Область техники, к которой относится изобретение
Изобретение относится к черной металлургии, в частности к графитизирующему модифицированию, и может быть использовано в литейном производстве для внепечной обработки жидкого чугуна на предприятиях черной металлургии и машиностроительного комплекса.
Предшествующий уровень
Известно использование лигатур для графитизирующего модифицирования - сплавы на основе металлизированного ферросилиция (FeSi), содержащие кальций (Ca), магний (Mg), стронций (Sr), цирконий (Zr), барий (Ba), редкоземельные металлы (P3M), а также модифицирующие смеси, состоящие из силикокальция, графита, ферросилиция и других компонентов.
При этом оптимальное количество модификатора, вводимого для получения удовлетворительных механических и литейных свойств, равно 0,30…0,35% Si, что соответствует вводу 0,60…0,70% SiCa или других модификаторов на основе ферросилиция (FeSi). (Л.Б.Коган, А. В.Островерхое, Г.Ф. Горбульский, С.К. Кантеник; Влияние модифицирования и технологии плавки на свойства синтетического чугуна, Литейное производство, №1, 1969 г.).
Недостатком вышеуказанных лигатур являются их высокая стоимость, необходимость предварительной подготовки, включающей дробление модификаторов, значительное влияние неоднородности фракционного состава модификаторов на эффективность графитизирующего модифицирования и их низкая «живучесть».
Раскрытие изобретения
Задача, на решение которой направлено заявленное изобретение, - повышение графитизирующей способности модификатора и «живучести» модифицирующего эффекта для улучшения структуры металла, повышения механических свойств отливок, снижения расхода модификатора и снижения себестоимости внепечной обработки чугуна.
Поставленная задача решается за счет того, что в способе графитизирующего модифицирования чугуна, заключающемся в выпуске чугуна из плавильного агрегата в ковш, подачу в ковш модификатора в процессе выпуска чугуна чугун модифицируют комплексной смесью в количестве 0,15-0,5% от объема модифицируемого чугуна, при этом комплексная смесь состоит из углерод-карбидкремниевых материалов и содержит:
карбид кремния с содержанием SiC - 70-99 мас.%: - 65-100 мас.%,
углеродсодержащий материал в количестве 0-35 мас.%.
При этом в качестве углеродсодержащего материала используют графит с содержанием серы менее 0,05%.
Способ включает выпуск базового чугуна из плавильного агрегата в промежуточный или разливочный ковши и его графитизирующее модифицирование комплексной смесью, состоящей из углерод-карбидкремниевых материалов, при этом комплексная смесь включает карбид кремния (с содержанием SiC - 70-99%) - 65-100% и углеродсодержащий материал - 0-35% для модифицирования высокопрочного чугуна с шаровидным графитом (ВЧГШ), при этом используют графит искусственный с содержанием серы (S) до 0,05%.
Введение в расплав заявляемого модификатора в количестве 0,15-0,5% от массы расплава позволяет значительно снизить отбел при выплавке серых чугунов, снизить склонность к образованию цементита при выплавке ВЧШГ, повысить графитизирующую способность модификатора и «живучесть» модифицирующего эффекта, улучшить структуру металла, повысить механические свойства отливок, повысить стабильность качества, при этом снизить расход модификатора и снизить себестоимость внепечной обработки чугуна.
Задача решается принципиально различным влиянием заявленной технологии графитизирующего модифицирования комплексными смесями из углерод-карбидкремниевых материалов (далее - УККС) на образование зародышей графита и центров графитизации в расплаве в сравнении с известными технологиями модифицирования.
В известных способах лигатуры на основе ферросилиция плавятся и не содержат углерод, который необходим для образования графитовой затравки. При этом углерод в процессе легирования возникает только из расплава.
Предлагаемое изобретение основано на том, что карбид кремния (SiC), входящий в состав заявленной комплексной смеси, в расплаве не плавится, а медленно растворяется. Из-за этого в течение длительного промежутка времени образуется элементарный графит, который консервируется, образующимися вокруг растворяющихся частиц SiC зонами, насыщенными кремнием (Si) и углеродом (С). Sisic и Csic тесно связаны в кристаллической решетке. Из-за этого происходит локальное скопление заэвтектических концентраций углерода, максимально способствующих образованию зародышей графита. При этом карбид кремния (SiC) содержит не только кремний (Si), но и 30% углерода (С), который, совместно с входящим в состав комплексных смесей углеродом, значительно увеличивает количество элементарного графита и повышает «консервирующий» эффект, повышая продолжительность или «живучесть» модифицирующего эффекта. Это свойство карбида кремния (SiC) при взаимодействии с расплавом позволяет снизить удельный расход заявляемого модификатора относительно существующих типов модификаторов.
Новая смесь для графитизирующего модифицирования чугунов различного функционального назначения состоит из углерод-карбидкремниевых материалов и содержит компоненты в следующем соотношении, мас.%: карбид кремния (с содержанием SiC - 70-99%) - 65-100; графит искусственный - 0-35.
Заявленный способ отличается от известных способов графитизирующего модифицирования тем, что в качестве кремнийсодержащего материала используется карбид кремния с содержанием SiC - 70-99%.
Карбид кремния и графит, входящие в состав комплексной смеси из углерод-карбидкремниевых материалов, являются продуктами химикотермических реакций чистых компонентов, поэтому они не содержат вредных примесей (сера, фосфор, цветные металлы), которые негативно влияют на качество расплава, что особенно негативно сказывается при получении ВЧШГ. Карбид кремния для металлургического производства представляет собой мелкокристаллический материал фракции 0-10 мм, содержащий SiC - 70-99%, SiO2 1-20%. Действующим компонентом является SiC (70% Si, 30% C), который является одновременно источником кремния и углерода. Карбид кремния - инертный материал (не плавится), устойчив до температуры 2610°C, при взаимодействии с железным расплавом происходит разрыв связи Si-C и данные компоненты растворяются непосредственно в металле.
Смесь УККС приготавливается путем механического смешивания расчетных доз компонентов в соответствии с количественным соотношением. Количество смеси, вводимой в расплав, составляет 0,15-0,5% от массы металла и зависит от состава обрабатываемого чугуна, требуемого уровня механических свойств. Смесь УККС (модификатор) помещается на дно ковша перед заливкой его металлом или вводится «на струю» или «на желоб» при сливе металла из печи. Кроме того, она может вводиться в расплав закатанной в порошковую проволоку при помощи трайб-аппарата.
Эффективность модифицирования изучали на ступенчатых пробах с толщиной ступеней 1,5; 2,5; 5,0; 10,0 и 15,0 мм и заливкой клиновых проб.
Определили, что при модифицировании порошковым модификатором FeSiBa4 присутствует до 15% цементита по всему сечению шлифа 2,5 мм ступени при расходе модификатора 0,6-0,8%.
Сравнительный анализ графитизирующего модифицирования при помощи заявленной технологии модифицирования комплексными смесями из углерод-карбидкремниевых материалов (УККС) показал высокую эффективность, при модифицировании которым в структуре 2,5 мм ступени цементит не обнаружен, при расходе модификатора в количестве 0,15-0,5%.
При использовании заявленной технологии в расплаве формируется мелкозернистая структура серого чугуна без наличия свободного цементита, чем обеспечиваются требуемые механические свойства отливок.
Предельное содержание кремния (Si) в модификаторе определено структурой SiC, где содержится 70% кремния (Si) и 30% углерода (С). Соответственно комплексные смеси по заявленному способу графитизирующего модифицирования чугуна имеют химический состав по компонентам Si/C в соотношениях: 34,1-69,3% / 22,5-54,9% соответственно. При увеличении содержания SiC в карбиде кремния более 99%, то есть применение абразивного карбида кремния марок 53С, 54С, имеющего гексагональную кристаллическую решетку, ведет к более длительному растворению SiC в расплаве и снижению технологичности и эффективности модифицирующего эффекта.
Свободный углерод (С) в виде графита вводится в состав комплексной смеси в количестве 0-35% в случаях модифицирования чугуна при использовании в технологической линии разливки металла миксеров или печей ожидания, обеспечивающих более длительную выдержку.
При выплавке высокопрочных чугунов с шаровидным графитом (ВЧШГ), для снижения склонности металла к образованию цементита, как правило дополнительно проводится графитизирующее модифицирование расплава.
При внутриформенном модифицировании графитизирующее модифицирование проводят введением графитизирующих модификаторов в разливочный ковш (предмодифицирование).
При ковшевом модифицировании графитизирующий модификатор вводится в ковш совместно со сфероидизатором «Сэндвич-процессом», либо при переливе металла из промежуточного ковша в разливочный ковш. При этом расход графитизирующего модификатора, по действующим технологиям, в среднем составляет 0,4-0,6%.
Реализация изобретения
Пример 1.
Плавка чугуна СЧ20 в ДСП-3.
По действующей технологии модифицирование проводилось при сливе металла в ковш емкостью 3,0 тонны мелкокристаллическим FeSiBa4 в количестве 0,6-0,7%. Температура выпуска 1420-1450°C, температура заливки форм 1360-1380 градусов.
При этом отмечалось: нестабильность механических свойств отливок, склонность чугуна к отбелу, повышенная твердость отливок (НВ).
Во время проведения опытных плавок при сливе металла в разливочный ковш на струю вводилась смесь УККС, что соответствует содержанию SiC-90% (Si-63%/C-30%).
С каждой плавки заливались пробы для определения химического состава, механических свойств чугуна и определения микроструктуры. Параллельно определялись склонность чугуна к отбелу путем заливки клиновых проб.
Все полученные отливки соответствовали требованиям ГОСТа и нормативной техническим требованиям (НТД) предприятия: предел прочности - 20,4-23,0 кгс/мм2; твердость - 180-217 НВ. Микроструктура: ПГф(1-2) - ПГд(15-45,90) - ПГр(1,7) - ПГ(10-12) - П(70-96). Отбел: не выявлен. Механическая обработка удовлетворительна, газовых раковин и неметаллических включений после обработки не обнаружено.
Результаты величины отбела и твердости отливок приведены в таблице №1:
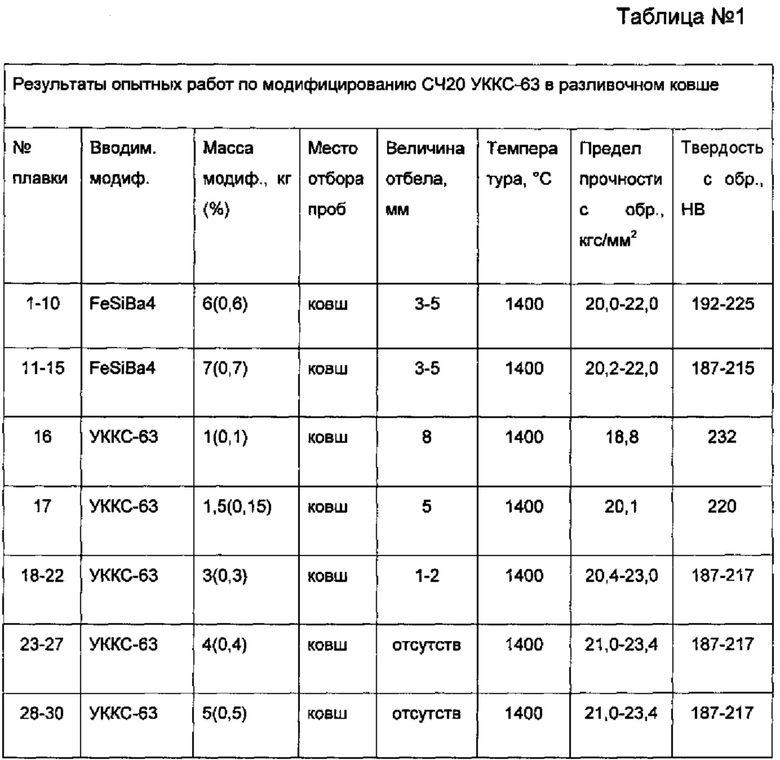
Таким образом, опытным путем был определен оптимальный расход модификатора УККС при модифицировании СЧ20, в условиях данного предприятия, в количестве 0,35%.
При увеличении количества вводимого модификатора УККС более 0,5% комплексная смесь полностью не растворяется и снимается вместе со шлаком, что повышает себестоимость внепечной обработки чугуна. Для более полного растворения повышенного количества УККС требуется либо повышение температуры расплава, либо увеличение времени выдержки, что ухудшает технологичность процесса модифицирования.
При снижении количества вводимого УККС менее 0,15% снижаются механические свойства чугуна, увеличивается размер графитных включений, увеличивается глубина отбела и разброс твердости по сечениям отливки.
В ходе внедрения способа графитизирующего модифицирования комплексными смесями из углерод-карбидкремниевых материалов (УККС) получены стабильные результаты по механическим свойствам отливок, снижение брака на 30%, снижение себестоимости внепечной обработки чугуна, улучшение обрабатываемости отливок.
Пример 2.
Плавка чугуна ВЧ50 в печах ИПП садкой 8,4 тонны с внутриформенным модифицированием.
По действующей технологии графитизирующее модифицирование проводится при переливе металла из транспортировочного ковша емкостью 0,8 тонны в разливочные ковши емкостью 0,4 тонны путем введения навески FeSiBa4 в количестве 1,8 кг на 0,4 тн, то есть 0,45%. При этом допускаемая величина отбела по техническому регламенту в пределах 2-4 мм.
На сравнительных плавках применяемый модификатор заменяли навеской комплексной смеси УККС, что соответствует содержанию SiC - 92,86%; (Si - 65%, C - 28%) в количестве 1,8 кг на ковш емкостью 0,8 т, т.е. 0,225%. Причем смесь УККС вводили «на струю» при сливе металла из печи в транспортировочный ковш емкостью 0,8 т. После перелива металла в разливочный ковш емкостью 0,4 т проводился замер температуры и заливка клиновых проб. Полученная величина отбела на клиновой пробе 1,0-3,0 мм, что соответствует техническому регламенту предприятия.
При этом получили стабильную структуру чугуна в отливках: П20 - ШГф4,5 - ШГд15-25,80; 157-207НВ; относительное удлинение 7-9%, что соответствует действующим техническим требованиям. Отмечено значительное снижение, в 3 раза, числа отливок с кромочным отбелом.
Значительно снизился расход модификатора, снизилась себестоимость продукции и улучшились механические свойства отливок.
Пример 3.
Плавка чугуна ВЧ50 в индукционных печах «ИНДУКТОТЕРМ» емкостью 6,0 тонн.
Раздача металла производиться через миксер емкостью 6,0 т разливочными ковшами емкостью 1,25 т. Сфероидизирующее и графитизирующее модифицирование, по действующей на предприятии технологии, проводятся при сливе металла в разливочный ковш из миксера «Сэндвич-процессом» путем введения на дно ковша сфероидизирующего модификатора в количестве 1,8-2,0% с присыпкой графитизирующим модификатором FeSiBa4 в количестве 0,45% с одновременным укрытием чугунной стружкой.
На сравнительных плавках применяемый модификатор заменяли навеской комплексной смеси УККС, что соответствует содержанию SiC - 92,86% (Si - 65%/C - 27%) в количестве 4,0 кг на ковш, емкостью 1,25 т, т.е 0,32%. Смесью УККС заменяли применяемый модификатор FeSiBa4 с сохранением технологии введения модификатора, применяемой на предприятии, то есть «Сендвич-процессом» под чугунную стружку.
При этом получили стабильную структуру чугуна в отливках: П40 - ШГф4,5 - ШГд15-25,80; 156-222НВ; относительное удлинение 7-8%, что соответствует действующим техническим требованиям. Отмечено значительное снижение, на 32%, числа отливок с кромочным отбелом. Значительно снизился расход модификатора, себестоимость продукции и улучшились механические свойства отливок.
Пример 4.
Плавка чугуна ВЧ50 в печах плавления «ИНДУКТОТЕРМ» емкостью 6,0 тонн.
Раздача металла производилась через миксер емкостью 6,0 т разливочными ковшами емкостью 1,25 т. Сфероидизирующее и графитизирующее модифицирование, по действующей на предприятии технологии, проводили при сливе металла в разливочный ковш из миксера «Сэндвич-процессом» путем введения на дно ковша сфероидизатора в количестве 1,8-2,0% с присыпкой графитизирующим модификатором FeSiBa4 в количестве 0,45% с укрытием чугунной стружкой.
Химический состав базового чугуна: 3,5-3,7% С, 1,5-1,7% Si, 0,8-1,0% Mn, до 0,05% P и до 0,02% S.
На сравнительных плавках применяемый модификатор заменяли комплексной смесью УККС (Si - 45%/C - 52%) в количестве 24,0 кг, т.е 0,4%. Смесь УККС отдавали в ковш емкостью 6,0 тонн при сливе металла из печи плавки. Далее сфероидизирующее модифицирование проводилось по действующей технологии, исключив модификатор FeSiBa4.
При этом получили стабильную структуру чугуна в отливках: П50…70 - ШГф4,5 - ШГд15-25,90; 177-217НВ; относительное удлинение 7-9%, что соответствует действующим техническим требованиям. Отмечено значительное снижение, на 30%, числа отливок с кромочным отбелом. Значительно снизился расход модификатора, себестоимость продукции и улучшились механические свойства отливок.
Введение в расплав заявляемого модификатора в количестве 0,15-0,5% от массы расплава позволяет значительно снизить отбел при выплавке серых чугунов, снизить склонность к образованию цементита при выплавке ВЧШГ, повысить графитизирующую способность модификатора и «живучесть» модифицирующего эффекта, улучшить структуру металла, повысить механические свойства отливок, повысить стабильность качества, при этом снизить расход модификатора и снизить себестоимость внепечной обработки чугуна.
Таким образом, предлагаемый способ графитизирующего модифицирования чугуна обладает положительным, более длительным, модифицирующим эффектом, более низкой стоимостью по сравнению с известными в настоящее время графитизирующими модификаторами.
Изобретение позволяет повысить стабильность качества отливок и их механические свойства, снизить отбел, снизить твердость отливок при снижении себестоимости внепечной обработки чугуна, а также повысить “живучесть” модифицирующего эффекта и общую графитизирующую способность модификатора.
Промышленная применимость
Все представленные выше примеры подтверждают промышленную применимость заявленного способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2588965C1 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ | 2007 |
|
RU2373290C2 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 2000 |
|
RU2177041C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 1998 |
|
RU2139941C1 |
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ГРАФИТНЫХ ВКЛЮЧЕНИЙ В ВЫСОКОПРОЧНОМ ЧУГУНЕ | 2008 |
|
RU2402617C2 |
| КОМПЛЕКСНЫЙ МОДИФИКАТОР | 2006 |
|
RU2316609C1 |
| МОДИФИЦИРУЮЩАЯ СМЕСЬ | 2002 |
|
RU2226554C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ И АУСТЕНИТНО-ФЕРРИТНОЙ МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ | 2009 |
|
RU2415949C2 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ И ЦВЕТНЫХ СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2502808C1 |
| МОДИФИКАТОР | 2016 |
|
RU2631930C1 |
Изобретение относится к черной металлургии, в частности к графитизирующему модифицированию, и может быть использовано в литейном производстве. В способе осуществляют выпуск чугуна из плавильного агрегата в ковш и подачу в ковш модификатора в процессе выпуска чугуна. В качестве модификатора используют комплексную смесь в количестве 0,15-0,5% от массы расплава чугуна, состоящую из углеродсодержащего и карбидкремниевого материалов, при этом в качестве карбидкремниевого материала комплексная смесь содержит карбид кремния с содержанием SiC 70-99 мас.% в количестве не менее 65 мас.%, а в качестве углеродсодержащего материала - графит искусственный с содержанием серы менее 0,05% в количестве не более 35 мас.%. Изобретение позволяет повысить стабильность качества отливок и их механические свойства, снизить отбел и твердость отливок из чугуна при снижении себестоимости внепечной обработки чугуна, а также повысить “живучесть” модифицирующего эффекта и общую графитизирующую способность модификатора. 1 табл., 4 пр.
Способ графитизирующего модифицирования расплава чугуна, включающий выпуск чугуна из плавильного агрегата в ковш и подачу в ковш модификатора в процессе выпуска чугуна, отличающийся тем, что в качестве модификатора используют комплексную смесь в количестве 0,15-0,5% от массы расплава чугуна, состоящую из углеродсодержащего и карбидкремниевого материалов, при этом в качестве карбидкремниевого материала комплексная смесь содержит карбид кремния с содержанием SiC 70-99 мас.% в количестве не менее 65 мас.%, а в качестве углеродсодержащего материала - графит искусственный с содержанием серы менее 0,05% в количестве не более 35 мас.%.
| НАУГЛЕРОЖИВАТЕЛЬ | 2006 |
|
RU2380428C2 |
| Приспособление к бурачному элеватору | 1928 |
|
SU10668A1 |
| КАРБЮРИЗАТОР (ВАРИАНТЫ) | 2000 |
|
RU2175984C1 |
| JP 55038976 A, 18.03.1980 | |||
| JP 56139612 A | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |

