Изобретение относится к технологии формования крупногабаритных, сложнопрофильных керамических изделий из водных шликеров, типа кварцевых тиглей для металлургической промышленности.
Известно устройство для литья полых керамических изделий, которое согласно авторскому свидетельству СССР №1570900, содержит водопоглощающую форму (матрицу), сердечник в виде эластичной оболочки, механизм для деформирования эластичной оболочки и обеспечения подпитки.
К недостаткам известного устройства относится то, что сердечник, выполненный в виде эластичной оболочки, не является элементом конструкции, формирующим внутренний контур изготавливаемого изделия. В этом случае получение изделий с одинаковой толщиной стенки во всех сечениях основывается на предположении, что набор толщины стенки изделия идет равномерно по всей поверхности, что не соответствует действительности, так как в процессе формирования стенки изделия участвует целый ряд факторов (гравитационное осаждение частиц, содержащихся в шликере, профиль и габариты формуемого изделия и т.д.), которые приводят к постепенному заполнению полости формы твердым осадком от нижней ее части к верхней, что приводит к невозможности получения изделий с заданным внутренним профилем.
Наиболее близким по технической сущности к заявленному решению является устройство для формования керамических изделий из водных шликеров (патент на изобретение РФ №2191688, 2002 г.), содержащее водопоглощающую матрицу, расположенную в перфорированном металлическом каркасе, сердечник, наружная поверхность которого имеет покрытие, выполненное из легкодеформируемого гидрофобного материала, компенсирующего усадочные напряжения изделия по мере подсушки в форме при формировании, узлы для их взаимной соосной установки и подпитки. Названная совокупность признаков устройства позволяет обеспечить получение из водных шликеров качественных изделий с заданным внутренним контуром.
Недостатком данного формового комплекта является то, что рабочая часть водопоглощающей матрицы, как правило, выполнена из гипса, расположенного в перфорированном металлическом каркасе. Гипс в процессе формования отбирает влагу из шликера, образуя тем самым плотный черепок заготовки. Процесс формования характеризуется большими временными интервалами, так, например, формование заготовки толщиной 20 мм из шликеров кварцевого стекла составляет 8÷12 часов, а из шликеров литийалюмосиликатного стекла - 12÷25 часов. При этом после каждого формования необходимо производить сушку гипсовой формы, которая длится не менее 15 часов и требует наличия специализированного технологического оборудования. Кроме того, как показывает опыт эксплуатации таких формовых комплектов, максимальное количество отформованных заготовок, полученных на одной форме, достигает всего 30÷35 заготовок. После чего производится удаление использованной водопоглощающей матрицы и изготовление новой. Эта операции занимает порядка 5÷6 дней. Указанные выше недостатки использования в качестве материала рабочей поверхности водопоглощающей матрицы гипса негативно сказываются на технологическом процессе и приводят к большим затратам на изготовление дополнительной оснастки, технологического оборудования и соответственно производственных площадей.
Задачей настоящего изобретения является повышение производительности формовых комплектов для формования сложнопрофильных керамических заготовок.
Поставленная задача достигается тем, что предложен формовой комплект для формования сложнопрофильных керамических заготовок, содержащий водопоглощающую матрицу, расположенную в металлическом каркасе, сердечник, узел подпитки, отличающийся тем, что водопоглощающая матрица выполнена из пористого полимера толщиной 10-30 мм и пористостью 15-60%, каркас имеет патрубки для подачи сжатого воздуха и воды в зазор между каркасом и матрицей, а узел подпитки содержит патрубок для подачи давления.
Авторы экспериментально установили, что выполнение водопоглощающей матрицы из пористого полимера пористостью от 15 до 40% обеспечивает существенное ускорение набора керамической заготовки, при этом увеличение пористости более 60% приводит к снижению прочности формы, а снижение пористости формы ниже 15% - к замедлению процесса набора.
Расчетным путем и экспериментально установлено, что толщина водопоглощающей матрицы должна быть не менее 10 мм, так как снижение данного параметра может привести к разрушению матрицы под воздействием избыточного давления, превышение толщины матрицы более 30 мм нецелесообразно, так как это может существенно затруднить очистку пор рабочей поверхности формы.
Установлено, что выполнение каркаса водопоглощающей матрицы цельнометаллическим с патрубками позволяет осуществлять эффективную очистку рабочей части формы за счет подачи в зазор между рабочей частью и каркасом воды и избыточного давления.
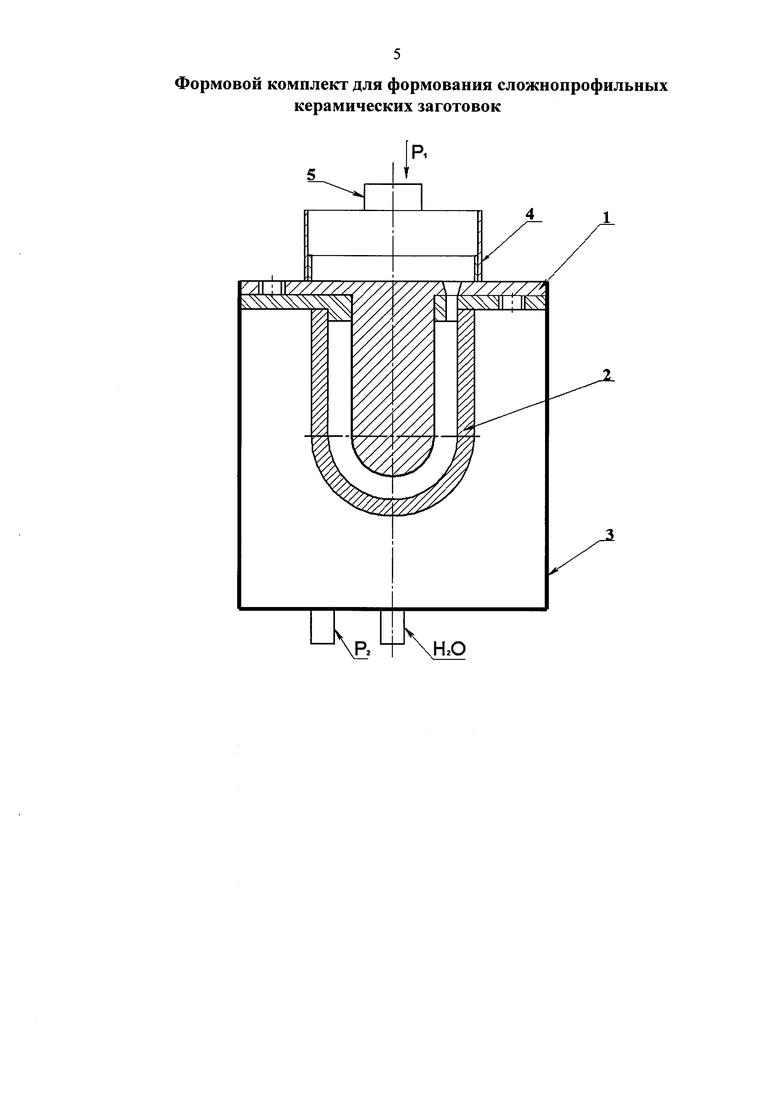
На чертеже изображен общий вид заявленного формового комплекта.
Конструкция формового комплекта включает: сердечник 1; водопоглощающую матрицу, выполненную из пористого полимера 2, расположенного в металлическом каркасе 3; узел подпитки 4 с патрубком для подачи давления 5.
Формовой комплект работает следующим образом.
При сборке формового комплекта сердечник 1 опускают в полость водопоглощающей матрицы 2. В зазор, образованный сердечником 1 и водопоглощающей матрицей 3, через узел подпитки 4 подают шликер. После чего на узел подпитки 4 устанавливают патрубок 5 и подается сжатый воздух с давлением Р1. За счет образовавшегося на шликере давления вода, содержащаяся в шликере, проходит через рабочую часть водопоглощающей матрицы, образуя тем самым набранную заготовку. После окончания набора заготовки, сердечник 1 извлекают из матрицы 2 и вынимают отформованную заготовку. В зазор между внешней поверхностью полимерной части матрицы и внутренней поверхностью каркаса подается вода и сжатый воздух с давлением Р2, что обеспечивает промывку полимерной части матрицы и очитку ее пор.
На предложенном формовом комплекте были отформованы заготовки тиглей из кварцевой керамики, при этом скорость набора заготовок составила 30 минут, против 6 часов получаемых при формовании в традиционные формовые комплекте с гипсовой водопоглощающей матрицей.
Предложенный формовой комплект чрезвычайно прост в эксплуатации. Его использование существенно повышает производительность формовых комплектов для формования сложнопрофильных керамических заготовок.
Источники информации
1. Авторское свидетельство СССР №1570900, МКИ В28В 1/26.
2. Патент на изобретение РФ №2191688, В28В 1/26, 2000 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Формовой комплект для формования сложнопрофильных керамических заготовок | 2017 |
|
RU2642575C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2010 |
|
RU2438865C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2009 |
|
RU2388596C1 |
| Формовой комплект для формования сложнопрофильных керамических заготовок | 2016 |
|
RU2635151C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2008 |
|
RU2378109C1 |
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2359939C1 |
| КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК С ПОДНУТРЕНИЕМ | 2007 |
|
RU2359940C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2374069C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2257291C1 |
Изобретение относится к технологии формования крупногабаритных, сложнопрофильных керамических изделий из водных шликеров, типа кварцевых тиглей для металлургической промышленности. Формовой комплект для формования сложнопрофильных керамических заготовок содержит водопоглощающую матрицу, расположенную в металлическом каркасе, сердечник и узел подпитки. При этом водопоглощающая матрица выполнена из пористого полимера толщиной 10-30 мм и пористостью 15-60%. Каркас имеет патрубки для подачи сжатого воздуха и воды в зазор между каркасом и матрицей. Узел подпитки содержит патрубок для подачи давления. Техническим результатом является повышение производительности формовых комплектов для формования сложнопрофильных керамических заготовок. 1 ил.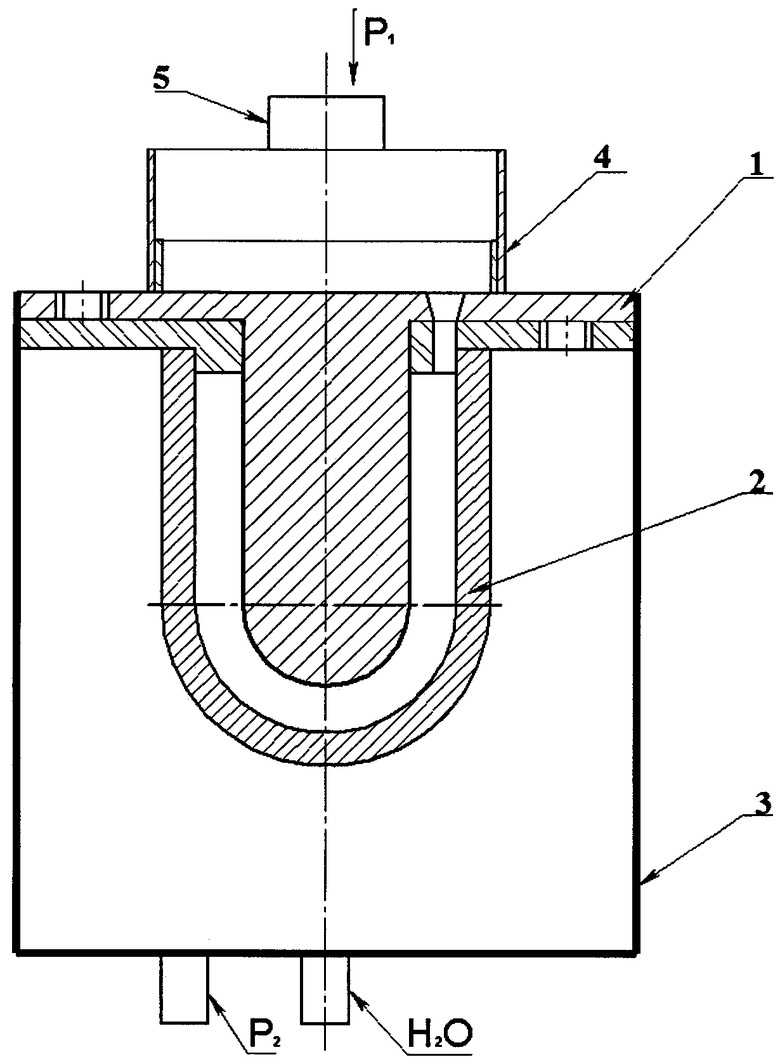
Формовой комплект для формования сложнопрофильных керамических заготовок, содержащий водопоглощающую матрицу, расположенную в металлическом каркасе, сердечник, узел подпитки, отличающийся тем, что водопоглощающая матрица выполнена из пористого полимера толщиной 10-30 мм и пористостью 15-60%, каркас имеет патрубки для подачи сжатого воздуха и воды в зазор между каркасом и матрицей, а узел подпитки содержит патрубок для подачи давления.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2374069C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| Устройство для литья полых керамических изделий | 1988 |
|
SU1570900A1 |
| US 3481010 A, 02.12.1969. | |||

