Изобретение может быть использовано в деревообрабатывающей отрасли промышленности и предназначено для повышения долговечности и износостойкости дереворежущих пил.
Известен способ периодического упрочнения пил, включающий закалку вершин зубьев пилы с повторной закалкой при уменьшении остаточной высоты закаленного участка при заточках (RU 2326175 C1, 21.06.2006).
Недостатками аналога является возникновение нано- и микротрещин на закаливаемой поверхности вследствие резкого перепада температур на границе «поверхность зуба – закалочная среда» при перемещении предмета обработки в закалочную среду, окисление по поверхности закаливаемого участка зуба пилы кислородом воздуха с образованием окалины в процессе нагрева, что существенно снижает износостойкость и долговечность пилы.
Известен способ термической обработки зубьев дереворежущей пилы, включающий индукционный нагрев зубьев пилы под закалку и отпуск в воздухе, охлаждение в жидкой закалочной среде (RU 2259408 C1, 06.07.2014).
Во время работы инструмента зубья пилы изнашиваются и их заострение уменьшается, что требует их периодической заточки. При каждой заточке уменьшаются геометрические размеры полотна пилы (ширина, диаметр). Уменьшение износа зубьев пилы достигается увеличением их твёрдости закалкой, что позволяет существенно увеличить интервал между переточками, уменьшить износ полотна и увеличить долговечность инструмента.
Это решение наиболее близко к заявленному и принято за прототип. Недостатками прототипа является окисление закаливаемого участка зуба пилы кислородом воздушной среды с образованием окалины на обрабатываемой поверхности в процессе нагрева в воздухе, возникновение внутренних и поверхностных напряжений, нано и микротрещин на поверхности материала из-за резкого перепада температур в граничном слое «поверхность зуба – закалочная среда» при перемещении пилы в жидкую закалочную среду, что существенно снижает рабочий ресурс инструмента.
Изобретение направлено на решение задачи повышения износостойкости, долговечности и рабочего ресурса пилы.
Это достигается тем, что термическая обработка зубьев дереворежущих пил производится импульсным индукционным нагревом до температуры закалки и отпуска, при этом нагрев и охлаждение зубьев пилы проводят последовательно непосредственно в жидкой диэлектрической закалочной среде без контакта обрабатываемой поверхности зуба с внешней воздушной средой.
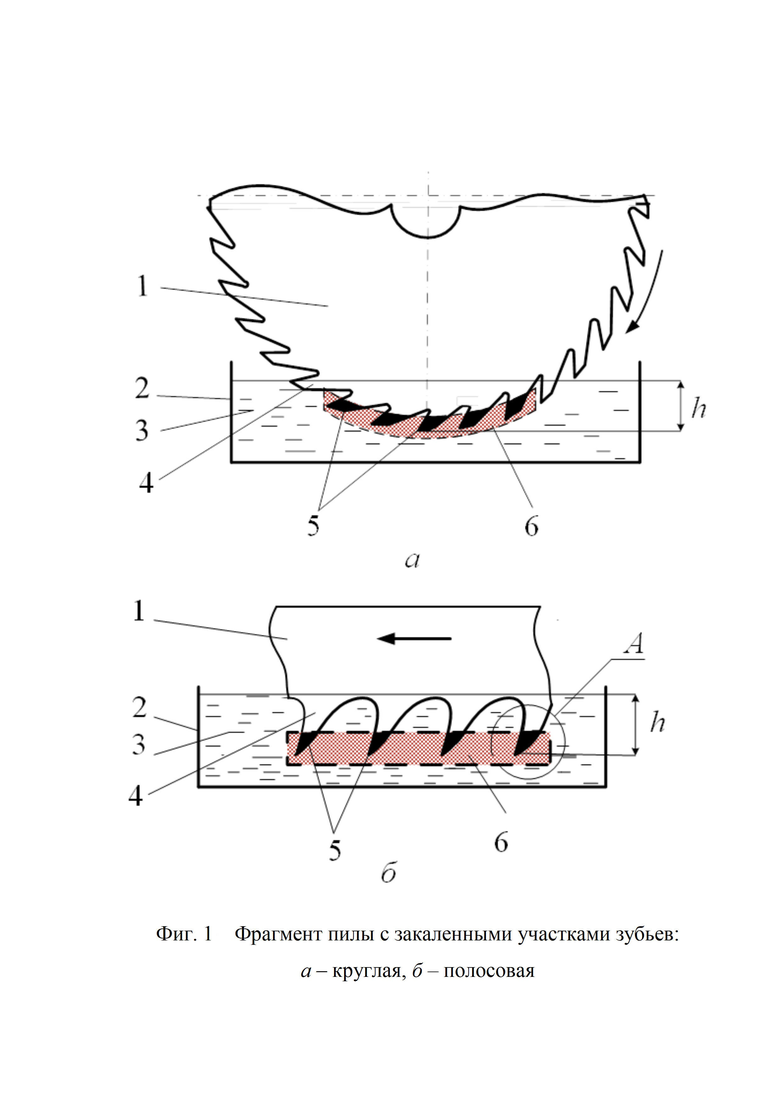
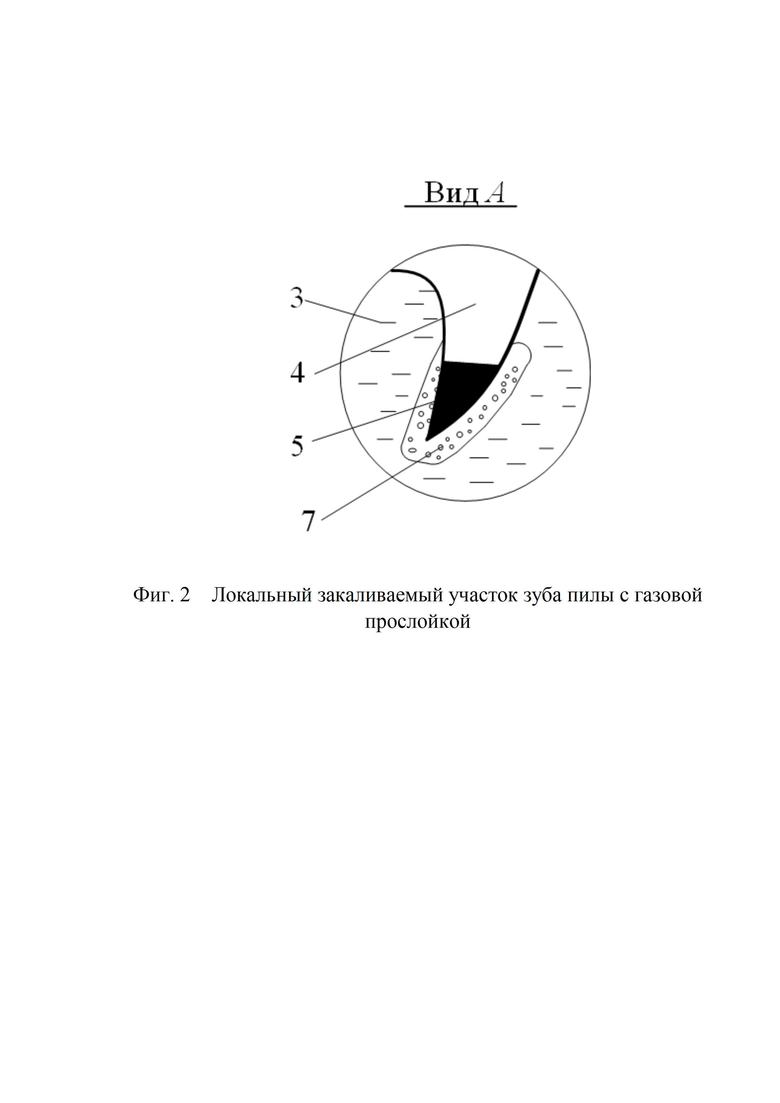
На фиг.1 показан фрагмент пилы с закаленными участками зубьев: a – круглой; б - полосовой, на фиг. 2 показан на виде А локальный участок зуба пилы с газовой прослойкой, где
1 – полотно пилы; 2 – ванна; 3 – диэлектрическая закалочная жидкость; 4 – зуб пилы; 5 – локальный закаливаемый участок зуба пилы; 6 – индуцирующий провод; 7 – зона образования газовой прослойки.
Способ осуществляют следующим образом: полотно пилы 1 помещают в ванну 2 с диэлектрической закалочной жидкостью 3 на глубину h, обеспечивающую нахождение локального закаливаемого участка 5 зуба 4 в жидкой закалочной среде. При этом боковая поверхность полотна пилы расположена параллельно поверхности индуцирующего провода 6 без контакта с ним. Далее производят импульсный индукционный нагрев локального участка зуба пилы до температуры закалки. Одновременно в граничном слое «поверхность зуба – закалочная среда» жидкий диэлектрик мгновенно закипает и испаряется с образованием инертной газовой прослойки 7 с понижением температуры контактной поверхности, так как температура граничного газового слоя намного меньше температуры закалки. Далее образовавшийся газ в виде пузыря гравитационно удаляется и охлаждение закаливаемого участка происходит непосредственно в закалочной среде при соответствующей температуре жидкости без газообразования с интенсивным отводом тепла в закалочную жидкость.
Закалка может производиться одиночными зубьями или группой. После закалки группы зубьев полотно пилы перемещают и производят закалку следующей очередной группы зубьев.
В качестве закалочной среды может быть применен жидкий диэлектрик, например, Envirotemp FR3™, не содержащий нефтепродуктов, галогенов, кремнийорганических соединений или иных потенциально опасных веществ, не токсичный. При испарении жидкости основным компонентом является водород, инертный по отношению к металлу.
Предлагаемое решение позволяет проводить закалку, отпуск и охлаждение зубьев пилы непосредственно в жидкой диэлектрической среде, что предотвращает окисление поверхности, образование окалины, внутренних и поверхностных напряжений и трещин.
Предложенное техническое решение позволяет повысить износостойкость, долговечность и рабочий ресурс пилы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглая пила для продольной распиловки древесины | 2022 |
|
RU2786243C1 |
| Круглая пила для поперечной распиловки древесины | 2022 |
|
RU2786245C1 |
| СПОСОБ ПЕРИОДИЧЕСКОГО УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2326175C2 |
| СПОСОБ УПРОЧНЕНИЯ ПИЛ | 2006 |
|
RU2333971C2 |
| Способ электроконтактной закалки вершин зубьев дисковых пил и устройство для его осуществления | 1990 |
|
SU1786140A1 |
| СПОСОБ ПОДГОТОВКИ ДЕРЕВОРЕЖУЩИХ ПИЛ | 2015 |
|
RU2617602C1 |
| Ленточная пила | 2022 |
|
RU2786237C1 |
| Способ закалки цилиндрическихиздЕлий из лЕгиРОВАННыХ СТАлЕй ичугуНОВ | 1978 |
|
SU810851A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ СТАЛИ И ПИЛ, СТАЛЬ И ИЗДЕЛИЯ ИЗ НЕЕ | 2003 |
|
RU2235136C1 |
| Способ термической обработки крупномодульных эвольвентных зубчатых колес | 1989 |
|
SU1740456A1 |
Изобретение относится к способу термической обработки зубьев дереворежущей пилы. Способ включает индукционный нагрев зубьев пилы до температуры закалки, последующее охлаждение в закалочной среде, при этом нагрев зубьев пилы проводят импульсно с последующим охлаждением непосредственно в жидкой диэлектрической закалочной среде без контакта обрабатываемой поверхности зуба с внешней воздушной средой. Технический результат заключается в создании способа, обеспечивающего повышение износостойкости, долговечности и рабочего ресурса пилы. 2 ил.
Способ термической обработки зубьев дереворежущей пилы, включающий индукционный нагрев зубьев пилы до температуры закалки, последующее охлаждение в закалочной среде, отличающийся тем, что нагрев зубьев пилы проводят импульсно с последующим охлаждением непосредственно в жидкой диэлектрической закалочной среде без контакта обрабатываемой поверхности зуба с внешней воздушной средой.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ДИСКОВ ПИЛ | 2004 |
|
RU2259408C1 |
| Устройство для высокочастотной закалки мелких деталей | 1953 |
|
SU100557A1 |
| ЗАКАЛОЧНАЯ СРЕДА | 0 |
|
SU193556A1 |
| CN 101838729 B, 27.06.2012 | |||
| JP 2001089809 A, 03.04.2001. | |||

