Изобретение относится к способу изготовления армированного волокном экструзионного профиля.
Из уровня техники известно, что пластиковые экструзионные профили могут упрочняться посредством армирования сталью или листовым металлом. Хотя этот способ приводит к желаемому повышению механической прочности профиля, он, однако, также имеет и недостатки. Следует отметить сравнительно высокие затраты на изготовление, больший вес, обусловленный наличием металлических компонентов, а также отсутствие способности к сварке. Кроме того, такие композитные профили имеют такие термические свойства, которые зачастую являются нежелательными, а также склонны к коррозии.
Кроме того, известно, что пластиковые профили могут упрочняться посредством армирующих волокон, ориентированных строго вдоль одного направления и расположенных рядом друг с другом. По сравнению с армированием сталью этот метод отличается меньшим весом изготовленного таким образом профиля. Разумеется, характеристики, а именно механическая прочность, в этом случае ниже, чем при армировании сталью. Кроме того, при этом методе применяется пулэкструзия, которая имеет технологические недостатки по сравнению с классической экструзией.
Задача, лежащая в основе изобретения, состоит в том, чтобы разработать способ изготовления экструзионного профиля, который отличался бы очень высокой механической прочностью и в то же время малым весом.
Согласно изобретению эта задача решается посредством способа изготовления армированного волокном экструзионного профиля, при котором сначала, по меньшей мере, один лентообразный полуфабрикат матрицы с волокнами, изготовленный из пластиковой матрицы, в которую интегрированы армирующие волокна, предварительно нагревают и затем экструдируют в базовую пластиковую матрицу. Посредством использования указанного в изобретении полуфабриката матрицы с волокнами механические характеристики заметно улучшаются по сравнению с арматурой, состоящей исключительно из армирующих волокон, расположенных рядом друг с другом. По сравнению с армированием сталью предлагаемый способ характеризуется заметно меньшим весом экструзионного профиля, изготовленного этим способом. Целесообразным является выполнение базовой пластиковой матрицы из неусиленного материала. В качестве материалов для этого могут использоваться предпочтительно поливинилхлорид (ПВХ), полиамид (ПА), полипропилен (ПП), полибутилентерефталат (ПБТ), полиэтилентерефталат (ПЭТ) или полифениленсульфид (ПФС), а также композиции из указанных материалов. Также в рамках изобретения уже для выполнения самой базовой пластиковой матрицы может использоваться и усиленный волокнами (например, стекловолокнами и/или углеродными волокнами, и/или арамидными волокнами) материал, причем и в этом случае для выполнения матрицы могут использоваться вышеназванные материалы.
В качестве армирующих волокон предпочтительно используются стекловолокна, углеродные волокна или арамидные волокна, причем в рамках изобретения также возможно использование композиций из двух волокнистых материалов либо всех трех волокнистых материалов. Сначала армирующие волокна внедряются в пластиковую матрицу, которая после соединения с этими волокнами образует полуфабрикат матрицы с волокнами. Предпочтительными областями применения экструзионных профилей, изготовленных способом согласно изобретению, являются автомобилестроение (производство легковых и/или грузовых автомобилей), производство холодильных аппаратов (в частности, рам холодильных аппаратов), производство кондиционеров, строительство вообще, в частности изготовление оконных и дверных профилей, самолетостроение, а также кораблестроение. Разумеется, профили могут быть использованы во всех отраслях машиностроения и при производстве промышленного оборудования. Целесообразным является выполнение поверхности экструзионного профиля исключительно из базовой пластиковой матрицы.
Перед процессом экструзии полуфабрикат матрицы с волокнами предпочтительно формуется, в частности перегибается или изгибается. В частности, возможны также многократные продольные изгибы. Это позволяет гибко адаптировать геометрию армирования волокнами под поперечное сечение экструзионного профиля. Кроме того, в рамках изобретения возможно экструдирование в базовую пластиковую матрицу нескольких полуфабрикатов матрицы с волокнами. Подходящими материалами для пластиковой матрицы, в которую интегрированы армирующие волокна, являются ПП, ПА, ПБТ, ПЭТ или ПФС, либо композиции этих материалов.
В предпочтительном варианте осуществления изобретения в качестве полуфабриката матрицы с волокнами используется термопластический полуфабрикат, в частности армированный непрерывными волокнами термопластический композит (органолист). Такой полуфабрикат может иметь непрерывные волокна, ориентированные, например, в одном направлении или же, например, выполненные в виде ткани. Вместо этого также возможно использование препрега из реактопласта.
Все армирующие волокна могут быть ориентированы в направлении движения ленты. Вместо этого, тем не менее, возможно также расположение армирующих волокон полуфабриката матрицы с волокнами в виде решетки. Предпочтительным является выполнение решетки такой формы, при которой армирующие волокна проходят под прямым углом друг к другу.
Армирующие волокна могут при этом быть ориентированы, например, параллельно или ортогонально направлению движения ленты или вместо этого под углом около 45° направлению движения ленты.
Сам экструзионный профиль может быть выполнен в виде замкнутого или незамкнутого полого профиля. В рамках изобретения экструзионный профиль, изготовленный способом согласно изобретению, наряду с полуфабрикатом матрицы с волокнами может также дополнительно содержать металлическую арматуру, например, в виде экструдированного металлического листа. В рамках изобретения в базовую пластиковую матрицу может быть экструдировано несколько расположенных один над другим в форме слоистой структуры полуфабрикатов матрицы с волокнами. Кроме того, возможно, что при вышеупомянутом расположении армирующих волокон в форме решетки несколько слоев решетки из армирующих волокон накладываются друг на друга и затем интегрируются в пластиковую матрицу, образуя полуфабрикат матрицы с волокнами. При таком многослойном выполнении, в частности, вышеупомянутые решетки, ориентированные параллельно или ортогонально к направлению движения ленты с одной стороны, и решетки, ориентированные под углом около 45° к направлению движения ленты с другой стороны, могут быть слоями наложены друг на друга, например, попеременно, таким образом, что несколько разных слоев решетки комбинируются друг с другом.
Кроме того, предметом изобретения является армированный волокнами непрерывный профиль согласно п. 10 формулы.
Ниже изобретение детально разъясняется при помощи чертежей, на которых показан лишь один пример осуществления изобретения. На чертежах представлено:
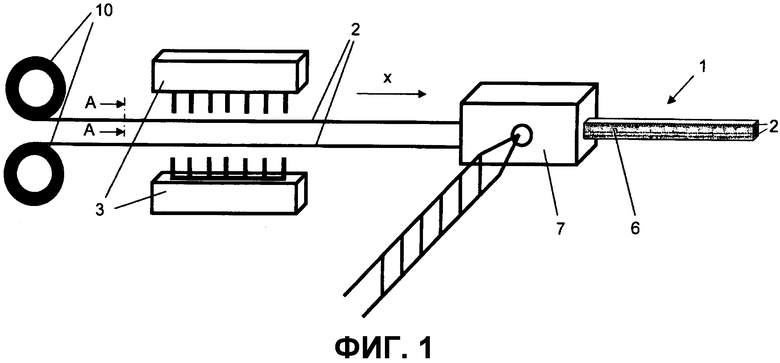
фиг.1 - способ изготовления армированного волокнами экструзионного профиля согласно изобретению;
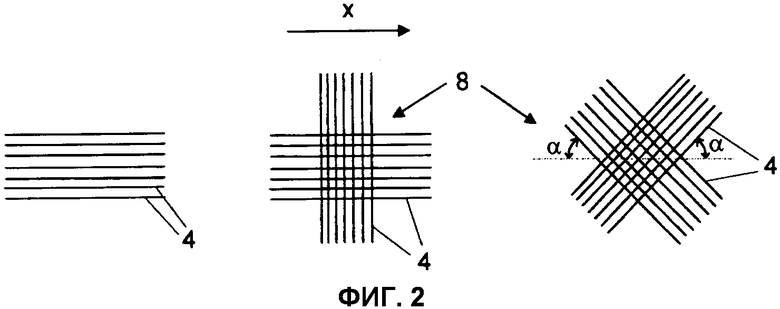
фиг.2 - различные варианты осуществления изобретения, отличающиеся ориентацией армирующих волокон экструзионного профиля, изготовленного способом по фиг.1;
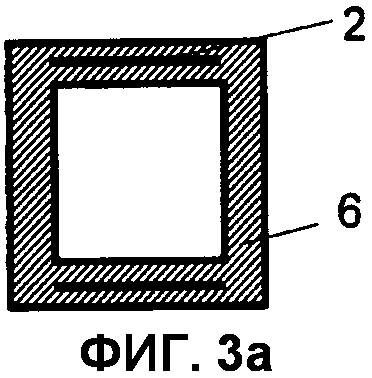
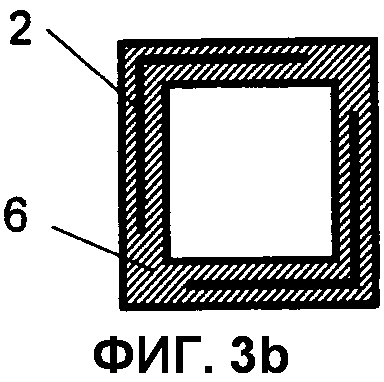
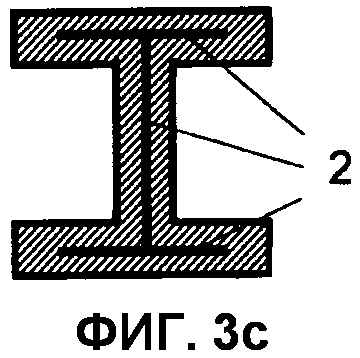
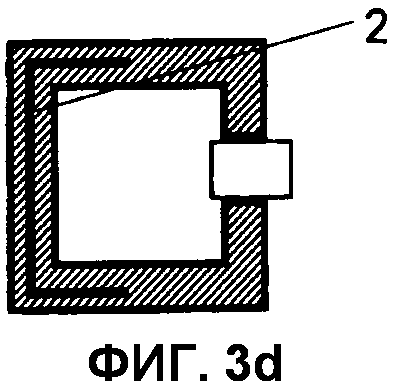
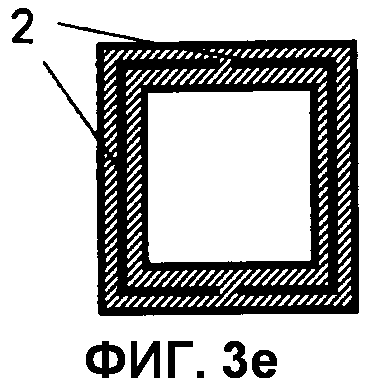
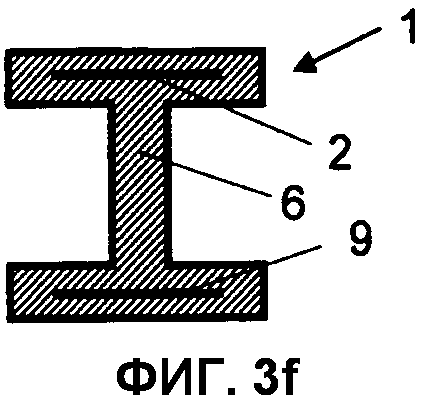
фиг.3a-3f - изображения в сечении различных экструзионных профилей, изготовленных способом согласно изобретению;
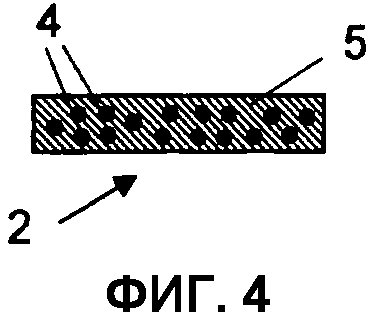
фиг.4 - участок A-A на фиг.1.
На фиг.1 представлен способ изготовления армированного волокнами экструзионного профиля 1. Сначала два лентообразных полуфабриката 2 матрицы с волокнами разматываются из рулонов 10 ленты и подогреваются тепловым излучателем 3. Полуфабрикаты 2 матрицы с волокнами имеют армирующие волокна 4 (фиг.4) из стекловолокон, и/или углеродных волокон, и/или арамидных волокон, причем армирующие волокна 4 интегрированы в пластиковую матрицу 5. После подогрева полуфабрикаты 2 матрицы с волокнами экструдируются в неусиленную (либо, в альтернативном случае, также армированную волокнами) базовую пластиковую матрицу 6. Материал базовой пластиковой матрицы 6, например ПВХ, ПА, ПП, ПБТ, ПЭТ, ПФС или композиции указанных материалов, подается экструдером 7 таким образом, что на выходе экструдера 7 получается желаемый армированный волокнами экструзионный профиль 1. Как видно из фиг.3a-3f, поверхность экструзионного профиля выполняется исключительно из базовой пластиковой матрицы 6. При осуществлении изобретения по вариантам согласно фиг.3b, 3d и 3e полуфабрикат (полуфабрикаты) 2 матрицы с волокнами перегибается (перегибаются) перед процессом экструзии, при осуществлении изобретения по вариантам согласно 3d и 3e соответственно изгибается (изгибаются) дважды. Вместо этого, например, при изготовлении труб возможным является изгиб полуфабрикатов матрицы с волокнами перед процессом экструзии. В рассматриваемом примере осуществления изобретения в качестве полуфабриката 2 матрицы с волокнами используются армированные волокнами термопластические композиты (органолисты) (Organoblech, organo sheet).
На фиг.2 схематически представлены различные ориентации армирующих волокон 4, интегрированных в пластиковую матрицу 5, по отношению к направлению x движения ленты (фиг.1) полуфабриката 2 матрицы с волокнами. На левом изображении на фиг.2 все армирующие волокна 4 ориентированы по направлению x движения ленты. На среднем и правом изображениях армирующие волокна 4 расположены в форме решетки. В то время как на среднем изображении армирующие волокна 4 ориентированы параллельно или ортогонально направлению x движения ленты, на правом изображении армирующие волокна 4 ориентированы под углом α=45° к направлению x движения ленты. В рамках изобретения, в частности, можно комбинировать решеточные структуры согласно среднему и правому изображениям на фиг.2, при этом, например, слои решетки 8 c различной ориентацией накладываются друг на друга и вместе интегрируются в пластиковую матрицу 5. Соответственно слои решетки 8 с различной ориентацией комбинируются друг с другом, посредством чего увеличивается общая прочность изготовленного таким образом полуфабриката 2 матрицы с волокнами.
На фиг.3a, 3b и 3e экструзионный профиль выполнен в виде замкнутого полого профиля. Вместо этого посредством способа согласно изобретению можно изготовить незамкнутый полый профиль (фиг.3e). В указанном примере осуществления изобретения сечение экструзионного профиля является прямоугольным, в частности квадратным. На фиг.3c и 3d, напротив, представлен двойной T-образный профиль, причем простой T-образный профиль также возможен в рамках изобретения. Кроме того, посредством способа согласно изобретению можно изготовить и профили других сечений. На фиг.3f представлен профиль 1 дополнительно наряду с полуфабрикатом 2 матрицы с волокнами, содержащий металлический лист 9, экструдированный в базовую пластиковую матрицу 6.
На фиг.4 представлено сечение лентообразного полуфабриката 2 матрицы с волокнами. Из фиг.4 видно, что армирующие волокна 4 интегрированы в пластиковую матрицу 5 и вместе с ней составляют полуфабрикат 2 матрицы с волокнами. Для изготовления полуфабриката 2 матрицы с волокнами армирующие волокна 4 сначала внедряются в пластиковую матрицу 5. После этого происходит консолидация матрицы 5, благодаря которой образуется готовый полуфабрикат 2 матрицы с волокнами. Затем он в процессе экструзии экструдируется в базовую пластиковую матрицу 6.
Перечень ссылочных позиций
1 - армированный волокнами экструзионный профиль
2 - полуфабрикат матрицы с волокнами
3 - тепловой излучатель
4 - армирующие волокна
5 - пластиковая матрица
6 - базовая пластиковая матрица
7 - экструдер
8 - слои решетки
9 - металлический лист
10 - рулоны ленты
α - угол ориентации армирующих волокон
x - направление движения ленты
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО КАМЕРНОГО ПРОФИЛЯ | 2013 |
|
RU2622809C2 |
| ЭКСТРУЗИОННОЕ УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ УГЛЕРОДНЫМ ВОЛОКНОМ ПЛАСТМАССОВЫХ ЗАГОТОВОК | 2019 |
|
RU2764179C1 |
| АРМИРОВАННЫЙ ВОЛОКНАМИ КОМПОЗИТНЫЙ МАТЕРИАЛ | 2011 |
|
RU2550892C1 |
| ПУЛТРУЗИОННЫЙ СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННЫХ ВОЛОКНАМИ ПЛАСТИКОВЫХ ПРОФИЛЕЙ И ПУЛТРУЗИОННОЕ УСТРОЙСТВО | 2018 |
|
RU2767352C1 |
| ФОРМОВАННЫЙ ПРОДУКТ, ВЫПОЛНЕННЫЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА С АРМИРОВАННЫМИ ВОЛОКНАМИ | 2011 |
|
RU2551501C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ТЕРМОПЛАСТИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И АРМИРОВАННЫЙ ТЕРМОПЛАСТИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 2018 |
|
RU2670896C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГРАНУЛ АРМИРОВАННОГО ПОЛИМЕРНОГО ПРЕССМАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2592795C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ВОЛОКНОМ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1985 |
|
RU2051033C1 |
| Устройство для изготовления полимерных гранул, армированных волокнами | 2022 |
|
RU2804848C1 |
| Способ непрерывного изготовления термопластичного армированного пултрузионного профиля | 2020 |
|
RU2742170C1 |
Изобретение относится к способу изготовления армированного волокном экструзионного профиля. Техническим результатом изобретения является повышение механической прочности при уменьшении веса. Технический результат достигается способом изготовления армированного волокном экструзионного профиля, при котором лентообразный полуфабрикат матрицы с волокнами, полученный из пластиковой матрицы, в которую интегрированы армирующие волокна так, что они расположены в виде решетки, предварительно нагревают. Затем этот полуфабрикат экструдируют в базовую пластиковую матрицу. 2 н. и 13 з.п. ф-лы, 9 ил.
1. Способ изготовления армированного волокном экструзионного профиля, при котором сначала, по меньшей мере, один лентообразный полуфабрикат матрицы с волокнами, полученный из пластиковой матрицы, в которую интегрированы армирующие волокна так, что они расположены в виде решетки, предварительно нагревают и затем экструдируют в базовую пластиковую матрицу.
2. Способ по п. 1, отличающийся тем, что поверхность экструзионного профиля выполняют исключительно из базовой пластиковой матрицы.
3. Способ по п. 1, отличающийся тем, что перед процессом экструзии полуфабрикат матрицы с волокнами формуют, в частности перегибают или изгибают.
4. Способ по любому из пп. 1-3, отличающийся тем, что в базовую пластиковую матрицу экструдируют несколько полуфабрикатов матрицы с волокнами.
5. Способ по любому из пп. 1-3, отличающийся тем, что используют полуфабрикат матрицы с волокнами, выполненный в виде армированного непрерывными волокнами термопластического композита (органолиста).
6. Способ по п. 4, отличающийся тем, что используют полуфабрикат матрицы с волокнами, выполненный в виде армированного непрерывными волокнами термопластического композита (органолиста).
7. Способ по любому из пп. 1-3 или 6, отличающийся тем, что все армирующие волокна полуфабриката матрицы с волокнами ориентированы в направлении движения ленты.
8. Способ по п. 4, отличающийся тем, что все армирующие волокна полуфабриката матрицы с волокнами ориентированы в направлении движения ленты.
9. Способ по п. 5, отличающийся тем, что все армирующие волокна полуфабриката матрицы с волокнами ориентированы в направлении движения ленты.
10. Способ по п. 1, отличающийся тем, что армирующие волокна ориентированы параллельно или соответственно ортогонально направлению движения ленты, или под углом 45° направлению движения ленты.
11. Способ по любому из пп. 1-3, 6, 8-10, отличающийся тем, что экструзионный профиль выполняют в виде замкнутого или незамкнутого полого профиля.
12. Способ по п. 4, отличающийся тем, что экструзионный профиль выполняют в виде замкнутого или незамкнутого полого профиля.
13. Способ по п. 5, отличающийся тем, что экструзионный профиль выполняют в виде замкнутого или незамкнутого полого профиля.
14. Способ по п. 7, отличающийся тем, что экструзионный профиль выполняют в виде замкнутого или незамкнутого полого профиля.
15. Армированный волокнами непрерывный профиль (1), содержащий, по меньшей мере, один лентообразный полуфабрикат (2) матрицы с волокнами, выполненный из пластиковой матрицы (5), в которую интегрированы армирующие волокна (4) так, что эти армирующие волокна полуфабриката матрицы с волокнами расположены в виде решетки, причем полуфабрикат (2) матрицы с волокнами экструдирован в базовую пластиковую матрицу (6).
| СПОСОБ ПОЛУЧЕНИЯ ПРИСАДКИ К СМАЗОЧНЫМ МАСЛАМ | 2000 |
|
RU2186833C2 |
| US 5866051 А, 02.02.1999 | |||
| АВТОМАТИЧЕСКАЯ УПАКОВОЧНАЯ МАШИНА ПРЕИМУЩЕСТВЕННО ДЛЯ ЖИДКИХ И ПОЛУЖИДКИХ ПРОДУКТОВ | 1998 |
|
RU2138427C1 |
| Устройство для защиты человека от поражения электрическим током | 1984 |
|
SU1167514A1 |
| US 5096645 A, 17.03.1992 | |||
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ВОЛОКНОМ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1985 |
|
RU2051033C1 |
| Пробивные щипцы | 1927 |
|
SU6859A1 |

