УРОВЕНЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к текстильной конвейерной ленте для обработки пульпы или массы в обрабатывающем устройстве. Лента имеет такой шов, чтобы она могла быть превращена в бесконечную петлю в обрабатывающем устройстве.
[0002] Настоящее изобретение дополнительно относится к изготовлению и использованию конвейерной ленты. Область техники, к которой относится настоящая патентная заявка, более подробно описывается в преамбулах независимых пунктов формулы изобретения настоящей патентной заявки.
[0003] Текстильные ленты используются в промышленных производственных процессах для обработки, например, различных волоконных полотен и волоконных пульп. Как правило, обработка относится к транспортировке содержащей жидкость пульпы на продуктовой стороне ленты и одновременному дренажу жидкости. Лента движется в бесконечной петле вокруг управляющих и приводных роликов. В дополнение к этому, лента поддерживается на ее транспортной секции с помощью конструкции механизма обработки, так что лента трется о части механизма и изнашивается на поверхности своей машинной стороны. Лента может включать в себя шов, проходящий в поперечном направлении, благодаря которому замена ленты производится легче и быстрее, чем замена соответствующей бесконечной конвейерной ленты. Однако, шов является структурно самой слабой точкой ленты. Поскольку шов также подвергается истиранию и износу во время использования, лента часто нуждается в замене из-за разрушения шва или ослабления, вызванного износом. Замена ленты всегда влечет за собой дополнительные затраты и время простоя.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Задача настоящего изобретения заключается в том, чтобы предложить новый и улучшенную текстильную конвейерную ленту, способ для ее изготовления, и ее применение.
[0005] Конвейерная лента по настоящему изобретению характеризуется тем, что поверхность машинной стороны области шва имеет по меньшей мере одну проходящую в поперечном направлении нить износа, которая проходит по всей ширине ленты в поперечном направлении и располагается в основной структуре ленты, но функционально является дополнительной изнашивающейся нитью относительно основной структуры ленты.
[0006] Способ по настоящему изобретению характеризуется тем, что на поверхности машинной стороны области шва располагается по меньшей мере одна нить износа поперечного направления так, чтобы она проходила по всей ширине ленты в поперечном направлении, причем нить износа располагается в основной структуре ленты, но функционально является дополнительной изнашивающейся нитью относительно основной структуры ленты.
[0007] Применение в соответствии с настоящим изобретением характеризуется эксплуатацией ленты в качестве бесконечной петли в плоском промывочном устройстве, подачей пульпы на поверхность продуктовой стороны ленты и транспортировкой ее на вакуумном столе плоского промывочного устройства так, чтобы жидкость, содержащаяся в пульпе, фильтровалась через ленту.
[0008] Идея заключается в том, чтобы снабдить область шва ленты по меньшей мере одной поперечной нитью износа, которая предохраняет шов ленты от износа. Поперечная нить износа является дополнительной нитью относительно функциональности основной структуры ленты и не имеет никакой другой цели, кроме как улучшить износостойкость шва. Таким образом, нить износа не предназначена для того, чтобы воздействовать на плотность или маркировку области шва или другие основные свойства ленты. Нить износа проходит во всей ширине ленты в поперечном направлении (CMD).
[0009] Одно преимущество состоит в том, что с помощью нити износа шов может быть отделен от поверхностей на машинной стороне ленты так, чтобы износа шва можно было избежать. В дополнение к этому, нить износа увеличивает количество материала, подвергаемого изнашиванию в области шва, посредством чего меньшие деформации прикладываются к критическим с точки зрения долговечности частям шва даже после того, как нить износа износилась до того же самого уровня, что и другие нити области шва. Нити износа действуют в ленте как приносимая в жертву защита против износа. Износ и повреждение нитей износа вообще не влияют на функциональные свойства ленты, потому что нити износа являются дополнительными нитями, не имеющими каких-либо других целей, кроме износостойкости.
[0010] Далее, поскольку нити износа направлены поперечно ленте, они не придают ленте жесткости в направлении движения ленты. В результате лента хорошо сгибается даже вокруг приводных и направляющих роликов, которые имеют относительно малый диаметр. Таким образом, защита от износа не ослабляет ходовых свойств ленты.
[0011] Идея одного варианта осуществления заключается в том, что нить износа имеет свою собственную систему нити.
[0012] Идея одного варианта осуществления заключается в том, что оба соединяющихся конца ленты снабжены областью шва, которая имеет длину в машинном направлении от наиболее удаленного края соединяющегося конца. Обе области шва снабжаются несколькими нитями износа поперечного направления на поверхности машинной стороны ленты. Область шва соединяющегося конца может включать в себя от 5 до 20 нитей износа. На защиту от износа шва можно воздействовать, изменяя количество, материал, структуру, размер и ткацкое переплетение нитей износа.
[0013] Идея одного варианта осуществления заключается в том, что нить износа проходит дальше от наружной поверхности ленты, чем другие нити и соединяющиеся элементы ленты. Нить износа может проходить по меньшей мере на 0,2 мм дальше, чем другие нити, принадлежащие структуре, посредством чего другие нити области шва предохраняются от истирания. Когда нить износа изнашивается до того же самого уровня, что и другие нити, она все еще продолжает предохранять шов, потому что она увеличивает объем материала, изнашиваемого в области шва.
[0014] Идея одного варианта осуществления заключается в том, что нить износа является более толстой, чем другие CMD-нити, направленные поперечно ленте.
[0015] Идея одного варианта осуществления заключается в том, что нить износа имеет такую же или большую толщину, чем нити, расположенные в продольном или машинном направлении (MD). Толщина нити износа обычно составляет от одной до двух толщин нити продольного направления MD.
[0016] Идея одного варианта осуществления заключается в том, что толщина нити износа равна по меньшей мере 1,5 толщинам нити продольного направления MD.
[0017] Идея одного варианта осуществления заключается в том, что нить износа является плоской пряжей с поперечным сечением в форме эллипса, прямоугольника или прямоугольника со скругленными углами. Плоская пряжа в направлении ее толщины имеет больше изнашиваемого объема, чем например нить с круглым поперечным сечением, которая первоначально формирует только линейную поверхность соприкосновения с поддерживающей поверхностью. Плоская пряжа, в свою очередь, имеет большое количество изнашиваемого материала на поверхности соприкосновения, так что в результате износа она теряет толщину медленнее, чем круглая нить. Поскольку при использовании плоской пряжи на поверхности лента достигается большой изнашиваемый объем, становится возможным использовать более тонкие нити, чем при использовании круглых нитей.
[0018] Идея одного варианта осуществления заключается в том, что оба соединяющихся конца ленты снабжаются областью шва, которая имеет несколько нитей износа поперечного направления. Длина области шва в продольном направлении, если смотреть от наиболее удаленного края соединяющегося конца, составляет 20 мм или больше. Длина области шва в продольном направлении обычно составляет от 20 до 40 мм. Достаточно длинная часть защиты от износа обеспечивает элементам шва и самому шву долгий срок службы.
[0019] Идея одного варианта осуществления заключается в том, чтобы изнашиваемая масса была нанесена на области шва ленты для того, чтобы покрыть нити, принадлежащие основной структуре ленты, по меньшей мере на машинной поверхности. Изнашиваемая масса может быть изготовлена из эпоксидной смолы. Далее, изнашиваемая масса может быть изготовлена из полиуретана или соответствующего полимерного материала, имеющего хорошую износостойкость. Изнашиваемая масса может быть нанесена на области шва с использованием кисти, валика, распыления, заливки, обмакивания или некоторым другим подходящим способом. Изнашиваемая масса предохраняет от износа шов и нити основной структуры ленты в области шва, а также сами соединяющиеся элементы. Область шва может быть полностью обработана изнашиваемой массой, или альтернативно изнашиваемая масса может покрывать только ограниченные области шва. Изнашиваемая масса также может быть нанесена в виде узорной полосы, например зигзагом. Изнашиваемая масса может использоваться вместе с нитями износа, или в некоторых случаях изнашиваемая масса и нити износа могут быть расположены в отдельных зонах. Было найдено, что комбинация изнашиваемой массы и нитей износа обеспечивает особенно хорошую защиту против износа. Изнашиваемая масса может также помочь в поддержании и закреплении нитей износа, что обеспечивает еще большую досягаемость для нитей износа из основной структуры на машинной поверхности. Практически это означает, что возможно использовать нити износа большой толщины. Далее, при закреплении нитей износа становится возможным использовать длинный свободный резерв, потому что изнашиваемая масса поддерживает нить. Таким образом, с помощью изнашиваемой массы становится возможным увеличить объем защитного материала, подвергаемого изнашиванию в шве.
[0020] Идея одного варианта осуществления заключается в том, что в дополнение к основной массе изнашиваемая масса также включает в себя упрочняющий материал. Упрочняющий материал может быть волоконным упрочнением, таким как углеродное волокно или стекловолокно. Альтернативно, износостойкость изнашиваемой массы может быть улучшена с помощью износостойких частиц, таких как металлические частицы. Также возможно снабдить изнашиваемую массу наночастицами.
[0021] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления изготавливается из материала с хорошей износостойкостью.
[0022] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления изготавливается из полиамида. Полиамид (PA) обладает хорошей износостойкостью. В дополнение к этому, полиамид хорошо переносит щелочную среду, которая образуется, например, в процессе промывки целлюлозы. Нить износа обычно является одноволоконной пряжей, но в некоторых случаях она также может быть многоволоконной пряжей.
[0023] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления изготавливается из полиэфирэфиркетона (PEEK). Этот тип нити обладает хорошей износостойкостью и стойкостью к кислотной среде.
[0024] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления изготавливается из полиэфира PET (полиэтилентерефталата), который обладает хорошей износостойкостью и стойкостью к кислотной среде.
[0025] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления изготавливается из полифенилсульфида (PPS), который обладает хорошей износостойкостью и стойкостью к кислотной среде.
[0026] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления включает в себя углеродные нанотрубки. Таким образом, материал нити износа может быть, например, полимерным материалом, упрочненным углеродными нанотрубками. Такие нити износа обладают особенно хорошей прочностью, и их износостойкость также может быть хорошей. Однако, этот тип нити износа не вызывает значительного износа поддерживающих поверхностей обрабатывающего устройства.
[0027] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления изготавливается из металла. Нить износа может быть изготовлена, например, из нержавеющей стали или титана. Металлическая нить износа хорошо подходит для использования в текстильных конвейерных лентах низкоскоростных устройств обработки.
[0028] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления встраивается в область шва в процессе тканья. Нить износа может быть заткана во время процесса тканья основной структуры текстильной ленты, когда лента ткется в одной ткацкой машине. Таким образом, лента, снабженная нитью износа, получается за один проход в одной ткацкой машине. Как вариант, нить износа может быть прикреплена к основной структуре ленты во время того, что известно как повторное тканье шва, в котором область шва и заданное число нитей износа ткутся в предварительно сотканную основную структуру ленты на второй ткацкой машине. Одно преимущество тканья заключается в том, что нить износа хорошо закрепляется в основной структуре ленты. Тканье является также относительно быстрым.
[0029] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления помещается в область шва путем ее продевания на стадии, отдельной от тканья. Продевание может быть сделано вручную. После продевания нить износа связывается с нитями продольного направления основной структуры.
[0030] Идея одного варианта осуществления заключается в том, что нить износа прикрепляется к основной структуре ленты клейким средством, плавлением, свариванием, с помощью механических крепежных элементов или комбинацией перечисленного. Закрепление может быть дополнительно улучшено при использовании изнашиваемой массы.
[0031] Идея одного варианта осуществления заключается в том, что нить износа предварительно сгибается в ее продольном направлении так, чтобы ее форма соответствовала основной структуре ленты. Тогда нить износа хорошо ложится в основную структуру и не вызывает изменений положения нитей в основной структуре. Далее, благодаря такому нанесению, становится возможным также использовать нити износа, которые имеют высокое сопротивление изгибу, и установка которых в ленте без предварительного изгиба была бы трудной или даже невозможной.
[0032] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления имеет достаточно длинный свободный запас на машинной поверхности лента. Благодаря этой особенности становится возможным увеличить количество материала нити износа на машинной поверхности ленты, что дополнительно улучшает износостойкость. В дополнение к этому, когда этот тип нити износа наконец изнашивается в своей части свободного запаса, освобожденные таким образом концы нити поворачиваются в направлении, противоположном направлению движения ленты под влиянием перемещения ленты и сил трения. Несмотря на разрушение, нити износа продолжают предохранять шов до тех пор, пока нить износа не износится полностью от машинной поверхности.
[0033] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления имеет достаточно длинный свободный запас на машинной поверхности ленты над по меньшей мере пятью нитями машинного направления.
[0034] Идея одного варианта осуществления заключается в том, что нить износа поперечного направления имеет достаточно длинный свободный запас величиной от 10 до 50 мм на машинной поверхности ленты. Как правило, длина свободного запаса составляет от 30 до 40 мм.
[0035] Идея одного варианта осуществления заключается в том, что по меньшей мере некоторые из нитей продольного направления ленты образуют петли на соединяющихся концах ленты. Шовные спирали могут быть соединены с противоположными концами соединения. Это называется спиральным швом. Нити износа предохраняют петли шва и шовную спираль на соединяющихся концах. В начале использования ленты петли шва и шовная спираль могут быть отделены от поддерживающих поверхностей обрабатывающего устройства для защиты от износа.
[0036] Идея одного варианта осуществления заключается в том, что соединяющиеся концы ленты имеют несколько петель шва, сформированных нитями машинного направления. Петли шва противоположных концов соединения могут быть расположены так, чтобы перекрываться друг с другом и образовывать поперечно направленный канал из петель шва. Соединяющиеся концы затем могут быть соединены друг с другом путем расположения нити шва или соответствующего соединительного элемента в канале из петель шва. Это называется шплинтовым швом. Нити износа предохраняют петли шва на соединяющихся концах. В начале использования лента петли шва могут быть отделены от поддерживающих поверхностей обрабатывающего устройства для защиты от износа.
[0037] Идея одного варианта осуществления заключается в том, что соединяющиеся концы ленты могут быть соединены друг с другом механическими соединительными элементами, которые являются элементами, отдельными от ленточной структуры. Соединительные элементы этого типа могут включать в себя крючки, зубцы или соответствующие выступающие части, проникающие через структуру ленты, с помощью которых они зацепляются за соединяющийся конец. Соединительные элементы могут быть изготовлены из синтетического материала, такого как пластичный материал, или они могут быть изготовлены из металла. Это называется клиперным швом.
[0038] Идея одного варианта осуществления заключается в том, что текстильный лента является тканой однослойной структурой с нитями поперечного направления в одном слое. Нити поперечного направления располагаются крест-накрест с нитями продольного направления.
[0039] Идея одного варианта осуществления заключается в том, что основная структура текстильной конвейерной ленты отличается от тканой структуры. Основная структура может быть намоточной конструкцией или нитевой сборкой. Основная структура может быть сформирована без нитей поперечного направления.
[0040] Идея одного варианта осуществления заключается в том, что варианты осуществления текстильной конвейерной ленты, описанные в настоящей патентной заявке, применяются в обрабатывающем устройстве целлюлозы для обработки волоконного материала.
[0041] Идея одного варианта осуществления заключается в том, что варианты осуществления текстильной конвейерной ленты, описанные в настоящей патентной заявке, используются в плоском промывочном устройстве, предназначенном для промывки целлюлозы. Текстильная лента тогда служит в качестве фильтрующей ленты, на продуктовую сторону которого подается целлюлозная пульпа. Целлюлозная пульпа транспортируется вперед посредством фильтрующей ленты. На машинной стороне фильтрующей ленты имеются сифонные ящики или соответствующие отсасывающие устройства, которые отсасывают жидкость, которая проникла через фильтрующую ленту. Имеется несколько последовательных зон всасывания, в большинстве случаев от 5 до 7. Фильтрат из последней по направлению транспортировки зоны всасывания подается к пульпе в предыдущей зоне всасывания. Фильтраты из других зон всасывания также подаются к пульпе в предыдущей зоне всасывания в направлении, противоположном направлению движения ленты. В плоском промывочном устройстве этого типа возможно использовать фильтрующие ленты со швами, описанными в настоящей патентной заявке.
[0042] Идея одного варианта осуществления заключается в том, что варианты осуществления текстильной ленты, описанные в настоящей патентной заявке, используются в ленточном фильтре.
[0043] Идея одного варианта осуществления заключается в том, что варианты осуществления текстильной ленты, описанные в настоящей патентной заявке, используются в качестве лент в бумагоделательной машине или в картоноделательной машине. Конвейерные ленты бумагоделательной машины включают в себя мокрые сетки, сушильные сетки, транспортные ленты и другие поддерживающие ленты, на которых обрабатывается волоконное сплетение.
[0044] Идея одного варианта осуществления заключается в том, что варианты осуществления текстильной ленты, описанные в настоящей патентной заявке, используются в обработке волокноподобного материала, сплетения или пульпы.
[0045] Идея одного варианта осуществления заключается в том, что варианты осуществления текстильной конвейерной ленты, описанные в настоящей патентной заявке, используются в обработке материала, отличающегося от волокноподобного материала. Таким образом, подлежащая обработке пульпа может включать в себя полезные ископаемые горнодобывающей промышленности. Далее, на ленте можно обрабатывать остаточные жидкости и органическую массу.
[0046] Идея одного варианта осуществления заключается в том, что лента проходит в обрабатывающей машине так, что ее продольные края загнуты в сторону от механизма. Лента в этом случае образует также продольные стороны, которые предотвращают просачивание обрабатываемого материала с ленты в поперечном направлении. Загибание краев ленты может быть облегчено путем обеспечения места сгиба, такого как сплюснутость, в нитях износа в точке сгиба, которое уменьшает сопротивление изгибу краевой секции. Кроме того, когда нити износа закрепляются путем продевания, отдельные более короткие нити могут использоваться на краях и разделять более длинные нити в середине так, чтобы точка сгиба оставалась между короткими и длинными нитями. Когда область шва дополнительно защищена изнашиваемой массой, масса может наноситься в виде отдельных зон на края и среднюю часть, посредством чего образуются точки сгиба между зонами, которые облегчают заворачивание краев. Также возможно массово создать точки сгиба путем прокатывания канавки и т.п. для облегчения изгиба.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0047] Некоторые варианты осуществления объясняются более подробно с использованием прилагаемых чертежей, на которых
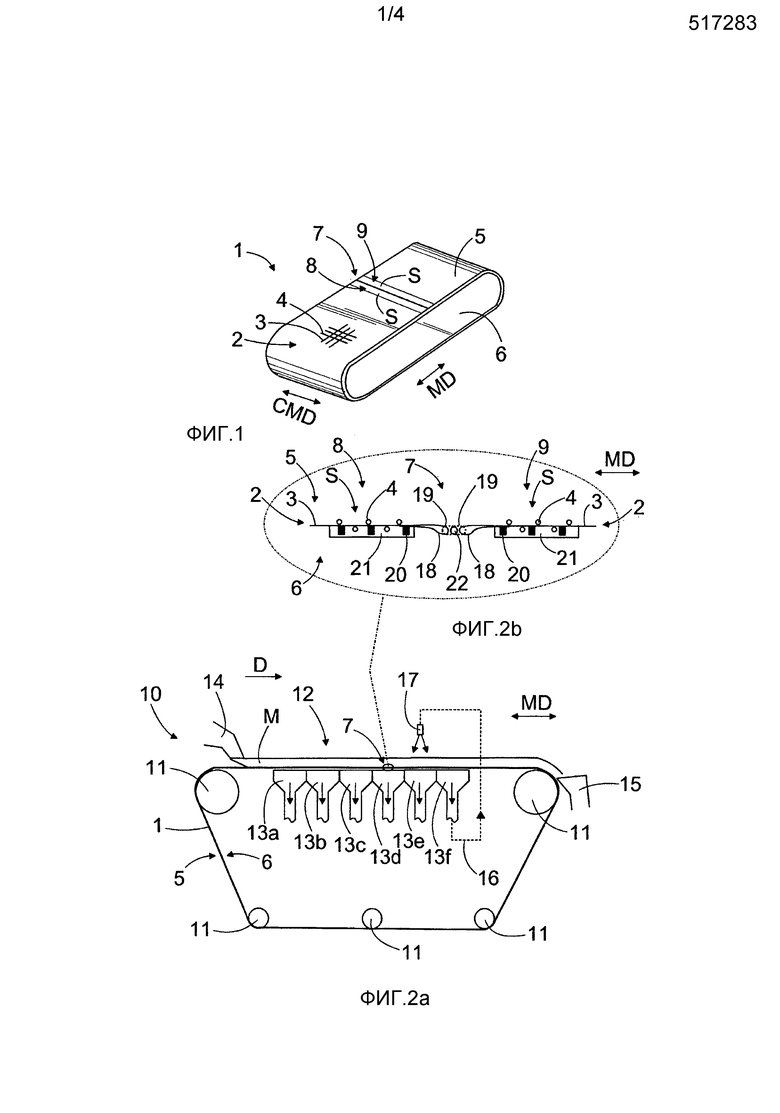
Фиг. 1 - схематический вид текстильной конвейерной ленты со швом и в форме замкнутой петли,
Фиг. 2a - схематический вид секции плоского промывочного устройства, в котором может обрабатываться пульпа,
Фиг. 2b - схематический вид детали шва в ленте плоского промывочного устройства,
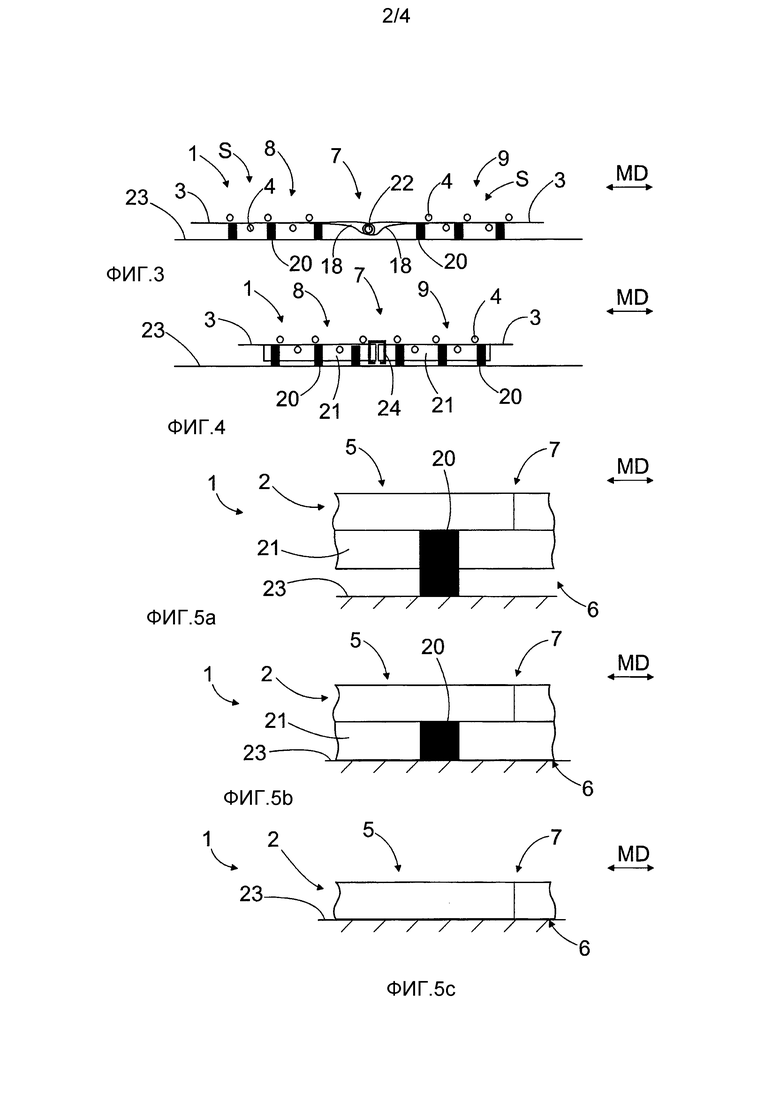
Фиг. 3 и Фиг. 4 - схематические виды швов некоторых лент и защиты швов от износа,
Фиг. 5a - 5c - схематические виды износа компонентов, относящихся к защите шва во время использования ленты,
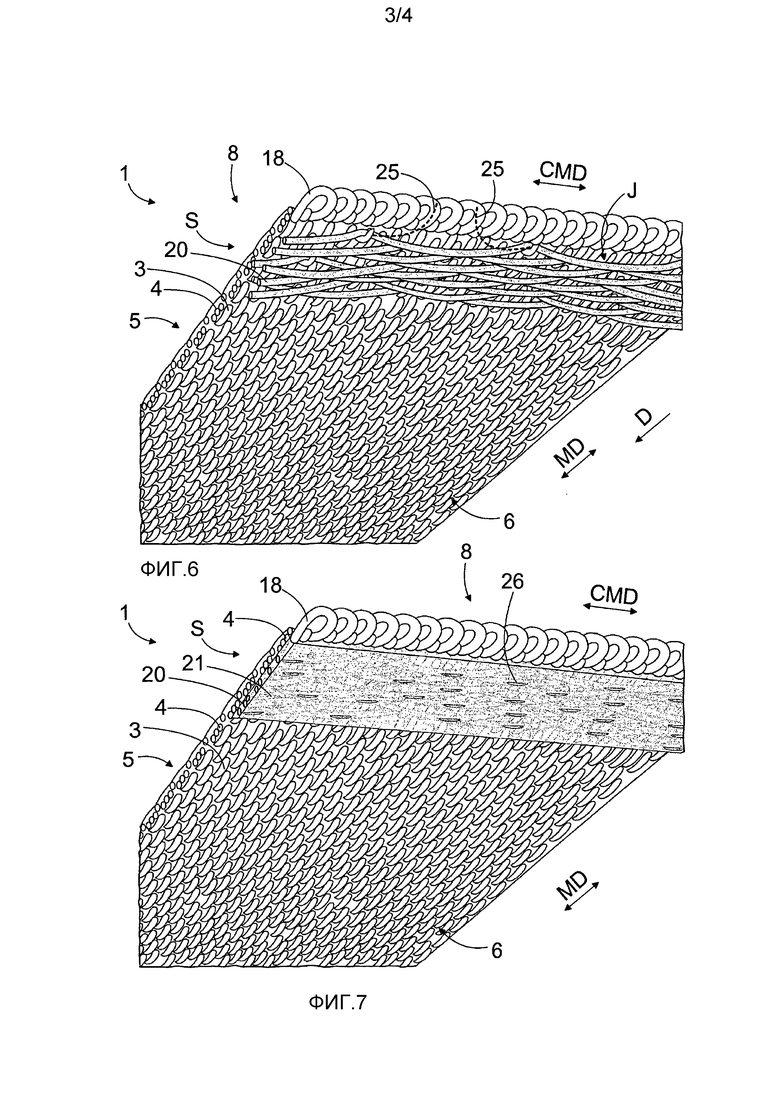
Фиг. 6 - схематический вид с машинной стороны соединяющегося конца ленты, в котором область шва снабжена несколькими нитями износа,
Фиг. 7 - схематический вид с машинной стороны соединяющегося конца второй ленты, в котором область шва включает в себя нити износа и изнашиваемую массу,
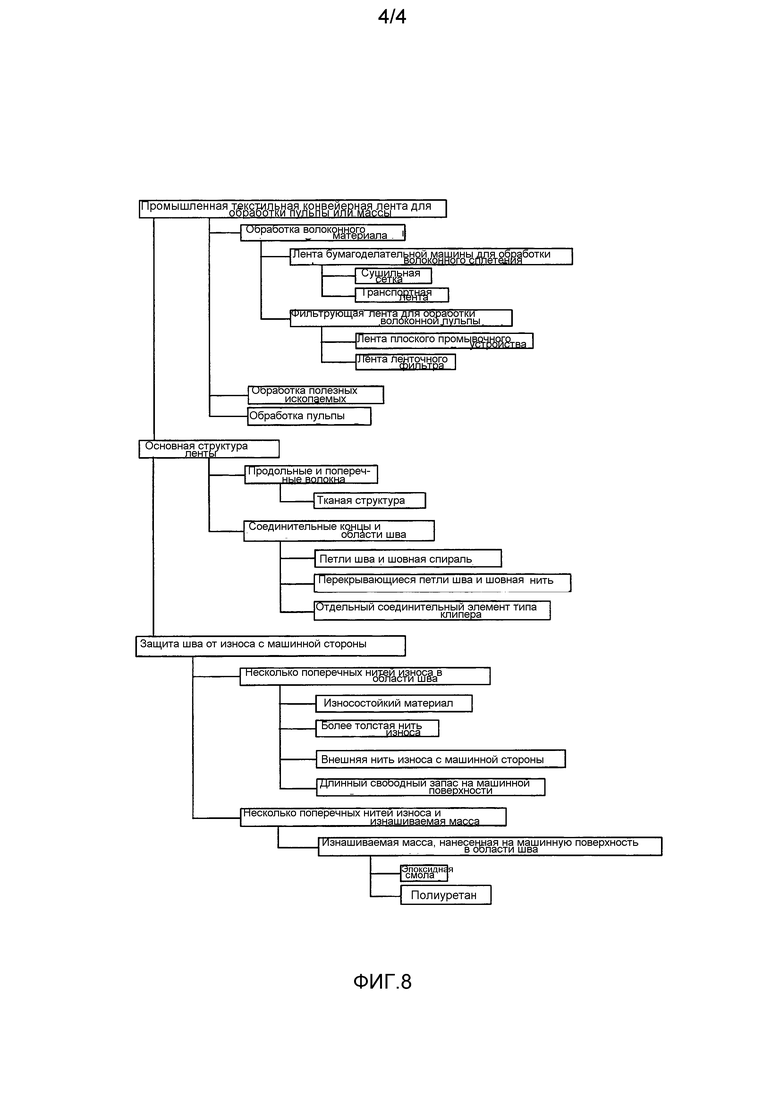
Фиг. 8 - диаграмма особенностей, обсужденных в настоящей патентной заявке.
[0048] Для ясности чертежи показывают некоторые варианты осуществления упрощенным образом. Одинаковые ссылочные позиции на чертежах обозначают одинаковые элементы.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0049] Фиг. 1 показывает текстильную конвейерную ленту 1, основная структура 2 которой может включать в себя нити 3 в продольном направлении MD и нити 4 в поперечном направлении CMD. Основная структура 2 может быть тканой, и в этом случае нити 3 и 4 связываются друг с другом в соответствии с ткацким рисунком. Лента 1 имеет длину в продольном направлении MD и ширину в поперечном направлении CMD. Кроме того, лента 1 имеет продуктовую поверхность 5, на которой располагается обрабатываемая пульпа, и машинную поверхность 6, которая является поверхностью со стороны обрабатывающего устройства. Лента 1 включает в себя один или более швов 7, так что она может быть соединена в бесконечную петлю в обрабатывающем устройстве, как показано на Фиг. 1. Для шва 7 лента 1 имеет первый соединительный конец 8 и второй соединительный конец 9, которые снабжены областями S шва, которые имеют предопределенную длину в продольном направлении MD. Внешние края соединяющихся концов 8 и 9 могут быть соединены друг с другом с помощью соединительных элементов.
[0050] Фиг. 2a показывает обрабатывающее устройство, в котором может использоваться лента 1. В этом случае обрабатывающее устройство является плоским промывочным устройством 10. Следует отметить, что устройство показано на Фиг. 2a в чрезвычайно упрощенном схематическом виде.
[0051] Лента 1 проходит в плоском промывочном устройстве 10 как бесконечная петля вокруг приводных и направляющих валиков 11. Устройство 10 имеет вакуумный стол 12, который разделяется на несколько зон всасывания, обычно от 5 до 8 зон. Каждая зона всасывания включает в себя сифонный ящик или соответствующее отсасывающее устройство 13a-13f на машинной поверхности 6 ленты 1. Обрабатываемая пульпа М подается на вакуумный стол 12 из подающего канала 14, и после обработки пульпа М выходит из устройства в выходной канал 15 или на выходной конвейер. Пульпа М содержит жидкость, которая фильтруется через лента 1 под пониженным давлением. Жидкость улавливается отсасывающими устройствами 13. Если устройство 10 рассматривается в направлении движения D ленты 1, жидкость, собранная последней в направлении движения отсасывающим устройством, подается обратно в пульпу М над последним отсасывающим устройством. Это проиллюстрировано на Фиг. 1 посредством только одного обратного канала 16 и распылительного устройства 17. Фильтрат отсасывающего устройства 13f таким образом подается в пульпу на предыдущей стадии 13e. Соответствующий принцип повторяется в других зонах всасывания.
[0052] Лента 1 включает в себя шов 7, принцип которого показан в увеличенном виде на Фиг. 2b. Нити 3 продольного направления MD, принадлежащие основной структуре 2 ленты 1, могут образовывать петли 18 шва на соединяющихся концах 8, 9. Все нити 3 или некоторые из нитей 3 могут участвовать в формировании петель 18 шва. Шовные спирали 19, которые могут соединяться друг с другом с помощью шовной нити 22, могут быть соединены с петлями 18 шва. Во время использования машинная поверхность 6 ленты 1 трется об вакуумный стол 12 и изнашивается. Шов 7 обычно является самой слабой точкой ленты 1 с точки зрения прочности в продольном направлении. Для того, чтобы улучшить износостойкость шва 7, обе области S шва могут быть снабжены одной или более поперечными (CMD) нитями 20 износа на поверхностях 6 с машинной стороны. Как правило, несколько, например от 5 до 10 нитей износа размещаются в области S шва, но в некоторых случаях даже меньшее число нитей износа может быть достаточным. Нити 20 износа обычно размещаются в обеих областях S шва, но иногда может быть достаточно защитить только одну из областей шва 7 от износа. Нити 20 износа могут проходить от одного края до другого края в поперечном направлении CMD ленты 1. Износостойкость области шва может быть улучшена как с помощью нити 20 износа, так и путем обработки области S шва изнашиваемой массой 21. Изнашиваемая масса 21 является массой с хорошей износостойкостью, которая плотно схватывается с лентой 1. Изнашиваемая масса 21 может быть клееподобной массой, которая частично проникает в основную структуру 2 ленты 1. Нити 20 износа и изнашиваемая масса 21 проходят по машинной поверхности 6 дальше, чем основная структура 2 и элементы шва, посредством чего они воспринимают напряжение износа, направленное к машинной поверхности 6. Только после того, как нити 20 износа и изнашиваемая масса 21 износятся до того же самого уровня, что и основная структура 2, напряжение износа может быть направлено на шов 7.
[0053] Как видно из Фиг. 2b, изнашиваемая масса 21 также может покрывать нити 21 износа на машинной поверхности 6. Износ тогда направляется только на изнашиваемую массу 21 в первой фазе. Во второй фазе нити 20 износа и изнашиваемая масса 21 вместе подвергаются износу.
[0054] Фиг. 3 показывает другой вариант осуществления шва 7 ленты 1. Шов 7 включает в себя петли 18 шва, сформированные нитями продольного направления MD на обоих соединительных концах 8 и 9. Петли 18 шва противоположных соединительных концов 8 и 9 располагаются так, чтобы они перекрывались и образовывали канал из петель шва в поперечном направлении CMD, в который помещается удлиненный соединительный элемент, обычно шовная нить 22, для того, чтобы скрепить соединительные концы 8 и 9 друг с другом.
[0055] Фиг. 3 иллюстрирует тот факт, что достаточная защита от износа также может быть получена с помощью нитей 20 износа без изнашиваемой массы 21. Нити 20 износа тогда воспринимают напряжение износа в первой фазе, когда лента 1 скользит вдоль поддерживающей поверхности 23 обрабатывающего устройства. Поддерживающая поверхность 23 может быть вышеупомянутой верхней поверхностью вакуумного стола или некоторой другой поддерживающей или направляющей поверхностью.
[0056] Фиг. 4 показывает еще одно альтернативное решение для соединения соединительных концов 8 и 9 ленты 1 друг с другом. В этом варианте осуществления одна или более отдельных механических частей 24, которые проникают через структуру ленты 1 и скрепляют соединительные концы друг с другом, могут использоваться в качестве соединительного элемента. Соединительный элемент может быть «клипером».
[0057] Фиг. 4 иллюстрирует тот факт, что нити 20 износа также могут быть расположены так, чтобы они проходили дальше на машинной поверхности 6, чем изнашиваемая масса 21. Эффект износа тогда направлен на нити 20 износа в первой фазе, когда лента 1 скользит вдоль поддерживающей поверхности 23 обрабатывающего устройства.
[0058] Фиг. 5a-5c иллюстрируют износ ленты 1 на машинной поверхности 6 по фазам. На Фиг. 5a нить 20 износа находится против поддерживающей поверхности 23, и напряжение износа направлено по существу только на нить 20 износа. На Фиг. 5b нить 20 износа износилась до того же самого уровня, что и изнашиваемая масса 21, когда напряжение износа в этой второй фазе направлено на нить 20 износа и изнашиваемую массу 21. Фиг. 5c показывает ситуацию, в которой защита от износа полностью сработана. Только в этой третьей фазе эффект износа воздействует на основную структуру 2 ленты. Таким образом, при использовании такого типа защиты от износа возможно значительно удлинить время службы ленты 1.
[0059] Фиг. 6 показывает области S шва ленты 1 и связывание нитей 20 износа с нитями 3 продольного направления основной структуры 2. В варианте осуществления, показанном на Фиг. 6, имеется семь нитей 20 износа в области S шва, и у них есть длинный свободный запас J. Пунктирная линия на Фиг. 6 показывает ситуацию, в которой нить 20 износа разорвалась из-за износа свободного запаса J, после чего концы 25 нити завернулись в направлении, противоположном направлению движения D ленты. Концы 25 нити 20 износа в этом случае обеспечивают защиту от износа к петлям 18 шва даже после их разрыва.
[0060] Фиг. 7 показывает альтернативный вариант осуществления области S шва, показанной на Фиг. 6. Область S шва обработана изнашиваемой массой 21. Нити 20 износа могут частично проходить до поверхности машинной стороны 6, как проиллюстрировано стрелкой 26.
[0061] Фиг. 8 представляет собой упрощенную диаграмму, показывающую вопросы, относящиеся к использованию и структуре ленты, а также к альтернативным вариантам осуществления. Особенности, показанные на Фиг. 8, были уже обсуждены ранее в настоящей патентной заявке.
[0062] В некоторых случаях особенности, раскрытые в настоящей патентной заявке, могут быть использованы как таковые, независимо от других особенностей. С другой стороны, когда это необходимо, особенности, раскрытые в настоящей патентной заявке, могут сочетаться для того, чтобы обеспечить различные комбинации.
[0063] Чертежи и относящееся к ним описание предназначены только для иллюстрации идеи настоящего изобретения. Детали настоящего изобретения могут изменяться в рамках области охвата формулы изобретения.
Настоящее изобретение относится к промышленной текстильной конвейерной ленте, способу ее изготовления, а также к ее применению. Лента (1) включает в себя шов (7) с соединительными концами (8, 9), которые могут быть соединены вместе так, чтобы лента стала бесконечной петлей. Соединительные концы имеют области (S) шва с нитями (20) износа в поперечном направлении (CMD) на их машинной поверхности (6). Нити износа воспринимают напряжение износа, когда лента скользит по поддерживающей поверхности (23) обрабатывающего устройства. 3 н. и 7 з.п. ф-лы, 11 ил.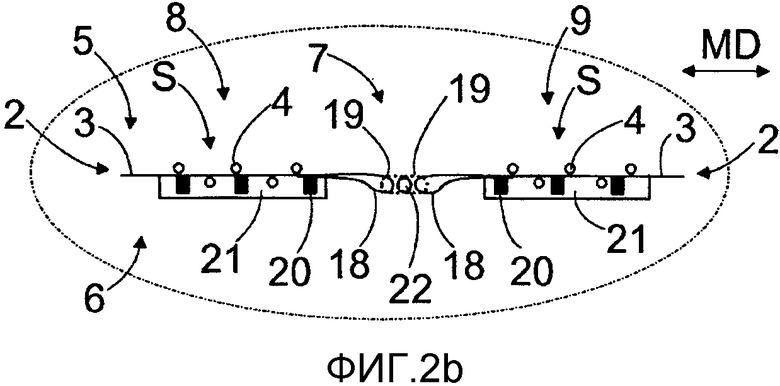
1. Промышленная текстильная конвейерная лента (1) для обработки пульпы или массы, имеющая длину в продольном направлении (MD) и ширину в поперечном направлении (CMD), а также машинную поверхность (6) на стороне обрабатывающего устройства и продуктовую поверхность (5) на стороне обрабатываемой массы (M);
причем конвейерная лента (1) включает в себя:
несколько нитей (3) в продольном направлении (MD);
первый соединительный конец (8) и второй соединительный конец (9), которые включают в себя области (S) шва с длиной в продольном направлении (MD); и
соединительные элементы (19, 22, 24) на внешних концах областей (S) шва, посредством которых соединительные концы ленты соединяются друг с другом для того, чтобы сформировать бесконечную структуру,
отличающаяся тем, что
машинная поверхность (6) области (S) шва имеет по меньшей мере одну нить (20) износа в поперечном направлении (CMD), которая покрывает всю ширину ленты (1) в поперечном направлении (CMD) и которая встраивается в основную структуру ленты (1), но функционально является дополнительной воспринимающей износ нитью относительно основной структуры (2) ленты, и
машинная поверхность (6) области (S) шва имеет изнашиваемую массу (21), которая покрывает по меньшей мере часть нитей области (S) шва.
2. Лента по п. 1, отличающаяся тем, что нить (20) износа проходит дальше от машинной поверхности (6) ленты, чем другие нити и соединительные элементы ленты, посредством чего нить (20) износа служит расходуемой защитой от износа.
3. Лента по п. 1 или 2, отличающаяся тем, что толщина нити (20) износа по меньшей мере равна толщине нити (3) продольного направления (MD).
4. Лента по п. 1 или 2, отличающаяся тем, что толщина нити (20) износа равна по меньшей мере 1,5 толщинам нити (3) продольного направления (MD).
5. Лента по п. 1 или 2, отличающаяся тем, что нить (20) износа имеет длинный свободный запас на машинной поверхности (6) над по меньшей мере пятью нитями (3) продольного направления (MD).
6. Лента по п. 1 или 2, отличающаяся тем, что машинная поверхность (6) области (S) шва имеет изнашиваемую массу (21), которая покрывает все нити в области (S) шва, включая нити (20) износа, посредством чего изнашиваемая масса (21) формирует внешнюю поверхность области (S) шва на машинной поверхности (6).
7. Лента по п. 1 или 2, отличающаяся тем, что лента (1) имеет тканую основную структуру (2), которая включает в себя несколько нитей (3) продольного направления (MD) и несколько нитей (4) поперечного направления (CMD), которые связаны друг с другом.
8. Способ изготовления промышленной текстильной конвейерной ленты, согласно которому
формируют конвейерную ленту (1), имеющую длину в продольном направлении (MD) и ширину в поперечном направлении (CMD), а также машинную поверхность (6) на стороне обрабатывающего устройства и продуктовую поверхность (5) на стороне обрабатываемой массы (M);
ткут основную структуру (2) ленты из нескольких нитей (3) продольного направления (MD) и нескольких нитей (4) поперечного направления (CMD);
формируют на ленте (1) первый соединительный конец (8) и второй соединительный конец (9), а также области (S) шва на обоих соединительных концах;
располагают на соединительных концах соединительные элементы (19, 22, 24) для соединения ленты (1) в бесконечную петлю,
отличающийся тем, что
располагают на машинной поверхности (6) области (S) шва по меньшей мере одну нить (20) износа в поперечном направлении (CMD), проходящую по всей ширине ленты в поперечном направлении (CMD), причем нить (20) износа встраивается в основную структуру ленты (1), но функционально является дополнительной воспринимающей износ нитью относительно основной структуры (2) ленты, и
наносят изнашиваемую массу (21) на область (S) шва для покрытия по меньшей мере части нитей области (S) шва.
9. Способ по п. 8, отличающийся тем, что осуществляют закрепление нескольких нитей (20) износа в области (S) шва путем тканья.
10. Применение промышленной текстильной конвейерной ленты, в котором лента (1) по п. 1, отличающееся тем, что
лента (1) проходит в бесконечной петле в плоском промывочном устройстве (10); и
масса (M) подается на продуктовую поверхность (5) ленты и транспортируется на вакуумном столе (12) плоского промывочного устройства, посредством чего жидкость, содержащаяся в массе (M), фильтруется через ленту (1).
| US 4182381 A, 08.01.1980 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Система отопления и вентиляции салона транспортного средства | 1988 |
|
SU1549800A1 |
| ФОРМУЮЩАЯ СЕТКА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2008 |
|
RU2384662C1 |

