Изобретение относится к металлообработке, в частности к дорнованию отверстий в деталях типа полых цилиндров.
Известен способ дорнования со сжатием (Справочник технолога-машиностроителя. В 2-х тт. Т.2 / Под ред. A.M. Дальского, А.Г. Суслова, А.Г. Косиловой, Р.К. Мещерякова. - М.: Машиностроение - 1, 2003, с. 495), включающий базирование полого цилиндра по торцу и отверстию и дорнование отверстия путем проталкивания через него многозубого дорна.
Недостаток известного способа - невозможность его применения для обработки отверстий малого диаметра из-за низкой прочности многозубого дорна.
Известен способ дорнования со сжатием (Скворцов В.Ф., Арляпов А.Ю., Охотин И.С. Дорнование глубоких отверстий малого диаметра // Справочник. Инженерный журнал. Приложение. - 2012. - №2. - С. 2), выбранный в качестве прототипа, при котором производят базирование полого цилиндра по торцу и отверстию и осуществляют его дорнование путем последовательного проталкивания однозубых дорнов возрастающего диаметра.
Недостаток известного способа состоит в низкой точности отверстия и наружной поверхности полых цилиндров, обусловленной различными условиями течения металла у опорного и свободного торцов цилиндра.
Задача изобретения - повышение точности отверстия и наружной поверхности полых цилиндров, обрабатываемых дорнованием со сжатием.
Решение поставленной задачи достигается тем, что в способе дорнования со сжатием, при котором через отверстие полого цилиндра последовательно проталкивают однозубые дорны возрастающего диаметра, в следующих друг за другом группах из двух дорнов средние натяги на каждой из них принимают одинаковыми, а обработку этими дорнами производят при базировании полого цилиндра по разным торцам.
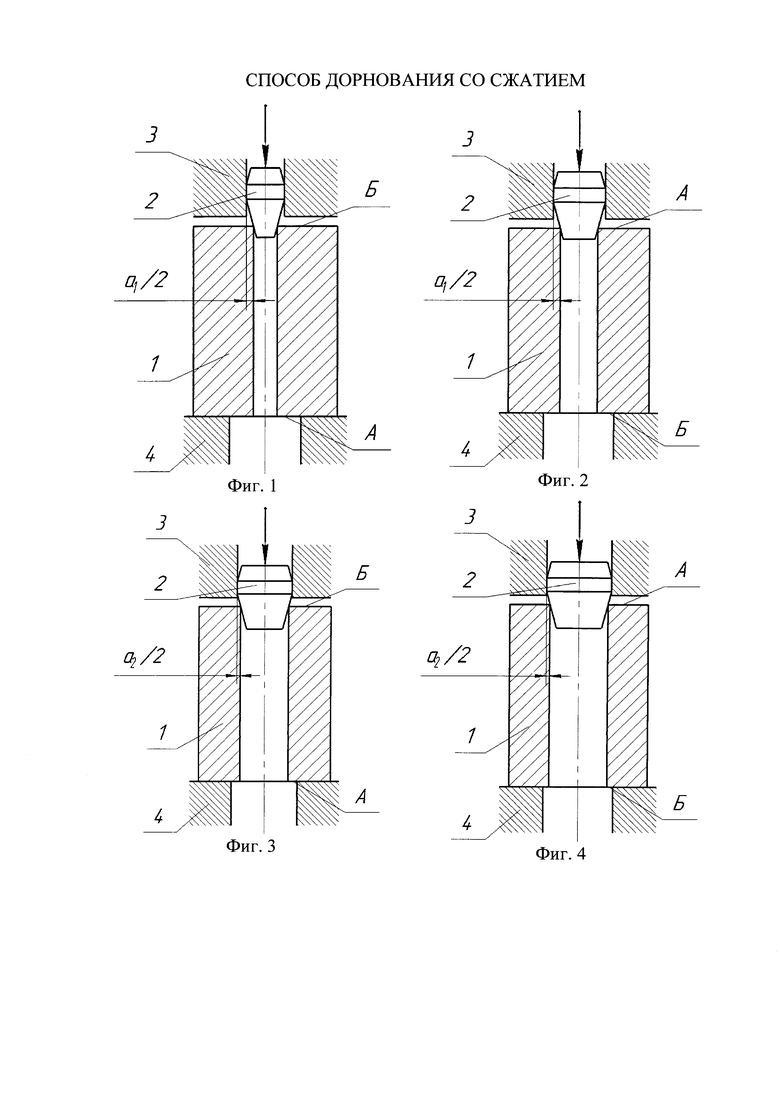
На фиг. 1, фиг. 2, фиг. 3 и фиг. 4 изображена схема последовательного дорнования отверстия в полом цилиндре по предлагаемому способу - первым (фиг. 1) и вторым (фиг. 2) дорнами, входящими в их первую группу, третьим (фиг. 3) и четвертым (фиг. 4) дорнами, входящими в их вторую группу.
На фиг. 1, фиг. 2, фиг. 3 и фиг. 4 обозначено: 1 - обрабатываемый полый цилиндр; 2 - однозубый дорн; 3 - направляющая втулка для дорна; 4 - опора для установки полого цилиндра. Буквами а1 и а2 обозначены средние натяги на дорны соответственно в их первой и второй группах, буквами А и Б - торцы полого цилиндра. Стрелкой показано направление рабочего перемещения дорна.
Предлагаемый способ осуществляют следующим образом. По известным рекомендациям (Проскуряков Ю.Г. Технология упрочняюще-калибрующей и формообразующей обработки металлов. - М.: Машиностроение, 1971, с. 74-83) выбирают суммарный натяг дорнования и распределяют его между дорнами. При этом в следующих друг за другом группах из двух дорнов средние натяги а1 (см. фиг. 1 и 2) и а2 (см. фиг. 3 и фиг. 4) на каждый из них принимают одинаковыми, а обработку этими дорнами выполняют при базировании полого цилиндра по разным торцам (А и Б). Это позволяет выровнять условия течения металла по длине полого цилиндра и повысить точность его отверстия и наружной поверхности.
Предлагаемый способ дорнования со сжатием испытан при обработке отверстия диаметром  мм глубиной 30 мм в полых цилиндрах из стали 20 (НВ 1280…1370 МПа) с наружным диаметром 25 мм (число полых цилиндров - 10). Перед дорнованием отверстие развертывают ручной разверткой. Дорнование отверстия выполняют последовательно двумя однозубыми дорнами (одна группа) из твердого сплава ВК8 при базировании полого цилиндра по разным торцам. Углы рабочего и обратного конусов дорнов составляют 6°, а ширина соединяющей их ленточки - 3 мм. Натяг при обработке каждым дорном - 0,07 мм, скорость дорнования - 0,5 м/мин. В качестве смазочного материала при дорновании применяют жидкость на масляной основе МР-7.
мм глубиной 30 мм в полых цилиндрах из стали 20 (НВ 1280…1370 МПа) с наружным диаметром 25 мм (число полых цилиндров - 10). Перед дорнованием отверстие развертывают ручной разверткой. Дорнование отверстия выполняют последовательно двумя однозубыми дорнами (одна группа) из твердого сплава ВК8 при базировании полого цилиндра по разным торцам. Углы рабочего и обратного конусов дорнов составляют 6°, а ширина соединяющей их ленточки - 3 мм. Натяг при обработке каждым дорном - 0,07 мм, скорость дорнования - 0,5 м/мин. В качестве смазочного материала при дорновании применяют жидкость на масляной основе МР-7.
Результаты испытаний предлагаемого способа дорнования со сжатием в сравнении с известным способом, предусматривающим базирование полого цилиндра по одному и тому же торцу, представлены в таблице. Видно, что предлагаемый способ дорнования со сжатием обеспечивает разброс диаметров отверстия и наружной поверхности полых цилиндров (с учетом погрешностей формы этих поверхностей) соответственно 0,006 мм и 0,013 мм, а известный способ - соответственно 0,009 мм и 0,028 мм.
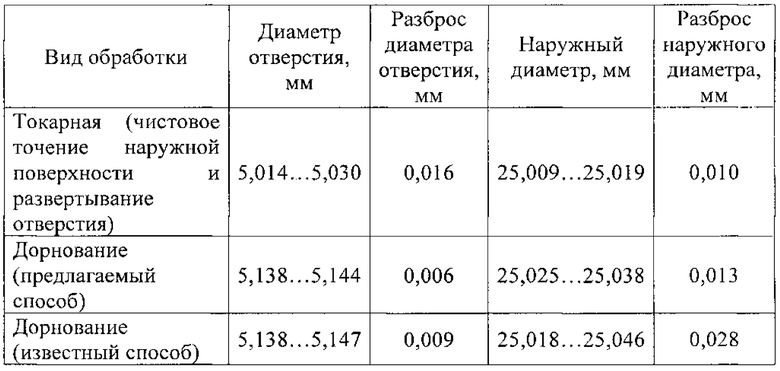
Таким образом, предлагаемый способ дорнования со сжатием позволяет повысить точность диаметра отверстия полых цилиндров в 1,5 раза, а точность их наружной поверхности - более чем в 2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОРНОВАНИЯ С РАСТЯЖЕНИЕМ | 2011 |
|
RU2457932C1 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРОВ | 2015 |
|
RU2606145C1 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРОВ | 2014 |
|
RU2573165C1 |
| СПОСОБ ДОРНОВАНИЯ СО СЖАТИЕМ | 2007 |
|
RU2343046C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ И ДОРН ДЛЯ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ | 2007 |
|
RU2344895C1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2011 |
|
RU2446922C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
Способ выполняют путем последовательного проталкивания через отверстие полого цилиндра однозубых дорнов возрастающего диаметра. При этом в следующих друг за другом группах из двух дорнов средние натяги на каждый из них принимают одинаковыми, а обработку этими дорнами осуществляют при базировании полого цилиндра по разным торцам. Достигается повышение точности отверстия и наружной поверхности полых цилиндров. 1 табл., 4 ил.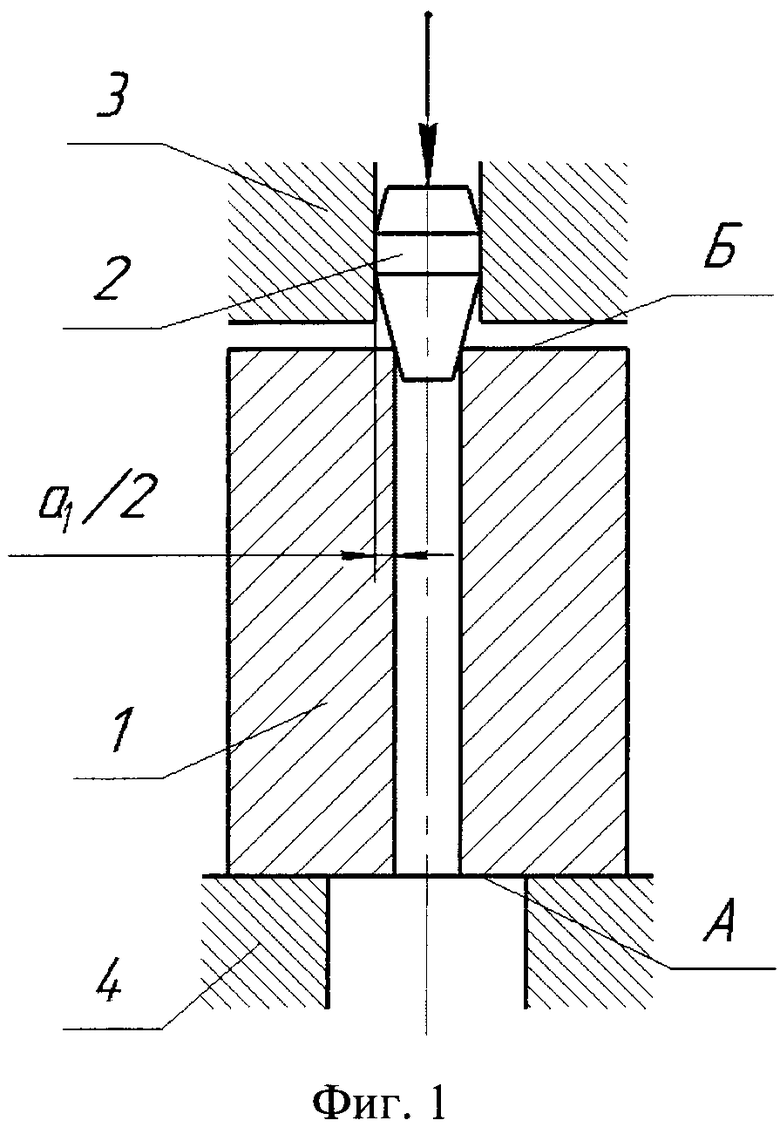
Способ дорнования со сжатием отверстий в деталях типа полого цилиндра, включающий последовательное проталкивание однозубых дорнов с возрастающим диаметром через отверстие полого цилиндра, отличающийся тем, что проталкивание дорнов осуществляют группами, состоящими из двух дорнов с одинаковым средним натягом, а обработку этими дорнами производят при базировании полого цилиндра по разным торцам.
| СПОСОБ ДОРНОВАНИЯ СО СЖАТИЕМ | 2007 |
|
RU2343046C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2383423C1 |
| US 2901815 A, 01.09.1959. | |||

