Изобретение относится к области строительства мостов, зданий и сооружений, а именно к крепежным средствам, гибким стержневым упорам, используемым для объединения железобетонных плит со стальными несущими балками сталежелезобетонных мостов, зданий и сооружений.
Известна конструкция гибкого упора ЗАО «Курганстальмост», патент РФ №2166675, F16B 33/00, опубл. 10.05.2001 г. Гибкий упор сформирован из стержня с гладкой поверхностью, один конец выполнен токопроводящим с высаженной головкой. Другой конец гибкого упора - привариваемый и имеет контактный наконечник в форме усеченного конуса с глухим цилиндрическим отверстием по оси стержня упора. В глухое цилиндрическое отверстие запрессован мерный кусок сварочной алюминиевой проволоки, предназначенный для розжига сварочной дуги.
Недостатком этой конструкции является усеченный конус на привариваемом конце, который является трудоемким и сложно выполнимым элементом в крупносерийном производстве методом холодной высадки. Получение усеченного конуса высадкой создает дополнительные нагрузки на высадочный инструмент и приводит к его быстрому выходу из строя, что указывает на нестабильность процесса производства. Получение глухого цилиндрического отверстия возможно сверлением, что также говорит об увеличении трудоемкости изготовления данного гибкого упора, так как требуется дополнительная технологическая операция.
Наиболее близкой по технологической сущности и получаемому результату является конструкция гибкого упора производства фирмы Nelson (Германия) (http://nelsonua.com/) и фирмы  (Германия) (http://www.koeco-rus.ru/produkcija) «Шпилька-упор SD1» DIN EN ISO 13918. «Шпилька-упор SD1» сформирована в виде металлического изделия стержневого типа. Тело «Шпильки-упора SD1» является токопроводящим, одна сторона с головкой, другая - привариваемая - имеет контактный наконечник из алюминия, предназначенный для розжига сварочной дуги. Известны форма контактного алюминиевого наконечника и отверстия для его запрессовки. Контактный алюминиевый наконечник представляет собой мерный кусок сварочной алюминиевой проволоки, длина которого равна диаметру. Отверстие для запрессовки контактного алюминиевого наконечника имеет форму крестообразного глухого отверстия, выполненного по оси стержня шпильки-упора на привариваемой стороне.
(Германия) (http://www.koeco-rus.ru/produkcija) «Шпилька-упор SD1» DIN EN ISO 13918. «Шпилька-упор SD1» сформирована в виде металлического изделия стержневого типа. Тело «Шпильки-упора SD1» является токопроводящим, одна сторона с головкой, другая - привариваемая - имеет контактный наконечник из алюминия, предназначенный для розжига сварочной дуги. Известны форма контактного алюминиевого наконечника и отверстия для его запрессовки. Контактный алюминиевый наконечник представляет собой мерный кусок сварочной алюминиевой проволоки, длина которого равна диаметру. Отверстие для запрессовки контактного алюминиевого наконечника имеет форму крестообразного глухого отверстия, выполненного по оси стержня шпильки-упора на привариваемой стороне.
Недостатками данной конструкции является сложная и трудоемкая форма глухого отверстия для запрессовки контактного алюминиевого наконечника, которая не гарантирует надежной фиксации контактного наконечника при запрессовке.
Задача - создание формы контактного алюминиевого наконечника и формы отверстия для его запрессовки, обеспечивающих надежное закрепление контактного наконечника малозатратным методом, удовлетворяющим условиям крупносерийного и массового производства.
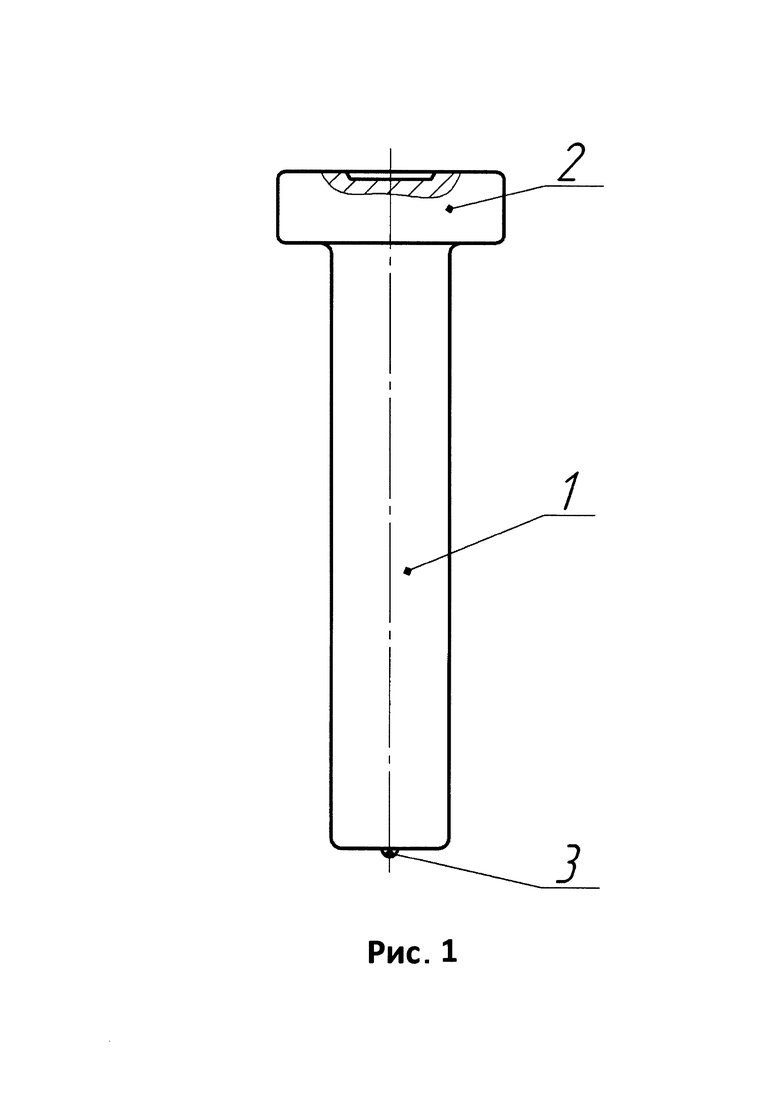
На рис. 1 показана конструкция «Шпильки-упора SD1» ГОСТ Р 55738-2013 (DIN EN ISO 13918).
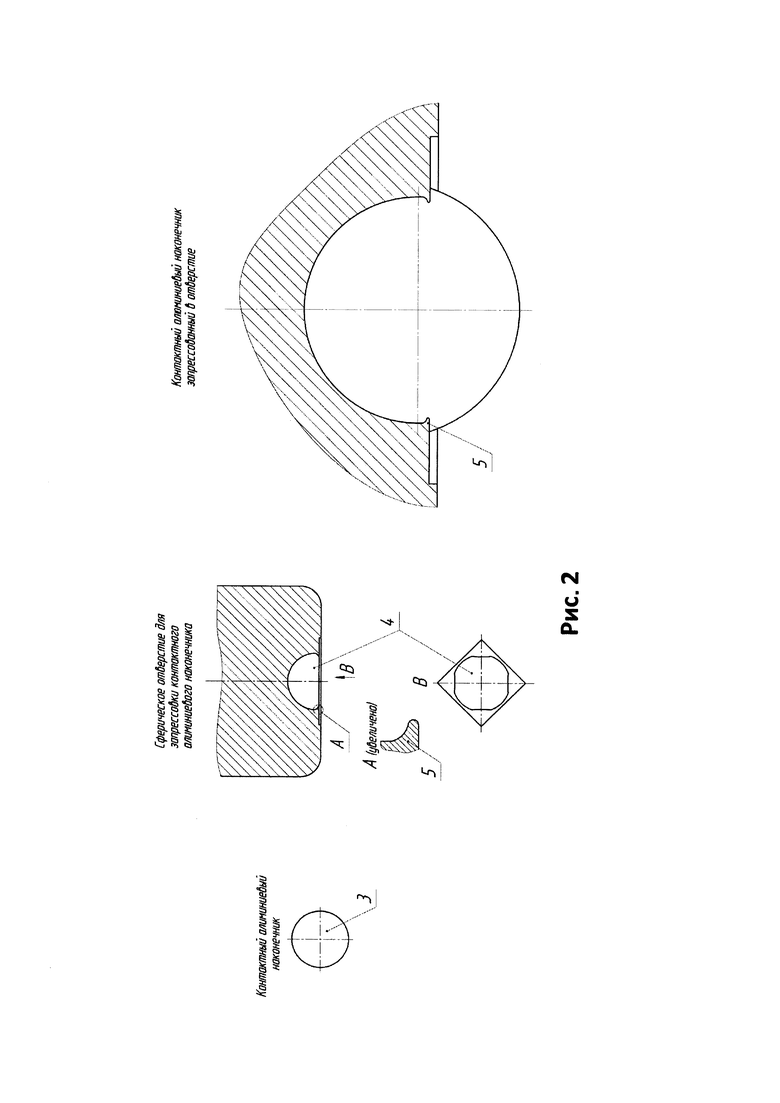
На рис. 2 показаны форма контактного алюминиевого наконечника, сферическое отверстие для запрессовки контактного алюминиевого наконечника и способ закрепления наконечника в отверстии (контактный алюминиевый наконечник, запрессованный в отверстие).
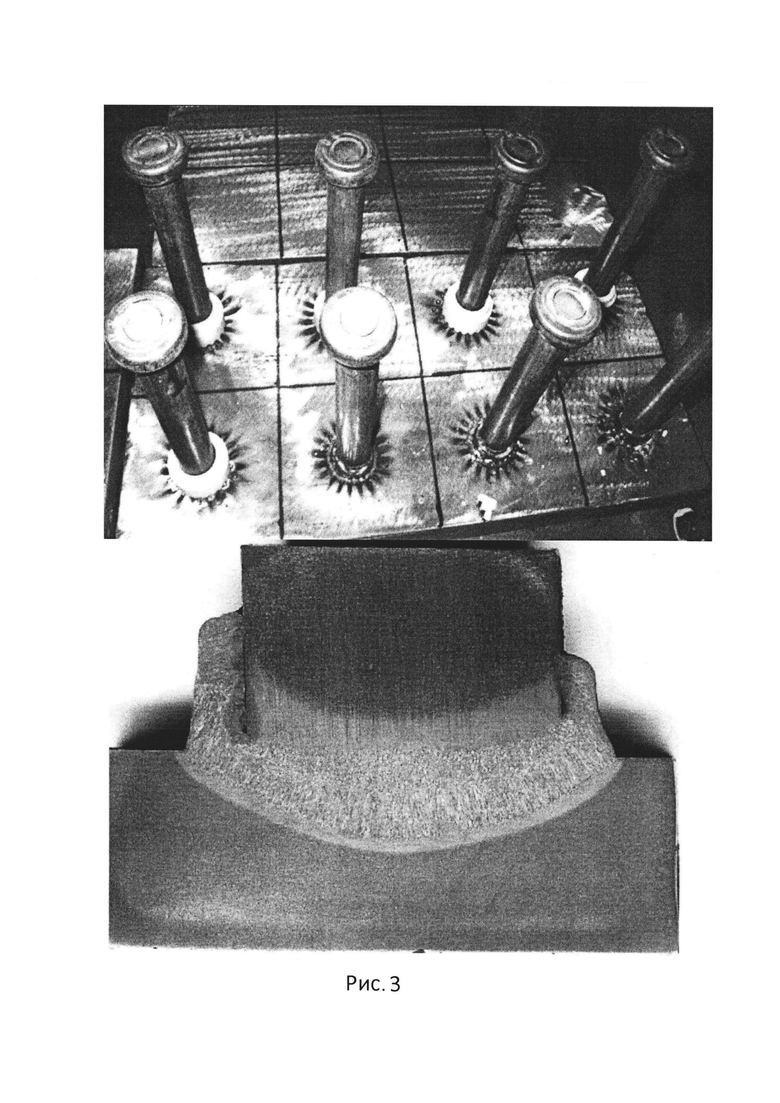
На рис. 3 показана фотография приваренной «Шпильки-упора SD1» ГОСТ Р 55738-2013 (DIN EN ISO 13918) с предложенной схемой закрепления алюминиевого наконечника.
Шпилька-упор SD1 (рис. 1) сформирована из стержня 1 с гладкой поверхностью, на одном конце которого высажена головка 2, на другом - привариваемом конце - закреплен контактный алюминиевый наконечник 3, предназначенный для розжига сварочной дуги.
Контактный алюминиевый наконечник 3 (рис. 2) имеет форму шара. Для закрепления контактного алюминиевого наконечника на торце привариваемого конца стержня выполнено отверстие 4 по оси стержня. Отверстие имеет форму сферической лунки, края которой 5 обжаты за счет опрессовки отверстия с целью надежной фиксации контактного алюминиевого наконечника в процессе его запрессовки в отверстие.
Процесс изготовления стержня, головки и формирование отверстия (включая опрессовку краев 5) для крепления контактного алюминиевого наконечника выполняется одновременно на многопозиционном автомате методом холодной высадки.
Запрессовка контактного алюминиевого наконечника производится на специализированной машине для запрессовки. При запрессовке алюминиевый шар внедряется в отверстие, полностью заполняя его, и фиксируется выступами металла, полученными в ходе опрессовки краев 5 отверстия (рисунок 2).
Указанное оборудование и схема производства предназначены для изготовления в условиях крупносерийного, массового производства.
Данный метод успешно используется при производстве Шпильки-упора SD1 ∅16 мм, ∅19 мм, ∅22 мм по ГОСТ Р 55738-2013 (DIN EN ISO 13918).
Основное преимущество метода заключается в обеспечении надежного крепления контактного алюминиевого наконечника при высокой интенсивности производства и с малыми затратами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПОР ГИБКИЙ | 2000 |
|
RU2166675C1 |
| ЗАЖИМ ДЛЯ БЕЗВИНТОВОГО ПОДКЛЮЧЕНИЯ ПРОВОДА | 2001 |
|
RU2216078C2 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| Кабельный наконечник | 1978 |
|
SU750632A1 |
| ТОКОПРОВОДЯЩИЙ НАКОНЕЧНИК ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220036C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ АКСИАЛЬНО-ПОРШНЕВОЙ ГИДРОМАШИНЫ | 1995 |
|
RU2099596C1 |
| ПЬЕЗОЭЛЕКТРИЧЕСКИЙ АКСЕЛЕРОМЕТР | 1981 |
|
SU1009212A1 |
| ТОКОПРОВОДЯЩИЙ НАКОНЕЧНИК ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2220037C2 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ТВЭЛОВ ГАЗОМ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1991 |
|
RU2065213C1 |
| СТЫКОВОЙ ЭЛЕКТРИЧЕСКИЙ СОЕДИНИТЕЛЬ | 2011 |
|
RU2478050C2 |
Изобретение относится области строительства мостов, зданий и сооружений, а именно к крепежным средствам, гибким стержневым упорам, используемым для объединения железобетонных плит со стальными несущими балками сталежелезобетонных мостов, зданий и сооружений. Шпилька-упор сформирована из стержня с гладкой поверхностью, на одном конце которого выполнена головка, на другом конце закреплен контактный алюминиевый наконечник, предназначенный для розжига сварочной дуги. Контактный алюминиевый наконечник имеет форму шара. Для закрепления контактного алюминиевого наконечника на торце стержня выполнено отверстие по оси стержня. Отверстие имеет форму сферической лунки, края которой обжаты за счет опрессовки отверстия с целью надежной фиксации контактного алюминиевого наконечника в процессе его запрессовки в отверстие. Технический результат заключается в обеспечении надежного крепления контактного алюминиевого наконечника при высокой интенсивности производства и с малыми затратами. 2 з.п. ф-лы, 3 ил.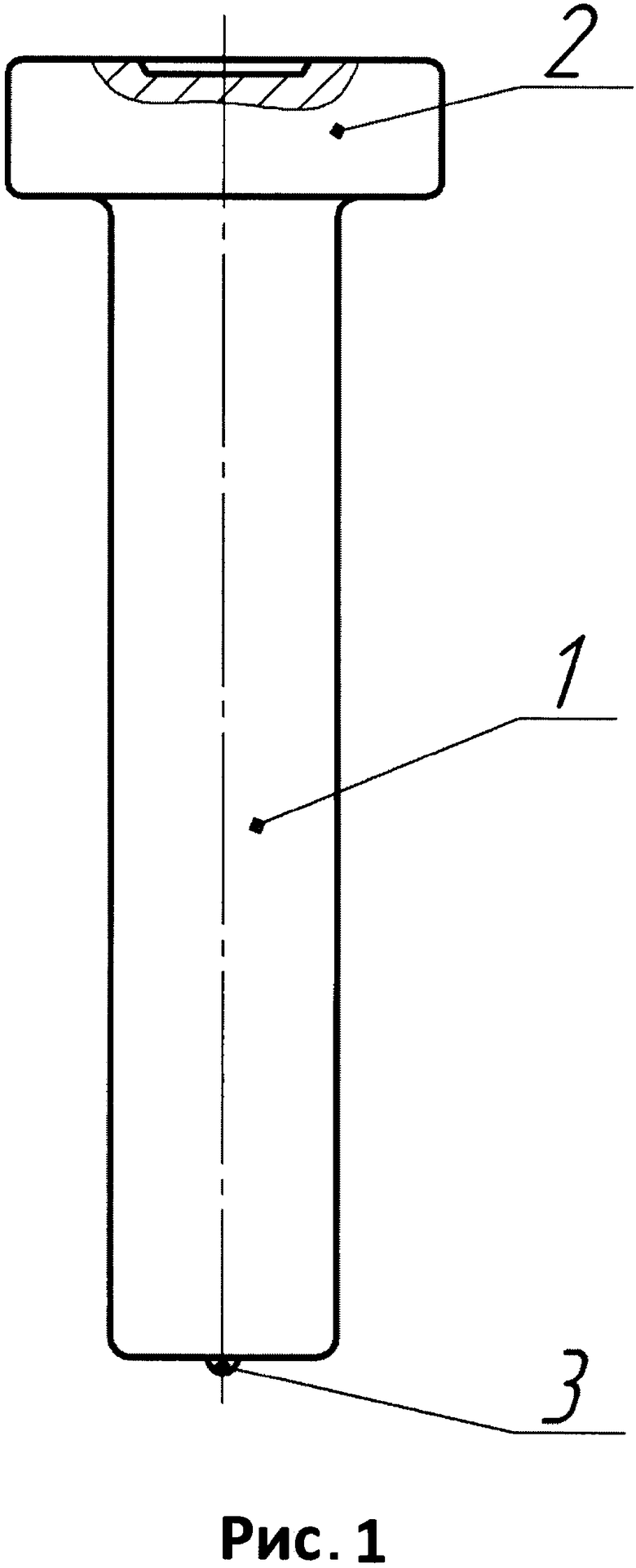
1. Шпилька-упор, сформированная из стержня с гладкой поверхностью, на одном конце которого выполнена головка, а на другом конце с торца имеется отверстие по оси стержня для размещения в нем контактного наконечника, отличающаяся тем, что отверстие имеет форму сферической лунки с обжатыми краями, а контактный наконечник имеет форму шара.
2. Шпилька-упор по п. 1, отличающаяся тем, что края сферической лунки обжаты за счет опрессовки отверстия.
3. Шпилька-упор по п. 1, отличающаяся тем, что контактный наконечник выполнен из алюминия.
| УПОР ГИБКИЙ | 2000 |
|
RU2166675C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ МОНОЛИТНОЙ ЖЕЛЕЗОБЕТОННОЙ ПЛИТЫ И СТАЛЬНОЙ БАЛКИ СТАЛЕЖЕЛЕЗОБЕТОННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 1997 |
|
RU2110639C1 |
| Самоохлаждаемый тормозной шкив | 1985 |
|
SU1386775A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ И ПОДАЧИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2014 |
|
RU2553836C1 |
| Комбинированный двухступенчатый пылеуловитель | 1981 |
|
SU997827A1 |

