Перекрестные ссылки на родственные заявки
Настоящая заявка претендует на полезный эффект патентной заявки U.S. No.12/846998, поданной 30 июля 2010 г., содержание которой полностью включено в настоящее описание посредством ссылки. Патентная заявка U.S. No.12/846998 является частичным продолжением патентной заявки U.S. No.12/205774, поданной 5 сентября 2008 г., которая претендует на приоритет предварительной патентной заявки U.S. No.60/970917, поданной 7 сентября 2007 г., и предварительной патентной заявки U.S. No.61/051185, поданной 7 мая 2008 г., содержания которых полностью включены в настоящее описание посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к этикеткам. В частности, изобретение относится к этикеткам, которые не позволяют различить через этикетку, нанесенную на основу (подложку) или другую этикетку, знаки, находящиеся под этой этикеткой.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Этикетки для транспортировочных контейнеров должны быть стойкими к воздействию погодных условий, например, дождя и снега. Для соответствия требованию влагостойкости более предпочтительными по сравнению с бумажными этикетками являются пленочные этикетки. Кроме того, потребители предпочитают многократное использование транспортировочных контейнеров, нанося новые этикетки поверх уже имеющегося на контейнере адреса. При этом чрезвычайно желательно, чтобы предыдущая адресная информация не была различима через новую этикетку.
Предпочтительным способом печати адресной информации на этикетке является печать на лазерном принтере или аналогичном устройстве, например, фотокопировальной машине. Однако, высокие температуры и статический заряд, имеющие место при лазерной печати, создают дополнительные требования, предъявляемые к этикетке: стойкость к высоким температурам и пониженную тенденцию к сохранению электрического заряда. Несмотря на то, что уже были предприняты попытки получения пленочных этикеток с высокой степенью непрозрачности, все еще имеется необходимость создания пленочной этикетки с высокой степенью непрозрачности, которая обладала бы термостойкостью и пониженной тенденцией к сохранению электрического заряда.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Трудности и недостатки, отмечаемые при использовании этикеток предшествующего уровня техники и связанных с ними изделий, могут быть устранены посредством применения изделия из лицевого материала согласно изобретению, этикеточного листа и соответствующих способов.
Один из аспектов настоящего изобретения относится к пленочному лицевому материалу с высокой степенью непрозрачности, пригодному для печатания с помощью лазерного принтера, который включает пригодный для печатания с помощью лазерного принтера пленочный лицевой материал, включающий пригодный для печатания первый слой, второй слой и третий слой. Пригодный для печатания с помощью лазерного принтера пленочный лицевой материал имеет степень непрозрачности, превышающую или равную приблизительно 99,0%, показатель CIELAB L*, превышающий или равный приблизительно 93,5, показатель CIELAB b*, составляющий меньше или равный приблизительно -5,0, и по меньшей мере один из следующих показателей: (i) показатель белизны, превышающий или равный приблизительно 110, и (ii) яркость, превышающую или равную приблизительно 94,5%. Толщина пригодного для печатания с помощью лазерного принтера пленочного лицевого материала меньше или равна приблизительно 2,5 мил (63,5 мкм).
Другой аспект изобретения относится к этикеточному листу, включающему лист материала подложки и лист лицевого материала, включающий пригодный для печатания с помощью лазерного принтера пленочный лицевой материал, содержащий пригодный для печатания первый слой, второй слой и третий слой. Пригодный для печатания с помощью лазерного принтера пленочный лицевой материал имеет показатель CIELAB L*, превышающий или равный приблизительно 93,5, показатель CIELAB b*, составляющий меньше или равный приблизительно -5,0, степень непрозрачности, превышающую или равную приблизительно 99,0%, и по меньшей мере один из следующих показателей: (i) показатель белизны, превышающий или равный приблизительно 110, и (ii) яркость, превышающую или равную приблизительно 94,5%. Толщина пригодного для печатания с помощью лазерного принтера пленочного лицевого материала меньше или равна приблизительно 2,5 мил (63,5 мкм). Этикеточный лист также включает линии надсечки, которые проходят через лист лицевого материала, но не через лист материала подложки, ограничивая по меньшей мере одну этикетку. Кроме того, этикеточный лист включает слой чувствительного к давлению клея, разъемным образом соединяющий лист материала подложки с листом лицевого материала.
Очевидно, что изобретение может иметь другие, отличные от рассмотренных примеры осуществления, и некоторые из его деталей могут быть модифицированы в различных отношениях, при условии, что изменения и модификации не противоречат сущности изобретения. Соответственно, предлагаемое описание и графические материалы приведены для иллюстрации, а не для ограничения изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Эти и другие признаки, аспекты и полезные эффекты настоящего изобретения станут более понятны после прочтения нижеследующего описания и прилагаемой формулы изобретения, сопровождаемой графическими материалами, в которых:
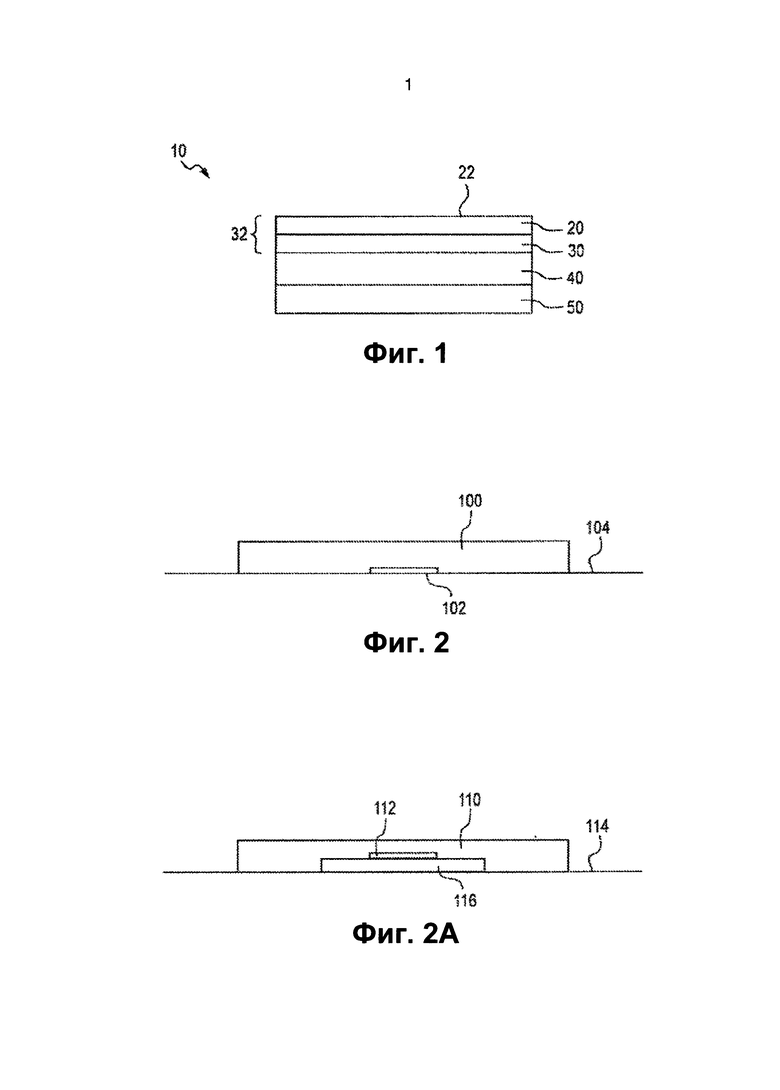
на Фиг.1 схематически представлен вид в поперечном сечении предпочтительного примера осуществления многослойного материала (ламината) согласно настоящему изобретению;
на Фиг.2 схематически представлен вид в поперечном сечении репрезентативного примера этикетки согласно предпочтительному примеру осуществления, нанесенной на основу;
на Фиг.2А схематически представлен вид в поперечном сечении другого репрезентативного примера этикетки согласно другому предпочтительному примеру осуществления, нанесенной на основу;
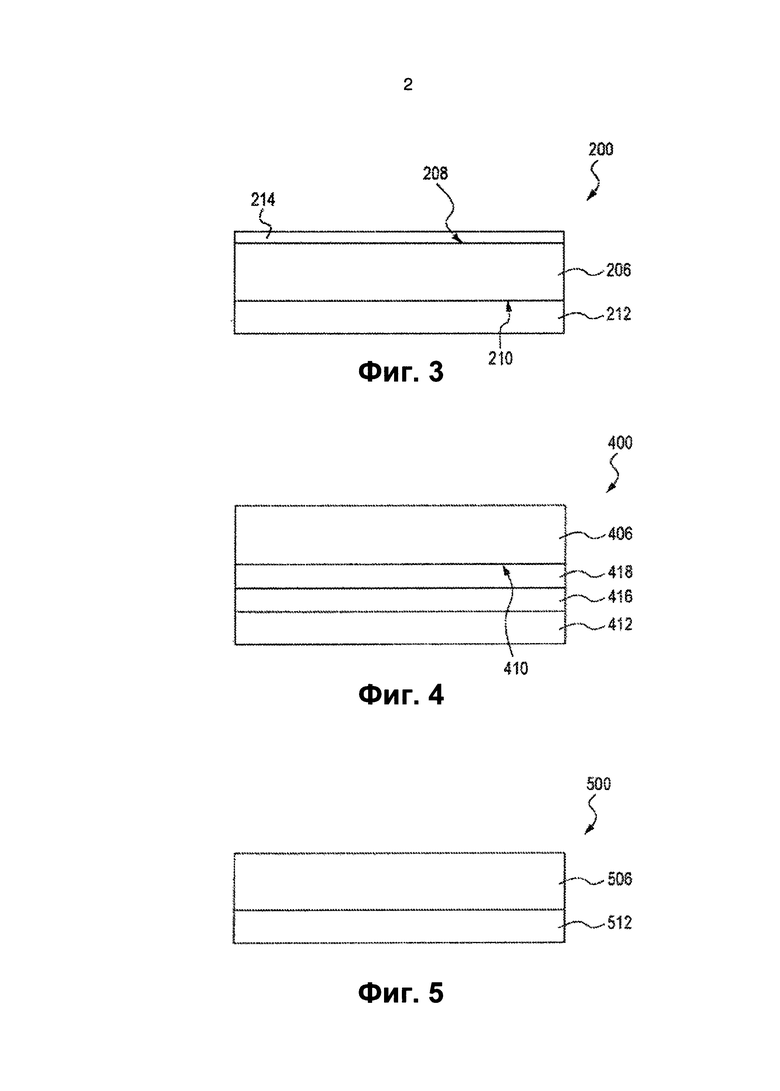
на Фиг.3 схематически представлен вид в поперечном сечении предпочтительного примера осуществления этикетки согласно изобретению;
на Фиг.4 схематически представлен вид в поперечном сечении другого предпочтительного примера осуществления этикетки согласно изобретению;
на Фиг.5 схематически представлен вид в поперечном сечении другого предпочтительного примера осуществления этикетки согласно изобретению;
на Фиг.6 представлена блок-схема, на которой показан предпочтительный пример осуществления способа получения этикеточного листа согласно изобретению;
на Фиг.7 представлена блок-схема другого предпочтительного примера осуществления способа получения этикеточного листа согласно изобретению;
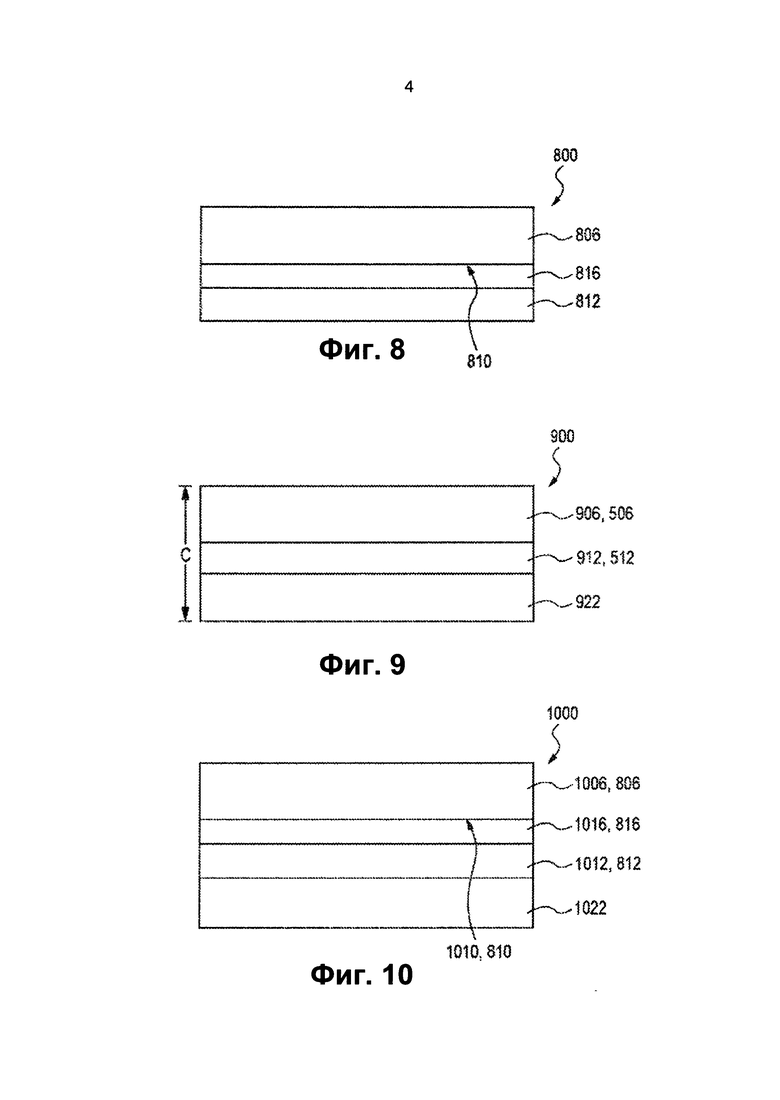
на Фиг.8 схематически представлен вид в поперечном сечении другой предпочтительной этикетки согласно изобретению;
на Фиг.9 представлен вид в поперечном сечении другого предпочтительного примера осуществления этикеточного листа, содержащего этикетку, изображенную на Фиг.5;
на Фиг.10 схематически представлен вид в поперечном сечении другого предпочтительного примера осуществления этикеточного листа, содержащего этикетку, изображенную на Фиг.8;
на Фиг.11 представлен вид сверху другого предпочтительного примера осуществления этикеточного листа согласно настоящему изобретению;
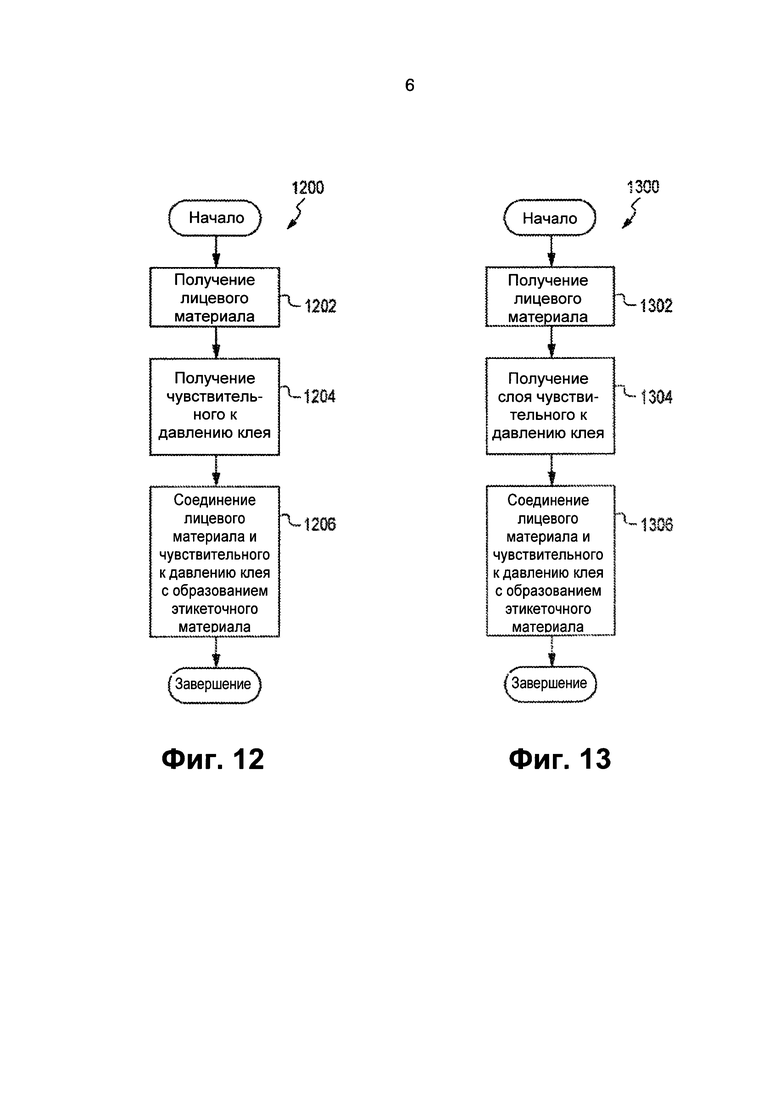
на Фиг.12 представлена блок-схема предпочтительного примера осуществления способа получения этикеточного материала согласно изобретению;
на Фиг.13 представлена блок-схема другого предпочтительного способа получения этикеточного материала согласно изобретению;
на Фиг.14 представлена блок-схема другого предпочтительного способа получения этикеточного материала согласно изобретению.
Если не указано обратное, изображения, представленные на графических материалах, не обязательно приведены в масштабе.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к пригодным для печатания пленкам или многослойным материалам, имеющим высокую степень непрозрачности. Пленки или многослойные материалы могут быть использованы для изготовления транспортировочных этикеток, которые могут быть размещены поверх уже имеющихся этикеток или других маркировок и закрывать находящиеся под ними этикетку или маркировки, не давая им просвечивать.
Отличительный признак настоящего изобретения состоит в том, что печать пленках или многослойных материалах может быть нанесена с помощью лазерных принтеров. Обычно для получения пленок с высокой степенью непрозрачности требуются высокие концентрации пигмента, что препятствует применению таких пленок при печати на лазерных принтерах. Таким образом, если такие пленки применяют при печати на лазерных принтерах, то они могут травмировать пользователей, создавая статические разряды из-за высоких концентраций металлизированных пигментов или материалов, которые обеспечивают высокую степень непрозрачности.
Настоящее изобретение основано на обнаружении того факта, что пленки или многослойные материалы с высокой степенью непрозрачности могут быть получены при использовании комбинации пигмента на основе диоксида титана и одного или более оптических отбеливателей. При нанесении печати с помощью лазерного принтера на пленку или многослойный материал, содержащий комбинацию упомянутых веществ, электрические разряды не создаются. Дополнительно, эта комбинация обеспечивает очень высокие показатели непрозрачности, яркости и белизны.
Один из примеров осуществления относится к многослойному материалу с высокой степенью непрозрачности, в котором слой пленки и слой материала подложки разделены слоем чувствительного к давлению клея.
В частности, изобретение относится к многослойному материалу с высокой степенью непрозрачности, который включает (i) лицевой материал, (ii) слой чувствительного к давлению клея и (iii) материал подложки. Слой чувствительного к давлению клея расположен между лицевым материалом и материалом подложки. Лицевой материал предпочтительно высекают с помощью высекательного штампа, получая этикетки, остающиеся закрепленными с помощью чувствительного к давлению клея на материале подложки.
Лицевой материал согласно изобретению предпочтительно обладает различными оптическими характеристиками, а его толщина составляет менее 2,5 мил (63,5 мкм). Ниже рассмотрены различные детали и дополнительные аспекты лицевого материала с высокой степенью непрозрачности и соответствующих многослойных материалов и многослойных конструкций.
Согласно изобретению, под непрозрачностью понимают измеренную способность объекта препятствовать прохождению света через этот объект. Чем выше степень непрозрачности, тем более непрозрачен объект, и тем труднее различить находящиеся под ним знаки. Степень непрозрачности объекта может быть повышена за счет добавления материалов, предназначенных для повышения непрозрачности, например, за счет введения дополнительных слоев материалов или за счет увеличения количества материала, через который должен проходить свет. Объект может быть непрозрачен для света одной природы и прозрачен для других видов света; например, объект может быть непрозрачен для ультрафиолетового света, но прозрачен для видимого света. Согласно изобретению, непрозрачность предпочтительного примера осуществления этикеток означает, что этикетки непрозрачны для видимого света.
Согласно изобретению, под яркостью понимают величину количества света, отраженного от поверхности объекта. Яркость поверхности определяют в соответствии со способом испытания Т-452 om-92, разработанным Технической Ассоциацией Целлюлозно-Бумажной Промышленности (Technical Association of the Pulp and Paper Industry ("TAPPI")), который основан на отражении синего света с длиной волны 457 нм.
Согласно изобретению, показатель белизны определяют на основании спецификации ASTM E313. Белизна означает степень, в которой поверхность соответствует стандартному эталону белизны. Проще говоря, под белизной понимают меру способности отражать свет всех длин световых волн, которые составляют полный видимый спектр. С технической точки зрения белизной называют одноразрядный показатель, отражающий относительную степень белизны (близких к белому цвету материалов в определенных условиях освещения). В общем случае, чем выше показатель белизны, тем белее материал.
Для описания цвета имеется множество различных способов. Согласно изобретению, цвет представляет собой цветовое пространство, определяемое CIE L*a*b* (CIELAB), установленное Международной комиссией по освещению (International Commission on Illumination или Commission Internationale d'Eclairage или CIE). В этой трехмерной системе цветового пространства L* (CIELAB L*) означает светлоту (интенсивность) цвета, которая составляет от 0 (черный) до 100 (белый), а* означает положение цвета по оси красный (пурпурные/зеленый (отрицательные значения означают зеленый, а положительные значения означают красный или пурпурный), и b* (CIELAB b*) означает положение цвета по оси синий/желтый (отрицательные значения означают синий, а положительные значения означают желтый).
Предпочтительно многослойные материалы и этикетки с высокой степенью непрозрачности включают (i) один или более слой лицевого материала, который обычно включает одно или более пригодное для печатания наружное покрытие, и один или более пленочный слой, (ii) один или более слой чувствительного к давлению клея и (iii) один или более материал подложки. Каждый из этих компонентов более подробно описан ниже.
Лицевой материал
Лицевой материал включает по меньшей мере внешний, пригодный для печатания слой, обычно называемый наружным покрытием, и структурный пленочный слой. Лицевой материал также может включать один или более дополнительный слой. Предпочтительно лицевой материал включает пленочный слой, на поверхность которого нанесено наружное покрытие, и нижний слой, расположенный на противоположной поверхности пленочного слоя. Пригодный для печатания слой или наружное покрытие включает комбинацию диоксида титана и оптического отбеливателя. Нижний слой включает комбинацию диоксида титана и одного или более веществ на основе сложного полиэфира. Диоксид титана и оптический отбеливатель предпочтительно наносят на пленочный слой в составе наружного покрытия. Пленочный слой может представлять собой любую пленку, температура размягчения которой составляет по меньшей мере приблизительно 200°С. Предпочтительный пример пленочного слоя получен из сложного полиэфира, например, ПЭТ. Предпочтительные аспекты компонентов лицевого материала описаны ниже.
Пленочный слой
Пленочный слой состоит из термостойкой пленки, которая не размягчается при пропускании через обычный механизм для термического закрепления, применяемый в лазерном принтере. Неограничивающие примеры таких пленок включают полиэтилентерефталат, полиимид, простой полиэфиримид, полисульфон, простой полиэфирсульфон, политетрафторэтилен, нейлон 6, нейлон 6/6, нейлон 6,10, нейлон 11, нейлон 12, полиамидимид, полибутилентерефталат, простой полиэфирэфиркетон, а также смеси или сополимеры перечисленных соединений. Также возможно использование полученных совместной экструзией полиолефиновых термостойких полимерных пленок, подобных пленкам, описанным в патентном документе US 5830571. Как было отмечено, температура размягчения выбираемого пленочного материала предпочтительно составляет по меньшей мере приблизительно 200°С. Пленочный слой может содержать пигменты, придающие непрозрачность, например, диоксид титана, карбонат кальция, каолиновые глины, сульфат бария, углеродную сажу, полые сферы и т.д. Пленочный слой может быть подвергнут вспениванию (кавитации) для повышения непрозрачности и яркости. Тем не менее, обычно предпочтительно, чтобы пленочный слой не был подвергнут вспениванию. В пленочный слой могут быть включены оптические отбеливатели, например, отбеливатели, вводимые в слой наружного покрытия для печати на лазерном принтере, описанные ниже.
Характерный диапазон и предпочтительная толщина пленочного слоя составляет от приблизительно 0,5 мил (12,7 мкм) до приблизительно 2,2 мил (55,88 мкм), и более предпочтительная толщина составляет 2 мил (50,8 мкм).
Слой (наружное покрытие), пригодный для печатания/с высокой степенью непрозрачности
Внешний пригодный для печатания слой лицевого материала включает комбинацию диоксида титана и оптических отбеливателей. Такую комбинацию предпочтительно наносят на пленочный слой в виде наружного покрытия. Что касается диоксида титана, то предпочтительно применение покрытий из рутила, но также может быть использован анатаз. Максимальный разброс размеров частиц диоксида титана составляет от приблизительно 200 нм до 600 нм и предпочтительно приблизительно составляет 410 нм. Термин "максимальный разброс размеров" означает среднее значение максимального поперечного размера частицы, полученной из репрезентативного образца частиц, находящихся в композиции наружного покрытия. Например, для сферических частиц максимальный поперечный размер частицы соответствует диаметру частицы. Массовая процентная концентрация диоксида титана предпочтительно составляет от приблизительно 2,5% до приблизительно 12,5% от общей массы композиции наружного покрытия. Если не указано обратное, все указанные в процентах величины выражены в массовых процентах.
Внешний пригодный для печатания слой лицевого материала, т.е. наружное покрытие, также содержит оптические отбеливатели. Оптический отбеливатель представляет собой органическое соединение, поглощающее ультрафиолетовое излучение и переизлучающее свет видимого диапазона. Неограничивающие примеры таких соединений включают триазинстильбены, кумарины, имидазолины, диазолы, тиаксолы, бензоксалины, бифенилстильбены и их комбинации. Примеры коммерчески доступных оптических отбеливателей включают UVITEX OB, UVITEX MES, LEUCOPUR EGM и EASTOBRITE OB-1. UVITEX OB и UVITEX MES поставляет Ciba Specialty Chemicals, High Point, NC или Ciba, Basel, Швейцария. LEUCOPUR EGM представляет собой оптический отбеливатель, который поставляет Ciba. EASTOBRITE OB-1 представляет собой другой оптический отбеливатель, который поставляет Eastman Chemical, Kingsport, TN. Один или более оптический отбеливатель добавляют в таких количествах, чтобы при введении в композицию наружного покрытия и формовании слоя наружного покрытия, как указано в настоящем описании, получаемые слои наружного покрытия имели оптические свойства, рассмотренные в настоящем описании. В настоящем описании такие количества называются "эффективными количествами" одного или более оптических отбеливателей. Предпочтительные массовые процентные концентрации применяемых оптических отбеливателей составляют от приблизительно 0,05% до приблизительно 0,75% от общей массы композиции наружного покрытия.
Обычно диоксид титана отрицательно влияет на действие оптических отбеливателей. Поэтому в предпочтительных примерах осуществления, рассмотренных в настоящем описании, концентрацию TiO2 в пригодном для печатания покрытии оптимизируют для того, чтобы средства, повышающие непрозрачность, оказывали минимальное влияние на оптические отбеливатели, содержащиеся в покрытии, и на оптические отбеливатели, которые также могут находиться в белой пленке. Более высокие содержания TiO2 в наружном покрытии обычно приводят к снижению яркости композитной пленки.
Несмотря на то, что в различные рассмотренные в настоящем описании композиции наружного покрытия вводят оксид титана, изобретение также включает применение одного или более других неметаллических пигментов; например, вместо или в комбинации с диоксидом титана могут быть использованы оксиды металлов. Таким образом, следует понимать, что изобретение не ограничено применением одного лишь оксида титана в комбинации с одним или более оптическими отбеливателями, рассмотренными в настоящем описании. Термин "неметаллические пигменты" означает агент, не содержащий каких-либо металлов в элементарном виде, который обычно используют для придания композиции цвета. Для придания композиции цвета агент, вводимый в композицию, должен изменять цвет отраженного или прошедшего света в результате селективного поглощения света определенных длин волн. Таким образом, в неметаллических пигментах обычно не содержатся металлические пигменты, например, частицы алюминия или алюминиевые чешуйки. Неметаллические пигменты обычно включают диоксид титана и потенциально другие оксиды металлов, и могут, например, представлять собой сульфат бария, диоксид кремния, карбонаты кальция, каолиновые глины и углеродную сажу. Термин "металлические пигменты" означает один или более металлов в элементарном виде, которые применяют для придания композиции цвета. Неограничивающие репрезентативные примеры таких пигментов включают алюминий, медь и железо в любой форме, например, в виде частиц или чешуек.
Предпочтительные композиции наружного покрытия также включают одно или более связующее вещество. Согласно изобретению может быть применено множество различных связующих веществ. Например, может быть применено инертное связующее вещество на основе сложного полиэфира, поставляемое Bostik, MA, под торговым наименованием VITEL РЕ 200. Следует понимать, что в различные композиции наружного покрытия предпочтительно добавляют одно или более связующее вещество, выбор которого главным образом определяется условиями способа и предполагаемым применением.
Может быть нанесено множество слоев наружного покрытия, которые, например, включают наружное покрытие, базовый слой наружного покрытия и промежуточный базовый слой наружного покрытия. Репрезентативные примеры таких слоев рассмотрены в различных представленных в описании примерах. Например, в некоторых примерах осуществления получают наружное покрытие, которое предпочтительно включает диоксид титана, один или более оптический отбеливатель, промежуточную композицию на основе сложного полиэфира и один или более других агентов. В приведенных ниже таблицах представлены составы репрезентативных композиций наружного покрытия согласно различным примерам осуществления изобретения.
Для получения этого слоя или множества слоев может быть использован широкий диапазон значений толщины и массы слоев покрытия. Репрезентативный предпочтительный диапазон массы слоя, включаемого в наружное покрытие, составляет от приблизительно 1 до приблизительно 10 граммов на квадратный метр (г/м2 или г/м кв.), более предпочтительно от приблизительно 2 до приблизительно 8 г/м2 и наиболее предпочтительно от приблизительно 4 до приблизительно 6 г/м2. Следует понимать, что настоящее изобретение также включает применение наружных покрытий, которые включают слои, массы которых составляют меньше или больше указанных количеств.
Нижний слой
Лицевые материалы согласно предпочтительным примерам осуществления настоящего изобретения включают один или более нижний (подлежащий) слой. Предпочтительно один или более нижний слой расположен вдоль той поверхности пленочного слоя, которая противоположна поверхности, вдоль которой располагается одно или более наружное покрытие. Обычно один или более нижний слой включает диоксид титана, как указано выше при описании наружного покрытия, в комбинации с одним или более веществом на основе сложного полиэфира и необязательно дополнительно в комбинации с одним или более растворителями. Концентрация диоксида титана в нижнем слое может составлять любую эффективную концентрацию, приводящую к получению требуемого эффекта. Как указано в настоящем описании, требуемый эффект состоит в повышении непрозрачности лицевого материала или этикетки, отсутствии отрицательного влияния на оптические отбеливатели и получении термостойкой этикетки, которая имеет пониженную тенденцию к сохранению электрического заряда. Вещество на основе сложного полиэфира предпочтительно представляет собой инертное связующее вещество на основе сложного полиэфира, поставляемое, например, множеством различных коммерческих источников. Кроме того, может быть предпочтительным включение одного или более нижних слоев в комбинации с пленочным слоем. Предпочтительные нижние слои обычно включат диоксид титана, промежуточную композицию на основе сложного полиэфира и один или более других агентов. Нижний слой также может содержать инертный наполнитель, например, оксид кремния или карбонат кальция. Предпочтительные конкретные примеры наружных покрытий и нижних слоев, применяемые в комбинации с одним или более пленочными слоями, составляющими лицевой материал, приведены ниже в описаниях примеров.
Для получения этого слоя или множества слоев может быть использован широкий диапазон значений толщины и массы покровных слоев. Репрезентативный предпочтительный диапазон массы слоя, включаемого в нижний слой, составляет от приблизительно 1 до приблизительно 12 граммов на квадратный метр (г/м2 или г/м кв.), более предпочтительно от приблизительно 4 до приблизительно 10 г/м2 и наиболее предпочтительно от приблизительно 6 до приблизительно 8 г/м2. Следует понимать, что настоящее изобретение также включает применение нижних слоев, которые включают слои покрытия, массы которых составляют меньше или больше указанных количеств.
Чувствительные к давлению клеи
Как было отмечено, в общем случае в многослойные материалы и этикеточные конструкции с высокой степенью непрозрачности предпочтительно включают чувствительные к давлению клеящие вещества (клеи). Однако, могут быть применены клеи другого типа. Неограничивающие примеры клеев, которые могут быть использованы в предлагаемой конструкции, включают перманентные клеи, удаляемые клеи, легко удаляемые клеи, активируемые при нагревании клеи, активируемые при действии влаги клеи и активируемые под действием излучения клеи. Клеи также можно классифицировать в соответствии с их химическим составом. Неограничивающие примеры таких клеев включают натуральный каучук, акриловые эмульсии, термоплавкие клеи, клеи, размягчающиеся при умеренном нагревании, клеи на основе растворителей, силикон и акриловые клеи, отверждаемые под действием излучения.
Масса клеевого покрытия зависит от конкретных требований предполагаемого применения. Предпочтительными являются массы клеевого покрытия, составляющие приблизительно 20 граммов на квадратный метр (г/м2 или г/м кв.). Применение покрытий, массы которых значительно превышают приблизительно 25 г/м2, менее желательно, поскольку клей может вытекать из-под этикетки, вызывая сбои принтера. Вытекание клея после нанесения этикетки на основу может вызывать приклеивание к другим поверхностям. Например, этикетка, имеющая клеевое покрытие с большой массой, закрепленная на конверте, может приклеиваться к другим конвертам при проведении операций обработки корреспонденции. Применение покрытий, массы которых составляют значительно меньше приблизительно 15 г/м2, могут приводить к плохому склеиванию с основой, в результате которого этикетка может быть сорвана или отщеплена от основы, на которой она закреплена.
Характерный диапазон толщины клеевого слоя составляет от приблизительно 0,1 мил (2,54 мкм) до приблизительно 10 мил (254 мкм) и также зависит от требований предполагаемого применения. Предпочтительная толщина клеевого слоя составляет от приблизительно 0,5 мил (12,7 мкм) до приблизительно 3 мил (76,2 мкм). Следует понимать, что соотношение между массой клеевого покрытия и толщиной клеевого слоя может сильно различаться при использовании разных клеев. Приведенные значения масс клеевого покрытия и толщины клеевого слоя представляют собой лишь общие рекомендации.
Материал подложки
Выбор применяемых материалов подложки также зависит от требований конкретного применения. Неограничивающие примеры характерных типов материалов подложки включают бумагу (суперкаландрированную, лакированную бумагу или бумагу с лакокрасочным покрытием, пергамин, крафт-бумагу), пленку (полиолефиновую, из сложного полиэфира), фольгу, стекло и многослойную конструкцию (бумагу с покрытием из полиолефина). Для снижения стоимости и облегчения печати в настольных принтерах, выбираемый материал подложки представляет собой бумагу.
Характерные диапазоны толщины материала подложки составляют от приблизительно 0,5 мил (12,7 мкм) до приблизительно 5 мил (127 мкм).
Как следует из описания, материалы подложки обычно включают одно или более отделяемое покрытие. Критическими характеристиками отделяемого покрытия, наносимого на материал подложки, являются его поверхностная энергия и реологические свойства. Эти свойства отделяемого покрытия должны быть выбраны таким образом, чтобы материал подложки или отделяемое покрытие плохо смачивались используемым клеем. Величина усилия на отрыв должна быть достаточно низкой, чтобы этикетки могли быть легко отделены от материала подложки и не подвергались скручиванию или деформации, но достаточно высокой, чтобы этикетки самопроизвольно не отделялись от материала подложки, например, при печати на настольном принтере.
Многослойные материалы, этикетки и этикеточные листы
На Фиг.1 схематически представлен вид в поперечном сечении предпочтительного примера осуществления многослойного материала 10 согласно изобретению. Предпочтительный пример осуществления многослойного материала 10 включает лицевой материал 32, который включает слой 20 наружного покрытия и пленочный слой 30. Многослойный материал 10 также включает материал подложки 50 и слой 40 клея, который предпочтительно включает чувствительный к давлению клей, расположенный между лицевым материалом 32 и материалом подложки 50. Слой 20 наружного покрытия предпочтительно ограничивает расположенную снаружи поверхность 22, на которую наносят печать или другие знаки или подобные им символы.
На Фиг.2 показан пример осуществления настоящего изобретения, который также относится к этикеткам 100, присоединенным к этикеточным листам, и к соответствующим способам. Этикетки 100 применяют для закрывания знаков 102, уже имеющихся на основах 104, например, на упаковках и конвертах, что позволяет повторно использовать основы 104. После нанесения этикеток 100, знаки 102, находящиеся под ним, становятся неразличимыми. На Фиг.2А показан пример осуществления настоящего изобретения, который также относится к этикеткам 110, присоединенным к этикеточным листам, и к соответствующим способам. Этикетки 110 применяют для закрывания уже имеющихся этикеток 116, содержащих знаки 112, причем этикетки 116 находятся на основах 114, например, упаковках и конвертах, что позволяет повторно использовать основы 114. После нанесения этикеток 110, знаки 112, находящиеся под ним, становятся неразличимыми. Примеры осуществления этикеток согласно настоящему изобретению имеют характерные свойства, включающие непрозрачность, яркость, показатель белизны и цвет.
Вид в поперечном разрезе другого предпочтительного примера осуществления этикетки 200 представлен на Фиг.3 и включает лицевой материал 206, содержащий первую поверхность 208 и вторую поверхность 210, и слой 212 чувствительного к давлению клея (англ. pressure sensitive adhesive, сокращенно PSA), расположенный вблизи второй поверхности лицевого материала. Согласно изобретению, "расположенный вблизи" означает "находящийся рядом" и не исключает введения промежуточных структур, например, дополнительных слоев или зазоров. Этикетка может необязательно включать слой 214, на который могут быть нанесены знаки, расположенный вблизи первой поверхности 208 лицевого материала 206.
Этикетка 200 сконструирована таким образом, чтобы величина непрозрачности была больше или равна приблизительно 99,0%, значение яркости - больше или равно приблизительно 94,5%, показатель CIELAB L* - больше или равен приблизительно 93,5, и показатель CIELAB b* - меньше или равен приблизительно -5,0. Наиболее предпочтительно, непрозрачность превышает 99,7%. В альтернативном варианте этикетка сконструирована таким образом, что показатель ее белизны превышает или равен приблизительно 110. Термин "в альтернативном варианте" означает, что вместо этикетки, имеющей указанные выше параметры CIELAB, используют этикетку, имеющую определенный показатель белизны, определяемый в соответствии со спецификацией ASTM E313, упомянутой выше. Эти свойства получают, вводя в лицевой материал 206 и/или слой 214 комбинацию диоксида титана и одного или более оптических отбеливателей в означенных пропорциях. Требуемые свойства могут быть усилены или дополнительно улучшены с помощью модификации лицевого материала 206, чувствительного к давлению клея 212 или их комбинации. Модификация может включать введение в лицевой материал или чувствительный к давлению клей добавок и применение дополнительных тонких слоев материалов, рассмотренных в настоящем описании. Кроме того, для повышения непрозрачности этикетки способ ее получения может включать дополнительные этапы, которые включают, например, повышение плотности пленки, увеличение толщины пленки, увеличение основной массы и/или массы связующего вещества или увеличение размеров.
Этикетка 400 согласно другому предпочтительному примеру осуществления представлена на Фиг.4. В этом примере осуществления этикетки на вторую поверхность 410 лицевого материала 406 нанесен второй слой 418, включающий грунтовочный материал и по меньшей мере одну добавку второго слоя. На вторую поверхность 410 также нанесен первый слой 416, включающий грунтовочный материал и по меньшей мере одну добавку первого слоя. Первый и второй слои расположены между лицевым материалом 406 и слоем 412 клея. Один из слоев, например, первый слой 416 или второй слой 418, представляет собой светопоглощающий слой, а внешний слой представляет собой светоотражающий слой. В одном из примеров осуществления первый слой 416 сконструирован с возможностью поглощения света, а второй слой 418 сконструирован с возможностью отражения света.
Грунтовочные материалы, содержащиеся в первом и втором слоях 416 и 418, соответственно, могут быть как одинаковыми, так и различными. Материалы, подходящие для использования в качестве грунтовочных, должны быть совместимы с добавками, включаемыми в соответствующий слой. Добавки должны быть равномерно распределены в грунтовочном материале. Грунтовочные материалы предпочтительно представляют собой водные дисперсии синтетического латекса. Неограничивающие примеры подходящих грунтовочных материалов представляют собой дисперсии, включающие поливинилацетат, стирол-бутадиеновый каучук, поливиниловый спирт, крахмал и стирол-акриловые полимеры.
Величины толщины и массы слоев покрытий в слое или множестве слоев грунтовочного материала могут изменяться в широком диапазоне. Репрезентативный предпочтительный диапазон величин массы покрытия в слое грунтовочного материала составляет от приблизительно 0,5 до приблизительно 12 граммов на квадратный метр (г/м2 или г/м кв.), более предпочтительно от приблизительно 2 до приблизительно 10 г/м2 и наиболее предпочтительно от приблизительно 4 до приблизительно 8 г/м2. Следует понимать, что изобретение включает применение слоев грунтовочного материала, массы которых составляют менее или более указанных количеств.
Добавки, вводимые в первый слой 416, выбирают таким образом, чтобы они поглощали свет, соответственно усиливая непрозрачность слоя по сравнению с аналогичным слоем, не содержащим добавок. Согласно изобретению, фраза "усиление непрозрачности" означает, что непрозрачность одного материала превышает непрозрачность другого материала. Неограничивающие примеры подходящих добавок первого слоя включают углеродную сажу, металлические чешуйки, другие металлические частицы и другие темные диспергирующие добавки, а также темные красители, в частности, темно-синие красители и темно-серые красители. Несмотря на то, что выше были упомянуты металлические агенты, особенно предпочтительно, если этот слой не содержит каких-либо металлических пигментов, металлических агентов или металлических добавок.
Добавки, вводимые во второй слой 418, выбирают таким образом, чтобы они отражали свет и, в частности, рассеивали свет, т.е. рассеяние происходило равномерно, но случайным образом; тем не менее, также подходят материалы, поглощающие и повторно испускающие свет. Неограничивающие примеры добавок, подходящих для введения во второй слой, включают диоксид титана, карбонат кальция, в частности, осажденный карбонат кальция, сульфат бария, тригидрат алюминия, тальк, сульфид цинка, диатомитовый оксид кремния, глину, мел, золу, мелкодисперсные газы, стильбены, азолы, кумарины, пиразены и нафталимиды. Особенно предпочтительным является слой, не содержащий каких-либо металлических пигментов, металлических агентов или металлических добавок.
В одном из аспектов примера осуществления этикетки 400 первый слой 416 непосредственно примыкает ко второй поверхности 410 лицевого материала 406 бумаги. Согласно изобретению, термин "непосредственно примыкает" означает, что слой находится в непосредственном контакте со второй поверхностью лицевого материала при отсутствии промежуточных слоев. Полагают, что в этом случае первый слой поглощает свет, проходящий через лицевой материал, таким образом повышая непрозрачность этикетки. В другом варианте примера осуществления и второй слой 418 примыкает ко второй поверхности лицевого материала. Полагают, что в этом случае второй слой отражает свет, проходящий через лицевой материал, таким образом повышая непрозрачность этикетки.
В другом примере осуществления этикетки 500, показанном на Фиг.5, лицевой материал 506 включает по меньшей мере одну добавку для лицевого материала, а слой 512 чувствительного к давлению клея включает по меньшей мере одну добавку для клея. В результате введения по меньшей мере одной добавки для лицевого материала и по меньшей мере одной добавки для клея непрозрачность этикетки превышает непрозрачность этикетки, не содержащей по меньшей мере одной добавки для лицевого материала и по меньшей мере одной добавки для клея.
Пигменты, наполнители и оптические отбеливатели могут влиять на значения хрупкости, прочности на разрыв и способности к резке, а также на другие параметры пленочного слоя. Пленочные слои могут становиться более хрупкими, менее прочными на разрыв, вызывать затруднения при резке и вызывать ускоренное по сравнению с ожидаемым затупление режущих пластин. Пигменты, наполнители и оптические отбеливатели могут влиять на значения прочности на отрыв, клейкости, сопротивления сдвигу и вязкости, а также на другие параметры клея. У клея может снижаться прочность на отрыв, клейкость и сопротивление сдвигу, то есть его действие может ухудшаться. Вязкость клея может повышаться, что затрудняет его нанесение на основы. Из-за возможного отрицательного влияния добавок на физические свойства пленочного слоя и клеи, достижение непрозрачности, достаточной для перекрывания находящихся под этикеткой знаков, может быть затруднительным при использовании подобных пленок и клеев для получения этикеток.
При дальнейшем рассмотрении Фиг.5 можно отметить, что количество или концентрация добавок в чувствительном к давлению клее 512 выбирают таким образом, чтобы их влияние на свойства клея было минимальным, но чтобы они обеспечивали непрозрачность этикетки. Если концентрация добавок слишком высока, то клеящие свойства PSA будут неудовлетворительными и не обеспечат надлежащей фиксации этикетки 500 на конвертах и упаковках, подвергающихся различным операциям перед доставкой. Если концентрация добавок слишком низка, то через наклеенную этикетку могут быть различимы находящиеся под ней знаки. Таким образом, концентрация добавок в чувствительном к давлению клее должна быть такой, чтобы PSA имел удовлетворительные клеящие свойства, позволяющие адекватно фиксировать этикетку на конвертах и упаковках, и при этом этикетка должна обеспечивать достаточную непрозрачность при ее нанесении на лицевой материал согласно изобретению, то есть через этикетку не должны быть различимы находящиеся под ней знаки или маркировка, нанесенная ранее на конверты и упаковки.
Количество или концентрацию добавок в листе 506 лицевого материала выбирают таким образом, который обеспечивает максимальную непрозрачность этикетки 500, фиксируемой на конверте или упаковке, но при этом материал должен сохранять требуемые свойства, которые включают возможность печатания с помощью лазерных и струйных принтеров и копировальных устройств, жесткость, возможность машинной обработки в способах, применяемых при изготовлении этикеток, белизну и яркость.
Представленный на Фиг.6 предпочтительный способ 600 решения поставленной задачи, т.е. получения непрозрачных этикеток 200, включает этап 608 введения в клей 212 добавок, обеспечивающих достижение максимально высокой степени непрозрачности при одновременном сохранении адгезии к основе. В трех первых этапах 602, 604 и 606 способа получают добавки, клеящее вещество и материал пленочного слоя, соответственно. При проведении этапа 610 способа изготовления лицевого материала, концентрации добавок могут быть уточнены таким образом, чтобы степень непрозрачности готового изделия, получаемого в этапе 612, составляла по меньшей мере 99,0%.
В альтернативном предпочтительном способе 700, представленном на Фиг.7, три первых этапа 702, 704 и 706 включают получение добавок, клеящего вещества и пленочного материала, соответственно. При проведении этапа 708 может быть получен лицевой материал с максимальной степенью непрозрачности, допустимой для получения пленки, имеющей свойства, необходимые для обработки. Затем, при проведении этапа 710, в клеящее вещество водят количества добавок, достаточные для достижения 99,0% непрозрачности этикеточного материала (см. нижеследующее обсуждение), получаемого в этапе 712. Наиболее предпочтительно степень непрозрачности превышает 99,7%.
По меньшей мере одна добавка для лицевого материала может быть выбрана из веществ, неограничивающие примеры которых включают диоксид титана, карбонат кальция, в частности, осажденный карбонат кальция, сульфат бария, тригидрат алюминия, тальк, сульфид цинка, диатомитовый оксид кремния, глину, мел, золу, мелкодисперсные газы, стильбены, азолы, кумарины, пиразены и нафталимиды. Другими приемлемыми добавками для лицевых материалов являются добавки, которые повышают непрозрачность лицевого материала за счет отражения света, а не за счет его пропускания или поглощения. Особенно предпочтительно, если этот слой не содержит каких-либо металлических пигментов, металлических агентов или металлических добавок.
По меньшей мере одна добавка для клея может включать углеродную сажу, диоксид титана, металлические чешуйки, другие металлические частицы и другие темные диспергирующие добавки, а также темные красители, в частности, темные синие красители и темные серые красители. Также могут быть добавлены другие материалы, которые поглощают, а не отражают или поглощают свет. Несмотря на то, что выше были упомянуты металлические агенты, обычно предпочтительно, чтобы клеевой слой не содержал каких-либо металлических добавок или агентов.
В другом примере осуществления этикетки 800, представленном на Фиг.8, единственный слой 816, содержащий пигмент, заключен между лицевым материалом 806 и слоем 812 чувствительного к давлению клея. Содержащий пигмент слой предпочтительно включает светопоглощающие материалы. Светопоглощающие материалы включат углеродную сажу, металлические чешуйки, другие металлические частицы и темные диспергирующие добавки, а также темные красители, в частности, темные синие красители и темные серые красители. В одном из предпочтительных примеров содержащий пигмент слой имеет синий цвет. Несмотря на то, что выше были упомянуты металлические агенты, особенно предпочтительно, чтобы этот слой не содержал каких-либо металлических пигментов, металлических агентов или металлических добавок.
В другом примере осуществления лицевой материал 806 включает по меньшей мере один усилитель белизны. По меньшей мере один усилитель белизны может включать диоксид титана, карбонат кальция, в частности, осажденный карбонат кальция, сульфат бария, тригидрат алюминия, тальк, сульфид цинка, диатомитовый оксид кремния, глину, мел, золу, мелкодисперсные газы, стильбены, азолы, кумарины, пиразены и нафталимиды.
Предпочтительно граммаж (масса бумаги, картона выраженная в граммах на 1 квадратный метр) лицевого материала 806 превышает граммаж применяемых в настоящее время лицевых материалов, подходящих для изготовления приклеивающихся при приложении давления (самоклеящихся) этикеток. Граммаж лицевых материалов, подходящих для изготовления приклеивающихся при приложении давления этикеток, составляет приблизительно 70 г/м2, и материал имеет достаточно низкую степень непрозрачности, позволяющую различать находящиеся под ним знаки 102. Для повышения непрозрачности на вторую поверхность 810 лицевого материала наносят слой 816, содержащий пигмент (также называемый вторичным слоем - "back coat" или "size coat")). Для минимального влияния на белизну этикетки 800 вторичный слой предпочтительно содержит синий пигмент, хотя было показано, что также возможно применение других цветов. Подходящие красители, содержащие синий пигмент, включают IRGALITE BLUE RL и IRGALITE BLUE RM (которые поставляет Ciba Specialty Chemicals, High Point, NC) и другие красители. Граммаж лицевого материала и содержащего пигмент вторичного слоя обеспечивает такую непрозрачность готовой этикетки, которая эффективно предотвращает рассмотрение находящихся под этикеткой знаков. Предпочтительный граммаж лицевого материала составляет приблизительно 90 г/м2, а граммаж содержащего пигмент вторичного слоя составляет предпочтительно приблизительно 10 г/м2.
На лицевой материал 806 нанесен слой 812 чувствительного к давлению клея, подходящего для предполагаемого использования этикетки. Обычно применяют перманентные PSA, например, клеящие вещества, описанные в патенте US 6423392, но могут быть использованы PSA других типов, например, удаляемые клеящие вещества или клеящие вещества с возможностью повторного вклеивания, например, клеящие вещества, описанные в патенте US 4925908. Граммаж нанесения клеящего вещества предпочтительно составляет от приблизительно 15 г/м2 до приблизительно 25 г/м2, более предпочтительно приблизительно 18 г/м2 до приблизительно 20 г/м2.
Любой из примеров осуществления этикетки 100, 200, 400, 500 и 800 может дополнительно включать слой, на который наносят знаки, например, слой 214, расположенный вблизи первой поверхности 208 лицевого материала 206, показанный на Фиг.3. Слой, на который наносят знаки, может представлять собой любой известный в данной области техники слой, на который могут быть нанесены краска для струйного принтера, красящий порошок для лазерного принтера или красящее вещество инструмента для ручного письма. Дополнительно слой, на который наносят знаки, может повышать непрозрачность этикетки, предпочтительно за счет отражения света.
Все примеры осуществления этикетки 100, 200, 400, 500 и 800 включают по меньшей мере два слоя, один из которых представляет собой слой 206, 406, 506 и 806 лицевого материала, а другой представляет собой слой 212, 412, 512 и 812 клеящего вещества. Как было указано выше, изделие может включать дополнительные слои 416, 418 и 816. Любое из следующих рассмотренных в настоящем описании изделий - многослойные материалы, этикетки или этикеточные листы - может включать один или более нижних слоев. Как было указано выше, один или более нижний слой расположен вдоль поверхности пленочного слоя, противоположной наружному покрытию. Таким образом, как показано, например, на Фиг.1, в том случае, если многослойный материал 10 включает нижний слой, такой нижний слой будет находиться между слоями 30 и 40. Рассмотренные в настоящем описании этикетки должны оставаться неповрежденными во время их использования, то есть этикетки не должны расслаиваться. При использовании удаляемых или легко удаляемых клеящих веществ, при удалении этикетки от основы должна отделяться вся этикетка полностью, или должен происходить отрыв либо этикетки, либо основы, в частности, если основа представляет собой бумагу. Слои этикетки не должны отделяться друг от друга в любой ситуации.
Пример осуществления этикеточного листа 900 на основе этикеточного материала 520, показанного на Фиг.5, представлен на Фиг.9, а пример осуществления этикеточного листа 1000 на основе зтикеточного материала 820, показанного на Фиг.8, представлен на Фиг.10. Примеры осуществления этикеточных листов 900 и 1000 могут быть получены добавлением включающих отделяемое покрытие материалов 922 и 1022 подложки, соответственно, к этикеткам согласно любому примеру осуществления. Включающий отделяемое покрытие материал подложки применяют для защиты чувствительного к давлению клея 912 и 1012 и для безопасного пропускания этикетки на клеевой основе через принтер, в частности, настольный принтер, который может быть присоединен к персональному компьютеру. Включающие отделяемое покрытие материалы подложки могут представлять собой материалы, традиционно применяемые для изготовления этикеток, включающих бумагу, пленку и бумажные материалы подложки с пленочным покрытием. Для применения подходит любая отделяемая система, в которой величина усилия на отрыв больше или равна приблизительно 50 г/м кв. Отделяемые системы могут включать силиконы, парафины (воски), фторуглероды и другие разделительные материалы. Граммаж отделяемого покрытия обычно меньше или равна приблизительно 2 г/м2.
Дополнительно, на Фиг.11 представлены этикеточные листы 1100, включающие этикетки 1124, которые обычно предназначены для нанесения на них маркировки вручную или с помощью принтеров. Этикеточные листы, предназначенные для печати на принтере, сконструированы таким образом, который позволят пропускать их через принтер так, чтобы они не застревали в каких-либо механических деталях принтера. Некоторые из многочисленных важных параметров, относящихся к конструкции этикеточного листа, включают толщину и скручиваемость или плоскостность этикеточного листа, на котором производят печать.
Величины допусков на участке, который обычно проходит этикеточный лист 1100 во время печати на принтере, невелики, и лист подвергается сильному скручиванию. Этикеточные листы, имеющие слишком большую толщину или большой калибр (толщина в милах), вызывают затруднения при их транспортировке через принтер. Этикеточные листы большой толщины могут ненадлежащим образом захватываться механизм транспортировки бумаги, что приводит к образованию заторов при попадании листа в принтер. Даже при успешной подаче толстого листа в принтер, величина зазоров между валками может не позволить листу пройти через весь принтер, в результате чего лист застрянет внутри принтера. Кроме того, если лист имеет слишком большую толщину, то он может оказаться слишком жестким для закручивания вокруг внутренних валков принтера, что приведет к застреванию листа внутри принтера. Общий калибр ("С") этикеточного листа согласно предпочтительным примерам осуществления (см. также Фиг.9) меньше или равен приблизительно +0,01 дюйма или приблизительно 10 мил (254 мкм).
Нижний предел толщины (калибра) листа обычно не является критическим параметром для этикеточных листов 1100. Поскольку этикеточный лист включает лицевой материал 906, слой клеящего вещества 912 и включающий отделяемое покрытие материал 922 подложки, лист обычно имеет достаточную толщину, которая позволяет избежать сложностей, связанных с печатью на тонких листах. Трудности, которые могут иметь место при печати на тонких листах, включают отсутствие захвата листа механизмом транспортировки листа, находящимся в принтере, и закупоривание принтера из-за низкой жесткости листа. Листы с недостаточной жесткостью не проходят через бумагопроводящий тракт принтера, поскольку их незафиксированные углы могут загибаться и выступать из бумагопроводящего тракта, зацепляясь за внутренние детали принтера. Кроме того, если этикеточные листы имеют слишком малую толщину, их непрозрачность может быть недостаточной для перекрывания находящихся под ними знаков, нанесенных на основу, на которую прикреплена этикетка. Общий калибр этикеточных листов согласно предпочтительным примерам осуществления больше или равен приблизительно +0,003 дюйма или приблизительно 3 мил (76,2 мкм).
Скручиваемость представляет собой меру соответствия этикеточного листа 1100 плоскостности. Скручиваемость может быть особенно ярко выражена на углах 1126 этикеточного листа, и если величина скручиваемости слишком велика, то углы листа могут захватываться внутренними деталями принтера во время печати. Как показано на Фиг.11, стороны 1128 листа 1100 обычно заканчиваются в углах 1126. Скручиваемость может быть определена при размещении этикеточного листа на плоской поверхности в контролируемых условиях так, чтобы лицевой материал 906 находился на противоположной стороне от плоской поверхности. После этого может быть произведен осмотр каждого из углов, и определена величина отклонения любого угла от плоской поверхности, которую записывают в виде положительного значения скручиваемости. Затем этикеточный лист помещают на плоскую поверхность лицевым материалом вниз, так чтобы он соприкасался с плоской поверхностью. В этом случае вновь измеряют величину отклонения любого угла от плоской поверхности, которую записывают в виде отрицательного значения скручиваемости. Приемлемым считается этикеточный лист, максимальные величины скручиваемости которого меньше или равны приблизительно 0,5 дюймов (что приблизительно составляет 1,27 см). Например, лист, величина скручиваемости которого составляет -0,6 дюймов (приблизительно -1,52 см) является неприемлемым. Также неприемлемым является лист, величина скручиваемости которого составляет +0,6 дюймов (приблизительно +1,52 см). Предпочтительным является этикеточный лист, максимальные величины скручиваемости которого меньше или равны приблизительно 0,25 дюйма (0,635 см). В одном из примеров осуществления измеренные величины скручиваемости составляют от приблизительно +0,25 дюйма до приблизительно -0,5 дюйма.
Этикеточный лист 1100 согласно одному из примеров осуществления включает этикеточный материал 920 (см. Фиг.9) и включающий отделяемое покрытие материал 922 подложки. Этикеточный материал включает лицевой материал 906 и слой 912 чувствительного к давлению клея. Включающий отделяемое покрытие материал подложки присоединен к слою чувствительного к давлению клея. Степень непрозрачности этикеточного материала превышает или равна приблизительно 99,0%. Показатель белизны этикеточного материала превышает или равен приблизительно 110, или в альтернативном варианте яркость этикеточного материала превышает или равна приблизительно 94,5%, показатель CIELAB L* превышает или равен приблизительно 93,5 и показатель CIELAB b* меньше или равен приблизительно -5,0. Наиболее предпочтительно непрозрачность материала превышает 99,7%. Общая толщина (калибр) этикеточного листа меньше или равна приблизительно +0,01 дюйма или 10 мил (254 мкм).
Непрозрачный этикеточный лист 1100 согласно настоящему изобретению пригоден для механического печатания с помощью лазерных и струйных принтеров и копировальных устройств и имеет следующие технические характеристики:
1) Общая толщина этикеточного листа: максимально +0,010 дюйма (254 мкм)
2) Скручиваемость: максимально 0,5 дюйма (127 мкм) на любом углу 1126 листа
3) Усилие на отрыв: усилие, требуемое для удаления этикетки 1124 с включающего отделяемое покрытие материала 922 подложки составляет по меньшей мере 30 г/дюйм2 (4,65 г/см2).
4) Гладкость краев: края 1128 не имеют зарубок и разрывов. Клеящее вещество не вытекает на края листа.
Представленный на Фиг.12 способ 1200 получения этикеточного материала согласно одному из примеров осуществления включает этапы получения 1202 лицевого материала, получения 1204 чувствительного к давлению клея и нанесения 1206 чувствительного к давлению клея на лицевой материал. Степень непрозрачности полученного таким образом этикеточного материала больше или равна приблизительно 99,0%. Показатель белизны этикеточного материала превышает или равен приблизительно 110, или в альтернативном варианте яркость этикеточного материала превышает или равна приблизительно 94,5%, показатель CIELAB L* превышает или равен приблизительно 93,5, и показатель CIELAB b* меньше или равен приблизительно -5,0. Наиболее предпочтительно степень непрозрачности материала превышает 99,7%.
Представленный на Фиг.13 способ 1300 получения этикеточного материала согласно другому примеру осуществления включает получение 1304 чувствительного к давлению клея в виде слоя и получение 1302 лицевого материала. Этап нанесения слоя чувствительного к давлению клея на лицевой материал включает совместное ламинирование слоя чувствительного к давлению клея и слоя лицевого материала 1306 с образованием этикеточного материала.
Представленный на Фиг.14 способ 1400 получения этикеточного материала согласно другому примеру осуществления включает нанесение чувствительного к давлению клея на включающий отделяемое покрытие материал подложки при проведении этапа 1404. Чувствительный к давлению клей может быть нанесен на включающий отделяемое покрытие материал подложки любым известным способом, включающим нанесение покрытия с помощью экструзионной головки, нанесение покрытия наливом, экструзией и напылением. Лицевой материал получают в этапе 1402. Совместное ламинирование 1406 слоя чувствительного к давлению клея и слоя лицевого материала приводит к получению этикеточного материала, присоединенного к включающему отделяемое покрытие материалу подложки.
Специалистами в области техники получения приклеивающихся при приложении давления этикеток 100, 200, 400, 500, 800, в частности, этикеток с возможностью печатания на настольных принтерах, могут быть получены плоские этикеточные листы 1100. Способы, известные специалистам в данной области техники, включают регулирование натяжения лицевого материала, например, лицевого материала 906, и включающего отделяемое покрытие материала подложки, например, материала 922 подложки, во время изготовления, и регулирование концентрации влаги в компонентах этикеточного листа. Концентрацию влаги в этикеточном листе можно регулировать с помощью нагревания любого или всех слоев конструкции, например, упоминаемых выше слоев 206, 212, 406, 412, 416, 418, 1006, 1012, 1016, 1022, с целью снижения концентрации влаги, или обработкой любого или всех слоев паром с целью повышения концентрации влаги. Указанные виды обработки могут быть использованы как для регулирования концентрации влаги в лицевом материале, так и в материале подложки, включающем отделяемое покрытие.
Способ получения этикеточного материала согласно другому примеру осуществления включает образование постоянного соединения между лицевым материалом и чувствительным к давлению клеем. Во время использования лицевой материал и чувствительный к давлению клей не должны отслаиваться друг от друга.
Другие аспекты изобретения
Антистатические характеристики многослойных материалов или лицевого материала согласно предпочтительным примерам осуществления представляют собой другой признак настоящего изобретения. Понижение статического заряда обеспечивается применением неметаллических пигментов. Как было отмечено выше, неметаллические пигменты включают диоксид титана (и потенциально другие оксиды металлов), сульфат бария, диоксид кремния, карбонаты кальция, каолиновые глины, углеродную сажу или аналогичные неорганические или органические материалы. Кроме того, как было отмечено выше, применение неметаллических пигментов обычно исключает применение металлических пигментов, например, частиц алюминия или алюминиевых чешуек. В патентном документе US 5256490 для достижения высокой степени непрозрачности были использованы покрытия, содержащие металлические пигменты. Нанесение на изолятор, например, пленку из сложного полиэфира, покрытия, содержащего металлический пигмент, в любом случае повышает тенденцию множества листов накапливать электрический заряд. Способ печати на лазерном принтере включает придание основе заряда для переноса на нее красящего порошка. Таким образом, печать с использованием множества листов приводит к аккумулированию электрического заряда, достаточного для поражения пользователей статическим разрядом в момент извлечения напечатанных листов из лазерного принтера.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Способы испытаний
Оценка внешнего вида: Характерный способ определения непрозрачности включает измерение относительного контраста лицевого материала при его расположении на белом и черном фонах. Эта и описанные ниже типы оценок внешнего вида могут быть выполнены с помощью спектрофотометра МАСВЕТН COLOR-EYE 2020 PLUS (Gretag-Macbeth AG, Regensdorf, Швейцария). Белый лицевой материал из сложного полиэфира с высокой степенью непрозрачности толщиной 2 мил (50,8 мкм) имеет степень непрозрачности 91%. Таким лицевым материалом из сложного полиэфира является Hostaphan W270, который поставляет Mitsubishi Polyester Film, Inc., Greer, SC. Яркость поверхности определяют в соответствии со способом испытания Т-452 от-92, разработанным Технической Ассоциацией Целлюлозно-Бумажной Промышленности (Technical Association of the Pulp and Paper Industry ("TAPPI")). Этот способ основан на отражении синего света с длиной волны 457 нм. Согласно изобретению, показатель белизны определяют на основании спецификации ASTM E313. Белизна означает степень, с которой поверхность соответствует стандартному эталону белизны. Для описания цвета имеется множество альтернативных способов. Цвет, согласно изобретению, представляет собой цветовое пространство, определяемое CIE L*a*b* (CIELAB), установленное Международной комиссией по освещению (International Commission on Illumination или Commission Internationale d'Eclairage или CIE). В этой трехмерной системе цветового пространства L* (CIELAB L*) означает светлоту (интенсивность) цвета, которая составляет от 0 (черный) до 100 (белый), а* означает положение цвета по оси красный (пурпурные/зеленый (отрицательные значения означают зеленый, а положительные значения означают красный или пурпурный), и b* (CIELAB b*) означает положение цвета по оси синий/желтый (отрицательные значения означают синий, а положительные значения означают желтый).
Способ определения калибра: Толщину одного листа пленки измеряли с помощью микрометра EMVECO, модель 210-А Microgage, поставляемого Emveco Inc., Newberg, OR.
Пример 1
Для одного из испытаний были получены различные наружные покрытия, содержащие разные концентрации диоксида титана, которые изготавливали, смешивая промежуточную композицию, содержащую диоксид титана, состав которой указан в Таблице 4, с промежуточной композицией основы наружного покрытия для печати на лазерном принтере, состав которой указан в Таблице 5, а также с оптическим отбеливателем. Параметры полученных наружных покрытий представлены ниже в Таблице 1. В Таблице 1 указано процентное содержание диоксида титана в композиции наружного покрытия, полученной смешиванием промежуточной композиции на основе диоксида титана (состав которой указан в Таблице 4) и промежуточной композиции основы наружного покрытия для печати на лазерном принтере (состав которой указан в Таблице 5). Таким образом, согласно данным Таблицы 1, если в слое наружного покрытия для печати на лазерном принтере необходимо создать концентрацию диоксида титана, составляющую 5%, следует смешать 6,51% промежуточной композиции на основе диоксида титана, 93,29% промежуточной композиции основы наружного покрытия для печати на лазерном принтере и 0,2% UVITEX. В качестве оптического отбеливателя был выбран UVITEX, поставляемый Ciba Specialty Chemicals, High Point, NC. Оптический отбеливатель UVITEX представляет собой 2,5-тиофендиилбис(5-трет-бутил-1,3-бензоксазол).
Лицевой материал может включать один или более дополнительных слоев. Примеры таких дополнительных слоев представлены ниже в Таблице 2.
В Таблице 2 представлены два репрезентативных предпочтительных примера осуществления лицевого материала. Первый лицевой материал обозначен D5 и включает композицию нижнего слоя номер 9, указанную в Таблице 7, которую наносили с помощью шаблона формного цилиндра глубокой печати 100НК и 150НК, получая массу покрытия, составляющую приблизительно 6 г/м2 (г/м кв.), на поверхности пленочного слоя из ПЭТ толщиной 2 мил. Пленочный слой ПЭТ поставляет Mitsubishi Polyester Film, Inc., Greer, SC, под наименованием Hostaphan W270. На другую поверхность пленочного слоя с помощью шаблона формного цилиндра глубокой печати 100НК было нанесено наружное покрытие для печати на лазерном принтере, состав которого указан в Таблице 6 под номером 14, при массе покрытия, составляющей приблизительно 4 г/м кв. Другой лицевой материал был обозначен D9. Определения толщины (т.е. калибр) и оптических характеристик были произведены как указанно в настоящем описании, и полученные значения представлены в Таблице 2.
Каждое из наружных покрытий для печати на лазерном принтере и каждый из нижних слоев, включаемых в слои лицевого материала, представленные в Таблице 2, были получены из композиций, представленных ниже в Таблицах 3-7. В частности, различные наружные покрытия для печати на лазерном принтере, перечисленные в Таблице 6, были получены смешиванием различных массовых соотношений промежуточной композиции на основе диоксида титана (указанной в Таблице 4), промежуточной композиции основы наружного покрытия для печати на лазерном принтере (указанной в Таблице 5) и оптического отбеливателя. Составы полученных наружных покрытий для печати на лазерном принтере представлены в Таблице 6. Различные нижние слои, перечисленные в Таблице 7, были получены смешиванием различных массовых соотношений промежуточной композиции на основе сложного полиэфира (указанной в Таблице 3) и промежуточной композиции на основе диоксида титана (указанной в Таблице 4), а также некоторых других компонентов. Составы полученных нижних слоев представлены в Таблице 7.
Промежуточная композиция на основе сложного полиэфира, представленная в Таблице 3, включает VITEL РЕ 200, инертное связующее вещество на основе сложного полиэфира, поставляемое Bostik, Middleton, MA.
Промежуточная композиция на основе диоксида титана, представленная в Таблице 4, включает TI-PURE R-900, который представляет собой пигмент общего назначения на основе диоксида титана, поставляемый E.I. du Font de Nemours and Company, Wilmington, DE.
Промежуточная композиция основы наружного покрытия для печати на лазерном принтере, представленная в Таблице 5, содержит продукт TITANTIC KR38S, который представляет собой титанат изопропил-трис-(диоктилпирофосфата), поставляемый Kenrich Petrochemicals, Bayonne, NJ; HYDRAL 710 представляет собой белый порошкообразный тригидроксид алюминия Al(ОН)3, осажденный специальным образом и содержащий чрезвычайно мелкие однородные частицы одинакового размера, средний диаметр которых составляет приблизительно 1,0 микрон, который поставляет Almatis, Inc., Bauxite, AR; и SYLOID 234, который представляет собой аморфный синтетический оксид кремния, поставляемый W.R.Grace & Company, Columbia, MD.
Различные композиции смешивали, как указано в Таблице 6, приведенной ниже. Применяли оптический отбеливатель UVITEX, который был поставлен Ciba, Базель, Швеция.
В Таблице 7 представлены составы различных полученных нижних слоев. В слои были добавлены указанные количества GIBRALTAR 335-39270, поставляемого Gibraltar Chemical Works, South Holland, IL.
Покрытия, состав которых представлен в Таблицах 8А и 8 В, были нанесены с помощью форм для глубокой печати, параметры которых также указаны в этих таблицах. Были определены полученные значения светлоты, белизны, яркости, значения b* и величины непрозрачности. Все покрытия были нанесены на белую пленку из сложного полиэфира толщиной 2 мил. Пленка из сложного полиэфира была поставлена Mitsubishi Polyester Film, Inc., Greer, SC, под наименованием Hostaphan W270. Результаты приведены ниже в Таблицах 8А и 8В.
Для определения характеристик внешнего вида дополнительных репрезентативных многослойных материалов, полученных согласно настоящему изобретению, были проведены дополнительные исследования. Результаты этих исследований представлены ниже в Таблице 9.
В другом сравнительном исследовании для снижения тенденции к накоплению статического заряда в покрытие или пленку обычно добавляли антистатические агенты. Характерными антистатическими агентами являются перегруппировывающиеся гидрофильные материалы, например, поверхностно-активные вещества и соли, рассеивающие статические заряды за счет удержания влаги. Была сделана попытка повысить непрозрачность наружных покрытий, содержащих металлические вещества, за счет повышения концентрации антистатического агента. Как видно из данных Таблицы 10, в промежуточные композиции основы наружного покрытия для печати на лазерном принтере добавляли различные количества антистатического агента, поставляемого Cytec Industries, West Paterson, NJ под наименованием CYASTAT 609. Однако, добавление антистатического агента приводило к ухудшению фиксации красящего порошка.
В другой серии исследований с помощью измерений емкости определяли характеристики сохранения электрического заряда различными этикетками. Емкость измеряли многофункциональным устройством Fluke 26 III, поставляемым Fluke Corporation, Everett, WA. Емкость измеряли, помещая этикетку размером 4х5 дюйма (приблизительно 10,2 см × 12,7 см) поверхностью вниз (клеевой стороной вверх) на испытательную панель из алюминия и прикасаясь одним зондом к алюминиевой панели, а другим - через слой клеящего вещества к лицевому материалу.
Результаты этих измерений представлены ниже в Таблице 11. Параметры образцов этикеток М1, М2, и МЗ представлены в Таблице 10. Параметры образцов D5 и D9, полученных с помощью производственного устройства для нанесения покрытий, представлены в Таблице 2. Образцы этикеток А, В, С и D представляют собой коммерчески доступные этикеточные материалы. Измерения емкости всех образцов показали, что самую низкую емкость имели предпочтительные примеры осуществления лицевых материалов D5 и D9, а также две коммерчески доступные этикетки. Очевидно, что низкая емкость указывает на пониженную тенденцию к сохранению электрического заряда.
Несомненно, что другие полезные эффекты настоящего изобретения станут очевидными при дальнейшем применении и развитии предлагаемой методики.
Все патенты, опубликованные патентные заявки, техническая литература и стандарты, а также публикации, упоминаемые в настоящем описании, полностью включены в настоящее описание посредством ссылки.
Следует понимать, что один или более из любых признаков или компонентов одного из примеров осуществления, рассмотренных в настоящем описании, может быть скомбинирован с одним или более другими признаками или компонентами другого примера осуществления. Таким образом, настоящее изобретение включает все любые комбинации компонентов или признаков примеров осуществления, рассмотренных в настоящем описании.
Как показано выше в настоящем описании, настоящее изобретение позволяет решать множество проблем, связанных с недостатками устройств предшествующего уровня техники. Кроме того, следует понимать, что специалист в данной области техники может внести различные изменения в детали, материалы и размещение составных частей, которые были рассмотрены в настоящем описании для разъяснения принципов изобретения, не отступая от принципов и сущности изобретения, изложенных в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭТИКЕТКА И СПОСОБ ПРИКРЕПЛЕНИЯ ЭТИКЕТКИ К ПРЕДМЕТУ | 2009 |
|
RU2494133C2 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТОГО МАТЕРИАЛА ДЛЯ ЭТИКЕТОК | 2007 |
|
RU2447116C2 |
| АКТИВИРУЕМАЯ БЕЗОСНОВНАЯ ЭТИКЕТКА И АКТИВИРУЕМЫЙ АДГЕЗИВ, СИСТЕМА, УСТРОЙСТВО И СПОСОБ ДЛЯ ИХ НАНЕСЕНИЯ | 2012 |
|
RU2666483C2 |
| ТЕРМОУСАДОЧНАЯ ПЛЕНКА ДЛЯ ЭТИКЕТОК С НИЗКИМ УДЕЛЬНЫМ ВЕСОМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2597384C2 |
| ОРИЕНТИРОВАННАЯ В МАШИННОМ НАПРАВЛЕНИИ ПЛЕНКА ДЛЯ ЭТИКЕТОК | 2010 |
|
RU2522454C2 |
| УНИВЕРСАЛЬНАЯ МЕЛОВАННАЯ БУМАГА ДЛЯ ПЕЧАТИ | 2005 |
|
RU2377353C2 |
| БЕЗОСНОВНАЯ ЭТИКЕТКА И АКТИВИРУЕМЫЙ АДГЕЗИВ, СИСТЕМА, УСТРОЙСТВО И СПОСОБ ДЛЯ ИХ НАНЕСЕНИЯ | 2012 |
|
RU2629170C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ РЕЗКИ КЛЕЯЩИХСЯ ЭТИКЕТОК | 2009 |
|
RU2478038C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПРИКЛЕИВАНИЯ ЭТИКЕТОК | 2007 |
|
RU2450935C2 |


Изобретение относится к многослойному материалу, такому как этикеточная конструкция, имеющему высокую степень непрозрачности и требуемые характеристики внешнего вида. Многослойный материал включает слой лицевого материала, клеевой слой и слой материала подложки. Слой лицевого материала включает пригодный для печатания слой наружного покрытия, который включает комбинацию диоксида титана и одного или более оптических отбеливателей. Применение комбинации этих материалов позволяет избежать создания статических зарядов на лицевом материале при печатании на лазерном принтере. 2 н. и 28 з.п. ф-лы, 14 ил., 11 табл., 1 пр.
1. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, включающий:
пригодный для печатания с помощью лазерного принтера пленочный лицевой материал, содержащий пригодный для печатания первый слой, второй слой и третий слой, где пригодный для печатания первый слой представляет собой слой наружного покрытия, которое включает комбинацию диоксида титана и оптического отбеливателя, второй слой представляет собой пленочный слой, третий слой представляет собой нижний слой, который включает диоксид титана, и второй слой расположен между первым слоем и третьим слоем,
причем пригодный для печатания с помощью лазерного принтера пленочный лицевой материал имеет степень непрозрачности, превышающую или равную приблизительно 99,0%, показатель CIELAB L*, превышающий или равный приблизительно 93,5, показатель CIELAB b*, составляющий меньше или равный приблизительно -5,0, и одну или более характеристик, выбранных из группы, состоящей из (i) показателя белизны, превышающего или равного приблизительно 110, и (ii) яркости, превышающей или равной приблизительно 94,5%, и при этом калибр (толщина) пригодного для печатания с помощью лазерного принтера пленочного лицевого материала меньше или равна приблизительно 2,5 мил (63,5 мкм).
2. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, дополнительно включающий:
четвертый слой, расположенный между вторым слоем и третьим слоем,
причем четвертый слой выполнен с возможностью отражения света и включает грунтовочный материал и по меньшей мере одну добавку для четвертого слоя, и при этом четвертый слой не содержит металлических пигментов.
3. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором третий слой выполнен с возможностью поглощения света и включает грунтовочный материал и по меньшей мере одну добавку для третьего слоя.
4. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором третий слой не содержит металлических пигментов.
5. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором первый слой выполнен с возможностью отражения света и включает грунтовочный материал и по меньшей мере одну добавку для первого слоя.
6. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором второй слой представляет собой пленку, температура размягчения которой больше или равна приблизительно 200°С.
7. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором второй слой представляет собой пленку из сложного полиэфира.
8. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором второй слой включает материал, выбранный из группы, состоящей из полиэтилентерефталата, полиимида, простого полиэфиримида, полисульфона, простого полиэфирсульфона, политетрафторэтилена, нейлона 6, нейлона 6/6, нейлона 6, 10, нейлона 11, нейлона 12, полиамид-имида, полибутилентерефталата, простого полиэфирэфиркетона и смесей или сополимеров перечисленных соединений.
9. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 8, в котором второй слой включает полиэтилентерефталат.
10. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором первый слой включает от 2,5 до 12,5 мас.% диоксида титана.
11. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором первый слой включает эффективное количество по меньшей мере одного оптического отбеливателя.
12. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 11, в котором концентрация оптического отбеливателя в первом слое составляет от приблизительно 0,05 до приблизительно 0,75%.
13. Пленочный лицевой материал с высокой степенью непрозрачности, пригодный для печатания с помощью лазерного принтера, по п. 1, в котором степень непрозрачности лицевого материала больше или равна приблизительно 99,7%.
14. Этикеточный лист, включающий:
лист материала подложки;
лист лицевого материала, включающий пригодный для печатания с помощью лазерного принтера пленочный лицевой материал, содержащий пригодный для печатания первый слой, второй слой и третий слой, где пригодный для печатания первый слой представляет собой слой наружного покрытия, которое включает комбинацию диоксида титана и оптического отбеливателя, второй слой представляет собой пленочный слой, третий слой представляет собой нижний слой, который включает диоксид титана, и второй слой расположен между первым слоем и третьим слоем, в котором пригодный для печатания с помощью лазерного принтера пленочный лицевой материал имеет показатель CIELAB L*, превышающий или равный приблизительно 93,5, показатель CIELAB b*, составляющий меньше или равный приблизительно -5,0, и степень непрозрачности, превышающую или равную приблизительно 99,0%, одну или более характеристик, выбранных из группы, состоящей из (i) показателя белизны, превышающего или равного приблизительно 110, и (ii) яркости, превышающей или равной приблизительно 94,5%, причем калибр (толщина) пригодного для печатания с помощью лазерного принтера пленочного лицевого материала меньше или равна приблизительно 2,5 мил (63,5 мкм); и
слой чувствительного к давлению клея, отделяемым образом соединяющего лист материала подложки с листом лицевого материала;
и при этом этикеточный лист включает линии надсечки, проходящие через лист лицевого материала, но не через лист материала подложки, которые ограничивают по меньшей мере одну этикетку.
15. Этикеточный лист по п. 14, в котором по меньшей мере одна этикетка составлена из двух или более этикеток.
16. Этикеточный лист по п. 14, в котором чувствительный к давлению клей выбран из группы, состоящей из перманентных клеев, легко удаляемых клеев и удаляемых чувствительных к давлению клеев.
17. Этикеточный лист по п. 14, который включает по меньшей мере одну полосу этикеток, ограниченную по меньшей мере одной линией надсечки, проходящей через лист лицевого материала, но не через лист материала подложки, и полоса этикеток включает множество этикеток.
18. Этикеточный лист по п. 14, который выполнен с возможностью нанесения на этикеточный лист печати с помощью настольного принтера или копировального устройства.
19. Этикеточный лист по п. 14, дополнительно включающий:
четвертый слой, расположенный между вторым слоем и третьим слоем,
где четвертый слой выполнен с возможностью отражения света и включает грунтовочный материал и по меньшей мере одну добавку для четвертого слоя, причем четвертый слой не содержит металлических пигментов.
20. Этикеточный лист по п. 14, в котором третий слой выполнен с возможностью поглощения света и включает грунтовочный материал и по меньшей мере одну добавку для третьего слоя.
21. Этикеточный лист по п. 14, в котором третий слой не содержит металлических пигментов.
22. Этикеточный лист по п. 14, в котором первый слой выполнен с возможностью отражения света и включает грунтовочный материал и по меньшей мере одну добавку для первого слоя.
23. Этикеточный лист по п. 14, в котором второй слой представляет собой пленку, температура размягчения которой больше или равна приблизительно 200°С.
24. Этикеточный лист по п. 14, в котором второй слой представляет собой пленку из сложного полиэфира.
25. Этикеточный лист по п. 14, в котором второй слой включает материал, выбранный из группы, состоящей из полиэтилентерефталата, полиимида, простого полиэфиримида, полисульфона, простого полиэфирсульфона, политетрафторэтилена, нейлона 6, нейлона 6/6, нейлона 6, 10, нейлона 11, нейлона 12, полиамид-имида, полибутилентерефталата, простого полиэфирэфиркетона и смесей или сополимеров перечисленных соединений.
26. Этикеточный лист по п. 25, в котором второй слой включает полиэтилентерефталат.
27. Этикеточный лист по п. 14, в котором первый слой дополнительно включает эффективное количество по меньшей мере одного оптического отбеливателя.
28. Этикеточный лист по п. 27, в котором концентрация оптического отбеливателя в первом слое составляет от приблизительно 0,05 до приблизительно 0,75%.
29. Этикеточный лист по п. 14, в котором первый слой содержит от 2,5 до 12,5 мас.% диоксида титана.
30. Этикеточный лист по п. 14, в котором степень непрозрачности лицевого материала больше или равна приблизительно 99,7%.
| US2009068389 A1 12.03.2009 | |||
| US5830571 A 03.11.1998 | |||
| US4713273 A 15.12.1987 | |||
| НОСИТЕЛЬ ИНФОРМАЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2322359C2 |

