Настоящее изобретение относится к устройству электродуговой печи,
- причем устройство электродуговой печи имеет подъемную станину,
- причем устройство электродуговой печи имеет качающуюся раму, в которой размещен ковш для жидкого металла,
- причем качающаяся рама может позиционироваться на верхней стороне подъемной станины, так что она, в зависимости от состояний управления блоков гидравлических цилиндров подъемной станины и опор подъемной станины, либо позиционирована на опорах, либо поднимается равномерно или неравномерно посредством блоков гидравлических цилиндров.
Подобное устройство электродуговой печи является общеизвестным.
Устройство электродуговой печи уровня техники в нормальном режиме функционирует следующим образом: качающаяся рама опускается на опоры и позиционируется на них. Опоры в этом состоянии сложены. В этом состоянии в ковше для жидкого металла в контейнере осуществляется загрузка и расплавление металла. Когда расплавление закончено, разливочный ковш вставляется в так называемую разливочную вагонетку. Разливочная вагонетка с разливочным ковшом подъезжает к качающейся раме. Качающаяся рама посредством блоков гидравлических цилиндров поднимается, опоры откидываются, и находящийся в ковше для жидкого металла расплав металла выпускается в разливочный ковш. Качающаяся рама с этой целью посредством блоков гидравлических цилиндров неравномерно опускается (опрокидывается). Разливочная вагонетка отъезжает от качающейся рамы, качающаяся рама посредством блоков гидравлических цилиндров поднимается, и описанный цикл начинается снова.
Время от времени качающуюся раму нужно, включая ковш для жидкого металла, удалять из области над подъемной станиной, например для проведения работ по техническому обслуживанию на подъемной станине или на качающейся раме. В этом случае на разливочной вагонетке размещаются опоры. Разливочная вагонетка вместе с опорами заезжает под качающуюся раму. Качающаяся рама с помощью блоков гидравлических цилиндров поднимается с опор подъемной станины, опоры подъемной станины откидываются, и качающаяся рама посредством соответствующего управления блоками гидравлических цилиндров равномерно опускается, так что она позиционируется на опорах разливочной вагонетки. Затем разливочная вагонетка с качающейся рамой отъезжает из зоны подъемной станины. Последующее повторное помещение качающейся рамы на подъемную станину осуществляется в обратном порядке.
Дополнительно к нормальному режиму и режиму технического обслуживания существует аварийный режим. Аварийный режим должен выполняться, если в состоянии, в котором опоры подъемной станины откинуты, возникает неисправность по меньшей мере одного блока гидравлического цилиндра, так что соответствующий блок гидравлического цилиндра больше не в состоянии принимать приходящуюся на него долю веса качающейся рамы. В этом случае на разливочной вагонетке размещается аварийное подъемное устройство. Разливочная вагонетка с аварийным подъемным устройством подъезжает под качающуюся раму, и качающаяся рама приподнимается посредством аварийного подъемного устройства, так что опоры подъемной станины могут складываться. Затем качающаяся рама посредством соответственно скоординированного управления исправными блоками гидравлических цилиндров и аварийным подъемным устройством опускается на опоры подъемной станины. В этом состоянии затем выполняется смена или ремонт дефектного блока гидравлического цилиндра подъемной станины.
Разливочная вагонетка должна проектироваться довольно большой, так как она в случае технического обслуживания должна быть в состоянии позиционировать всю качающуюся раму, включая ковш для жидкого металла. В частности, разливочная вагонетка должна быть спроектирована значительно большей, чем вагонетка для разливочного ковша, которая требуется для позиционирования разливочного ковша. Как правило, разливочная вагонетка имеет такие размеры, что разливочный ковш с разливочной вагонеткой невозможно перемещать непосредственно на позицию обработки, которая в процессе разливки металла размещена за устройством электродуговой печи. По этой причине разливочный ковш после выпуска металлического расплава отводится с помощью разливочной вагонетки на участок перебазирования и там посредством соответствующего устройства перемещения перегружается с разливочной вагонетки на вагонетку для разливочного ковша.
Способ действий согласно уровню техники является неоптимальным в различных аспектах.
Например, требуются две вагонетки, а именно разливочная вагонетка и вагонетка для разливочного ковша. Разливочная вагонетка требуется для того, чтобы иметь возможность удалить качающуюся раму из зоны над подъемной рамой. Вагонетка для разливочного ковша требуется, чтобы иметь возможность перемещения к участку обработки, следующему в процессе разливки металла. Кроме того, перегрузка разливочного ковша с разливочной вагонетки на вагонетку для разливочного ковша требует определенного времени, так что производительность всей установки ниже оптимальной. Кроме того, в аварийном режиме удаление качающейся станины из зоны над подъемной станиной часто задерживается, так как разливочную вагонетку сначала требуется переместить к участку перебазирования, там разливочный ковш должен перегружаться на вагонетку для разливочного ковша, и затем аварийное подъемное устройство должно закрепляться на разливочной вагонетке. Также аварийное подъемное устройство должно предоставляться в распоряжение как таковое.
Задача настоящего изобретения состоит в том, чтобы создать устройство электродуговой печи, которое может изготавливаться более экономично, а также эксплуатироваться более экономично и эффективно. Кроме того, качающаяся рама должна в аварийном случае быстро удаляться из зоны над подъемной станиной.
Эта задача решается посредством устройства электродуговой печи с признаками пункта 1 формулы изобретения. Предпочтительные формы выполнения соответствующего изобретению устройства электродуговой печи являются предметом зависимых пунктов 2-10.
В соответствии с изобретением предусмотрено, что устройство электродуговой печи вышеупомянутого типа выполнено таким образом,
- что под качающейся рамой размещены две поперечины, на которых размещено соответственно по одному рельсу, и
- что на качающейся раме размещены колеса, и качающаяся рама посредством соответствующего управления блоками гидравлических цилиндров и опорами может устанавливаться колесами на рельсы, так что качающаяся рама после установки на рельсы может выезжать в направлении выхода из зоны над подъемной станиной.
С колесами может быть ассоциирован по меньшей мере один размещенный на качающейся раме привод. В качестве альтернативы качающаяся рама через устройство цепной или тросовой тяги может быть соединена со стационарным относительно поперечин приводом.
В предпочтительном выполнении настоящего изобретения поперечины выполнены как бетонная стена.
Как правило, устройство электродуговой печи имеет рабочую площадку печи, которая в состоянии, в котором качающаяся рама позиционирована на опорах, примыкает к качающейся раме на противоположной направлению выхода стороне качающейся рамы. Что касается рабочей площадки печи, то возможны различные выполнения.
Так, например, возможно, что рабочая площадка печи по отношению к поперечинам размещена стационарно. В этом случае устройство электродуговой печи предпочтительно имеет платформу для обслуживания, которая в состоянии, в котором качающаяся рама выведена из зоны над подъемной станиной, между рабочей площадкой печи и качающейся рамой, имеет возможность установки на рельсы и перемещения по рельсам.
В качестве альтернативы возможно, что рабочая площадка печи имеет колеса, посредством которых она в состоянии, в котором качающаяся рама выведена из зоны над подъемной станиной, в виде единого блока может перемещаться по рельсам.
Вновь в качестве альтернативы возможно, что рабочая площадка печи имеет первую и вторую часть рабочей площадки, что первая часть рабочей площадки по отношению к поперечинам размещена стационарно и что вторая часть рабочей площадки размещена между качающейся рамой и первой частью рабочей площадки и имеет колеса, посредством которых вторая часть рабочей площадки в состоянии, в котором качающаяся рама выведена из зоны над подъемной станиной, может перемещаться по рельсам.
Как уже упомянуто, устройство электродуговой печи имеет вагонетку для разливочного ковша, в которую может вставляться разливочный ковш. Разливочный ковш обычно выполняется с такими размерами, что расплав металла, находящийся в ковше для жидкого металла, может выпускаться в разливочный ковш. На основе соответствующей изобретению реализации подвижности качающейся рамы является возможным проектировать вагонетку для разливочного ковша таким образом, что она, после выпуска металлического расплава в разливочный ковш, с вставленным разливочным ковшом может перемещаться к участку обработки для металлического расплава, размещенному после устройства электродуговой печи в процессе разливки металла. Кроме того, вагонетка для разливочного ковша может быть спроектирована таким образом, что она не пригодна для приема качающейся рамы. Вагонетка для разливочного ковша может, таким образом, проектироваться так, как это является обычным для вагонеток для разливочного ковша согласно уровню техники.
Вышеописанные свойства, признаки и преимущества настоящего изобретения, а также способ, каким это достигается, можно легче понять из последующего описания примеров выполнения, которые поясняются со ссылками на чертежи, на которых показано следующее:
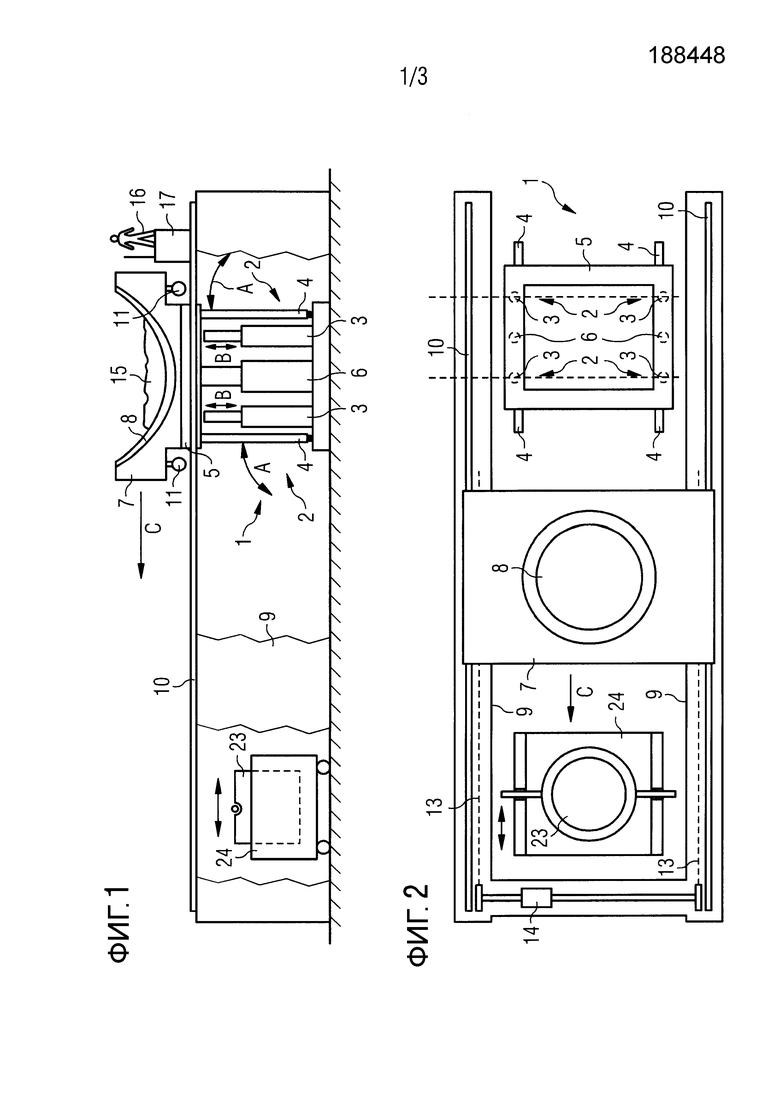
фиг.1 - устройство электродуговой печи на виде сбоку,
фиг.2 - устройство электродуговой печи по фиг.1 на виде сверху,
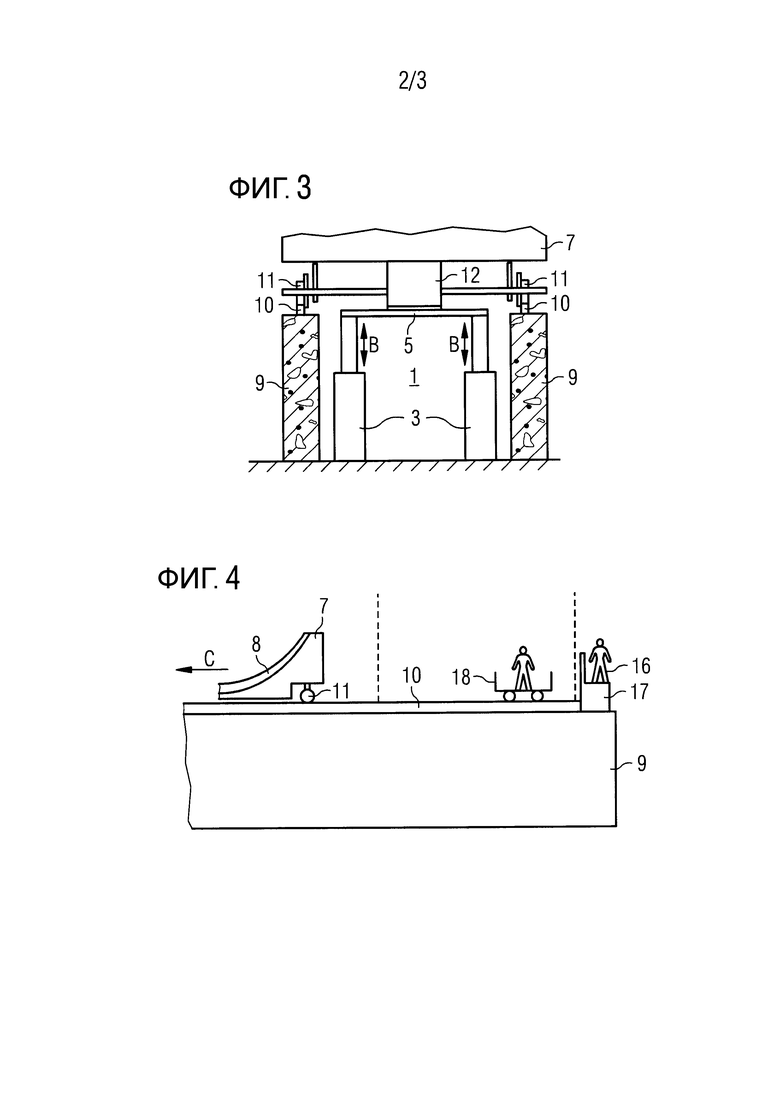
фиг.3 - устройство электродуговой печи по фиг.1 на виде спереди,
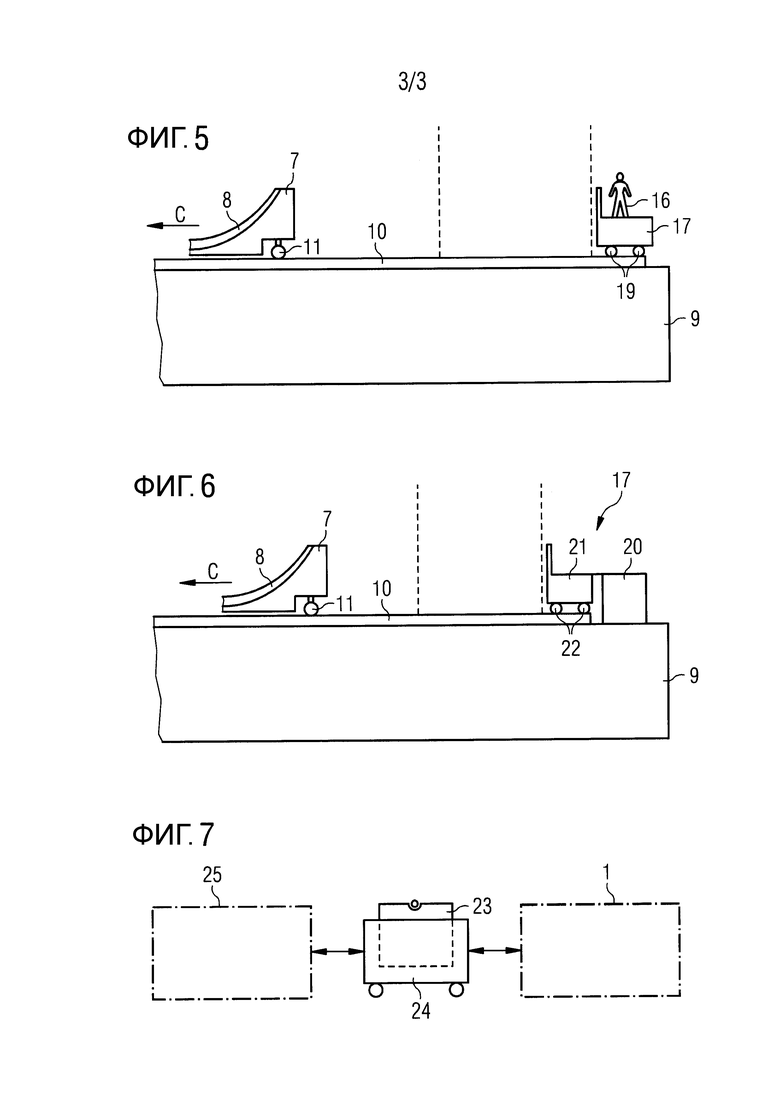
фиг.4-6 - различные выполнения устройства электродуговой печи по фиг.1-3 на виде сбоку,
фиг.7 - устройство электродуговой печи и участок обработки.
Согласно фиг.1-3, устройство электродуговой печи имеет подъемную станину 1. Подъемная станина 1 имеет по меньшей мере на своих четырех углах соответственно по одному опорному устройству 2. Каждое опорное устройство 2 имеет блок 3 гидравлического цилиндра и опору 4 (главную опору 4). Соответствующий блок 3 гидравлического цилиндра связан с подъемной рамой 5. Блоки 3 гидравлических цилиндров могут перемещаться по вертикали. Это показано на фиг.1 соответствующей двойной стрелкой А. Главные опоры 4 могут откидываться в сторону. Это показано на фиг.1 с помощью соответствующей двойной стрелки В.
Опорные устройства 2 могут иметь дополнительные опоры (вспомогательные опоры). Однако наличие вспомогательных опор 2, в противоположность уровню техники, не является обязательным. Если вспомогательные опоры имеются, то они, хотя и короче, чем главные опоры 4, но также могут откидываться в сторону.
Дополнительно к опорным устройствам 2, примерно посередине соответствующей стороны, могут размещаться направляющие устройства 6. Это выполнение в рамках настоящего изобретения является предпочтительным, однако в противоположность уровню техники не является обязательным по причинам безопасности. Направляющие устройства 6 служат, если они имеются, для восприятия усилий, действующих в горизонтальном направлении.
Блоки 3 гидравлических цилиндров, а также опоры 4 управляются управляющим устройством (на чертеже не показано) через соответствующие управляющие и приводные элементы (на чертеже также не показаны). Соответствующие выполнения известны специалистам в данной области техники и как таковые не относятся к предмету настоящего изобретения. В частности, блоки 3 гидравлических цилиндров и опоры 4 управляются следующим образом.
- Равномерное выдвижение блоков 3 гидравлических цилиндров и связанный с этим равномерный подъем подъемной рамы 5; последующее складывание главных опор 4; равномерное втягивание блоков 3 гидравлических цилиндров и связанное с этим равномерное опускание подъемной рамы 5 на главные опоры 4, так что подъемная рама 5 позиционируется на главных опорах 4. Это состояние показано на фиг.1.
- Неравномерное выдвижение блоков 3 гидравлических цилиндров и связанное с этим опрокидывание подъемной рамы 5 или соответствующий возврат из опрокинутого состояния; в этом случае блоки 3 гидравлических цилиндров связываются в группы и одинаково в группе, но различным образом для разных групп управляются; отдельные группы на фиг.2 показаны пунктирными линиями.
Устройство электродуговой печи содержит, кроме того, согласно фиг.1-3, качающуюся раму 7. В качающейся раме 7 размещен ковш 8 для жидкого металла. Ковш 8 для жидкого металла соответствует нижней части электродуговой печи, которая загружается металлом, скрапом и т.д. и в которой посредством электрической дуги загруженный материал расплавляется. Электродуговая печь выполнена, как правило, как электродуговая печь трехфазного тока. Емкость ковша 8 для жидкого металла может составлять, например, от 70 т до 150 т. Возможны и другие числовые значения, например от 20 т до 50 т или от 200 т до 300 т.
Качающаяся рама 7 при нормальном режиме работы устройства электродуговой печи позиционирована на подъемной раме 5 и, тем самым, на верхней стороне подъемной станины 1. Поэтому она, в соответствии с вышеописанными возможностями управления блоками 3 гидравлических цилиндров и главными и вспомогательными опорами 4, перемещается вместе с подъемной рамой 5. В частности, качающаяся рама 7 - в предположении соответствующего состояния управления блоками 3 гидравлических цилиндров и главными и вспомогательными опорами 4 - может устанавливаться на главных опорах 4 (см. фиг.1), равномерно подниматься посредством блоков 3 гидравлических цилиндров и неравномерно подниматься (=опрокидываться) посредством блоков 3 гидравлических цилиндров.
Согласно фиг.1-3, под качающейся рамой 7 размещены две поперечины 9. Поперечины 9 могут, согласно представлению на фиг.1-3, размещаться сбоку от подъемной станины 1, таким образом, вне подъемной станины 1. В качестве альтернативы они могут располагаться в пределах подъемной станины 1. Поперечины 9 могут быть выполнены как стальной каркас. Предпочтительным образом, согласно представлению на фиг.3, они выполнены как бетонная стенка. На поперечинах 9 соответственно расположено по одному рельсу 10. В соответствии с этим на качающейся раме 7 размещены колеса 11. Колеса 11 могут располагаться либо, согласно представлению на фиг.1-3, на нижней стороне качающейся рамы 7, либо сбоку вблизи нижней стороны качающейся рамы 7. Предпочтительным образом для защиты от жары, пыли, грязи и т.д. они снабжены кожухом.
За счет соответствующего управления блоками 3 гидравлических цилиндров 3 и опор 4, особенно в последовательности:
- блоки 3 гидравлических цилиндров незначительно выдвигаются, так что подъемная рама 5 и с ней качающаяся рама 7 приподнимаются с главных опор 4,
- откидывание главных опор 4 и
- последующее втягивание блоков 3 гидравлических цилиндров,
так что качающаяся рама 7 колесами 11 устанавливается на рельсы 10, и затем подъемная рама 5 может перемещаться вниз от качающейся рамы 7,
качающаяся рама 7 может устанавливаться колесами 11 на рельсы 10. После установки на рельсы 10 качающаяся рама 7 может выводиться по рельсам в направлении выхода (на фиг.1 и 2 обозначено стрелкой С) из зоны над подъемной станиной 1. Это состояние показано на фиг.2.
Усилия, требуемые для перемещения качающейся рамы 7 по рельсам 10, могут прикладываться различным способом. Например, согласно фиг.3, возможно, что с колесами 11 ассоциирован по меньшей мере один привод, который размещен на качающейся раме 7, то есть перемещается вместе с качающейся рамой 7. Привод 12 может, например, быть выполнен как электрический привод. Привод 12 представлен на фиг.3 посредине под качающейся рамой 7. Однако предпочтительно приводы размещаются внешним образом на колесах 11 и на качающейся раме 7. В качестве альтернативы, в соответствии с представлением на фиг.2, возможно, что качающаяся рама 7 через устройство 13 цепной или тросовой тяги соединена с приводом 14, который размещен стационарно относительно поперечин 9. И в этом случае привод 14 может быть выполнен как электрический привод.
При работе устройства электродуговой печи расплав 15, находящийся в ковше 8 для жидкого металла, должен время от времени контролироваться обслуживающим персоналом. С этой целью устройство электродуговой печи, как правило, имеет рабочую площадку 17 печи, которая доступна для прохода обслуживающего персонала 16. Рабочая площадка 17 печи в нормальном рабочем состоянии (то есть когда качающаяся рама 7 позиционирована на главных опорах 4) граничит на стороне качающейся рамы 7, противоположной направлению С выхода, с качающейся рамой 7.
Для выполнения рабочей площадки 17 печи имеются различные возможности.
Так, например, согласно фиг.4, возможно, что рабочая площадка 17 печи размещена неподвижно по отношению к поперечинам 9. В этом случае устройство электродуговой печи предпочтительно имеет платформу 18 обслуживания. Платформа 18 обслуживания выполнена подобно трех- или четырехколесной дрезине, известной как таковая в железнодорожной технике. Она при установке для обслуживания качающейся рамы 7 (то есть в состоянии, в котором качающаяся рама 7 выведена из зоны над подъемной станиной 1) между рабочей площадкой 17 печи и качающейся рамой 7 может устанавливаться на рельсы 10 и перемещаться по рельсам 10. Привод платформы 18 обслуживания может быть альтернативно ручным или осуществляться с помощью мотора, в частности электромотора.
Альтернативно, согласно фиг.5, возможно, что рабочая площадка 17 печи сама как единый блок может перемещаться по рельсам 10. В этом случае рабочая площадка 17 печи имеет, со своей стороны, колеса 19, посредством которых она может перемещаться в положение обслуживания качающейся рамы 7. Привод рабочей площадки 17 печи может, аналогично платформе 18 обслуживания, быть альтернативно ручным или осуществляться с помощью мотора, в частности электромотора.
Вновь в качестве альтернативы рабочая площадка 17 печи может выполняться согласно фиг.6 как разделяемая рабочая площадка печи. Она может, таким образом, иметь первую и вторую часть 20, 21 площадки. В этом случае первая часть 20 площадки может располагаться неподвижно относительно поперечин 9. Вторая часть 21 площадки расположена между качающейся рамой 7 и первой частью 20 площадки. Она имеет колеса 22.
В нормальном рабочем состоянии вторая часть 21 площадки примыкает непосредственно к качающейся раме 7 и первой части 20 площадки и поэтому, за неимением соответствующего свободного пространства для перемещения, не передвигается. Она может в этом рабочем состоянии быть соединена с первой частью 20 площадки и/или с качающейся рамой 7. Если же качающаяся рама 7 находится в положении технического обслуживания, то вторая часть 21 площадки посредством соответствующих колес 22 может перемещаться на рельсах 10. Возможное соединение с первой частью 20 площадки и/или с качающейся рамой 7, разумеется, перед этим разъединяется. Привод второй части 21 площадки может быть альтернативно ручным или осуществляться с помощью мотора, в частности электромотора.
Как уже упомянуто, качающаяся рама 7 для выпуска расплава 15 металла, находящегося в ковше 8 для жидкого металла, поднимается главными опорами 4 и затем опрокидывается. За счет опрокидывания расплав 15 металла разливается из ковша 8 для жидкого металла (полностью или по меньшей мере большей частью) в разливочный ковш 23. Разливочный ковш 23 соответственно выполнен с такими размерами, что он может воспринимать расплав 15 металла. Разливочный ковш 23 перед началом выпуска сначала вставляется в вагонетку 24 для разливочного ковша и посредством вагонетки 24 для разливочного ковша перемещается в окрестность подъемной станины 1.
Вагонетка 24 для разливочного ковша предпочтительно выполнена с таким размерами, что она согласно фиг.7 может перемещаться к участку 25 обработки, который в процессе разливки металла расположен после устройства электродуговой печи. Участок 25 обработки может, например, выполняться как установка вакуумной обработки или как печь со встроенным чреном. Решающим для классификации в качестве участка обработки является то, что на участке 25 обработки оказывается активное воздействие на расплав 15 металла, то есть не только перегрузка разливочного ковша 23 на другое транспортное средство или разливка из разливочного ковша 23 в другой транспортный контейнер. Перемещение вагонетки 24 для разливочного ковша осуществляется (разумеется) с разливочным ковшом 23, вставленным в вагонетку 24 для разливочного ковша, причем разливочный ковш 23 заполнен выпущенным расплавом 15 металла. Кроме того, вагонетка 24 для разливочного ковша предпочтительно выполнена с такими размерами, что она не пригодна для позиционирования качающейся рамы 7. Она может выполняться с размерами, выбранными обычным образом.
В остальном выполнение устройства электродуговой печи может быть таким, как это является обычным в уровне техники. В частности, электродуговая печь может иметь стационарную крышку или подвижную крышку, причем, однако, стационарная крышка является предпочтительной. Кроме того, устройство электродуговой печи может быть выполнено с шахтой или без нее. Если шахта имеется, то она расположена над подъемной станиной 1 и является неподвижной. Она имеет в этом случае нижнюю кромку, высота которой выбрана таким образом, что качающаяся рама 7 может перемещаться по рельсам 10 между подъемной станиной 1 и нижней кромкой шахты.
Хотя изобретение было описано и проиллюстрировано детально в отношении предпочтительного примера выполнения, изобретение не ограничивается представленным примером, и другие варианты могут быть получены специалистами в данной области техники без отклонения за пределы объема изобретения.
Изобретение относится к области металлургии и может быть использовано в электродуговой печи с перемещаемой по рельсам качающейся рамой. Печь содержит подъемную станину с блоками гидравлических цилиндров и опорами и системой управления для гидравлических цилиндров и опор и качающуюся раму, в которой размещен ковш для жидкого металла, причем качающаяся рама выполнена с возможностью позиционирования на верхней стороне подъемной станины, либо позиционированной на опорах, либо поднимающейся равномерно или неравномерно посредством блоков гидравлических цилиндров в зависимости от состояний управления системы управления блоками гидравлических цилиндров и опорами подъемной станины. Под качающейся рамой установлены две поперечины, на которых размещено соответственно по одному рельсу, качающаяся рама снабжена колесами, при этом качающаяся рама выполнена с возможностью посредством системы управления блоками гидравлических цилиндров и опорами устанавливаться колесами на рельсы и после установки выезжать по ним в направлении (С) выхода из зоны над подъемной станиной. Печь снабжена рабочей площадкой, примыкающей к качающейся раме на противоположной направлению (С) выхода стороне качающейся рамы, при позиционировании качающейся рамы на опорах, и платформой для обслуживания, расположенной между рабочей площадкой печи и качающейся рамой. Изобретение позволяет создать более экономичную и эффективную конструкцию качающейся рамы, способной в аварийной ситуации быстро удаляться из зоны над подъемной станиной. 8 з.п. ф-лы, 7 ил.
1. Электродуговая печь, содержащая подъемную станину (1) с блоками (3) гидравлических цилиндров и опорами (4) и системой управления для гидравлических цилиндров и опор и качающуюся раму (7), в которой размещен ковш (8) для жидкого металла, причем качающаяся рама (7) выполнена с возможностью позиционирования на верхней стороне подъемной станины (1), либо позиционированной на опорах (4), либо поднимающейся равномерно или неравномерно посредством блоков (3) гидравлических цилиндров в зависимости от состояний управления системы управления блоками гидравлических цилиндров и опорами подъемной станины, отличающаяся тем, что под качающейся рамой (7) установлены две поперечины (9), на которых размещено соответственно по одному рельсу (10), качающаяся рама (7) снабжена колесами (11), при этом качающаяся рама выполнена с возможностью установки посредством системы управления блоками (3) гидравлических цилиндров и опорами (4) колесами (11) на рельсы (10) и после установки выезжать по ним в направлении (С) выхода из зоны над подъемной станиной (1).
2. Электродуговая печь по п. 1, отличающаяся тем, что она снабжена по меньшей мере одним размещенным на качающейся раме (7) приводом (12), который соединен с колесами (11).
3. Электродуговая печь по п. 1, отличающаяся тем, что качающаяся рама (7) через устройство (13) цепной или тросовой тяги соединена со стационарным относительно поперечин (9) приводом (14).
4. Электродуговая печь по любому из пп.1-3, отличающаяся тем, что поперечины (9) выполнены из бетона.
5. Электродуговая печь по любому из пп.1-3, отличающаяся тем, что она снабжена рабочей площадкой (17), примыкающей к качающейся раме на противоположной направлению (С) выхода стороне качающейся рамы (7), при позиционировании качающейся рамы на опорах (4).
6. Электродуговая печь по п. 5, отличающаяся тем, что рабочая площадка (17) печи размещена стационарно по отношению к поперечинам (9), причем печь снабжена платформой (18) для обслуживания, расположенной между рабочей площадкой (17) печи и качающейся рамой (7) и выполненной с возможностью установки на рельсы (10) и перемещения по рельсам (10), при выведении качающейся рамы (7) из зоны над подъемной станиной.
7. Электродуговая печь по п. 5, отличающаяся тем, что рабочая площадка (17) печи имеет колеса (19), посредством которых она в виде единого блока может перемещаться по рельсам (10), при выведении качающейся рамы (7) из зоны над подъемной станиной (1).
8. Электродуговая печь по п. 5, отличающаяся тем, что рабочая площадка (17) печи имеет первую и вторую часть (20, 21) рабочей площадки, при этом первая часть (20) рабочей площадки по отношению к поперечинам (9) размещена стационарно, а вторая часть (21) рабочей площадки - между качающейся рамой (7) и первой частью (20) рабочей площадки, при этом имеет колеса (22), посредством которых вторая часть (21) рабочей площадки может перемещаться по рельсам (10), при выведении качающейся рамы (7) из зоны над подъемной станиной (1).
9. Электродуговая печь по любому из пп.1-3, отличающаяся тем, что она снабжена вагонеткой с разливочным ковшом (23), предназначенным для расплава (15) металла, выпускаемого из ковша (8) для жидкого металла, вагонетка выполнена с возможностью перемещения к участку (25) обработки для расплава (15) металла, размещенному после электродуговой печи в процессе разливки металла.
| СПОСОБ И УСТРОЙСТВО ЗАМЕНЫ ДЛЯ ДЕМОНТАЖА И МОНТАЖА МОДУЛЕЙ ДУГОВОЙ ЭЛЕКТРОПЕЧИ | 2002 |
|
RU2294495C2 |
| СПОСОБ ТРАНСПОРТИРОВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА ОТ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ В РАЗЛИВОЧНЫЕ ЕМКОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2044776C1 |
| КАЧАЮЩАЯСЯ ДУГОВАЯ ПЕЧЬ | 1999 |
|
RU2206031C2 |
| US 4755137 A, 05.07.1988 | |||
| EP 0837145 B1, 19.09.2001. | |||

