ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящая заявка испрашивает приоритет на основании предварительной заявки на патент США №61/537045, поданной 20 сентября 2011 года, которая в полном объеме включена в настоящую заявку посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к тисненой этикетке. Более конкретно, изобретение относится к тисненой термопластичной этикетке, которую можно использовать для маркировки различных изделий и идентификации брендов, в том числе для маркировки различных потребительских товаров и услуг, и для повышения уровня узнаваемости брэнда. Конструкции тисненых этикеток или этикеток-заготовок можно наносить на плоские, обладающие определенной формой или нетекстурированные поверхности с получением требуемой поверхности контейнера и улучшенного эстетического вида, например, поверхности с рельефными деталями.
ОПИСАНИЕ РОДСТВЕННЫХ ЗАЯВОК
[0003] На промышленные изделия, в том числе потребительские товары или расфасованные товары, обычно наклеивают этикетки для предоставления информации об изделии, включающей наименование изделия, его состав, применение, источник или производитель и т.п.Этикетки также можно использовать для обеспечения дополнительных функций, в том числе безопасности, наименования бренда, декорирования и текстуры поверхности. Текстура или топография поверхности может быть декоративной и/или обеспечивать другие применения, например, улучшенную возможность захвата или повышенное удобство обращения с контейнером.
[0004] Один из способов получения контейнера с выпуклыми или тиснеными деталями состоит во включении таких деталей в сам контейнер. Например, известно производство стеклянного или пластмассового контейнера, получаемого с помощью литья или другого процесса формования таким образом, что контейнер сам включает встроенные ребра заданных размеров или другие выступающие части. Известные контейнеры со встроенными выпуклыми или тиснеными деталями (называемые в настоящей заявке "контейнерами со встроенным тиснением") описаны в патенте США №4802295 Darr и в патенте США №4910033 Bekele с соавторами, оба из которых тем самым включены в настоящую заявку посредством ссылки. Указанные способы изготовления позволяют получить подходящие контейнеры, но такой процесс является высоко специфическим, и при необходимости получения контейнера с различными выпуклыми деталями промышленные пресс-формы или зажимы должны быть модифицированы и/или заменены. Такие модификации и замены могут быть сравнительно трудными, дорогостоящими и/или трудоемкими.
[0005] Контейнеры с нетекстурированными поверхностями, которые впоследствии обрабатывают или модифицируют для включения выпуклых или тисненых деталей, являются альтернативой контейнерам со встроенным тиснением. Например, известно, что можно изготовить трехмерные этикетки или листы материала, которые позволяют получить другую нетекстурированную поверхность с выпуклыми или тиснеными деталями. Материалы такого типа описаны в патенте США №5965235 McGuire с соавторами и в патенте США №7090907 Fearn с соавторами, оба из которых тем самым включены в настоящую заявку посредством ссылки. При применении контейнера с нетекстурированной поверхностью можно избежать некоторых недостатков контейнеров со встроенным тиснением. Например, контейнеры, содержащие комбинацию нетекстурированной поверхности и трехмерной этикетки, легче изготовить на заказ и включить разнообразные профили рельефного изображения, в отличие от контейнеров со встроенным тиснением, которые по своей природе могут содержать только один профиль рельефного изображения. Однако имеется ряд функциональных и ценовых недостатков, связанных с известными материалами и системами, позволяющими нанести выпуклые или тисненые детали на другие нетекстурированные поверхности, и способы и материалы, описанные ниже, касаются указанных недостатков и позволяют их преодолеть.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0006] Существует несколько аспектов настоящего изобретения, которые можно по отдельности или вместе реализовать в устройствах и системах, описанных и заявленных в формуле изобретения, приведенной ниже. Указанные аспекты можно использовать по отдельности или в комбинации с другими аспектами предмета изобретения, описанного в настоящей заявке, и совместное описание указанных аспектов не предполагает ограничения их применения по отдельности или указание таких аспектов по отдельности или в различных комбинациях, как может быть изложено в прилагаемой формуле изобретения.
[0007] Согласно одному из вариантов реализации настоящего изобретения тисненая термопластичная этикетка включает (a) этикеточный материал, имеющий верхнюю поверхность и нижнюю поверхность и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу, (b) этикеточный материал включает по меньшей мере один тисненый рисунок на верхней поверхности этикеточного материала, и указанный тисненый рисунок на этикеточном материале содержит по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения.
[0008] Согласно другому варианту реализации изобретения этикеточный материал тисненой термопластичной этикетки дополнительно включает по меньшей мере один печатный слой.
[0009] Согласно вариантам реализации изобретения, относящимся к по меньшей мере одному печатному слою, печатный слой термопластичной этикетки можно получить перед формированием рельефного рисунка, или при формировании рельефного рисунка, например, по существу одновременно или после формирования рельефного рисунка, например, последовательно, или с помощью комбинации двух или более из любых перечисленных выше способов формирования. По меньшей мере один печатный слой тисненой термопластичной этикетки можно создать путем формирования тисненого рисунка на верхней поверхности этикеточного материала; на нижней поверхности этикеточного материала; на внутренней поверхности этикеточного материала, если этикеточный материал является многослойным; или путем комбинации двух или более из любых перечисленных выше способов изготовления. Тисненая термопластичная этикетка может содержать этикеточный материал с тисненым рисунком на его верхней поверхности и печатный слой или буквенно-цифровую или графическую индикацию (indicia) на верхней поверхности этикеточного материала.
[0010] Согласно другому варианту реализации изобретения печатный слой/слой буквенно-цифровой или графической индикации представляет собой тот же слой, что и тисненый рисунок. Согласно еще дополнительному варианту реализации изобретения печатный слой/слой буквенно-цифровой или графической индикации представляет собой отдельный слой, отличный от тисненого рисунка. Согласно другому варианту реализации изобретения печатный слой/слой буквенно-цифровой или графической индикации наносят на верхнюю поверхность этикеточного материала. Затем тисненый рисунок наносят поверх печатного слоя/слоя буквенно-цифровой или графической индикации таким образом, чтобы тисненый рисунок и печатный слой/буквенно-цифровая или графическая индикация соответствовали друг другу. Печатный слой/буквенно-цифровая или графическая индикация может совпадать с тисненым участком тисненого рисунка или участком тисненого рисунка, не содержащим тиснения. Согласно настоящему изобретению также предполагают, что печатный слой/буквенно-цифровая или графическая индикация и тисненый рисунок не совпадают друг с другом. Согласно другому варианту реализации изобретения на верхнюю поверхность этикеточного материала сначала наносят тисненый рисунок и печатный слой/буквенно-цифровую или графическую индикацию наносят поверх тисненого рисунка. Кроме того, печатный слой или буквенно-цифровая или графическая индикация может представлять собой один или более из элементов, выбранных из логотипа, водяного знака, штрих-кода, общей информации, графических представлений, конструкций или комбинации двух или более из любых перечисленных выше печатных слоев или устройств цифровой индикации.
[0011] Согласно другому варианту реализации изобретения тисненая термопластичная этикетка дополнительно содержит (c) адгезивный слой, имеющий верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность адгезивного слоя присоединена с помощью сил адгезии к нижней поверхности этикеточного материала, и (d) подложку, имеющую верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность подложки присоединена с возможностью последующего удаления к нижней поверхности адгезивного слоя.
[0012] Согласно другому варианту реализации настоящего изобретения этикетка, описанная в любом из указанных вариантов реализации изобретения, содержит адгезивный слой, более тонкий на тисненом участке, чем на участке без тиснения.
[0013] Дополнительный вариант реализации изобретения включает тисненый рисунок тисненой термопластичной этикетки, сформированный на этикеточном материале после присоединения адгезивного слоя к этикеточному материалу и присоединения подложки к адгезивному слою.
[0014] Еще один вариант реализации настоящего изобретения относится к получению тисненого рисунка тисненой термопластичной этикетки на этикеточном материале после присоединения адгезивного слоя к этикеточному материалу и присоединения подложки к адгезивному слою. Далее на контейнер наклеивают наносят термопластичную этикетку таким образом, что нижняя поверхность адгезивного слоя присоединена с помощью сил адгезии к наружной поверхности контейнера, что придает контейнеру рельефный вид.
[0015] Согласно другому варианту реализации изобретения этикеточный материал тисненой термопластичной этикетки включает первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу, и второй слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу, при этом верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя. Температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя, и на верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок.
[0016] Согласно другим вариантам реализации настоящего изобретения, этикеточный материал состоит из множества слоев. Один вариант реализации изобретения представляет собой вариант, в котором этикеточный материал тисненой термопластичной этикетки включает первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу. Второй слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу. Третий слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу, при этом первый слой и второй слой и третий слой отличаются друг от друга. Верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя. Верхняя поверхность третьего слоя расположена под нижней поверхностью второго слоя, при этом температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя и по меньшей мере одной термопластичной смолы второго слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы третьего слоя. На верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок.
[0017] Согласно другому варианту реализации изобретения этикеточный материал тисненой термопластичной этикетки включает первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу. Второй слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу. Третий слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу. Первый слой, второй слой и третий слой отличаются друг от друга. Например, согласно одному из вариантов реализации, описанных в настоящем изобретении, по меньшей мере одна термопластичная смола, применяемая в первом слой, одна термопластичная смола, применяемая во втором слой, и/или одна термопластичная смола, применяемая в третьем слое, отличаются друг от друга, например, по составу, толщине, прозрачности, полупрозрачности, окраске или т.п. Верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя. Верхняя поверхность третьего слоя расположена под нижней поверхностью второго слоя. Температура размягчения по Вика по меньшей мере одной из термопластичных смол первого слоя и второго слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы третьего слоя. На верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок. Первый слой содержит по меньшей мере одну термопластичную смолу и является прозрачным или прозрачно-цветным. Второй слой содержит по меньшей мере одну термопластичную смолу и является непрозрачным или прозрачно-цветным, при этом тисненый рисунок является менее непрозрачным или менее прозрачно-цветным и содержит контурные узоры, которые являются более непрозрачными или прозрачно-цветными.
[0018] Согласно другому варианту реализации изобретения этикеточный материал тисненой термопластичной этикетки включает первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу. Второй слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу. Третий слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу. Первый слой, второй слой и третий слой отличаются друг от друга. Верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя. Верхняя поверхность третьего слоя расположена под нижней поверхностью второго слоя. Температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя и по меньшей мере одной термопластичной смолы второго слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы третьего слоя. На верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок. Первый слой содержит полиолефин и является прозрачным или прозрачно-цветным. Второй слой содержит полиолефин и является непрозрачным или прозрачно-цветным.
[0019] В другом варианте реализации изобретения предложен этикеточный материал тисненой термопластичной этикетки, включающий первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу. Второй слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу. Третий слой имеет верхнюю поверхность и нижнюю поверхность и содержит по меньшей мере одну термопластичную смолу. Первый слой, второй слой и третий слой отличаются друг от друга. Верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя и верхняя поверхность третьего слоя расположена под нижней поверхностью второго слоя, при этом температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя и по меньшей мере одной термопластичной смолы второго слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы третьего слоя. Согласно одному из вариантов реализации изобретения на верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок, при этом температура размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя по меньшей мере на 10°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя.
[0020] Согласно одному из вариантов реализации изобретения способ тиснения термопластичной этикетки включает стадии в начале (a) обеспечения (i) этикеточного материала, имеющего верхнюю поверхность и нижнюю поверхность и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу; (ii) адгезивного слоя с верхней поверхностью и нижней поверхностью, содержащего по меньшей мере один адгезив, при этом верхняя поверхность адгезивного слоя присоединена с помощью сил адгезии к нижней поверхности этикеточного материала; и (iii) подложки, имеющей верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность подложки присоединена с возможностью последующего удаления к нижней поверхности адгезивного слоя. Далее, (b) тиснение верхней поверхности этикеточного материала, после присоединения адгезивного слоя к этикеточному материалу и присоединения подложки к адгезивному слою, таким образом, что тисненый рисунок на этикеточном материале включает по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения.
[0021] Согласно другому варианту реализации изобретения предложен способ тиснения термопластичной этикетки, включающий стадии (a) обеспечения многослойного этикеточного материала, имеющего первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу, и второй слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу. Верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя, при этом температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя. Далее, (b) тиснение верхней поверхности первого слоя путем подвода тепла к нижней поверхности второго слоя перед или во время тиснения первого слоя.
[0022] Согласно еще дополнительному варианту реализации изобретения предложен способ нанесения тисненой термопластичной этикетки на поверхность, включающий стадии, в начале (a) обеспечение поверхности и этикетки, содержащей (i) этикеточный материал, имеющий верхнюю поверхность и нижнюю поверхность и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу, (ii) адгезивный слой, содержащий верхнюю поверхность и нижнюю поверхность и по меньшей мере один адгезив, при этом верхняя поверхность адгезивного слоя присоединена с помощью сил адгезии к нижней поверхности этикеточного материала, и (iii) подложку, имеющую верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность подложки присоединена с возможностью последующего удаления к нижней поверхности адгезивного слоя. Далее, (b) тиснение верхней поверхности этикеточного материала, после присоединения адгезивного слоя к этикеточному материалу и присоединения подложки к адгезивному слою, таким образом, что тисненый рисунок на этикеточном материале включает по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения. Адгезивный слой на по меньшей мере одном тисненом участке более тонкий, чем адгезивный слой на участке без тиснения. Затем, (c) удаление подложки и нанесение адгезивного слоя на поверхность, и, тем самым, захват воздуха в по меньшей мере одном тисненом участке между адгезивным слоем и поверхностью.
[0023] Другие особенности настоящего изобретения станут очевидными из следующего описания вариантов его реализации в сочетании с прилагаемыми чертежами, которые, к примеру, иллюстрируют принципы настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0024] Прилагаемые чертежи приведены для иллюстрации и не ограничивают настоящее изобретение. Компоненты на чертежах не следует сводить к определенному масштабу, поскольку они просто иллюстрируют принципы настоящего изобретения.
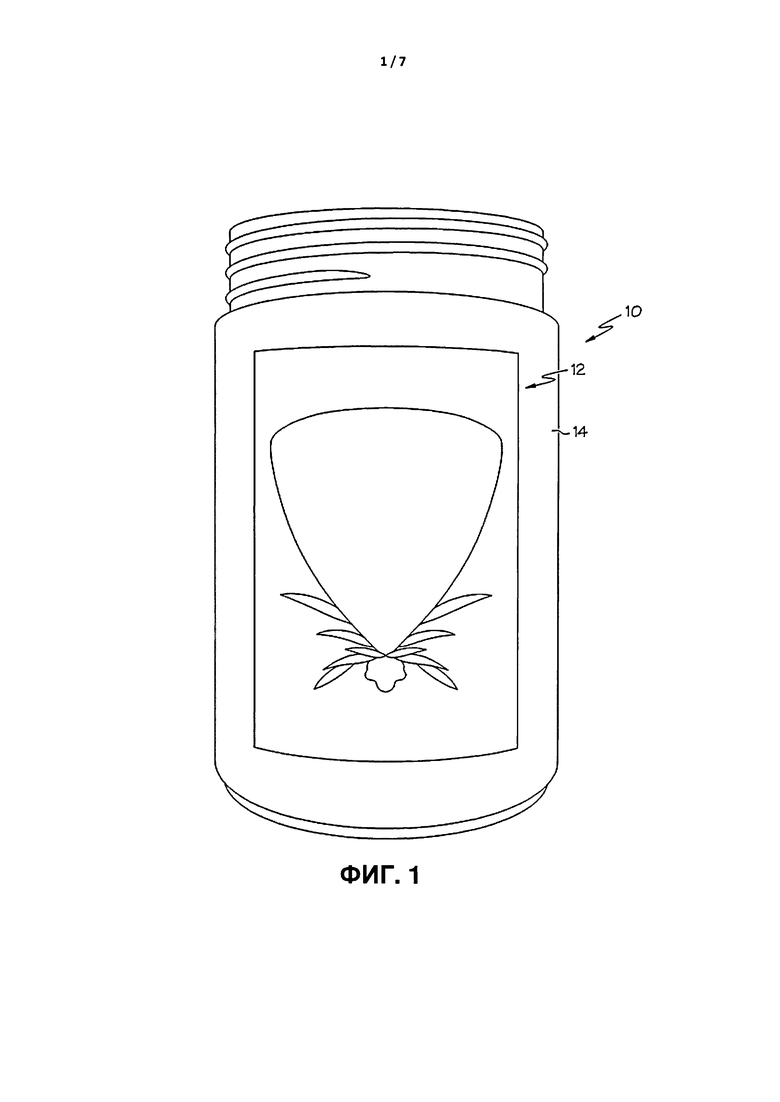
[0025] Фиг. 1 представляет собой вид спереди контейнера для жидкостей, содержащего этикетку согласно аспектам настоящего изобретения;
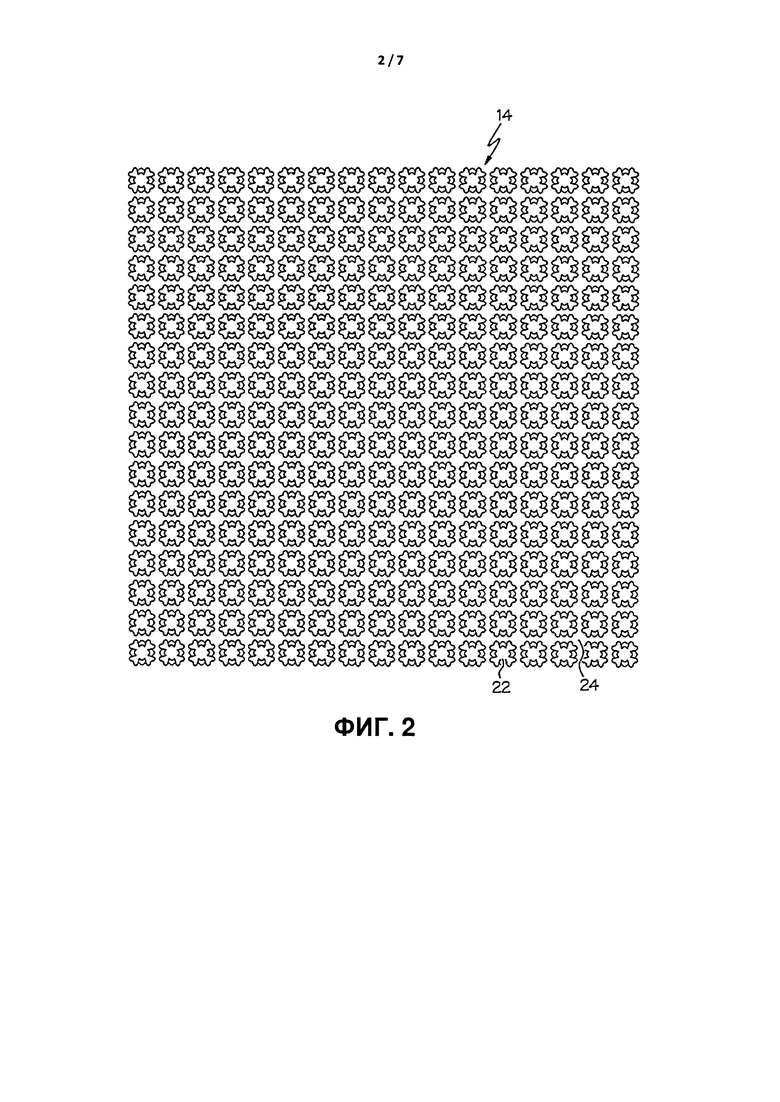
[0026] Фиг. 2 представляет собой вид сверху этикетки, показанной на фиг. 1;
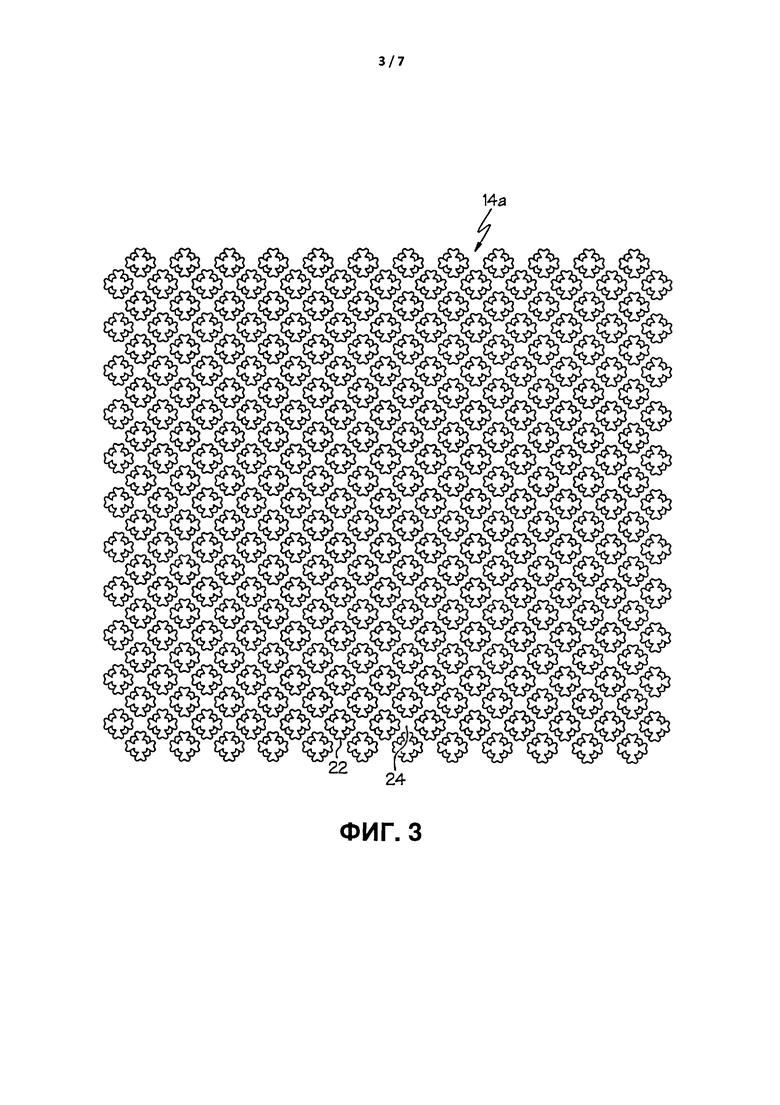
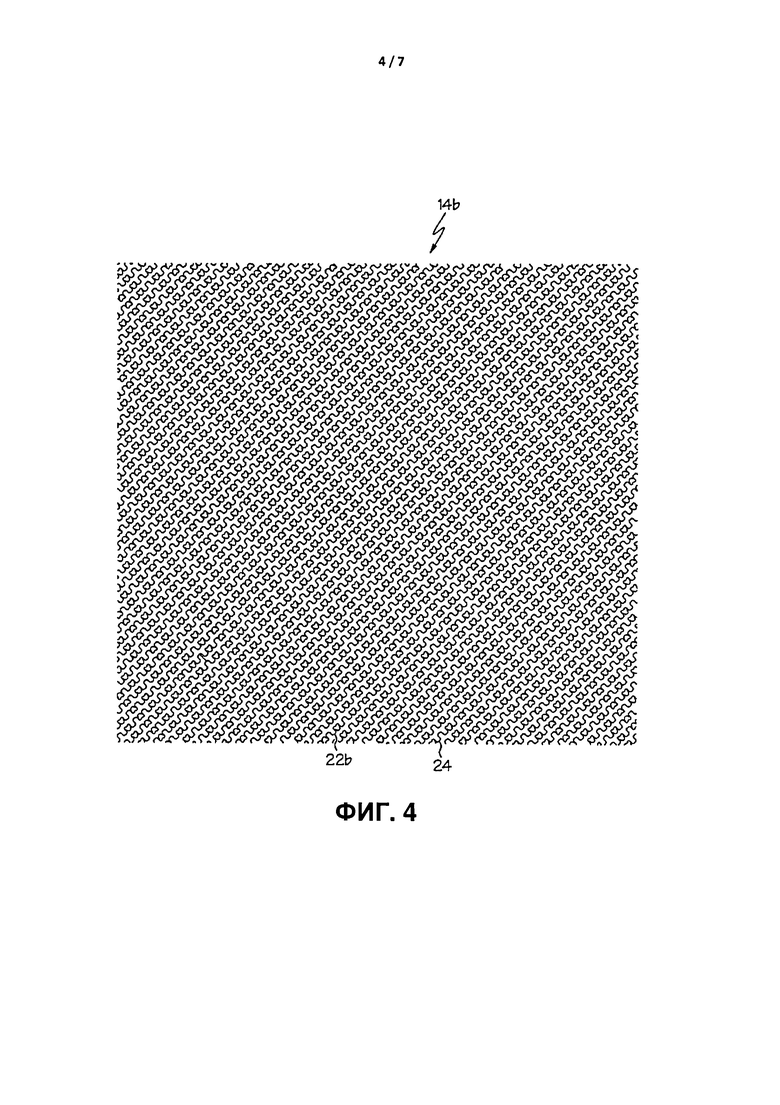
[0027] Фиг. 3 и 4 представляют собой виды сверху альтернативных этикеток;
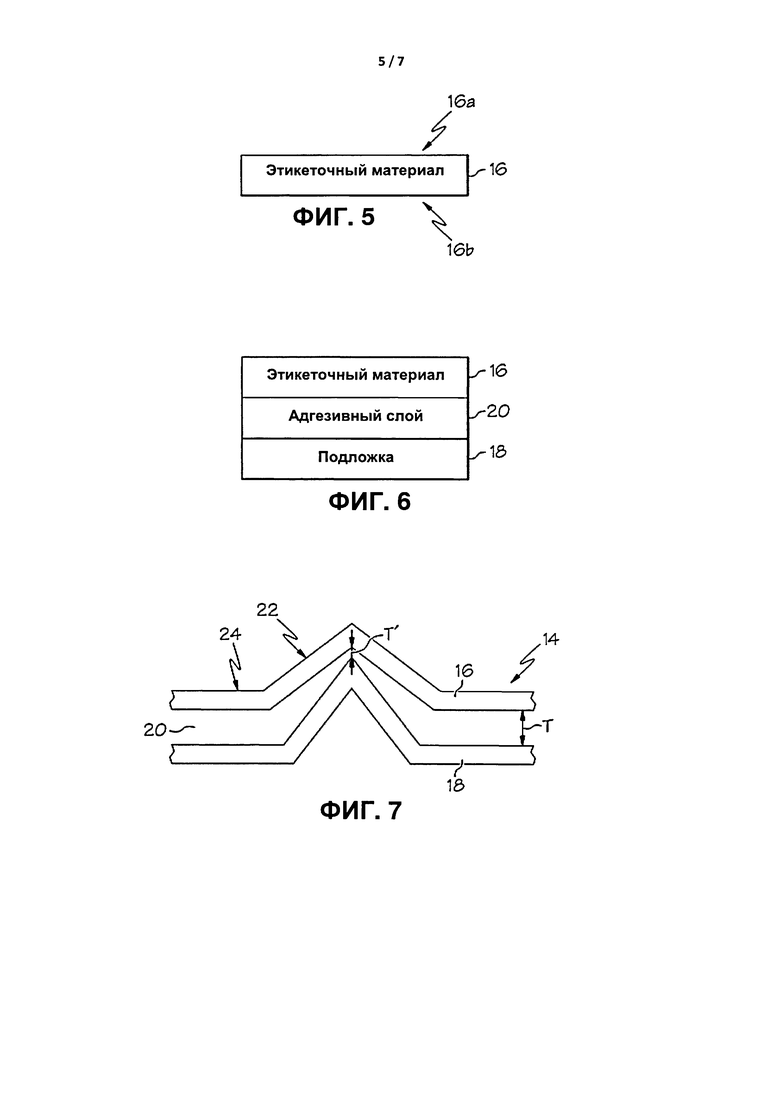
[0028] Фиг. 5 представляет собой поперечное сечение заготовки согласно настоящему изобретению;
[0029] Фиг. 6 представляет собой поперечное сечение термопластичной этикетки согласно одному из вариантов реализации изобретения;
[0030] Фиг. 7 представляет собой поперечное сечение этикетки согласно настоящему изобретению;
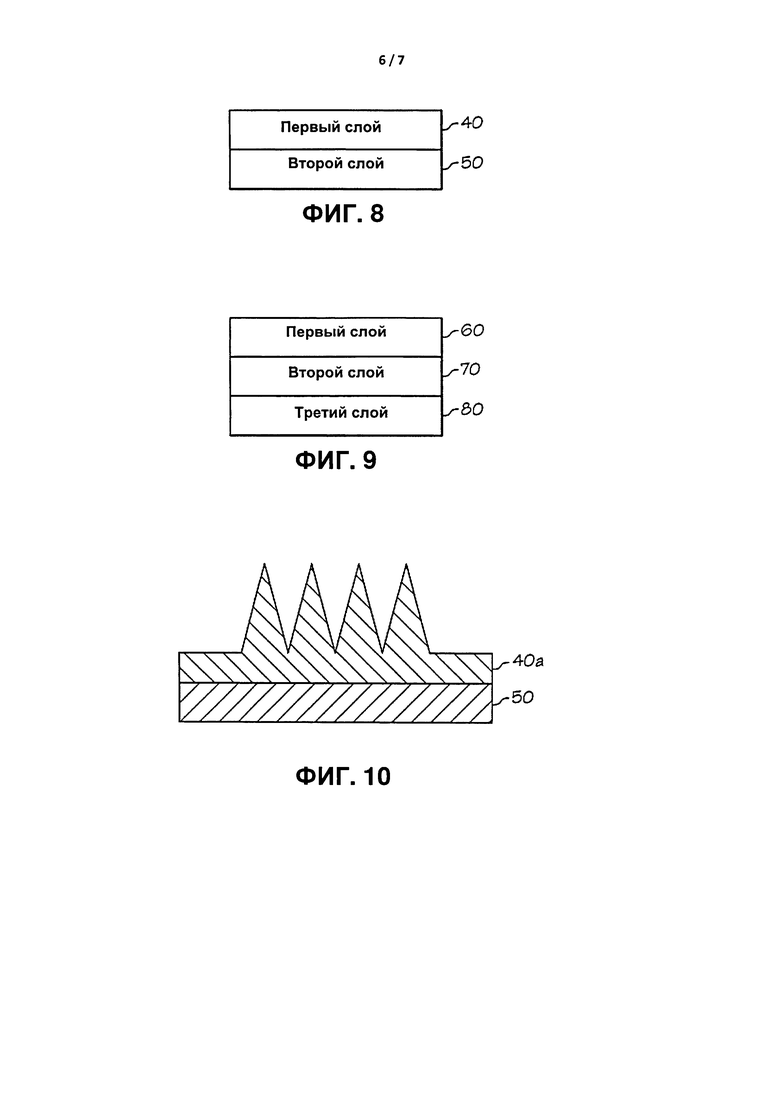
[0031] Фиг. 8 представляет собой поперечное сечение этикеточного материала, содержащего два слоя согласно одному из вариантов реализации изобретения;
[0032] Фиг. 9 представляет собой поперечное сечение этикеточного материала, содержащего три слоя согласно одному из вариантов реализации изобретения;
[0033] Фиг. 10 представляет собой поперечное сечение этикеточного материала, содержащего два слоя, после тиснения согласно одному из вариантов реализации изобретения;
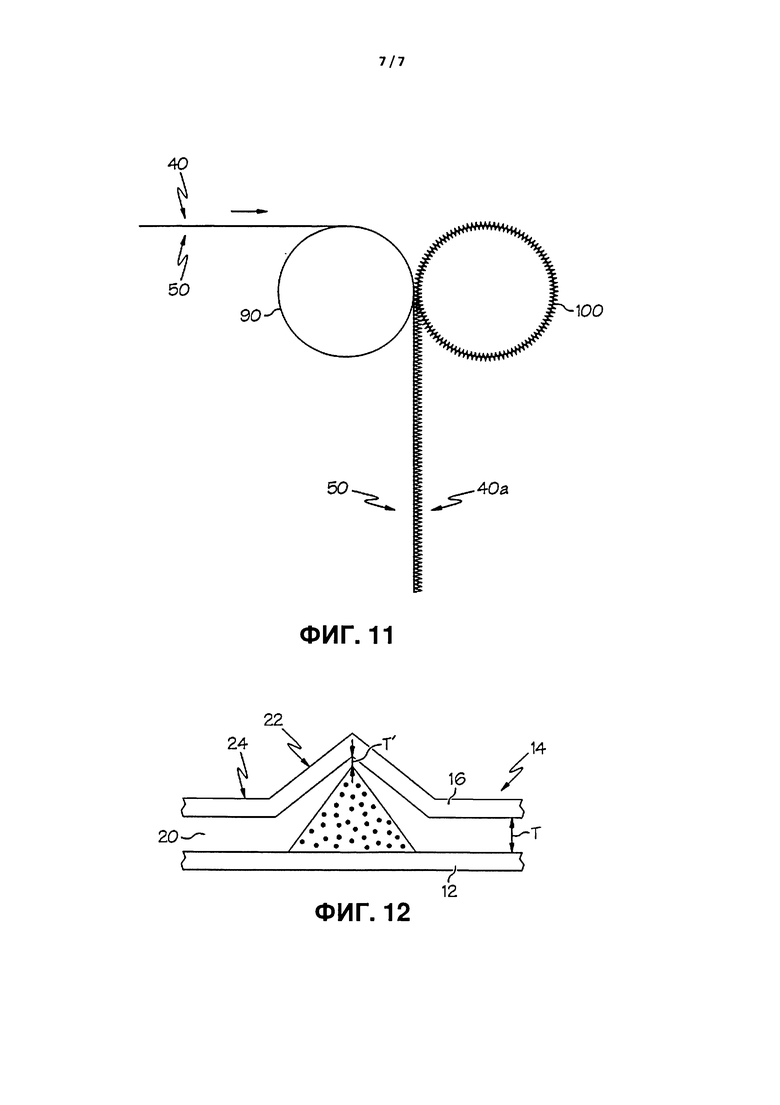
[0034] Фиг. 11 представляет собой изображение процесса тиснения согласно одному из вариантов реализации изобретения; и
[0035] Фиг. 12 представляет собой поперечное сечение этикетки, нанесенной на поверхность.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0036] Применяемая в настоящей заявке этикетка включает любую этикетку, заготовку, ламинат или липнущее или адгезивное изделие (чувствительное к давлению или активируемое) или их комбинации, которые можно нанести на поверхность.
[0037] Заготовку определяют как этикетку, которая еще не подвергалась всем технологическим операциям, чтобы считаться завершенной конструкцией. Другими словами, заготовка требует одну или более дополнительных технологических операций перед достижением состояния готового продукта. Например, заготовка может представлять собой заготовку этикетки без печатного слоя. При получении конечного продукта можно использовать несколько заготовок.
[0038] На фиг. 1 показан контейнер 10 с по существу нетекстурированной боковой стенкой или поверхностью 12. К поверхности 12 прикреплена этикетка 14, которая придает нетекстурированной поверхности 12 вид тисненой поверхности или поверхности, содержащей выпуклые детали, как более подробно будет описано ниже. Хотя на фиг. 1 показана этикетка 12, нанесенная на контейнер 10, последующее обсуждение применимо к другим поверхностям, в частности, к нетекстурированным поверхностям, при этом настоящее описание не ограничено контейнерами, но включает пакеты, сосуды, коробки и т.п.
[0039] На фиг. 2 более подробно показана этикетка 14 в неприкрепленном состоянии. Этикетка 14, изображенная на фиг. 1 и 2, приведена просто в качестве примера, и можно также использовать по-другому выполненные этикетки, не отклоняясь от объема настоящего изобретения. Например, на фиг. 3 и 4 показаны этикетки 14a и 14b с альтернативными тиснеными рисунками. Согласно варианту реализации изобретения, показанному на фиг. 1 и 2, этикетка 14 содержит повторяющиеся тисненые участки 22 в виде узора, подобного "снежинке" или кристаллу. Согласно варианту реализации, показанному на фиг. 3, этикетка 14a содержит повторяющиеся тисненые участки 22a в виде измененного узора "снежинки". Согласно варианту реализации, показанному на фиг. 4, этикетка 14b содержит повторяющиеся тисненые участки 22b в виде более линейного узора. Другие узоры включают конфигурации типа "раковины" и "лампочки". Можно также использовать другие конфигурации тисненых участков, не отклоняясь от объема настоящего изобретения.
[0040] На фиг. 5 показан вариант реализации настоящего изобретения, в котором конструкция этикетки-заготовки включает: (a) этикеточный материал 16, имеющий верхнюю поверхность 16a и нижнюю поверхность 16b и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу, и (b) при этом на верхней поверхности этикеточного материала расположен по меньшей мере один тисненый рисунок 16a, причем тисненый рисунок на этикеточном материале включает по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения.
[0041] Тисненая термопластичная этикетка, изображенная на фиг. 6, включает этикеточный материал 16 имеющий верхнюю поверхность и нижнюю поверхность, при этом на верхней поверхности этикеточного материала расположен по меньшей мере один тисненый рисунок, адгезивный слой 20, имеющий верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность адгезивного слоя присоединена с помощью сил адгезии к нижней поверхности этикеточного материала, и подложку 18 имеющую верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность подложки присоединена с возможностью последующего удаления к нижней поверхности адгезивного слоя. Согласно одному из вариантов реализации изобретения тисненый рисунок на этикеточном материале 16 получают после присоединения адгезивного слоя 20 к этикеточному материалу и присоединения подложки 18 к адгезивному слою.
[0042] На фиг. 7 показан типичный вариант реализации настоящего изобретения. Этикетка 14 включает этикеточный материал 16, слой подложки 18 и адгезивный слой 20, расположенный между этикеточным материалом 16 и подложкой 18. Этикетка 14 и каждый отдельный полученный слой могут быть по существу плоскими или двухмерными и впоследствии могут быть обработаны таким образом, чтобы включать по меньшей мере один тисненый участок 22 и по меньшей мере один участок без тиснения 24. Как показано на фиг. 7, толщина Т адгезивного слоя 20 на участке без тиснения 24 больше, чем толщина Т' адгезивного слоя 20 на тисненом участке 22. В зависимости от различных факторов (например, состава материала этикетки 14, температуры и давления, при которых проводят процесс тиснения), адгезивный слой 20 на тисненом участке 22 можно утончить почти до нуля.
Этикеточный материал
[0043] Тисненая термопластичная этикетка включает этикеточный материал, имеющий верхнюю поверхность и нижнюю поверхность и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу. Кроме того, этикеточный материал на своей верхней поверхности содержит по меньшей мере один тисненый рисунок. Согласно другому варианту реализации настоящего изобретения этикеточный материал также содержит по меньшей мере один печатный слой. Согласно вариантам реализации изобретения этикеточный материал является монослойным, или этикеточный материал является многослойным и содержит два или более слоев, которые отличаются друг от друга.
[0044] Многослойный этикеточный материал может включать по меньшей мере один адгезивный слой. В этикеточном материале, содержащем три слоя, адгезивный слой предпочтительно представляет собой второй слой, но в такой конструкции может быть расположен и в другом месте в зависимости от конечной структуры продукта.
[0045] Этикеточный материал можно получить любым из способов, который позволяет изготовить термопластичную пленку, включая экструзию для получения монослойной пленки, соэкструзию для получения многослойной пленки, ламинирование для получения многослойной пленки, или комбинацию двух или более из любых перечисленных выше способов. Согласно одному из вариантов реализации изобретения этикеточный материал получают путем ламинирования двух или более ранее полученных слоев, применяя средства, выбранные из группы, состоящей из давления, тепла, клея и комбинации двух или более из любых перечисленных выше средств. Согласно одному из вариантов реализации изобретения этикеточный материал получают путем ламинирования первой пленки на вторую пленку, при этом первую пленку наносят на вторую пленку путем экструзии или соэкструзии. Как первая пленка, так и вторые пленки могут быть монослойными или многослойными.
[0046] Слой (слои) этикеточного материала содержит (содержат) по меньшей мере одну термопластичную смолу. По меньшей мере одна термопластичная смола может представлять собой полиолефин, алкен-ненасыщенную карбоновую кислоту или сополимер производных ненасыщенных карбоновых кислот, гомополимер или сополимер на основе стирена, полиуретан, поливинилхлорид, поликарбонат, полиамид, полиметакрилат или полиакрилат, фторполимер, полиэфир, или смесь двух или более из любых перечисленных выше термопластичных смол.
[0047] Полиолефин может также включать полиэтилен, полипропилен или смесь двух полимеров. Полиэтилен может состоять из гомополимера полиэтилена, сополимера полиэтилена или смеси двух или более из любых перечисленных выше полиэтиленовых полимеров. Гомополимеры и сополимеры полиэтилена могут включать полимеры, полученные с помощью свободных радикалов или катализаторов Циглера-Натта (Z-N) или металлоценовых катализаторов полимеризации, индекс расплава которых согласно ASTM D1238 при 190°C/2,16 кг составляет от 1 до 40 г/10 минут, а плотность согласно ASTM D792 составляет от 0,85 до 0,98 г/см3. Полиэтиленовые гомополимеры и сополимеры могут включать полиэтилен высокой плотности, полиэтилен средней плотности, линейный полиэтилен низкой плотности, полиэтилен низкой плотности, полиэтилен очень низкой плотности, полиэтиленовый пластомер или смесь двух или более из любых перечисленных выше полиэтиленов. Полипропилен может включать полипропиленовый гомополимер, полипропиленовый сополимер или смесь двух или более из любых перечисленных выше полипропиленовых полимеров. Полипропиленовые гомополимеры и сополимеры могут включать полимеры, полученные с помощью Z-N катализаторов или металлоценовых катализаторов полимеризации, скорость течения расплава которых согласно ASTM D1238 при 230°C/2,16 кг составляет от 1 до 40 г/10 минут, а плотность согласно ASTM D792 составляет от 0,87 до 0,92 г/см3. Полипропиленовые сополимеры включают сополимеры пропилена, содержащие до 20% по массе других альфа-олефинов с от 2 до 20 углеродными атомами. Согласно одному из вариантов реализации изобретения полипропиленовый сополимер содержит статистический сополимер, блок-сополимер или смесь двух или более из любых перечисленных выше сополимеров. Согласно одному из вариантов реализации изобретения полиэфир включает полиэфир, полученный из ароматической поликарбоновой кислоты, содержащей две или более групп карбоновых кислот, и высокомолекулярного спирта, содержащего две или более гидроксильные группы, при этом плотность указанного полиэфира составляет согласно ASTM D792 от 1,27 до 1,35 г/см3, а точка плавления, измеренная с помощью дифференциальной сканирующей калориметрии, составляет от 230 до 280°C. Применяемые полиэфиры включают полиэтилентерефталатные смолы, полибутилентерефталатные смолы и полиэтилен-2,6-нафталиндикарбоксилатные смолы. Термопластичные смолы или пленки термопластичных смол можно приобрести у поставщиков смол и пленок, в том числе в компаниях Dow Chemical, Exxon-Mobil Chemical, Flint Hills Resources, Eastman Chemical, Mitsubishi Polyester Film и Schoeller Tech Papers.
[0048] По меньшей мере один слой этикеточного материала может содержать по меньшей мере одну добавку. По меньшей мере один слой этикеточного материала может содержать от 0,0005 до 90% по массе по меньшей мере одной добавки.
[0049] Различные виды добавок включают нуклеирующий агент, антиадгезив, добавку для улучшения технологических свойств, добавку, понижающую трение, добавку, снижающую статические заряды, пигмент, кавитирующий агент, неорганический наполнитель, антиоксидант, теплостабилизатор, добавку, придающую огнеупорные свойства, акцептор кислоты, стабилизатор видимого и/или ультрафиолетового излучения или смесь двух или более из любых перечисленных выше добавок. По меньшей мере одну добавку можно ввести в этикеточный материал при его изготовлении в качестве компонента термопластичной смолы, получаемой от поставщика термопластичной смолы, или с помощью концентрата добавки, получаемого от поставщика концентрата добавки, при этом концентрат добавки содержит одну или более добавок в матрице термопластичной смолы.
[0050] Пигменты включают любое вещество, придающее цвет другому веществу, такому как этикеточный материал. Пигменты включают неорганические пигменты, органические пигменты или смеси двух или более из любых перечисленных выше пигментов. Неорганические пигменты включают оксиды металлов, такие как диоксид титана и оксид трехвалентного железа, порошки металлов, черный углерод или смеси двух или более из любых перечисленных выше неорганических пигментов. Органические пигменты включают природные органические пигменты, полученные из животных и растительных источников, такие как индиго, синтетические органические пигменты, такие как синтетический индиго голубой, или смеси двух или более из любых перечисленных выше органических пигментов.
[0051] В разных слоях этикеточного материала визуальные характеристики могут быть различными. Этикеточный материал, например, может включать несколько слоев, при этом каждый слой имеет различную непрозрачность или толщину. Например, по меньшей мере один слой этикеточного материала выбирают из группы, состоящей из прозрачного, прозрачного и цветного, и непрозрачного и цветного слоя. Согласно вариантам реализации изобретения, в которых этикеточный материал является многослойным, визуальную характеристику каждого слоя можно выбрать из группы, состоящей из прозрачного, прозрачного и цветного, и непрозрачного и цветного окраса. Непрозрачность прозрачного или прозрачного и цветного слоя согласно TAPPI Т425 может составлять 10% или менее, 8% или менее, или 5% или менее. Матовость прозрачного или прозрачного и цветного слоя согласно ASTM D1003 может также составлять 10% или менее, 8% или менее, или 5% или менее. Непрозрачность непрозрачного и цветного слоя согласно TAPPI Т425 может составлять больше 70%, 80%, или 90%.
[0052] Слой (слои) этикеточного материала можно покрыть металлом. Покрытие слоя (слоев) этикеточного материала тисненой термопластичной этикетки металлом, таким как алюминий, который образует отражающий слой, позволяет получить этикетку с голографическим изображением. Металлизация по меньшей мере одного слоя этикеточного материала включает покрытие слоя металлом или объединение слоя с металлической фольгой.
[0053] Тисненая термопластичная этикетка может содержать по меньшей мере один маркер. Маркер представляет собой любое вещество, которое можно добавить к этикеточному материалу или адгезивному слою этикетки, такое как чернила или микроскопический цветной материал, обычно не обнаруживаемый человеческим глазом, который указывает на источник изготовления для целей безопасности или борьбы против контрафакта. Кроме того, маркер может представлять собой материалы, которые можно увидеть только при специальном освещении или в особых условиях окружающей среды, такой как краситель или пигмент, видимый в УФ-диапазоне, или термохромный краситель или пигмент.
[0054] Слой или слои этикеточного материала являются ориентированными или неориентированными. Ориентирование слоя или слоев этикеточного материала включает растяжение слоя или слоев одноосно в продольном (машинном) направлении или поперечном направлении, или двуосно как в продольном, так и поперечном направлении. Продольное направление представляет собой направление, в котором слой или слои этикеточного материала продвигается или продвигаются во время его или их изготовления. Поперечное направление представляет собой направление, которое ортогонально или перпендикулярно продольному направлению. Слой или слои этикеточного материала можно вытягивать одноосно или двуосно в продольном и/или поперечном направлениях при степени растяжения от 2 до 12, от 3 до 10 или от 4 до 8, при этом степень растяжения представляет собой отношение длины слоя после растяжения к длине слоя перед растяжением. Растяжение слоя или слоев этикеточного материала обычно выполняют при повышенной температуре вблизи температуры размягчения термопластичной смолы или смол, содержащихся в слое или слоях. Ориентированный слой или слои этикеточного материала можно подвергнуть отжигу или термической усадке для обеспечения стабильности размеров, так что слой или слои не испытывают усадку или заметное деформирование при воздействии повышенных температур во время какой-либо дополнительной обработки или в конце срока службы. Линейная усадка слоя или слоев этикеточного материала согласно ASTM D1204 может составлять при 100°C в продольном и поперечном направлении менее 5%, менее 4% или менее 3%. Когда этикеточный материал является многослойным, один или более слоев могут быть ориентированными. Многослойный этикеточный материал может не содержать никаких ориентированных слоев. Ориентирование слоя или слоев этикеточного материала повышает жесткость слоя, измеряемую с применением модуля упругости при растяжении согласно ASTM D882, в направлении растяжения или в направлениях, которые могут быть полезными с точки зрения последующей обработки этикеточного материала, включающей распределение этикетки при этикетировании контейнера.
[0055] Обрабатываемый слой можно присоединить к по меньшей мере одной поверхности этикеточного материала. Обрабатываемые слои могут включать адгезионные покрытия или соединительные слои, необходимые или желательные для получения конкретной компоновки. Для улучшения характеристик можно обработать верхнюю поверхность, нижнюю поверхность, внутреннюю поверхность слоя (слоев) этикеточного материала, если указанный материал является многослойным, и комбинацию двух или более из любых перечисленных выше поверхностей. Улучшение характеристик поверхности слоя или слоев этикеточного материала может включать улучшение прочности на истирание, влагонепроницаемости, прилипания печатной краски, прилипания клея или комбинацию двух или более из любых перечисленных выше улучшений. Поверхность этикеточного материала можно обработать с помощью коронного разряда, огневой обработки, плазменной обработки, поверхностной обработки или комбинации двух или более из любых перечисленных выше способов обработки.
[0056] Толщина этикеточного материала может составлять 254 микрометров (10 мил) или менее, 127 микрометров (5 мил) или менее, 101,6 микрометров (4 мил) или менее, или 76,2 микрометров (3 мил) или менее. Согласно вариантам реализации изобретения толщина этикеточного материала составляет от 12,7 до 127 микрометров (от 0,5 до 5 мил), от 19,1 до 101,6 микрометров (от 0,75 до 4 мил), или от 25,4 до 76,2 микрометров (от 1 до 3 мил). Если этикеточный материал содержит два или более слоев, толщина слоев может варьировать, как требуется для данного применения. Толщина каждого из двух или более слоев многослойного этикеточного материала может меняться от 1 до 99%, от 5 до 95% или от 10 до 90% относительно толщины этикеточного материала.
Адгезивный слой
[0057] Тисненая термопластичная этикетка может содержать адгезивный слой, который может включать по меньшей мере один тип адгезива. Адгезив может представлять собой адгезив, отверждаемый под действием ультрафиолетового излучения. Кроме того, по меньшей мере один адгезив может содержать адгезив, отверждающийся при надавливании. Адгезив, отверждающийся при надавливании, может представлять собой термоплавкий адгезив, адгезив в виде раствора или эмульсионный адгезив. Адгезив, отверждающийся при надавливании, может включать термоплавкий адгезив на основе блок-сополимера стирола или эмульсионный адгезив на акриловой основе, в том числе, на основе сополимеров эфиров акриловой кислоты и, возможно, акриловой кислоты. Адгезивный слой можно нанести непосредственно на нижнюю поверхность этикеточного материала или адгезивный слой можно нанести непосредственно на верхнюю поверхность подложки и затем прикрепить с помощью сил адгезии к нижней поверхности этикеточного материала. Кроме того, адгезивный слой может присутствовать в виде слоя этикеточного материала.
[0058] Этикетка, описанная в любом из указанных вариантов реализации изобретения, может содержать адгезивный слой, более тонкий на тисненом участке, чем на участке без тиснения. Такая особенность применима к адгезивному слою, когда адгезивный слой либо считается слоем этикеточного материала, либо отдельным слоем этикетки. Тисненый участок адгезивного слоя может быть по меньшей мере на 20% тоньше, чем участок адгезивного слоя без тиснения. Кроме того, тисненый участок адгезивного слоя может быть до 50% тоньше или до 90% тоньше, чем участок адгезивного слоя без тиснения.
[0059] Масса покрытия адгезивного слоя может меняться, как требуется для данного применения. Масса покрытия в сухом состоянии адгезивного слоя может составлять от 5 до 40 г/м2, от 8 до 35 г/м2 или от 10 до 30 г/м2. Клеи можно приобрести у поставщиков клея, в том числе, в компаниях BASF, Rohm & Haas, Synthomer и Cytec.
Подложка
[0060] Кроме того, тисненый термопластичный слой может содержать подложку. Подложка может быть монослойной или многослойной. Монослойная подложка может включать бумажный слой или полимерный слой. Многослойная подложка может содержать два или более слоев, выбранных из группы, включающей бумажный слой, полимерный слой и комбинации двух или более из любых перечисленных выше слоев. Полимерный слой может содержать термопластичную смолу, такую как полиолефин, полиэфир или их смесь.
[0061] На верхней поверхности подложки обычно имеется разделительное покрытие, которое присоединено к нижней поверхности адгезивного слоя с возможностью последующего удаления. Разделительное покрытие может включать любое покрытие, которое позволяет удалить подложку с адгезивного слоя во время процесса этикетирования без повреждения адгезива. Предпочтительно, когда подложка изготовлена таким образом, что ее можно подвергнуть процессу тиснения без повреждения. Разделительное покрытие может содержать органосилоксановый полимер. Толщина подложки может меняться, как требуется для данного применения. Согласно одному из вариантов реализации изобретения толщина подложки составляет от 12,7 до 101,6 микрометров (от 0,5 до 4 мил). Подложки можно приобрести у поставщиков подложек, в том числе в кампаниях Huhtamaki и International Paper.
Конструкция тисненой термопластичной этикетки и ее обработка [0062] Термопластичную этикетку согласно настоящему изобретению можно подвергнуть тиснению с помощью любых подходящих процессов тиснения. Несколько методов тиснения описаны в патенте США №3950480. Термопластичную этикетку можно подвергнуть тиснению на термоламинаторе, применяя гравировальную флексографскую пластину с рельефным рисунком, или на станке для тиснения, применяя валик для тиснения.
[0063] Наряду с флексографскими пластинами валик или пластина, используемые для проработки изображения, могут представлять собой любое устройство, применяемое для тиснения или флексографической печати. Такие устройства включают покрытые резиной валики для тиснения или флексографские валики, такие как силиконовые, нитриловые, бутиловые, витоновые и т.п. или фотополимерные флексографские валики или пластины. Указанные валики также могут представлять собой гравировальные металлические или керамические валики.
[0064] Тисненый рисунок можно сформировать на этикеточном материале 16 перед присоединением адгезивного слоя 20 к этикеточному материалу и перед присоединением подложки 5 к адгезивному слою. В качестве альтернативы, тисненую термопластичную этикетку можно подвергнуть тиснению после присоединения адгезивного слоя и подложки к этикетке, как описано выше, при этом подложка включает по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу. Термопластичная смола может представлять собой полиэфирную смолу. Тисненую термопластичную этикетку можно подвергнуть тиснению после присоединения адгезивного слоя и подложки к этикетке, как описано выше, при этом этикеточный материал является многослойным и включает по меньшей мере два слоя, каждый из которых содержит по меньшей мере одну термопластичную смолу и отличается от другого слоя или слоев.
[0065] Контейнер или поверхность можно маркировать с помощью тисненой термопластичной этикетки, которая была подвергнута тиснению после присоединения к ней адгезивного слоя и подложки, как описано выше, при этом нижняя поверхность адгезивного слоя присоединена с помощью сил адгезии к наружной поверхности контейнера и контейнер имеет рельефный вид. Контейнер или поверхность может состоять из нескольких материалов, в том числе, стекла, полиэтилентерефталата (ПЭТ), полиэтилена высокой плотности (ПВП) и металла. Кроме того, контейнер или поверхность может иметь различные формы. Контейнер может иметь рельефный вид, как описано выше, при этом контейнер представляет собой стеклянную бутылку цилиндрической формы.
[0066] Полагают, что в условиях нагрева и давления тиснение верхней поверхности этикеточного материала для получения тисненого рисунка на верхней поверхности, при объединении этикеточного материала с адгезивным слоем и подложкой, приводит к тиснению и адгезивного слоя. При удалении подложки с тисненой термопластичной этикетки и присоединении этикетки с помощью сил адгезии к наружной поверхности контейнера, имеющего плоскую или регулярную поверхность, не содержащую сложных изгибов или по существу не содержащую сложных изгибов, такую как стеклянная бутылка цилиндрической формы, воздух может быть захвачен в утонченной тисненой части адгезивного слоя, что позволяет создать над захваченным воздухом выпуклую поверхность в форме тисненого рисунка, которая придает контраст на границе раздела воздух-адгезив, обеспечивая рельефный вид, при этом кажется, что сам контейнер был подвергнут тиснению, причем части адгезивного слоя без тиснения испытывают на контейнере увлажнение и становятся почти невидимыми.
[0067] Один из способов тиснения термопластичной этикетки включает тиснение верхней поверхности этикеточного материала после присоединения адгезивного слоя к этикеточному материалу и присоединения подложки к адгезивному слою.
[0068] Как показано на фиг. 8, тисненая термопластичная этикетка содержит первый слой 40, имеющий верхнюю поверхность и нижнюю поверхность, и второй слой 50, имеющий верхнюю поверхность и нижнюю поверхность. Каждый слой содержит по меньшей мере одну термопластичную смолу. Верхняя поверхность первого слоя содержит по меньшей мере один тисненый рисунок. Верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя. Температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя, и на верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок. Термин "расположен под" подразумевает, что когда нижний слой расположен под верхним слоем, то нижний слой может находиться в непосредственном контакте с верхним слоем или что один или более промежуточных слоев могут находиться между нижним слоем и верхним слоем.
[0069] Один или более промежуточных слоев могут включать соединительный слой, который может улучшать прилипание слоев этикеточного материала друг к другу. Кроме того, один или более промежуточных слоев могут включать адгезивный слой ламината, если формирование многослойного этикеточного материала включает ламинирование. Пленочный слой на основе термопластичной смолы, применяемый для обеспечения обработки этикетки или регулирования эксплуатационных характеристик, также может представлять собой промежуточный слой или слои. Кроме того, может присутствовать комбинация двух или более из любых перечисленных выше промежуточных слоев.
[0070] Температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя 40 может быть по меньшей мере на 20°C, по меньшей мере на 30°C, по меньшей мере на 40°C или по меньшей мере на 70°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя 50. Температура размягчения по Вика представляет собой меру теплостойкости термопластичной смолы, причем теплостойкость прямо пропорциональна температуре размягчения по Вика. Температуру размягчения по Вика можно измерить с помощью стандартного способа, выбранного из группы, состоящей из стандартов ASTM D1525, ISO 306 и DIN 53460. Когда температура размягчения по Вика первой термопластичной смолы выше температуры размягчения второй термопластичной смолы, теплостойкость первой термопластичной смолы также больше, чем второй термопластичной смолы.
[0071] По меньшей мере одна термопластичная смола первого слоя 40 может содержать полиолефин, и по меньшей мере одна термопластичная смола второго слоя 50 может содержать термопластичную смолу, выбранную из группы состоящей из полиэфира, полиамида, поликарбоната и смеси двух или более из любых перечисленных выше термопластичных смол. В таблице I приведены температуры размягчения по Вика различных термопластичных смол, которые можно применять для тиснения термопластичной этикетки согласно настоящему изобретению.
[0072] Как показано на фиг. 9, тисненая термопластичная этикетка может включать этикеточный материал, имеющий верхнюю поверхность и нижнюю поверхность, при этом на верхней поверхности этикеточного материала расположен по меньшей мере один тисненый рисунок, причем этикеточный материал содержит первый слой 60, имеющий верхнюю поверхность и нижнюю поверхность и содержащий по меньшей мере одну термопластичную смолу, второй слой 70, имеющий верхнюю поверхность и нижнюю поверхность и содержащий по меньшей мере одну термопластичную смолу, и третий слой 80, имеющий верхнюю поверхность и нижнюю поверхность и содержащий по меньшей мере одну термопластичную смолу, при этом первый слой и второй слой и третий слой отличаются друг от друга, верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя, верхняя поверхность третьего слоя расположена под нижней поверхностью второго слоя, температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя и по меньшей мере одной термопластичной смолы второго слоя по меньшей мере на 20°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы третьего слоя, и на верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок. Температура размягчения по меньшей мере одной термопластичной смолы первого слоя 60 и по меньшей мере одной термопластичной смолы второго слоя 70 может быть по меньшей мере на 20°C, по меньшей мере на 30°C, по меньшей мере на 40°C или по меньшей мере на 70°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы третьего слоя 80.
[0073] Как показано на фиг. 9 и описано выше, первый слой 60 этикеточного материала может содержать полиолефин и является прозрачным или прозрачно-цветным, второй слой 70 этикеточного материала может содержать полиолефин и является непрозрачным или прозрачно-цветным, при этом тисненый рисунок является менее непрозрачным или менее прозрачно-цветным и содержит контурные узоры, которые являются более непрозрачными или более прозрачно-цветными. Кроме того, первый слой 60 может содержать полиэтилен и является прозрачным или прозрачно-цветным, второй слой 70 может содержать полиэтилен и является непрозрачным или прозрачно-цветным, третий слой 80 может содержать полиэфир, при этом тисненый рисунок является менее непрозрачным или менее прозрачно-цветным и содержит контурные узоры, которые являются более непрозрачными или более прозрачно-цветными. В качестве альтернативы, тисненая термопластичная этикетка включает этикеточный материал, как показано на фиг. 9 и описано выше, при этом первый слой 60 содержит полиолефин и является прозрачным или прозрачно-цветным, второй слой 70 содержит полиолефин и является непрозрачным или прозрачно-цветным, толщина первого слоя меньше толщины второго слоя, при этом тисненый рисунок является менее непрозрачным или менее прозрачно-цветным и содержит контурные узоры, которые являются более непрозрачными или более прозрачно-цветными. Контурные узоры могут быть непрозрачными или прозрачно-цветными, причем их непрозрачность согласно TAPPI Т425 составляет менее 90%, 80% или 70%. Тисненая термопластичная этикетка может иметь тисненый рисунок, который является менее непрозрачным или менее прозрачно-цветным и содержит контурные узоры, которые являются более непрозрачными или более прозрачно-цветными, как описано выше, причем толщина первого слоя 70 меньше толщины второго слоя 80 и составляет от 2,5 до 76,2 микрометров (от 0,1 до 3 мил), от 3,8 до 50,8 микрометров (от 0,15 до 2 мил) или от 5,1 до 25,4 микрометров (от 0,2 до 1 мил).
[0074] Тисненая термопластичная этикетка может содержать этикеточный материал, как показано на фиг. 9 и описано выше, при этом температура размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя 70 по меньшей мере на 10°C, по меньшей мере на 20°C или по меньшей мере на 35°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя 60. Кроме того, первый слой может содержать полипропилен, второй слой может содержать полиэтилен и третий слой 80 может содержать полиэфир. Согласно одному из вариантов реализации изобретения тисненая термопластичная этикетка содержит этикеточный материал, как показано на фиг. 9 и описано выше, при этом температура размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя 70 по меньшей мере на 10°C ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя 60, причем второй слой имеет визуальную характеристику, выбранную из группы, состоящей из прозрачного, прозрачного и цветного или непрозрачного и цветного окраса. Полагают, что тиснение верхней поверхности первого слоя 60 этикеточного материала, как показано на фиг. 9 и описано выше, для получения на указанной верхней поверхности тисненого рисунка, в условиях нагрева и давления может привести к тиснению второго слоя 70, когда температура размягчения по Вика второго слоя ниже температуры размягчения по Вика первого слоя, при этом указанное тиснение второго слоя усиливает визуальный эффект тисненой термопластичной этикетки.
[0075] Тиснение первого слоя 40 этикеточного материала может также привести к тиснению только первого слоя. На фиг. 10 показан тисненый этикеточный материал, в котором первый слой 40a был подвергнут тиснению, а второй слой 50 остается без тиснения.
[0076] На фиг. 11 показан пример упрощенного процесса тиснения согласно настоящему изобретению, в котором только первый слой этикеточного материала является тисненым. Этикеточный материал с первым слоем 40 и вторым слоем 50 подвергают тиснению путем пропускания указанного материала через зажимы, оборудованные опорным валиком 90 и валиком для тиснения 100 при одновременном применении тепла и давления. В результате такой операции получают образец тисненого этикеточного материала, показанного на фиг. 10, состоящего из слоев 40a и 50.
[0077] На фиг. 12 показан вариант реализации настоящего изобретения, в котором термопластичную этикетку наносят на поверхность. Для нанесения этикетки 14 на поверхность 12, слой подложки 18 удаляют с адгезивного слоя 20 и затем адгезивный слой 20 ориентируют по направлению к поверхности 12. Далее адгезивный слой 20 наносят на поверхность 12, которая захватывает воздух 26 на тисненом участке 22 между адгезивным слоем 20 и поверхностью 12. Участок без тиснения 24 будет размещаться плоскопараллельно на поверхности 12, при этом тисненый участок 22 будет выступать выше участка без тиснения 24 или выходить за его пределы, придавая, тем самым поверхности 12 тисненой вид или вид поверхности, содержащей выпуклые детали. Наряду с физической выступающей частью, полученной с помощью тисненого участка 22, захваченный воздух 26 будет искажать свет, проходящий через тисненый участок 22 и усиливать этот эффект.
Примеры
[0078] Следующие неограничивающие примеры дополнительно описывают и иллюстрируют настоящее изобретение.
Пример 1
[0079] Верхнюю/наружную поверхность этикеточного материала прозрачной термопластичной этикетки, содержащей конструкцию из этикеточного материала/адгезивного слоя/подложки, как показано на фиг. 6, подвергали тиснению. После удаления подложки и нанесения на стеклянную бутылку цилиндрической формы комбинации этикеточного материала/адгезивного слоя в качестве этикетки, тисненая термопластичная этикетка придала бутылке вид тисненого стекла и текстуру.
Пример 2
[0080] Прозрачная термопластичная этикетка имеет конструкцию, состоящую из первого слоя, выполненного из полиэтилена низкой плотности (ПНП, толщина 20,3 микрометров или 0,8 мил) / полиэтилентерефталатного (ПЭТ, 400-16) второго слоя, как показано на фиг. 8, была получена путем нанесения на ПЭТ покрытия ПНП с помощью экструзии и была приобретена в компании Schoeller Tech Papers. ПНП/ПЭТ термопластичная этикетка была подвергнута тиснению на термоламинаторе HL-1000 при температуре 135°C (275°F) и нагрузке 40,8 кг (90 фунтов) при скорости 6,1 метров (20 футов) в минуту с применением пластины на основе термопласта (поликарбонатной конструкции), содержащей рельефный рисунок в форме снежинки, которая впечатывала рисунок снежинки на первый слой этикетки.
Пример 3
[0081] Прозрачная термопластичная этикетка имеет конструкцию, состоящую из первого слоя, выполненного из полиэтилена высокой плотности (ПВП, толщина 25,4 микрометров или 1 мил) / полиэтилентерефталатного (ПЭТ, 400-16) второго слоя, как показано на фиг. 8, была получена путем нанесения ПВП на ПЭТ с помощью экструзии и была приобретена в компании Schoeller Tech Papers. ПВП/ПЭТ термопластичная этикетка была подвергнута тиснению на термоламинаторе HL-1000 при температуре 146°C (295°F) и нагрузке 40,8 кг (90 фунтов) при скорости 6,1 метров (20 футов) в минуту с применением пластины на основе термопласта (поликарбонатной конструкции), содержащей рельефный рисунок в форме снежинки, которая впечатывала рисунок снежинки на первый слой этикетки.
Пример 4
[0082] Прозрачная термопластичная этикетка имеет конструкцию, состоящую из первого слоя, выполненного из полиэтилена низкой плотности (ПНП, толщина 20,3 микрометров или 0,8 мил) / полиэтилентерефталатного (ПЭТ, 400-16) второго слоя, как показано на фиг. 8, была получена путем нанесения на ПЭТ покрытия ПНП с помощью экструзии и была приобретена в компании Schoeller Tech Papers. ПНП/ПЭТ термопластичная этикетка была подвергнута тиснению на лабораторном станке для тиснения при температуре 121°C (250°F) и нагрузке 40,8 кг (90 фунтов) при скорости 6,1 метров (20 футов) в минуту с применением валика для тиснения, содержащего рельефный рисунок в виде раковины, который впечатывал рисунок раковины на первый слой этикетки.
Пример 5
[0083] Белая непрозрачная термопластичная этикетка имеет конструкцию, состоящую из прозрачного полипропиленового первого слоя/белого непрозрачного второго слоя, выполненного из полиэтилена низкой плотности/прозрачного полиэтилентерефталатного третьего слоя, как показано на фиг. 9, при этом первый слой сравнительно тонкий по сравнению со вторым слоем. Термопластичная этикетка подвергалась тиснению на лабораторном станке для тиснения с применением валика для тиснения, содержащего рельефный рисунок в виде открытой раковины, который впечатывал рисунок раковины на второй слой, в результате чего получали ряд белых непрозрачных раковин с гребнями и прозрачные контурные узоры, проходящие между непрозрачными раковинами.
Пример 6
[0084] Прозрачная термопластичная этикетка имеет конструкцию, состоящую из полипропиленового первого слоя/второго слоя, выполненного из полиэтилена низкой плотности/полиэтилентерефталатного третьего слоя, как показано на фиг. 9. Термопластичную этикетку подвергали тиснению путем нанесения рельефного рисунка, что позволило впечатать указанный рельефный рисунок на первый слой этикетки, на которой тисненый рисунок выглядел визуально улучшенным.
[0085] Каждый из документов, цитируемый в подробном описании вариантов реализации изобретения, включен в настоящую заявку посредством ссылки. В настоящей заявке подразумевают, что все численные величины, применяемые в кратком описании изобретения, подробном описании вариантов реализации изобретения и прилагаемой формуле изобретения, изменены с помощью слова "примерно", за исключением примеров или там, где явно указано иное. Подразумевают, что можно комбинировать все границы диапазонов и соотношений, применяемые в кратком описании изобретения, подробном описании вариантов реализации изобретения и прилагаемой формуле изобретения.
[0086] Хотя настоящее изобретение было представлено в подробном описании вариантов реализации изобретения и прилагаемой формуле изобретения, понятно, что различные модификации изобретения будут очевидны специалистом в данной области техники после прочтения настоящей заявки. Соответственно, те различные модификации, которые попадают в объем прилагаемой формулы изобретения и/или подробное описание, рассматриваются как часть настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ УЛУЧШЕНИЯ КРЕПЛЕНИЯ ЭТИКЕТОК К ЕМКОСТЯМ | 2014 |
|
RU2651416C2 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| СФОРМИРОВАННЫЙ ЛАМИНИРОВАНИЕМ С РАСПЛАВЛЕНИЕМ ДЕКОРАТИВНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 2017 |
|
RU2684366C1 |
| ЗАЩИТНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2669738C2 |
| ОРИЕНТИРОВАННАЯ В МАШИННОМ НАПРАВЛЕНИИ ПЛЕНКА ДЛЯ ЭТИКЕТОК | 2010 |
|
RU2522454C2 |
| ОПТИЧЕСКИЙ АУТЕНТИФИКАЦИОННЫЙ КОМПОНЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ УПОМЯНУТОГО КОМПОНЕНТА | 2011 |
|
RU2571168C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТОК В ПРЕСС-ФОРМЕ | 2013 |
|
RU2585019C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2647442C2 |
| КОМПОЗИЦИЯ, ЛИСТ, СЛОИСТЫЙ МАТЕРИАЛ (ЕГО ВАРИАНТЫ), КОМПОЗИТНЫЙ МАТЕРИАЛ, ЯВЛЯЮЩИЕСЯ ОПТИЧЕСКИМИ БАРЬЕРАМИ | 1999 |
|
RU2171820C2 |
| ПРИГОДНЫЙ ДЛЯ ПЕЧАТАНИЯ С ПОМОЩЬЮ ЛАЗЕРНОГО ПРИНТЕРА ЛИЦЕВОЙ МАТЕРИАЛ С ВЫСОКОЙ СТЕПЕНЬЮ НЕПРОЗРАЧНОСТИ | 2011 |
|
RU2590925C2 |
Изобретение относится к пленкам для маркировки различных потребительских товаров и услуг и касается тисненой термопластичной этикетки. Этикетка включает этикеточный материал, имеющий верхнюю поверхность и нижнюю поверхность и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу, и на верхней поверхности этикеточного материала расположен по меньшей мере один тисненый рисунок. Тисненый рисунок на этикеточном материале включает по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения. Описана конфигурация заготовки. Предложен способ тиснения термопластичной этикетки, а также маркированный контейнер. Тисненую термопластичную этикетку можно применять при нанесении различных этикеток и идентификации брендов, при этом указанная этикетка обеспечивает визуальные и структурные эффекты для обеспечения различных применений, в частности улучшения возможности захвата или повышения удобства обращения с контейнером. 4 н. и 16 з.п. ф-лы, 12 ил., 1 табл., 6 пр.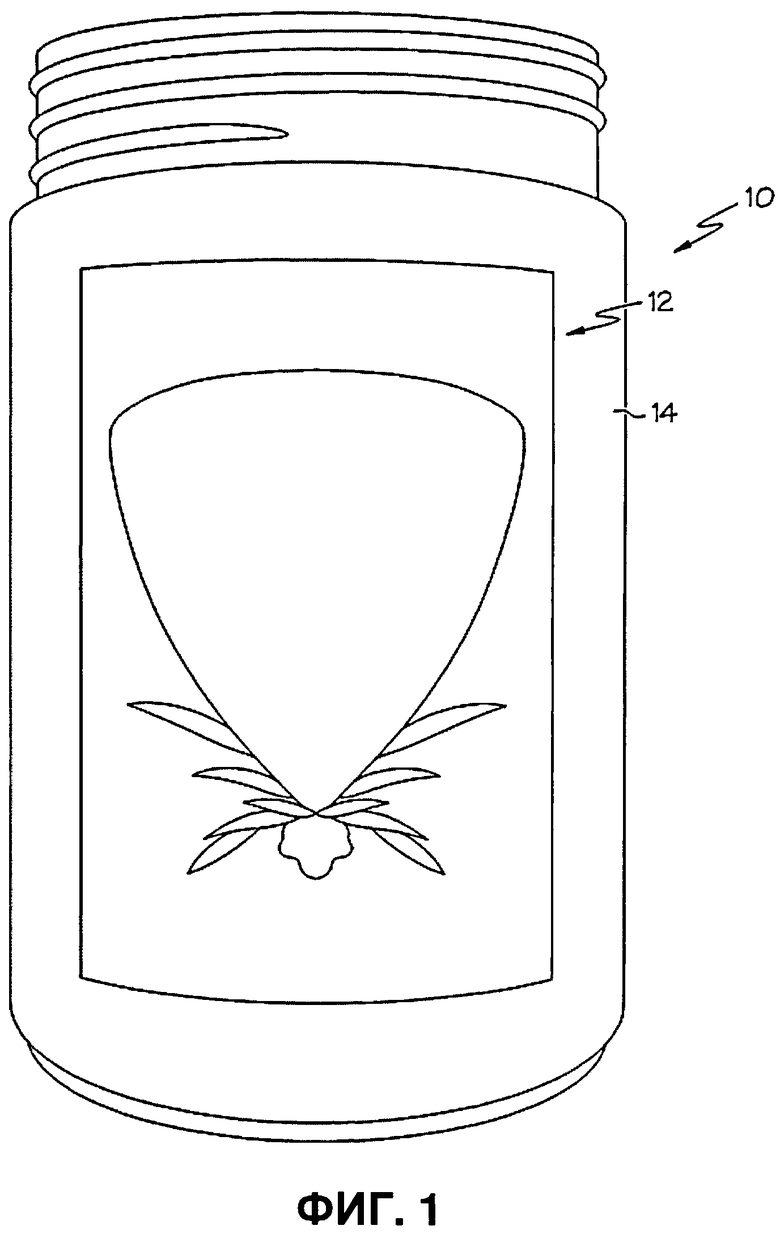
1. Заготовка, содержащая:
этикеточный материал, имеющий верхнюю поверхность и нижнюю поверхность и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу;
при этом на верхней поверхности этикеточного материала размещен по меньшей мере один тисненый рисунок; и
адгезивный слой, имеющий верхнюю поверхность и нижнюю поверхность,
при этом верхняя поверхность адгезивного слоя присоединена с помощью сил адгезии к нижней поверхности этикеточного материала; и
подложку, имеющую верхнюю поверхность и нижнюю поверхность,
при этом верхняя поверхность подложки присоединена с возможностью последующего удаления к нижней поверхности адгезивного слоя,
при этом тисненый рисунок на этикеточном материале содержит по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения, и
при этом адгезивный слой на по меньшей мере одном тисненом участке по меньшей мере на 20% тоньше, чем на по меньшей мере одном участке без тиснения.
2. Заготовка по п. 1, отличающаяся тем, что этикеточный материал дополнительно содержит по меньшей мере один печатный слой.
3. Заготовка по п. 1, отличающаяся тем, что тисненый рисунок формируют на этикеточном материале после присоединения адгезивного слоя к этикеточному материалу и присоединения подложки к адгезивному слою.
4. Заготовка по п. 1, отличающаяся тем, что подложка содержит по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу.
5. Заготовка по п. 1, отличающаяся тем, что подложка содержит по меньшей мере один слой, содержащий полиэфирную смолу.
6. Заготовка по п. 1, отличающаяся тем, что этикеточный материал является многослойным и содержит по меньшей мере два слоя, каждый из которых содержит по меньшей мере одну термопластичную смолу.
7. Контейнер, маркированный с помощью заготовки по п. 1, при этом нижняя поверхность адгезивного слоя присоединена с помощью сил адгезии к наружной поверхности контейнера, и контейнер имеет рельефный вид.
8. Заготовка по п. 1, отличающаяся тем, что этикеточный материал является многослойным, при этом каждый слой имеет визуальную характеристику, выбранную из группы, включающей прозрачный, прозрачный и цветной, и непрозрачный и цветной окрас.
9. Заготовка по п. 1, отличающаяся тем, что этикеточный материал включает
первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу, и
второй слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу,
при этом верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя, температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя по меньшей мере на примерно 20°С ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя, и на верхней поверхности первого слоя расположен по меньшей мере один тисненый рисунок.
10. Заготовка по п. 9, отличающаяся тем, что по меньшей мере одна термопластичная смола первого слоя включает полиолефин, и по меньшей мере одна термопластичная смола второго слоя включает термопластичную смолу, выбранную из группы, состоящей из полиэфира, полиамида, поликарбоната и смеси двух или более из любых перечисленных выше термопластичных смол.
11. Заготовка по п. 1, отличающаяся тем, что этикеточный материал включает первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу,
второй слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу, и
третий слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу,
при этом первый слой, второй слой и третий слой отличаются друг от друга, верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя, верхняя поверхность третьего слоя расположена под нижней поверхностью второго слоя, температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя и по меньшей мере одной термопластичной смолы второго слоя по меньшей мере на примерно 20°С ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы третьего слоя, и на верхней поверхности первого слоя размещен по меньшей мере один тисненый рисунок.
12. Заготовка по п. 11, отличающаяся тем, что первый слой содержит полиолефин и является непрозрачным и цветным, второй слой содержит полиолефин и является прозрачным, при этом тисненый рисунок является непрозрачным и содержит контурные узоры между непрозрачными рисунками.
13. Заготовка по п. 11, отличающаяся тем, что температура размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя по меньшей мере на примерно 10°С ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя.
14. Заготовка по п. 13, отличающаяся тем, что первый слой содержит полипропилен, второй слой содержит полиэтилен и третий слой содержит полиэфир.
15. Заготовка по п. 13, отличающаяся тем, что второй слой имеет визуальную характеристику, выбранную из группы, включающей прозрачный, прозрачный и цветной, или непрозрачный и цветной окрас.
16. Заготовка по п. 1, отличающаяся тем, что толщина этикеточного материала составляет примерно 127 микрометров (5 мил) или менее.
17. Заготовка по п. 2, отличающаяся тем, что печатный слой покрывает по меньшей мере часть по меньшей мере одного тисненого участка.
18. Заготовка по п. 2, отличающаяся тем, что печатный слой представляет собой тот же слой, что и слой с тисненым рисунком.
19. Способ тиснения заготовки, включающий:
(a) обеспечение (i) этикеточного материала, имеющего верхнюю поверхность и нижнюю поверхность и по меньшей мере один слой, содержащий по меньшей мере одну термопластичную смолу,
(ii) адгезивного слоя, содержащего верхнюю поверхность и нижнюю поверхность и по меньшей мере один адгезив, при этом верхняя поверхность адгезивного слоя присоединена с помощью сил адгезии к нижней поверхности этикеточного материала, и
(iii) подложки, имеющей верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность подложки присоединена с возможностью удаления к нижней поверхности адгезивного слоя; и
(b) тиснение верхней поверхности этикеточного материала после присоединения адгезивного слоя к этикеточному материалу и присоединения подложки к адгезивному слою с получением по меньшей мере одного тисненого рисунка на верхней поверхности этикеточного материала; и
при этом тисненый рисунок на этикеточном материале содержит по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения; и
при этом адгезивный слой на по меньшей мере одном тисненом участке по меньшей мере на 20% тоньше, чем на по меньшей мере одном участке без тиснения.
20. Способ тиснения заготовки, включающий:
(а) обеспечение (i) многослойного этикеточного материала, включающего первый слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу, и второй слой с верхней поверхностью и нижней поверхностью, содержащий по меньшей мере одну термопластичную смолу,
при этом верхняя поверхность второго слоя расположена под нижней поверхностью первого слоя, и температура размягчения по Вика по меньшей мере одной термопластичной смолы первого слоя по меньшей мере на примерно 20°С ниже температуры размягчения по Вика по меньшей мере одной термопластичной смолы второго слоя,
(ii) адгезивный слой, имеющий верхнюю поверхность и нижнюю поверхность с по меньшей мере одним адгезивом, при этом верхняя поверхность адгезивного слоя присоединена с помощью сил адгезии к нижней поверхности второго слоя; и
(iii) подложку, имеющую верхнюю поверхность и нижнюю поверхность, при этом верхняя поверхность подложки присоединена с возможностью последующего удаления к нижней поверхности адгезивного слоя; и
(b) тиснение верхней поверхности первого слоя, при этом тепло подводят к нижней поверхности второго слоя перед или во время тиснения первого слоя;
при этом тисненый рисунок на этикеточном материале содержит по меньшей мере один тисненый участок и по меньшей мере один участок без тиснения; и
при этом адгезивный слой на по меньшей мере одном тисненом участке по меньшей мере на 20% тоньше, чем на по меньшей мере одном участке без тиснения.
| JP 2002072887 A, 12.03.2002 | |||
| RU 2007114369 A, 27.10.2008 | |||
| JP S60255416 A, 17.12.1985 | |||
| Клапанная коробка для трамвайных компрессоров | 1928 |
|
SU13531A1 |
| Приспособление для проверки предельных допусков деталей | 1926 |
|
SU5717A1 |

