Изобретение относится к применению армированной волокном пластмассы для армирующего элемента полого профиля оконной рамы или дверной коробки, который может быть выполнен, в частности, в виде многокамерного, полученного экструзией полого профиля из термопластичной пластмассы.
Такой профиль известен, в числе прочего, из WO 01/06079, при этом в качестве материала для армирующего элемента, выполненного в виде элементов жесткости из полос или планок, указаны как пластмасса, так и сталь, причем вариант с использованием стали отличается от пластмассового армирующего элемента худшей теплоизоляцией. Однако теплоизоляция в производстве окон всегда имеет более важное значение. Элементы жесткости по WO 01/06079 могут содержать, в частности, на их противолежащих продольных кромках высеченные отверстия, обеспечивающие геометрическое замыкание с профилем рамы.
Кроме того, из DE 199 33 099 известен пластмассовый полый профиль для окон или дверей, в котором армирующий элемент выполнен из металлических полос, связанных с пластмассовым полым профилем выемками с геометрическим замыканием. Для изготовления таких выемок на металлической полосе необходимо локально высекать отверстия, что требует дополнительных издержек производства. Если из таких профилей необходимо изготовить оконную раму, то соответствующие отрезки профиля режут с образованием скоса и сваривают между собой на угловых участках. Если же профиль содержит элемент жесткости из металлического материала, то перед сваркой необходимо обеспечить, чтобы этот элемент не доходил до концов пластмассового профиля на несколько миллиметров с тем, чтобы он не примыкал к сварной поверхности и не препятствовал поперечному движению при нагреве термопластичного материала. При отдельно вставляемых профильных элементах жесткости это достигается в результате того, что применяется соответствующий укороченный профиль; в полученных экструзией профилях жесткости элемент жесткости необходимо укоротить фрезерованием на несколько миллиметров. Обе эти меры усложняют процесс изготовления рамы.
В WO 01/81072 A1 описаны способ получения детали из армированной волокном пластмассы и соответствующее устройство, в котором применяется способ получения одноосно ориентированного волокнистого пластика с использованием бесконечного армирующего стекловолокна. При этом недостатком, в частности, является то, что для получения одноосно ориентированного волокнистого пластика применяется относительно дорогостоящий способ, и что, кроме того, вследствие применения бесконечного армирующего волокна отмечается плохая свариваемость профильного материала, полученного предложенным способом, что на практике делает необходимым локальное фрезерование армирующего волокна в местах сварки. Это ведет к повышению трудозатрат и стоимости.
Те же проблемы возникают и в том случае, когда вместо металлического элемента жесткости применяются стеклопластиковые профили из термореактивного материала. Известные стеклопластиковые профили из ПВХ не обладают достаточной прочностью, чтобы удовлетворять любым расчетным вариантам нагрузки.
Поэтому задачей настоящего изобретения является указание пригодной для упомянутого выше назначения пластмассы, которая может применяться для получения армирующей планки, используемой в полом профиле для оконной рамы или дверной коробки, в результате чего полученный профиль является, с одной стороны, достаточно прочным и, с другой стороны, характеризуется низкой стоимостью изготовления и повышенной теплоизоляцией.
Указанная задача решается согласно изобретению в результате того, что из практически бесконечного множества известных видов пластмассы выбирается совершенно особая пластмасса, обладающая модулем упругости более 8000 Н/мм2, предпочтительно более 10000 Н/мм2, точкой размягчения более 100°C, предпочтительно более 150°C, и коэффициентом расширения менее <6·10-5 K-1, предпочтительно <5·10-5 K-1, особо предпочтительно <4·10-5 K-1, и что такая пластмасса, в частности, по меньшей мере, преимущественно в виде армированного волокном полибутилентерефталата, полиэтилентерефталата или их смесей, применяется для получения экструзией армирующей планки для полого профиля оконной рамы или дверной коробки.
При этом достигается прежде всего то преимущество, что не применяется металлический армирующий элемент и исключается вызываемое им ухудшение теплоизоляции. Коэффициент расширения применяемой согласно изобретению пластмассы составляет величину, которая предпочтительно, по меньшей мере, на 10% меньше той же величины ПВХ. Сочетание высокого модуля упругости с высокой точкой размягчения и низким коэффициентом расширения обеспечивает преимущество, заключающееся в том, что армирующий элемент наряду с удовлетворением статических требований существенно эффективнее противодействует температурным воздействиям, при этом термически обусловленные изменения длины полого профиля снижаются в значительно большей степени, чем ранее.
Пластмассовый армирующий элемент сам может быть профилирован для создания эффективного геометрического замыкания в плоскости рамы с полым профилем посредством выступающих в поперечном направлении относительно армирующего элемента формирующих элементов, таких, как планки и им подобные, в результате чего достигается соединение армирующего элемента с полым профилем с геометрическим замыканием благодаря профилированию полого элемента. В результате можно отказаться от высечки отверстий в армирующем элементе, так как геометрическое замыкание обеспечивается выступающими в поперечном направлении относительно армирующего элемента деталями, которые изготавливают вместе с армирующим элементом. Благодаря этому при более низкой стоимости изготовления получают прочный элемент жесткости для пластмассового полого профиля. Профилирование армирующего элемента может выполняться в продольном направлении или же только на отдельных участках.
Оптимальное выполнение такого профилирования состоит в том, что оно образовано краевыми утолщениями армирующей планки. Специалист располагает множеством возможностей для выбора формы армирующего элемента. Предпочтительно применяются узкие армирующие планки, которые располагают в профиле на ребро, т.е. параллельно плоскости рамы, предпочтительно вблизи той стороны профиля, которая обращена к наружной стороне здания. Здесь происходят наиболее сильные температурные колебания и поэтому рекомендуется предусмотреть для этого армирующие планки, которые должны также уменьшить тепловые расширения.
Армирующие планки могут иметь вид либо отдельных изделий, например, перевозимого автомобильным или ж.-д. транспортом товара, и подводиться к соплу экструдера, либо целесообразно экструдировать их самих, одновременно с экструзией полого профиля, в виде бесконечной ленты и подавать в сопло. В обоих случаях достигается преимущество, заключающееся в совместной экструзии армирующего элемента и полого профиля, в результате чего создается внутреннее, при необходимости неразъемное соединение деталей с обеспечением силового замыкания.
Кроме того оказалось целесообразным использование для армирующего элемента пластмассы, характеризующейся низким поглощением влаги, вследствие чего увеличение веса из-за поглощения влаги составляет менее 0,5%, предпочтительно менее 0,25%.
Благодаря этому во влажном состоянии армирующий элемент обладает требуемыми прочностными параметрами. Приведенные выше свойства могут быть гарантированы с помощью упомянутых ранее полибутилентерефталата и/или полиэтилентерефталата.
До сих пор такие пластмассы применялись, например, в производстве печатных плат и корпусов для двигателей малой мощности, вследствие чего применение в изготовлении окон для специалиста не являлось очевидным, в частности, специальное применение в качестве полученной экструзией армирующей планки внутри полого профиля из другой пластмассы. Относительно температуры обработки армирующего элемента, т.е. температуры, при которой проводится сварка последовательно поступающих отрезков профиля, рекомендуется, чтобы эта температура составляла 220-300°C, предпочтительно ок. 250°C. Изготовленный при этом армирующий элемент наиболее пригоден для обычного способа зеркальной сварки, применяемого для соединения последовательно перемещающихся отрезков профиля.
Предпочтительно, чтобы указанная пластмасса применялась таким образом, чтобы армирующая планка при экструзии располагалась в пластмассовом полом многокамерном профиле в положении «на ребре» и была связана с пластмассовым полым профилем своей верхней и нижней частями.
Другие признаки и преимущества изобретения приводятся ниже в описании примера выполнения со ссылкой на чертеж. При этом изображено:
фиг.1 - поперечное сечение профиля для наружной оконной рамы;
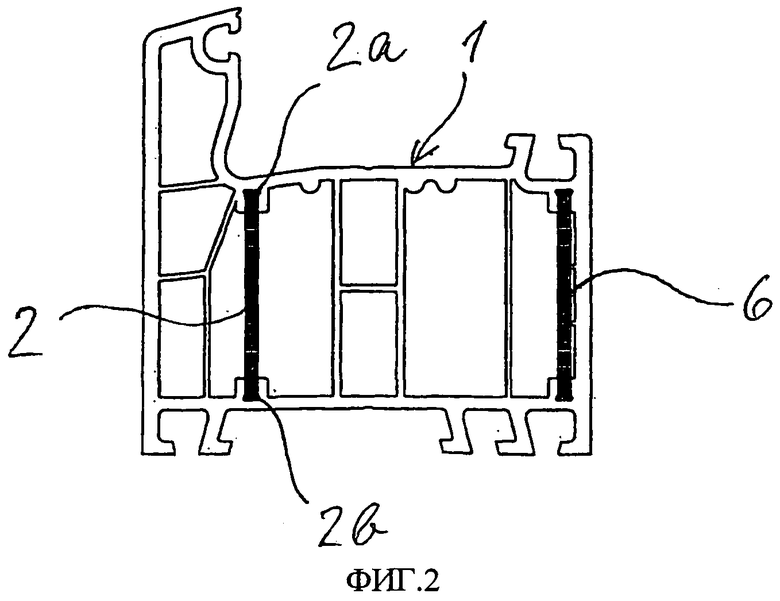
фиг.2 - альтернативное поперечное сечение профиля для наружной оконной рамы;
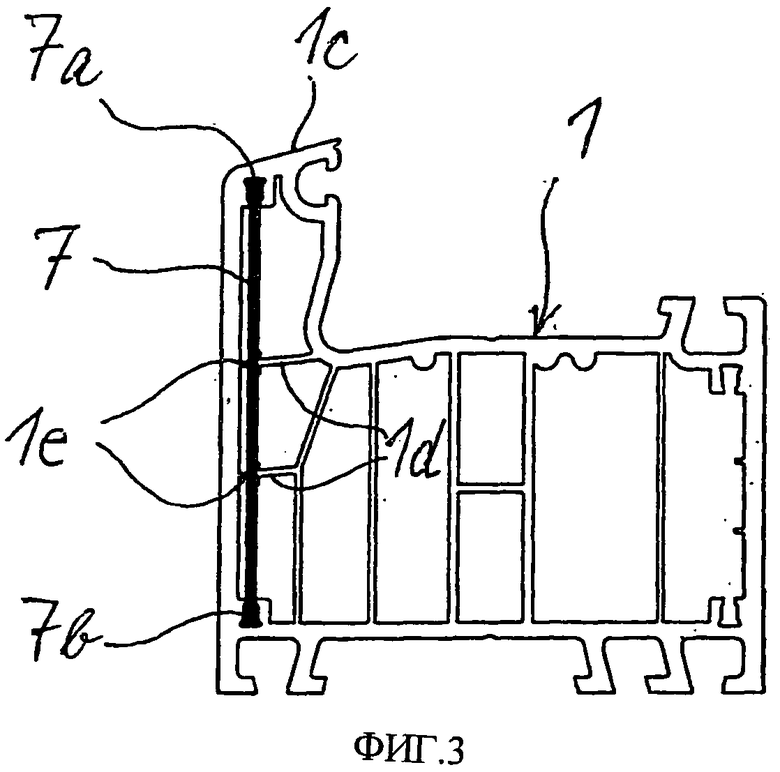
фиг.3 - другое альтернативное выполнение наружной оконной рамы;
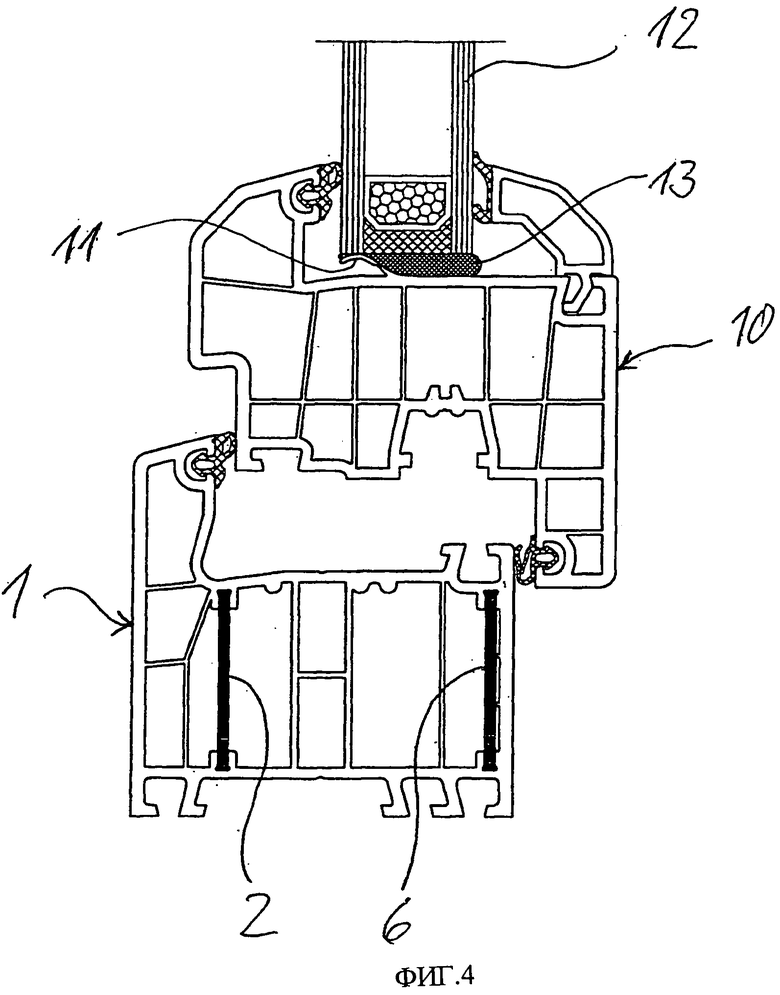
фиг.4 - поперечное сечение наружной оконной рамы и створчатой рамы;
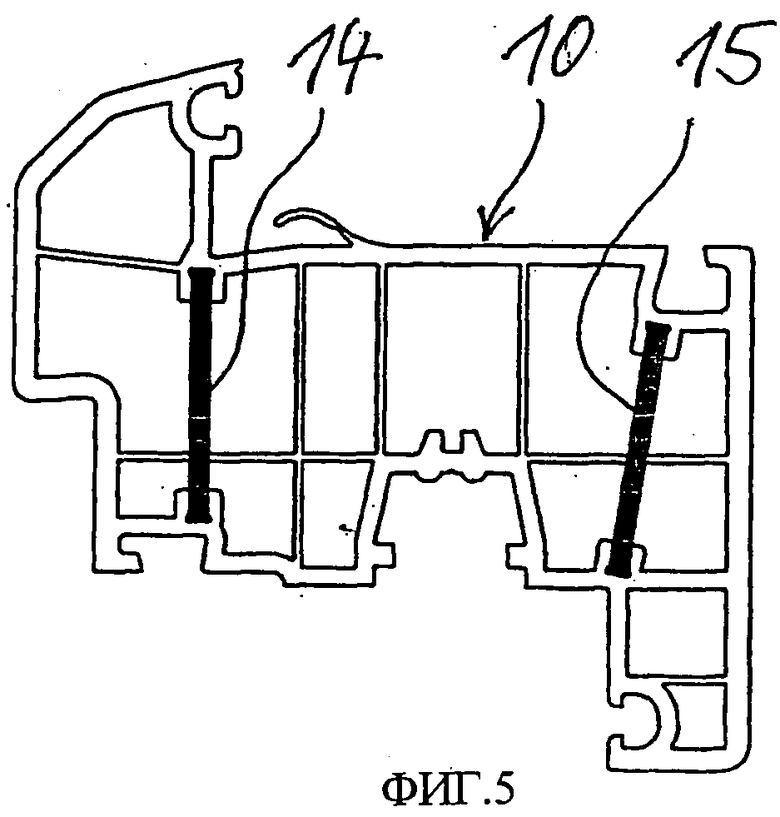
фиг.5 - сечение профиля для створчатой рамы.
На фиг.1 показан полый профиль 1 для наружной оконной рамы с встроенным согласно изобретению армирующим элементом 2. Наружный контур полученного экструзией полого профиля 1 из ПВХ совпадает с известными в настоящее время полыми профилями, вследствие чего он совместим с обычной створчатой рамой. Однако разделение внутреннего пространства полого профиля 1 отличается от обычных профилей во многих отношениях
Во-первых, в половине профиля, обращенной к наружной стороне здания, находится по существу свободно расположенный армирующий элемент 2 в виде стоящей на ребре планки, т.е. являющейся параллельной плоскости рамы и выполненной из полибутилентерефталата с содержанием стекловолокон более 40%, с модулем упругости 12000 Н/мм2, точкой размягчения >200°C и коэффициентом расширения ок. 3-10-5 K-1, где K - температура по Кельвину. Коэффициент расширения показывает на какую долю своей нормальной длины увеличивается длина тела при нагревании на 1K.
Эта армирующая планка выполнена на своих верхнем и нижнем краях утолщенной в обоих поперечных направлениях, эти утолщения 2а, 2b заделаны в виде скобы в соответствующие, заходящие в полый профиль стенные элементы 1a или 1b. Поскольку полый профиль 1 получают совместной экструзией с армирующим элементом 2, то между обеими деталями образуется соединение с силовым замыканием (вследствие трения) при усадке охлаждаемого ПВХ, а также геометрическое замыкание, действующее в направлении к плоскости рамы, т.е. на фиг.1 это - вертикальное направление. Это соединение может быть дополнительно усилено за счет того, что армирующий элемент в предпочтительном варианте развития содержит в зоне соединения с полым профилем рифление или сравнимое шерохование, которым достигается в продольном направлении профиля соединение как бы с геометрическим замыканием.
Во-вторых, полый профиль 1 содержит вместо обычных ранее армирующих камер две вертикальных стенки 3, 4, которые пересекают полый профиль в вертикальном направлении и предпочтительно дополнительно связаны поперечной стенкой 5. В результате они образуют в средней части полого профиля усиленную зону, в которой могут крепиться монтажные болты, анкеры и пр. для соединения наружной оконной рамы с кирпичной кладкой.
На фиг.2 показано в принципе одинаковое поперечное сечение, но дополнительно здесь предусмотрен армирующий элемент 6, расположенный параллельно армирующему элементу 2 и вблизи от правой внутренней стенки полого профиля 1. Армирующий элемент 6 имеет в принципе ту же форму, что и армирующий элемент 2, и его получают также совместной экструзией с полым профилем 1.
Если армирующие элементы 2 на фигурах 1 и 2 проходят только через нижнее сечение профиля, то на фиг.3 армирующий элемент 7 находится ближе к наружной стороне профиля, в результате чего он заходит и в выступающее вверх продолжение профиля 1. Он располагается лишь с незначительным зазором около наружной стенки профиля и на своих верхнем и нижнем концах также выполнен утолщенным в направлении к обеим поперечным сторонам таким образом, что его утолщения 7a, 7b также охватываются соответствующими стенными элементами полого профиля 1 или 1c и обеспечивается соединение с геометрическим замыканием.
Кроме того в данном случае горизонтальные продолжения 1d, 1e стенки опираются на промежуточном участке армирующего элемента 7. Армирующий элемент 7 обеспечивает вследствие этого дополнительную жесткость полого профиля в поперечном направлении.
На фиг.4 показана комбинация из описанной наружной оконной рамы 1 и створчатой рамы 10. Створчатая рама имеет известную саму по себе конфигурацию. В частности, она содержит центрирующую фаску 11, облегчающую вставку стекол 12 и одновременно образующую перемычку в камере для размещения клея 13 для соединения стекла со створчатой рамой.
На фиг.5 показано, что армирующий элемент согласно изобретению может также применяться и для створчатой рамы. Для этого через полый профиль 10 проходит в левой половине, факультативно и в правой половине, соответственно армирующий элемент 14 или 15. Оба армирующих элемента также выполнены на своих концах утолщенными и охватываются соответствующими стенными деталями полого профиля 10. Наконец на фиг.5 показано на примере армирующего элемента 15, что также вполне возможно встраивать армирующий элемент не вертикально, а наклонно.
Благодаря армирующему элементу согласно изобретению, применяемому вместо металлических армирующих планок, достигается во всех примерах выполнения надежная теплоизоляция при превосходной прочности и неизменности размеров.
Изобретение относится к области строительства, а именно к конструкциям окон или дверей. Изобретение позволит повысить прочность профиля. Применение армированной волокном пластмассы с модулем упругости >8000 Н/мм2, предпочтительно >10000 Н/мм2, точкой размягчения >100°C, предпочтительно >150°C, и коэффициентом расширения <6 10-5 K-1, предпочтительно <5 10-5 K-1, особо предпочтительно <4 10-5 K-1, в частности, применение армированного волокном полибутилентерефталата, полиэтилентерефталата или их смесей, для армирующей планки полого профиля для оконной рамы или дверной коробки. 2 з.п. ф-лы, 5 ил.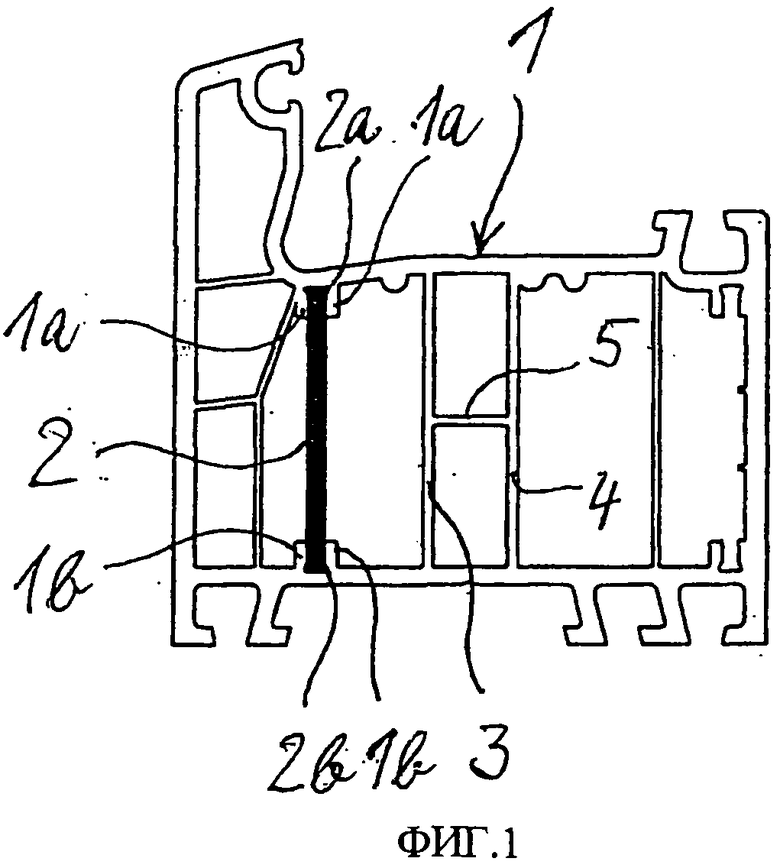
1. Применение армированной волокном пластмассы с модулем упругости >8000 Н/мм2, предпочтительно >10000 Н/мм2, точкой размягчения >100°C, предпочтительно >150°C, и коэффициентом расширения <6·10-5 K-1, предпочтительно <5·10-5 K-1, особо предпочтительно <4·10-5 K-1, в частности, применение армированного волокном полибутилентерефталата, полиэтилентерефталата или их смесей, для армирующей планки (2, 6, 7, 14, 15) полого профиля (1, 10) для оконной рамы или дверной коробки.
2. Применение по п.1, при котором армирующую планку (планки) (2, 6, 7, 14, 15) образуют экструзией в многокамерном пластмассовом полом профиле (1, 10) и соединяют, по меньшей мере, ее верхней и нижней частями с пластмассовым полым профилем (1, 10).
3. Применение по п.1 или 2, при котором армирующую планку (планки) (2, 6, 7, 14, 15) образуют экструзией в пластмассовом полом профиле (1, 10) с расположением приблизительно на ребро.
| DE 3306737 A1, 01.09.1983 | |||
| СПОСОБ ВЫРАБОТКИ КОНСЕРВОВ "КОТЛЕТЫ РУБЛЕНЫЕ ИЗ ИНДЕЙКИ С ГАРНИРОМ И ЖИРОМ" | 2008 |
|
RU2362412C1 |
| Турбомашина | 1977 |
|
SU673747A1 |
| Резьбовой элемент для рельефной сварки | 1975 |
|
SU527270A1 |
| КОМПЛЕКТ ПРОФИЛЕЙ ДЛЯ СБОРКИ ОКОННЫХ ИЛИ ДВЕРНЫХ БЛОКОВ | 2003 |
|
RU2216631C1 |

