Изобретение относится к способу изготовления полого камерного профиля, в частности, оконного или дверного профиля полой камеры, причем с помощью способа экструзии изготавливают по меньшей мере один полый профиль и причем дополнительно изготавливается по меньшей мере один изоляционный профиль, предпочтительно наполненный изоляционным пеноматериалом.
Такой способ известен, например, из DE 202010007307 U1. При этом изоляционный профиль, наполненный устойчивым по форме пенополиуретаном, представляет собой соединительный профиль, к которому пристегиваются стенные элементы дверного или оконного профиля.
DE 10006613 A1 также описывает способ с вышеописанными признаками. В этой публикации раскрывается оконный профиль, модульно собираемый из множества отдельных частичных профилей.
Растущая стоимость энергии и тренд в направлении профилей с собственным армированием, например, в области окон и/или дверей, приводят к тому, что профили все чаще наполняются пеной и/или армируются в режиме inline или же offline. Однако наполнение пеной в режиме inline, как это описано в WO 2009/062986 А1, а также в DE 19731163 А1, с точки зрения технологии является весьма затратным и дорогим. Кроме того, качество входящего в нее наполнения пеной из-за сложности изготовления полых камерных профилей зачастую является неудовлетворительным. На практике это ведет к тому, что в большинстве случаев в режиме inline пеной наполняются сравнительно простые формы профильных пространств, в идеале - без внутренних перемычек. Однако внутренние перемычки часто необходимы для выполнения определенных функций. Так, например, внутренние перемычки необходимы для определения внутреннего полого пространства при безупречном отводе влаги от оконных профилей. При использовании армирующих лент, которые могут состоять, например, из алюминия или же из пластика, армированного волокном, именно при асимметричных формах профильного пространства зачастую сложно осуществить армирование таким образом, чтобы экструзия осуществлялась без коробления.
На этом фоне в основу изобретения положена задача создания армированного и/или наполненного пеной полого камерного профиля, отвечающего заданным конструктивным требованиям и в то же время изготавливаемого при этом с оптимальными затратами.
Согласно изобретению эта задача решается с помощью способа изготовления полого камерного профиля, в частности оконного или дверного полого камерного профиля, причем
- с помощью способа экструзии изготавливают полый профиль,
- дополнительно изготавливают по меньшей мере один изоляционный профиль, предпочтительно наполненный изоляционным пеноматериалом,
- затем полый и изоляционный профили собирают в полый камерный профиль и при этом соединяют друг с другом и
- изоляционный профиль образует предпочтительно по меньшей мере одну часть внутренней и/или наружной поверхности полого камерного профиля.
Предпочтительно изоляционный профиль образует всю внутреннюю и/или наружную поверхность полого камерного профиля. При этом целесообразно соединять полый и изоляционный профили друг с другом в режиме inline, с силовым и/или геометрическим замыканием и/или неразъемно. Соединение может осуществляться, например, склеиванием, сваркой, фиксацией, а также посредством отдельной соединительной детали.
Согласно предпочтительному варианту осуществления изобретения наполнение изоляционного профиля пеной происходит непрерывно в рамках экструзии изоляционного профиля. Благодаря простой геометрии изоляционного профиля возможно его беспрепятственное непрерывное наполнение пеной в режиме inline непосредственно после его экструзии. Наполнение пеной может осуществляться, например, с помощью так называемого способа втягивния пленки, подробно описываемого ниже в примере выполнения на фиг. 3а-3c.
Кроме того, в рамки изобретения укладывается то, что полый профиль также наполняется изоляционным пеноматериалом. При этом полый профиль может также образовывать по меньшей мере часть внутренней и/или наружной поверхности полого камерного профиля. Согласно одному из особенно предпочтительных вариантов осуществления изобретения при сборке полого и изоляционного профилей в полый камерный профиль образуется дополнительная полая камера, которая предпочтительно служит для удаления влаги из полого камерного профиля. Таким образом, с оптимальными затратами можно производить оконный профиль с очень хорошей теплоизоляцией, у которого обеспечена определенная геометрия функционально необходимого канала для удаления влаги из полой камеры. При этом следует учесть, что, например, в процессе пенообразования возникают большие усилия, которые могут привести к деформации внутренних перемычек полого камерного профиля. В то же время согласно изобретению наружные стенки, соответственно, полого профиля, с одной стороны, и изоляционного профиля, с другой стороны, образуют полую камеру полого профиля, служащую для удаления влаги, так что здесь, несмотря на наполнение пеной изоляционного профиля, а при известных условиях дополнительно полого профиля, может обеспечиваться высокая точность изготовления в отношении геометрии дополнительной полой камеры. Целесообразным образом дополнительная полая камера имеет ширину по меньшей мере 2 мм, например по меньшей мере 3 мм, предпочтительно по меньшей мере 5 мм. Этим обеспечивается беспрепятственное удаление влаги.
Кроме того, в рамки изобретения укладывается то, что изоляционный и/или полый профили снабжаются по меньшей мере одной армирующей лентой. Эта армирующая лента может состоять из металла, например из алюминия или стали, а также из органического материала, например из пластика, армированного волокном. В рамки изобретения укладывается, в частности, то, что армирующая лента выполнена в виде термопластичного препрега, в частности, в виде органолиста. Органолист может содержать филаментные волокна, являющиеся однонаправленными в направлении ленты или же выполненными также, например, в виде ткани. В порядке альтернативы возможно также использование термопластичного препрега. В качестве волокон используются, в частности, углеродные волокна и/или стекловолокна.
Полый и/или изоляционный профили могут, например, местами или целиком состоять из пластика, армированного волокном. Целесообразным образом изоляционный материал выполнен в виде пеноматериала и состоит предпочтительно из органического материала с низкой теплопроводностью, в частности из полистирола, поливинилхлорида, полиэтилена, полиуретана или из смесей двух или более названных материалов.
В рамки изобретения укладывается также то, что изоляционный профиль выполнен в виде изоляционной рамы, образующей всю наружную сторону полого камерного профиля. Это изоляционная рама может изготавливаться из металла, например из алюминия или высококачественной стали, или погодоустойчивого пластика. Если полый камерный профиль согласно изобретению используется в качестве двери или окна, изоляционная рама образует наружную сторону двери или окна и обеспечивает наряду с приятным видом весьма хорошую теплоизоляцию еще с наружной стороны полого камерного профиля. Для уменьшения теплового расширения изоляционный материал может быть снабжен волокнами. В рамки изобретения укладывается также то, что изоляционная рама состоит из пленки, например из металлической пленки из высококачественной стали или порошкового алюминия. Целесообразно исполнение соединения между полым профилем и изоляционным профилем или изоляционной рамой с возможностью изгиба и/или сдвига. Благодаря этому при температурных изменениях удается справляться с тепловым расширением полого профиля, с одной стороны, и изоляционного профиля, с другой, так что никаких больших напряжений не возникает. Целесообразным образом изоляционная рама, наполненная пеной, соединяется, например склеивается, с помощью изоляционного материала с полым профилем. Предпочтительно, в частности, чтобы монтажная ширина изоляционной рамы соответствовала монтажной ширине полого профиля, поскольку потребитель профиля (например, изготовитель окон или дверей) в этом случае может дополнять изоляционную раму без необходимости перестройки своего производства. Кроме того, в рамки изобретения укладывается то, что изоляционный кожух снабжается одним или несколькими уплотнителями.
Предметом изобретения является также полый камерный профиль согласно пункту 14 формулы изобретения.
Ниже изобретение подробно поясняется со ссылками на чертежи, изображающие только один пример выполнения, на которых:
фиг. 1 изображает схематично полый камерный профиль, изготовленный согласно изобретению,
фиг. 2а-2d - схематично упрощенные профили полых камер, изготовленных согласно изобретению, при сильном увеличении,
фиг. 3а-3с - способ установки изоляционного материала в изоляционный профиль согласно изобретению по системе inline,
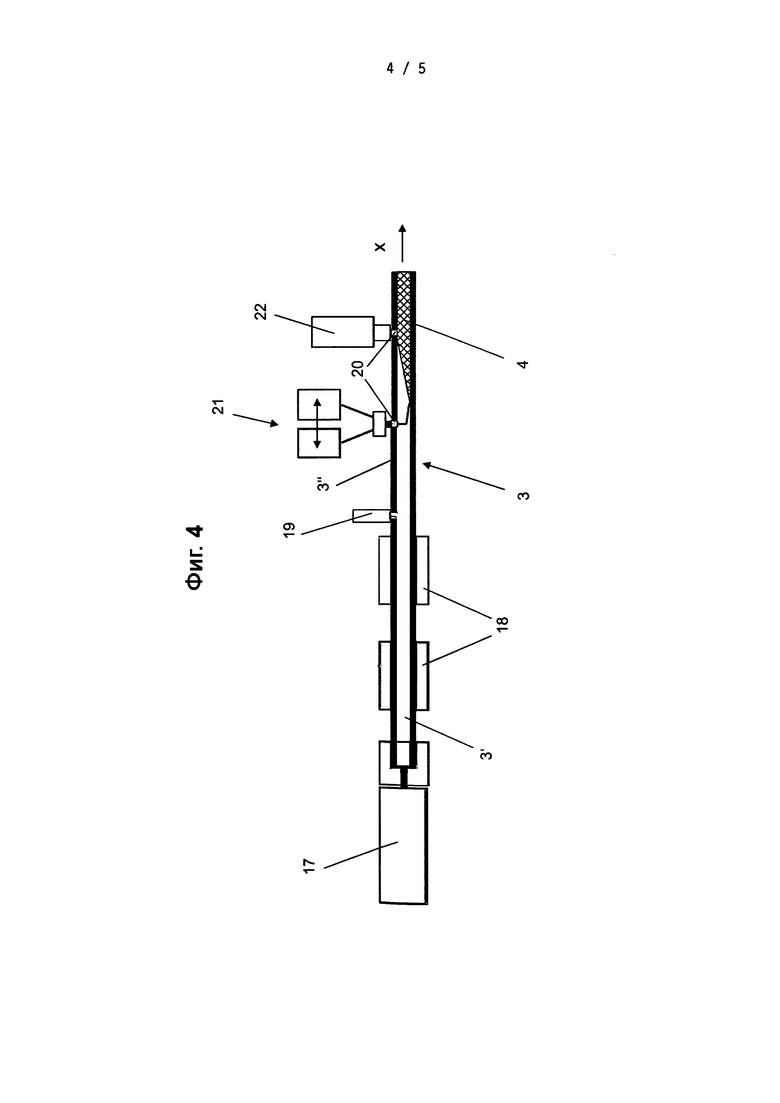
фиг. 4 - альтернативный способ установки изоляционного материала в изоляционный профиль и
фиг. 5 - другой полый камерный профиль, изготовленный согласно изобретению.
На фиг. 1 изображен оконный или дверной полый камерный профиль 1, выполненный согласно изобретению. У этого профиля 1 с помощью экструзионного способа изготавливается пластиковый полый профиль 2 с полой камерой 2′. Дополнительно осуществлялась экструзия пластикового изоляционного профиля 3, полая камера 3′ которого наполнялась изоляционным пеноматериалом 4. В примере выполнения на фиг. 1 полая камера 2′ полого профиля 2 по аналогии с изоляционным профилем 3 также наполнялась изоляционным пеноматериалом 4. Полые профили 2 и 3 собирались с помощью механического фиксатора 5 в полый камерный профиль 1. При этом изоляционный профиль 3 образует наружную поверхность 6 полого камерного профиля 1, подверженную воздействию погодных условий, в то время как полый профиль 2 образует внутреннюю поверхность 7 полого камерного профиля 1, обращенную к внутренней части здания. При сборке полого профиля 2 и изоляционного профиля 3 в полый камерный профиль 1 образуется дополнительная полая камера 8, служащая для удаления влаги из полого камерного профиля 1. Эта полая камера 8 благодаря полому профилю 2 и изоляционному профилю 3, сконструированным геометрически просто и потому сравнительно легко заполняемым пеной, имеет точно сконструированные стенки 9, так что функция удаления влаги обеспечена гарантированно. Кроме того, на фиг. 1 видно, что изоляционный профиль 3, а также полый профиль 2 снабжены двумя соответствующими армирующими лентами 10. Последние состоят в примере выполнения из армированного пластика, предпочтительно из органолиста. Армирующие ленты 10 используются в экструзионных устройствах для изготовления изоляционного 3 и полого профиля 2 предпочтительно в режиме online. Кроме того, в рамки изобретения укладывается то, что изоляционный профиль 3 и/или полый профиль 2 местами или целиком состоят из пластика, армированного волокном. Изоляционный материал 4 состоит из пенополиуретана. Соединение, т.е. в примере выполнения фиксатор 5 полого 2 и изоляционного профиля 3, может быть выполнено с возможностью сдвига, так что в результате разного теплового расширения полого профиля 2, с одной стороны, и изоляционного профиля 3, с другой, может происходить соответствующее выравнивание в продольном направлении профиля (т.е. на фиг. 1 в плоскость чертежа или из нее). Это соединение с возможностью сдвига может потребоваться для защиты полого камерного профиля 1 от сильной деформации, в частности, при большой монтажной ширине. Изоляционный профиль 3, образующий наружную поверхность 6, подвержен значительно большим температурным колебаниям, чем полый профиль 2, образующий внутреннюю поверхность 7, так что тепловое расширение у изоляционного профиля больше, чем у полого профиля 2. В этой связи может быть также целесообразно изготавливать изоляционный профиль 3 и/или полый профиль 2 коэкструзионным способом, так чтобы область соединения (т.е. здесь фиксатор 5) состояла из материала, отличного от остального материала профилей 2 и 3, который обеспечивал бы меньшую твердость по сравнению с основным материалом профиля и тем самым желательное соединение, поддающееся сдвигу.
На фиг. 2а профиль 1, изображенный на фиг. 1, схематически изображен еще раз в сильно упрощенном виде. Дополнительная полая камера 8, находящаяся посредине, имеет ширину b, равную по меньшей мере 5 мм, так что удаление влаги обеспечено гарантированно. На фиг. 2b-2d изображены альтернативные варианты осуществления изобретения, причем и здесь как изоляционный профиль 3, так и полый профиль 2 могут быть выполнены пенистыми. Кроме того, в этих примерах выполнения изоляционный профиль 3 и/или полый профиль 2 могут быть снабжены также каждый по меньшей мере одной армирующей лентой 10. Дополнительная полая камера 8 каждый раз образуется при сборке обоих профилей и, следовательно, находится между обоими профилями 2, 3. На фиг. 2b изоляционный профиль 3 образует как внутреннюю 7, так и наружную поверхность 6 полого камерного профиля 1; полый профиль 2 насажен на изоляционный профиль 3. На фиг. 2с наружная поверхность 6 полого камерного профиля 1 образуется совместно изоляционным профилем 3 и полым профилем 2, в то время как внутренняя поверхность 7 образуется только изоляционным профилем 3. На фиг. 2d оба профиля 2 и 3 соединены друг с другом под углом, и изоляционный профиль 3 образует наружную поверхность 6 полого камерного профиля 1, в то время как полый профиль 2 образует ее внутреннюю поверхность 7. На фиг. 2а полая камера 8, образующая канал для удаления влаги, направлена вертикально, на фиг. 2b и 2с - горизонтально, а на фиг. 2d - под углом.
На фиг. 3а-3с изображен способ наполнения изоляционного профиля 3 пеной в режиме inline. В этом способе между стенкой изоляционного профиля и изоляционным материалом 4 предусмотрен промежуточный слой 11, формируемый в соответствии со стенкой изоляционного профиля 3, наполняемого пеной, и образованный в примере выполнения в виде пленочной полосы. Изоляционный материал 4 наносится на пленочную полосу 11, которая сматывается с рулона 12 в направлении х экструзии. Рулон 12 установлен на устройстве 13 для размотки рулонов, позволяющем заменять пленку автоматически. Затем пленочная полоса 11, снабженная изоляционным материалом 4, втягивается в полую камеру 3′ изоляционного профиля 3. Пленочная полоса 11 в начале способа изготовления соединялась с изоляционным профилем 3, так чтобы втягивание пленки 1, снабженной изоляционным материалом 4, в полую камеру 3′ изоляционного профиля происходило автоматически со скоростью движения профиля. После втягивания пленочной полосы 11 в изоляционный профиль 3 происходят вспенивание и отверждение изоляционного материала 4. Прежде чем изоляционный материал 4 с помощью смесительной головки 14 будет нанесен на полотно пленочной полосы 11, последней сначала с помощью направляющего устройства 15 придается желобчатая форма (см. сечение по линии А-А на фиг. 3b). После этого пленочная полоса 11 в направлении фильеры продолжает деформироваться с помощью экструзионного инструмента 15 таким образом, чтобы она при рассмотрении в поперечном сечении имела замкнутый контур, полностью охватывающий изоляционный материал 4 (см. сечение по линии В-В на фиг. 3с) и отвечающий подходящему отверстию фильеры. Направляющая в экструзионном инструменте 16 во избежание нагрева пленочной полосы 11 охлаждается отдельно. Кроме того, направляющая в случае аварии, т.е., например, при полном заполнении направляющей пеной, просто изымается из фильеры. После этого изоляционный профиль 3, заполненный пеной, собирается с экструдированным на отдельном участке полым профилем 2 (при известных условиях аналогично заполненным пеной), в режиме online в полый камерный профиль 1, например, фиксатором 5, как показано на фиг. 1, или же склеиванием или сваркой.
На фиг. 4 изображен другой способ занесения изоляционного материала 4 в изоляционный профиль 3 в режиме inline. Сначала в экструдере 17 с помощью экструзионного способа происходит формообразование изоляционного профиля 3, состоящего из пластика, предпочтительно из твердого ПВХ. Пластик местами может быть армирован стекловолокнами, так что в целом в армировании полого камерного профиля 1 сталью необходимости нет. После формообразования изоляционный профиль 3 для фиксации размеров продукта сначала калибрируется с помощью калибра 18. После этого с помощью устройства 19 для производства отверстий в рамках непрерывного процесса изготовления в наружной стенке 3′′ полой камеры 3′ изоляционного профиля 3, наполняемой изоляционным материалом 4, с определенными, предпочтительно эквидистантными, интервалами, проделываются отверстия 20. Последние проделываются механически или термически без снятия стружки, причем устройство 19 для проделывания отверстий может быть выполнено, например, в виде штампа или же лазера. После этого также в рамках непрерывного процесса изготовления с помощью устройства 21, также продвигаемого в направлении х экструзии, изоляционный материал 4 через отверстие 20 заносится в заполняемую полую камеру 3′ изоляционного профиля 3. Занесенный изоляционный материал 4 состоит из органического материала с низкой теплопроводностью, например из полистирола, поливинилхлорида, полиэтилена или полиуретана. Целесообразным образом процесс пенообразования (например, образования полиуретановой пены) происходит со смещением по времени только после занесения изоляционного материала 3 в полую камеру 3′ в результате химической реакции. Непосредственно после занесения изоляционного материала 4 отверстия 20 с помощью закрывающего устройства 22 закрываются, например, колпаком или нанесением горячего клеящего вещества (подробно не показано). Эта закупорка также происходит в рамках непрерывного процесса изготовления в режиме online. Отверстия 20 проделываются в невидимой поверхности изоляционного профиля, чтобы не портить внешней вид. Устройство 21 для занесения изоляционного материала 4 содержит (более подробно не показано) устройство, обеспечивающее совместное движение устройства 21 параллельно направлению х экструзии. При этом устройство может перемещаться, например, по стационарному рельсу, проходящему параллельно направлению х экструзии, и/или цепляться за отверстие 20. Как только область полой камеры 3′, отведенная под соответствующее отверстие 20, будет заполнена пеной, устройство 21 возобновляет обратное движение против направления х экструзии и переходит к наполнению следующей области полой камеры через следующее отверстие 20. Теперь аналогично примеру выполнения на фиг. 3 изоляционный профиль 3, наполненный пеноматериалом, в свою очередь, в режиме online может соединяться с полым профилем 2, экструдируемым параллельно ему на отдельном участке (при известных условиях аналогично заполняемым пеной), в полый камерный профиль 1.
В примере выполнения на фиг. 5 изоляционный профиль 3 выполнен в виде изоляционной рамы, образующей всю наружную сторону полого камерного профиля 1. Эта изоляционная рама 3 в примере выполнения выполнена в виде металлической чаши из алюминия. В порядке альтернативы возможно также, например, использование погодоустойчивого пластика, например поливинилхлорида (ПВХ) или акрилонитрил-бутадиенстирола (ABS). В этом случае изоляционная рама 5 по меньшей мере местами может быть выполнена армированной волокном. Для уменьшения теплового расширения изоляционный материал 4 на фиг. 5 снабжен волокнами. Изоляционная рама 3 наполнена изоляционным пеноматериалом 4 и через изоляционный материал 4 соединена с полым профилем 2 с помощью слоя 23 клеящего вещества. Изоляционная рама 3 со своей внутренней стороны 24 заподлицо прилегает к полому профилю 2. С нижней стороны 25 полого профиля 2 изоляционная рама 3 также заподлицо прилегает к полому профилю 2. Благодаря этому потребитель может интегрировать изготовление изоляционной рамы 3 в свой производственный процесс без перестройки ее изготовления.




Предложен способ изготовления оконного или дверного полого камерного профиля, при котором с помощью способа экструзии изготавливают полый профиль (2). Дополнительно изготавливают по меньшей мере один изоляционный профиль (3), наполненный изоляционным пеноматериалом (4). Затем полый профиль (2) и изоляционный профиль (3) собирают в полый камерный профиль (1) с помощью механического фиксатора (5) и при этом соединяют друг с другом. При сборке полого профиля (2) и изоляционного профиля (3) в полый камерный профиль (1) образуют находящуюся между полым профилем (2) и изоляционным профилем (3) дополнительную полую камеру (8), служащую для отвода влаги от полого камерного профиля (1). При этом изоляционный профиль (3) образует всю наружную поверхность (6) полого камерного профиля (1), подверженную воздействию погодных условий. Также предложен полый камерный профиль, изготовленный описанным выше способом. 2 н. и 9 з.п. ф-лы, 10 ил.
1. Способ изготовления оконного или дверного полого камерного профиля, при котором
- с помощью способа экструзии изготавливают полый профиль (2),
- дополнительно изготавливают по меньшей мере один изоляционный профиль (3), наполненный изоляционным пеноматериалом (4),
- затем полый профиль (2) и изоляционный профиль (3) собирают в полый камерный профиль (1) с помощью механического фиксатора (5) и при этом соединяют друг с другом и
- при сборке полого профиля (2) и изоляционного профиля (3) в полый камерный профиль (1) образуют находящуюся между полым профилем (2) и изоляционным профилем (3) дополнительную полую камеру (8), служащую для отвода влаги от полого камерного профиля (1),
отличающийся тем, что изоляционный профиль (3) образует всю наружную поверхность (6) полого камерного профиля (1), подверженную воздействию погодных условий.
2. Способ по п. 1, отличающийся тем, что полый профиль (2) и изоляционный профиль (3) соединяют друг с другом предпочтительно в режиме inline с геометрическим и/или силовым замыканием и/или неразъемно.
3. Способ по п. 1 или 2, отличающийся тем, что наполнение изоляционного профиля (3) пеной осуществляют непрерывно в рамках экструзии изоляционного профиля (3).
4. Способ по п. 1, отличающийся тем, что полый профиль (2) также наполняют изоляционным пеноматериалом (4).
5. Способ по п. 1, отличающийся тем, что дополнительная полая камера (8) имеет ширину по меньшей мере 2 мм, предпочтительно по меньшей мере 5 мм.
6. Способ по п. 1, отличающийся тем, что изоляционный профиль (3) и/или полый профиль (2) снабжают по меньшей мере одной армирующей лентой (10).
7. Способ по п. 1, отличающийся тем, что полый профиль (2) и/или изоляционный профиль (3) местами или целиком состоят из пластика, армированного волокном.
8. Способ по п. 1, отличающийся тем, что изоляционный материал (4) состоит из органического материала с низкой теплопроводностью, в частности из полистирола, поливинилхлорида, полиэтилена, полиуретана или из смесей двух или более указанных материалов.
9. Способ по п. 1, отличающийся тем, что для уменьшения теплового расширения изоляционный материал (4) снабжают волокнами.
10. Способ по п. 1, отличающийся тем, что соединение между полым профилем (2) и изоляционным профилем (3) выполняют с возможностью изгиба и/или сдвига.
11. Полый камерный профиль (1), изготовленный способом по одному из пп. 1-10.
| DE 202010007307 U1, 20.10.2011 | |||
| DE 29811151 U1, 27.08.1998 | |||
| DE 19716556 C1, 15.10.1998. |

