тропша на железном катализаторе. Поскольку для низкотемпературного синтеза Фишера-Тропша на кобальтовом катализаторе наблюдается более высокое потребляемое соотношение - от 2,0 до 2,1, необходимо добавлять водород. В результате превращения монооксида углерода, присутствующего в газовой смеси, полученной на стадии (a), за счет реакции конверсии водяного газа, образуется повышенное количество водорода, и таким образом, регулируется соотношение H2/CO в газовой смеси до уровня, более подходящего для проведения стадии (b). Часть водорода, полученного на стадии (e), также выгодно может быть использовано, с целью модификации соотношения H2/CO в газовой смеси, и таким образом, в меньшей степени требуя реакции конверсии водяного газа.
Каталитическая реакция конверсии водяного газа предоставляет синтез-газ, обогащенный водородом, часто сильно обогащенный, иногда имеющий отношение H2/CO больше 3, более целесообразно выше 5, предпочтительно больше 7, более предпочтительно выше 15, возможно 20 или даже больше. Реакция конверсии водяного газа хорошо известна из уровня техники и описана, например, в ранее рассмотренном документе WO 03035591 А1. Обычно воду, находящуюся в виде пара, смешивают с синтез-газом, чтобы получить диоксид углерода и водород. Используемый катализатор может быть любым известным катализатором для указанной реакции, включающим железо, хром, медь и цинк. Медь на оксиде цинка является известным катализатором реакции конверсии водяного газа. Весьма подходящим источником воды, необходимой для реакции конверсии водяного газа, является вода, полученная в синтезе Фишера-Тропша. Предпочтительно этот источник является основным, например по меньшей мере 80% воды образуются в синтезе Фишера-Тропша, предпочтительно по меньшей мере 90%, более предпочтительно 100%. Таким образом, минимизируется потребность во внешнем источнике воды. Другим предпочтительным источником воды является закаливающая вода, используемая для охлаждения горячего газа на стадии (a), как описано выше.
Когда газовая смесь, полученная на стадии (a), представляет собой синтез-газ, произведенный из угля, желательное соотношение водород/монооксид углерода в газовой смеси, которая будет использована на стадии (b), предпочтительно регулируется путем пропускания лишь части газа, полученного на стадии (a), через каталитическую реакцию конверсии водяного газа, как описано выше. Таким образом, можно задать желательное соотношение эффективным образом, независимо от качества, то есть, от содержания углерода и водорода в твердом углеродсодержащем сырье.
Особенно когда смесь, полученная на стадии (a), представляет собой синтез-газ, произведенный из угля, смесь водорода и монооксида углерода со стадии (a) можно пропускать через устройство удаления диоксида углерода/сероводорода (CO2/H2S). Эту операцию также можно осуществлять, когда газовая смесь, полученная на стадии (a), представляет собой синтез-газ, произведенный из природного газа. Устройство удаления может содержать одну или несколько установок удаления. Предпочтительно в устройстве удаления CO2/H2S используется процесс с физическим растворителем, особенно метанолом или сульфоланом, предпочтительно метанолом. Основой этого процесса является высокая растворимость диоксида углерода и сероводорода в растворителе под давлением, и затем эти газы легко выделяются из раствора при снижении давления, как дополнительно рассмотрено ниже. Указанное устройство высокого давления является предпочтительным, благодаря его эффективности, хотя известны другие устройства удаления, такие как с использованием аминов.
Предпочтительно удаляют по меньшей мере 80 об. %, предпочтительно по меньшей мере 90 об. %, более предпочтительно по меньшей мере 95 об. % и самое большее 99,5 об. % диоксида углерода, присутствующего в потоке синтез-газа, необязательно прореагировавшего в каталитической реакции конверсии водяного газа. В результате предотвращается накопление инертных газов в синтезе Фишера-Тропша.
В промышленном масштабе существуют две основных категории поглощающих растворителей, в зависимости от механизма абсорбции кислотных компонентов: химические растворители и физические растворители. У каждого растворителя имеются преимущества и недостатки по таким характеристикам, как доступная емкость, кинетика, способность к регенерации, селективность, стабильность, коррозионная активность, требования к нагреванию/охлаждению и др.
Химические растворители, для которых подтверждена промышленная применимость, представляют собой алканоламинные производные первичных, вторичных и/или третичных аминов. Наиболее часто используемые амины представляют собой производные этаноламина, особенно моноэтаноламин (МЭА), диэтаноламин (ДЭА), триэтаноламин (ТЭА), диизопропаноламин (ДИПА) и метилдиэтаноламин (МДЭА).
Физические растворители, для которых подтверждена промышленная пригодность, представляют собой цикло-тетраметиленсульфон и его производные, амиды алифатических кислот, N-метилпирролидон, N-алкилированные пирролидоны и соответствующие пиперидоны, метанол, этанол и смеси диалкиловых эфиров полиэтил енгликоля.
В хорошо известных промышленных процессах используют водные смеси химических растворителей, особенно ДИПА и/или МДЭА, и физических растворителей, особенно циклотетраметиленсульфон. Указанные системы демонстрируют хорошую поглощающую способность и хорошую селективность при относительно умеренных инвестиционных и эксплуатационных расходах. Они весьма хороши в эксплуатации при высоком давлении, особенно от 20 до 90 бар абс.
Для специалиста в данной области техники хорошо известен процесс физической абсорбции, применимый для настоящего изобретения. Можно сделать ссылку, например, на «Справочник инженера-химика», Репу, глава 14, Абсорбция газов. Процесс абсорбции, применимый для настоящего изобретения, является физическим процессом. Подходящие растворители хорошо известны специалисту в данной области техники и описаны в литературе. В настоящем изобретении подходящими поглощающими жидкостями в процессе физической абсорбции являются метанол, этанол, ацетон, диметиловый эфир, метилизопропиловый эфир, полиэтиленгликоль или ксилол, предпочтительно метанол. Целесообразно, процесс физической абсорбции проводится при низкой температуре, предпочтительно от -60°C до 0°C, предпочтительно от -30 до -10°C.
Процесс физической абсорбции проводится путем контактирования потока легких продуктов с поглощающей жидкостью, в противоточном восходящем потоке. Процесс абсорбции предпочтительно осуществляется в непрерывном режиме, в котором поглощающая жидкость регенерируется. Указанный процесс регенерации хорошо известен специалистам в данной области техники. Загруженная поглощающая жидкость соответствующим образом регенерируется путем сброса давления (например, при однократном испарении) и/или повышения температуры (например, в процессе дистилляции). Регенерация подходящим образом проводится в двух или более стадиях, предпочтительно в 3-10 стадиях, особенно в комбинации одной или нескольких стадий однократного испарения и стадии дистилляции.
Регенерация растворителя также известна из уровня техники. Предпочтительно настоящее изобретение включает одну объединенную колонну регенерации растворителя.
Кроме того, газовую смесь из стадии (a) можно пропускать через дополнительные устройства удаления, защитные или промывающие установки, или в виде резервного устройства, или поддержки для системы удаления CO2/H2S, или чтобы способствовать снижению содержания и/или удалению других загрязнений, таких как HCN, NH3, COS и H2S, металлы, карбонилы, гидриды или другие следовые загрязнения.
Стадия (b)
Стадия (b) синтеза Фишера-Тропша является хорошо известной специалистам в данной области техники и включает синтез углеводородов из газообразной смеси водорода и монооксида углерода, путем контактирования этой смеси в условиях процесса с катализатором синтеза Фишера-Тропша.
Продукты синтеза Фишера-Тропша могут варьировать от метана до тяжелых парафиновых восков. Предпочтительно образование метана сводится к минимуму, и значительная часть полученных углеводородов имеет длину углеродной цепочки по меньшей мере 5 атомов углерода. Предпочтительно количество C5+ углеводородов составляет по меньшей мере 60 масс. % от всего продукта, более предпочтительно по меньшей мере 70 масс. %, еще более предпочтительно по меньшей мере 80 масс. %, наиболее предпочтительно по меньшей мере 85 масс. %.
Катализаторы синтеза Фишера-Тропша известны из уровня техники, и обычно содержат компонент металла VIII-й группы, предпочтительно кобальт, железо и/или рутений, более предпочтительно кобальт. Обычно, катализаторы содержат носитель катализатора. Предпочтительно носитель катализатора является пористым, таким как пористый неорганический тугоплавкий оксид, более предпочтительно оксид алюминия, диоксид кремния, диоксид титана, диоксид циркония или их смеси.
Оптимальное количество каталитически активного металла, находящегося на носителе, в частности, зависит от конкретного каталитически активного металла. Обычно количество кобальта, присутствующего в катализаторе, может составлять от 1 до 100 масс, частей на 100 масс, частей материала носителя, предпочтительно от 10 до 50 масс, частей на 100 масс, частей материала носителя.
Каталитически активный металл может присутствовать в катализаторе вместе с одним или несколькими металлическими промоторами или сокатализаторами. Промоторы могут присутствовать в виде металлов или оксидов металлов, в зависимости от конкретно рассматриваемого промотора. Подходящие промоторы включают оксиды металлов из групп IIA, IIIB, IVB, VB, VIB и/или VIIB периодической системы элементов, оксиды лантанидов и/или актинидов. Предпочтительно катализатор содержит по меньшей мере один элемент из групп IVB, VB и/или VIIB периодической системы элементов, в частности титан, цирконий, марганец и/или ванадий. В качестве альтернативы, или дополнительно к металлоксидному промотору, катализатор может содержать металлический промотор, выбранный из групп VIIB и/или VIII периодической системы элементов. Предпочтительные металлические промоторы включают рений, платину и палладий.
Наиболее подходящий катализатор содержит железо, поскольку такой катализатор подходит для более низкого отношения водорода к монооксиду углерода в газе, как обычно получают на стадии (a). Однако при проведении способа согласно настоящему изобретению также имеется возможность использовать катализатор синтеза Фишера-Тропша на основе кобальта, для которого требуется более высокое соотношение водород/монооксид углерода. Наиболее подходящий катализатор содержит кобальт в качестве каталитически активного металла и цирконий в качестве промотора. Другой наиболее подходящий катализатор содержит кобальт в качестве каталитически активного металла и марганец и/или ванадий в качестве промотора.
Если в катализаторе присутствует промотор, то обычно его количество составляет от 0,1 до 60 масс, частей на 100 масс, частей материала носителя. Однако, можно признать, что оптимальное количество промотора будет изменяться для соответствующих элементов, играющих роль промотора. Если катализатор содержит кобальт в качестве каталитически активного металла и марганец и/или ванадий в качестве промотора, выгодное атомное отношение кобальт/(марганец+ванадий) составляет по меньшей мере 12:1.
Предпочтительно синтез Фишера-Тропша проводят при температуре в диапазоне от 125 до 350°C, более предпочтительно от 175 до 275°C, наиболее предпочтительно от 200 до 260°C. Давление предпочтительно составляет от 5 до 150 бар аба, более предпочтительно от 5 до 80 бар абс.
Водород и монооксид углерода (синтез-газ) обычно подают в трехфазный суспензионный реактор в молярном соотношении в диапазоне от 0,4 до 2,5. Предпочтительно молярное соотношение водород/монооксид углерода находится в диапазоне от 1,0 до 2,5.
Объемная скорость подачи газа может варьировать в широких пределах и обычно находится в диапазоне от 1500 до 10000 нл/л/ч, предпочтительно в диапазоне от 2500 до 7500 нл/л/ч.
Предпочтительно синтез Фишера-Тропша проводят в многотрубном реакторе, или в режиме суспензионной фазы, или в режиме вскипающего слоя, где частицы катализатора находятся в суспензии под действием поверхностной (приведенной) скорости восходящего газа и/или жидкости. Следует понимать, что специалист в данной области техники сможет подобрать наиболее подходящие условия для конкретной конфигурации реактора и технологического режима.
Предпочтительно поверхностная скорость синтез-газа находится в диапазоне от 0,5 до 50 см/с, более предпочтительно в диапазоне от 5 до 35 см/с. Обычно, поверхностная скорость жидкости поддерживается в диапазоне от 0,001 до 4,00 см/с, включая жидкий продукт. Следует признать, что предпочтительный диапазон может зависеть от предпочтительного режима эксплуатации.
Стадия (c)
На стадии (c) по меньшей мере часть отходящего газа из синтеза Фишера-Тропша подвергается гидрогенизации. Это осуществляется с использованием молярного отношения водяной пар/отходящий газ в диапазоне от 0,5 до 1,5, предпочтительно от 0,7 до 1,5, более предпочтительно от 0,8 до 1,2, и катализатора, содержащего медь и цинк, или катализатора, содержащего медь, цинк и марганец.
На стадии (c) гидрируются олефины и/или парафины. Кроме того, по меньшей мере, часть монооксида углерода в отходящем газе превращается в диоксид углерода за счет взаимодействия с водой. Этот процесс также называется реакцией водяного газа, или реакцией конверсии водяного газа.
Стадия (c) может быть единственной стадией гидрогенизации, или двумя, или более стадиями гидрогенизации. Когда стадия (c) включает в себя две или больше стадий гидрогенизации, можно использовать различные катализаторы на различных стадиях гидрогенизации.
Стадия (c) гидрогенизации является весьма полезной. Например, когда для стадии (e) используется адиабатический реактор парового риформинга (АРПР), обычно температура сырья для АРПР является достаточно высокой (температура на входе около 500°C) для того, чтобы компенсировать низкую активность используемых там катализаторов. При такой температуре и наличии CO, на входном участке установки получения водорода происходит коксование в соответствии с приведенной ниже реакцией Будуара (1):

Аналогично, когда для получения водорода на стадии (e) используется установка парового риформинга метана (ПРМ), наличие CO на входе может вызвать образование кокса на входе в установку ПРМ.
Также известно, что олефины и парафины вызывают образование кокса на катализаторе (катализаторах) в установке получения водорода, которая используется на стадии (e). Осаждение углерода или образование кокса приводит к участкам перегрева катализатора и следовательно, снижает его активность. Кроме того, участки перегрева образуются в трубках реактора риформинга, что снижает срок службы труб. Осаждение углерода можно избежать или подавлять, если олефины и предпочтительно CO удаляются из потока отходящего газа.
Предпочтительно по меньшей мере часть олефинов в потоке отходящего газа удаляется или превращается, до использования отходящего газа в качестве сырья на стадии (e). Кроме того, предпочтительно в этом процессе монооксид углерода превращается в метан и/или диоксид углерода, в частности при взаимодействии с водой с образованием диоксида углерода и водорода.
Кроме того, предпочтительно из потока отходящего газа удаляются и другие соединения, которые могут привести к осаждению углерода, например, CO, парафины более тяжелые, чем сжиженный нефтяной газ (СНГ) и легкая нафта. Таким образом, предпочтительно часть олефинов, присутствующих в указанном отходящем газе, гидрируется. Более предпочтительно монооксид углерода, присутствующий в указанном отходящем газе, удаляется или превращается, одновременно, до или после стадии гидрогенизации олефинов.
Обычно монооксид углерода превращается в частицы, которые не склонны к осаждению углерода, например, в диоксид углерода или метан. Предпочтительно монооксид углерода не превращается в частицы, которые склонны к осаждению углерода, например, в углерод. Предпочтительно используется катализатор, в котором сочетается активность гидрогенизации олефинов и активность конверсии CO. Таким образом, удаляются олефины и монооксид углерода, и в то же время дополнительно образуется водород.
Подходящие катализаторы для стадии (c) представляют собой катализаторы, содержащие медь и цинк, или медь, цинк и марганец.
До использования катализатор может содержать оксид меди. Указанный катализатор можно активировать в процессе восстановления с образованием металлической меди. Предпочтительно активированный катализатор, который может быть использован на стадии (c), содержит металлическую медь в массе цинка, который может представлять собой металлический цинк и/или оксид цинка. Дополнительно или в качестве альтернативы, могут быть использованы катализаторы, содержащие медь, цинк и марганец.
Стадии (c) гидрогенизации может быть осуществлена в единственном реакторе. Предпочтительно стадию (c) гидрогенизации проводят по меньшей мере в двух реакторах.
В случае использования для стадии (c) двух реакторов, содержащих медный катализатор, второй реактор для стадии (c) предпочтительно предусмотрен параллельно первому реактору стадии (c). Это обеспечивает возможность повторной загрузки одного реактора без прекращения эксплуатации другого реактора стадии (c). Иногда это называют конфигурацией опережения/запаздывания.
В реактор (реакторы) стадии (c) добавляют водяной пар. Гидрогенизацию проводят с использованием молярного отношения пар/отходящий газ в диапазоне от 0,7 до 1,5 и катализатора, содержащего медь и цинк, или катализатора, содержащего медь, цинк и марганец, в одном или нескольких реакторах для стадии (c). Температура на входе в реактор, используемый на стадии (c) гидрогенизации, предпочтительно находится в диапазоне от 200 до 300°C, более предпочтительно от 220 до 270°C.
Стадия (d)
На стадии (d) по меньшей мере часть газа, образовавшегося на стадии (c), подвергается превращению с использованием катализатора на основе никеля. На стадии (d) монооксид углерода превращается в диоксид углерода и/или в метан. Превращение в диоксид углерода может протекать по реакции конверсии водяного газа. Превращение в метан также называется метанированием. Другими процессами, которые могут протекать в ходе стадии (d), являются превращение углеводородов в синтез-газ и/или гидрогенизация олефинов.
Катализатор на основе никеля содержит не более 0,2 масс. % кобальта, не более 0,2 масс. % железа и не более 0,2 масс. % рутения, в расчете на общую массу катализатора. Предпочтительно катализатор на основе никеля содержит не более 0,1 масс. % кобальта, не более 0,1 масс. % железа и не более 0,1 масс. % рутения, в расчете на общую массу катализатора. Более предпочтительно катализатор на основе никеля содержит не более 0,05 масс. % кобальта, не более 0,05 масс. % железа и самое большее 0,05 масс. % рутения, в расчете на общую массу катализатора. Еще более предпочтительно, когда катализатор на основе никеля не содержит кобальт, железо или рутений. Кобальт, железо и рутений могут катализировать синтез Фишера-Тропша в ходе стадии (d) конверсии, в дополнение к превращению монооксида углерода в диоксид углерода и/или метан. Это могло бы привести к блокированию воском активных центров катализатора на основе никеля.
Подходящий катализатор для стадии (d) содержит никель на алюминийоксидном носителе. Указанный катализатор также называется катализатором предварительного риформинга.
Подходящий катализатор для стадии (d) содержит 5-60 масс. % NiO, в расчете на общую массу катализатора. Указанный катализатор может содержать промотор. Подходящими промоторами являются хром, цирконий, кальций и лантан. Предпочтительно кальций и/или лантан используются в качестве промоторов.
Носитель катализатора на основе никеля предпочтительно представляет собой керамический носитель. Более предпочтительно носитель содержит оксид алюминия (Al2O3), диоксид кремния (SiO2), алюминат кальция (CaO/Al2O3) или их смеси. Кроме того, носитель может содержать кальций, оксид алюминия и оксид калия.
Температура на входе в реактор, используемый для стадии (d), предпочтительно находится в диапазоне от 300 до 500°C, более предпочтительно от 350 до 500°C, еще более предпочтительно от 350 до 400°C.
На стадии (d) предпочтительно используют водяной пар в молярном соотношении пар/сухой газ от 0,5 до 1,5, предпочтительно от 0,7 до 1,5, более предпочтительно от 0,8 до 1,2. Поскольку пар добавляется на стадии (c) способа согласно изобретению, добавление любого пара на стадии (d) может стать ненужным для достижения молярного соотношения пар/сухой газ от 0,5 до 1,5.
Стадия (e)
На стадии (e) водородсодержащий газ получают из по меньшей мере части газа, образовавшегося на стадии (d). Стадия (e) может быть любым процессом, в котором можно получить водородсодержащую смесь. Процесс (e) можно проводить в установке получения водорода.
Стадию (e) предпочтительно проводят, используя процесс риформинга, более предпочтительно с использованием процесса парового риформинга. Еще более предпочтительно используется процесс риформинга метана с водяным паром (ПРМВ), процесс адиабатического парового риформинга (АПР), процесс парового риформинга с огневым нагревателем или процесс автотермического парового риформинга (АТПР). Наиболее предпочтительно используется процесс адиабатического парового риформинга (АПР) или процесс риформинга метана с водяным паром (ПРМВ).
В случае, когда углеродсодержащее сырье, используемое на стадии (a), представляет собой уголь, процесс, используемый на стадии (e), предпочтительно представляет собой процесс адиабатического парового риформинга. В случае, когда углеродсодержащее сырье, используемое на стадии (a), представляет собой природный газ, процесс, используемый на стадии (e), предпочтительно представляет собой процесс парового риформинга метана.
Стадии (e) и (a) являются отдельными стадиями, на которых образуются раздельные газообразные продукты. Эти раздельно полученные газообразные продукты можно объединять после осуществления отдельных стадий.
До проведения стадии (e), олефины и/или парафины, присутствующие в отходящем газе, гидрируют, монооксид углерода превращают в диоксид углерода и/или метан. Эти процессы осуществляются на стадиях (c) и (d).
Тем не менее, водородсодержащий газ, полученный на стадии (e), может содержать монооксид углерода. Обычно отношение H2/CO в водородсодержащем газе составляет от 4:1 до 9:1.
Предпочтительно часть или весь водородсодержащий газ, полученный на стадии (e), используется в качестве части смеси водород/монооксид углерода, поступающей на стадию (b). Это может быть осуществлено путем смешения водородсодержащего газа, полученного на стадии (e), со смесью, которая получена на стадии (a), или путем прямой подачи водородсодержащего газа, полученного на стадии (e), на стадию (b). Степень чистоты водородсодержащего газа, полученного на стадии (е), можно увеличить известными способами, такими как мембранное разделение, адсорбция со скачком давления (PSA), или используя комбинации мембранной установки с последующим аппаратом PSA.
Часть необязательно дополнительно очищенной водородсодержащей смеси, в частности водород, который получен на стадии (e), предпочтительно используется для того, чтобы повысить качество парафинового продукта, полученного на стадии (b). Более предпочтительно указанное повышение качества включает в себя гидрогенизацию, гидроизомеризацию и/или гидрокрекинг, гидродесульфуризацию и каталитическую депарафинизацию. Указанные процессы повышения качества, например, продемонстрированы в WO 02070629 А1, в рамках синтеза Фишера-Тропша.
Если потребуется еще больше водорода, то также предпочтительно используют дополнительные углеводороды в качестве сырья на стадии (e). Таким дополнительным углеводородным сырьем может быть метансодержащий газ, СНГ и нафта. Указанные СНГ и нафта могут быть произведены из минерального источника, или могут быть продуктами СНГ и/или нафты, которые выделяют и получают из парафинового продукта на стадии (b) способа настоящего изобретения. Примерами метансодержащих газов может быть отходящий газ нефтеперерабатывающего завода, метан угольного пласта или природный газ. Метан угольного пласта является предпочтительным, когда твердым углеродсодержащим сырьем является уголь, поскольку метан угольного пласта часто находится в том же местоположении, что и уголь. Дополнительный метансодержащий газ может подвергаться гидрогенизации на таких же стадиях, которые описаны выше, если газ содержит аналогичные компоненты, которые необходимо удалять до подачи газа на стадию (e).
Удаление углеводородов
После стадии (b) и раньше стадии (c) способа настоящего изобретения, углеводороды могут быть удалены из отходящего газа синтеза Фишера-Тропша. Это можно осуществить в ходе стадии (bI).
Таким образом, настоящее изобретение также относится к способу получения парафинового продукта из углеродсодержащего сырья, который включает следующие последовательные стадии:
(a) частичное окисление углеродсодержащего сырья, чтобы получить смесь, содержащую водород и монооксид углерода,
(b) осуществление синтеза Фишера-Тропша с использованием смеси, которая получена на стадии (a), и извлечение парафинового продукта и отходящего газа из синтеза Фишера-Тропша,
(bI) удаление углеводородов из по меньшей мере части газа, отходящего газа из синтеза Фишера-Тропша,
(c) по меньшей мере часть газа, образовавшегося на стадии (bI), подвергают гидрогенизации, используя молярное отношение пар/отходящий газ в диапазоне от 0,5 до 1,5, предпочтительно от 0,7 до 1,5, и катализатор, содержащий медь и цинк, или катализатор, содержащий медь, цинк и марганец,
(d) по меньшей мере часть газа, образовавшегося на стадии (c), подвергают превращению, используя катализатор на основе никеля, который содержит не более 0,2 масс. % кобальта, не более 0,2 масс. % железа и не более 0,2 масс. % рутения, в расчете на общую массу катализатора, и
(e) получение водородсодержащего газа из по меньшей мере части газа, образовавшегося на стадии (d), предпочтительно с использованием процесса риформинга, более предпочтительно с использованием процесса риформинга с водяным паром, еще более предпочтительно с использованием процесса риформинга метана с водяным паром, процесса адиабатического парового риформинга, процесса парового риформинга с огневым нагревателем, или автотермического процесса риформинга с водяным паром, наиболее предпочтительно используя процесс адиабатического парового риформинга или процесс риформинга метана с водяным паром.
На стадии (bI) углеводороды удаляют из по меньшей мере части газа, отходящего газа из синтеза Фишера-Тропша. Отходящий газ синтеза Фишера-Тропша содержит водород, монооксид углерода, диоксид углерода, азот и C3+ углеводороды.
Стадия (bI) может быть осуществлена путем:
I) контактирования по меньшей мере части отходящего газа из синтеза Фишера-Тропша, который содержит водород, монооксид углерода, диоксид углерода, азот и C3+ углеводороды, необязательно после охлаждения, с промывочной жидкостью в скруббере;
II) удаления промывочной жидкости и по меньшей мере части углеводородов C3+ в потоке из скруббера со стадии I);
III) удаления оставшегося отходящего газа в отдельном потоке из скруббера со стадии I);
IV) обеспечения сырья, содержащего по меньшей мере часть потока, полученного на стадии II), для сепаратора;
V) разделения по меньшей мере части потока, полученного на стадии II), в сепараторе со стадии IV) на меньшей мере один легкий поток и один тяжелый поток, причем указанный легкий поток предпочтительно содержит монооксид углерода и диоксид углерода, а указанный тяжелый поток предпочтительно содержит углеводороды, имеющие по меньшей мере 3 атома углерода;
VI) разветвления по меньшей мере части тяжелого потока, полученного на стадии V), на по меньшей мере два потока, где по меньшей мере один поток содержит промывочную жидкость, а другой поток содержит углеводороды, имеющие по меньшей мере 3 атома углерода, и не более 5 об. % углеводородов с 10 или более атомами углерода;
VII) обеспечения сырья, содержащего по меньшей мере часть потока, содержащего промывочную жидкость, полученного на стадии VI), для скруббера со стадии I);
VIII) необязательно обеспечения дополнительного сырья, содержащего промывочную жидкость, для скруббера со стадии I).
Предпочтительно все этапы стадии (bI) проводятся в порядке перечисления. Способ может включать дополнительные стадии.
Предпочтительно тяжелый поток, содержащий углеводороды, имеющие по меньшей мере 3 атома углерода, который отделяется на стадии V), содержит углеводороды, которые удаляются из отходящего газа на стадии (bI).
Предпочтительно легкий поток, содержащий монооксид углерода и диоксид углерода, который отделяется на стадии V), подвергают гидрогенизации на стадии (c).
Таким образом, настоящее изобретение также относится к способу получения парафинового продукта из углеродсодержащего сырья, который включает следующие последовательные стадии:
(a) частичное окисление углеродсодержащего сырья, чтобы получить смесь, содержащую водород и монооксид углерода,
(b) осуществление синтеза Фишера-Тропша с использованием смеси, которая получена на стадии (a), и извлечение парафинового продукта и отходящего газа из синтеза Фишера-Тропша,
(bI) удаление углеводородов из по меньшей мере части отходящего газа из синтеза Фишера-Тропша путем:
I) контактирования по меньшей мере части отходящего газа из синтеза Фишера-Тропша, который содержит водород, монооксид углерода, диоксид углерода, азот и C3+ углеводороды, необязательно после охлаждения, с промывочной жидкостью в скруббере;
II) удаления промывочной жидкости и по меньшей мере части C3+ углеводородов в потоке из скруббера со стадии I);
III) удаления оставшегося отходящего газа в отдельном потоке из скруббера со стадии I);
IV) обеспечения сырья, содержащего по меньшей мере часть потока, полученного на стадии II), для сепаратора;
V) разделения по меньшей мере части потока, полученного на стадии II), в сепараторе со стадии IV) на по меньшей мере один легкий поток и один тяжелый поток, причем указанный легкий поток предпочтительно содержит монооксид углерода и диоксид углерода, а указанный тяжелый поток предпочтительно содержит углеводороды, имеющие по меньшей мере 3 атома углерода;
VI) разветвления по меньшей мере части тяжелого потока, полученного на стадии V), на по меньшей мере два потока, где по меньшей мере один поток содержит промывочную жидкость, а другой поток содержит углеводороды, имеющие по меньшей мере 3 атома углерода и не более 5 об. % углеводородов с 10 или более атомами углерода;
VII) обеспечения сырья, содержащего по меньшей мере часть потока, содержащего промывочную жидкость, полученного на стадии VI), для скруббера со стадии I);
VIII) необязательного обеспечения дополнительного сырья, содержащего промывочную жидкость, для скруббера со стадии I);
(c) легкий поток, предпочтительно содержащий монооксид углерода и диоксид углерода, который отделен на стадии V), подвергается гидрогенизации, используя молярное отношение пар/отходящий газ в диапазоне от 0,5 до 1,5, предпочтительно от 0,7 до 1,5, и катализатор, содержащий медь и цинк, или катализатор, содержащий медь, цинк и марганец,
(d) по меньшей мере часть газа, образовавшегося на стадии (c), подвергают превращению, используя катализатор на основе никеля, который содержит не более 0,2 масс. % кобальта, не более 0,2 масс. % железа и не более 0,2 масс. % рутения, в расчете на общую массу катализатора, и
(e) получение водородсодержащего газа из по меньшей мере части газа, образовавшегося на стадии (d), предпочтительно с использованием процесса риформинга, более предпочтительно с использованием процесса риформинга с водяным паром, еще более предпочтительно используя процесс риформинга метана с водяным паром, процесс адиабатический парового риформинга, процесс парового риформинга с огневым нагревателем, или автотермический процесс риформинга с водяным паром, наиболее предпочтительно с использованием процесса адиабатического парового риформинга или процесса риформинга метана с водяным паром.
Стадии V) и VI) проводят в различных установках. Стадию разделения V) проводят в установке разделения. Стадию разветвления VI) проводят в устройстве разветвления. Предпочтительно на стадии разветвления VI) образуются два потока.
На стадии I) по меньшей мере часть отходящего газа из синтеза Фишера-Тропша, который содержит водород, монооксид углерода, диоксид углерода, азот и C3+ углеводороды, контактирует с промывочной жидкостью в скруббере.
Предпочтительно отходящий газ из синтеза Фишера-Тропша охлаждают на одной или нескольких ступенях, до стадии I). В ходе стадии (стадий) охлаждения углеводородный продукт, в частности углеводороды C5+, и/или воду, можно отделить от отходящего газа. До охлаждения отходящий газ может иметь температуру 180-280°C, предпочтительно 210-260°C. Предпочтительно после охлаждения отходящий газ имеет температуру 50°C или ниже.
В одном варианте осуществления отходящий газ сначала охлаждается на 50-200°C, предпочтительно на 80-100°C. На первой ступени охлаждения отходящий газ предпочтительно охлаждается до 100-160°C, более предпочтительно до 120-140°C. Затем отходящий газ дополнительно охлаждается на второй ступени охлаждения, где отходящий газ охлаждается на 20-130°C, предпочтительно на 50-90°C. В этом варианте осуществления отходящий газ необязательно подвергается охлаждению на третьей ступени.
Конкретной целью стадии (bI) является удаление C3+ углеводородов из отходящего газа синтеза Фишера-Тропша, содержащего водород, монооксид углерода, диоксид углерода, азот, и C3+ углеводороды. Кроме того, отходящий газ может содержать другие компоненты, такие как метан, углеводороды, содержащие 2 атома углерода, вода и/или аргон. Отходящий газ может содержать кислородсодержащие соединения, также называемые оксигенатами, такие как метанол и диметиловый эфир. В случае наличия в отходящем газе кислородсодержащих соединений C3+, эти соединения также могут быть удалены на стадии (bI).
Отходящий газ, который контактирует с промывочной жидкостью на стадии I), предпочтительно находится в газообразном состоянии, под давлением от 1 до 80 бар, предпочтительно от 20 до 7,0 бар, и при температуре выше 0°C и ниже 50°C, предпочтительно при температуре выше 10°C и ниже 40°C. Предпочтительно по меньшей мере 90% по объему, более предпочтительно по меньшей мере 95 объем. %, еще более предпочтительно по меньшей мере 99 объем. % углеводородов в отходящем газе, которые контактируют с промывочной жидкостью на стадии I), состоят из углеводородов, содержащих от 3 до 9 атомов углерода, углеводородов, содержащих 2 атома углерода, и метана. Предпочтительно по меньшей мере 0,005 объем. %, более предпочтительно по меньшей мере 0,01 объем. %, еще более предпочтительно по меньшей мере 0,1 объем. %, даже более предпочтительно по меньшей мере 1 объем. % углеводородов в отходящем газе, которые контактируют с промывочной жидкостью на стадии I), состоят из углеводородов, содержащих от 3 до 9 атомов углерода
Промывочная жидкость, используемая на стадии I), содержит углеводороды. Предпочтительно по меньшей мере 60 масс. %, более предпочтительно по меньшей мере 70 масс. %, еще более предпочтительно по меньшей мере 80 масс. % углеводородов в промывочной жидкости состоят из C5-C20 углеводородов, предпочтительно C8-C14 углеводородов, более предпочтительно C8-C14 углеводородов.
Предпочтительно промывочная жидкость, используемая на стадии I), представляет собой керосин, более предпочтительно керосин, содержащий по меньшей мере 80 масс. % C6-C16 углеводородов, еще более предпочтительно керосин, содержащий по меньшей мере 80 масс. % C8-C16 углеводородов, даже более предпочтительно керосин, содержащий по меньшей мере 80 масс. % C8-C14 углеводородов или C10-C14 углеводородов.
В одном варианте осуществления промывочная жидкость, используемая на стадии I), содержит по меньшей мере 80 масс. % C6-C16 углеводородов, более предпочтительно по меньшей мере 80 масс. % C8-C16 углеводородов, еще более предпочтительно содержит по меньшей мере 80 масс. % C8-C14 углеводородов или по меньшей мере 80 масс. % C10-C14 углеводородов. Необязательно эту промывочную жидкость можно гидрировать, прежде чем использовать ее в качестве промывочной жидкости.
В другом варианте осуществления промывочная жидкость, используемая на стадии I), представляет собой легкое моющее сырье (LDF), еще более предпочтительно LDF содержит по меньшей мере 80 масс. % C10-C14 углеводородов, даже более предпочтительно LDF содержит по меньшей мере 80 масс. % C10-C13 углеводородов.
Предпочтительно промывочная жидкость, используемая на стадии I), представляет собой керосин, более предпочтительно керосин, содержащий, по меньшей мере 80 масс. % C6-C16 углеводородов, еще более предпочтительно керосин, содержащий, по меньшей мере, 80 масс. % C8-C16 углеводородов, даже более предпочтительно керосин, содержащий, по меньшей мере, 80 масс. % C8-C14 углеводородов.
Предпочтительно точка начала кипения промывочной жидкости находится выше 80°C, более предпочтительно выше, чем 100°C. Чем выше точка начала кипения промывочной жидкости, тем легче C3+ углеводороды отделяются от промывочной жидкости.
Отходящий газ синтеза Фишера-Тропша предпочтительно имеет температуру 0-50°C, предпочтительно 10-40°C, когда он поступает в скруббер. Предпочтительно давление отходящего газа синтеза Фишера-Тропша составляет 1-80 бар, предпочтительно 20-70 бар, когда он поступает в скруббер. Предпочтительно конструкция скруббера обеспечивает максимальный контакт между отходящим газом и промывочной жидкостью, при минимальном перепаде давления. Предпочтительно давление в ходе стадии контактирования является таким же, как давление отходящего газа.
На стадии II) промывочную жидкость и по меньшей мере часть C3+ углеводородов удаляют в потоке из скруббера стадии I). Установлено, что стадия (bI) является весьма эффективной при удалении C3+ углеводородов из отходящего газа.
После удаления по меньшей мере части C3+ углеводородов из отходящего газа с помощью промывочной жидкости, оставшийся отходящий газ удаляется в отдельном потоке из скруббера со стадии I). Эта операция осуществляется на стадии III). Удаление оставшегося отходящего газа может быть осуществлено, например, при регенерации скруббера со стадии I). Поток, содержащий оставшийся отходящий газ, может быть использован для получения электрической энергии, в процессе расширения/сжигания, например, в газовой турбине, в качестве топлива горелок, или указанный поток можно подавать в процесс производства синтез-газа. Энергия, генерируемая в этом процессе, может быть использована для собственных нужд или для экспорта местным потребителям. Часть энергии может быть использована для сжатия кислородсодержащего газа.
На стадии IV) по меньшей мере часть потока, полученного на стадии II), подают в сепаратор.
На стадии V) разделение происходит в сепараторе со стадии IV). Этот сепаратор содержит по меньшей мере часть потока, полученного на стадии II), и необязательно другие материалы. При разделении образуется по меньшей мере один легкий поток и один тяжелый поток, где указанный легкий поток предпочтительно содержит монооксид углерода и диоксид углерода, а указанный тяжелый поток предпочтительно содержит углеводороды, имеющие по меньшей мере 3 атома углерода.
Более предпочтительно легкий поток, полученный на стадии V), содержит монооксид углерода, диоксид углерода, метан и углеводороды, имеющие 2 атома углерода, необязательно кислородсодержащие соединения, содержащие 2 атома углерода. Тяжелый поток, полученный на стадии V), содержит C3+ углеводороды, пришедшие из потока, полученного на стадии II).
Сепаратор (сепараторы), использованный на стадии V), может быть отпарной колонной, например, отпарной колонной легких фракций, колонной однократного испарения, и/или дистилляционной установкой, или любой другой подходящей установкой разделения. Предпочтительно сепаратор, или один из сепараторов, использованный на стадии V), является отпарной колонной, более предпочтительно отпарной колонной легких фракций.
Предпочтительно разделение на стадии V) протекает под давлением в диапазоне от 1 до 20 бар, более предпочтительно от 1 до 5 бар, еще более предпочтительно приблизительно при 1 бар.
На стадии VI) разветвление осуществляется в установке разветвления. Предпочтительно на стадии VI) разветвления образуются два потока. Установка разветвления, использованная на стадии VI), может быть разделяющим устройством, отпарной колонной, колонной однократного испарения, и/или установкой дистилляции, или любым другим подходящим устройством разделения. Предпочтительно на стадии VI) используется разделяющее устройство.
На стадии VII) сырье, содержащее по меньшей мере часть потока, содержащего промывочную жидкость, полученную на стадии VI), обеспечивают для скруббера со стадии I). Дополнительное сырье, содержащее промывочную жидкость, может быть обеспечено для скруббера со стадии I) на необязательной стадии VIII). Указанное дополнительное сырье, содержащее промывочную жидкость, может быть подпиточным потоком. В ходе процесса может быть желательным добавление некоторого избытка промывочной жидкости, причем это можно осуществить путем обеспечения дополнительного сырья, содержащего промывочную жидкость, для скруббера со стадии I).
В случае, когда промывочная жидкость представляет собой керосин, дополнительное сырье, которое может быть добавлено на стадии VIII), предпочтительно является керосином. В случае, когда промывочная жидкость представляет собой сырье LDF, дополнительное сырье, которое может быть добавлено на стадии VIII), предпочтительно представляет собой LDF.
Необязательно часть потока, содержащего углеводороды, имеющие по меньшей мере 3 атома углерода, не более 5 об. % углеводородов с 10 или более атомами углерода, полученного на стадии VI), подвергают гидрогенизации, чтобы получить один или несколько продуктов, таких как СНГ.
Были проведены эксперименты в оптимальных технологических условиях для стадии гидрогенизации (c).
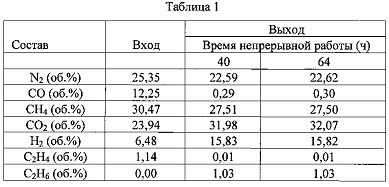
Пример 1
Отходящий газ из синтеза Фишера-Тропша содержит 12,2 об. % CO, 23,9 об. % CO2, 6,5 об. % H2, 25,4 об. % N2, 30,5 об. % CH4 и 1,1 об. % C2H4.
К этому сухому газу добавляют водяной пар. Молярное соотношение пар/отходящий газ составляет 1,2. Стадию (c) гидрогенизации проводят с использованием катализатора, содержащего медь и цинк. Температура на входе в реактор составляет 220°C, давление равно 400 фунт/кв. дюйм.
Весьма стабильные эксплуатационные показатели катализатора гидрогенизации в указанных условиях показаны в таблице 1.
Пример 2
Отходящий газ из синтеза Фишера-Тропша содержит 12,7 об. % CO, 25,4 об. % CO2, 6,8 об. % H2, 25,3 об. % N2, 28,8 об. % CH4 и 0,97 об. % C2H4.
К этому сухому газу добавляют водяной пар. Молярное соотношение пар/отходящий газ составляет 0,8. Стадию (c) гидрогенизации проводят с использованием катализатора, содержащего медь, цинк и марганец. Используют изотермический реактор. Температура на входе и выходе из реактора составляет 250°C, давление равно 400 фунт/кв. дюйм.
Чрезвычайно стабильные эксплуатационные показатели катализатора гидрогенизации в указанных условиях показаны в таблице 2.
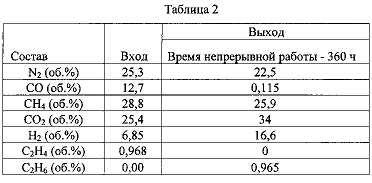
В примере 2 степень превращения CO составляет 99%, которая остается постоянной в течение всей длительности испытания (360 часов). Степень превращения этилена составляет 100%, которая остается постоянной в течение всей длительности испытания (360 часов).
Пример 3
Отходящий газ из синтеза Фишера-Тропша содержит 20,0 об. % CO, 27,4 об. % CO2, 11,25 об. % H2, 6,6 об. % N2, 31,75 об. % CH4 и 1 об. % C2H4.
К этому сухому газу добавляют водяной пар. Молярное соотношение пар/отходящий газ составляет 1,2. Стадию (c) гидрогенизации проводят с использованием двух параллельных реакторов, причем в обоих реакторах используются таблетки катализатора, высотой 4,5 мм и диаметром 4,5 мм, которые содержат медь, цинк и марганец. В обоих реакторах проводят температурные циклы от 250°C до 330°C. Давление в обоих реакторах равно 400 фунт/кв. дюйм.
В обоих реакторах используется одинаковое сырье, но с различной объемной скоростью подачи сухого газа, которая составляет 2500 нм3/м3 загруженного катализатора в час для первого реактора, и 5000 нм3/м3 загруженного катализатора в час для второго реактора.
В этих условиях установлено, что катализатор гидрогенизации работает очень стабильно.
В примере 3, при температуре в реакторе 300°C степень превращения CO в первом реакторе составляет 98,5%, которая остается постоянной в течение всей длительности испытания (384 часа). Степень превращения этилена в первом реакторе составляет 100%, которая остается постоянной в течение всей длительности испытания (384 часа).
В примере 3, при температуре во втором реакторе 300°C степень превращения CO составляет 98,1%, которая остается постоянной в течение всей длительности испытания (384 часа). Во втором реакторе степень превращения этилена составляет 99,87%, которая остается постоянной в течение всей длительности испытания (384 часа).
Пример 4
Отходящий газ из синтеза Фишера-Тропша содержит 12,6-13,1 об. % CO, 37,1-38,0 об. % CO2, 6,7-9,3 об. % H2, 6,1-6,8 об. % N2, 33,3-34,5 об. % CH4 и 2 об. % C2H4.
К этому сухому газу добавляют водяной пар. Молярное соотношение пар/отходящий газ составляет 0,6. Стадию (c) гидрогенизации проводят с использованием таблеток катализатора, высотой 4,5 мм и диаметром 4,5 мм, которые содержат медь, цинк и марганец.
Температура на входе в реактор составляет 200°C, и температура на выходе из реактора равна 320°C, давление составляет 30 бар. Объемная скорость подачи сухого газа составляет 4000 нм3/м3 загруженного катализатора в час.
В этих относительно жестких условиях установлено, что катализатор гидрогенизации работает очень стабильно. Спустя 483 часа, наблюдается только небольшая дезактивация катализатора. Начальная степень превращения этилена, равная 100%, снижается до 97%; начальная степень превращения CO, равная 95%, снижается до 92%.
Заключение
Из примеров следует, что катализатор, содержащий медь и цинк, или катализатор, содержащий медь, цинк и марганец, успешно может быть использован для гидрирования олефинов в отходящем газе синтеза Фишера-Тропша, и для превращения большей части монооксида углерода в отходящем газе по реакции конверсии водяного газа, когда используется молярное соотношение пар/отходящий газ в диапазоне от 0,5 до 1,5. Значительно увеличивается срок службы катализатора гидрогенизации.
Оставшиеся олефины можно гидрировать, и оставшийся монооксид углерода может быть превращен в диоксид углерода и/или в метан, с использованием катализатора на основе никеля. Эта наилучшая возможность, когда газ практически не содержит никаких кислородсодержащих соединений после обработки в присутствии катализатора Cu/Zn или Cu/Zn/Mn, при молярном соотношении пар/отходящий газ в диапазоне от 0,5 до 1,5.
После обработки в присутствии катализатора на основе никеля образовавшийся газ имеет настолько низкое содержание олефинов и монооксида углерода, что очень хорошо подходит для переработки в процессе риформинга с целью получения водородсодержащего газа. Образовавшийся газ можно подавать, например, на технологический участок ПРМВ, причем остаточное низкое содержание монооксида углерода не приводит к каким-либо проблемам.
Настоящее изобретение относится к способу получения парафинового продукта из углеродсодержащего сырья. Способ включает частичное окисление углеродсодержащего сырья для получения смеси, содержащей водород и монооксид углерода, осуществление синтеза Фишера-Тропша с использованием полученной смеси и извлечение парафинового продукта и отходящего газа, гидрогенизацию по меньшей мере части отходящего газа из синтеза Фишера-Тропша, необязательно после удаления углеводородов, используя молярное отношение пар/отходящий газ в диапазоне от 0,5 до 1,5, и катализатор, содержащий медь и цинк, или катализатор, содержащий медь, цинк и марганец, превращение по меньшей мере части образовавшегося газа, используя катализатор на основе никеля, который содержит не более 0,2 масс. % кобальта, не более 0,2 масс. % железа и не более 0,2 масс. % рутения, в расчете на общую массу катализатора, и получение водородсодержащего газа из по меньшей мере части полученного газа, используя процесс риформинга, процесс парового риформинга, процесс риформинга метана с водяным паром, процесс адиабатического парового риформинга, процесс парового риформинга с огневым нагревателем или автотермический процесс парового риформинга. Изобретение обеспечивает оптимизированный способ получения парафинового продукта, а также увеличение срока службы катализатора. 7 з.п. ф-лы, 2 табл., 4 пр.
1. Способ получения парафинового продукта из углеродсодержащего сырья, включающий следующие стадии:
(a) осуществляют частичное окисление углеродсодержащего сырья для получения смеси, содержащей водород и монооксид углерода,
(b) осуществляют синтез Фишера-Тропша с использованием смеси, полученной на стадии (а), и извлечение парафинового продукта и отходящего газа из синтеза Фишера-Тропша,
(c) по меньшей мере часть отходящего газа из синтеза Фишера-Тропша, необязательно после удаления углеводородов, подвергают гидрогенизации, используя молярное отношение пар/отходящий газ в диапазоне от 0,5 до 1,5, и катализатор, содержащий медь и цинк, или катализатор, содержащий медь, цинк и марганец,
(d) по меньшей мере часть газа, образовавшегося на стадии (с), подвергают превращению, используя катализатор на основе никеля, который содержит не более 0,2 масс. % кобальта, не более 0,2 масс. % железа и не более 0,2 масс. % рутения, в расчете на общую массу катализатора, и
(e) получают водородсодержащий газ из по меньшей мере части газа, образовавшегося на стадии (d), предпочтительно используя процесс риформинга, более предпочтительно используя процесс парового риформинга, еще более предпочтительно с использованием процесса риформинга метана с водяным паром, процесса адиабатического парового риформинга, процесса парового риформинга с огневым нагревателем или автотермического процесса парового риформинга, наиболее предпочтительно с использованием процесса адиабатического парового риформинга или процесса риформинга метана с водяным паром.
2. Способ по п. 1, в котором молярное отношение пар/отходящий газ на стадии (с) находится в диапазоне от 0,7 до 1,5, предпочтительно от 0,8 до 1,2.
3. Способ по п. 1, в котором температура на входе в реактор, используемый на стадии (с) гидрогенизации, находится в диапазоне от 200 до 300°С, предпочтительно от 220 до 270°С.
4. Способ по п. 1, в котором стадию (с) гидрогенизации проводят с использованием двух или более параллельных реакторов.
5. Способ по п. 1, в котором температура на входе в реактор, используемый на стадии (d), находится в диапазоне от 300 до 500°С, предпочтительно от 350 до 500°С, более предпочтительно от 350 до 400°С.
6. Способ по п. 1, в котором молярное отношение пар/сухой газ, используемое для стадии (d), находится в диапазоне от 0,5 до 1,5, предпочтительно от 0,7 до 1,5, более предпочтительно от 0,8 до 1,2.
7. Способ по любому из пп. 1-6, в котором после стадии (b) и до стадии (с) из отходящего газа синтеза Фишера-Тропша удаляют углеводороды.
8. Способ по п. 7, в котором углеводороды из отходящего газа синтеза Фишера-Тропша удаляют путем:
I) контактирования по меньшей мере части отходящего газа из синтеза Фишера-Тропша, который содержит водород, монооксид углерода, диоксид углерода, азот и C3+ углеводороды, необязательно после охлаждения, с промывочной жидкостью в скруббере;
II) удаления промывочной жидкости и по меньшей мере части C3+ углеводородов в потоке из скруббера со стадии I);
III) удаления оставшегося отходящего газа в отдельном потоке из скруббера со стадии I);
IV) обеспечения сырья, содержащего по меньшей мере часть потока, полученного на стадии II), для сепаратора;
V) разделения по меньшей мере части потока, полученного на стадии II), в сепараторе со стадии IV) на по меньшей мере один легкий поток и один тяжелый поток, причем указанный легкий поток предпочтительно содержит монооксид углерода и диоксид углерода, а указанный тяжелый поток предпочтительно содержит углеводороды, имеющие по меньшей мере 3 атома углерода;
VI) разветвления по меньшей мере части тяжелого потока, полученного на стадии V), на по меньшей мере два потока, где по меньшей мере один поток содержит промывочную жидкость, а другой поток содержит углеводороды, имеющие по меньшей мере 3 атома углерода, и не более 5 об.% углеводородов с 10 или более атомами углерода;
VII) обеспечения сырья, содержащего по меньшей мере часть потока, содержащего промывочную жидкость, полученного на стадии VI), для скруббера со стадии I);
VIII) необязательного обеспечения дополнительного сырья, содержащего промывочную жидкость, для скруббера стадии I), при этом легкий поток, предпочтительно содержащий монооксид углерода и диоксид углерода, который отделен на стадии V), подвергают гидрогенизации на стадии (с).
| EP 1860063 A1, 28.11.2007 | |||
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПАРАФИНИСТОГО РАФИНАТА И ЕГО ПРИМЕНЕНИЕ | 2002 |
|
RU2268286C2 |

