(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЫХ Т-ОБРАЗНЫХ ВЕТОННЫХ
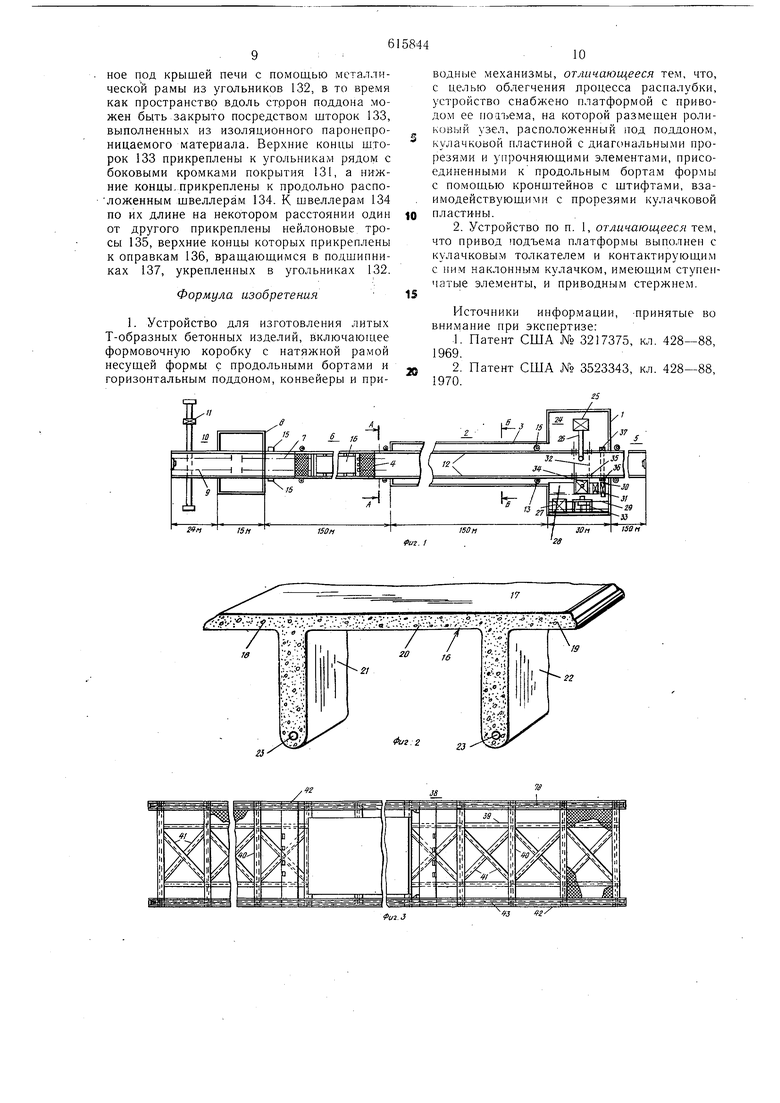
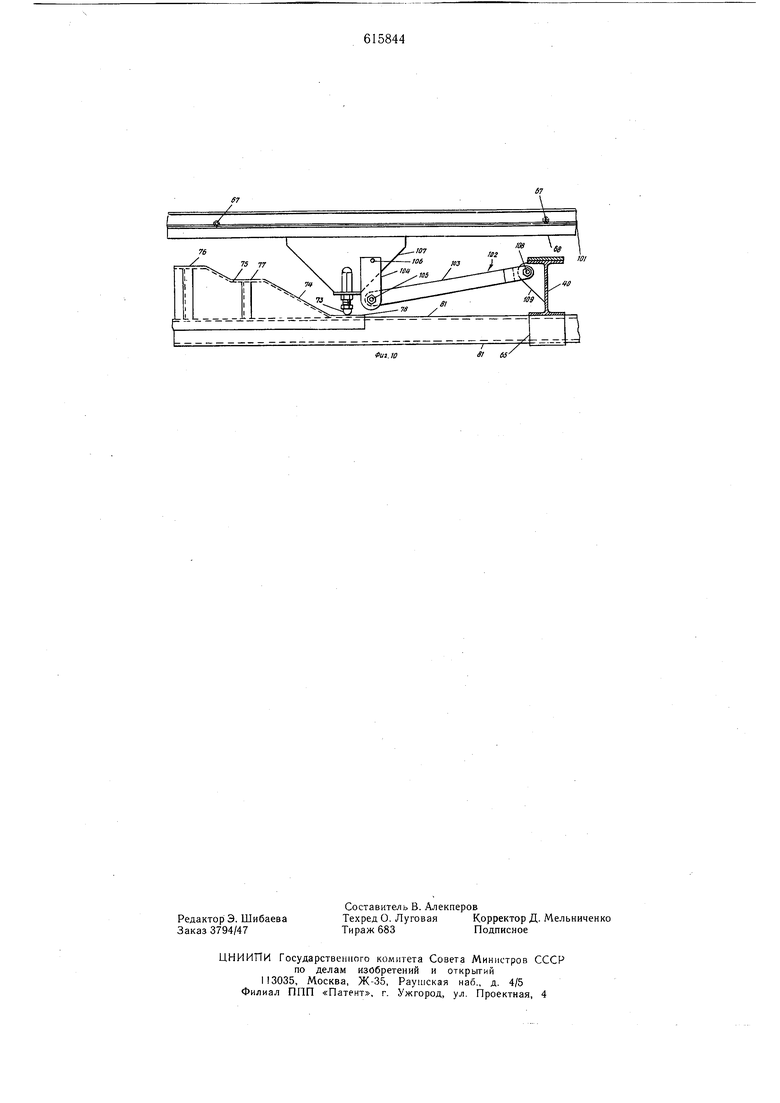
1 ИЗДЕЛИЙ и поддерживаемым, при его продольном перемещении приводными стержнями. На фиг. 1 изображена система размещения устройства для осуществления процесса с движущейся формовочной коробкой; на фиг. 2 - двойное Т-образное изделие, общий вид; на фиг. 3 - формовочная коробка, в плане; на фиг. 4 и 5 разрезы А-А и Б-Б фиг. 1; на фиг. 6 и 7 - несущая форма, поперечное -сечение и вид снизу; на фиг. 8 - подъемный привод, вид сбоку (разрез В-В фиг. 6); на фиг. 9 - роликовый конвейер для перемещения изделия, вид сбоку; на фиг. 10 .- подъемный узеЛ, вид сбоку. Система для осуществления процесса со скользящей формовочной коробкой и устройство для ,изг6товления литых бетонных изделий включает основной производственный корпус 1, вмещающий в себя рабочее оборудование. На одном конце корпуса 1 расположена зона 2 обжига. Зона обжига выполнена в виде печи 3 рбжига, длина которой больще основного корпуса 1 и достаточна для размещения в ней формовочной коробки 4. С другой стороны корпуса 1 напротив печи 3 предусмотрена зона 5 для выхода изделий. На другом конце печи обжига предусмотрена площадка 6 для складирования, где отлитые изделия освобождаются от формы. Площадка 6 складирования изделий включает в себя роликовый конвейер 7 для перемещения освобожденных от формы изделий из печи обжига к участку пилы 8, на котором изделия могут быть нарезаны кусками требуемой длины. За участком пилы имеется роликовый конвейер 9 и площадка 10, где кран 11 забирает нарезанные куски изделий и переносит их на двор склада. Вдоль корпуса 1, печи 3, зоны 5, конвейера 7, участка пилы 8 и роликового конвейера 9 проложены направляющие рельсы 12, по которым формовочная коробка 4 перемещается вперед и назад, проходя через помещение основного корпуса 1 несколько раз в течение каждргсг;г роизводственного цикла. Фв5лшвочнаа..рЬбка 4 передвигается поГй праШяющим.-рельсам 12 с помощью привод-ных механизш® ГЗ и 14, рас положенных- в соответствующих точках вдоль направляющих рельсов, например, на выходах из основного корпуса, и на противоположных концах площад:ки 6. Стационарная лебедка 15 предназначена ля тряпспортирования отлитых изделий на роликот ййконвейер 7. Дри типовой установке всех составных элементов оборудования общая длина оборудованкя, равная длине укрепленных направляющих рельсов 12, составляет приблизительно 500 м. Формовочная коробка 4 имеет длину приблизительно 150 м, а основной корпус 1 по длине составляет около 33 м и удален от направляющих рельсов 12 в каждом направлении примерно на 9 м. Длина печи обжига приблизительно равна 150 м, что соотвётствует длине роликового конвейера 7, расположенного Между печью и участком пилы. Роликовый конвейер .7 немного заходит на участок пилы так, что общая его длина составляет примерно 160 м. Участок пиЛы Имеет длину 15 м и удален от направляющих 12 в каждом направлении на 3 1|л. Роликовый конвейер 9 имеет общую протяженность 30 м. Зона 5 выхода изделий, расположенная справа от основного корпуса, имеет длину приблизительно 150 м. Т-образное изделие Л6 имеет плоскую верхнюю поверхность 17 с отходящими в стороны плечами 18 и 19 и центральный соединительный элемент 20.ч,Стойки 21 и 22 Обходят вниз от нижней поверхности изделия 16., . , Каждая из стоек 21 и 22 вК С ю:чает в себя, по менЬщей мере,.один натянутый провод или трос 23 для обеспечения заданного предварительного напряжения в изделии. Часть основного корпуса 1 с одной стороны направляющих рельсов- 1.2 образует сборный и складской участок 24 для материала и содержит установку для приготовления бетона и бетономешалку 25, имеющую кЪнвейер 26 для подачи бетона в зону над направляющими рельсами 12, где располагается воронка для заправки бетоном литейной мащины 27. Часть основного корпуса 1, находящаяся по другую сторону направляющих рельсов 12, образует зону 28 для помещения оборудования, включающую в себя группу направляющих 29, параллельных, но лежащих в плоскости над направляющими рельсами 12. Все оборудование, например литейная мащина 27, узел 30 для очистки и смазывания поддона, роликовый узел 31 и другое необходимое оборудование в том случае, когда оно не используется, обычно складывается в зоне 28. Имеется также перпендикулярный направляющим 29 и пересекающий направляющие рельсы 12 переводной путь 32, на котором смонтирована передающая тележка 33. Зона между рельсами переводного пути 32 напротив направляющих 29 содержит очистительную яму 34, имеющую сток 35, гда узлы оборудования могут быть очищены после их использования и перед возвращением на склад. Кроме того, в зоне 28 внутри основного корпуса 1 помещен главный блок 36 питания привода, который вырабатывает гидравлическое питание для приводных механизмов 13 и 14. Напротив главного блока питания привода помещена управляющая консоль 37, имеющая соответствующие подключения к блоку питания, приводным механизмами 13 и 14 и другим элементам, питаемым от источника гидравлического питания. Формовочная коробка 4 (см. фиг. 3) содержит массивную натяжную раму 38 для создания напряжения в бетоне, выполненную из продольных элементов 39, поперечин 40 и диагональных элементов 41. Нз концах поперечин 40 смонтирована пара продолЬн.ых боковин 42 в форме вертикально распЬложенных двутавровых балок, на верхней поверхности которых смонтирована пара угловых стальных рельс 43. Под поперечинами 40 натяжной рамы 38 с помощью колесных кронштейнов 44 смонтирована группа колес 45, на которых перемещается несущая форма 46 по направляющим рельсам 12 (см. фиг. 4 и 5). Несущая форма 46 состоит из двух продольных Г-образных бортов 47 и 48, выполненных из металла, и одного или более П-образного металлического борта 49. Число П-образных элементов определяется заданной формой поперечного сечения изделия. Для простого строительного изделия с Т-образным поперечным сечеинем не требуется П-образных форм. Для двойного Т-образного изделия потребуется одна П-образная форма, а для тройного Т-образного сляба - две П-образные формы и т. д. На фиг. 6 показана несущая форма 46 для отливки тройного Т-о(5разного изделия 50, имеющего наружные консольные участки 51 и 52, промежуточную секцию 53 и три отходящие ножки 54, образующие единую конструкцию. Борт .47 содержит горизонтально расположенный удлинитель 55, нижний конец борта 47 может быть повернут, как показано позицией 56 для получения упрочняющих элементов 57. Целесообразно, чтобы кронштейн 58 имел бы отходящие от него штифты 59, размещенные по длине кронштейна. На фиг. 7 особенно ясно показаны штифты 59, каждый из которых входит в соответствующую диагонально расположенную прорезь 60, выполненную в плоской, горизонтально расположенной кулачковой пластнне 61. Каждая формирующая ножку изделия секцня имеет две вертикально расположенных формирующих части, от каждой из которой отходят штифты, входящие в соответствующие противоположно ориентированные прорезн так, что, когда кулачковая пластина 61 перемещается в горизонтальной плоскости, усилия, воздействующие на штифты сторонами 62 и 63 соседних прорезей 60, разводят вертикальные формирующие части иаружу одна от другой. Перемещение кулачка обеспечивается приводными плечами 64, перемещающимся в горизонтальной плоскости в направляющих секциях 65, установленных на поперечинах 40, натяжной рамы 38. Для промежуточной секции 53 изделия между отходящими ножками 54 предусмотрена непрерывная .опора тнпа платформы. Горизонтальные поддоны 66 могут перемещаться в горнзонтальной плоскости. Роликовый узел 67 поддерживается на горизонтальной платформе 68, расположенной по длине поддона 66 н несколько ниже. Платформа 66 имеет подъемную опору для привода, с помощью которого отлитое изделие поднимается достаточно высоко, чтобы нижние поверхности 69 изделия 50 могли бы опереться при движении на роликн 70 и роликового конвейера 7. Роликовый конвейер 7 приспособлен для приема изделия 50, как только последний выйдет из печи обжига 3 (см. фиг. 9). Для этой цели стационарная лебедка 15 создает достаточное тянущее усилие для удаления стлнвки из форм. По мере движения изделия по роликовому конвейеру опорные ролики 70, поддон 66 и роликовый узел 67 отходят от нижней поверхности 71 ножек изделия. В конструкции предусмотрена опорная платформа 72 для приема поддона н роликового узла, как только они освободятся. Подъемный привод (см. фиг. 6, 8 и 10) включает в себя платформу 68, приспособленную для перемещення кулачкового толкателя 73 вдоль профнлнрованной поверхности 74 наклонного кулачка 75. Платформа 68 удерживает на некотором расстоянии от себя отходящую вниз пластину 76, имеющую цеитральную прорезь 77. В прорезь 77 вставлена втулка 78, которая удерживает в себе резьбовой вал 79, имеющий скругленный конец для упора в поверхность 74. Кулачок 75 имеет плоскую поверхность 74 со ступенчатыми элементами 76, 77 и 78. Каждый кулачок 75 поддерживается с помощью пары стенок 79 и 80, прнкрепленных к приводному стержню 81, перемещающему в направляющих секц11ях 82 и 83, закрепленных под поперёчннамн 40. Направляющая секция 84 жестко прикреплена к приводному штоку 85. Прнводной шток 85 (см. фиг. 5) расположен с возможностью его взаимодействия с шарнирно смонтированным узлом приводного колеса, размещенным в яме 86 между направляющими рельсами 12 рядом с выходом из печи обжига 3; Приводной колесный узел 87, содержащий фрнкцнонное, покрытое резиновой щиной колесо 88, может устанавливаться как в контакте этого коледа со щтоком 85, так н в положении, в котором колесо и шток разведены в стороны: Колесо 88 приводится во вращение реверснвным, регулируемым по скорости гидравлическим двигателем 89, выходной вал 90 которого присоединен с помощью муфты 91 к приводному валу 92 колеса 88, установленного с возможностью вращення на опорные подшипниках. Подщнпннкн целесообразно монтировать на поворотном опорном элементе, шарнирно установленном с возможностью поворота на штнфте 93, имеющемся на опорной базовой плите 94, под воздействием гидравлического цилиндра 95. Между соседними отходящими в виде ножек элементами каждой формы предусмот. рен горнзонтальный поддон 66, служащий для перекрытия донной части несушей формы, в то время как стороны несущей формы перекрыты сбоку соответствуюншми боковинами 96 и 97, расположенными поперек наружных вертикальных опор 98 и 99, формирующими боковые участки плеч изделия. Промежуточная секция 53 изделия поддерживается группой вертикально расположенных опор 100, прикрепленных своими нижними концами к натяжной раме. Ролики роликового узла 67 установлены на кронштейнах 101, прикрепленном к днищу поддона 66. Предусмотрен специальный ограничивающий перемещение упор 102 (см. фиг. 10), содержа1иий два связанных элемента 103 и. 104, один конец которых щарнирно вращается на щтифте 105. Другой конец элемента 105 шарнирно посажен на штифте 106, закрепленном на пластине 107, в то „время как другой конец связанных элементов шарнирно поворачивается на штифте 108, прикрепленном к кронштейну 109, который, в свою очередь, прикреплен к поперечине 40. На фиг. 4 и 5 показаны приводные узлы, с помощью которых формовочная коробка перемещается вперед и назад вдоль направляющих рельсов 12, а также приводной узел. посредством которого приводной шток 85 приводится в действие для подъема отлитого изделия над несущей формой 46. Приводные узлы для движения натяжной рамы 38 размешаются в соответствующих удобных точках вдоль уложенных направляющих рельсов 12, преимущественно рядом с выходами из. корпуса 1 и около выхода из печи обжига 3. Приводной узел, с помощью которого приводится в действие шток 85 с целью подъема горизонтального поддона, расположен в яме 86 между направляющими рельсами 12 рядом с выходом из печи обжига 3 таким образом, чтобы была возможность отлитый и обожженный строительный элемент приподнять слегка над роликовым конвейером 7, после выхода полученного изделия из печи обжига 3. Каждый из приводных узлов должен иметь достаточную мощность для перемещения груза и, как показано на фиг. 4, каждый приводной узел содержит реверсивный гидравлический двигатель 89 с регулируемой скоростью. Двигатели для приведения B. движение натяжной рамы 38 расположены с противоположных стороннаправляющих рельсов 12, а также в.яме между направ ляющими рельсами 12, Каждый двигатель имеет приводной вал 90, один конец которого посредством муфт 91 присоединен к концу ведомого вала, на котором смонтированы колеса 88 с резиновыми щинами. Колеса 88 имеют фрикционное зацепление с боковыми сторонами формовочной коробки. 4, и приводныц штоком 85. Каждый ведомый вал 90 вращается в опорных подщипниках, расположенных с противоположных сторон каждого колеса. Подщипники прикреплены к трубчатому шарнирно установленному опорному элементу 110, из фиг. 4 видно, что нижние концы трубчатых элементов присоединены к наклонной во внутрь трубчатой секции 111. На концах трубчатого элемента 1Д2 выполнены эксцентрично расположенные опорные элементы 110, вращающиеся в .подшипниках 113, смонтированных в плactинax 114, которые, в свою очередь, прикреплены к основанию 115 направляющих рельс 12. Каждая пара пластин 114 соединена посредством натяжного стержня 116. На верхних концах опорных элементов 110 смонтированы проходящие внутрь установочные пластины 117, на которых крепятся двигатели 89 и которые также являются опорой для пары вертикально расположенных штоков 118. Штоки 118, в свою очередь, несут средства, которые приводят приводные колеса 88 натяжной рамы во фрикционный контакт, а также контролируют величину прижатия колес. Эти средства влючают в себя гидравлич ский цилиндр 119, один конец которого шарнирно соединен с верхним концом одного из штоков 118, и натяжной стержень 120, соединенный со штоком цилиндра 119 через зажим 121. Противоположный конец натяжного стержня имеет резьбовую нарезку и пропущен через кронштейн, 122, смонтированный на верхнем конце другого штока 118. Наружный конец натяжного стержня вне зоны кронштейна имеет пружину 123, напряжение которой регулируется с помощью гаек 124. Нарезанный участок 125 натяжного стержня 120 внутри кронштейна снабжен парой стопорных гаек 126 так, что перемещение натяжного стержня передается щтоку 118 и опорному элементу 110 для передвижения связанного с ним колеса 88. Цилиндр 96 управляет величиной прижатия приводного колеса 88. Ограничительные эле.менты 127, прикрепленные к основанию 115, предусмотрены около каждого штифта 93. Обжиг осуществляется с использованием пара или горячего масла, циркулирующего по цепи труб 128, которые как показано на фиг. 5, соответствующим образом укреплены под натяжной рамой формовочной коРобки 4 между направляющими рельсами 12 таким образом, чтобы создавать требуемую температуру обжига в обжиговом пространстве печи. Печь также может быть снабжена группой нагревательных узлов 129, закрепленных на некотором расстоянии один от другого по длине печи обжига совместно с системой заслонок 130, управляюшей выходом воздуха из печи через отверстие, имеющееся вдоль основания стенки печи. Если это потребуется, печь может также снабжаться группой устанавливаемых на крыше воздуходувок или вентиляторов. Для того, чтобы сохранить горячую ат.мосферу обжигового пространства в непосредственной близости от отлитого изделия, помешенного на поддоне 66, предусмотрено изоляционное покрытие 131, подвешенное под крышей печи с помош,ью металлической рамы из угольников 132, в то время как пространство вдоль сторон поддона можен быть закрыто посредством шторок 133, выполненных из изоляционного паронепроницаемого материала. Верхние концы шторок 133 прикреплены к угольникам рядом с боковыми кромками покрытия 131, а нижние концы, прикреплены к продольно расположенным швеллерам 134. К швеллерам 134 по их длине на некотором расстоянии один от другого прикреплены нейлоновые тросы 135, верхние концы которых прикреплены к оправкам 136, врашаюшимся в поу шипниках 137, укрепленных в угольниках 132. Формула изобретения 1. Устройство для изготовления литых Т-образных бетонных изделий, включающее формовочную коробку с натяжной рамой несущей формы с продольными бортами и горизонтальным поддоном, конвейеры и приводные механизмы, отличающееся тем, что, с целью облегчения процесса распалубки, устройство снабжено платформой с приводом ее , на которой размешен ролик(лвый узел, расположенный под поддоном, кулачковой пластиной с диагональнььми прорезями и упрочняющими элементами, присоединенными к продольным бортам формы с помощью кронштейнов с штифтами, взаимодействуюшими с прорезями кулачковой пластины. 2. Устройство по п. 1, отличающееся тем, что привод подъема платформы выполнен с кулачковым толкателем и контактирующи.м с ним наклонным кулачком, имеющим ступенчатые элементы, и приводным стержнем. Источники информации, -принятые во внимание при экспертизе: .1. Патент США № 3217375, кл. 428-88, 1969. 2. Патент США № 3523343, кл. 428-88, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| СИСТЕМА ЛИТЬЯ БЕТОНА | 1995 |
|
RU2158195C2 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| УСТРОЙСТВО ДЛЯ ОБЛУЧАЮЩЕГО ДЕГАЗИРОВАНИЯ СТЕКЛОПАКЕТА | 2014 |
|
RU2635313C2 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КИРПИЧЕЙ | 1995 |
|
RU2054354C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2405672C1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| СКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ, СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ ПОВЫШЕННОЙ ПУСТОТНОСТИ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ | 2013 |
|
RU2533475C1 |
| Способ подготовки листа шпона к склейке на ус и станок кромкофрезерный с узлом фрезерования и устройством нанесения клея для его реализации | 2020 |
|
RU2740321C1 |


17 f3 ч-г
;.: ,.... ;.-...
-. , Л. ;. :/-,- v5SO - -V
.-A.;:
A
DJ L®J 1®J Ш1 „
It
ut.e
a y
ir.n.
.- -%-:l : er r
.
w
ti
#7
il...Jl...:is
67
/
at 65
