ПРИТЯЗАНИЕ НА ПРИОРИТЕТ
Настоящая заявка заявляет приоритет предварительной заявки на патент США №61/599239, поданной 15 февраля 2012 г. и озаглавленной «Method For Reparing Cutter Pockets of a Drill Bit», раскрытие которой введено в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к долотам для бурения ствола скважины, и более конкретно к нанесению материала для наплавления твердым сплавом для восстановления или усиления карманов резцов бурового долота.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Буровые долота, применяемые в операциях геологического бурения, подвергаются воздействию высоких напряжений и сил. Буровые долота, такие как долота с алмазными поликристаллическими резцами или долота с поликристаллическими алмазными вставками «PDC», могут применяться для бурения сквозь пласты твердого грунта, например камень и уголь, которые могут быть абразивными и подвергать определенные участки долота эрозии. Когда материал, формирующий карман, который удерживает резцы, эродирует, резцы могут расфиксироваться и даже могут отделиться от долота и могут быть утеряны в стволе скважины. Потеря резцов снижает эффективность бурения долота, и их замена может оказаться дорогостоящей и занимать много времени. С целью устранения потери резцов эродированные долота могут быть восстановлены, таким образом обеспечивая удержание отремонтированными карманами резцов замененного резца.
Карманы резцов могут быть восстановлены с применением горелки для порошковой сварки для нанесения материала на основе никеля для наплавления твердым сплавом, например порошок TP МВ40, предоставляемый Technogenia. Такие восстановленные PDC долота могут и в дальнейшем подвергаться воздействию сильной эрозии при возвращении в работу на месторождении, что может происходить в силу нарушения паяного шва ввиду ненадежного соединения. Неисправность таких долот может иметь место из-за зазора между материалом для наплавления твердым сплавом и резцом, который был припаян в кармане. Этот зазор может возникать вследствие того, что слой оксида на продавочной пробке препятствовал соединению материал для наплавления твердым сплавом непосредственно с наружной поверхностью пробки и был образован зазор между продавочной пробкой и материалом для наплавления твердым сплавом. Этот зазор может быть заполнен твердым припоем при припайке резца в кармане. Твердый припой более подвержен эрозии и разрушениям во время работы долота, чем материал для наплавления твердым сплавом, который, в целом, более прочный и жесткий, чем твердый припой.
Согласно патенту США №6568491, выданному Matthews, III, раскрыто нанесение слоя тугоплавкого металла на продавочную пробку перед нанесением материала для наплавления твердым сплавом на долото. Однако нанесение слоя тугоплавкого металла занимает много времени и является дорогостоящим этапом процесса восстановления или усиления бурового долота.
Также согласно публикации №2002/0035895 заявки на патент США, Peter М. Davies, et al., раскрыто нанесение материала для наплавления твердым сплавом на буровое долото без применения продавочного элемента и последующего удаления материала для наплавления твердым сплавом для установки режущего элемента.
КРАТКОЕ ОПИСАНИЕ
В варианте осуществления способ восстановления эродированных карманов или усиления не бывших в применении карманов бурового долота предусматривает введение продавочной пробки в карман резца, сформированного в основании бурового долота. Материал для наплавления твердым сплавом наносят на основание, применяя процесс плазменно-дуговой сварки. Материал для наплавления твердым сплавом обтекает и контактирует с поверхностью наружного периметра продавочной пробки.
В соответствии с одним вариантом осуществления продавочную пробку нагревают, применяя процесс плазменно-дуговой сварки, так что слой оксида на наружной поверхности продавочной пробки восстанавливается, что обеспечивает обтекание и контактирование расплавленного материала для наплавления твердым сплавом с поверхностью по периметру продавочной пробки. Продавочная пробка может быть выполнена из графитового материала, кремниевого материала или керамического материала или другого материала, характеризующегося устойчивостью при нагреве крайне высокими температурами. В определенных вариантах осуществления материал для наплавления твердым сплавом может натекать и контактировать по меньшей мере с частью верхней поверхности продавочной пробки.
В состоянии промежуточного продукта в процессе создания восстановленного или усиленного бурового долота лопасть бурового долота содержит основание, которое удерживает карман резца. Продавочная пробка расположена в кармане резца. Материал для наплавления твердым сплавом наносят па лопасть рядом с карманом резца, так что он контактирует с поверхностью наружного периметра продавочной пробки. Поверхность по периметру выполнена из материала, выбранного из группы, состоящей из графитового материала, кремниевого материала и керамического материала. В предпочтительном варианте осуществления продавочная пробка выполнена из графитового материал, например графита. Исходное буровое долото может представлять собой использованное и эродированное буровое долото или представлять собой не бывшее в применении буровое долото.
Преимущества вариантов осуществления, изложенных в настоящем раскрытии, предусматривают способность формировать карман резца с точными размерами, который содержит материал для наплавления твердым сплавом с точными размерами. Таким образом, резец, припаянный к наплавленному твердым сплавом карману резца, будет оказывать сопротивление эрозии, и вероятность его расфиксирования и потери во время работы уменьшена.
Дополнительные преимущества раскрытых вариантов осуществления предусматривают способность образования материала для наплавления твердым сплавом с точными размерами, характеризующегося улучшенным соединением с резцом без необходимости в нанесении смачивающего материала, например тугоплавкого металла, такого как молибден, на наружную поверхность продавочной пробки.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
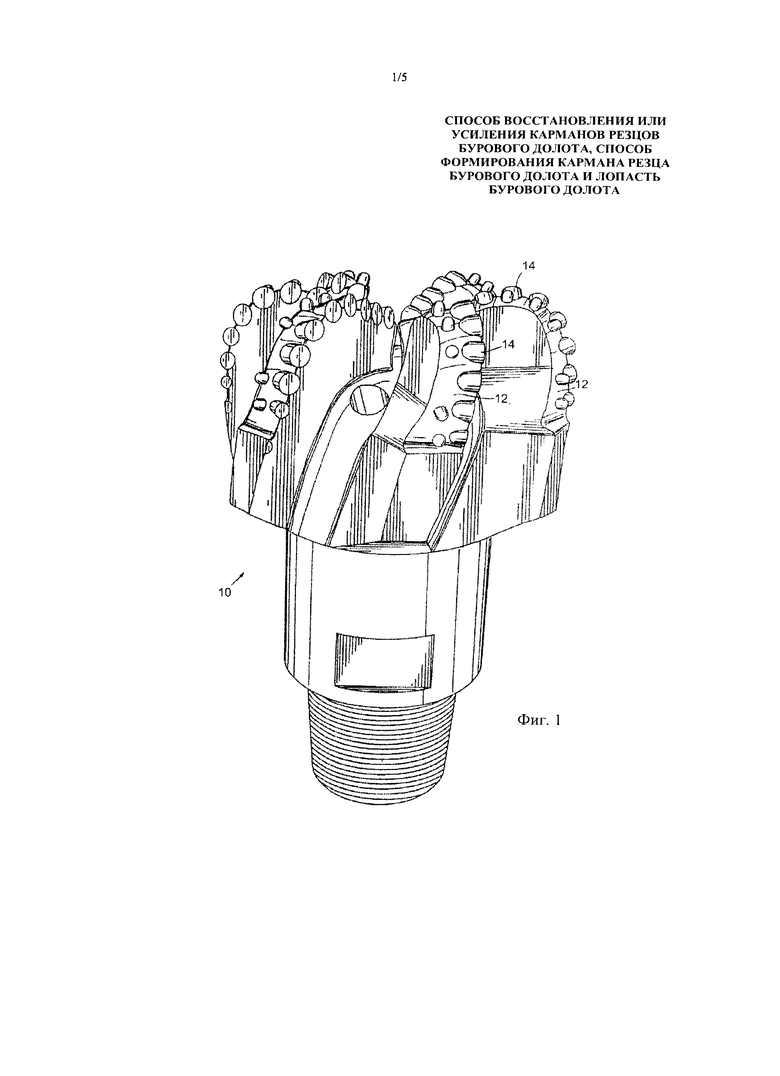
На фиг.1 представлен вид в изометрии PDC бурового долота;
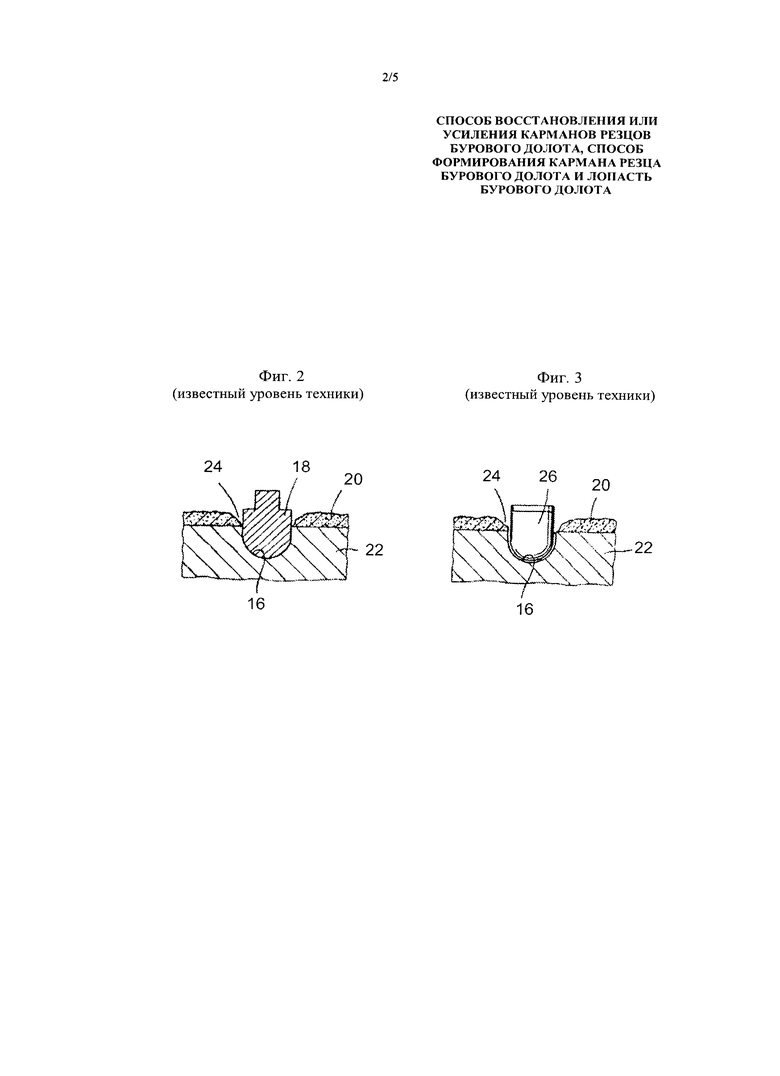
на фиг.2 представлено поперечное сечение части основания лопасти долота, содержащее карман резца, продавочную пробку и материал для наплавления твердым сплавом, традиционно нанесенный таким образом, что образован зазор между материалом для наплавления твердым сплавом и продавочной пробкой;
на фиг.3 представлен вид в разрезе фиг.2, на котором продавочная пробка заменена резцом;
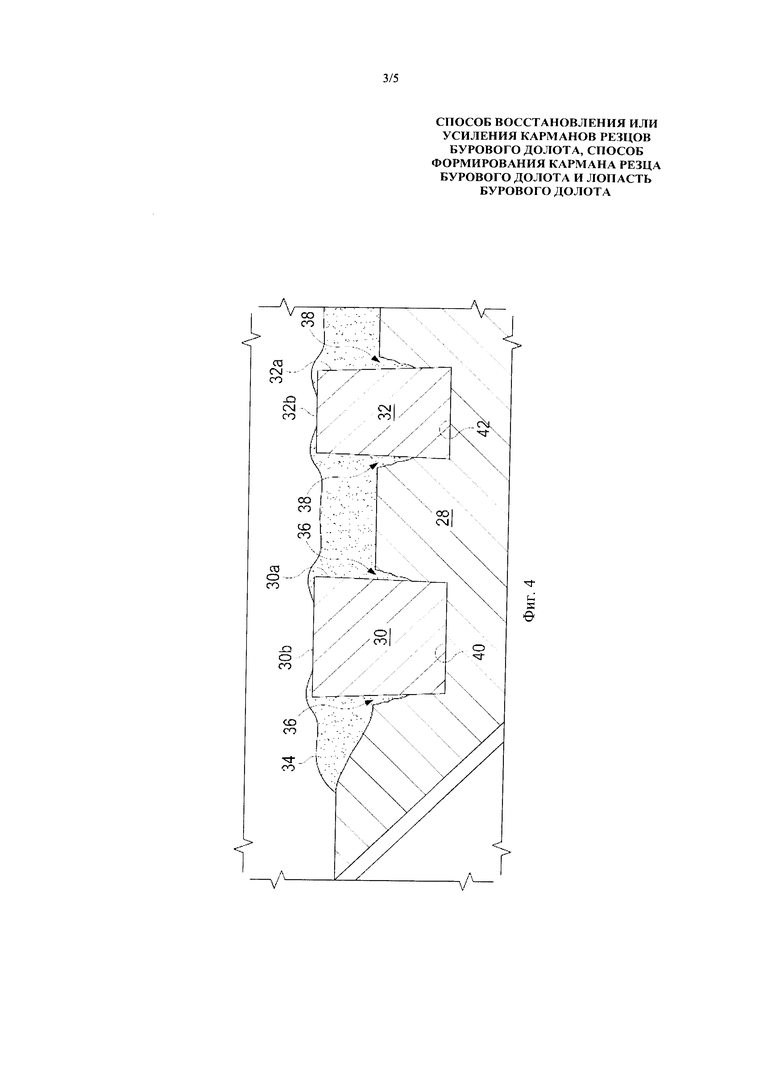
на фиг.4 представлено поперечное сечение части основания лопасти долота, продавочных пробок и материала для наплавления твердым сплавом, нанесенного в соответствии с идеей настоящего раскрытия таким образом, что зазор между материалом для наплавления твердым сплавом и продавочными пробками отсутствует;
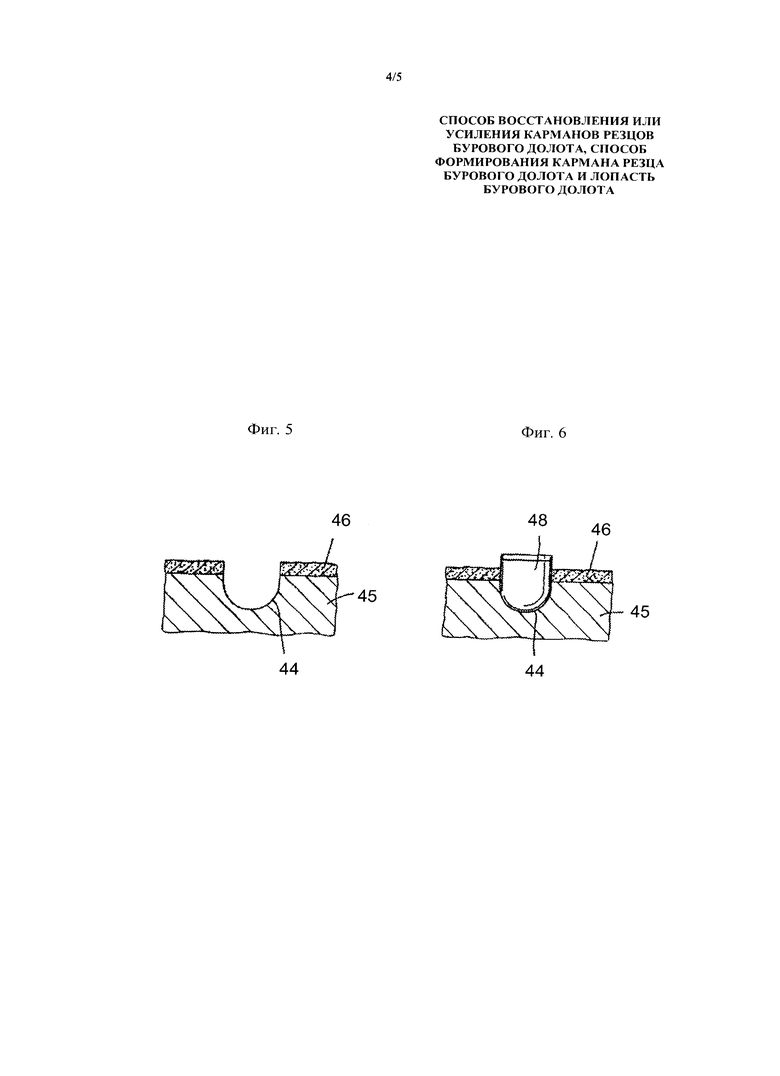
на фиг.5 представлено поперечное сечение части основания лопасти долота и материала для наплавления твердым сплавом, нанесенного в соответствии с идеей настоящего раскрытия;
на фиг.6 представлено поперечное сечение части основания лопасти долота с материалом для наплавления твердым сплавом, нанесенным в соответствии с идеей настоящего раскрытия, содержащее замененный резец, припаянный к карману; и
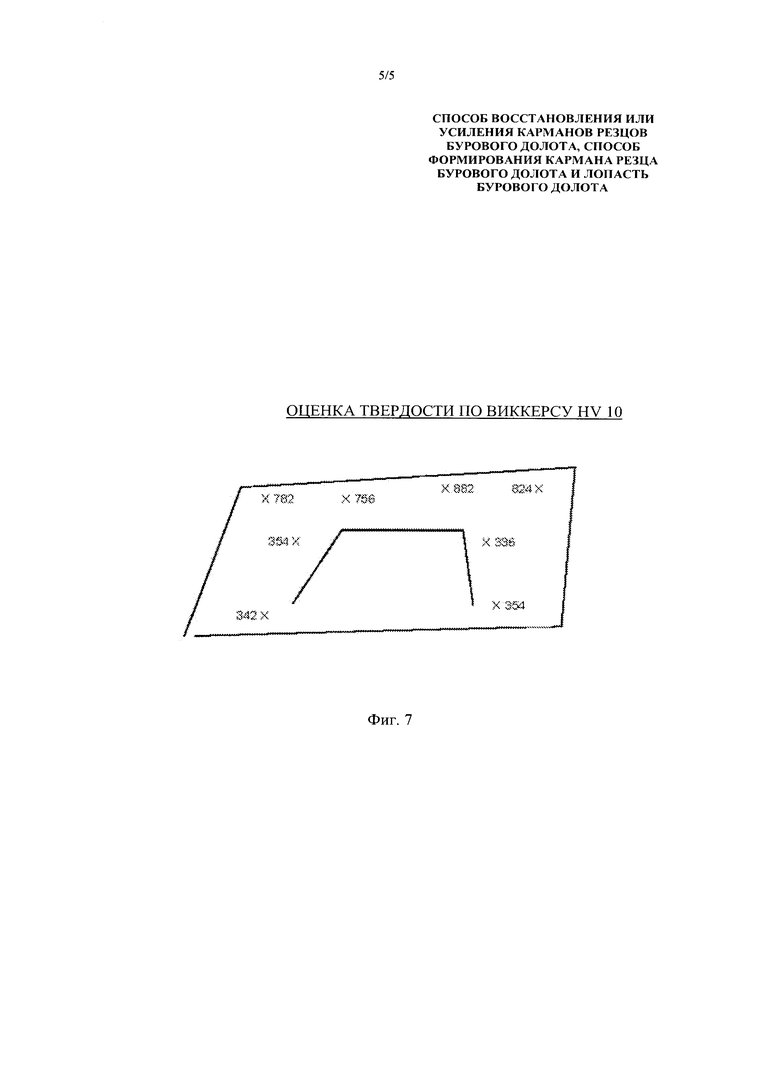
на фиг.7 представлены результаты испытания на твердость по Виккерсу, демонстрирующие структурную целостность лопасти долота, где материал для наплавления твердым сплавом был нанесен в соответствии с идеей настоящего раскрытия.
ПОДРОБНОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Согласно фиг.1 показан вид в изометрии бурового долота 10 для геологического бурения. Буровое долот 10 содержит большое количество лопастей 12. Каждая лопасть удерживает резцы 14. В определенных вариантах осуществления резцы могут представлять собой поликристаллические алмазные («PDC») резцы. В свою очередь, долото 10 может называться PDC долото. Каждый резец 14 может содержать суперабразивную поверхность, обращенную приблизительно в том же направлении вращения, для облегчения бурения по мере врезания в грунт при вращении долота 10. Лопасти 12 проходят наружу от центральной оси вращения долота 10 для определения периферийного ряда зубьев долота.
Резцы 14 припаяны в карманах на металлическом основании, составляя корпус долота 10. Основание долота может быть выполнено из стали, основного металла или любого другого материала, подходящего для буровых долот для геологического бурения. Основной металл может содержать карбид вольфрама. Карбид вольфрама может быть в виде порошка, припаянного или инфильтрованного твердым припоем, который может содержать марганец, никель, цинк и/или медь. После того как долото 10 было использовано для операций геологического бурения, участки основания могут эродировать, вызывая расфиксирование резцов 14 в карманах, что может приводить к потере резцов. При приведении в исправное состояние эродированного долота часто возникает необходимость в ремонте эродированного кармана, после чего он снова может удерживать резец 14. Идеи настоящего раскрытия могут также применяться для усиления кармана на этапе производства нового бурового долота. Как показано на фиг.2, перед ремонтом кармана 16 продавочный элемент 18, также известный как продавочная пробка, может быть расположен в эродированном кармане 16 в качестве инструмента обнаружения или обнаружителя. Продавочный элемент 18 защищает карман, когда материал 20 для наплавления твердым сплавом нанесен для ремонта или усиления кармана 16. Продавочный элемент 18 может представлять собой пробку, выполненную из графитового материала, кремниевого материала, керамического материала или любого другого подходящего материала. В предпочтительном варианте осуществления продавочный элемент 18 может быть выполнен из графитового материала, например графита.
На фиг.2 показано поперечное сечение кармана 16 долота, восстановленного или отремонтированного с применением традиционных технологий. На этой стадии процесса ремонта карман 16 удерживает продавочный элемент 18, который был вставлен в карман 16 для образования временной прессовой посадки или посадки с натягом. Когда продавочный элемент 18 установлен в необходимое положение, материал 20 для наплавления твердым сплавом может быть нанесен на основание 22.
Материал 20 для наплавления твердым сплавом наносят на наружную поверхность основания 22 долота. Материал 14 для наплавления твердым сплавом обычно наносят путем нагрева порошка для наплавления твердым сплавом или другого материала в твердом состоянии до расплавленного состояния и наносят его на основание 22 долота. В расплавленном состоянии материал 20 для наплавления твердым сплавом соединяется со сталью основания 22, надежно закрепляя покрытие для наплавления твердым сплавом на месте. Часто это осуществляют, применяя газопламенное распыление («FLSP») или горелку для газоэлектрической сварки, которую иногда называют горелкой для порошковой сварки. Горелка для порошковой сварки может обеспечивать температуры приблизительно 5900°F.
Материал 20 для наплавления твердым сплавом обычно не натекает или не намокает хорошо или не прилипает к материалу продавочной пробки. Слой оксида на поверхности продавочного элемента 18 предотвращает поток материала 20 для наплавления твердым сплавом, нанесенного горелкой для порошковой сварки. Оксид вызывает образование капель или шариков расплавленного материала для наплавления твердым сплавом на продавочной пробке 18. В результате зазор 24 образуется между отвержденным материалом 20 для наплавления твердым сплавом и наружной поверхностью продавочной пробки 18.
После нанесения материала 20 для наплавления твердым сплавом и его отверждения продавочную пробку 18 удаляют и резец 26 вводят в карман 16, как показано на фиг.3. Резец 26 надежно закрепляют в кармане 16 долота нанесением твердого припоя (не показано) или другими традиционными методиками. Зазор 24 между слоем 20 для наплавления твердым сплавом и корпусом резца 26 и любой твердый припой, заполняющий зазор 24 после припайки резца 26 в кармане 16, подвержен эрозии во время операций бурения. Твердый припой в целом не такой крепкий и устойчивый к эрозии, как материал для наплавления твердым сплавом. В конечном счете, потеря материала, окружающего резец 26, вызывает расфиксирование резца в кармане 16.
В соответствии с вариантом осуществления настоящего раскрытия карман резца может быть восстановлен (или усилен) посредством нанесения материала для наплавления твердым сплавом на основание, поддерживающее продавочную пробку, без образования зазора между материалом для наплавления твердым сплавом и продавочным элементом. На фиг.4 представлено поперечное сечение части лопасти долота, где основание 28 удерживает два графитовых продавочных элемента 30, 32. Слой материала 34 для наплавления твердым сплавом был нанесен с применением плазменно-дуговой сварки («PAW») способом сварки дугой прямого действия. Применение PAW способа нагрева материала для наплавления твердым сплавом позволяет расплавленному материалу для наплавления твердым сплавом натекать на продавочный элемент 30, 32, так что материал 34 для наплавления твердым сплавом непосредственно контактирует по меньшей мере с поверхностью 30a, 32a по периметру продавочного элемента 30, 32. Таким образом, зазор между материалом 34 для наплавления твердым сплавом и продавочным элементом 30, 32 отсутствует, так как материал 34 для наплавления твердым сплавом в расплавленном состоянии натекает на продавочный элемент 30, 32 и может даже стекать для заполнения зазоров 36, 38, если они присутствуют, между продавочным элементом 30, 32 и основанием 28.
Такую технологию наплавления твердым сплавом предпочитают традиционному наплавлению твердым сплавом, где расплавленный материал для наплавления твердым сплавом образует капли при контакте с продавочным элементом (см. фиг.2). Однако даже когда PAW процесс применяют в соответствии с идеями настоящего раскрытия, металлургическое соединение между продавочным элементом 30, 32 и материалом 34 для наплавления твердым сплавом может и не образовываться. Тем не менее, улучшенный поток расплавленного материала 34 для наплавления твердым сплавом обеспечивает более крепкое соединение между материалом 34 для наплавления твердым сплавом и замененными резцами, которые будут припаяны к карманам 40, 42 после вырезания продавочных пробок 30, 32. PAW способ обеспечивает улучшенный поток материала для наплавления твердым сплавом без нанесения смачивающего вещества на наружную поверхность продавочного элемента. Например, патент США №6568491, выданный Matthews, III, описывает нанесение слоя тугоплавкого металла, такого как слой молибдена, на наружную поверхность продавочного элемента, что обеспечивает поток материала для наплавления твердым сплавом и затвердение ближе к продавочному элементу.
Материал 34 для наплавления твердым сплавом может содержать смесь карбида вольфрама или других подходящих материалов, которые в состоянии обеспечить защитное или абразивное покрытие, которое обладает более высокой твердостью, чем материал основания 28. В определенных вариантах осуществления материал для наплавления твердым сплавом изначально может находиться в форме порошка, содержащего приблизительно 65% сферического карбида вольфрама в связующем веществе из никеля, меди, бора и/или цинка. PAW может быть применен для нанесения материала для наплавления твердым сплавом на другие участки долота, включающие периферийный ряд зубьев, ребро, торцевую поверхность, заднюю сторону лопасти и другие зоны, которые должны быть износостойкими.
Для плазменно-дуговой сварки применяют высокую энергию, процесс с высокой плотностью тока, создающий более высокие температуры, чем при традиционной сварке электродуговой горелкой. В PAW процессе применяют увеличенную мощность дуги и более высокую температуру по сравнению с процессом сварки электродуговой горелкой. Электрическая дуга образуется между электродом (который, обычно, но не всегда, изготавливают из спеченного вольфрама) и основанием. При PAW процессе электрод размещают внутри корпуса горелки, который отделяет плазменную дугу от защитной газовой оболочки. Плазму затем нагнетают через медную форсунку с узким отверстием, которая сжимает дугу, и плазма выходит через отверстие на больших скоростях (приближаясь к скорости звука) и при температуре, приближающейся к 20000°C. В PAW процессе применяют нерасходуемый вольфрамовый электрод и дугу, сжимаемую в медной форсунке с узким отверстием. При сварке с применением процесса плазменно-дугового переплава создаются температуры на наконечнике вольфрамового электрода приблизительно 30000°F. Сжимающая форсунка обеспечивает повышенную мощность и температуру дуги, применяемой в PAW процессе.
Электрический ток, связанный с горелкой для плазменно-дуговой сварки, может быть контролируемым для прикладывания соответствующего для данной толщины материала тепла. Электрический ток может находиться в диапазоне значений от 0,1 до 200 A. Более низкие тепловые нагрузки и более низкая сила тока могут применяться в зоне тонкого ребра с целью влияния на восстановление. Другие переменные PAW процесса, которые можно регулировать, представляют собой скорость сварки, которая представляет собой скорость, с которой PAW горелку перемещают в дюймах в минуту. Такая скорость сварки может регулироваться для достаточного нагрева основания и избежания или сведения к минимуму деформации. Другие переменные PAW процесса, которые можно регулировать, представляют собой скорость подачи порошка. Точная регулировка скорости подачи порошка может уравновешивать скорость подачи порошка с тепловой нагрузкой (электрическим током) для обеспечения соответствующего смачивания основного металла, параллельно с предоставлением сварочной ванны, которая может обеспечивать плавление порошкового материала для наплавления твердым сплавом.
Увеличенный нагрев, получаемый в PAW процессе, восстанавливает оксид на продавочных элементах 30, 32, что позволяет расплавленному материалу для наплавления твердым сплавом лучше натекать на поверхность 30а, 32а по периметру продавочных элементов 30, 32. Это справедливо, несмотря на то, выполнены ли продавочные элементы 30, 32 из графитового, кремниевого или керамического материала. Восстановление оксида позволяет материалу 34 для наплавления твердым сплавом намокать и натекать и обтекать продавочные элементы 30, 32, в отличие от образования капель из-за оксида (срав. фиг.4-2). Получаемый в результате материал 34 для наплавления твердым сплавом характеризуется большей плотностью и меньшей пористостью, чем материал для наплавления твердым сплавом, наносимый посредством традиционного способа сварки электродуговой горелкой.
Вследствие восстановления оксида материал для наплавления твердым сплавом инкапсулирует продавочные элементы. Продавочный элемент инкапсулирован, поскольку наплавка 34 твердым сплавом непосредственно контактирует с поверхностью 30a, 32a наружного периметра и/или верхней поверхностью 30b, 32b продавочного элемента 30, 32. Инкапсулирование образует механическое соединение между продавочным элементом 30, 32 и материалом 34 для наплавления твердым сплавом, которое не образуется, если присутствует зазор между наплавкой твердым сплавом и продавочным элементом, как показано на фиг.2. Покрытие продавочного элемента 30, 32 может быть частичным или полным по всей верхней поверхности 30b, 32b продавочного элемента 30, 32. В определенных вариантах осуществления частичное покрытие наплавкой 34 твердым сплавом по верхней поверхности 30b, 32b продавочного элемента 30, 32 обеспечивает расположение минимального зазора или отсутствие зазора между продавочным элементом 30, 32 и наплавкой 34 твердым сплавом, и часть верхней поверхности 30b, 32b остается открытой, так что продавочный элемент можно легко удалить. Однако в результате может происходить уменьшение зазора или его устранение, даже если наплавка 34 твердым сплавом натекает на верхнюю поверхность 30b, 32b продавочного элемента 30, 32.
Получаемые в результате карманы 40, 42, восстановленные и/или изначально сформированные с применением PAW процесса, характеризуются надежным металлургическим соединением между материалом для наплавления твердым сплавом и основным металлом основания 28. Кроме того, ни материал 34 для наплавления твердым сплавом, ни основание 28 не характеризуются пористостью, наличием пустот, примесей или другими разрушительными интерметаллическими соединениями.
Результаты металлургических испытаний, как показано на фиг.7, демонстрируют структурную целостность материала для наплавления твердым сплавом и основания, нанесенного с применением PAW. Показанные значения были получены из образца, который был отшлифован, отполирован и вытравлен в соответствии с требованиями стандарта ASTM E3. На фиг.7 представлены значения твердости по Виккерсу, полученные для поперечного сечения, содержащего продавочный элемент и один карман, конфигурация которого аналогична показанному на фиг.4. X означает положения, в которых измеряли твердость, и внутренние линии представляют продавочный элемент 30. Были выполнены четыре измерения твердости для материала 34 для наплавления твердым сплавом, и были выполнены четыре измерения твердости для стального основания 28 разрезанного резца. Значения указывают на структурную целостность бурового долота, в котором карманы резцов были восстановлены с применением PAW процесса.
Нанесение материала для наплавления твердым сплавом с применением PAW может применяться для ремонта или усиления смежных карманов. Эта технология обуславливает нанесение материала для наплавления твердым сплавом на участки основания между смежными карманами. Этими участками могут быть ребра материала основания в диапазоне значений толщины 1/16-1/8 дюймов. Когда эти ребра изнашиваются во время операций бурения, они могут подлежать ремонту и восстановлению посредством нанесения материала для наплавления твердым сплавом с применением PAW процесса.
На фиг.5 показано поперечное сечение, содержащее карман 44 резца, который был восстановлен или изначально сформирован с применением раскрытого PAW способа. Продавочный элемент был вырезан вдоль материала для наплавления твердым сплавом, который натек на верхнюю поверхность продавочного элемента, если такой есть, в результате PAW процесса. Был получен карман с более точными размерами с применением PAW процесса наплавления твердым сплавом, чем при применении традиционных способов наплавления твердым сплавом. Посредством операций точного снятия заусенцев и зачистки подготавливают карман для резца, который должен быть припаян или в противном случае надежно закреплен в кармане 44. Как показано на фиг.6, резец 48, припаянный к восстановленному карману 44, полностью удержан материалом 46 для наплавления твердым сплавом, поскольку зазор между материалом 46 для наплавления твердым сплавом и резцом 48 отсутствует, в отличие от зазора, который часто остается при применении традиционных способов наплавления твердым сплавом, как показано на фиг.3.
Припаянный резец 48 образует крепкое металлургическое соединение с материалом 46 для наплавления твердым сплавом и с основным металлом основания 45. В результате может быть достигнута наивысшая чистота пайки по сравнению с традиционными технологиями.
Выше были описаны и продемонстрированы варианты осуществления изобретения. Раскрытые варианты осуществления не ограничивают изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| БУРОВОЕ ДОЛОТО С РЕГУЛИРУЕМЫМИ РЕЗЦАМИ | 2010 |
|
RU2537458C2 |
| Буровое долото PDC с вращающимися резцами | 2021 |
|
RU2766858C1 |
| СПОСОБ АРМИРОВАНИЯ КОРПУСОВ АЛМАЗНЫХ БУРОВЫХ ДОЛОТ | 2008 |
|
RU2389857C2 |
| СПОСОБЫ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ИЛИ РАЗРУШЕННЫХ РЕЗЦОВ "PDC", ВОССТАНОВЛЕННЫЕ ТАКИМ СПОСОБОМ РЕЗЦЫ И ПРИМЕНЕНИЕ ВОССТАНОВЛЕННЫХ РЕЗЦОВ "PDC" В БУРОВЫХ ДОЛОТАХ ИЛИ ДРУГИХ ИНСТРУМЕНТАХ | 2013 |
|
RU2618812C2 |
| АЛМАЗНОЕ БУРОВОЕ ДОЛОТО | 2014 |
|
RU2588532C2 |
| ДОЛОТО ОБСАДНОЙ КОЛОННЫ И РАСШИРИТЕЛЬНОЕ ДОЛОТО ОБСАДНОЙ КОЛОННЫ | 2010 |
|
RU2544946C2 |
| БУРОВОЕ ДОЛОТО ДЛЯ РОТОРНОГО БУРЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ БУРОВОГО ДОЛОТА С КОРПУСОМ ИЗ КОМПОЗИТА ИЗ СВЯЗУЮЩЕГО МАТЕРИАЛА С ДРУГИМИ ЧАСТИЦАМИ | 2006 |
|
RU2429104C2 |
| Буровое долото с резцами PDC | 2019 |
|
RU2735319C1 |
| Буровое долото PDC с демпферами для вращающихся резцов | 2021 |
|
RU2768306C1 |
| БУРОВЫЕ ДОЛОТА НА ОСНОВЕ КОМПОЗИТА "МАТРИЦА-ЧАСТИЦЫ" С ТВЕРДОСПЛАВНЫМ УПРОЧНЕНИЕМ И СПОСОБЫ ИЗГОТОВЛЕНИЯ И РЕМОНТА ТАКИХ ДОЛОТ С ИСПОЛЬЗОВАНИЕМ ТВЕРДОСПЛАВНЫХ МАТЕРИАЛОВ | 2007 |
|
RU2457281C2 |
Изобретение может быть использовано для ремонта бурового долота. В соответствующие карманы для удержания резцов вводят продавочные элементы. Нагревают продавочные элементы плазменно-дуговым методом для восстановления слоя оксида на поверхности по периметру продавочного элемента. Осуществляют плазменно-дуговое нанесение материала из твердого сплава на участок ребра между соседними карманами по меньшей мере одной лопасти с обеспечением затекания наплавочного материала по периметру продавочного элемента и образования металлургического соединения между основным металлом основания лопасти и упомянутым наплавочным материалом. Закрепляют поликристаллические алмазные резцы в соответствующих карманах, например, припаиванием. Способ обеспечивает формирование кармана резца с точными размерами и низкой вероятностью расфиксирования и потери резца при работе долота, при этом припаянный резец обладает высокой стойкостью к эрозии. 12 з.п. ф-лы, 7 ил.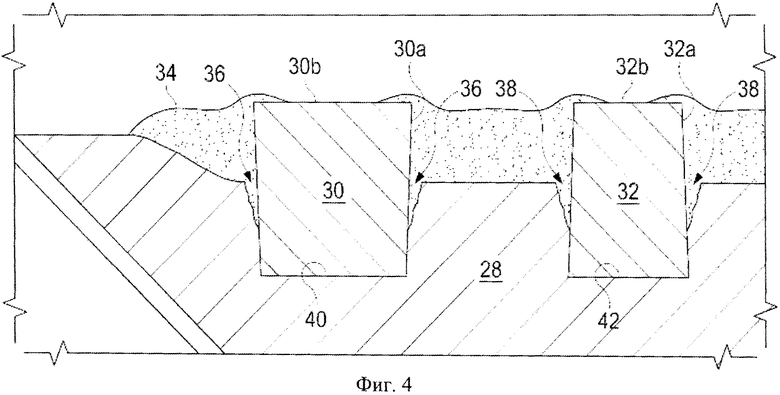
1. Способ ремонта бурового долота, содержащего по меньшей мере одну лопасть с множеством образованных в ее основании карманов для удержания резцов, выполненных с образованием участка ребра между соседними карманами, включающий:
введение множества продавочных элементов в соответствующие карманы для удержания резцов,
нагрев продавочных элементов плазменно-дуговым методом для восстановления слоя оксида на поверхности по периметру продавочного элемента,
плазменно-дуговое нанесение материала из твердого сплава на упомянутый участок ребра по меньшей мере одной лопасти с обеспечением затекания наплавочного материала по периметру продавочного элемента и образования металлургического соединения между основным металлом основания лопасти и упомянутым наплавочным материалом и
закрепление множества поликристаллических алмазных резцов в соответствующих карманах резца.
2. Способ по п. 1, в котором закрепление поликристаллических алмазных резцов в соответствующих карманах осуществляют их припаиванием.
3. Способ по п. 1, в котором основной металл основания лопасти содержит карбид вольфрама.
4. Способ по п. 3, в котором основной металл основания лопасти содержит металл твердого припоя.
5. Способ по п. 4, в котором металл твердого припоя выбирают из группы, включающей марганец, никель, цинк и медь.
6. Способ по п. 1, в котором наплавочный материал содержит карбид вольфрама и является более твердым, чем основной металл.
7. Способ по п. 6, в котором используют карбид вольфрама в виде сферического карбида вольфрама в связующем.
8. Способ по п. 7, в котором связующее выбирают из группы, включающей никель, медь, бор и цинк.
9. Способ по п. 1, в котором наконечник электрода в процессе плазменно-дугового нанесения наплавочного материала нагревают до приблизительно 30000°F.
10. Способ по п. 1, в котором процесс плазменно-дугового нанесения наплавочного материала включает нагнетание плазмы через форсунку плазменно-дуговой горелки, сжимающую дугу.
11. Способ по п. 1, в котором в процессе плазменно-дугового нанесения наплавочного материала используют электрод, содержащий вольфрам.
12. Способ по п. 11, в котором электрод содержит спеченный вольфрам.
13. Способ по п. 1, в котором процесс плазменно-дугового нанесения наплавочного материала осуществляют дугой прямого действия.
| US 6568491 B1, 27.05.2003 | |||
| US 5348770 A, 20.09.1994 | |||
| RU 2009101375 А, 27.07.2010 | |||
| НАПЛАВКА ТВЕРДЫМ СПЛАВОМ С ПОКРЫТЫМИ АЛМАЗНЫМИ ЧАСТИЦАМИ (ВАРИАНТЫ), ПРИСАДОЧНЫЙ ПРУТОК ДЛЯ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ, СПОСОБ НАПЛАВКИ ТВЕРДЫМ СПЛАВОМ (ВАРИАНТЫ), КОНИЧЕСКОЕ ШАРОШЕЧНОЕ ДОЛОТО ДЛЯ ВРАЩАТЕЛЬНОГО БУРЕНИЯ (ВАРИАНТЫ), КОНИЧЕСКАЯ ШАРОШКА | 1996 |
|
RU2167262C2 |

