Изобретение относится к области деревообрабатывающей промышленности и направлено на повышение надежности и увеличение срока службы дереворежущих пил путем предотвращения образования микротрещин в зоне междузубной впадины зубчатой кромки полотна пилы при подготовке пилы к работе.
В процессе изготовления и подготовки к работе дереворежущих пил производят насечку, заточку зубьев и шлифовку междузубных впадин. Шлифованная поверхность характеризуется классом чистоты, который определяется высотой неровностей Rz, а высота неровностей в свою очередь характеризуется размером зерна абразивного инструмента. Между микронеровностями образуются локальные зоны напряженности, приводящие к появлению микротрещин. В процессе работы под воздействием сил резания в зоне междузубных впадин возникают напряжения, которые накладываются и локализуются между неровностями, способствуя дальнейшему развитию микротрещин с перерастанием их в трещины, приводящие к выходу из строя дереворежущих пил.
Известен способ изготовления пил, включающий заточку зубьев под углом и двустороннюю пластическую деформацию, например, двусторонним вдавливанием штампов или двусторонней прокаткой роликами, создающую в междузубных впадинах сжимающие напряжения, которой подвергают область полотна, расположенную в пределах биссектрисы угла заточки и составляющую от касательной не менее одного радиуса закругления междузубной впадины в сторону вершины зуба и не менее двух радиусов в сторону полотна, что предотвращает образование и развитие трещин (а.с. СССР №1201072, МПК B23D 65/00, 1985).
Недостатком данного способа является то, что он только предотвращает развитие, но не исключает изначального образования микротрещин в процессе подготовки пил, что снижает эксплуатационную надежность пильного полотна.
Известен способ торможения распространения трещины в ленточной пиле созданием в зоне пилы у конца трещины начальных напряжений сжатия путем нагрева участка пилы с центром в конце трещины до температуры 350-550°C, выдерживанием при этой температуре 20-50 с и охлаждением до температуры окружающей среды (Российская Федерация пат. №2395388 С1, МПК В27В 33/00, 2006.01).
Недостатком данного способа является то, что этот способ также направлен на торможение распространения уже образовавшихся трещин, сопряжен со сложностью определения координат точки нагрева и трудоемкий, что снижает эксплуатационную надежность пильного полотна.
Известен способ подготовки зубьев пилы путем тщательной абразивной отшлифовки междузубных впадин при подготовке пилы, чтобы обеспечить высокий класс чистоты поверхности и сократить количество образующихся трещин (Якунин Н.К., Якунин И.Н. Подготовка к работе и эксплуатация ленточных пил: учебное пособие. - М.: МГУЛ, 2005, с. 84).
Этот способ принят за прототип.
Недостатком способа является то, что в процессе шлифования абразивным инструментом междузубной впадины возникают нано- и микротрещины, которые под действием возникающих напряжений в междузубной впадине, обусловленных силами резания в процессе пиления, могут увеличиваться, что снижает эксплуатационную надежность пильного полотна и вызывает необходимость снятия при переточке большого слоя металла на глубину трещин, иногда до нескольких миллиметров.
Изобретение предназначено для повышения долговечности и эксплуатационной надежности пил.
Это достигается тем, что обработку зоны междузубной впадины зубчатой кромки полотна пилы выполняют металлическим или керамическим диском, выполненным из износостойкого материала тверже, чем материал полотна пилы, путем термопластического нагрева контактной зоны металла впадины трением контактных поверхностей диска и впадины до состояния пластификации слоя металла при температуре, определяемой из соотношения:
где δ - коэффициент распределения теплоты между трущимися телами;
 - коэффициент трения;
- коэффициент трения;
kσ - давление контакта;
V - скорость скольжения;
I - механический эквивалент теплоты;
λ - теплопроводность;
kп - коэффициент пропорциональности, определяемый экспериментальным путем;
ρ - плотность материала;
a - коэффициент температуропроводности;
λg - длина волны неровностей на трущейся поверхности.
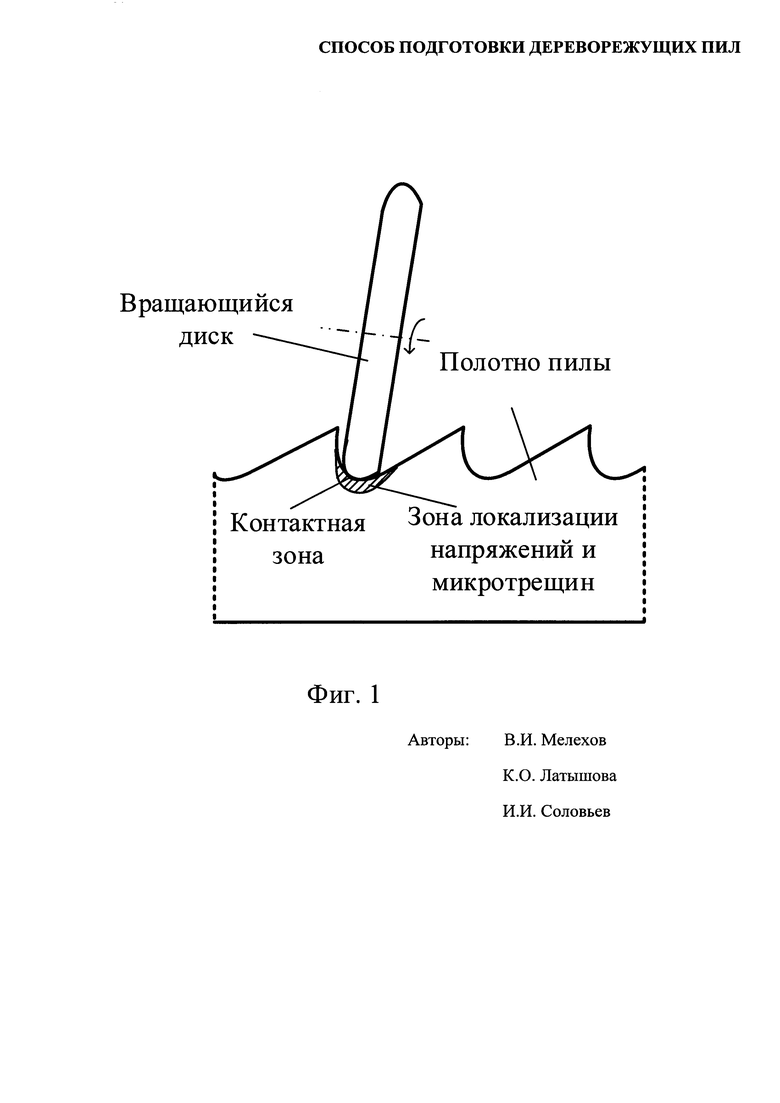
На фиг. 1 изображена схема взаимодействия износостойкого металлического или керамического диска с локальной зоной междузубной впадины пилы, показана контактная зона участка впадины с инструментом.
Способ заключается в термопластической обработке междузубной впадины пилы металлическим или керамическим вращающимся диском путем пластификации материала пилы в зоне локализации напряжений и микротрещин за счет разогрева локального участка трением в контактной зоне диска и пилы. Способ осуществляется следующим образом. Первоначально производится насечка и заточка режущих зубьев пилы, после чего междузубная впадина зубчатой кромки полотна пилы дополнительно обрабатывается вращающимся металлическим или керамическим диском, выполненным из износостойкого материала тверже, чем металл полотна пилы, в результате чего происходит нагрев металла трением в зоне контакта до температуры пластификации металла локального участка поверхности междузубной впадины, в результате устраняются напряжения в междузубной впадине и исключается возможность образования микротрещин. При этом возможно образование наплывов металла на боковой поверхности полотна в зоне контакта, что также увеличивает структурную прочность зоны впадин. Величина наплывов не превышает величины уширения зубчатой кромки на сторону и не препятствует работе пилы в пропиле. Требуемая температура нагрева определяется скоростью вращения и контактным давлением диска на материал пилы. Температура Т=750°C для стали 85ХФ, из которой изготавливают дереворежущие пилы, достигается при следующих значениях:

Применение такого способа обработки междузубных впадин дереворежущих пил позволяет предотвратить возникновение локальных точечных напряжений на обрабатываемой поверхности и появление в результате этого микротрещин на участке междузубной впадины зубчатой кромки полотна пилы и повышает надежность работы пил.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2016 |
|
RU2619250C1 |
| Ленточная пила | 2019 |
|
RU2718570C1 |
| Способ снижения усталостных напряжений в полотне ленточной пилы | 2018 |
|
RU2677198C1 |
| Способ изготовления пил | 1984 |
|
SU1201072A1 |
| Способ повышения жесткости круглой пилы | 2019 |
|
RU2708703C1 |
| Способ термической обработки зубьев дереворежущих пил | 2020 |
|
RU2750431C1 |
| Устройство для тепловой обработки зоны сварного шва полотна ленточной пилы с зубчатой и задней кромкой | 2021 |
|
RU2775040C1 |
| Круглая пила для продольной распиловки древесины | 2022 |
|
RU2786243C1 |
| КРУГЛАЯ ПИЛА | 1992 |
|
RU2048286C1 |
| Круглая пила для поперечной распиловки древесины | 2022 |
|
RU2786245C1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к подготовке пил. Выполняют формирование зубчатой режущей кромки, заточку режущих элементов и операцию шлифования междузубных впадин пилы абразивным инструментом. Обработку зоны междузубной впадины зубчатой кромки полотна пилы выполняют вращающимся диском. Диск выполнен из износостойкого металла или керамики. Материал диска тверже, чем металл, из которого изготовлено полотно пилы. Выполняют нагрев контактной зоны впадины до состояния пластификации слоя металла на поверхности междузубной впадины за счет контактного трения поверхностей диска и впадины. Повышается долговечность и эксплуатационная надежность пил. 1 ил.
Способ подготовки дереворежущих пил, включающий формирование зубчатой режущей кромки, заточку режущих элементов и операцию шлифования междузубных впадин пилы абразивным инструментом, отличающийся тем, что обработку зоны междузубной впадины зубчатой кромки полотна пилы выполняют вращающимся диском, выполненным из износостойкого материала тверже, чем материал полотна пилы, путем термопластического нагрева контактной зоны металла впадины трением контактных поверхностей диска и впадины до состояния пластификации слоя металла, с последующим снятием материала, при температуре, определяемой из соотношения:
где δ - коэффициент распределения теплоты между трущимися телами,
 - коэффициент трения,
- коэффициент трения,
kσ - давление контакта,
V - скорость скольжения,
I - механический эквивалент теплоты,
λ - теплопроводность,
kп - коэффициент пропорциональности, определяемый экспериментальным путем,
ρ - плотность материала,
а - коэффициент температуропроводности,
λg - длина волны неровностей на трущейся поверхности.
| Якунин Н.К., Якунин И.Н | |||
| "Подготовка к работе и эксплуатация ленточных пил", МГУЛ, М., 2005, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| СПОСОБ ТОРМОЖЕНИЯ РАСПРОСТРАНЕНИЯ ТРЕЩИНЫ В ЛЕНТОЧНОЙ ПИЛЕ | 2009 |
|
RU2395388C1 |
| Способ изготовления пил | 1984 |
|
SU1201072A1 |
| US 2885912 A1, 12.05.1959 | |||
| WO 1995026850 A1, 12.10.1995. | |||

