Изобретение относится к металлообработке, в частности к обработке глубоких отверстий малого диаметра в заготовках типа полых цилиндров.
Известен способ дорнования с растяжением (Монченко В.П. Эффективная технология производства полых цилиндров. - М.: Машиностроение, 1980, с.26-27), при котором заготовку типа полого цилиндра устанавливают на технологическую базу (бурт или выточку), выполненную у ее входного торца, и обрабатывают многозубым дорном-протяжкой.
Недостатком известного способа дорнования с растяжением является невозможность его использования при обработке глубоких отверстий малого диаметра (d=1…10 мм) из-за низкой прочности многозубого дорна-протяжки. Другим недостатком известного способа является формирование в заготовке больших остаточных напряжений. При ее последующей обработке резанием происходит перераспределение остаточных напряжений, которое сопровождается деформациями заготовки и снижением точности обработанного дорнованием отверстия.
Известен способ дорнования с растяжением (Скворцов В.Ф., Охотин И.С., Арляпов А.Ю. Влияние степени толстостенности заготовок на процесс дорнования отверстий, выполняемый с большими натягами. Ж.: Известия Томского политехнического университета. - Томск: ТПУ, 2009, Т.314, №2, с.62-65), выбранный в качестве прототипа, при котором заготовку типа полого цилиндра устанавливают на технологическую базу - бурт - у ее входного торца и обрабатывают путем последовательного проталкивания через отверстие однозубых дорнов-прошивок возрастающего диаметра.
Недостатком известного способа дорнования с растяжением является высокий уровень остаточных напряжений, возникающих в заготовке.
Задача изобретения - уменьшение остаточных напряжений в заготовках типа полых цилиндров при дорновании с растяжением глубоких отверстий малого диаметра.
Решение поставленной задачи достигается тем, что в способе дорнования с растяжением глубоких отверстий малого диаметра, при котором через них последовательно проталкиваются однозубые дорны возрастающего диаметра, сначала путем обработки пробных заготовок определяют суммарный натяг дорнования, вызывающий сквозное пластическое деформирование заготовки, а затем при этом натяге выполняют дорнование отверстий. Причем обработку последним дорном осуществляют, создавая в заготовке дополнительные осевые растягивающие напряжения постоянной величины, меньшей исходного предела текучести ее материала.
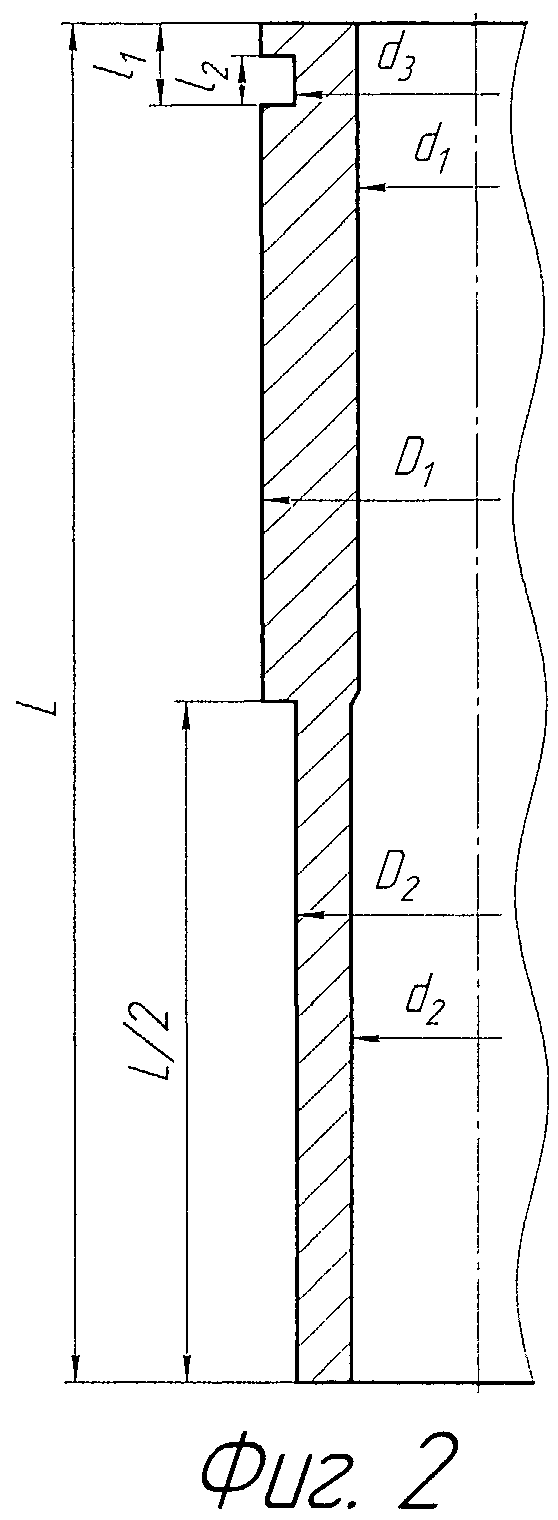
На фиг.1 изображена схема дорнования с растяжением, выполняемого последним дорном по предлагаемому способу. На фиг.2 показана схема деформаций обработанной дорнованием заготовки при ее последующей обточке, а также приведено обозначение размеров заготовки.
На схеме (фиг.1) обозначено: 1 - обрабатываемая заготовка с двумя технологическими выточками; 2 - однозубый дорн; 3 - опора для дорнования, содержащая подвижную в осевом направлении каретку 4 и подпружиненные кулачки 5 и 6, размещенные соответственно в неподвижной части опоры и ее каретке. Стрелкой показано направление рабочего перемещения дорна. Буквой Р обозначена дополнительная осевая растягивающая сила, передаваемая через каретку 4 и кулачки 6 на заготовку 1.
Предлагаемый способ осуществляют следующим образом. Предварительно опытным путем - обработкой пробных заготовок - определяют значение суммарного натяга дорнования, при котором пластические деформации оказываются сквозными, т.е. достигают наружной поверхности заготовки. О наступлении сквозных пластических деформаций судят по величине относительного приращения наружного диаметра заготовки - окружной деформации на ее наружной поверхности. Как известно (Проскуряков Ю.Г. Дорнование отверстий. - М. - Свердловск: Машгиз, 1961, с.35), если эта величина оказывается больше, чем отношение исходного предела текучести материала заготовки к его модулю упругости, то пластические деформации в заготовке являются сквозными. Найденное значение суммарного натяга распределяют между дорнами, уменьшая натяг в соответствии с известными рекомендациями от первого к последнему дорну. Дорнование всеми дорнами, кроме последнего, для упрощения способа выполняют при установке заготовки на верхнюю выточку, т.е. по обычной схеме с растяжением. При дорновании последним дорном (фиг.1) в заготовке создают дополнительные осевые растягивающие напряжения  путем воздействия на нее силой Р, передаваемой через нижнюю выточку. Эти напряжения определяют по известной формуле
путем воздействия на нее силой Р, передаваемой через нижнюю выточку. Эти напряжения определяют по известной формуле
 ,
,
где D0, d0 - соответственно диаметры наружной поверхности и отверстия
заготовки перед обработкой последним дорном, и должны быть меньше исходного предела текучести материала заготовки.
Наложение при обработке последним дорном на очаг пластических деформаций, охватывающий все поперечное сечение заготовки, дополнительных равномерно распределенных по ее сечению осевых растягивающих напряжений снижает неравномерность этих деформаций и, тем самым, значительно уменьшает уровень остаточных напряжений в обработанной дорнованием заготовке.
Предлагаемый способ был испытан при обработке отверстий в толстостенных заготовках типа полых цилиндров из латуни ЛС59-1 с условным пределом текучести σ0,2=345 МПа. Перед дорнованием заготовки (фиг.2) имели следующие размеры: диаметр отверстия - 3+0,05 мм, наружный диаметр - 10 мм, высоту - L=50 мм. На концах заготовок были выполнены выточки с размерами: l1=5 мм, l2=2 мм, dв=7 мм. Дорнование отверстий последовательно выполняли двумя однозубыми дорнами из твердого сплава ВК8 при скорости 0,5 м/мин с использованием в качестве смазочного материала жидкости МР-7. Углы конусов дорнов составляли 6°, ширина соединяющей их ленточки - 2 мм. Диаметр первого дорна 3,22 мм, второго -3,24 мм, т.е. минимальный суммарный натяг дорнования составил 0,19 мм и обеспечил сквозное пластическое деформирование заготовок. Заготовки разбили на две партии. В каждую партию входило по 10 заготовок. В первой партии отверстия обрабатывали дорнованием по обычной схеме с растяжением. Во второй партии обработку отверстий первым дорном также выполняли по этой схеме, а обработку вторым дорном осуществляли при приложении к заготовке дополнительных осевых растягивающих напряжений  , т.е. напряжений, примерно равных 30% от условного предела текучести латуни ЛС 59-1.
, т.е. напряжений, примерно равных 30% от условного предела текучести латуни ЛС 59-1.
Возникающие после дорнования остаточные напряжения в заготовках оценивали следующим образом. Наружную поверхность заготовки (фиг.2) на участке L/2=25 мм обтачивали с диаметра D1=10,05 мм до диаметра D2=6 мм. Затем с помощью нутромера, оснащенного измерительной головкой с ценой деления 0,001 мм, измеряли диаметры отверстия d2 и d1 соответственно на обточенном и необточенном участках заготовки (диаметр d2 был больше диаметра d1). Уровень остаточных напряжений в заготовках считали пропорциональным разности этих диаметров Δ. Испытания показали, что в заготовках первой партии среднее значение Δ=d2-d2 составило 6,9 мкм, второй - 2,6 мкм.
Таким образом, предлагаемый способ дорнования с растяжением позволяет, по сравнению с известным, уменьшить уровень остаточных напряжений в заготовках примерно в 2,7 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРОВ | 2014 |
|
RU2573165C1 |
| СПОСОБ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРОВ | 2015 |
|
RU2606145C1 |
| Способ снятия остаточных напряжений в трубных заготовках | 1978 |
|
SU774904A1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2012 |
|
RU2508967C1 |
| Способ дорнования | 1977 |
|
SU716676A1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2011 |
|
RU2446922C1 |
| Способ дорнования отверстий | 1986 |
|
SU1411124A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ И ДОРН ДЛЯ ПОЛУЧЕНИЯ ПОЛОСТЕЙ СЛОЖНОЙ ФОРМЫ В ТРУБНЫХ ЗАГОТОВКАХ | 2007 |
|
RU2344895C1 |
| СПОСОБ ДОРНОВАНИЯ СО СЖАТИЕМ | 2007 |
|
RU2343046C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462340C2 |
Изобретение относится к металлообработке и к дорнованию отверстий малого диаметра. Осуществляют дорнование пробной заготовки для определения натяга дорнования, вызывающего сквозное пластическое деформирование заготовки. При этом натяге выполняют дорнование отверстия заготовки проталкиванием через него однозубых дорнов возрастающего диаметра. Причем обработку последним дорном осуществляют с созданием в заготовке дополнительных осевых растягивающих напряжений постоянной величины, которая меньше исходного предела текучести материала заготовки. В результате уменьшаются остаточные напряжения в заготовке. 2 ил.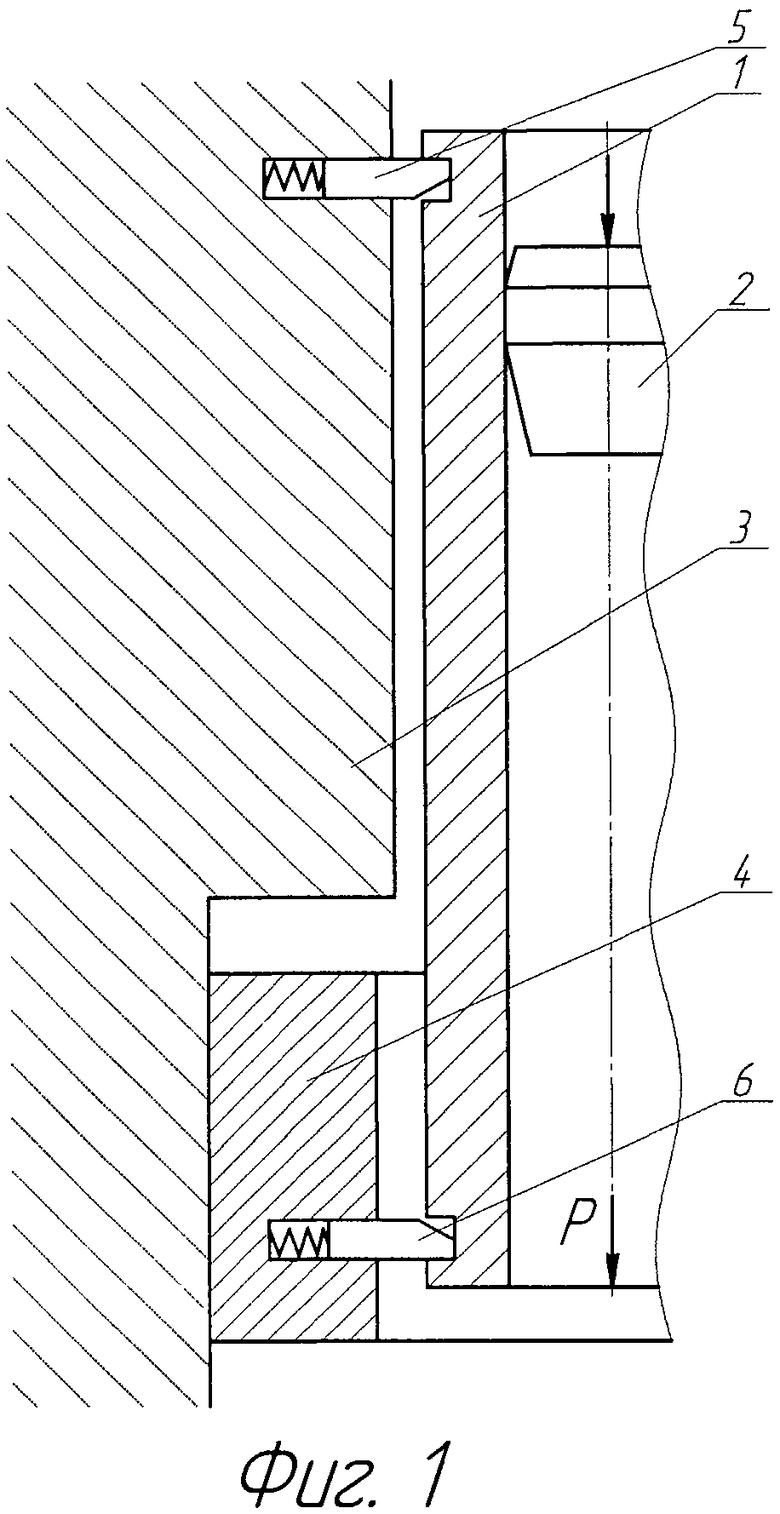
Способ дорнования с растяжением глубоких отверстий малого диаметра, при котором через них последовательно проталкивают однозубые дорны возрастающего диаметра, отличающийся тем, что сначала путем обработки пробных заготовок определяют натяг дорнования, вызывающий сквозное пластическое деформирование заготовки, затем при этом натяге выполняют дорнование отверстий, причем обработку последним дорном осуществляют с созданием в заготовке дополнительных осевых растягивающих напряжений постоянной величины, которая меньше исходного предела текучести материала заготовки.
| Способ деформирующего протягивания | 1988 |
|
SU1523318A1 |
| Способ деформирующе-режущего протягивания | 1987 |
|
SU1493445A1 |
| Способ снятия остаточных напряжений в трубных заготовках | 1978 |
|
SU774904A1 |
| Способ обработки отверстий деталей пластическим деформированием | 1986 |
|
SU1425061A1 |
| WO 9915303 A1, 01.04.1999. | |||

