Настоящее изобретение относится к декоративной панели с многослойной пластиковой несущей пластиной, а также к способу ее изготовления.
Декоративные панели сами по себе известны, причем под понятием “стенная панель” следует также понимать панели, которые подходят для облицовки потолка или дверей. Они состоят, как правило, из носителя или сердечника из твердого материала, например древесного материала, такого как древесноволокнистая плита средней плотности (MDF), древесноволокнистая плита высокой плотности (HDF), древесно-пластиковый композит (WPC) или минерало-пластиковый композит (MPC), который, по меньшей мере, на одной стороне снабжен декоративным слоем и покровным слоем, а также при необходимости дальнейшими слоями, например расположенным между декоративным и покровным слоем износным слоем. В случае MDF- или HDF-носителей декоративный слой нанесен, как правило, на расположенный на носителе грунтовочный печатный слой, который может быть образован, например, из слоя бумаги. При этом известно печатать декоративный слой на слое бумаги уже перед нанесением слоя бумаги на носитель или же изначально не имеющий печати слой бумаги наносить на носитель и затем наносить декоративный слой на слой бумаги при помощи так называемого способа прямой печати. В случае имеющих в основе пластиковые композиты носителей известно снабжать их после возможного нанесения грунтовочного печатного слоя декором при помощи способа прямой печати.
Недостатком имеющих в основе древесные материалы носителей зачастую является лишь ограниченная устойчивость к влажности получающихся декоративных панелей, вследствие чего область применения этих панелей ограничена. Поэтому в последние годы получили все большее развитие имеющие в основе пластик носители, для того чтобы расширять область применения соответствующих декоративных панелей. Однако именно в области имеющих в основе пластик носителей существует еще потенциал развития, для того чтобы улучшать их с экологической и экономической точки зрения.
Задача настоящего изобретения предложить улучшенную декоративную панель.
Эта задача решается с помощью декоративной панели с несущей пластиной на основе многослойного пластикового несущего материала согласно пункту 1 формулы изобретения. Далее эта задача решается с помощью способа согласно пункту 10 формулы изобретения. Предпочтительные варианты осуществления изобретения указаны в зависимых пунктах формулы изобретения, в описании или на чертежах, причем дальнейшие, описанные или показанные в зависимых пунктах формулы изобретения или в описании или на чертежа признаки могут по отдельности или в произвольной комбинации представлять предмет изобретения, если из контекста однозначно не следует противоположное. В частности, приведенные ниже указания количества и свойства соответствующих материалов или субстанций могут произвольно друг с другом комбинироваться.
Изобретением предлагается декоративная панель, включающая в себя несущую пластину, расположенный на несущей пластине декор, расположенный выше декора износный защитный слой, а также опционально соответствующие средства фиксации, по меньшей мере, на двух боковых кромках панели, которая отличается тем, что несущая пластина имеет многослойную слоистую структуру с множеством N последовательностей слоев типа A-B-A, причем слой A имеет первый термопласт (термопластичный полимер), а слой B второй, отличающийся от термопласта слоя A термопласт, и причем N находится между ≥3 и ≤250.
Неожиданно было показано, что подобный пластиковый несущий материал делает возможным изготовление стенной, потолочной или напольной панели с улучшенной устойчивостью к влажности, в частности с уменьшенным разбуханием из-за влаги или нагрева, а также с хорошими механическими свойствами и улучшенной обрабатываемостью. Кроме того, соответствующий изобретению пластиковый несущий материал экологически предпочтителен, так как он может изготавливаться в значительной степени из переработанного пластика и таким образом экономит ресурсы.
Под понятием “декорированная стенная или напольная панель” или “декоративная панель” должны пониматься согласно изобретению в частности стенные, потолочные, дверные или напольные панели, которые имеют нанесенный на несущую пластину, воспроизводящий декоративный образец декор. Декоративные панели используются при этом разнообразным образом и в области внутренней отделки помещений, и для декоративной облицовки сооружений, например, в изготовлении выставочных стендов. Одной из самых частых областей применения декоративных панелей является их использование в качестве напольного покрытия. Декоративные панели имеют при этом часто декор, который должен подражать натуральному материалу.
Примерами таких подражаемых натуральных материалов или декоративных образцов являются породы древесины, как например клен, дуб, береза, вишня, ясень, лещина, каштан, венге, или же экзотические породы древесины, такие как панга-панга, красное дерево, бамбук и бубинга. Кроме того, часто имитируются такие натуральные материалы, как каменные поверхности или керамические поверхности.
Соответственно под “декоративным образцом” может согласно данному изобретению пониматься в частности такой оригинальный натуральный материал, соответственно, по меньшей мере, поверхность такого материала, который должен имитироваться, соответственно, воспроизводиться декором.
Под “сыпучим” материалом может пониматься в частности материал, который может посредством процесса рассыпания или процесса рассеяния наноситься на основу. При этом материал может иметься в виде текучей среды или в частности в виде сыпучего твердого материала.
Далее под “гранулятом” или “гранулярным материалом” может пониматься твердый материал или навал твердого материала, который включает в себя или состоит из множества твердых частиц, как например зерен или шариков. В качестве примера, но не исключительно, здесь следует назвать зернистые или порошкообразные материалы.
Под “носителем” может пониматься в частности слой, служащий в готовой панели в качестве сердечника или базового слоя, который может иметь в частности натуральный материал, как например древесный материал, волокнистый материал или материал, включающий в себя пластик. Например, носитель может уже придавать панели соответствующую устойчивость или повышать ее.
Соответственно под “несущим материалом” может пониматься такой материал, который, по меньшей мере, в большей части образует носитель. В частности, носитель может состоять из несущего материала.
Под “полосовидным носителем” может при этом пониматься носитель, который, например, в процессе своего изготовления имеет полосовидную и тем самым существенно большую по сравнению со своей толщиной, соответственно, шириной длину, и длина которого может составлять, например, более 15 метров.
Под “пластинообразным носителем” может при этом пониматься далее согласно данному изобретению носитель, который образован посредством отделения от полосовидного носителя и выполнен в виде пластины. Кроме того, пластинообразный носитель может уже задавать форму и/или размеры изготовляемой панели. Однако пластинообразный носитель может быть также предусмотрен в виде большеразмерной пластины. Большеразмерной пластиной согласно изобретению является при этом в частности носитель, размеры которого превосходят размеры конечных декоративных панелей в несколько раз, и который в процессе изготовления разделяется, например, посредством распиливания, лазерной или гидроабразивной резкой, на соответствующее множество декоративных панелей. Например, большеразмерная пластина может соответствовать полосовидному носителю.
Вышеописанный несущий материал служит таким образом, в частности, для изготовления носителя для декорированной стенной или напольной панели. Несущий материал имеет по существу два материала, причем под материалом может согласно настоящему изобретению пониматься как гомогенный материал, то есть образованный лишь из одной субстанции материал, так и гетерогенный материал, то есть состоящий, по меньшей мере, из двух субстанций материал, причем состоящий, по меньшей мере, из двух субстанций материал может пониматься таким образом также как смесь субстанций.
Согласно варианту осуществления изобретения слои A и B имеют в каждом случае толщину слоя между 100 мкм и 2000 мкм. При этом может быть предусмотрено, что толщина слоя A отлична от толщины слоя B. Так, например, может быть предусмотрено, что слой B имеет толщину слоя, которая соответствует ≥100% до ≤1000% толщины слоя A. В дальнейшем варианте осуществления может быть предусмотрено, что толщина слоя A имеет толщину слоя, которая соответствует ≥100% до ≤1000% толщины слоя B. В дальнейшем варианте осуществления изобретения может быть предусмотрено, что толщины обоих слоев A отличны друг от друга.
Согласно варианту осуществления изобретения термопласт слоя B может иметь аморфный термопласт. Предпочтительно, говоря об этом аморфном термопласте, речь может идти о полиэтилентерефталате (PET).
Согласно дальнейшему варианту осуществления изобретения может быть предусмотрено, что термопласт слоя B имеет переработанный аморфный полиэтилентерефталат (PET). Полиэтилентерефталат (PET) производится в больших количествах в упаковочной промышленности, где он используется, в частности, для упаковок продуктов питания и для бутылок для напитков. Так как в области упаковок продуктов питания должны соблюдаться самые строгие стандарты, переработка PET для вторичного использования возможна, как правило, лишь в ограниченном объеме. Даже, несмотря на доступные в настоящее время способы переработки, как например URRC-способ (United Resource Recovery Corporation), большие количества PET не перерабатываются близко к месту, а экспортируются для изготовления синтетических волокон. Соответствующий изобретению способ предлагает в этом случае дальнейшую возможность использования переработанного PET.
Предпочтительно доля переработанного полиэтилентерефталата в слое B может находиться в диапазоне между ≥10 весовых процентов и ≤100 весовых процентов относительно доли полимера слоя B. Наиболее предпочтительно доля переработанного полиэтилентерефталата в слое B может находиться в диапазоне между ≥15 весовых процентов и ≤90 весовых процентов, между ≥20 весовых процентов и ≤80 весовых процентов, в частности относительно доли полимера слоя B.
Наряду с аморфным термопластом может быть предусмотрен в слое B частично кристаллический термопласт, как например чистый полиэтилентерефталат. Доля частично кристаллического термопласта может при этом находиться в диапазоне между ≥0 весовых процентов и ≤90 весовых процентов относительно доли полимера слоя B. Наиболее предпочтительно доля частично кристаллического термопласта в слое B может находиться в диапазоне между ≥10 весовых процентов и ≤80 весовых процентов, между ≥15 весовых процентов и ≤75 весовых процентов, в частности относительно доли полимера слоя B. Благодаря наличию частично кристаллического термопласта, как например чистого PET, в слое B может достигаться улучшенное соединение со слоями A.
Согласно дальнейшему варианту осуществления изобретения может быть предусмотрено, что слой B имеет наряду с термопластом наполнитель, причем наполнитель выбран предпочтительно из группы, состоящей из мела, не асбестового силиката, предпочтительно силиката магния, древесной муки, керамзита, вулканического пепла, пемзы, пористого бетона, имеющего в частности неорганические пены, целлюлозу или порообразователь.
Предпочтительно доля наполнителя может находиться в диапазоне между ≥1 весового процента и ≤60 весовых процентов, в частности в диапазоне между ≥5 весовых процентов и ≤50 весовых процентов, относительно общей массы образующего слой B материала.
Предпочтительно за счет добавления наполнителей возможно устанавливать свойства многослойного пластикового несущего материала, как например его удельный вес или же его теплотворную способность (калорийность). Последняя имеет значение в частности для вопроса образованного на основе соответствующего многослойного пластикового носителя напольного, стенного или потолочного покрытия и установленной таким покрытием в здании пожарной нагрузки. В целом, в зависимости от необходимой области применения и необходимых свойств образованной на основе соответствующего изобретению многослойного пластикового несущего материала панели, доли термопластичного пластикового материала и наполняющего материала могут выбираться. Вследствие этого могут создаваться условия для хорошей адаптивности к необходимой области применения.
Наиболее предпочтительно может быть предусмотрено, что в качестве наполнителя в слое B предусматривается слоистый силикат, как например тальк. Под тальком понимается при этом по существу известным образом гидросиликат магния, который может иметь, например, химическую элементарную формулу Mg3[Si4O10(OH)2]. Таким образом, доля твердого вещества предпочтительно образована, по меньшей мере, большей частью из минерального вещества талька, причем это вещество может использоваться, например, в виде порошка, или оно может иметься в несущем материале в виде частиц. Принципиально материал твердого вещества может состоять из порошкообразного твердого вещества.
Может быть предпочтительно, если удельная поверхностная плотность согласно BET, ISO 4652 частиц талька находится в диапазоне от ≥4 м2/г до ≤8 м2/г, например в диапазоне от ≥5 м2/г до ≤7 м2/г.
Далее может быть предпочтительно, если тальк имеется с насыпной плотностью согласно DIN 53468 в диапазоне от ≥0,15 г/см3 до ≤0,45 г/см3, например в диапазоне от ≥0,25 г/см3 до ≤0,35 г/см3.
В отношении образующего слой B материала может быть далее предусмотрено то, что термопластичный пластиковый материал и наполнитель вместе имеются, относительно образующего слой B материала в целом, в количестве ≥95 весовых процентов, в частности ≥99 весовых процентов. Другими словами может быть предусмотрено то, что наряду с термопластичным пластиковым материалом и наполнителем в образующем слой B материале другие субстанции имеются лишь в доле, относительно образующего слой B материала, ˂5 весовых процентов, предпочтительно ˂1 весового процента. Таким образом, предпочтительным может быть то, что образующий слой B материал состоит по большей части из термопласта и одного или нескольких наполнителей.
Кроме того, может быть предусмотрено, что термопластичный пластиковый материал слоя B имеет дальнейшие компоненты, как например усилители гибкости, пигменты, стабилизаторы, модификаторы ударной вязкости, смачивающие агенты и/или диспергирующие добавки.
Если предусмотрены пигменты в качестве дальнейших компонентов, то предпочтительно, если цветовые пигменты не содержат при этом свинца и/или кадмия. Используемые цветовые пигменты могут иметь, например, фталоцианин меди, хинакридон и/или дикето-пирроло-пиррол. Вследствие этого может достигаться то, что несущий материал может экологично перерабатываться.
Согласно варианту осуществления изобретения аморфный термопласт в слое B может быть образован переработанным (вторичным) PET, а частично кристаллический термопласт в слое B чистым (первичным) PET.
Согласно варианту осуществления изобретения переработанный PET (rPET) может иметь температуру размягчения по Вика между ≥70°C и ≤80°C, например 75°C.
Далее может быть предусмотрено, что переработанный PET (rPET) имеет индекс текучести расплава (MFI) между ≥40 г/10мин и ≤60 г/10мин, например, 49 г/10мин.
Далее может быть предусмотрено то, что деформационная теплостойкость (метод A: 1,82 МПа) rPET находится в диапазоне между ≥63°C и ≤83°C, например, 73°C.
Согласно варианту осуществления изобретения rPET может иметь прочность на разрыв между ≥50 МПа и ≤70 МПа, например, 60 МПа.
Согласно варианту осуществления изобретения rPET может иметь модуль упругости при растяжении в диапазоне между ≥1500 МПа и ≤2500 МПа, например, 2000 МПа.
Далее согласно варианту осуществления изобретения удлинение при разрыве rPET может находиться в диапазоне между ≥7,0% и ≤12,0%, например, 9,2%.
Согласно варианту осуществления изобретения rPET может достигать ударной вязкости по Шарпи в диапазоне между ≥20 кДж/м2 и ≤40 кДж/м2, например, 30 кДж/м2.
Согласно дальнейшему варианту осуществления изобретения материал слоя B может иметь, если он состоит из смеси из переработанного PET и талька, температуру размягчения по Вика в диапазоне между ≥70°C и ≤90°C, например 83°C. Деформационная теплостойкость (A - 1,82 МПа) такого материала может находиться согласно дальнейшему варианту осуществления в диапазоне между ≥70°C и ≤90°C, например 80°C. Прочность на разрыв такого материала может находиться согласно дальнейшему варианту осуществления в диапазоне между ≥35 МПа и ≤55 МПа, например 45 МПа. Модуль упругости при растяжении такого материала может находиться согласно дальнейшему варианту осуществления в диапазоне между ≥1800 МПа и ≤2500 МПа, например, 2100 МПа. Удлинение при разрыве такого материала может находиться согласно дальнейшему варианту осуществления в диапазоне между ≥2% и ≤10%, например 4%. Ударная вязкость по Шарпи такого материала может находиться согласно дальнейшему варианту осуществления в диапазоне между ≥5 кДж/м2 и ≤20 кДж/м2, например, 10 кДж/м2.
Согласно изобретению может быть далее предусмотрено то, что друг над другом расположены различные пленочные слои A-B-A, которые хотя и схожи по виду термопласта типа A, тем не менее отличаются, например, в исполнении слоя B. Так, например, может быть предусмотрено, что внутри пакета пленок предусмотрена центральная пленка типа A-B-A, у которой слой B имеет высокую долю наполнителя, например 50 весовых процентов относительно общей массы слоя B, в то время как расположенные выше и/или ниже этого пленочного слоя A-B-A пленочные слои A-B-A имеют меньшую долю наполнителя в слое B, например 15 весовых процентов относительно общей массы слоя B.
Также может быть предусмотрено, что уложенные друг на друга пленочные слои A-B-A отличаются по типу своего наполнителя. Так, например, может быть предусмотрено, что один пленочный слой A-B-A имеет такой наполнитель как тальк, а другой пленочный слой A-B-A имеет неорганические пены, целлюлозу и/или порообразователь в качестве наполнителя, и слои типа B отличаются таким образом своими физико-химическими свойствами, как например плотностью, теплоемкостью или твердостью.
Благодаря наличию различных исполнений слоев B общее свойство соответствующего изобретению многослойного пластикового несущего материала можно устанавливать в широком диапазоне и адаптировать к желаемому свойству изготовленного из этого несущего материала продукта, как например декоративной панели.
Согласно дальнейшему варианту осуществления изобретения может быть предусмотрено, что термопласт слоя A имеет гликоль-модифицированный полиэтилентерефталат (PET-G). Неожиданно было обнаружено, что гликоль-модифицированный PET может действовать в качестве герметизирующего или клеящего слоя между слоистыми композитами A-B-A и таким образом в значительной степени способствует надежному присоединению слоистых композитов друг к другу.
Согласно варианту осуществления изобретения PET-G может иметь температуру размягчения по Вика в диапазоне между ≥63°C и ≤83°C, например 73°C. Деформационная теплостойкость (A - 1,82 МПа) может иметь согласно варианту осуществления изобретения значение в диапазоне между ≥59°C и ≤79°C, например 69°C. Согласно дальнейшему варианту осуществления изобретения значение прочности на разрыв PET-G может находиться в диапазоне между ≥40 МПа и ≤60 МПа, например 50 МПа. Может быть предусмотрено, что модуль упругости при растяжении находится в диапазоне между ≥1800 МПа и ≤2300 МПа, например, 2010 МПа. Согласно дальнейшему варианту осуществления изобретения может быть предусмотрено то, что удлинение при разрыве PET-G находится в диапазоне между ≥100% и ≤150%, например, 130%. Ударная вязкость по Шарпи PET-G может находиться согласно дальнейшему варианту осуществления в диапазоне между ≥150 кДж/м2 и ≤250 кДж/м2, например, 190 кДж/м2.
Согласно предпочтительному варианту осуществления изобретения доля гликоль-модифицированного полиэтилентерефталата находится в диапазоне между ≥2 весовых процентов и ≤10 весовых процентов относительно термопласта слоя A.
Кроме того, может быть предусмотрено, что термопластичный пластиковый материал слоя A имеет дальнейшие компоненты, как например усилители гибкости, пигменты, стабилизаторы, модификаторы ударной вязкости, смачивающие агенты и/или диспергирующие добавки.
Согласно изобретению может быть предусмотрено, что толщина слоя B составляет между ≥100% и ≤3000% толщины слоя A. Другими словами слой B может иметь такую же толщину слоя как и слой A или быть до 30 раз толще, чем слой A. В частности, может быть предусмотрено, что преобладающая часть общей толщины слоя слоистого композита A-B-A обеспечивается слоем B. Так, например, может быть предусмотрено, что толщина слоя B обеспечивает ≥50% общей толщины слоя слоистого композита A-B-A, предпочтительно ≥60%, в частности ≥70% и наиболее предпочтительно ≥90% общей толщины слоя.
Неожиданно было обнаружено, что наличие уже тонких слоев A подходит для того, чтобы соединять слоистые композиты A-B-A друг с другом таким образом, что может предоставляться крайне устойчивый с механической точки зрения многослойный пластиковый несущий материал, макроскопические свойства которого выражены по существу свойствами слоя B.
Согласно варианту осуществления изобретения слоистый композит A-B-A может иметь температуру размягчения по Вика в диапазоне между ≥63°C и ≤83°C, например 73°C.
Расплав слоистого композита A-B-A может иметь согласно варианту осуществления изобретения индекс текучести расплава MFI в диапазоне между ≥130 г/10мин и ≤190 г/10мин, например, 160 г/10мин.
Деформационная теплостойкость (A - 1,82 МПа) слоистого композита может находиться согласно варианту осуществления изобретения в диапазоне между ≥55°C и ≤85°C, например 70°C.
Согласно дальнейшему варианту осуществления изобретения слоистый композит A-B-A может иметь прочность на разрыв в диапазоне между ≥63 МПа и ≤83 МПа, например, 73 МПа. Модуль упругости при растяжении слоистого композита A-B-A может находиться согласно варианту осуществления изобретения в диапазоне между ≥3200 МПа и ≤3900 МПа, например 3680 МПа.
Слоистый композит A-B-A может иметь согласно варианту осуществления изобретения удлинение при разрыве в диапазоне между 2,5% и 3,5%, например, 3,1%.
Согласно предпочтительному варианту осуществления изобретения соответствующая изобретению декоративная панель имеет усадку при 80°C согласно ISO 23999 в ≤0,25%. Вследствие этого предпочтительным образом достигается то, что образованное из соответствующих изобретению декоративных панелей напольное, потолочное или стенное покрытие может укладываться строго по размерам, и возможные образования трещин или зазоров в частности в краевой области уложенных поверхностей могут предотвращаться даже при плавающей укладке.
Согласно дальнейшему варианту осуществления изобретения декоративная панель имеет общую толщину примерно в 2,5 мм, в частности 2,5 мм. У такой декоративной панели количество слоистых композитов A-B-A может быть N=3. Такая декоративная панель может предпочтительно использоваться для клеевой по всей поверхности укладки.
Согласно дальнейшему варианту осуществления изобретения декоративная панель имеет общую толщину примерно в 3,2 мм, в частности 3,2 мм. У такой декоративной панели количество слоистых композитов A-B-A может быть N=4. Такая декоративная панель может предпочтительно иметь, по меньшей мере, на двух противоположных, предпочтительно на всех противоположных, кромках панели ответные средства фиксации, при помощи которых две прилегающие друг к другу панели могут соединяться в механически соединенное покрытие.
Кроме того, изобретение относится к способу изготовления декоративной панели с многослойной пластиковой несущей пластиной, включающему в себя шаги:
a) изготовление первого пленкообразного слоистого композита с последовательностью слоев A-B-A, причем слой A имеет первый термопласт, а слой B – второй термопласт;
b) укладывание друг на друга множества N первых пленкообразных слоистых композитов с последовательностью A-B-A слоев в пакет (штабель) слоев, где 250≥N≥2, предпочтительно 200≥N≥3, предпочтительно 125≥N≥4, наиболее предпочтительно 100≥N≥5;
c) спрессовывание пакета слоев под воздействием давления и температуры; и
d) охлаждение спрессованного пакета слоев для предоставления несущей пластины (100);
e) нанесение декоративного слоя (200) на полученную на шаге d) несущую пластину;
f) нанесение износного защитного слоя (300) на декоративный слой (200).
Неожиданно было обнаружено, что соответствующая изобретению декоративная панель с несущей пластиной из многослойного пластикового несущего материала может изготавливаться простым образом при помощи соответствующего изобретению способа, благодаря тому, что сначала посредством подачи первого и второго термопласта в питающий блок и выхода термопластов через плоскощелевое сопло изготавливается пленка с последовательностью A-B-A слоев. Полученная таким образом пленка может затем укладываться друг на друга, причем в каждом случае слои типа A находятся друг против друга. Полученный таким образом пакет пленок может затем под воздействием давления и температуры соединяться в соответствующий многослойный несущий материал, причем слои типа A обеспечивают соединение с молекулярным замыканием между отдельными пленочными слоями A-B-A.
В частности, предпочтительным при этом является то, что целевая толщина слоя многослойного пластикового несущего материала может простым образом устанавливаться количеством уложенных друг на друга и соединенных друг с другом пленочных слоев A-B-A.
При этом также возможно располагать друг над другом различные пленочные слои A-B-A, которые хотя и схожи по виду термопласта типа A, тем не менее отличаются, например, исполнением слоя B.
Согласно варианту осуществления изобретения может быть в частности предусмотрено, что первый термопласт пленкообразного слоистого композита с последовательностью слоев A-B-A является чистым (первичным) пластиком, а второй пластик переработанным (вторичным) пластиком.
Предусмотрено, что процесс изготовления соответствующего изобретению многослойного пластикового несущего материала разделяется на две стадии. На первой стадии за счет соэкструзии при помощи питающего блока и плоскощелевого сопла изготавливается трехслойная пленка A-B-A. На второй стадии происходит ламинирование нескольких пленок в пластину под воздействием давления и температуры, например, при помощи двухленточного пресса.
Для изготовления трехслойной пленки с последовательностью слоев A-B-A может использоваться способ соэкструзии. При этом могут применяться, например, два равнонаправленных двухчервячных экструдера. Основной экструдер может при этом использоваться для изготовления материала среднего слоя B, и может быть предусмотрено, что он имеет два боковых подвода. Эти боковые подводы могут служить для добавления наполнителей.
Второй двухчервячный экструдер может использоваться для изготовления термопласта для обоих слоев типа A. Также он может иметь боковые подводы, для того чтобы делать возможным добавление дальнейших компонентов.
Для того чтобы была возможность удалять имеющуюся при необходимости влагу и/или мономеры из расплавов полиэфиров в экструдере, может быть предусмотрено устанавливать у обоих двухчервячных экструдеров высоковакуумную систему вентиляции.
Полимерные расплавы обоих экструдеров могут отдельно друг от друга проводиться в питающий блок. В то время как расплав из основного экструдера образует средний слой типа B, материал из соэкструдера проводится выше и ниже среднего слоя и образует внешние слои типа A. Трехслойный расплав может затем проводиться через плоскощелевое сопло. При помощи него достигается равномерное распределение слоев по общей необходимой ширине пленки.
Для происходящего после этого процесса охлаждения могут использоваться различные варианты. Охлаждение расплава может осуществляться, например, при помощи системы каландровых валов (гладильного каландра). Может также использоваться охлаждающий валок. При этом расходомер воздуха и вакуумная камера могут обеспечивать равномерное прилегание расплава к охлаждающему валку. Такой порядок действий известен, например, из изготовления Cast-пленок.
Согласно дальнейшему варианту осуществления изобретения может быть предусмотрено то, что, по меньшей мере, часть пленкообразных слоистых композитов с последовательностью A-B-A слоев растягивается по двум осям перед укладыванием в пакет слоев. Под “двухосным растяжением” согласно изобретению следует понимать то, что полученные пленкообразные слоистые композиты с последовательностью A-B-A слоев растягиваются в двух ориентированных по существу перпендикулярно друг к другу направлениях, то есть вдоль и поперек. Вследствие этого можно достигать необходимой толщины пленки (толщины) и уменьшать вес единицы поверхности, а также улучшать механические свойства, например, прочностные свойства, повышать прозрачность, улучшать хладостойкость и уменьшать газопроницаемость пленочного слоя. В частности, благодаря двухосному растяжению пленок с последовательностью A-B-A слоев повышается их прочность на разрыв, что имеет непосредственное влияние на механические свойства изготовленного в итоге многослойного пластикового несущего материала.
Двухосное растяжение может при этом осуществляться либо последовательно сначала в первом направлении и затем во втором направлении, либо параллельно одновременно в обоих направлениях, причем одновременное растяжение предпочтительно.
Перед укладыванием пленкообразных слоистых композитов с последовательностью A-B-A слоев в спрессовываемый пакет пленок может быть согласно изобретению предусмотрено то, что пленка подвергается двухсторонней обработке коронным разрядом. Было обнаружено, что наличие обработки коронным разрядом способствует улучшенному слоистому композиту в конечном многослойном пластиковом несущем материале. Обработка коронным разрядом может при этом осуществляться непосредственно после изготовления пленки или перед намоткой пленок на втулку или непосредственно перед укладыванием пленок в соответствующий пакет пленок перед его спрессовыванием.
В этом отношении пленкообразный слоистый композит с последовательностью A-B-A слоев образует полуфабрикат, который может временно храниться. Хранение может предпочтительно осуществляться при комнатной температуре и влажности воздуха в 50%. Пленкообразный слоистый композит может храниться при этих условиях сколь угодно долго.
Также может быть предусмотрено, что пленкообразный слоистый композит с последовательностью A-B-A слоев укладывается в спрессовываемый пакет слоев непосредственно после своего изготовления, и процесс изготовления рассчитан как поточный производственный процесс.
Трехслойные пленкообразные слоистые композиты с последовательностью A-B-A слоев, будучи уложены или наложены друг на друга находящимися на наружной стороне пленочными слоями типа A, могут ламинироваться в предпочтительно изобарном двухленточном прессе под воздействием давления и температуры в бесконечный материал пластины.
Используемый пресс может иметь, например, мощность подачи в 20 м/мин.
Трехслойные пленкообразные слоистые композиты с последовательностью A-B-A слоев могут натягиваться в станции, в соответствии с необходимой толщиной пластины и расположением слоев, на разматывателях. Для процесса прессования может применяться предварительный нагрев трехслойных пленкообразных слоистых композитов с последовательностью A-B-A слоев, например, до ≥80°C и ≤135°C. Подходящими источниками тепла для этого могут быть, например, нагретый ролик, горячий воздух, инфракрасный излучатель, в частности излучатель в ближней инфракрасной области спектра или микроволновой излучатель или их комбинация.
После этого происходит спрессовывание пакета пленок предпочтительно в двухленточном прессе. Двухленточный пресс может быть при этом оснащен предпочтительно стальными лентами.
Время прессования может находиться в диапазоне от ≥0,5 мин. до ≤20 мин., предпочтительно в диапазоне от ≥1 мин. до ≤50 мин., в частности ≤2 мин.
Предусматриваемое во время спрессовывания давление может находиться согласно изобретению в диапазоне от ≥0,5 МПа до ≤25 МПа, предпочтительно в диапазоне от ≥1 МПа до ≤15 МПа.
Целевая температура в сердцевине пакета пленок может устанавливаться предпочтительно в диапазоне между ≥65°C и ≤140°C, в частности в диапазоне между ≥80°C и ≤120°C. Это обеспечивает хорошее соединение между отдельными пленками.
Готовая несущая пластина, соответственно, готовый многослойный пластиковый несущий материал может затем предпочтительно равномерно охлаждаться до комнатной температуры. Это осуществляется, например, при помощи охлажденного воздухом ролика в двухленточном прессе. После этого может осуществляться резка по размеру и укладка в штабель.
При этом может быть согласно изобретению непосредственно предусмотрено, что способ после шага d) и/или e) прерывается, и полученный на шагах d) и/или e) продукт временно хранится в качестве полуфабриката перед продолжением способа.
Согласно дальнейшему варианту осуществления изобретения может быть предусмотрено, что пленкообразные слоистые композиты с последовательностью A-B-A слоев укладываются ортогонально друг относительно друга при их складывании в пакет слоев. Под “ортогональной укладкой” следует понимать при этом согласно изобретению, что пленки складываются в пакет поперек друг к другу относительно своего направлении изготовления, то есть продольного направления. Вследствие этого может достигаться дополнительное улучшение механических свойств конечного многослойного пластикового несущего материала. Возникающие возможно, обусловленные процессом производства продольные напряжения из-за плоскощелевого сопла и гладильного каландра внутри отдельных пленкообразных слоев с последовательностью A-B-A слоев компенсируются ортогональным расположением и приводят к анизотропному материалу.
При этом может быть предусмотрено то, что спрессовывание пакета пленок осуществляется посредством периодического способа, причем пленки ориентируются ортогонально друг к другу и ламинируются друг с другом в прессе, как например в многоэтажном прессе. Понятно, что пленкообразные слоистые композиты с последовательностью A-B-A слоев должны для этого заранее резаться по конкретному размеру.
Время прессования может находиться в диапазоне от ≥0,5 мин. до ≤20 мин., предпочтительно в диапазоне от ≥1 мин. до ≤50 мин., в частности ≤2 мин.
Предусматриваемое во время спрессовывания давление может находиться согласно изобретению в диапазоне от ≥0,5 МПа до ≤25 МПа, предпочтительно в диапазоне от ≥1 МПа до ≤15 МПа.
Целевая температура в сердцевине пакета пленок может устанавливаться предпочтительно в диапазоне между ≥65°C и ≤140°C, в частности в диапазоне между ≥80°C и ≤120°C. Это обеспечивает хорошее соединение между отдельными пленками.
Готовая пластина или готовый многослойный пластиковый несущий материал может затем предпочтительно равномерно охлаждаться до комнатной температуры. Это осуществляется, например, при помощи охлажденного воздухом ролика в двухленточном прессе. После этого может при необходимости осуществляться дальнейшая резка по размеру и укладка в штабель.
Далее краевые области панели могут быть структурированы или профилированы, для того чтобы предусматривать в частности разъемные соединительные элементы. В этом отношении при профилировании может быть согласно изобретению предусмотрено, что при помощи подходящих, снимающих материал инструментов, по меньшей мере, в области кромок декоративной панели выполняется декоративный и/или функциональный профиль. При этом под “функциональным профилем” следует понимать, например, выполнение профиля паза и/или гребня на кромке, для того чтобы выполнять декоративные панели с возможностью соединения друг с другом выполненными профилями. В частности, при профилях паза и/или гребня предпочтительны при этом упругие материалы, так как при помощи них могут создаваться исключительно такие профили, которые наиболее просты в обращении и устойчивы. Так в частности не требуются дальнейшие материалы, для того чтобы создавать соединительные элементы. Многослойный пластиковый несущий материал может при этом создавать условия для предоставления панелей, которые имеют прочность соединения согласно ISO 24334 для раскрытия шва в 0,2 мм в ≥2,0 кН/м, предпочтительно ≥4,0 кН/м, в продольном направлении и в ≥2,5 кН/м, предпочтительно ≥4,5 кН/м, в поперечном направлении.
Согласно дальнейшему варианту осуществления изобретения может быть предусмотрено, что многослойный пластиковый несущий материал подвергается после шага спрессовывания температурному шагу или шагу термообработки. Вследствие этого предпочтительно может достигаться то, что усадка многослойного пластикового несущего материала значительно сокращается. В частности, может вследствие этого достигаться то, что усадка многослойного пластикового несущего материала сокращается до значения ≤0,25% при 80°C в течение 6 часов согласно ISO 23999. Под “температурным процессом” следует понимать при этом согласно изобретению то, что спрессованный многослойный пластиковый несущий материал охлаждается до температуры ≤45°C, предпочтительно ≤40°C, в частности ≤35°C, и затем нагревается до температуры выше температуры TG стеклования пластика пластикового несущего материала. Предпочтительно многослойный пластиковый несущий материал нагревается при этом до температуры в диапазоне между ≥90°C и ≤110°C. Согласно варианту осуществления изобретения многослойный пластиковый несущий материал нагревается при этом в течение промежутка времени от 0,5 до 5 минут, предпочтительно от 1 до 4 минут, в частности от 1,5 до 3 минут, до температуры выше температуры стеклования пластика, в частности до температуры в диапазоне между ≥90°C и ≤110°C.
Нагрев в рамках вышеописанного температурного процесса может при этом осуществляться, например, при помощи инфракрасных излучателей, в частности NIR-излучателей (излучателей в ближней инфракрасной области спектра), микроволнового излучения, причем может быть в частности предусмотрено то, что облучение соответствующими излучателями осуществляется с верхней стороны, а также с нижней стороны, предпочтительно одновременно, многослойного пластикового несущего материала. Предусматриваемый температурный шаг может при этом осуществляться в любой, расположенной за спрессовыванием пакета пленок на шаге c) точке.
Для окончательного изготовления декоративной панели с использованием многослойного пластикового несущего материала может быть согласно данному изобретению предусмотрено, что при необходимости наносится подложка декора, по меньшей мере, на частичную область или на всю поверхность носителя.
Далее соответствующий изобретению способ может иметь дополнительные шаги:
h) структурирование защитного слоя; и
i) обработка носителя для электростатической разрядки и при необходимости для электростатической зарядки, по меньшей мере, перед одним из вышеуказанных шагов способа.
Неожиданно было обнаружено, что благодаря вышеописанному способу можно создавать условия для наиболее предпочтительного изготовления, в частности, носителя стенной или напольной панели. При этом способ может быть наиболее предпочтителен благодаря использованию несущего материала, как было подробно описано выше.
Согласно изобретению может быть предусмотрено то, что декоративный слой на шаге e) наносится при помощи способа прямой печати на носитель или закрепляется в виде предварительно изготовленного декоративного слоя на носителе. Для изготовления готовой панели способ может включать в себя дальнейшие шаги способа, для того чтобы снабжать носитель декором или покрывать его защитным слоем. При этом последующие шаги выполняются предпочтительно непосредственно с изготовленным полосовидным носителем или сердечником. Однако изобретением охвачено также одновременно то, что полосовидный носитель или сердечник сначала перед одним из подходящих шагов e) и/или f) способа разделяется на множество пластинообразных носителей, и/или пластинообразный носитель обрабатывается далее посредством соответствующих последующих шагов способа. Последующие разъяснения относятся к обеим альтернативам соответственно.
Далее при необходимости сначала, например, перед шагом e) способа может осуществляться предварительная обработка носителя для электростатической разрядки и при необходимости для последующей электростатической зарядки. Это может служить в частности для того, чтобы предотвращать возникновение размытости в ходе нанесения декора.
Согласно варианту осуществления изобретения может быть предусмотрено, что пред шагом e) способа наносится подложка декора, по меньшей мере, на частичную область носителя. Например, может сначала наноситься грунтовка в частности для способа печати в качестве подложки декора, например, с толщиной от ≥10 мкм до ≤60 мкм. При этом в качестве грунтовки (праймер) может использоваться жидкая, отверждающаяся излучением смесь на основе уретана или уретанового акрилата, при необходимости с одним иди несколькими фотоинициаторами, реакционноспособным разбавителем, ультрафиолетовым стабилизатором, реологическим средством, таким как загуститель, поглотитель радикалов, средство улучшения текучести, антивспениватель или консервант, пигментом и/или красителем.
Наряду с использованием грунтовки возможно наносить декор на снабжаемую соответствующим декором посредством печати декоративную бумагу, которая, например, при помощи нанесенного заранее на носитель слоя смолы может быть предусмотрена в качестве соединительного средства. Подобная печатная подложка подходит как для флексографической печати, офсетной печати или трафаретной печати, так и в частности для технологий цифровой печати, как например струйных способов или способов лазерной печати. Для нанесения слоя смолы может быть предпочтительно предусмотрено, что наносится смоляной состав, который в качестве компонента смолы имеет, по меньшей мере, одно соединение, выбранное из группы, состоящей из меламиновой смолы, формальдегидной смолы, аминоальдегидной смолы, фенольной смолы, эпоксидной смолы, ненасыщенной полиэфирной смолы, диаллилфталата или их смесей. При этом смоляной состав может наноситься, например, в количестве между ≥5 г/м2 и ≤40 г/м2, предпочтительно ≥10 г/м2 и ≤30 г/м2. Далее может бумага или нетканый материал с граммажем между ≥30 г/м2 и ≤80 г/м2, предпочтительно ≥40 г/м2 и ≤70 г/м2, наноситься на пластинообразный носитель.
Кроме того, может быть предусмотрено, что декор наносится при помощи частично или полностью отпечатанной декоративной пленки или декоративного тонкого листа на носитель. Декоративной пленкой или декоративным тонким листом может быть при этом, например, снабженная декором посредством печати пластиковая пленка на основе термопласта, такого как полиэтилентерефталат, полиэтилен, полипропилен, полистирол или поливинилхлорид. Предпочтительно, говоря о термопласте, речь идет о таком термопласте, который обладает хорошими характеристиками присоединения к материалу слоя A, так что декоративная пленка может без нанесения клеевого слоя термически закрепляться или ламинироваться на носителе.
Альтернативно может быть предусмотрено, что декоративная пленка или декоративный тонкий лист наносится при помощи лака, в частности отверждаемого излучением лака, на соответствующий изобретению несущий материал и соответственно закрепляется на нем.
Далее согласно шагу e) способа может осуществляться нанесение декоративного слоя, то есть имитирующего декоративный образец декора, по меньшей мере, на частичную область носителя. При этом декор может наноситься посредством так называемой прямой печати. Под понятием “прямая печать” понимается согласно изобретению нанесение декора прямо на носитель панели или на нанесенный на носитель и неотпечатанный слой волокнистого материала или подложку декора. Могут использоваться различные технологии печати, как например флексографическая печать, офсетная печать или трафаретная печать. В частности, в качестве технологий цифровой печати могут использоваться, например, струйные способы или способы лазерной печати.
Декоративные слои могут далее выполняться из отверждаемой в частности излучением краски и/или туши. Например, может использоваться отверждаемая ультрафиолетом краска или тушь.
При этом декоративные слои могут наноситься в каждом случае с толщиной в диапазоне от ≥5 мкм до ≤10 мкм.
Кроме того, может быть предусмотрено наносить наряду с положительным в отношении цвета и/или структуры рисунком далее также соответствующий отрицательный рисунок образца декора. В частности, как известно, например, из положительного морения и соответственно отрицательного морения для древесных материалов, цветовое восприятие, например, свилеватой текстуры древесины может благодаря использованию цифровых данных инвертироваться, так что в отношении цвета или в частности более светлых или более темных областей возникает негатив. То же самое возможно наряду с цветовым восприятием также для нанесенной структуры, так что также в отношении структурного исполнения может реализовываться негатив. Также подобные эффекты могут на основе цифровых трехмерных данных легко и без задержек или перестроек интегрироваться в процесс изготовления.
Согласно шагу f) способа может быть предусмотрено нанесение защитного слоя, в частности износного защитного слоя, по меньшей мере, на частичную область декора. Подобный слой для защиты нанесенного декора может наноситься в частности в виде износного или покровного слоя выше декоративного слоя на последующем шаге способа, который защищает в частности декоративный слой от износа или повреждения грязью, воздействием влаги или механическими воздействиями, как например истиранием. Например, может быть предусмотрено, что износный и/или покровный слой в виде предварительно изготовленного оверлейного слоя, например на основе меламина, накладывается на отпечатанный носитель и соединяется с ним посредством воздействия давления и/или тепла. Далее предпочтительным может быть то, что для образования износного и/или покровного слоя наносится также отверждаемый излучением состав, как например отверждаемый излучением лак, такой как акриловый лак. При этом может быть предусмотрено, что износный слой имеет твердые материалы, как например нитрид титана, карбид титана, нитрид кремния, карбид кремния, карбид бора, карбид вольфрама, карбид тантала, оксид алюминия (корунд), оксид циркония или их смеси, для того чтобы повышать износостойкость слоя. При этом нанесение может осуществляться, например, при помощи валков, таких как резиновые валки, или при помощи разливочных устройств.
Далее покровный слой может сначала частично отверждаться, и после этого выполняется окончательное лакирование уретановым акрилатом и окончательное отверждение, например, при помощи излучателя галлия.
Кроме того, покровный и/или износный слой может иметь средства для уменьшения статического (электростатического) заряда конечного ламината. Например, может быть предусмотрено для этого то, что покровный и/или износный слой имеет такие соединения, как например холинхлорид. Антистатик может при этом содержаться, например, в концентрации между ≥0,1 весового процента и ≤40,0 весовых процентов, предпочтительно между ≥1,0 весового процента и ≤30,0 весовых процентов, в покровном слое и/или составе для образования износного слоя.
Далее может быть предусмотрено, что в защитном слое или износном или покровном слое выполняется структурирование, в частности совпадающее с декором структурирование поверхности, посредством выполнения пор. При этом может быть предусмотрено, что несущая пластина уже имеет структурирование, и выравнивание печатного инструмента для нанесения декора и несущей пластины друг относительно друга осуществляется в зависимости от зарегистрированного оптическими способами структурирования несущей пластины. Для выравнивания печатного инструмента и несущей пластины друг относительно друга может быть при этом предусмотрено, что необходимое для выравнивания относительное движение между несущей пластиной и печатным инструментом друг относительно друга осуществляется посредством смещения несущей пластины или посредством смещения печатного инструмента. Далее может быть предусмотрено, что осуществляется структурирование декоративной панели после нанесения покровного и/или износного слоя. Для этого может быть предпочтительно предусмотрено, что в качестве покровного и/или износного слоя наносится отверждаемый состав, и процесс отверждения происходит только в той степени, что осуществляется лишь частичное отверждение покровного и/или износного слоя. В отвержденном таким образом частично слое тиснится при помощи подходящих инструментов, как например твердосплавного структурированного валка или штампа, необходимая структура поверхности. При этом тиснение осуществляется в согласовании с нанесенным декором. Для обеспечения достаточного согласования выполняемой структуры с декором может быть предусмотрено, что несущая пластина и инструмент для тиснения выравниваются посредством соответствующих относительных движений друг относительно друга. После выполнения необходимой структуры в частично отвержденном покровном и/или износном слое происходит дальнейшее отверждение структурированного теперь покровного и/или износного слоя.
При этом может быть также предусмотрено то, что структурирование поверхности создается при помощи способа изготовления структуры на поверхности, при котором сначала наносится жидкий грунтовой слой на поверхность заготовки, и затем множество капель напыляются в еще жидкий грунтовой слой таким образом, что толщина грунтового слоя в тех местах, где напыляются капли, изменяется. При этом благодаря напылению капель в нанесенный перед этим, жидкий грунтовой слой выполняются в нем углубления. В завершение осуществляется фиксация жидкого грунтового слоя. Она может осуществляться в зависимости от материала грунтового слоя термически или при помощи электромагнитного излучения.
Согласно варианту осуществления изобретения может быть предусмотрено, что износный защитный слой на шаге f) наносится в виде жидкого слоя на декоративный слой и на нем отверждается для образования износного защитного слоя или наносится в виде предварительно изготовленного износного защитного слоя на декоративный слой. Предварительно изготовленный износный защитный слой может при этом образовываться, например, пленкой. Износный защитный слой может иметь уменьшающие истирание компоненты. Такими уменьшающими истирание компонентами могут быть, например, твердые материалы, такие как корунд, по отдельности или в комбинации с твердыми материалами меньшей твердости, как например стеклянным боем или стеклянными шариками.
Кроме того, на противоположную декоративной стороне сторону может наноситься стабилизирующий слой.
Вышеописанный температурный шаг может осуществляться согласно варианту осуществления изобретения, в частности, после вышеописанного шага g) или h) способа. В частности, может быть предусмотрено, что полученная после завершения шага g) или h), декорированная в этом случае пластина, имеющая соответствующий изобретению пластиковый несущий материал, сначала разделяется на поверхности, для того чтобы получать отдельные декоративные панели, которые подвергаются затем профилированию, по меньшей мере, двух из кромок панелей, для того чтобы выполнять ответные средства фиксации, при помощи которых панели могут соединяться друг с другом. Температурный шаг может осуществляться в этом случае предпочтительно только после разделения и/или после профилирования панели. Наличие температурного шага у уже профилированной панели представляет собой при этом наиболее предпочтительный вариант осуществления.
Изобретение дополнительно разъяснено в дальнейшем на основе чертежей, а также примера осуществления. На чертежах показано:
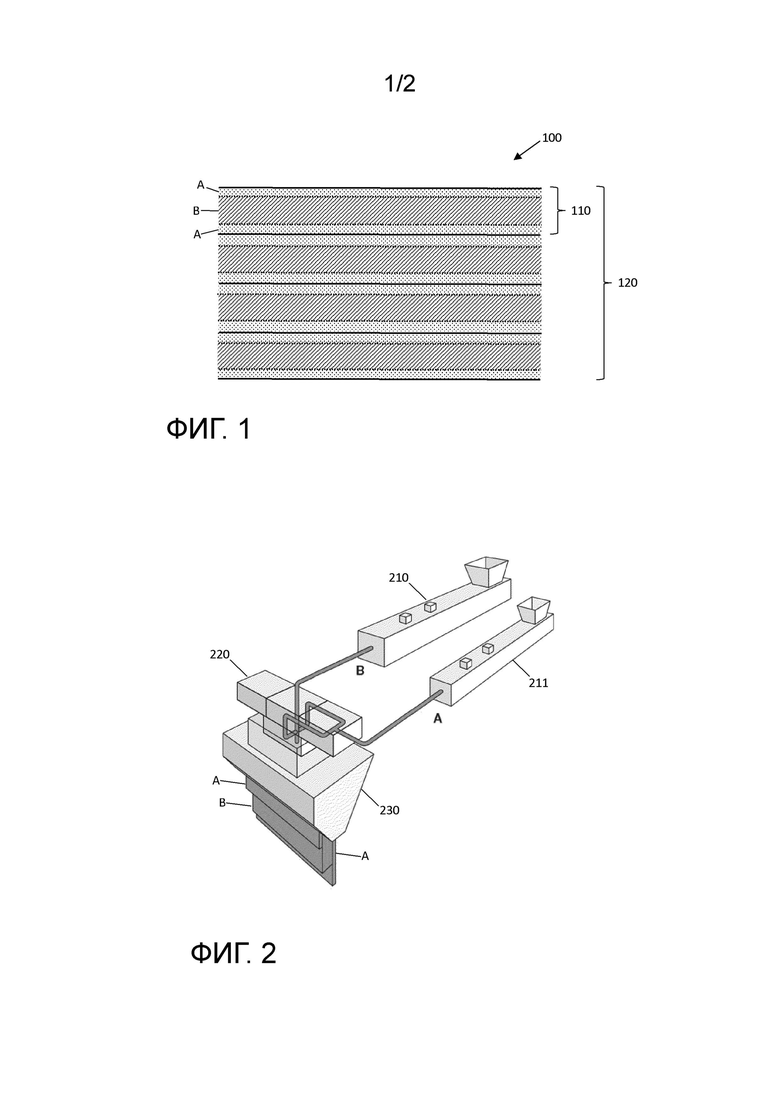
фиг.1 - схематичное изображение варианта осуществления предусмотренного в соответствующей изобретению декоративной панели многослойного пластикового несущего материала;
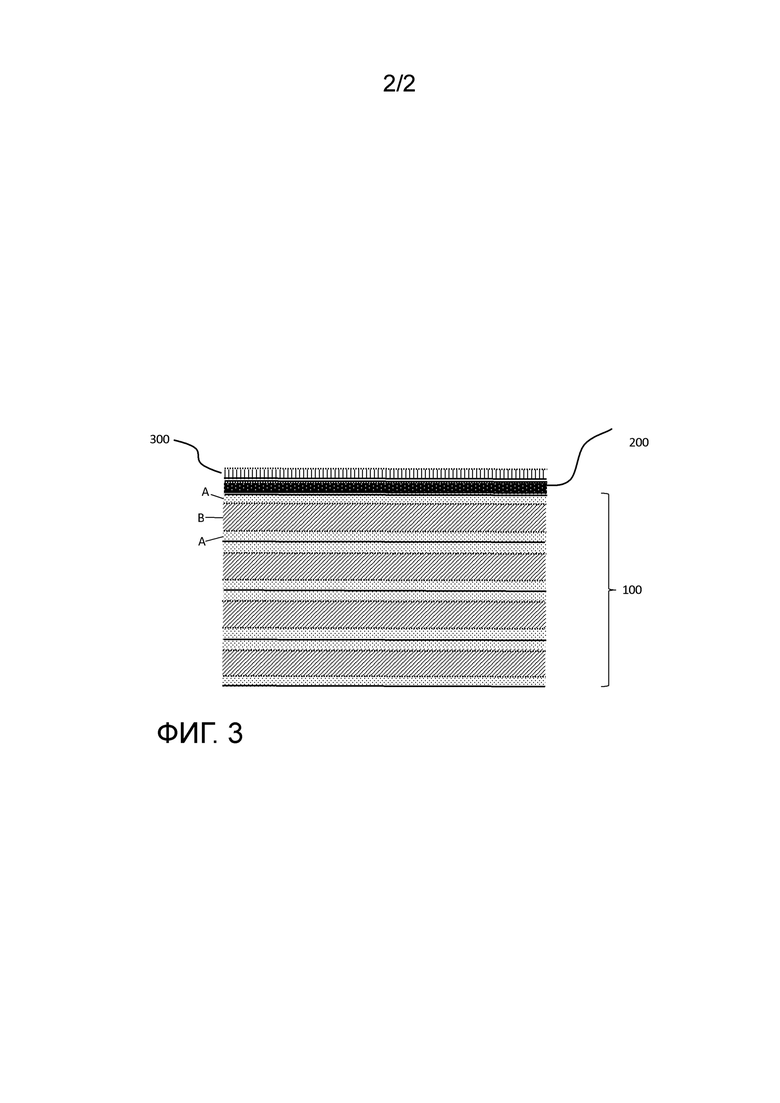
фиг.2 - ход способа изготовления пленкообразного слоистого композита с последовательностью A-B-A слоев для предусмотренного в соответствующей изобретению декоративной панели многослойного пластикового несущего материала; и
фиг.3 - схематичное изображение слоистой структуры варианта осуществления соответствующей изобретению декоративной панели.
Фиг.1 показывает схематичное изображение варианта осуществления соответствующего изобретению многослойного пластикового несущего материала 100. Многослойный пластиковый несущий материал 100 имеет множество N последовательностей 110 слоев A-B-A. В показанном схематичном варианте осуществления количество последовательностей A-B-A слоев составляет 4 (N=4). В общем, количество последовательностей 110 слоев A-B-A может находиться между 3 и 250 (250≥N≥2). Слой A имеет первый термопласт, а слой B второй термопласт. Первым термопластом является предпочтительно чистый (первичный) пластик, а вторым пластиком переработанный пластик. Предпочтительно, говоря о термопластах, речь идет о полиэтилентерефталатах. Они имеются в распоряжении в частности в виде вторичного пластикового сырья (рециклата) в большом количестве из переработки упаковок продуктов питания. Предпочтительно, говоря о термопласте слоя A, речь идет о гликоль-модифицированном полиэтилентерефталате (PET-G). Было неожиданно обнаружено, что гликоль-модифицированный PET может действовать в качестве герметизирующего или клеевого слоя между слоистыми композитами A-B-A. Последовательность 110 слоев A-B-A может иметь в целом толщину слоя между 100 мкм и 2000 мкм. При этом может быть предусмотрено, что толщина слоя B составляет между ≥100% и ≤3000% толщины слоя A. Другими словами слой B может иметь такую же толщину слоя как и слой A или быть до 30 раз толще, чем слой A. В частности, может быть предусмотрено, что преобладающая часть общей толщины слоя слоистого композита A-B-A обеспечивается слоем B. Так, например, может быть предусмотрено, что толщина слоя B обеспечивает ≥50% общей толщины слоя слоистого композита A-B-A, предпочтительно ≥60%, в частности ≥70% и наиболее предпочтительно ≥90% общей толщины слоя. Говоря о термопласте слоя B, речь может предпочтительно идти о модифицированном наполнителями, как например тальком, пластике, в частности о PET. Соответствующий изобретению многослойный пластиковый несущий материал 100 может выполняться посредством наслоения друг на друга пленкообразных слоистых композитов 110 в пакет 120 пленок, который затем под воздействием давления и температуры спрессовывается друг с другом. Предусматриваемое во время спрессовывания давление может находиться согласно изобретению в диапазоне от ≥0,5 МПа до ≤25 МПа, предпочтительно в диапазоне от ≥1 МПа до ≤15 МПа. Целевая температура в сердцевине пакета пленок может устанавливаться предпочтительно в диапазоне между ≥65°C и ≤140°C, в частности в диапазоне между ≥80°C и ≤120°C. Это обеспечивает хорошее соединение между отдельными трехслойными пленкообразными слоистыми композитами 110. Для процесса прессования может быть предусмотрен предварительный нагрев трехслойных пленкообразных слоистых композитов 110, например, до ≥80°C и ≤135°C. Подходящими источниками тепла для этого могут быть, например, нагретый ролик, горячий воздух, инфракрасный излучатель, в частности излучатель в ближней инфракрасной области спектра или микроволновой излучатель или их комбинация. Спрессовывание может осуществляться, например, в двухленточном прессе, так что в непрерывном процессе создается бесконечный материал. Перед укладыванием пленкообразных слоистых композитов 110 в пакет 120 пленок может быть предусмотрено, что открытые поверхности слоя A предварительно обрабатываются коронным разрядом. После спрессовывания пакета 120 пленок в соответствующий изобретению многослойный пластиковый несущий материал он может охлаждаться и разрезаться по необходимому размеру.
Фиг.2 показывает ход способа изготовления пленкообразного слоистого композита с последовательностью A-B-A слоев для соответствующего изобретению многослойного пластикового несущего материала. Согласно изобретению может быть предусмотрено, что пленкообразный слоистый композит с последовательностью A-B-A слоев изготавливается соэкструзией при помощи питающего блока 220 и плоскощелевого сопла 230. При этом могут использоваться, например, два равнонаправленных двухчервячных экструдера 210, 211. Основной экструдер 210 может при этом использоваться для изготовления материала среднего слоя B, и может быть предусмотрено, что он имеет два боковых подвода. Эти боковые подводы могут служить для добавления наполнителей. Второй двухчервячный экструдер 211 может использоваться для изготовления термопласта для обоих слоев типа A. Также он может иметь боковые подводы, для того чтобы делать возможным добавление дальнейших компонентов. Для того чтобы была возможность удалять имеющуюся при необходимости влагу и/или мономеры из расплавов полиэфиров в экструдере, может быть предусмотрено устанавливать у обоих двухчервячных экструдеров высоковакуумную систему вентиляции. Полимерные расплавы обоих экструдеров 210, 211 могут отдельно друг от друга проводиться в питающий блок 220. В то время как расплав из основного экструдера 210 образует средний слой типа B, материал из соэкструдера 211 проводится выше и ниже среднего слоя B и образует внешние слои типа A. Трехслойный расплав может затем проводиться через плоскощелевое сопло 230. При помощи него достигается равномерное распределение слоев по общей необходимой ширине пленки. Для происходящего после этого процесса охлаждения могут использоваться различные варианты. Охлаждение расплава может осуществляться, например, при помощи системы каландровых валов (гладильного каландра). Может также использоваться охлаждающий валок. При этом расходомер воздуха и вакуумная камера могут обеспечивать равномерное прилегание расплава к охлаждающему валку.
Фиг.3 показывает схематичное изображение слоистой структуры варианта осуществления соответствующей изобретению декоративной панели. Декоративная панель имеет несущую пластину 100. Несущая пластина 100 имеет многослойную слоистую структуру с множеством N последовательностей слоев типа A-B-A. Слой A имеет первый термопласт. Слой B имеет второй, отличающийся от термопласта слоя A термопласт. Предпочтительно слой B имеет наряду с термопластом наполнитель. Согласно изобретению N находится между ≥3 и ≤250. На несущей пластине 100 расположен декоративный слой 200. Декоративный слой 200 может быть при этом нанесен предпочтительно при помощи способа прямой печати на несущую пластину 100 с опциональным предварительным нанесением печатной подложки или грунтовки. Выше декоративного слоя 200 расположен износный защитный слой 300.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
100 многослойный пластиковый несущий материал
110 пленкообразный слоистый композит с последовательностью A-B-A слоев
120 пакет (штабель) пленок
200 декоративный слой
210 двухчервячный экструдер/основной экструдер
211 двухчервячный экструдер/соэкструдер
220 питающий блок
230 плоскощелевое сопло
300 износный защитный слой
A первый термопластичный пластиковый слой
B второй термопластичный пластиковый слой
Изобретение относится к области строительных отделочных материалов - стенной, потолочной или напольной панели - и касается декоративной панели с несущей пластиной из многослойного пластикового несущего материала с множеством N последовательностей слоев типа A-B-A, причем слой A имеет первый термопласт, а слой B – второй, отличающийся от термопласта слоя A, термопласт, и причем N находится между ≥3 и ≤250. Изобретение обеспечивает создание декоративной стенной, потолочной или напольной панели с улучшенной устойчивостью к влажности, в частности с уменьшенным разбуханием из-за влаги или нагрева, а также с хорошими механическими свойствами и улучшенной обрабатываемостью. 2 н. и 14 з.п. ф-лы, 3 ил.
1. Декоративная панель, включающая в себя несущую пластину (100), расположенный на несущей пластине (100) декоративный слой (200), расположенный выше декоративного слоя (200) износный защитный слой (300), а также в виде опции соответствующие средства фиксации по меньшей мере на двух боковых кромках панели,
отличающаяся тем, что несущая пластина (100) имеет многослойную слоистую структуру с множеством N последовательностей слоев типа A-B-A, причем слой A имеет первый термопласт, а слой B – второй, отличающийся от термопласта слоя A, термопласт и причем N находится между ≥3 и ≤250.
2. Декоративная панель по п.1, причем последовательность (110) слоев A-B-A имеет в целом толщину слоя между 100 мкм и 2000 мкм.
3. Декоративная панель по п.1 или 2, причем термопласт слоя B имеет аморфный термопласт.
4. Декоративная панель по п.3, причем доля аморфного термопласта в слое B находится в диапазоне между ≥10 вес. % и ≤100 вес. % относительно доли полимера слоя B.
5. Декоративная панель по любому из пп.1-4, причем слой B имеет наряду с термопластом наполнитель, причем наполнитель выбран предпочтительно из группы, состоящей из мела, не асбестового силиката, предпочтительно силиката магния, древесной муки, керамзита, вулканического пепла, пемзы, пористого бетона, имеющего, в частности, неорганические пены, целлюлозу или порообразователь.
6. Декоративная панель по п.5, причем доля наполнителя находится в диапазоне между ≥1 вес. % и ≤60 вес. % относительно общей массы образующего слой B материала.
7. Декоративная панель по любому из пп.1-6, причем термопласт слоя A имеет гликоль-модифицированный полиэтилентерефталат (PET-G).
8. Декоративная панель по п.7, причем доля гликоль-модифицированного полиэтилентерефталата находится в диапазоне между ≥2 вес. % и ≤10 вес. % относительно термопласта слоя A.
9. Декоративная панель по любому из пп.1-8, причем толщина слоя B составляет от 100% до 3000% толщины слоя A.
10. Способ изготовления декоративной панели с носителем из многослойного пластикового несущего материала (100), включающий в себя шаги:
a) изготовление первого пленкообразного слоистого композита с последовательностью (110) слоев A-B-A, причем слой A имеет первый термопласт, а слой B – второй термопласт;
b) укладывание друг на друга множества N первых пленкообразных слоистых композитов (110) с последовательностью A-B-A слоев в пакет (120) слоев, причем 250≥N≥3, предпочтительно 250≥N≥3, предпочтительно 125≥N≥5, наиболее предпочтительно 100≥N≥10;
c) спрессовывание пакета (120) слоев под воздействием давления и температуры; и
d) охлаждение спрессованного пакета (120) слоев для предоставления несущей пластины (100);
e) нанесение декоративного слоя (200) по меньшей мере на частичную область полученной на шаге d) несущей пластины (100);
f) нанесение износного защитного слоя (300) по меньшей мере на частичную область декоративного слоя (200).
11. Способ по п.10, причем декоративный слой на шаге e) наносится при помощи способа прямой печати на несущую пластину (100) или закрепляется в виде предварительно изготовленного декоративного слоя на несущей пластине (100).
12. Способ по п.10 или 11, причем износный защитный слой на шаге f) наносится в виде жидкого слоя на декоративный слой и на нем отверждается для образования износного защитного слоя или наносится в виде предварительно изготовленного износного защитного слоя на декоративный слой.
13. Способ по любому из пп.10-12, причем по меньшей мере часть пленкообразных слоистых композитов (110) с последовательностью A-B-A слоев растягивается по двум осям перед укладыванием в пакет (120) слоев.
14. Способ по любому из пп.10-13, причем пленкообразные слоистые композиты (100) с последовательностью A-B-A слоев укладываются ортогонально относительно друг друга при их складывании в пакет (120) слоев.
15. Способ по любому из пп.10-14, причем способ после шага d) и/или e) прерывается, и полученный на шагах d) и/или e) продукт временно хранится в качестве полуфабриката перед продолжением способа.
16. Способ по любому из пп.10-15, причем многослойный пластиковый несущий материал охлаждается после шагов c), e) или f) до температуры ≤40°C и затем нагревается до температуры выше температуры стеклования пластика, в частности до температуры в диапазоне между ≥90°C и ≤110°C.
| Способ разработки горных пород и грунтов бульдозером параллельными траншеями | 2019 |
|
RU2722189C1 |
| EP 3037276 A1, 29.06.2016 | |||
| US 2002187314 A1, 12.12.2002 | |||
| US 6888147 B1, 03.05.2005. | |||

