Изобретение относится к металлообработке, в частности к обработке отверстий в заготовках типа втулок дорнованием.
Известен способ дорнования с растяжением (Розенберг A.M., Розенберг О.А., Посвятенко Э.К. и др. Расчет и проектирование твердосплавных деформирующих протяжек и процесса протягивания. Киев: «Наукова думка», 1978, с.9), при котором осуществляется базирование по торцу кольцевой выточки, расположенной у конца заготовки, и наружной поверхности на опоре, содержащей упругие раздвижные лепестки, а затем установленную таким образом заготовку базируют по отверстию рабочим конусом первого зуба дорна.
Недостатком известного способа дорнования с растяжением является то, что часто возникает необходимость специального изготовления кольцевой выточки на заготовке, которую после дорнования отверстия приходится удалять. Все это вызывает увеличение затрат на изготовление детали.
Известен способ дорнования со сжатием (Скворцов В.Ф., Арляпов А.Ю., Охотин И.С. Закономерности процессов базирования заготовок, осуществляемых инструментом при свободном дорновании отверстий // Известия вузов. Машиностроение. - 2005, №7, с.63-70), выбранный в качестве прототипа, при котором заготовку базируют рабочим конусом дорна, совершающего рабочий ход снизу вверх, по отверстию и сначала - по нижнему торцу установкой на нижнюю опору, а затем - по верхнему торцу прижатием к верхней опоре, соосно расположенной относительно нижней опоры, осуществляемым дорном.
Так как в известном способе дорнования заготовка приподнимается до касания с верхней опорой дорном, то равновесие заготовки при этом перемещении оказывается неустойчивым. Из-за смещения центра тяжести заготовки относительно оси обрабатываемого отверстия и вибраций в технологической системе дорнования заготовка может перекашиваться относительно верхней опоры и заклинивать между этой опорой и дорном. Это сопровождается снижением точности обработанных отверстий и может вызвать поломку дорна.
Задача изобретения - повышение точности обработки и надежности инструмента при дорновании отверстий в заготовках большой высоты с их сжатием.
Решение поставленной задачи достигается тем, что в способе дорнования со сжатием, при котором заготовку базируют рабочим конусом дорна, совершающего рабочий ход снизу вверх, по обрабатываемому отверстию и сначала - по нижнему торцу установкой на нижнюю опору, а затем - по верхнему торцу прижатием к верхней опоре, соосно расположенной относительно нижней опоры, заготовку дополнительно прижимают к верхней опоре подвижной в осевом направлении нижней опорой, сила воздействия которой на заготовку меньше веса последней, а перемещение снизу вверх согласовано с рабочим ходом дорна.
Устройство для дорнования заготовки по предлагаемому способу показано на чертеже (общий вид).
Устройство состоит из корпуса 1 с прорезью для размещения обрабатываемой заготовки 2. Верхняя плоскость А этой прорези служит верхней опорой, на которую опирается заготовка 2 при дорновании отверстия. В нижнюю часть корпуса 1 запрессована ступенчатая втулка 3, в отверстии которой размещен дорн 4 и обеспечивающий его рабочий ход толкатель 5, закрепленный в штоке 6 его привода винтом 7. На верхней части ступенчатой втулки 3 смонтирована подвижная в осевом направлении нижняя опора 8 с выточкой Б, служащей для установки обрабатываемой заготовки 2 в начале цикла дорнования. Между этой опорой и ступенчатой втулкой 3 размещена тарированная пружина 9. Для ограничения осевых перемещений нижней опоры 8 служит винт 10, взаимодействующий с пазом В, который выполнен в этой опоре. Рукоятка 11, ввернутая в нижнюю опору 8, предназначена для ее перемещения вниз и удержания в крайнем нижнем положении. В верхней части корпуса 1 выполнено отверстие, в которое установлен предназначенный для возврата дорна толкатель 12, закрепленный в штоке 13 его привода винтом 14. Это отверстие также служит для размещения дорна 4 после обработки заготовки 2. Для удержания дорна 4 в верхнем положении предусмотрен шариковый фиксатор (на чертеже не показан).
Устройство работает следующим образом.
С помощью рукоятки 11 нижняя опора перемещается вниз до упора в винт 10 и удерживается в этом положении. Обрабатываемая заготовка 2 устанавливается в выточку Б нижней опоры 8. Рукоятка 11 освобождается, однако за счет воздействия веса заготовки на нижнюю опору 8 и пружину 9 положение указанной опоры не изменяется, т.е. она остается в крайнем нижнем положении. Затем включается привод толкателя 5, который перемещает вверх дорн 4. Его рабочий конус входит в обрабатываемое отверстие и таким образом осуществляет базирование заготовки 2 по этому отверстию. Действующая на заготовку 2 со стороны дорна 4 осевая сила на этом этапе базирования обычно не превышает 10% от веса заготовки 2. При дальнейшем перемещении дорна 4 снизу вверх эта сила возрастает, разгружая все в большей степени нижнюю опору 4 и пружину 9 от воздействия веса заготовки 2. Когда, например, на нижнюю опору 8 будет воздействовать 70% от веса заготовки 2, под действием тарированной пружины 9 эта опора синхронно с дорном 4 начнет перемещаться вверх. Таким образом дорн 4 и нижняя опора 8, воздействуя на заготовку 2, приподнимут ее до касания с верхней опорой (верхней плоскостью А прорези в корпусе 1). Далее осуществляется собственно дорнование отверстия в заготовке 2, которая оказывается сбазированной по обрабатываемому отверстию и верхнему торцу. После дорнования отверстия дорн 4 входит в отверстие, выполненное в верхней части корпуса 1, и фиксируется в этом отверстии шариковым фиксатором (на чертеже не показан). Нижняя опора 8 вместе с заготовкой 2 под действием собственного веса опускается в крайнее нижнее положение. Толкатель 5 возвращается в исходное положение. С удерживаемой рукояткой 11 в этом положении нижней опоры 8 обработанная заготовка 2 снимается. Толкателем 12 дорн 4 выталкивается из отверстия в верхней части корпуса 1 и устанавливается в исходное положение.
Далее цикл обработки повторяется.
Таким образом, за счет прижатия заготовки к верхней опоре дорном и нижней опорой, сила воздействия которой на заготовку меньше ее веса, а перемещение снизу вверх согласовано с рабочим ходом дорна, обеспечивается устойчивое равновесие заготовки (при перемещении снизу вверх) и исключается возможность ее перекоса и заклинивания между дорном и верхней опорой. Это позволяет повысить точность обработанных дорнованием отверстий и надежность инструмента.
Предлагаемый способ был испытан при дорновании отверстий диаметром 2 мм во втулках из стали Х12М (НВ 220) с наружным диаметром 14 мм и высотой 70 мм. Отверстия получали сверлением спиральным сверлом. Дорнование отверстий осуществляли однозубыми дорнами из твердого сплава ВК8. Углы рабочего и обратного конусов дорнов составляли 6°, ширина соединяющей их ленточки - 2 мм. В качестве смазочного материала при дорновании использовали жидкость МР-7. Натяг дорнования составлял от 0,05 до 0,2 мм, скорость дорнования была 0,1 м/мин. Вес заготовки составлял около 0,8 Н, сила воздействия на нее нижней опоры была 0,6 Н.
Проведенные испытания свидетельствуют о высокой эффективности предлагаемого способа. При базировании втулок по этому способу точность обработанных дорнованием отверстий повышается по сравнению с базированием по известному способу на один квалитет.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2007 |
|
RU2356706C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2076798C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2021097C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2006 |
|
RU2333826C1 |
| Устройство для дорнования отверстий труб | 1990 |
|
SU1738616A1 |
| Устройство для дорнования отверстий | 1989 |
|
SU1779561A1 |
| СПОСОБ ДОРНОВАНИЯ С РАСТЯЖЕНИЕМ | 2011 |
|
RU2457932C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
Способ заключается в том, что заготовку базируют рабочим конусом дорна, совершающего рабочий ход снизу вверх по обрабатываемому отверстию, и сначала - по нижнему торцу установкой на нижнюю опору, а затем - по верхнему торцу прижатием к верхней опоре, соосно расположенной относительно нижней опоры. Для повышения точности обработки и надежности инструмента заготовку дополнительно прижимают к верхней опоре подвижной в осевом направлении нижней опорой, сила воздействия которой на заготовку меньше ее веса, а перемещение снизу вверх согласовано с рабочим ходом дорна. 1 ил.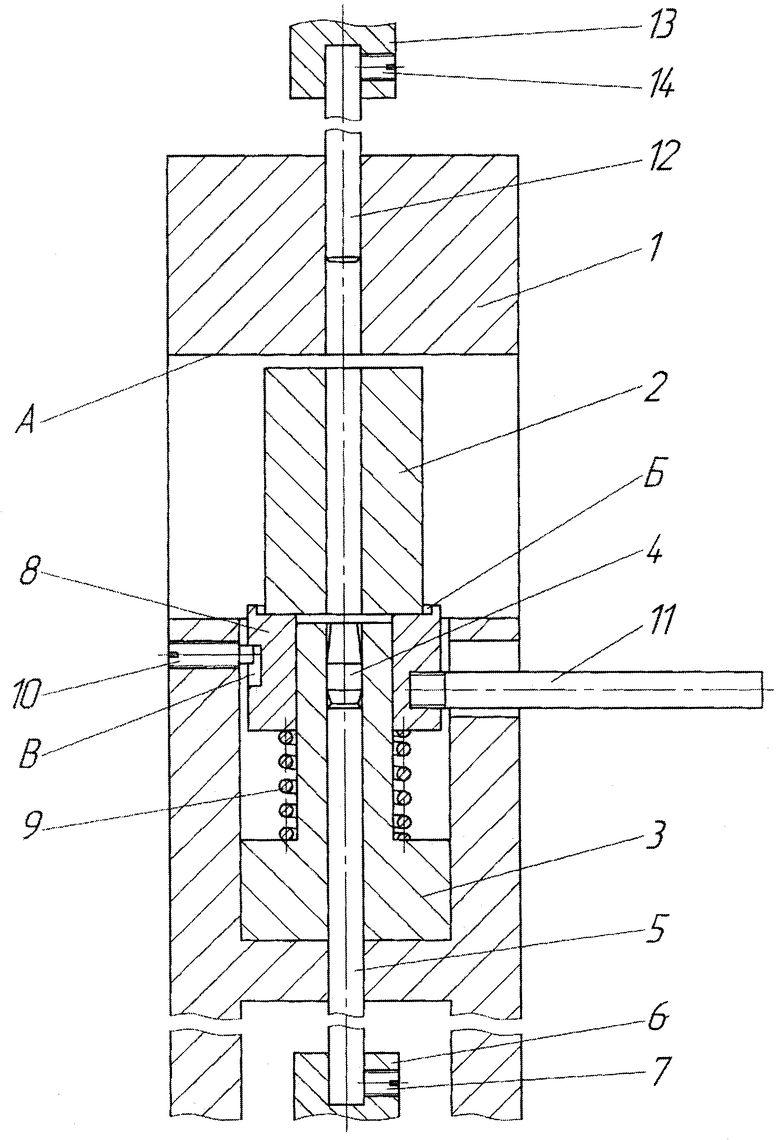
Способ дорнования со сжатием, при котором заготовку базируют рабочим конусом дорна, совершающего рабочий ход снизу вверх по обрабатываемому отверстию: сначала по нижнему торцу установкой на нижнюю опору, а затем по верхнему торцу прижатием к верхней опоре, соосно расположенной относительно нижней опоры, отличающийся тем, что заготовку дополнительно прижимают к верхней опоре подвижной в осевом направлении нижней опорой, сила воздействия которой на заготовку меньше ее веса, а перемещение снизу вверх согласовано с рабочим ходом дорна.
| СКВОРЦОВ В.Ф | |||
| и др | |||
| Закономерности процессов базирования заготовок, осуществляемых инструментом при свободном дорновании | |||
| - Ж.: Известия ВУЗов | |||
| - М.: Машиностроение, 2005, №7, с.63-70 | |||
| Способ базирования и закрепления заготовки на столе металлорежущего станка | 1987 |
|
SU1565618A1 |
| СПОСОБ БАЗИРОВАНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ | 1990 |
|
RU2021864C1 |
| СПОСОБ БАЗИРОВАНИЯ ЗАГОТОВКИ ПРИ ДОРНОВАНИИ | 2003 |
|
RU2252842C1 |

