Настоящее изобретение относится к мягкой и прочной санитарно-гигиенической бумаге, содержащей волокна, происходящие из растения, принадлежащего к роду мискантус, в частности, из Miscanthus Gigantheus. Настоящее изобретение также относится к способу изготовления указанной санитарно-гигиенической бумаги, а также к продуктам, например, туалетной бумаге, полотенцам для рук, бытовым полотенцам и т.д., полученным этим способом.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Материалы на основе санитарно-гигиенической бумаги находят широкое применение в современном обществе. Туалетная бумага, бумажные полотенца, такие как полотенца для рук или бытовые (кухонные) полотенца, косметические салфетки и гигиенические носовые платки являются основными продуктами торговли. Эти продукты типовым образом получают из древесной массы для изготовления бумаги, содержащей волокна типов, как древесины твердых пород, так и древесины мягких пород.
Наиболее важными физическими свойствами этих продуктов являются их прочность, их мягкость, их способность к впитыванию, прежде всего для водных систем, и их устойчивость к расслоению и пыли. Эти физические свойства, как правило, адаптируют для удовлетворения требований рядовых потребителей.
Продукты из санитарно-гигиенической бумаги часто подвергаются крайне изменчивым прочностным требованиям во влажном и сухом состоянии, соответственно. Например, в случае бытовой бумаги (бумажные полотенца) должно быть обеспечено, чтобы они сохраняли свою прочность по меньшей мере в течение конкретного периода времени, когда подвергаются воздействию водных жидкостей или пищи, содержащей влагу. С другой стороны, туалетная бумага должна растворяться в воде, через некоторое время после применения, чтобы предотвратить засорение систем обработки сточных вод. Кроме того, туалетная бумага не должна немедленно утрачивать свои прочностные характеристики во время применения по очевидным причинам.
В то же время, тактильные свойства, такие как мягкость, являются крайне важными, так как продукты на основе санитарно-гигиенической бумаги предназначены для вступления в тесный контакт с телом и кожей. Следовательно, продукты на основе санитарно-гигиенической бумаги должны проявлять достаточную мягкость, чтобы обеспечить комфорт для пользователя.
Однако, прочность и мягкость, обычно, являются конфликтующими свойствами. Если прочность возрастает, мягкость санитарно-гигиенической бумаги будет ухудшаться вследствие увеличения связей между волокнами. Напротив, если мягкость возрастает, прочность ослабевает вследствие ограниченных связей между волокнами.
В предшествующем уровне техники описано много способов достижения хорошего баланса между прочностью и мягкостью или увеличения одного свойства без вредного воздействия на другое.
EP 0 029 269 A1 раскрывает многослойную санитарно-гигиеническую бумагу и продукты на основе санитарно-гигиенической бумаги, полученные из нее, такие как туалетная санитарно-гигиенической бумага и косметические салфетки, имеющие гладкую и мягкую верхнюю поверхность. Санитарно-гигиеническая бумага содержит бархатистый верхний слой, имеющий обращенный наружу поверхность, образованную по меньшей мере из 60 мас.% коротких волокон из древесины твердых пород, таких как лиственная сульфитная целлюлоза и/или твердая древесина эвкалипта, объединенные в загрузку, содержащую длинные волокна из древесины мягких пород. Короткие волокна для изготовления бумаги расположенные на внешнем слое, проявляют достаточно частей со свободными концами для достижения мягкости, в то время как длинноволоконная загрузка обеспечивает прочность. Однако, для некоторых областей применения эта санитарно-гигиеническая бумага не проявляет достаточной прочности, прежде всего в сухом состоянии.
Еще одна обычная мера для модификации свойств прочности и мягкости санитарно-гигиенической бумаги заключается в добавлении упрочняющих и/или смягчающих композиций в материалы на основе санитарно-гигиенической бумаги. В этом отношении, в предшествующем уровне техники описаны упрочняющие смолы, такие как полиамидоамино-эпихлоргидриновые смолы. Однако изолированное применение упрочняющих смол обычно обеспечивает санитарно-гигиеническую бумагу, которая является достаточно жесткой и имеет осязательные свойства почти как у обычной бумаги. Следовательно, упрочняющие смолы часто применяют в комбинации со смягчающими композициями, которые, в свою очередь, снижают прочность, поскольку мягчители также взаимодействуют с межволоконными водородными связями.
WO 94/10381 A1 раскрывает мягкие и прочные полотна санитарно-гигиенической бумаги, которые могут применяться при изготовлении полотенец, в салфетках, косметических салфетках и продуктах из туалетной санитарно-гигиенической бумаги. Полотна санитарно-гигиенической бумаги обычно содержат загрузку на основе целлюлозы, такую как смесь волокон хвойной крафт-целлюлозы и эвкалипта, и химическую смягчающую композицию, содержащую катионное поверхностно-активное вещество в качестве мягчителя. Однако поверхностно-активные вещества ослабляют связи между волокнами в полотнах санитарно-гигиенической бумаги. В результате полотна санитарно-гигиенической бумаги не проявляют достаточной прочности. Потеря прочности вследствие поверхностно-активного вещества, следовательно, компенсируется добавлением связующей смолы, такой как полиамидоамино-эпихлоргидриновая смола.
Аналогично, US 5,397,435 и US 5,312,522 раскрывают продукты на основе санитарно-гигиенической бумаги, такие как бумажные полотенца, косметические салфетки и туалетные санитарно-гигиенические бумаги, содержащие комбинацию химической смягчающей композиции, содержащей поверхностно-активное вещество, такое как соединение четвертичного аммония, и упрочняющие смолы, такие как полиамидоамино-эпихлоргидриновая смола. Однако, как приведено выше, применение смягчающих и упрочняющих химических композиций в комбинации обычно не обеспечивает значительного улучшения, поскольку эффект одной композиции (например, смягчающей или упрочняющей) часто снижается противоположным эффектом, вызываемым другой.
Дополнительно, может быть желательным снижение количества химикатов, таких как смягчающие и/или упрочняющие химические композиции в санитарно-гигиенической бумаге. Это прежде всего является применимым в тех случаях, где эти химические композиции имеют тенденцию раздражать кожу или вызывать аллергические реакции у некоторых пользователей. Кроме того, способность к биологическому разрушению некоторых смягчающих и/или упрочняющих химических композиций в окружающей среде вызывает повышенную озабоченность.
WO 96/06223 A1 предлагает лист санитарно-гигиенической бумаги, состоящей из крафт-целлюлозы из древесины мягких пород и крафт-целлюлозы из твердой древесины эвкалипта, содержащий комбинацию ʺослабляющих связиʺ средств и упрочняющих средств, добавляемых послойно, чтобы максимизировать эффективность каждой добавки, в то же время минимизируя взаимодействие добавок друг с другом. Однако, добавление различных химических композиций послойным образом значительно увеличивает сложность процесса производства.
Представлены типовые примеры для возникающей в целом проблемы в области техники санитарно-гигиенической бумаги, приводящие к тому, что вышеуказанные свойства конфликтуют друг с другом, поскольку попытки улучшить одно свойство являются неблагоприятными для другого.
Дополнительно, было отмечено, что, в способах изготовления санитарно-гигиенической бумаги, первичные (зародышевые) волокнистые полотна, содержащие волокнистые полуфабрикаты из эвкалипта иногда не показывают желательной сильной адгезии к янки-цилиндру, когда полотно подвергают конечным стадиям сушки и крепирования.
Исходя из обычно применяемых продуктов из санитарно-гигиенической бумаги с использованием смесей древесных масс древесины мягких пород и эвкалипта, целью настоящего изобретения является предоставить полотна и продукты из санитарно-гигиенической бумаги, имеющие улучшенные свойства, в частности улучшенную прочность и хорошую мягкость.
Дополнительной целью настоящего изобретения является предоставить способ изготовления таких полотен санитарно-гигиенической бумаги. Согласно одному аспекту настоящего изобретения, предоставлен способ, который включает улучшенную адгезию ʺпервичных" волокнистых полотен к янки-цилиндру во время конечных стадий сушки и крепирования способа.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к мягкому и прочному полотну санитарно-гигиенической бумаги, состоящему из одного или нескольких слоев, в котором по меньшей мере один из этих слоев содержит волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, в частности, из Miscanthus Gigantheus. Настоящее изобретение также относится к продуктам из санитарно-гигиенической бумаги, таким как туалетная бумага, полотенца для рук, бытовые полотенца, носовые платки, салфетки и косметические салфетки, изготовленные из указанного полотна санитарно-гигиенической бумаги.
Настоящее изобретение также относится к способу изготовления полотна санитарно-гигиенической бумаги, включающему в себя стадии
(a) обеспечение волокнистых полуфабрикатов, содержащих волокна, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus;
(b) образование водной суспензии волокон;
(c) подача суспензии в напорный ящик для получения бумаги;
(d) осаждение суспензии на сетку для образования влажного полотна;
(e) обезвоживание влажного полотна; и
(f) сушка и крепирование полотна.
Волокнистые полуфабрикаты выбирают из химических волокнистых полуфабрикатов, механических волокнистых полуфабрикатов, подвергаемых предварительной химической обработке, и их смесей.
Полотно санитарно-гигиенической бумаги и продукты из санитарно-гигиенической бумаги согласно настоящему изобретению отличаются их превосходной прочностью и хорошей мягкостью.
Настоящее изобретение включает следующие варианты осуществления (ʺПунктыʺ):
1. Полотно санитарно-гигиенической бумаги, состоящее из одного или нескольких слоев, в котором по меньшей мере один слой содержит волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, где волокнистые полуфабрикаты выбирают из химических волокнистых полуфабрикатов, механических волокнистых полуфабрикатов, подвергаемых предварительной химической обработке, и их смесей.
2. Полотно санитарно-гигиенической бумаги по п. 1, в котором волокнистые полуфабрикаты происходят из Miscanthus Gigantheus, Miscanthus Sinensis или Miscanthus Sacchariflorus, и предпочтительно из Miscanthus Gigantheus.
3. Полотно санитарно-гигиенической бумаги по п. 1 или 2, в котором волокнистые полуфабрикаты, которые происходят по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, присутствуют в количестве, равном по меньшей мере 5 мас.%, предпочтительно в количестве от 10 мас.% до 90 мас.%, более предпочтительно в количестве от 15 мас.% до 80 мас.%, даже более предпочтительно от 20 мас.% до 70 мас.%, в расчете от общей массы полотна санитарно-гигиенической бумаги.
4. Полотно санитарно-гигиенической бумаги по любому из п.п. 1, 2 или 3, где полотно состоит из двух или трех слоев, изготовленных из различных древесных масс, где по меньшей мере один из этих слоев изготовлен из древесной массы, содержащей волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus.
5. Полотно санитарно-гигиенической бумаги по любому из п.п. 1, 2, 3 или 4, где остальные волокна, присутствующие в указанном полотне санитарно-гигиенической бумаги, выбирают из волокнистых полуфабрикатов, содержащих волокна из древесины твердых пород, таких как волокна эвкалипта, бука, осины, акации или березы; волокна из древесины мягких пород таких как волокна сосны, ели, туи, тиса, и лиственницы; и недревесные волокна, такие как волокна хлопка, жома сахарного тростника, конопли, льна, сизаля, соломы или льняного жома.
6. Полотно санитарно-гигиенической бумаги по п. 4 или 5, где полотно состоит из двух слоев, где
(i) первый слой изготавливают из волокнистых полуфабрикатов (i-a), состоящих из волокон, происходящих по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, и необязательно волокон из древесины твердых пород, или из волокнистых полуфабрикатов (i-b), состоящих из или содержащих, волокна, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, волокна из древесины мягких пород, и необязательно волокна из древесины твердых пород, и
(ii) второй слой изготавливают из волокнистых полуфабрикатов, состоящих из или содержащих волокна из древесины мягких пород.
7. Полотно санитарно-гигиенической бумаги по п. 6, где
(i) первый слой изготавливают из волокнистых полуфабрикатов (i-a), где массовое отношение волокон, происходящих по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, к волокнам из древесины твердых пород, если они присутствуют, составляет от 100/0 до 10/90, предпочтительно от 100/0 до 20/80, и
(ii) второй слой изготавливают из древесной массы, содержащей или состоящей из волокон из древесины мягких пород,
и где массовое соотношение волокнистых полуфабрикатов, происходящих по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, в расчете от общей массы полотна санитарно-гигиенической бумаги составляет предпочтительно от 10 до 90 мас.%, более предпочтительно от 10 до 80 мас.%, в частности от 25 до 75 мас.%, такое как от 40 до 70 мас.%.
8. Полотно санитарно-гигиенической бумаги по п. 6, где
(i) первый слой изготавливают из волокнистых полуфабрикатов (i-b), состоящих из волокон, происходящих по меньшей мере из одного растения, принадлежащего к роду мискантус и предпочтительно из Miscanthus Gigantheus (MG), волокон из древесины мягких пород (SW), и необязательно волокон из древесины твердых пород (HW), где массовое отношение MG/HW/SW в %, в расчете от общей массы волокнистых полуфабрикатов (i-b), составляет от 10 до 90/от 0 до 50 /от 10 до 90, предпочтительно от 20 до 80/от 0 до 50/от 20 до 80, и
(ii) второй слой изготавливают из волокнистых полуфабрикатов, состоящих из или содержащих волокна из древесины мягких пород,
и где массовое соотношение волокнистых полуфабрикатов, происходящих по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, в расчете от общей массы полотна санитарно-гигиенической бумаги составляет предпочтительно от 10 до 50 мас.%, такое как от 10 до 30 мас.%.
9. Полотно санитарно-гигиенической бумаги по любому из п.п. 1, 2, 3, 4, 5, 6, 7 или 8, где волокнистые полуфабрикаты, происходящие из Miscanthus Gigantheus, получают в процессе химического, хемо-механического или высокопроизводительного химического превращения в волокнистую массу, предпочтительно натронным способом или CTMP-способом (Хемо-Термо-Механического превращения в волокнистую массу).
10. Полотно санитарно-гигиенической бумаги по любому из п.п. 1, 2, 3, 4, 5, 6, 7, 8 или 9, где волокнистые полуфабрикаты из древесины твердых пород происходят из эвкалипта и/или волокнистые полуфабрикаты из древесины мягких пород представляют собой волокна Отбеленной Бумажной массы из Древесины Мягких пород (NBSK), где волокна NBSK предпочтительно рафинируют до степени измельчения, равной от 19 до 35°SR.
11. Полотно санитарно-гигиенической бумаги по любому из п.п. 1, 2, 3, 4, 5, 6, 7, 8, 9 и 10, где (i) все волокна, присутствующие в полотне, представляют собой первичные волокнистые полуфабрикаты, или (ii) смесь первичных и вторичных (переработанных) волокнистых полуфабрикатов, где доля вторичных (переработанных) волокнистых полуфабрикатов не превышает 90 мас.% в расчете от полотна санитарно-гигиенической бумаги.
12. Полотно санитарно-гигиенической бумаги по любому из п.п. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 или 11, которое состоит из одного или нескольких слоев, в котором волокнистые полуфабрикаты происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, удовлетворяют следующим требованиям:
(i) средняя длина волокна составляет от 0,5 до 1,2 мм, предпочтительно от 0,8 до 1,0 мм;
(ii) средний диаметр волокна составляет от 10 до 25 мкм; и
(iii) средняя толщина стенки волокна составляет от 3,0 до 5,0 мкм.
13. Продукт из санитарно-гигиенической бумаги, содержащий по меньшей мере один слой, изготовленный из полотна санитарно-гигиенической бумаги по любому из п.п. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12.
14. Продукт из санитарно-гигиенической бумаги по п. 13, где продукт из санитарно-гигиенической бумаги выбирают из туалетной бумаги, полотенца для рук, бытового полотенца, носовых платков, салфеток и косметических салфеток.
15. Продукт из санитарно-гигиенической бумаги по п. 13 или 14, где продукт из санитарно-гигиенической бумаги представляет собой туалетную бумагу состоящую из 2-4 слоев, в которой предпочтительно по меньшей мере один внешний слой, более предпочтительно оба внешних слоя, изготавливают из полотна санитарно-гигиенической бумаги по п. 7, и внешние слой/слои расположены таким образом, что, в туалетной бумаге, ее первый слой (i), который содержит волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, расположен на внешней поверхности туалетной бумаги.
16. Продукт из санитарно-гигиенической бумаги по п. 13 или 14, где продукт из санитарно-гигиенической бумаги представляет собой полотенце для рук или бытовое полотенце, состоящее из 2-4 слоев, в котором предпочтительно по меньшей мере один слой, необязательно все слои, изготавливают из полотна санитарно-гигиенической бумаги по п. 7 или полотна санитарно-гигиенической бумаги по п. 8.
17. Продукт из санитарно-гигиенической бумаги по любому из п.п. 13, 14, 15 или 16, где продукт из санитарно-гигиенической бумаги не содержит мягчитель и/или не содержит упрочняющей смолы.
18. Способ изготовления полотно санитарно-гигиенической бумаги по любому из п.п. 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12, включающий в себя стадии:
(a) обеспечение химических волокнистых полуфабрикатов, содержащих волокна, происходящие по меньшей мере из одного растения, принадлежащего к роду Miscanthus, предпочтительно из Miscanthus Gigantheus;
(b) образование водной суспензии указанных волокнистых полуфабрикатов;
(c) подача суспензии в напорный ящик для получения бумаги;
(d) осаждение суспензии на сетку для образования влажного полотна;
(e) обезвоживание влажного полотна; и
(f) сушка и крепирование полотна.
Там где настоящее описание относится к ʺпредпочтительнымʺ вариантам осуществления/признакам, комбинация этих ʺпредпочтительныхʺ вариантов осуществления/признаков будет также считаться раскрытой, постольку, поскольку эта комбинация ʺпредпочтительныхʺ вариантов осуществления/признаков является значимой в техническом отношении.
Далее в настоящем описании, применение термина ʺсодержащийʺ следует понимать также, как раскрывающий, в виде более ограниченного варианта осуществления, термин ʺсостоящий изʺ.
ЧЕРТЕЖИ
ФИГ. 1 - Схематический чертеж, показывающий процесс крепирования на янки-цилиндре с использованием крепирующего шабера. ФИГ. 1 дает обзор терминологии, используемой для обозначения различных углов, влияющих на процесс крепирования. На ФИГ. 1 следующие номера позиций представляют:
(1) Янки-цилиндр,
(2) Угол кармана крепирования,
(3) Угол скоса,
(4) Угол держателя шабера,
(5) Угол подачи листа,
(6) Крепированный лист и
(7) Выступ.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
1. Полотно санитарно-гигиенической бумаги
Полотно санитарно-гигиенической бумаги согласно настоящему изобретению состоит из одного или нескольких слоев, где по меньшей мере один слой содержит волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус.
Термин "санитарно-гигиеническая бумага", как используется в настоящем описании, охватывает "основу (заготовку) санитарно-гигиенической бумаги" ("полотно санитарно-гигиенической бумаги"), полученную из машины для изготовления санитарно-гигиенической бумаги, а также однослойные или многослойные конечные продукты ("продукты из санитарно-гигиенической бумаги"), изготовленные из основы санитарно-гигиенической бумаги, и специально полученные для потребностей конечного пользователя посредством дополнительных стадий преобразования.
Под ʺполотном санитарно-гигиенической бумагиʺ авторы изобретения подразумевают однослойную основу санитарно-гигиенической бумаги, полученную из машины для изготовления санитарно-гигиенической бумаги. Полотно санитарно-гигиенической бумаги представляет собой лист бумаги, изготовленный посредством способа, включающего в себя стадии: образование водной суспензии волокнистых полуфабрикатов, т.е. так называемой ʺзагрузкиʺ, осаждение указанной водной суспензии на сетку для образования влажного полотна, обезвоживание, сушка и крепирование полотна.
Полотно санитарно-гигиенической бумаги имеет массу одного квадратного метра, равную от 8 до 50 г/м2, в частности, от 10 до 30 г/м2, особенно, от 12 до 25 г/м2.
Полотно санитарно-гигиенической бумаги согласно настоящему изобретению состоит из одного или нескольких слоев (т.е. однослойные полотна или многослойные полотна). Термин ʺслойʺ относится к пласту внутри полотна, имеющему заданный состав волокон. Один или несколько слоев образуются посредством осаждения одного или более потоков загрузок древесной массы на сетку с использованием находящегося под давлением одно- или многослойного напорного ящика. Эта технология хорошо известна специалистам в данной области техники. Она предоставляет возможное применение различных видов волокна в каждом слое полотна. ʺМногослойноеʺ полотно санитарно-гигиенической бумаги согласно настоящему изобретению может иметь от 2 до 5, обычно 2 или 3 слоя.
Термин ʺслойʺ как используется в настоящем описании, относится к одному или нескольким слоям санитарно-гигиенической бумаги в конечном продукте из санитарно-гигиенической бумаги в том виде, как их получают после переработки (ʺпреобразованияʺ) одного или нескольких основных полотен санитарно-гигиенической бумаги. Каждый индивидуальный слой состоит из полотна санитарно-гигиенической бумаги, содержащего один или несколько слоев, например, один, два, три или четыре слоя.
Исходя из основополагающей совместимости процессов производства (образование во влажном состоянии), производство "санитарно-гигиенической бумаги" находится в ряду технологий изготовления бумаги. Производство санитарно-гигиенической бумаги отличается от производства бумаги крайне низкой массой одного квадратного метра и его гораздо более высоким показателем затраты энергии на разрыв.
Показатель затраты энергии на разрыв является следствием затрат энергии на разрыв, при котором затраты энергии на разрыв относится к объему тестируемого образца перед осмотром (длина, ширина, толщина образца между зажимами перед приложением усилия на растяжение). Бумага и санитарно-гигиеническая бумага также отличаются в целом по модулю упругости, который характеризует деформационно-прочностные свойства этих плоскостных продуктов в качестве параметра материала.
Высокий показатель затраты энергии на разрыв санитарно-гигиенической бумаги является результатом внешнего или внутреннего крепирования. Первое достигается под действием сжатия бумажного полотна, прилипающего к сухому цилиндру в результате действия крепирующего ракеля или в последнем случае в результате различия по скорости между двумя сетками ("формующими сетками"). Это вызывает то, что еще влажное, пластически деформируемое бумажное полотно будет расходиться внутри под действием сжатия и сдвига, посредством чего оно становится более растяжимым под нагрузкой, чем некрепированная бумага. Высокий показатель затраты энергии на разрыв может также достигаться посредством придания санитарно-гигиенической бумаге 3D-структуры самими сетками. Большинство функциональных свойств, типичных для санитарно-гигиенической бумаги и продуктов из нее, являются результатом высокого показателя затрат энергии на разрыв (см. DIN EN 12625-4 и DIN EN 12625-5).
Типичные свойства санитарно-гигиенической бумаги включают готовность поглощать энергию напряжения при растяжении, ее драпируемость, хорошую как у текстиля эластичность, свойства, которые часто соотносят с объемной мягкостью, высокой мягкостью поверхности, высокий удельный объем с ощутимой толщиной, насколько возможно высокую поглощаемость жидкости и, в зависимости от применения, подходящую прочность во влажном и сухом состоянии, а также привлекающий интерес визуальный внешний вид наружной поверхности продукта. Эти свойства обеспечивают применение санитарно-гигиенической бумаги, например, в качестве очищающих тканей (например, бытовых полотенец), продуктов для гигиены (например, туалетной бумаги, полотенец для рук), бумажных носовых платков, косметических протирок (косметических салфеток) или как тонкую бумагу/салфетки.
Полотно санитарно-гигиенической бумаги согласно изобретению и продукты из санитарно-гигиенической бумаги, изготовленные из него, характеризуются содержанием в них волокнистых полуфабрикатов, происходящих по меньшей мере из одного растения, принадлежащего к роду Miscanthus.
Род ʺMiscanthusʺ включает приблизительно 15 многолетних корневищных злаков. Злаки мискантус обычно обнаруживаются в широком диапазоне климатических зон, от тропиков и субтропиков до умеренных регионов Северной Азии и Европы. Согласно настоящему изобретению, волокна могут быть выбраны из волокон, происходящих из видов Miscanthus Floridulus, Miscanthus Sacchariflorus, Miscanthus Sinensis, Miscanthus Gigantheus, Miscanthus Tinctorius и Miscanthus Transmorrisonensis.
Предпочтительно, чтобы волокнистые полуфабрикаты происходили из Miscanthus Sacchariflorus, Miscanthus Sinensis и Miscanthus Gigantheus. Даже более предпочтительно, чтобы волокнистые полуфабрикаты происходили из Miscanthus Gigantheus.
Когда вышеуказанные волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, применяют для образования полотна санитарно-гигиенической бумаги согласно настоящему изобретению, полученные в результате полотно санитарно-гигиенической бумаги/продукт проявляют улучшенные свойства, в частности, улучшенную прочность и хорошую мягкость. Когда применяют волокнистые полуфабрикаты, происходящие из Miscanthus Gigantheus, улучшение прочности является даже более выраженным, в то время как поддерживается хорошая мягкость.
Дополнительно, когда вышеуказанные волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, применяют для образования полотна санитарно-гигиенической бумаги согласно настоящему изобретению, полученные в результате полотно санитарно-гигиенической бумаги/продукт проявляют превосходную абсорбцию для водных систем.
Крме того полагают, что полотно санитарно-гигиенической бумаги/продукт согласно настоящему изобретению, содержащие волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, могут проявлять антимикробные/антибактериальные свойства, которые являются природными качественными признаками растений, принадлежащих к роду мискантус.
Полотно санитарно-гигиенической бумаги согласно настоящему изобретению содержит вышеуказанные волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, в количестве, равном по меньшей мере 5 мас.%, предпочтительно в количестве от 10 мас.%, более предпочтительно в количестве от 10 мас.% до 80 мас.%, и даже более предпочтительно от 20 мас.% до 70 мас.%, в расчете от общей массы полотна санитарно-гигиенической бумаги.
ʺВолокнистые полуфабрикатыʺ, применяемые в настоящем изобретении, выбирают из химических волокнистых полуфабрикатов, механических волокнистых полуфабрикатов, подвергаемых предварительной химической обработке, и их смесей.
"Химические древесные массы" представляют собой, согласно DIN 6730, волокнистые материалы, полученные из растительных сырьевых материалов, из которых большинство нецеллюлозных компонентов удаляются химической обработкой древесной массы без значительной механической последующей обработки.
В настоящем изобретении, могут также использоваться механические древесные массы, подвергнутые предварительной химической обработке, такие как хемо-механическая древесная масса (CMP-пульпа), или Хемо-Термо-Механическая древесная масса (CTMP-пульпа).
Согласно одному варианту осуществления изобретения, заявленные полотно санитарно-гигиенической бумаги и продукты из санитарно-гигиенической бумаги не включают волокнистый материал, изготовленный из древесины полностью механическими средствами, т.е. в чистом виде механическую древесную массу, такую как дефибрерная древесная масса и рафинированная механическая древесная масса.
Волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно получают в химическом, хемо-механическом (CMP) или высокопроизводительном химическом процессе превращения в волокнистую массу. Применение щелочного химического превращения в волокнистую массу (получения пульпы) или способов предварительной обработки является предпочтительным. Волокнистые полуфабрикаты предпочтительно получают, используя натронный способ превращения в волокнистую массу или CTMP-процесс (Хемо-Термо-Механическое получение пульпы), как описано, например, P. Cappelletto et al. in Industrial Crops and Products, 11 (2000) 205-210. Волокнистые полуфабрикаты более предпочтительно получают натронным способом превращения в волокнистую массу. Может также применяться крафт-варка.
Дополнительно, волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, могут быть получены и/или обработаны обычными методами. Например, указанные волокнистые полуфабрикаты могут отбеливаться посредством использования бесхлорных стадий отбеливания с учетом производства экологически чистых продуктов и стадий процессов.
Согласно одному варианту осуществления, волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus, имею длину, равную от 0,5 до 1,2 мм, предпочтительно от 0,8 до 1,0 мм, диаметр от 10 до 25 мкм, например, от 13 до 21 мкм, предпочтительно от 13 до 15 мкм, и толщину стенок от 3,0 до 5,0 мкм. Размеры волокон представляют собой средние (усредненные) значения, которые могут быть определены методами, хорошо известными в данной области техники, такими, как описано C. Ververis et al. в Industrial Crops and Products 19 (2004) 245-254.
В последующем, ради краткости изложения, авторы будут именовать волокнистые полуфабрикаты, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheusʺ, и выбранные из химических волокнистых полуфабрикатов, механических волокнистых полуфабрикатов, подвергаемых предварительной химической обработке и их смеси как ʺволокнистые полуфабрикаты MGʺ.
Согласно одному варианту осуществления, полотно санитарно-гигиенической бумаги состоит из двух или трех слоев, изготовленных из различных древесных масс, где по меньшей мере один из этих слоев изготовлен из древесной массы, содержащей волокнистые полуфабрикаты MG.
Согласно одному дополнительному варианту осуществления, остальные волокна, присутствующие в полотне санитарно-гигиенической бумаги согласно изобретению, т.е. волокна не являющиеся волокнистыми полуфабрикатами MG, выбирают из волокнистых полуфабрикатов, содержащих волокна из древесины твердых пород, таких как волокна эвкалипта, бука, осины, акации или березы; волокна из древесины мягких пород таких как волокна сосны, ели, туи, дугласовой пихты, тиса и лиственницы; и недревесных волокон, таких как волокна хлопка, жома сахарного тростника, конопли, льна, сизаля, волокна соломы или льняного жома.
Под ʺволокнами из древесины твердых породʺ авторы изобретения подразумевают волокнистую древесную массу, полученную из древесных веществ лиственных деревьев (покрытосеменных). Обычно, волокна из древесины твердых пород представляют собой ʺкороткиеʺ волокна, имеющие длину от 1 до 2 мм, диаметр от 15 до 30 мкм, и толщину стенок от 2 до 3 мкм. Древесину твердой породы, такую как Эвкалипт обычно превращают в пульпу сульфатным способом варки.
Волокна из древесины твердых пород, применимые в настоящем изобретении, предпочтительно происходят из эвкалипта, бука, осины, акации и березы, более предпочтительно из эвкалипта.
Под ʺволокнами из древесины мягких породʺ авторы изобретения подразумевают волокнистую древесную массу, полученную из древесного вещества хвойных деревьев (голосеменных). Обычно, волокна из древесины мягких пород представляют собой ʺдлинныеʺ волокна, имеющие длину от 3 до 4 мм, диаметр от 30 до 40 мкм, и толщину стенок от 3 до 4 мкм. Их обычно превращают в волокнистую массу сульфатным способом варки.
Волокна из древесины мягких пород, применимые в настоящем изобретении, предпочтительно происходят из сосны, ели, туи, дугласовой пихты, тиса и лиственницы. Более предпочтительно, волокна из древесины мягких пород, применимые в настоящем изобретении, являются волокнами отбеленной бумажной массы из древесины мягких пород (NBSK). Предпочтительно, по меньшей мере часть волокон NBSK, предназначенные для использования, является рафинированной, более предпочтительно до степени измельчения, равной от 19 до 35°SR, например, от 19 до 26°SR.
Под ʺнедревесными волокнамиʺ авторы изобретения подразумевают волокнистую древесную массу, полученную из недревесных веществ растений, таких как хлопок, жом сахарного тростника, конопля, лен, сизаль, солома или льняной жом.
Согласно одному предпочтительному варианту осуществления, полотно санитарно-гигиенической бумаги состоит из двух слоев, где
(i) первый слой изготавливают из
(i-a) волокнистых полуфабрикатов, состоящих из волокнистых полуфабрикатов MG, и необязательно волокон из древесины твердых пород, или
(i-b) волокнистых полуфабрикатов, состоящих из или содержащих, волокнистые полуфабрикаты MG, волокна из древесины мягких пород, и необязательно волокна из древесины твердых пород, и
(ii) второй слой изготавливают из волокнистых полуфабрикатов, состоящих из или содержащих волокна из древесины мягких пород.
Несмотря на то, что часто является предпочтительным, чтобы второй слой изготавливали из волокнистых полуфабрикатов состоящих (только) из волокон древесины мягких пород (ʺSWʺ), настоящее изобретение также распространяется на варианты осуществления, в которых этот слой получают из волокнистых полуфабрикатов, содержащих волокна из древесины мягких пород и другие волокнистые полуфабрикаты, такие как волокнистые полуфабрикаты MG и/или волокна из древесины твердых пород и/или недревесные волокна, такие как волокна жома сахарного тростника или другие волокна, указанные выше. Эти другие волокнистые полуфабрикаты тогда предпочтительно применяют в количестве до 60 мас.% в расчете от общей массы волокнистых полуфабрикатов, присутствующих во втором слое.
Принимая во внимание иллюстративный случай для 80% волокнистых полуфабрикатов MG в целом, можно, например, разделить загрузку по технологическим причинам на 50% волокнистых полуфабрикатов MG в первом слое, в то время как второй слой будет состоять из 30% волокнистых полуфабрикатов MG плюс 20% волокнистых полуфабрикатов SW, в расчете от общей массы полотна санитарно-гигиенической бумаги для каждого. В альтернативном варианте осуществления 50% волокнистых полуфабрикатов MG применяют в первом слое и 30% эвкалипта плюс 20% волокнистых полуфабрикатов SW применяют во втором слое.
Вышесказанное также применимо к следующим вариантам осуществления, где второй слой изготавливают из древесной массы, содержащей или состоящей из волокон из древесины мягких пород.
Согласно одному дополнительному предпочтительному варианту осуществления, особенно подходящему для производства туалетной санитарно-гигиенической бумаги, полотно санитарно-гигиенической бумаги состоит из двух слоев, где
(i) первый слой изготавливают из волокнистых полуфабрикатов, состоящих из волокнистых полуфабрикатов MG, и необязательно, волокон из древесины твердых пород,
(i-a) где массовое отношение волокнистых полуфабрикатов MG к волокнам из древесины твердых пород, если они присутствуют, равно от 100/0 до 20/80, и
(ii) второй слой изготавливают из древесной массы, содержащей или состоящей из волокон из древесины мягких пород,
и где массовое соотношение волокнистых полуфабрикатов MG в расчете от общей массы полотна санитарно-гигиенической бумаги составляет предпочтительно от 10 до 80 мас.%, в частности, от 25 до 75 мас.%, такое как от 40 до 70 мас.%.
Согласно одному дополнительному предпочтительному варианту осуществления, особенно подходящему для производства бытовых полотенец и полотенец для рук, полотно санитарно-гигиенической бумаги состоит из двух слоев, где
(i) первый слой изготавливают из
(i-b) волокнистых полуфабрикатов, состоящих из волокнистых полуфабрикатов MG, волокон из древесины мягких пород (SW), и необязательно, волокон из древесины твердых пород (HW), где массовое отношение MG/HW/SW в %, в расчете от общей массы волокнистых полуфабрикатов (i-b), составляет от 10 до 90/от 0 до 50/от 10 до 90, предпочтительно от 20 до 80/от 0 до 50/от 20 до 80, например, от 20 до 70/от 10 до 50/от 20 до 70 или от 20 до 80/0/от 20 до 80 или от 20 до 50/от 0 до 30/от 40 до 60, и
(ii) второй слой изготавливают из волокнистых полуфабрикатов, состоящих из или содержащих, волокна из древесины мягких пород,
и, где массовое соотношение волокнистых полуфабрикатов MG в расчете от общей массы полотна санитарно-гигиенической бумаги составляет предпочтительно от 10 до 50 мас.%, такое как от 10 до 30 мас.%. Волокнистые полуфабрикаты MG, используемые в настоящем изобретении, могут представлять собой рафинированные волокна и предпочтительно являются нерафинированными. Остальные волокна, присутствующие в полотне санитарно-гигиенической бумаги согласно изобретению (т.е. волокна, не являющиеся волокнистыми полуфабрикатами MG) могут представлять собой нерафинированные волокна, рафинированные волокна и их смеси. Предпочтительно, по меньшей мере часть волокон из древесины мягких пород (т.е. длинных волокон) предназначенных для применения, необязательно все волокна из древесины мягких пород, являются рафинированными. Предпочтительно, волокна из древесины твердых пород (т.е. короткие волокна) предназначенные для применения, являются нерафинированными.
Согласно одному варианту осуществления, волокнистые полуфабрикаты из древесины твердых пород происходят из эвкалипта и/или волокнистые полуфабрикаты из древесины мягких пород представляют собой волокна отбеленной бумажной массы из древесины мягких пород (NBSK), где волокна NBSK предпочтительно рафинируют до степени измельчения, равной от 19 до 35°SR, в частности, от 19 до 26°SR, например, от 19 до 24°SR.
Под "нерафинированными волокнами" авторы изобретения подразумевают волокна в природном виде или полученные посредством их соответствующего способа получения (химическое или механическое получение пульпы, переработка для повторного использования и т.д.). Несмотря на зависимость от источника волокон, волокнистые полуфабрикаты нерафинированной твердой древесины и древесины мягких пород обычно имеют степень помола равную приблизительно от 12 до 15°SR. Напротив, нерафинированные волокнистые полуфабрикаты MG (поступающие из мельницы для пульпы) могут иметь значение SR в интервале от 34 до 36°SR, обычно около 35°SR. Нерафинированные волокна, применяемые в полотне санитарно-гигиенической бумаги и продуктах согласно изобретению, обычно получают из ствола твердой древесины. Также волокнистые полуфабрикаты MG обычно применяют в том виде, как они поступают из мельницы для бумаги, без дополнительного рафинирования. Однако, нерафинированные волокна, предназначенные для применения, могут также быть получены из стволов мягкой древесины, например, ели, обработанных сульфитными способами.
Под ʺрафинированными волокнамиʺ авторы изобретения подразумевают волокна, которые были подвергнуты процессам рафинирования. Такие процессы хорошо известны специалистам в данной области техники. Рафинированные волокна обычно имеют степень помола от более чем 15 до менее чем 35°SR. В настоящем изобретении, волокна из древесины мягких пород являются предпочтительно рафинированными до степени измельчения, равной от 19 до 35°SR, в частности, от 19 до 26°SR, такой как от 19 до 24°SR. Рафинированные волокна обычно получают из ствола мягкой древесины.
Если длинные рафинированные волокна и нерафинированные волокна предназначены для объединения, находятся в однослойном слое в виде истинной смеси или в многослойных слоях на основе раздельных потоков пульпы, их предпочтительно применяют в соотношении от 90/10 до 10/90, более предпочтительно от 80/20 до 20/80, наиболее предпочтительно, от 75/25 до 40/60.
Дополнительно волокнистые полуфабрикаты, присутствующие в полотне санитарно-гигиенической бумаги согласно изобретению, могут представлять собой первичный волокнистый материал, вторичный волокнистый материал (повторно используемая пульпа) и их смеси.
Согласно одному варианту осуществления, (i) все волокна, присутствующие в полотне санитарно-гигиенической бумаги, представляют собой первичные волокнистые полуфабрикаты, или (ii) смесь первичных и вторичных (переработанных) волокнистых полуфабрикатов. Предпочтительно, доля вторичных (переработанных) волокнистых полуфабрикатов, если они присутствуют, не превышает 90 мас.%, в расчете от общей массы полотна санитарно-гигиенической бумаги. Более предпочтительно, их доля составляет 70 мас.% или менее, например, 50 мас.% или менее.
Под ʺпервичными волокнистыми полуфабрикатамиʺ авторы изобретения подразумевают волокна, полученные в результате процесса превращения в волокнистую массу древесных веществ (например, твердой древесины, мягкой древесины) и недревесных веществ (например, хлопка, жома сахарного тростника, конопли, мискантус и т.д.), которые ранее не применялись в процессе производства.
Под ʺвторичными волокнистыми полуфабрикатамиʺ авторы изобретения подразумевают волокна, которые прежде применялись в процессе производства (например, изготовления бумаги или санитарно-гигиенической бумаги), и были повторно переработаны (рециклизованы) в качестве сырьевого материала для способа согласно настоящему изобретению. Вторичные волокнистые полуфабрикаты могут быть повторно переработаны из, например, бумажных отходов посредством обычных технологий в данной области.
Полотно санитарно-гигиенической бумаги согласно настоящему изобретению может включать смягчающие и/или упрочняющие химические композиции.
В одном варианте осуществления, полотно санитарно-гигиенической бумаги согласно настоящему изобретению не содержит мягчитель (разрыхлитель). В одном дополнительном варианте осуществления, полотно санитарно-гигиенической бумаги согласно настоящему изобретению не содержит упрочняющих химических добавок, таких как прочностные смолы, например, не содержит водорастворимые катионные или анионные полимеры, описанные ниже. Полотно санитарно-гигиенической бумаги согласно настоящему изобретению также может не содержать, как мягчитель (разрыхлитель), так и упрочняющие химические добавки.
Когда полотно санитарно-гигиенической бумаги включает мягчитель и/или упрочняющую смолу, могут применяться водорастворимый катионный полимер, водорастворимый анионный полимер и/или мягчитель на основе катионного поверхностно-активного вещества, как описано, например, в Европейском патенте EP 1 583 869 B1.
1.a Водорастворимый катионный полимер
Когда применяют водорастворимый катионный полимер, возможно добавлять его к волокнистым полуфабрикатам в таком количестве, что сохраняется от 0,01 до 5 мас.%, в частности от 0,01 до 3 мас.%, такое как от 0,5 до 2 мас.% (например, от 0,5 до 1,5 мас.%), в расчете от общего количества волокна (сухой массы, EN 20638:1993).
Катионный полимер, предназначенный для применения, содержит катионные группы, такие как положительно заряженные атомы четвертичного азота, в достаточных количествах для придания молекуле растворимости в воде. Термин "водорастворимый" означает растворимость в воде (при 20°C), равную по меньшей мере 1 г/л, в частности, по меньшей мере 10 г/л, более конкретно по меньшей мере 20 г/л.
Предпочтительно, катионный водорастворимый полимер является водостойким средством. Он может быть выбран из, но не ограничен перечисленными, мочевино-формальдегидных смол, меламин-формальдегидных смол, поливиниламина, полиуреид-формальдегидных смол, глиоксаль-акриламидных смол и катионных материалов, полученных реакцией полиалкиленполиаминов с полисахаридами, такими как крахмал и различные природные камеди, а также смол, содержащих ион 3-гидроксиазетидиния, которые получают посредством взаимодействия азотсодержащих полимеров с эпихлоргидрином. Подходящие материалы описаны с дополнительными подробностями в US 3,998,690 и EP 1 583 869 B1.
Наиболее предпочтительными типами катионного полимера являются смолы, содержащие ион 3-гидроксиазетидиния. Они включают, но не ограничены перечисленными, водостойкие смолы, термоотверждаемые в нейтральной или щелочной среде, которые могут быть выбраны из полиаминамидо-эпихлоргидриновых смол, полиамин-эпихлоргидриновых смол и аминополимер-эпихлоргидриновых смол. Примерами являются хорошо известные смолы Кимен®, доступные от Ashland.
1.b Водорастворимый анионный полимер
Когда применяют водорастворимый анионный полимер, он может быть добавлен к целлюлозным волокнам в таком количестве, что от 0,01 до 3 мас.%, в частности, от 0,1 до 2 мас.%, таком как от 0,2 до 1 мас.%, в расчете от общего количества необработанных целлюлозных волокон (сухая масса согласно DIN EN 20638), удерживается волокнами.
Под "водорастворимыми анионными полимерами" авторы изобретения подразумевают полимеры, имеющие достаточное количество анионных групп, таких как карбокси-группы, чтобы быть водорастворимыми.
Под термином "водорастворимый" авторы изобретения подразумевают растворимость в воде (при 20°C), равную по меньшей мере 1 г/л, в частности, по меньшей мере 10 г/л, и более конкретно, по меньшей мере 20 г/л.
Водорастворимый анионный полимер может быть выбран среди известных анионных прочных в сухом состоянии средств. Подходящие прочные в сухом состоянии средства описаны в Европейском патенте EP 1 583 869 B1.
Водорастворимый анионный полимер может быть выбран из поликарбоновых кислот и ангидридов, таких как полимеры на основе крахмала, полимеры и coполимеры, полученные из (мет)акриловой кислоты, coполимеры, полученные из малеинового ангидрида, виниловые coполимеры карбоновых кислот и полимеры на основе целлюлозы. Полимеры на основе крахмала, виниловые сополимеры карбоновых кислот и полимеры на основе целлюлозы являются предпочтительными. Среди них, применение карбоксиалкилированных полисахаридов, в частности карбоксиалкилированной целлюлозы, является наиболее предпочтительным.
Водорастворимые карбоксиалкилированные полисахариды включают карбоксиметилцеллюлозу (CMC), карбоксиметилгидроксицеллюлозу (CMHEC), карбоксиметилгидроксипропилцеллюлозу (CMHPC), карбоксиметилгуар (CMG), карбоксиметилированную камедь бобов рожкового дерева, карбоксиметилкрахмал и т.п., и их соли щелочных металлов или соли аммония.
Вышеуказанные анионные полимеры также включают анионные полимеры акриламида. Они могут быть получены посредством гидролиза акриламидного полимера или сополимера средствами, известными в данной области, или посредством сополимеризации акриламида с акриловой кислотой или акрилатом натрия и необязательно еще одним мономером при радикальной инициации, а также средствами, известными в данной области. Пригодными также являются поли(акриловая кислота) или ее соли, такие как полиакрилат натрия или полиакрилат аммония. Другими пригодными полимерами в этой группе являются поли(акриловая кислота) и ее соли и поли(акрилат натрия).
Могут применяться доступные для приобретения анионные полимеры, имеющие содержание карбокильной группы (или карбоксилатной соли), равное приблизительно от 0,5 до около 14 миллиэквивалентов на грамм, такие как CMC.
Поясняемый выше водорастворимый катионный полимер применяют в более высоких количествах, чем водорастворимый анионный полимер. Предпочтительно, массовое отношение катионный полимер/анионный полимер составляет от 1/1 до 10/1, более предпочтительно от 2/1 до 7/1, наиболее предпочтительно от 3/1 до 5/1.
1.c Мягчитель на основе катионного поверхностно-активного вещества
Согласно одному варианту осуществления, полотно санитарно-гигиенической бумаги/продукт согласно настоящему изобретению не содержит смягчающих химических добавок (например, мягчителя/разрыхлителя).
Когда применяют мягчитель, мягчитель на основе катионного поверхностно-активного вещества (в предшествующем уровне техники иногда называемый ʺразрыхлителемʺ) может быть добавлен к целлюлозным волокнам в таком количестве, что от 0,005 до 3 мас.%, в частности от 0,01 до 2,5 мас.%, такое как от 0,5 до 2 мас.%, в расчете от общего количества необработанных целлюлозных волокон (сухой массы согласно DIN EN 20638) удерживается волокнами.
Мягчитель может быть выбран из соединений четвертичного аммония (например, кватернизированных белковых соединений, соединений четвертичного кремния или кватернизированных белковых соединений) или катионных фосфолипидов типа, описанного в WO 97/04171. Все подходящие мягчители на основе поверхностно-активных веществ имеют присутствие катионной структурной единицы (предпочтительно, единицы четвертичного аммония) и алифатической группы с длинной цепью, имеющей предпочтительно в общем случае от 8 до 24, более предпочтительно от 14 до 22 атомов углерода. Алифатическая группа с длинной цепью предпочтительно является непосредственно связанной с катионной группой.
Соединения четвертичного аммония также могут быть выбраны из соединений, соответствующих Формулам I, II, III, IV или V, раскрытым в [0079] - [0091] EP 1 583 869 B1.
2. Продукт из санитарно-гигиенической бумаги
Настоящее изобретение также относится к продукту из санитарно-гигиенической бумаги, содержащему по меньшей мере один слой, изготовленный из полотна санитарно-гигиенической бумаги.
Чтобы достичь желательных готовых продуктов, таких как туалетные санитарно-гигиенические бумажные изделия и полотенца для рук, один слой основы санитарно-гигиенической бумаги с типовой массой одного квадратного метра от 12 г/м² до 38 г/м² комбинируют на стадии последовательного превращения до конечного числа слоев, который может составлять от 2 до 5 в зависимости от целевых свойств готового продукта из санитарно-гигиенической бумаги.
Общая масса одного квадратного метра многослойных продуктов из санитарно-гигиенической бумаги предпочтительно не превышает 75 г/м2 и более предпочтительно является ниже 65 г/м2, например, ниже, чем 55 г/м2.
Чтобы оптимально использовать свойства прочности и мягкости, желательно применять полотно санитарно-гигиенической бумаги согласно изобретению, т.е. полотно, содержащее волокнистые полуфабрикаты MG, в одном или обоих внешних слоях готового продукта из санитарно-гигиенической бумаги, поскольку они вступают в контакт с телом и кожей пользователя.
Когда полотно санитарно-гигиенической бумаги согласно изобретению является многослойным, желательно, чтобы внешний слой (внешние слои) внешнего слоя/слоев, т.е. слоев, которые вступают в контакт с телом и кожей пользователя, содержали волокнистые полуфабрикаты MG. Таким образом, производят продукт из санитарно-гигиенической бумаги, отличающийся своей превосходной прочностью и хорошей мягкостью.
Продукт из санитарно-гигиенической бумаги согласно настоящему изобретению предпочтительно выбирают из туалетной бумаги, полотенца для рук, бытового полотенца, носовых платков, тонких салфеток/салфеток и косметических салфеток.
Согласно одному предпочтительному варианту осуществления, продукт из санитарно-гигиенической бумаги представляет собой туалетную бумагу, состоящую из от 2 до 5 слоев, например, от 2 до 4 слоев, где предпочтительно по меньшей мере один внешний слой, более предпочтительно оба внешних слоя, изготавливают из полотна санитарно-гигиенической бумаги согласно изобретению.
Более предпочтительно, данное применимо к описанному ранее ʺдополнительному предпочтительному варианту осуществленияʺ полотна санитарно-гигиенической бумаги, имеющего первый слой (i) и второй слой (ii), которое, как было установлено, особенно подходит для производства туалетной санитарно-гигиенической бумаги и может применяться по меньшей мере в одном внешнем слое, более предпочтительно обоих внешних слоях туалетной бумаги, имеющей например, 2, 3, 4 или 5 слоев.
В этом продукте, является предпочтительным, чтобы внешний слой/слои были расположены таким образом, что в туалетной бумаге, ее первый слой (i), который содержит волокнистые полуфабрикаты MG, располагался на внешней поверхности туалетной бумаги. В результате при контакте с кожей пользователя могут быть достигнуты улучшенная прочность и ощущение мягкости.
Согласно одному дополнительному предпочтительному варианту осуществления, продукт из санитарно-гигиенической бумаги представляет собой полотенце для рук или бытовое полотенце, состоящее из от 2 до 5, например, от 2 до 4 слоев. Предпочтительно, по меньшей мере один слой, необязательно все слои, изготавливают из полотна санитарно-гигиенической бумаги согласно настоящему изобретению.
Более предпочтительно, данное применимо к описанному ранее ʺдополнительному предпочтительному варианту осуществленияʺ полотна санитарно-гигиенической бумаги, имеющего первый слой (i) и второй слой (ii), которое как было установлено, особенно подходит для производства полотенца для рук или бытового полотенца и может применяться по меньшей мере в одном внешнем слое, более предпочтительно в обоих внешних слоях полотенца для рук, имеющего, например, 2, 3, или 4 слоя, или бытового полотенца, имеющего, например, 2, 3, 4 или 5 слоев.
Согласно одному дополнительному предпочтительному варианту осуществления, продукт из санитарно-гигиенической бумаги согласно настоящему изобретению (например, туалетная бумага, полотенце для рук и бытовое полотенце) не содержит мягчитель и/или не содержит упрочняющей добавки, например, смолы.
3. Способ изготовления полотен санитарно-гигиенической бумаги и продуктов из санитарно-гигиенической бумаги
Настоящее изобретение также относится к способу изготовления полотна санитарно-гигиенической бумаги, как описано прежде, и ниже, способу, включающему в себя стадии:
(a) обеспечение волокнистых полуфабрикатов, содержащих волокна, происходящие по меньшей мере из одного растения, принадлежащего к роду мискантус, предпочтительно из Miscanthus Gigantheus т.е. волокнистых полуфабрикатов MG;
(b) образование водной суспензии указанных волокнистых полуфабрикатов;
(c) подача суспензии в напорный ящик для получения бумаги;
(d) осаждение суспензии на сетку для образования влажного полотна;
(e) обезвоживание влажного полотна; и
(f) сушка и крепирование полотна.
(a) Волокнистые полуфабрикаты, предназначенные для применения в вышеуказанном способе, могут быть получены посредством обычных технологий, известных в данной области, например, фракционирования, сортировки, промывки, флотации, очистки, сгущения и/или размочаливания.
Когда рафинированные волокнистые полуфабрикаты предназначены для применения в вышеуказанном способе, указанные волокна могут быть рафинированы посредством использования методов, хорошо известных в данной области техники. Обычно, волокнистый материал, подлежащий рафинированию, перемещают в блок рафинера. Фибриллирование волокон во время измельчения (размола) происходит либо под действием самих волокон или посредством ножей рафинера. Во время измельчения, волокна подвергаются разнообразным физическим нагрузкам. Аксиальное и тангенциальное сдвиговые усилия и силы сжатия, действующие на волокно, играют особую роль в измельчении волокна. Ассоциированное изменение морфологии волокна включает в себя, но не ограничено перечисленным, раскрытие и удаление внешнего слоя стенки (первичной стенки) волокнистых материалов и/или экспозицию волокон и фибрилляцию стеночных слоев и/или частичное укорачивание суммарной волоконной компоненты и/или срезание фибрилл.
(b) После обеспечения волокнистых полуфабрикатов, содержащих волокнистые полуфабрикаты MG, из них получают водную суспензию. Водная суспензия предпочтительно содержит волокнистые полуфабрикаты в количестве от 3 до 4 мас.%, в расчете от содержания воды. Водную суспензию затем разбавляют до консистенций порядка от 0,5 до 1,5 мас.%, предпочтительно от 0,8 до 1,2 мас.%.
В одном варианте осуществления изобретения, водная суспензия может быть обработана анионным и катионным водорастворимым полимером, описанными прежде. Предпочтительно, для добавления этих химикатов применяют водные растворы, но также возможно добавлять их в виде вещества.
В общем случае, предпочтительно добавлять анионный полимер первым (перед катионным полимером) чтобы обеспечить оптимальное взаимодействие с целлюлозными волокнами, если эти химикаты подлежат добавлению. После временного периода, равного предпочтительно от 30 секунд до 24 часов, в частности от 1 до 30 минут, катионный полимер также добавляют к водной суспензии. Снова, предпочтительно предоставить прохождение некоторого периода времени (предпочтительно от 1 до 30 минут) перед направлением водной суспензии в напорный ящик и обезвоживанием. Может также применяться различный порядок добавления, как описано в EP 1 583 869 B1.
(c) На стадии (c) суспензию подают в напорный ящик для получения бумаги в соответствии с методами, известными в данной области. В типовом способе, обеспечивают загрузку пульпы с низкой консистенцией в находящийся под давлением (например, многослойный) напорный ящик. Напорный ящик имеет отверстие для доставки тонкого отложения загрузки пульпы на длинную сетку для образования влажного полотна на следующей стадии (d), на которой суспензию осаждают на сетку для образования влажного полотна. Согласно одному предпочтительному варианту осуществления изобретения, на мягкость и прочность основы санитарно-гигиенической бумаги влияет получение многослойного полотна санитарно-гигиенической бумаги, если применяют особым образом сконструированный напорный ящик (т.е. многослойный напорный ящик) для образования первичного волокнистого полотна, имеющего физически различные слои волокнистого материала.
(d) стадию мокрого переноса и дополнительные стадии производства также осуществляют в соответствии с методами, известными в данной области. Санитарно-гигиеническая бумага может быть образована посредством размещения волокна на одну или между двух непрерывно вращающихся сеток бумагоделательной машины в то же время с удалением основного количества воды разбавления до получения содержания сухих твердых веществ от 8 до 35%.
Образующую сетку часто в данной области называют длинной сеткой. Как только загрузку осаждают на Образующую сетку, ее называют полотном. Конкретные технологии и оборудование для изготовления полотен согласно только что описанному способу являются хорошо известными специалистам в данной области техники.
(e) полотно затем обычно обезвоживают до консистенции волокна между около 8% и около 35% (в расчете от общей массы полотна) посредством гравитационного или вакуумного обезвоживания, и дополнительного обезвоживания полотна посредством операции прессования, где полотно подвергают давлению, развиваемому противостоящими механическими элементами, например, цилиндрическими вальцами. Башмачный пресс, такой как NipcoFlex-T, доступный от Voith, может применяться для операций прессования.
(f) В традиционных процессах изготовления санитарно-гигиенической бумаги образованное первичное волокнистое полотно сушат на одной или нескольких стадиях механическими и термическими средствами до получения конечного содержания сухого твердого вещества, обычно равного от около 93 до 97%. Сушка сопровождается процессом крепирования, который решающим образом влияет на свойства готового продукта из санитарно-гигиенической бумаги. Стадия крепирования включает в себя крепирование на сушильном цилиндре, обычно имеющим диаметр от 4,5 до 6 м, так называемом янки-цилиндре, посредством крепирующего ракеля до вышеуказанного конечного содержания сухого твердого вещества в основе санитарно-гигиенической бумаги (влажное крепирование может применяться, если к качеству санитарно-гигиенической бумаги применяются пониженные требования). Крепированная, окончательно сухая основа санитарно-гигиенической бумаги (основа санитарно-гигиенической бумаги) является затем доступной для дальнейшей переработки в продукт из санитарно-гигиенической бумаги согласно изобретению.
Когда санитарно-гигиеническую бумагу крепируют на янки-цилиндре, угол держателя шабера (ссылочная позиция (4) на Фиг. 1) предпочтительно задают в интервале от 10 до 35°. В традиционных процессах изготовления санитарно-гигиенической бумаги, обычно используются значения от 11 до 13°. Если применяют технологии сквозной сушки воздухом (TAD), как поясняется ниже, угол держателя шабера предпочтительно находится в интервале от 20 до 35°, в частности от 22 до 30°.
При практической реализации настоящего изобретения, геометрия ракельного ножа относительно поверхности санитарно-гигиенической бумаги может также иметь воздействие на свойства полученного продукта. Таким образом, толщина и относящаяся водостойкость могут увеличиваться, когда угол скоса увеличивают от 20° через 25° до 30°. Под ʺуглом скосаʺ авторы изобретения подразумевают угол (3), приведенный на Фиг. 1.
Авторы настоящего изобретения неожиданно обнаружили, что в настоящих способах изготовления санитарно-гигиенической бумаги, первичные (зародышевые) волокнистые полотна, содержащие волокнистые полуфабрикаты MG, сильно прилипают к янки-цилиндру во время конечных стадий сушки и крепирования. Кроме того, авторы изобретения наблюдали, что вследствие сильной адгезии полотен к янки-цилиндру, достигают более тонкого крепирования и получают более гладкую поверхность санитарно-гигиенической бумаги. Сильная и управляемая адгезия полотна к янки-цилиндру в целом облегчает процесс изготовления санитарно-гигиенической бумаги.
Вместо традиционного способа изготовления санитарно-гигиенической бумаги, описанного выше, в изобретении можно также применять модифицированную технологию, при которой достигается улучшение удельного объема посредством влажного формования еще влажного первичного (зародышевого) волокнистого полотна посредством имеющей трехмерную структуру текстильной или пластмассовой ленты и/или посредством особого вида сушки, как в TAD-процессах. Эти способом также достигается улучшение объемной мягкости полученной таким образом санитарно-гигиенической бумаги. Технология TAD (сквозной сушки воздухом) характеризуется тем фактом, что "первичное" волокнистое полотно, которое выходит со стадии изготовления листа, предварительно сушат до содержания сухого твердого вещества, равного, например, приблизительно 80%, перед окончательной контактной сушкой на янки-цилиндре посредством продувания горячего воздуха через волокнистое полотно. Прессование "первичного" волокнистого полотна, следовательно, не требуется для TAD-процессов. Волокнистое полотно поддерживается воздухопроницаемой сеткой или лентой и во время его перемещения направляется над поверхностью воздухопроницаемого вращающегося цилиндрического барабана. Структурирующая поддерживающая сетка или лента делает возможным получать любую схему зон сжатия, разрушаемых деформацией во влажном состоянии, приводя в результате к увеличенным средним удельным объемам и, следовательно, приводя к увеличению объемной мягкости без решающего снижения прочности волокнистого полотна. Такая схема фиксируется в области TAD-цилиндра. Затем схема дополнительно впечатывается между TAD-устройством и янки-цилиндром.
Крепирование может проводиться также во время переноса бумажного листа из образующей сетки непосредственно к TAD-ткани или через ткань для переноса. Для этого крепирования образующая ткань движется быстрее, чем последующая ткань, принимающая лист (быстрый перенос). Например, когда технологию TAD применяют для получения основы санитарно-гигиенической бумаги и образования обычного двухярусного листа в конфигурации намотки катушки, например, так называемого ярус, образующий внутренний лист, может, таким образом, эксплуатироваться при скорости, которая до 40% является более быстрой, чем скорость следующей ткани или скорость последующего сукна, первоначально образованное и уже предварительно отжатое бумажное полотно переносится к следующей TAD-ткани. Это приводит к тому, что все еще влажное и в результате пластически деформируемое бумажное полотно внутренне разрушается под действием сжатия и сдвига, таким образом становясь более растяжимым при нагрузке, чем бумага, которая не подвергалась ни "внутреннему" ни внешнему крепированию. Этот перенос все еще пластически деформируемого бумажного полотна при дифференциальной скорости, которая одновременно производит воздействие, может также применяться в других вариантах осуществления между переносящей тканью и так называемой TAD-впечатывающей тканью или между двумя тканями переноса.
При переработке (ʺпреобразованииʺ) основы волокнистого полотна или основы санитарно-гигиенической бумаги в готовый продукт, обычно применяют следующие методические стадии индивидуально или в комбинации: нарезание по размеру (продольная и/или поперечная нарезка), получение множества слоев, получение химического и/или механического (например, посредством тиснения) адгезивного слоя, оьъемное и структурное тиснение, ламинирование, складывание, впечатывание, перфорация, нанесение лосьонов, сглаживание, штабелирование, сворачивание. Адгезия химического слоя может выполняться посредством использования адгезива, такого как Kappasil и Kappaflex, адгезивов, доступных от Kapp-Chemie GmbH.
Для получения многослойных продуктов из санитарно-гигиенической бумаги, таких как носовые платки, туалетная бумага, полотенца для рук, бытовые полотенца и т.д., промежуточная стадия предпочтительно происходит с так называемым удвоением, при котором основу санитарно-гигиенической бумаги в желательном числе слоев готового продукта обычно собирают на обычный многослойный рабочий бумажный рулон.
Стадия переработки от основы санитарно-гигиенической бумаги, которая уже была необязательно намотана в несколько слоев, до готового продукта происходит в машинах для переработки, которые включают операции, такие как повторное сглаживание санитарно-гигиенической бумаги, краевое тиснение, до степени, объединенной с полной областью, и/или местное нанесение адгезива для получения слоя адгезии индивидуальных слоев (основ санитарно-гигиенической бумаги) для соединения вместе, а также продольная нарезка, складывание, поперечная нарезка, размещение и соединение вместе множества индивидуальных санитарно-гигиенических бумаг и их упаковка, а также соединение их вместе для образования более крупных окружающих упаковок или пачек. Полотна индивидуального бумажного слоя также могут подвергаться предварительному тиснению и затем объединяться в рабочем зазоре между валками в соответствии с методами накатывания или методами вложения.
Эти технологии преобразования известны в данной области.
Настоящее изобретение теперь дополнительно иллюстрируют следующими примерами.
4. Примеры
Следующие методы тестирования применяли для оценки полученных санитарно-гигиенических бумаг. Тестируемые образцы кондиционировали в течение по меньшей мере 12 часов при 50% относительной влажности и 23°C перед тестированием.
4.1. Масса одного квадратного метра
Массу одного квадратного метра определяли в соответствии с EN ISO 12625-6:2005, Санитарно-гигиеническая бумага и продукты из санитарно-гигиенической бумаги, Часть 6: Определение граммажа.
4.2. Толщина бумаги
Измерение проводят посредством прецизионного микрометра (точность измерения 0,001 мм) в соответствии с модифицированным методом, основанном на EN ISO 12625-3:2014, Часть 3. С этой целью, измеряют расстояние, создаваемое образцом между фиксированной эталонной пластиной и параллельным прижимным башмаком. Диаметр прижимного башмака равен 35,7+0,1 мм (номинальная площадь 10,0 см2). Прилагаемое давление составляет 2,0 кПа+0,1 кПа. Прижимной башмак является движимым со скоростью, равной 2,0+0,2 мм/с.
Применимое устройство представляет собой измеритель толщины типа L & W SE050 (доступный от Lorentzen & Wettre, Европа).
Основу санитарно-гигиенической бумаги (полотна), подлежащую измерению, нарезают на кусочки размером 20×25 см и кондиционируют в атмосфере 23°C, 50% ОВ (Относительная Влажность) в течение по меньшей мере 12 часов. Для измерения, готовят стопку из 10 листов основы санитарно-гигиенической бумаги и помещают ее на нижней стороне прижимной пластины, которую затем опускают. Значение толщины для стопки затем считывают через 5 секунд после стабилизации давления. Измерение толщины затем повторяют девять раз с дополнительными образцами, обработанными и подготовленными таким же образом.
Среднее значение для 10 значений берется в качестве толщины 10 измеренных листов основы санитарно-гигиенической бумаги (в последующем называемой ʺ10-слойная толщинаʺ).
Готовый продукт для измерения (т.е. однослойный или многослойный продукт из санитарно-гигиенической бумаги) нарезают на кусочки размером 20×25 см и кондиционируют в атмосфере 23°C, 50% ОВ в течение по меньшей мере 12 часов.
Для измерения один лист помещают на нижней стороне прижимной пластины, которую затем опускают. Значение толщины для листа затем считывают через 5 секунд после стабилизации давления. Измерение толщины затем повторяют девять раз с дополнительными образцами, обработанными таким же образом.
Среднее значение 10 полученных значений принимают за измеренную толщину одного листа (ʺоднолистовую толщинуʺ) готового продукта (например, двухслойного полотенца для рук).
4.3. Удельный объем в см3/г
Удельный объем санитарно-гигиенической бумаги рассчитывали по следующей формуле:
X=t/w
X=удельный объем (см3/г)
t=средняя толщина листа (мкм)
w=масса одного квадратного метра листов (г/м2)
4.4 Прочность на разрыв в сухом состоянии в Н/м (MD+CD)
Прочность в сухом состоянии определяли в соответствии с EN ISO 12625-4: 2005, Санитарно-гигиеническая бумага и продукты из санитарно-гигиенической бумаги, Часть 4: Определение относящейся к толщине прочности на разрыв, удлинения при разрыве и затраты энергии на разрыв.
Прибор для испытания на разрыв, применяемый для измерения, представлял два зажима с толщиной 50 мм. Каждый зажим может сжимать тестируемый кусочек плотно, но без повреждения, вдоль прямой линии через полную ширину тестируемого кусочка (линия зажима). Расстояние между зажимающими линиями устанавливали при 100 мм. Для специальных тестов, расстояние снижают, если доступная длина образца составляет менее 100 мм (например, туалетная санитарно-гигиеническая бумага в поперечном направлении).
Продукт из санитарно-гигиенической бумаги, подлежащий измерению, т.е. два листа однослойного или многослойного продукта, разрезали на тестируемые кусочки шириной 50 мм с параллельными краями. Каждый лист разрезали на два различных типа тестируемых кусочков, разрезая в направлении движения машины и в поперечном направлении. Полученные тестируемые кусочки затем кондиционировали в атмосфере 23°C, 50% ОВ (Относительная Влажность) в течение по меньшей мере 12 часов.
Измеряемый тестируемый кусочек помещали между зажимами без какого-либо натяжения, и так, чтобы исключить любое наблюдаемое провисание. Сначала, прилагают предварительное усилие натяжения, равное 25 сН (нулевое растягивание) затем скорость удлинения между зажимами сохраняли постоянной при 5 см/мин. Получали максимальное усилие растяжения, требуемое для разрыва тестируемого кусочка. Измерение повторяли с шестью тестируемыми кусочками и полученные значения усредняли.
Прочность на разрыв в сухом состоянии рассчитывали по следующей формуле:
Средняя прочность на разрыв в сухом состоянии [Н/м]=(среднее максимальное усилие растяжения [N]/первоначальная ширина тестируемого кусочка [мм]) x 103
Результаты представляли раздельно для машинного направления (MD) и поперечного направления (CD).
4.5. Прочность на растяжение во влажном состоянии в N/50 мм (MD+CD)
Водостойкость определяли в соответствии с EN ISO 12625-5:2005 Санитарно-гигиеническая бумага и продукты из санитарно-гигиенической бумаги, Часть 5: Определение прочности на растяжение во влажном состоянии.
Устройство, применяемое для измерения, представляло собой вертикальный прибор для испытания прочности на разрыв, имеющий один зажим с толщиной 50 мм, способный к плотному сжатию тестируемого кусочка без проскальзывания. Ниже, зажим в виде тонкой металлической пластины и далее ниже вертикально перемещаемое устройство для намачивания с чашкой Финча, заполненное водой, размещали, как известно в данной области.
Для подготовки тестируемых кусочков каждый из двух листов однослойной или многослойной бумаги нарезали на тестируемые ʺполоскиʺ 5×15 см с параллельными краями. Из каждого листа два типа тестируемых кусочков готовили посредством нарезания в машинном направлении (MD) и в поперечном направлении (CD).
Чтобы гарантировать, что водостойкость образцов была полностью разработана, тестируемые образцы подвергали искусственному старению перед проведением измерения при испытании на растяжении. Старения достигали, посредством нагрева образцов в сушильном шкафу с циркуляцией воздуха с температурой до 80°C в течение периода 30 мин согласно стандарту ISO.
Для испытания тестируемый кусочек в форме полоски один раз наматывали вокруг металлической пластины в устройстве для намачивания с чашкой Финча, чтобы образовать петлю с последующей фиксацией обоих концов петли тестируемого кусочка в зажиме, расположенном выше устройства для намачивания. Два конца тестируемого кусочка фиксировали в зажиме без какого-либо натяжения, и таким образом, чтобы расстояние между зажимами было установлено при 4,5 см. Чтобы начать измерение, чашку Финча заполненную водой поднимали таким образом, чтобы пластина и полоска полностью погружались в воду. После этого тестируемый кусочек намачивали в течение 15 секунд с последующей немедленной инициацией испытания на растяжение. Усилие растяжения во влажном состоянии, требуемое для разрыва погруженного тестируемого кусочка, определяли при скорости удлинения, равной 5 см/мин. Измерение повторяли с шестью тестируемыми кусочками и полученные значения усредняли.
Прочность на растяжение во влажном состоянии затем рассчитывали по следующей формуле:
Средняя прочность на растяжение во влажном состоянии [Н/м]=(среднее максимальное усилие растяжения [Н]/первоначальная ширина тестируемого кусочка [мм]) x 103
Результаты представляли раздельно для машинного направления (MD) и поперечного направления (CD).
4.6. Среднее геометрическое показателя прочности на разрыв (в сухом состоянии)
Среднее геометрическое показателя прочности на разрыв рассчитывали в соответствии с EN ISO 12625-4:2005 по следующей формуле:
Среднее геометрическое показателя прочности на разрыв [Нм/г]=SQRT ((Прочность на разрыв MD [Н/м] x Прочность на разрыв CD [Н/м])/(Масса одного квадратного метра [г/м2])2)
Массу одного квадратного метра санитарно-гигиенической бумаги определяли в соответствии с EN ISO 12625-6, Санитарно-гигиеническая бумага и продукты из санитарно-гигиенической бумаги, Часть 6: Определение граммажа, как приведено в разделе 4.1 выше.
4.7. Степень помола
Степень помола (в °SR) измеряли в соответствии с DIN-ISO 5267/1; Март 1999.
4.8. Мягкость
Мягкость оценивали группой, состоящей из по меньшей мере пяти квалифицированных специалистов.
Готовый продукт из санитарно-гигиенической бумаги (т.е. трехслойная туалетная бумага, двухслойное полотенце для рук или двухслойное бытовое полотенце) сравнивали со стандартами мягкости. Методика оценки состояла в оценке поверхности и объемной мягкости, сжатия и драпируемости. По заключению участника экспертной группы тестируемые продукты ранжировали в сравнении со стандартами с известным значением мягкости. Результаты индивидуальных участников группы усредняют до конечного значения мягкости для соответствующего готового продукта.
Очень небольшие различия в мягкости санитарно-гигиенической бумаги, могут, таким образом, количественно оцениваться посредством сравнения с эталонными образцами санитарно-гигиенической бумаги, для которых значения мягкости в интервале от 1,5 до 4,0 были присвоены ранее. Оценки показателей мягкости усреднялись всеми участниками группы.
4.9. Абсорбция
Абсорбцию (в г/г) определяли в соответствии с PrENV 12625-8 Санитарно-гигиеническая бумага и продукты из санитарно-гигиенической бумаги, Часть 8: Определение времени абсорбции воды и емкости абсорбции воды, в соответствии с методом тестирования с погружением в корзину, описанного в EP 1 362 143 B1, раздел 5 - метод тестирования и на Фиг. 1).
4.10. Исходные материалы, химикаты и машина для изготовления санитарно-гигиенической бумаги
Пульпа
Три различных типа волокнистых полуфабрикатов применяли следующим образом:
- Отбеленная бумажная масса из древесины мягких пород (NBSK) Пульпа от Canfor Pulp Ltd., ECF 90 категория качества (ʺSW-пульпаʺ)
- Химическая пульпа, изготовленная из волокон эвкалипта из древесины твердых пород от Suzano Pulp and Paper, Brazil; Экстра-качественная отбеленная крафт-целлюлоза из эвкалипта категории качества ECF (ʺHW-пульпаʺ)
- Химическая пульпа, производимая SCA Hygiene Products из Miscanthus Gigantheus (ʺПульпа MGʺ).
ʺПульпу MGʺ получали, используя натронный способ превращения в волокнистую массу. При получении пульпы натронным способом применяют NaOH в качестве активного химиката для варки для достижения делигнификации, которая происходит при повышенных температурах. После варки пульпу отбеливали, используя общепринятые отбеливатели, и сушили.
Химикаты
Химикаты, применяемые в следующих примерах, перечислены ниже:
- Для янки-покрытия:
Адгезив 2624 от Buckman;
Пластификатор 2616 от Buckman;
Разделительное средство 2098e от Buckman
- Водостойкая смола Кимен™557 H от Ashland (12,5% твердых веществ).
- Адгезивы: каждый из Kappasil 260-4410, связующего Kappaflex 72-0004 и Kappaflex grau 65-0012 приобретали от Kapp-Chemie GmbH, Germany.
Далее в данном описании массовые соотношения (ʺкг/тʺ) всегда относятся к количеству обработанных целлюлозных волокон (масса сухого вещества).
Машина для изготовления санитарно-гигиенической бумаги
Общепринятую машину для изготовления санитарно-гигиенической бумаги адаптировали для получения трехслойной туалетной бумаги (Пример 1), двухслойного полотенца для рук (Пример 2) и двухслойного бытового полотенца (Пример 3). Машина была оборудована конфигурацией для сухого крепирования и включала в себя двухслойный напорный ящик; сеточную часть; отсасывающий вращающий вал; башмачный пресс NipcoFlex-T; янки-сушилку с сушильной камерой; и накатную секцию для намотки санитарно-гигиенической бумаги.
Установочные параметры машины на протяжении испытаний поддерживали в следующих интервале (интервалах):
Скорость янки-цилиндра: 1000 м/мин
Загрузка линии башмачного пресса: 90 кН/м
Фактор крепирования: 13%
Сухость перед янки-цилиндром: от 42 до 48%
Температура камеры: 190-330°C
Конечная сухость санитарно-гигиенической бумаги: 94-97%
Пример 1-1 (Эталонная туалетная бумага)
Для достижения желательной готовой туалетной санитарно-гигиенической бумаги однослойную основу санитарно-гигиенической бумаги комбинировали на последующей стадии преобразования до числа конечного слоя (3). Все три слоя получали таким же образом, как описано ниже:
Первый загрузочный поток получали из нерафинированной HW-пульпы.
Затем, SW-пульпу рафинировали до степени помола, равной 21°SR для получения второго загрузочного потока.
Эти две загрузки подавали в две камеры двухслойного напорного ящика. Загрузочные потоки поддерживали в раздельном состоянии через напорный ящик и осаждали между формующей сеткой и сукном подкладки для образования двухслойного зародышевого полотна, содержащего 40 мас.% рафинированной SW-пульпы и 60 мас.% нерафинированной HW-пульпы, соответственно.
Зародышевое полотно обезвоживали в башмачном прессе до степени сухости, равной около 42-48% и затем проводили над янки-цилиндром, таким образом, что слой HW-пульпы находился в контакте с поверхностью янки-цилиндра (ʺYʺ), а слой SW-пульпы находился напротив Камеры (ʺHʺ).
После сушки и крепирования, получали три двухслойных основы полотна санитарно-гигиенической бумаги, каждая из которых имела массу одного квадратного метра, равную приблизительно 17 г/м2 и 10-слойную толщину около 1,25 мм.
Эти три бумажных полотна связывали друг с другом посредством ламинирования/тиснения и нарезали по размеру.
На стадии ламинирования/тиснения три полотна подавали через зазор станции тиснения, включающий валок для тиснения с выступами, формирующими микрооснову и элементы дизайна (шпунты), и каучуковый валок, расположенный напротив него. Технические решения, где декорирующие элементы и основа для тиснения создаются раздельными валками/зазорами, могут также использоваться. Перед тем как средний слой достигал зазора, и после наложения на одно внешнее полотно (слой), адгезив селективно наносили на те области среднего полотна (слоя), которые соединяются вместе в зазоре с соответствующими областями двух внешних полотен (слоев) посредством выступающих элементов дизайна валка для тиснения.
Адгезив, применяемый для связывания трех бумажных полотен вместе, состоял из 49 мас.% воды (452,16 кг), 46 мас.% Kappasil (260-4410) (422,40 кг), 4,5 мас.% связующего Kappaflex (72-0004) (43,20 кг), и 0,5 мас.% Kappaflex grau (65-0012) (4,42 кг), в расчете от общей массы (922,18 кг) адгезива.
Три полотна подавали на станцию тиснения и связывали таким образом, что каждый из слоев HW-пульпы (полученных из первой загрузки) двух внешних полотен (слоев) располагался с наружной стороны трехслойной туалетной бумаги.
Пример 1-2 (ТуалетнАЯ бумагА С 12% ПульпЫ MG)
Трехслойную туалетную бумагу получали таким же образом, как приведено в Примере 1-1, кроме следующих отличий.
- Первый загрузочный поток представлял собой смесь 1/4 нерафинированной пульпы MG и нерафинированной HW-пульпы, соответственно.
- SW-пульпу, используемую для второго загрузочного потока, рафинировали до немного более высокой степени помола, равной 22°SR.
При производстве полученных в результате двухслойных полотен, слой SW-пульпы (40%) располагался на стороне камеры, в то время как слой на стороне янки-цилиндра включал 12% пульпы MG и 48% HW-пульпы, в расчете от общей массы полотна для каждого.
Эти три бумажных полотна связывали друг с другом посредством ламинирования/тиснения и нарезали по размеру, таким же образом, как описано в Примере 1-1. Их связывали таким образом, что каждый из содержащих пульпу MG слоев (полученных из первого загрузочного потока) двух внешних полотен (слоев) был расположен на внешней стороне трехслойной туалетной бумаги.
Пример 1-3 (Туалетная бумага с 60% пульпы MG)
Трехслойную туалетную бумагу получали таким же образом, как приведено в Примере 1-1, кроме следующего отличия:
- Первый загрузочный поток содержал только нерафинированную пульпу MG.
При производстве полученных в результате двухслойных полотен, слой SW-пульпы (40%) был расположен на стороне камеры (ʺHʺ), в то время как слой на стороне янки-цилиндра(ʺYʺ) включал 60% пульпы MG, в расчете от общей массы полотна для каждого.
Эти три бумажных полотна связывали друг с другом посредством ламинирования/тиснения и нарезали по размеру, таким же образом, как описано в Примере 1-1. Их связывали таким образом, что каждый из содержащих пульпу MG слоев двух внешних полотен (слоев) был расположен на внешней стороне трехслойной туалетной бумаги.
Свойства туалетной бумаги, полученной в примерах 1-1, 1-2 и 1-3, оценивали согласно методикам, поясняемым выше в настоящем описании. Полученные результаты показаны в таблице 1 ниже.
Таблица 1
(Эталонный)
(Нм/г)
1ʺоднолистовая толщинаʺ, как описано прежде
Эти данные тестирования показывают, что применение химических волокнистых полуфабрикатов MG согласно настоящему изобретению может приводить к основному абсолютному увеличению прочности на разрыв без сопутствующей потери мягкости или только с небольшой потерей мягкости.
Дополнительно, неожиданно наблюдали, что во время конечных стадий сушки и крепирования способа, зародышевые волокнистые полотна Примеров 1-2 и 1-3, которые содержали волокнистые полуфабрикаты MG, показывали лучшую адгезию к янки-цилиндру, чем полотно Эталонного Примера 1-1, которое содержало взамен волокнистые полуфабрикаты эвкалипта.
Пример 2-1 (Эталонное полотенце для рук)
Два слоя санитарно-гигиенической бумаги полeчали, как описано ниже.
SW-пульпу рафинировали до степени помола, равной 21°SR и готовили две различные суспензии пульпы (загрузки):
- Первый загрузочный поток представлял собой смесь 1/1 рафинированной SW-пульпы и нерафинированной HW-пульпы, соответственно.
- Второй загрузочный поток содержал только рафинированную SW-пульпу.
- 5,0 кг/т Кимен™ 557H, в расчете от общего количества пульпы, добавляли к первому и второму загрузочным потокам.
Эти два загрузочных потока направляли в двухслойный напорный ящик. Загрузочные потоки поддерживали в раздельном состоянии через напорный ящик и осаждали на длинную сетку с образованием двухслойного зародышевого полотна, содержащего 50 мас.% рафинированной SW-пульпы, и 50 мас.% вышеуказанной смеси 1/1 рафинированной SW-пульпы и нерафинированной HW-пульпы.
Зародышевое полотно обезвоживали в башмачном прессе до степени сухости, равной около от 42 до 48% и затем проводили над янки-цилиндром таким образом, что первая загрузка находилась в контакте с поверхностью янки-цилиндра, а вторая загрузка (только SW-пульпа) находилась напротив Камеры.
Две двухслойных основы полотна санитарно-гигиенической бумаги, каждая из которых имела массу одного квадратного метра, равную около 21 г/м2, и 10-слойную толщину, равную около 1,37 мм, получали и наматывали на мотальные валки.
Эти два бумажных полотна связывали вместе посредством ламинирования/тиснения, нарезали по размеру и наматывали на катушку держателя полотенца для рук.
На стадии отделки ламинированием/тиснения два полотна подавали через зазор станции тиснения, включающей валок для тиснения с выступами, образующими микрооснову и элементы дизайна (лист и логотип Tork®)? и каучуковый валок располагали напротив него. Перед тем, как одно полотно (слой) достигало зазора, адгезив селективно наносили на те его области, которые соединяются вместе в зазоре с соответствующими областями другого полотна (слоя) посредством выступающих элементов дизайна валка для тиснения.
Адгезив, применяемый для связывания вместе двух бумажных полотен был таким же, как применяемый в Примере 1-1.
На стадии связывания полотна накладывали и подавали в станцию тиснения таким образом, что слои, содержащие только древесную массу из древесины мягких пород контактировали друг с другом и располагались внутри двухслойного полотенца для рук (как показано в таблице ниже).
1) полученный из 1ой загрузки/2) полученный из 2ой загрузки
Пример 2-2 (Полотенце для рук с 10% Пульпы MG)
Двухслойное полотенце для рук получали таким же образом, как приведено в Примере 2-1, кроме следующего различия:
- первый загрузочный поток содержал смесь 2/3/5 нерафинированной пульпы MG, нерафинированной HW-пульпы и рафинированной SW-пульпы, соответственно.
Дополнительно, в соответствии с методикой Примера 2-1,
- второй загрузочный поток содержал только рафинированную SW-пульпу.
- 5,0 кг/т Кимен™ 557H, в расчете от общего количества пульпы, добавляли к первому и второму загрузочным потокам.
При производстве полученных в результате двухслойных полотен, слой SW (50%) находился на стороне камеры, в то время как слой на стороне янки-цилиндра включал 10% MG, 15% HW и 25% SW-пульпы, каждой в расчете от общей массы слоя.
Две двухслойных основы полотна санитарно-гигиенической бумаги, каждая из которой имела массу одного квадратного метра, равную приблизительно 21 г/м2 и 10-слойную толщинe, равную около 1,20 мм, получали и наматывали на мотальные валки.
Эти два бумажных полотна связывали вместе посредством отделки ламинированием/тиснения, нарезали по размеру и наматывали таким же образом, как описано в Примере 2-1. Соответственно, в готовом двухслойном полотенце для рук, слои, содержащие только древесную массу из древесины мягких пород, контактировали друг с другом, и слои, содержащие пульпу MG (полученные из первой загрузки), располагались снаружи (как показано в таблице ниже).
1) полученный из 1ой загрузки/2) полученный из 2ой загрузки Пример 2-3 (Полотенце для рук с 25% Пульпы MG)
Два полотна, составляющие два слоя двухслойного полотенца для рук, получали, как описано ниже.
Первое полотно и второе полотно получали таким же образом, как поясняется в Примере 2-1, кроме следующих отличий:
- Первый загрузочный поток представлял собой смесь 1/1 рафинированной SW-пульпы и нерафинированной пульпы MG, соответственно.
Дополнительно, в соответствии с методикой Примера 2-1,
- второй загрузочный поток содержал только рафинированную SW-пульпу.
- 5,0 кг/т Кимен™ 557H, в расчете от общего количества пульпы, добавляли к первому и второму загрузочным потокам.
Два загрузочных потоки поддерживали в раздельном состоянии через напорный ящик и осаждали на длинную сетку при таком соотношении, чтобы образовать двухслойное зародышевое полотно, содержащее 75 мас.% рафинированной SW-пульпы и 25 мас.% пульпы MG, каждой в расчете от общего количества пульпы (=общей массе полотна).
При изготовлении полученных в результате полотен, слой SW-пульпы (50%) находился на стороне камеры, в то время как слой на стороне янки-цилиндра включал 25% SW +25% MG, в расчете от общей массы полотна для каждого.
Каждую из первой и второй основ полотна санитарно-гигиенической бумаги, имеющих массу одного квадратного метра, равную около 21 г/м2 и 10-слойную толщину, равную около 1,20 мм, наматывали раздельно на мотальные валки.
Первое бумажное полотно и второе бумажное полотно связывали вместе посредством отделки ламинированием/тиснения, нарезали по размеру и наматывали на катушку держателя полотенца для рук таким же образом, как описано в Примере 2-1.
В готовом двухслойном полотенце для рук, слои, содержащие только древесную массу из древесины мягких пород, контактировали друг с другом, а слои, содержащие пульпу MG, располагались снаружи (как показано в таблице ниже).
1) полученный из 1ой загрузки/2) полученный из 2ой загрузки Свойства полотенец для рук, полученных в примерах 2-1, 2-2 и 2-3 оценивали согласно методикам, поясняемым выше в настоящем описании. Полученные результаты показаны в таблице 2 ниже.
Таблица 2
(Эталонный)
50%SW
+25%SW)/50%SW
(Нм/г)
1ʺоднолистовая толщинаʺ, как описано прежде
Эти данные тестирования показывают, что применение химических волокнистых полуфабрикатов MG согласно настоящему изобретению может приводить к абсолютному увеличению прочности на разрыв, при сравнении с волокнистыми полуфабрикатами HW, например, Эвкалипта.
Дополнительно также неожиданно наблюдали, что, во время конечных стадий сушки и крепирования способа, зародышевые волокнистые полотна Примеров 2-2 и 2-3, которые содержали волокнистые полуфабрикаты MG, показывали лучшую адгезию к янки-цилиндру, чем полотно Эталонного Примера 2-1, которое содержало взамен волокнистые полуфабрикаты эвкалипта.
Пример 3-1 (Эталонное бытовое полотенце)
Такие же полотна санитарно-гигиенической бумаги, как полученные в Примере 2-1, применяли для изготовления двухслойного бытового полотенца. Два полотна санитарно-гигиенической бумаги накладывали друг на друга и связывали (ламинировали) друг с другом тиснением во включенной конфигурации.
На стадии ламинирования/тиснения два полотна подавали через зазор станции тиснения, включающей валок для тиснения с выступами, образующими графическую схему, и каучуковый валок располагали напротив него. Перед тем как одно полотно (слой) достигало зазора, такой же адгезив, какой описан в Примере 1-1, селективно наносили на те области полотна, которые соединялись вместе с зазором с соответствующими областями другого полотна (слоя) посредством выступающих элементов валка для тиснения.
Пример 3-2 (Бытовое полотенце с 10% Пульпы MG)
Такие же полотна санитарно-гигиенической бумаги, как получали в Примере 2-2, применяли для изготовления двухслойного бытового полотенца. Два полотна санитарно-гигиенической бумаги ламинировали и подвергали тиснению таким же образом, как описано в Примере 3-1.
Пример 3-3 (Бытовое полотенце с 25% Пульпы MG)
Такие же полотна санитарно-гигиенической бумаги, как получали в Примере 2-3, применяли для изготовления двухслойного бытового полотенца. Два полотна санитарно-гигиенической бумаги ламинировали и подвергали тиснению таким же образом, как описано в Примере 3-1.
Свойства бытовых полотенец, полученных в примерах 3-1, 3-2 и 3-3, оценивали согласно методикам, поясняемым выше в настоящем описании. Полученные результаты показаны в таблице 3 ниже.
Таблица 3
(Эталонный)
50%SW
+25%SW)/50%SW
(Нм/г)
1ʺоднолистовая толщинаʺ, как описано прежде
Эти данные тестирования показывают, что применение волокнистых полуфабрикатов MG согласно настоящему изобретению может приводить к абсолютному увеличению прочности на разрыв без значительной потери мягкости.
Дополнительно, неожиданно наблюдали, что, во время конечных стадий сушки и крепирования способа, зародышевые волокнистые полотна Примеров 3-2 и 3-3, которые содержали волокнистые полуфабрикаты MG, показывали лучшую адгезию к янки-цилиндру, чем полотно Эталонного Примера 3-1, которое содержало взамен волокнистые полуфабрикаты эвкалипта.
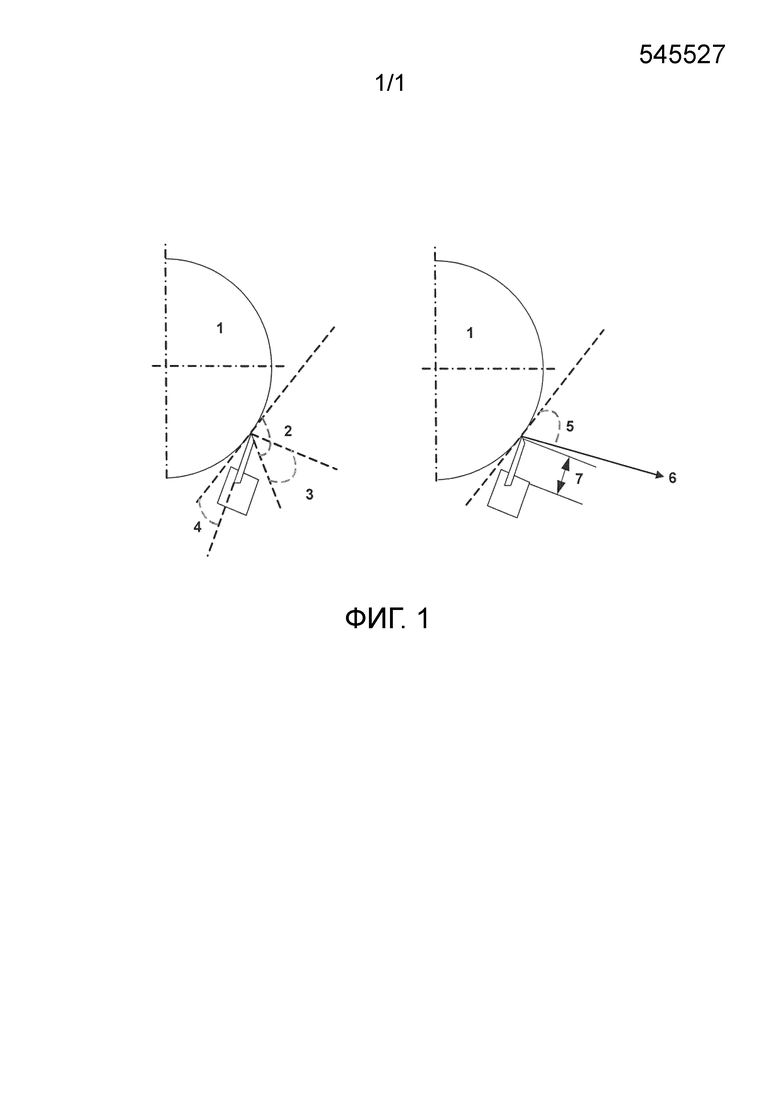
Изобретение относится к бумажной промышленности, а конкретно к полотну санитарно-гигиенической бумаги. Полотно санитарно-гигиенической бумаги состоит из одного или нескольких слоев, в котором по меньшей мере один слой содержит волокнистые полуфабрикаты, полученные из Miscanthus Gigantheus. Причем волокнистые полуфабрикаты выбирают из химических волокнистых полуфабрикатов, механических волокнистых полуфабрикатов, подвергаемых предварительной химической обработке, и их смесей. Обеспечивается увеличение прочности на разрыв наряду с хорошими значениями мягкости. 3 н. и 14 з.п. ф-лы, 1 ил, 6 табл., 9 пр.
1. Полотно санитарно-гигиенической бумаги, состоящее из одного или нескольких слоев, в котором по меньшей мере один слой содержит волокнистые полуфабрикаты, полученные из Miscanthus Gigantheus, причем волокнистые полуфабрикаты выбраны из химических волокнистых полуфабрикатов, механических волокнистых полуфабрикатов, подвергаемых предварительной химической обработке, и их смесей.
2. Полотно санитарно-гигиенической бумаги по п. 1, в котором волокнистые полуфабрикаты, которые получены из Miscanthus Gigantheus, присутствуют в количестве, равном по меньшей мере 5 мас.%, предпочтительно в количестве от 10 до 90 мас.%, более предпочтительно от 15 до 80 мас.%, даже более предпочтительно от 20 до 70 мас.%, в расчете от общей массы полотна санитарно-гигиенической бумаги.
3. Полотно санитарно-гигиенической бумаги по п. 1 или 2, которое состоит из двух или трех слоев, изготовленных из различных древесных масс, в котором по меньшей мере один из этих слоев изготовлен из древесной массы, содержащей волокнистые полуфабрикаты, полученные из Miscanthus Gigantheus.
4. Полотно санитарно-гигиенической бумаги по любому из пп. 1-3, в котором остальные волокна, присутствующие в полотне санитарно-гигиенической бумаги, выбраны из волокнистых полуфабрикатов, содержащих волокна из древесины твердых пород, таких как волокна эвкалипта, бука, осины, акации или березы; волокна из древесины мягких пород, таких как волокна сосны, ели, туи, дугласовой пихты, тиса и лиственницы; и недревесных волокон, таких как волокна хлопка, жома сахарного тростника, конопли, льна, сизаля, волокна соломы или льна.
5. Полотно санитарно-гигиенической бумаги по п. 3 или 4, которое состоит из двух слоев, причем
(i) первый слой изготовлен из волокнистых полуфабрикатов (i-a), состоящих из волокон, полученных из Miscanthus Gigantheus, и по выбору из волокон из древесины твердых пород, или из волокнистых полуфабрикатов (i-b), состоящих из или содержащих волокна, полученные из Miscanthus Gigantheus, волокна из древесины мягких пород и возможно волокна из древесины твердых пород, и
(ii) второй слой изготовлен из волокнистых полуфабрикатов, состоящих из волокон из древесины мягких пород или содержащих их.
6. Полотно санитарно-гигиенической бумаги по п. 5, в котором
(i) первый слой изготовлен из волокнистых полуфабрикатов (i-a), причем массовое отношение волокон, полученных из Miscanthus Gigantheus, к волокнам из древесины твердых пород, если они присутствуют, составляет от 100/0 до 10/90, предпочтительно от 100/0 до 20/80, и
(ii) второй слой изготовлен из древесной массы, состоящей из волокон из древесины мягких пород или содержащей их,
причем массовое соотношение волокнистых полуфабрикатов, полученных из Miscanthus Gigantheus, в расчете от общей массы полотна санитарно-гигиенической бумаги составляет предпочтительно от 10 до 90 мас.%, более предпочтительно от 10 до 80 мас.%, в частности от 25 до 75 мас.%, такое как от 40 до 70 мас.%.
7. Полотно санитарно-гигиенической бумаги по п. 5, в котором
(i) первый слой изготовлен из волокнистых полуфабрикатов (i-b), состоящих из волокон, полученных из Miscanthus Gigantheus (MG), волокон из древесины мягких пород (SW) и необязательно волокон из древесины твердых пород (HW), причем массовое отношение MG/HW/SW, %, в расчете от общей массы волокнистых полуфабрикатов (i-b) составляет от 10 до 90/от 0 до 50/от 10 до 90, предпочтительно от 20 до 80/от 0 до 50/от 20 до 80, и
(ii) второй слой изготовлен из волокнистых полуфабрикатов, состоящих из волокон из древесины мягких пород или содержащих их, причем массовое соотношение волокнистых полуфабрикатов, полученных из Miscanthus Gigantheus, в расчете от общей массы полотна санитарно-гигиенической бумаги составляет предпочтительно от 10 до 50 мас.%, такое как от 10 до 30 мас.%.
8. Полотно санитарно-гигиенической бумаги по любому из пп. 1-7, в котором волокнистые полуфабрикаты, полученные из Miscanthus Gigantheus, получают в химическом, хемо-механическом или высокопроизводительном химическом процессе превращения в волокнистую массу, предпочтительно натронном процессе или CTMP процессе (Хемо-Термо-механическое превращение в волокнистую массу).
9. Полотно санитарно-гигиенической бумаги по любому из пп. 1-8, в котором волокнистые полуфабрикаты из древесины твердых пород получены из эвкалипта и/или волокнистые полуфабрикаты древесины мягких пород представляют собой волокна отбеленной бумажной массы из древесины мягких пород (NBSK), причем волокна NBSK предпочтительно рафинированы до степени измельчения, равной от 19 до 35°SR.
10. Полотно санитарно-гигиенической бумаги по любому из пп. 1-9, в котором (i) все волокна, присутствующие в полотне, представляют собой волокнистые полуфабрикаты, или (ii) смесь первичных и вторичных (переработанных) волокнистых полуфабрикатов, причем доля вторичных (переработанных) волокнистых полуфабрикатов не превышает 90 мас.% в расчете от полотна санитарно-гигиенической бумаги.
11. Полотно санитарно-гигиенической бумаги по любому из пп. 1-10, которое состоит из одного или нескольких слоев, причем волокнистые полуфабрикаты, полученные из Miscanthus Gigantheus, удовлетворяют следующим требованиям:
(i) средняя длина волокна составляет от 0,5 до 1,2 мм, предпочтительно от 0,8 до 1,0 мм;
(ii) средний диаметр волокна составляет от 10 до 25 мкм; и
(iii) средняя толщина стенки волокна составляет от 3,0 до 5,0 мкм.
12. Продукт из санитарно-гигиенической бумаги, содержащий по меньшей мере один слой, изготовленный из полотна санитарно-гигиенической бумаги по любому из пп. 1-11.
13. Продукт из санитарно-гигиенической бумаги по п. 12, который выбран из туалетной бумаги, полотенца для рук, бытового полотенца, носовых платков, салфеток и косметических салфеток.
14. Продукт из санитарно-гигиенической бумаги по п. 12 или 13, который представляет собой туалетную бумагу, состоящую из 2-5 слоев, причем предпочтительно по меньшей мере один внешний слой, более предпочтительно оба внешних слоя, изготовлены из полотна санитарно-гигиенической бумаги по п. 6, и внешний слой/слои расположены таким образом, что в туалетной бумаге ее первый слой (i), который содержит волокнистые полуфабрикаты, полученные из Miscanthus Gigantheus, расположен на внешней поверхности туалетной бумаги.
15. Продукт из санитарно-гигиенической бумаги по п. 12 или 13, который представляет собой полотенце для рук или бытовое полотенце, состоящее из 2-5 слоев, причем предпочтительно по меньшей мере один слой, по выбору все слои, изготовлены из полотна санитарно-гигиенической бумаги по п. 6 или полотна санитарно-гигиенической бумаги по п. 7.
16. Продукт из санитарно-гигиенической бумаги по любому из пп. 12-15, который свободен от мягчителя и/или упрочняющей смолы.
17. Способ изготовления полотна санитарно-гигиенической бумаги по любому из пп. 1-11, согласно которому:
(a) обеспечивают химические волокнистые полуфабрикаты, содержащие волокна, полученные из Miscanthus Gigantheus;
(b) образуют водную суспензию указанных волокнистых полуфабрикатов;
(c) подают суспензию в напорный ящик для получения бумаги;
(d) осаждают суспензию на сетку для образования влажного полотна;
(e) обезвоживают влажное полотно; и
(f) сушат и крепируют полотно.
| DE 102007017061 A1, 16.10.2008 | |||
| Устройство контроля резонансной частоты кварцевых кристаллических элементов | 1987 |
|
SU1583869A1 |
| KR 20150038853 A, 09.04.2015 | |||
| БУМАЖНЫЕ ИЗДЕЛИЯ ИЗ СОЛОМЫ ЗЛАКОВЫХ КУЛЬТУР НАТУРАЛЬНОГО ЦВЕТА И МЕТОД ИХ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2447219C2 |

