Изобретение относится к керамической промышленности и в частности, к технологии производства керамических изделий наливным методом водного шликерного литья с применением гипсовой формы и пассивного сердечника. Оно может быть использовано при изготовлении из кварцевой керамики и других керамических материалов полых изделий, изделий с пазами, отверстиями.
Известно устройство по патенту РФ № 2137599, кл. В28В 1/26 для формования керамических изделий из водных шликеров, включающее гипсовую матрицу (форму), выполненную по профилю изделия и пассивный сердечник, формирующий внутреннюю поверхность изделия.
Недостатком устройства является то, что при формовании разнотолщинных изделий в заготовках в процессе набора возникают усадочные напряжения, которые могут привести к разрушению керамической заготовки, появлению трещин.
Наиболее близким по техническому решению является устройство для формования керамических изделий из водных шликеров по патенту РФ № 2191688, кл. В28В 1/26, включающее водопоглощающую матрицу, сердечник или знак, узлы для их соосной установки и подпитки, где с целью исключения усадочных напряжений в керамической заготовке наружная поверхность сердечника или знака имеет покрытие, выполненное из микропористой резины.
Недостатком устройства по прототипу является трудность изготовления чехлов из микропористой резины сложного профиля. Кроме того, после завершения набора заготовки при извлечении сердечника из формы эластичный чехол из микропористой резины зачастую остается в заготовке, что влечет за собой необходимость проведения дополнительных технологических операций и усложняет производство керамических изделий. Чехлы, прокладки из микропористой резины при нанесении на сердечник или знак сложного профиля искажают контур внутренней поверхности изделия, делают ее непредсказуемой формы, что вызывает необходимость проведения механической обработки изделий по внутренней поверхности.
Задачей настоящего изобретения является упрощение технологии получения полых керамических изделий, а также изделий с отверстиями, пазами наливным методом водного шликерного литья в гипсовой форме с пассивным сердечником, снижение брака по трещинам от усадочных напряжений при формовании заготовок.
Поставленная цель достигается тем, что устройство для формования керамических изделий из водных шликеров, содержащее водопоглощающую матрицу (форму), пассивный сердечник или знак, узлы для их взаимной установки, подачи и подпитки шликера, отличается тем, что сердечник (знак) выполнен конусным с возможностью свободного перемещения в сторону большего диаметра сердечника (знака).
Авторами экспериментально установлено, что при формовании керамических изделий наливным методом водного шликерного литья с пассивным сердечником или знаком, в связи с неравномерным набором заготовки, например, по высоте и особенно разнотолщинных, возникающие усадочные напряжения в заготовке можно нейтрализовать, предусмотрев в конструкции формового устройства конусность в сердечнике (знаке) и возможность их свободного перемещения в сторону большего диаметра в процессе набора. Для изделий из кварцевой керамики минимальная конусность вставных сердечников, знаков находится в пределах 0,5-1,0 град на 100 мм длины вставных элементов.
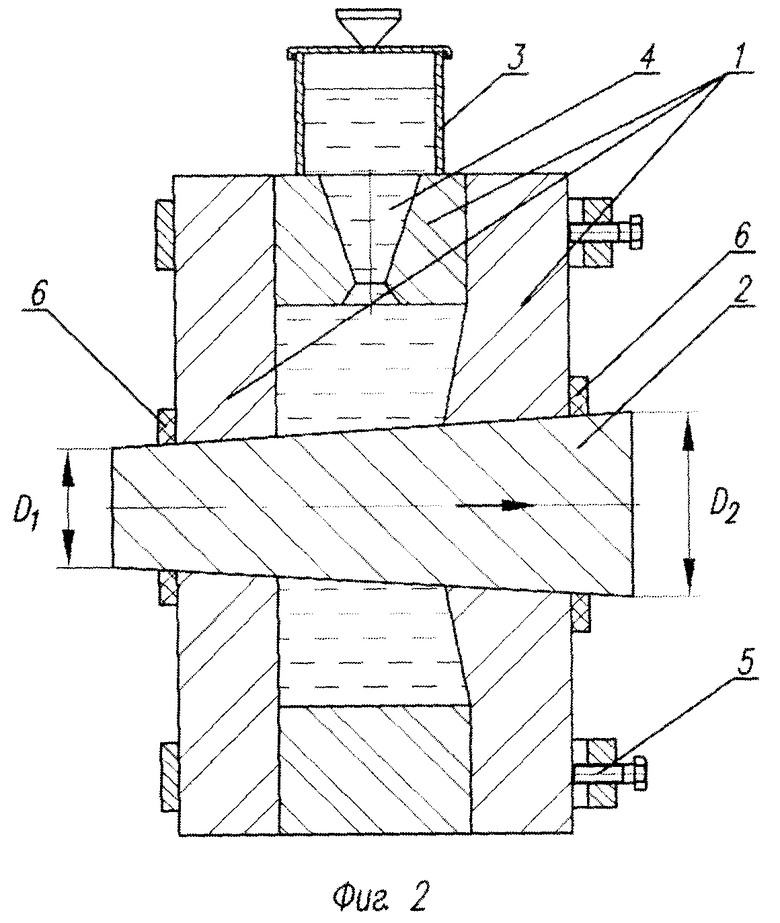
На приведенных чертежах изображены общие виды исполнения заявляемого устройства. На фиг.1 показано устройство для формования полых керамических оболочек антенных обтекателей наливным методом водного шликерного литья. Он включает матрицу (форму), состоящую из перфорированного металлического корпуса 1 и гипсового водопоглощающего слоя 2, наформованного в матрице по модели, подвески 3 для крепления модели и сердечника, пассивного сердечника 4, выполненного из металла или органополимера, прокладки 5 из микропористой резины или другого легкодеформируемого материала, перфорированное литниковое кольцо 6, герметизирующее кольцо 7, узел крепления подвески с сердечником к фланцу матрицы 8, узел крепления сердечника к фланцу подвески со стопорным винтом 9, заливочный штуцер 10 для заливки полости формы и прибыльных емкостей шликером, прибыльные емкости 11, цапфы для установки устройства на кантователе.
Устройство работает следующим образом. В собранное устройство для формования изделий, как это показано на фиг.1, подают шликер через заливочный патрубок 10 до полного заполнения формы и прибыльных емкостей. За счет всасывающей способности гипса и гравитационного осаждения частиц твердой фазы шликера происходит набор керамической заготовки с постепенным заполнением зазора между поверхностью формы и сердечника, начиная от носка к юбке. По мере отбора воды из набранной части заготовки гипсовой формой заготовка обжимает сердечник с усилием, зависящим от величины усадки. Усадка керамических отливок из кварцевой керамики при обезвоживании (без спекания) находится в пределах 0,05-0,2%, что вызывает разрывные напряжения в керамической заготовке, превышающие прочность сырца (0,1-0,2 МПа) при жестком закреплении сердечника. Для предотвращения таких напряжений в заготовке сердечник оживальной или конической формы имеет возможность перемещения в сторону основания за счет предусмотренной в конструкции устройства для формования прокладки, например, из микропористой резины толщиной 5-10 мм и элементов крепежа сердечника на подвеске, обеспечивающего его свободное перемещение в сторону подвески. После завершения набора всей заготовки остатки шликера сливают через прибыльные емкости поворотом устройства в кантователе, снимают прибыльные емкости, сердечник и после отделения заготовки от гипсовой формы - извлекают заготовку.
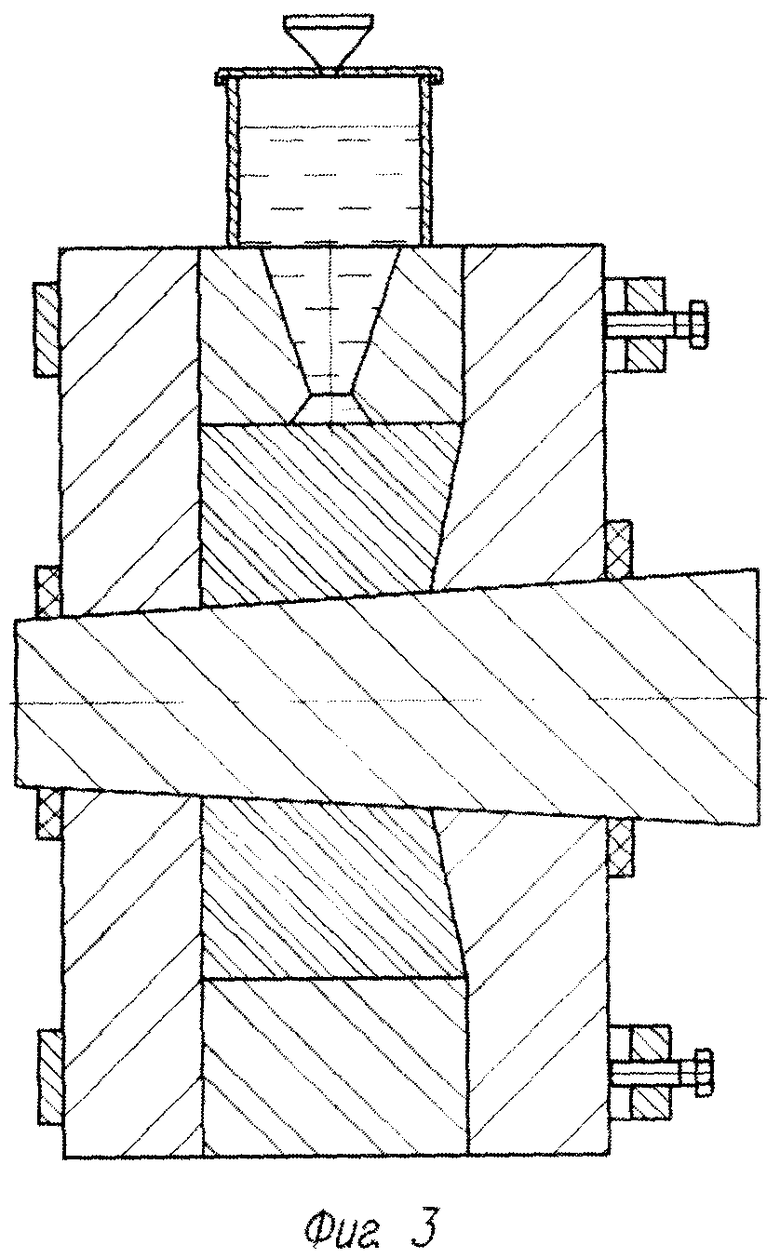
На фиг.2 показано устройство для формования питательного кольца со сквозным отверстием диаметром 40 мм из кварцевой керамики. Оно включает сборную гипсовую форму 1, металлический сердечник 2 с конусностью не менее 0,5°, прибыльную емкость 3, литниковую воронку в одном из элементов гипсовой формы 4, струбцины для стяжки элементов гипсовой формы 5. Для предотвращения набора керамики на гипсовой литниковой воронке 4 ее поверхность герметизируют шеллаком или другим влагонепроницаемым материалом. Наружную поверхность сердечника желательно полировать и смазать солидолом. Фиксация сердечника осуществляется посредством концевых эластичных ограничителей, выполненных, например, из резины. Они одновременно служат для предотвращения протекания шликера между сердечником и гипсовой формой. Стыки сердечника с формой с наружной стороны формы можно герметизировать пластилином.
Порядок работы на устройстве фиг.2 включает следующие последовательные этапы: сборка устройства, заливка шликера в форму через прибыльную емкость 3 и литниковую воронку 4 до полного заполнения прибыльной емкости, набор заготовки, слив оставшегося шликера из прибыльной емкости. Контроль завершения набора заготовки производят щупом через прибыльную емкость.
На фиг.3 показано положение сердечника в завершающей стадии формования. Формуемая заготовка при усадке воздействует на сердечник и за счет продольной составляющей силы воздействия перемещает сердечник в сторону большего диаметра. Процесс этот происходит после набора заготовки до поверхности сердечника и продолжается вплоть до извлечения сердечника. Возможность перемещения сердечника в направлении большего диаметра предотвращает растрескивание заготовки на жестком сердечнике.
Заявленное техническое решение - устройство для формования керамических изделий из водных шликеров апробировано при изготовлении изделий из кварцевой керамики и стеклокерамики и способствовало снижению брака по трещинам, что подтверждает соответствие изобретения условию промышленной применимости.
Источники информации
1. Патент РФ № 2137599, кл. В28В 1/26. Устройство для формования керамических изделий из водных шликеров. Приор. - 6.07.1998 г., опубл. - 20.09.1999 г.
2. Патент РФ № 2191688, кл. В28В 1/26. Устройство для формования керамических изделий из водных шликеров. Приор. - 31.05.2000 г., опубл. - 27.10.2002 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2015 |
|
RU2583799C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2010 |
|
RU2452618C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2004 |
|
RU2257293C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2003 |
|
RU2236938C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2305627C1 |
| ФОРМОВОЙ КОМПЛЕКТ | 2005 |
|
RU2285609C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2378223C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2322342C1 |
Изобретение относится к области формования. Устройство для формования керамических изделий из водных шликеров содержит водопоглощающую матрицу, пассивный сердечник или знак, узлы для их взаимной установки, подачи и подпитки шликера. При этом сердечник или знак выполнен конусным и подвижно зафиксирован в матрице с возможностью свободного перемещения в сторону большего диаметра сердечника или знака. Технический результат заключается в упрощении устройства и снижении брака. 3 ил.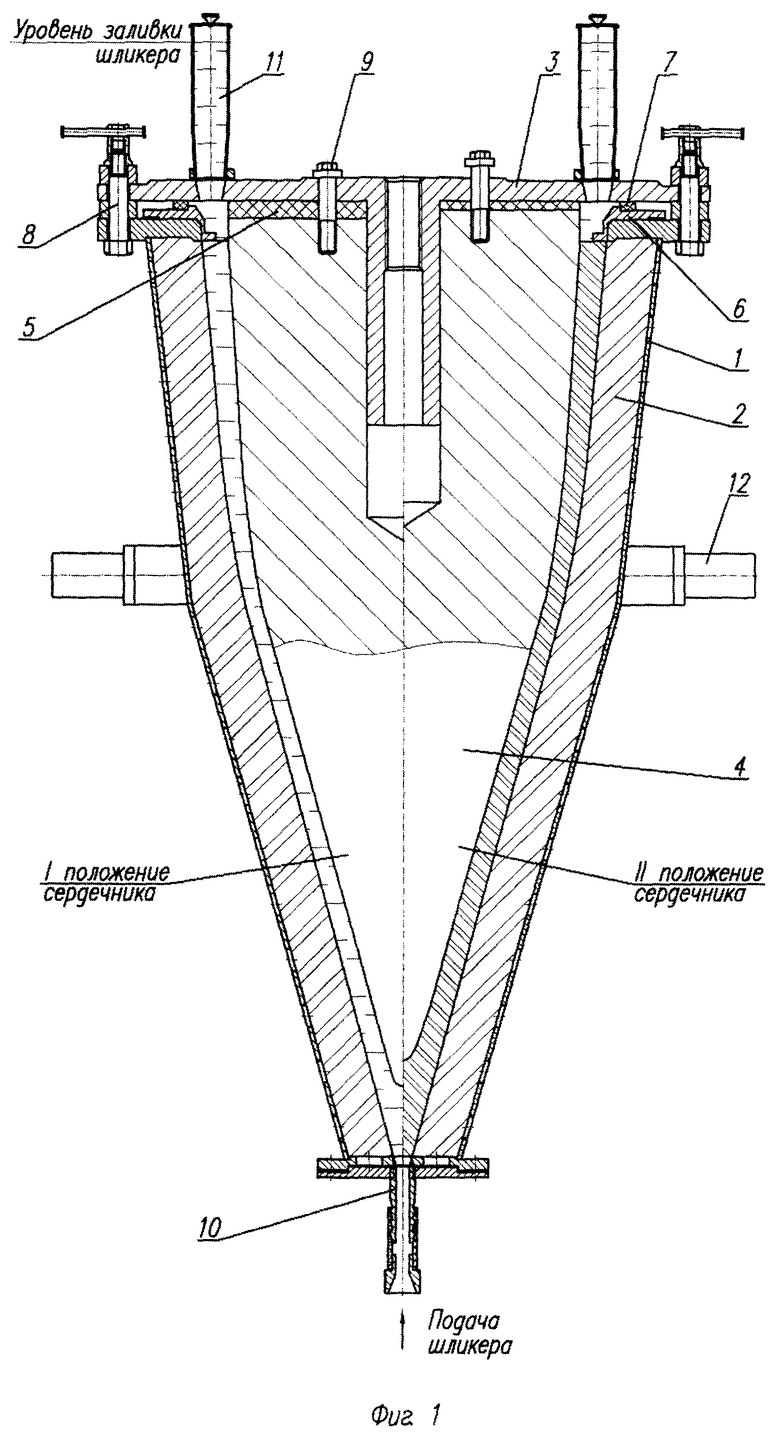
Устройство для формования керамических изделий из водных шликеров, содержащее водопоглощающую матрицу, пассивный сердечник или знак, узлы для их взаимной установки, подачи и подпитки шликера, отличающееся тем, что сердечник или знак выполнен конусным и подвижно зафиксирован в матрице с возможностью свободного перемещения в сторону большего диаметра сердечника или знака.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2000 |
|
RU2191688C2 |
| Устройство для получения полого слитка | 1990 |
|
SU1731410A1 |
| US 3481010 A, 02.12.1969 | |||
| US 3533812 A, 13.10.1970. | |||

