ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к режущему инструменту с покрытием для стружкообразующей механической обработки металлов, включающему подложку, имеющую поверхность, покрытую покрытием (CVD) (chemical vapor deposition, химическое осаждение из паровой фазы), и способу его изготовления. В частности, настоящее изобретение относится к режущему инструменту с покрытием, имеющему CVD покрытие, содержащее по меньшей мере один слой мелкозернистого карбонитрида титана.
УРОВЕНЬ ТЕХНИКИ
Режущие инструменты для стружкообразующей механической обработки металлов, такие как круглые резцы, т.е. концевые фрезы, сверла и т.д., и режущие пластины, изготовленные из долговечных материалов, таких как цементированный карбид, металлокерамика, кубический нитрид бора или быстрорежущая инструментальная сталь, обычно имеют износостойкое покрытие, чтобы продлить срок службы режущего инструмента. Износостойкие покрытия часто наносят, используя CVD, поскольку этот метод имеет ряд преимуществ. Это делает возможной большую производительность в производстве режущих инструментов, конформное покрытие на сложные профили и может быть легко использовано для осаждения изоляционных покрывающих слоев, таких как оксид алюминия.
В частности, режущие инструменты с твердосплавным покрытием для токарной обработки обычно покрыты CVD покрытиями, представляющими собой слоистую структуру различных материалов, чтобы обеспечить достаточную износостойкость, причем состав, микроструктуру, текстуру и т.д. отдельных слоев выбирают, чтобы улучшать определенные свойства покрытия для конкретного применения. Преобладающее покрытие, используемое сегодня, включает в себя слой на основе Ti, в дальнейшем называемом как слой Ti(C,N,O), содержащий один или более слоев, выбранных из карбида титана, нитрида титана, карбонитрида титана, оксикарбида титана и оксикарбонитрида титана, в дальнейшем называемых как слои (TiC, TiN, Ti(C,N), Ti(C,O), Ti(C,N,O), осажденные на поверхность подложки и слой оксида алюминия, в дальнейшем называемом как слой Al2O3, осажденный на слой Ti(C,N,O). CVD процессы с умеренной температурой (MTCVD) оказались предпочтительными для осаждения слоев Ti(C,N) по сравнению с высокотемпературными CVD процессами (HTCVD).
Larsson и Ruppi, Thin Solid Films 402 (2002) 203-210, раскрывают исследования по микроструктуре и свойствам покрытий Ti(C,N), осажденных на подложку режущего инструмента с использованием MTCVD, по сравнению с покрытиями Ti(C,N), осажденными с использованием HTCVD. HTCVD покрытия Ti(C,N) показывают равноосные кристаллы без предпочтительного направления роста и средний размер зерна менее чем 0,2 мкм. В отличие от этого, MTCVD покрытия Ti(C,N) показывают относительно большую величину ТС(422) в рентгенодифракционном измерении, в дальнейшем называемой как (422) текстура, и столбчатые зерна, имеющие ширину примерно 0,5 мкм. Разница в микроструктуре приписывается более нижней температуре и агрессивным предшественникам, такому как ацетонитрил (CH3CN). MTCVD покрытие Ti(C,N) имеет лучше сопротивление обкалыванию краев, но хуже износ в виде кратера по сравнению с HTCVD покрытием Ti(C,N). Тем не менее, устойчивость к отслаиванию еще является критической для MTCVD покрытий Ti(C,N), в частности в ответственных применениях, таких как токарная обработка высокопрочного чугуна, включающая периодические операции резания.
В ЕР 1187970 А1 раскрыт слой Ti(C,N) со столбчатой структурой с (422) текстурой, осажденной с использованием MTCVD процесса с предшественниками, содержащими ацетонитрил, тетрахлорид титана, азот и водород, как вышеприведенный MTCVD процесс, и, вдобавок, углеводород, такой как С2Н4 или C3H6, который раскрыт, чтобы обеспечить высокое атомное отношение углерода к сумме углерода и азота (С/С+N), содержащихся в слое Ti(C,N) со столбчатой структурой, т.е. по меньшей мере 0,70, и, таким образом, высокую твердость и улучшенную износостойкость по сравнению со стандартным ацетонитрильным процессом. Слой Ti(C,N) со столбчатой структурой, сформированный с использованием этих предшественников, является мелкозернистым со средней шириной зерна 0,05-0,5 мкм, и имеет высокую стойкость к разрушению. Несмотря на улучшенную твердость, стойкость к окислению этого слоя Ti(C,N) со столбчатой структурой может быть недостаточной, в частности, для процессов резания, производящих много тепла в покрытии.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является создание режущего инструмента с покрытием с улучшенными свойствами в операциях резания. Другой задачей изобретения является создание режущего инструмента с покрытием с улучшенной износостойкостью, например, более высокой стойкостью к отслоению. Еще одной задачей изобретения является создание режущего инструмента с высокими эксплуатационными характеристиками в токарной обработке высокопрочного чугуна и в высокоскоростном резании.
Эти задачи достигаются посредством режущего инструмента по пункту 1 и способа по пункту 9. Предпочтительные варианты осуществления раскрыты в зависимых пунктах формулы изобретения.
Настоящее изобретение относится к режущему инструменту с покрытием, полученным химическим осаждением из паровой фазы (CVD), который содержит подложку и поверхностное покрытие, содержащее слой Ti(C,N,O), содержащий один или более из С, N и О, и по меньшей мере один осажденный химическим осаждением из паровой фазы при средней температуре (MTCVD) слой Ti(C,N) со столбчатой структурой, который на передней поверхности режущего инструмента вдоль прямой линии в направлении, параллельном поверхности подложки в центральном положении между самой нижней и самой верхней поверхностью раздела в поперечном сечении с нормалью к поверхности, перпендикулярной нормали к поверхности подложки, имеет среднюю ширину зерна 0,05-0,4 мкм. Атомное отношение углерода к сумме углерода и азота (С/(C+N)), содержащееся в упомянутом MTCVD слое Ti(C,N), составляет 0,50-0,65, предпочтительно 0,55-0,62, более предпочтительно 0,56-0,60, наиболее предпочтительно 0,57-0,59, которое измерено с помощью электронно-микрозондового анализа в 10 местах, расположенных друг от друга на расстоянии 50 мкм вдоль упомянутой прямой линии.
В одном варианте осуществления настоящего изобретения средняя ширина упомянутого MTCVD слоя Ti(C,N) со столбчатой структурой составляет 5-15 мкм.
Одним преимуществом с мелкозернистым MTCVD слоем Ti(C,N) по настоящему изобретению является то, что он обеспечивает гладкую поверхность по сравнению с обычным MTCVD. Предпочтительно MTCVD слой Ti(C,N) по настоящему изобретению может иметь эффект сглаживания, т.е. наружная поверхность MTCVD слоя Ti(C,N) имеет шероховатость Rz поверхности ниже, чем поверхность подложки.
В одном варианте осуществления настоящего изобретения покрытие дополнительно содержит наружный слой, такой как слой Al2O3, или другие слои, подходящие для получения высокой износостойкости в операциях резания, осажденный на слой Ti(C,N,O), необязательно с одним или более дополнительными слоями в промежуточном положении и/или на нем, таким как цветной слой, осажденный на самый наружный слой.
В одном варианте осуществления настоящего изобретения слой Ti(C,N,O) дополнительно содержит дополнительные слои, такие как, например, слой TiN, служащий в качестве диффузионного барьера, осажденный на подложку до упомянутого MTCVD слоя Ti(C,N). Другим примером дополнительного слоя является один или более слоев, осажденных на упомянутом MTCVD слое Ti(C,N) до осаждения наружного слоя, такого как упомянутого слоя Al2O3. Эти слои могут, например, обеспечивать улучшенную адгезию наружного слоя путем механического прикрепления.
В одном варианте осуществления настоящего изобретения слой Ti(C,N,O) включает в себя самый глубокий слой TiN с толщиной, достаточной, чтобы обеспечить диффузионный барьер, предпочтительно толщиной 0,3-0,6 мкм.
В одном варианте осуществления настоящего изобретения слой Ti(C,N,O) включает в себя самый наружный слой Ti(C,O), чтобы обеспечить большую площадь поверхности для нарастания слоя Al2O3.
В одном варианте осуществления настоящего изобретения слой Ti(C,N,O) включает в себя HTCVD слой Ti(C,N), осажденный на MTCVD слой Ti(С,N).
В одном варианте осуществления изобретения покрытие включает в себя слой Ti(C,N,O), состоящий из последовательности слоев в соответствии с TiN/MTCVD Ti(С,N)/Ti(С,О), осажденных на подложке. Необязательно предусмотрен HTCVD слой Ti(C,N), осажденный между MTCVD слоями Ti(C,N) и Ti(C,O). Предпочтительно, толщина слоя TiN составляет 0,3-0,6 мкм. Предпочтительно толщина MTCVD слоя Ti(C,N) составляет 5-15 мкм, более предпочтительно 8-12 мкм, чтобы обеспечить достаточную стойкость к абразивному износу по задней поверхности. Предпочтительно толщина HTCVD слоя Ti(C,N) составляет 0,2-0,4 мкм. Предпочтительно толщина слоя Ti(C,O) составляет 0,3 мкм до 0,8 мкм. Предпочтительно покрытие дополнительно включает в себя слой Al2O3, осажденный на слой Ti(C,O). В зависимости от применения слой Al2O3 может быть α-Al2O3, или κ-Al2O3, или их смесью. Например, для использования в токарной обработке высокопрочного чугуна слой Al2O3 является предпочтительно α-Al2O3.
В одном варианте осуществления покрытие включает в себя слой α-Al2O3 с толщиной 2-6 мкм, предпочтительно 3-5 мкм.
В одном варианте осуществления изобретения покрытие включает в себя слой α-Al2O3 с относительно большой величиной ТС(012) в рентгенодифракционном измерении, в дальнейшем называемой (012) текстурой, такой как осажденный α-Al2O3 согласно патенту США 7,163,735 В2, и толщиной 2-6 мкм, предпочтительно 3-5 мкм, подходящей для использования в токарной обработке высокопрочного чугуна. В этом применении слой α-Al2O3 первоначально используется как термический барьер и износостойкость, в основном, обеспечивается MTCVD слоем Ti(C,N). Если толщина слоя Al2O3 дополнительно увеличивается, то стойкость к отслоению уменьшается, и это может обеспечить шероховатую верхнюю поверхность, которая обеспечит в результате больше адгезионных сил на покрытии во время резания, которое может увеличить износ за счет отслаивания.
В другом варианте осуществления настоящего изобретения упомянутый слой Al2O3 является слоем Al2O3 с относительно большой величиной ТС(006) в рентгенодифракционном измерении, в дальнейшем называемом как (001) текстура, поскольку нормаль (С-ось) плоскости (0001) кристаллов слоя α-Al2O3 ориентирована по направлению нормали поверхности подложки, такой как осажденный α-Al2O3 согласно патенту США 7993742 В2, а толщина 2-6 мкм, предпочтительно 3-5 мкм. Износостойкость слоя (001) α-Al2O3 улучшается путем увеличения толщины, но слишком толстый слой Al2O3 уменьшает стойкость к отслаиванию.
Столбчатые кристаллы MTCVD слоя Ti(C,N) удлиняются по длине и ширине и с продольной осью вдоль направления нарастания MTCVD слоя Ti(C,N), являющимся перпендикулярным к поверхности подложки. Ширина зерна не является одноосной, а может отличаться в различных направлениях. К тому же, зерна обычно не являются идеально ориентированными в направлении нарастания. Следовательно, ширина зерна легко не измеряется. Для цели настоящего применения, ширина столбчатых кристаллов, как полагают, продолжается в направлении, параллельном поверхности подложки, которая находится в направлении, перпендикулярном направлению нарастания MTCVD слоя Ti(C,N), и измеряется по микрофотографии сканирующего электронного микроскопа (СЭМ) полированного поперечного сечения MTCVD слоя Ti(C,N) при увеличении в 15000 раз. Границы зерна идентифицируют путем различий в контрастности между смежными зернами и ширину зерен измеряют как расстояние между смежными границами зерен вдоль прямой линии, как объясняется дополнительно ниже.
В одном варианте осуществления режущего инструмента согласно настоящему изобретению, MTCVD слой Ti(C,N) имеет рентгенодифрактограмму, в которой текстурные коэффициенты ТС(hkl) определяются как

где I(hkl) = измеренная интенсивность (hkl) отражения, I0(hkl) = стандартная интенсивность согласно ICDD (International Centre for Diffraction Data, Международный центр дифракционных данных), PDF карта №42-1489, n = количество отражений, используемых в расчете, при этом используемыми (hkl) отражениями являются: (111), (200), (220), (311), (331), (420), (422) и (511), и при этом сумма ТС (422) и ТС (311) больше чем 5,5, т.е. ТС(422)+ТС(311)>5,5. Сумма ТС(422) и ТС(311) составляет предпочтительно более чем 6. Предпочтительно ТС(422)>ТС (311).
В одном варианте осуществления настоящего изобретения MTCVD слой Ti(C,N) имеет рентгенодифрактограмму, имеющую (422) отражение в 2θ позиции 123,15-123,25. 2θ позиция отражения (422) относится к содержанию углерода в покрытии, так что более высокое содержание углерода соотносится с меньшей 2θ позицией отражения (422).
В одном варианте осуществления настоящего изобретения величина полной ширины кривой распределения на уровне полумаксимума пика (FWHM), относящегося к (422) отражению MTCVD слоя Ti(C,N), составляет 04-0,5, предпочтительно 0,42-0,46. FWHM относится к размеру зерна такому, что более высокая величина FWHM соотносится с меньшими зернами.
В одном варианте осуществления настоящего изобретения средняя толщина MTCVD слоя Ti(C,N) составляет 5-15 мкм, предпочтительно 7-12 мкм для режущих пластин для токарной обработки.
В одном варианте осуществления настоящего изобретения средняя толщина MTCVD слоя Ti(C,N) составляет 3-7 мкм для фрезерования и сверления.
Благодаря улучшенной износостойкости MTCVD слоя Ti(C,N) вязкость подложки может быть повышена за счет твердости. В одном варианте осуществления подложку изготавливают из цементированного карбида, содержащего зерна WC в фазе связующего, содержащей Со. Предпочтительно содержание Со составляет от 5,6 до 6,4 вес. %.
Хотя варианты осуществления настоящего изобретения были описаны с Ti, как единственным металлическим элементом в слое Ti(C,N,O), слой Ti(C,N,O) или его отдельные слои вдобавок к Ti могут содержать элементы, выбранные из одного или более Zr, Hf, V, Nb, Та, Cr, Mo, W и Al в количестве, достаточно не изменяющим ширину зерна или отношение С/(C+N) MTCVD слоя Ti(C,N). Более того, вдобавок к одному или более из С, О и N, MTCVD слой Ti(C,N) или один или более отдельных слоев могут также содержать В. Более того, упомянутый MTCVD слой Ti(C,N) может содержать малые количества кислорода без имеющегося значительного влияния на свойства MTCVD слоя Ti(C,N). В одном варианте осуществления изобретения слой Ti(C,N,O) содержит один или более этих дополнительных элементов.
В одном варианте осуществления упомянутый другой слой, подходящий для высокой износостойкости в операциях резания, осажденный на упомянутом слое Ti(C,N,O), содержит соединение, выбранное из карбида, нитрида, а также оксида и борида элемента, принадлежащих группе 4а (Ti, Zr, Hf), 5а(V, Nb, Та) или 6а (Cr, Mo, W) Периодической системы, или Al, или их взаимный твердый раствор.
Хотя вышеупомянутый слой Al2O3 описывают как двойной слой, следует понимать, что в альтернативных вариантах осуществления изобретения слой Al2O3 может содержать один или более элементов, таких как, например, Zr, чтобы образовать трехкомпонентное соединение или многокомпонентное соединение, такое как (Al,Zr)O. Слой Al2O3 может также состоять из двух или более фаз различных состава и микроструктуры.
Настоящее изобретение также относится к способу изготовления указанного режущего инструмента с покрытием, включающему обеспечения подложки в вакуумной камере, обеспечение подложки в вакуумной камере, обеспечение предшественников в упомянутой вакуумной камере, осаждение слоя Ti(C,N,O), содержащего по меньшей мере один осажденный химическим осаждением из паровой фазы при средней температуре (MTCVD) слой Ti(C,N) со столбчатой структурой на упомянутой подложке, при этом MTCVD слой Ti(C,N) со столбчатой структурой осаждают при температуре 700-910°С, предпочтительно 800-850°С, более предпочтительно 820-840°С, с использованием предшественников, содержащих по меньшей мере TiCl4, нитрил уксусной кислоты (CH3CN) или другой нитрил и H2 и с отношением Ti/CN 4-10, предпочтительно 5-8, более предпочтительно 6-7, отражающим объемное процентное содержание TiCl4 и CH3CN или другого нитрила, подводимых в вакуумную камеру.
Подложка может включать в себя поверхность, как промежуточный слой, осажденный до осаждения слоя Ti(C,N,O)
Отношение Ti/CN используют в пределах вышеприведенного интервала, чтобы эффективно регулировать размер зерна MTCVD слоя Ti(C,N) со столбчатой структурой.
В одном варианте осуществления настоящего изобретения MTCVD слой Ti(C,N) осаждают с TiCl4, нитрилом и H2, как единственными газами во время осаждения. Предпочтительно нитрилом является CH3CN.
В одном варианте осуществления изобретения поток TiCl4 составляет 2-4 об. % суммарного газового потока предшественника при осаждении MTCVD слоя Ti(C,N).
В одном варианте осуществления изобретения газовый поток упомянутого CH3CN или другого нитрила составляет менее чем 0,5 об. %, предпочтительно от 0,2 до 0,5 об. %, более предпочтительно от 0,4 до 0,5 об. %.
Наличием сравнительно высокого отношения Ti/CN и без дополнительных углеводородов можно избегать сажи в процессе осаждения. С высоким содержанием углерода, обеспеченным использованием углеводородов, таких как С2Н4 и С3Н6, в газах предшественников сажа может быть проблемой.
В одном варианте осуществления настоящего изобретения способ дополнительно включает N2 в качестве предшественника. Это является предпочтительным из-за того, что адгезия может улучшаться, и в том, что сохраняются малая ширина зерна и низкое содержание углерода. Более того, покрытие, осажденное с предшественниками, содержащими N2, показывает тенденцию к уменьшению изменений толщины в камере. Одним преимуществом неиспользования N2 в качестве предшественника, а только CH3CN или другого нитрила, является то, что скорость осаждения потенциально является более высокой.
В одном варианте осуществления изобретения поток газа N2 составляет менее чем 40 об. % в суммарном газовом потоке предшественника.
В одном варианте осуществления поток газа N2 составляет менее чем 10 об. %, предпочтительно менее чем 5 об. % суммарного газового потока предшественников.
Другим возможным предшественником, который может быть использован вместе с предварительно описанными, является HCl. HCl является выгодной из-за ее способности уменьшать изменения толщины в камере. Преимуществом HCl является уменьшенная скорость осаждения и тенденция уменьшать ширину зерна Ti(C,N) зерен. Осуществлением осаждения MTCVD Ti(C,N) согласно изобретению при сравнительно нижней температуре 800-850°С, предпочтительно 820-840°С, изменения толщины ниже и HCl можно исключить, и, тем самым, исключая увеличенный размер зерна, следующий из добавления HCl.
В одном варианте осуществления MTCVD слой Ti(C,N) со столбчатой структурой осаждают при температуре 800-850°С, предпочтительно 820-840°С, используя газовый поток предшественников, состоящий из: от 2 до 4 об. % TiCl4; от 0,2 до 0,5 об. %, предпочтительно от 0,4 до 0,5 об. %, нитрила, предпочтительно CH3CN; и остальное H2; с отношением Ti/CN 6-7, основанном на объемном проценте TiCl4, и нитрила, подводимых в вакуумную камеру.
В одном варианте осуществления изобретения MTCVD слой Ti(C,N) со столбчатой структурой осаждают при температуре 800-850°С, предпочтительно 820-840°С, используя газовый поток предшественников, состоящий из: от 2 до 4 об. % TiCl4; от 0,2 до 0,5 об. %, предпочтительно от 0,4 до 0,5 об. % нитрила, предпочтительно CH3CN; менее чем 10 об. % N2 и остальное H2; с отношением Ti/CN 6-7, основанное на объемном проценте TiCl4 и нитрила, подводимых в вакуумную камеру.
Одним преимуществом изобретения является то, что малая ширина зерна в MTCVD слое Ti(C,N) может быть обеспечена без наличия избыточного количества углерода в процессе или в образующихся слоях покрытия. Другие задачи, преимущества и новые признаки изобретения станут очевидными из следующего подробного описания изобретения при рассмотрении в комбинации с приложенными чертежами и формулой изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее со ссылкой на прилагаемые чертежи будут описаны варианты осуществления изобретения, на которых:
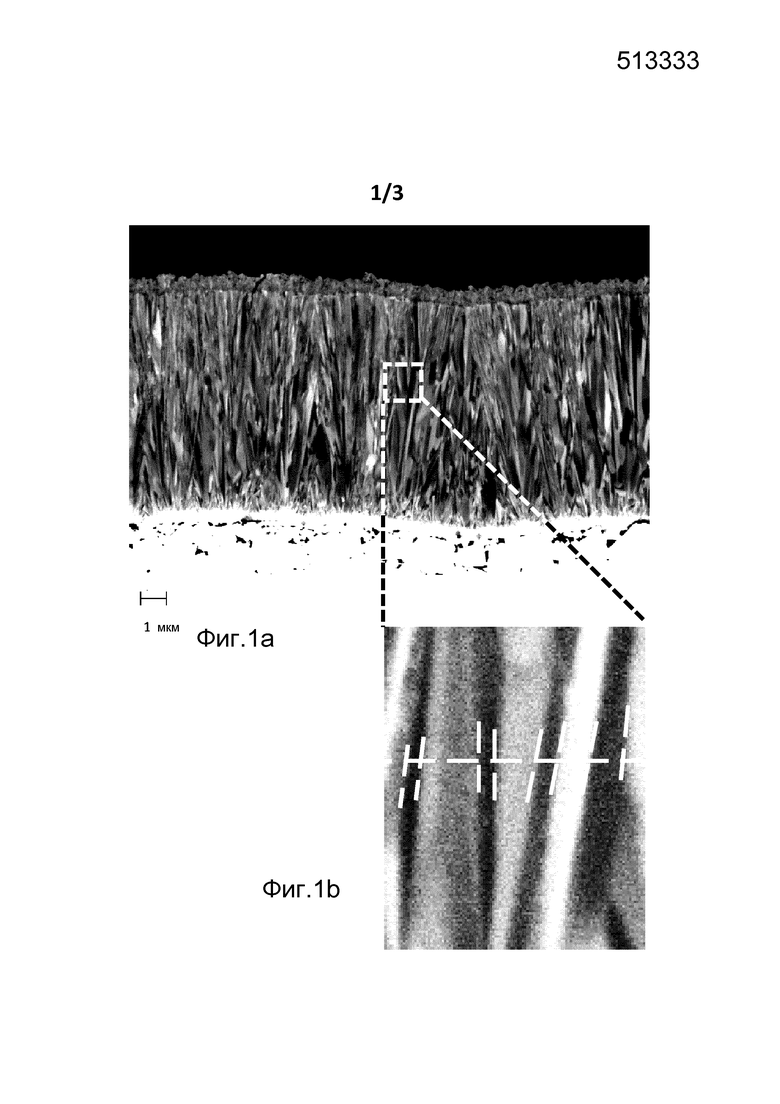
Фиг. 1а представляет собой вид в поперечном разрезе покрытия в соответствии с одним вариантом осуществления изобретения,
Фиг. 1b представляет собой увеличенную часть Фиг. 1а, схематично иллюстрирующую измерение ширины зерна в MTCVD слое Ti(С,N) покрытия,
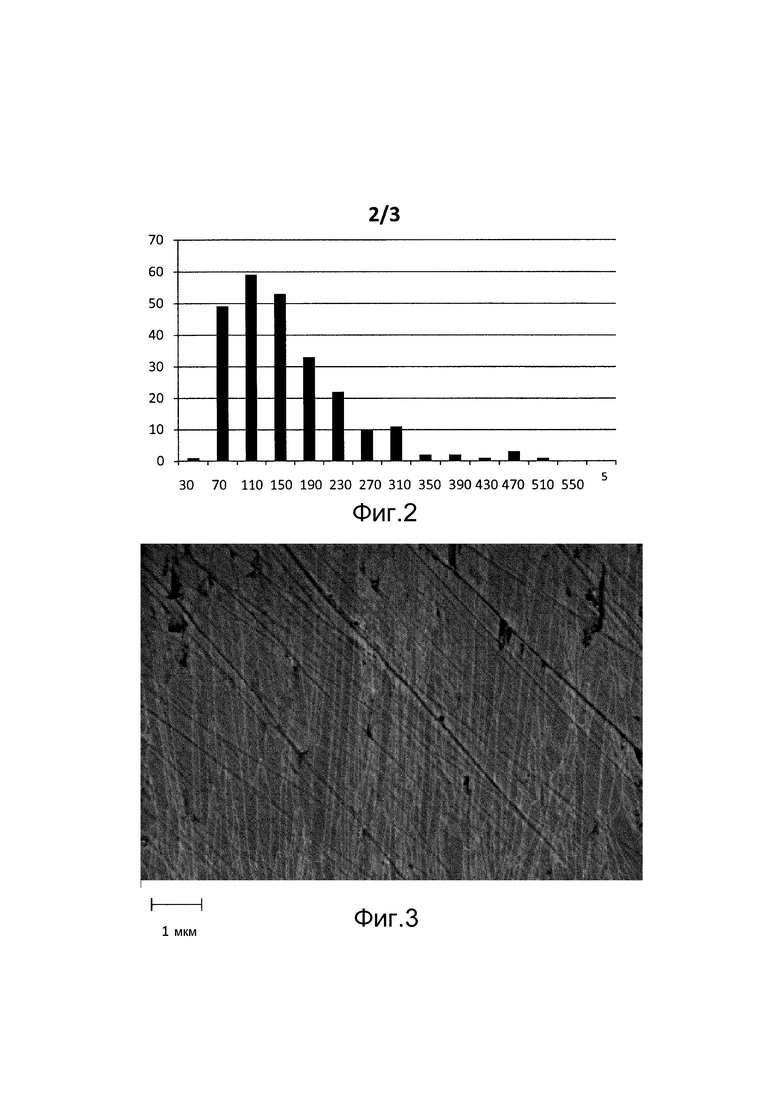
Фиг. 2 представляет собой гистограмму, представляющую распределение ширины зерна в MTCVD слое Ti(C,N) покрытия из Фиг. 1а,
Фиг. 3 представляет собой вид в поперечном разрезе покрытия в соответствии с одним вариантом осуществления изобретения, где режущий инструмент с покрытием подвергли воздействию термообработки, чтобы распространить путем диффузии тяжелые элементы подложки в покрытие, и
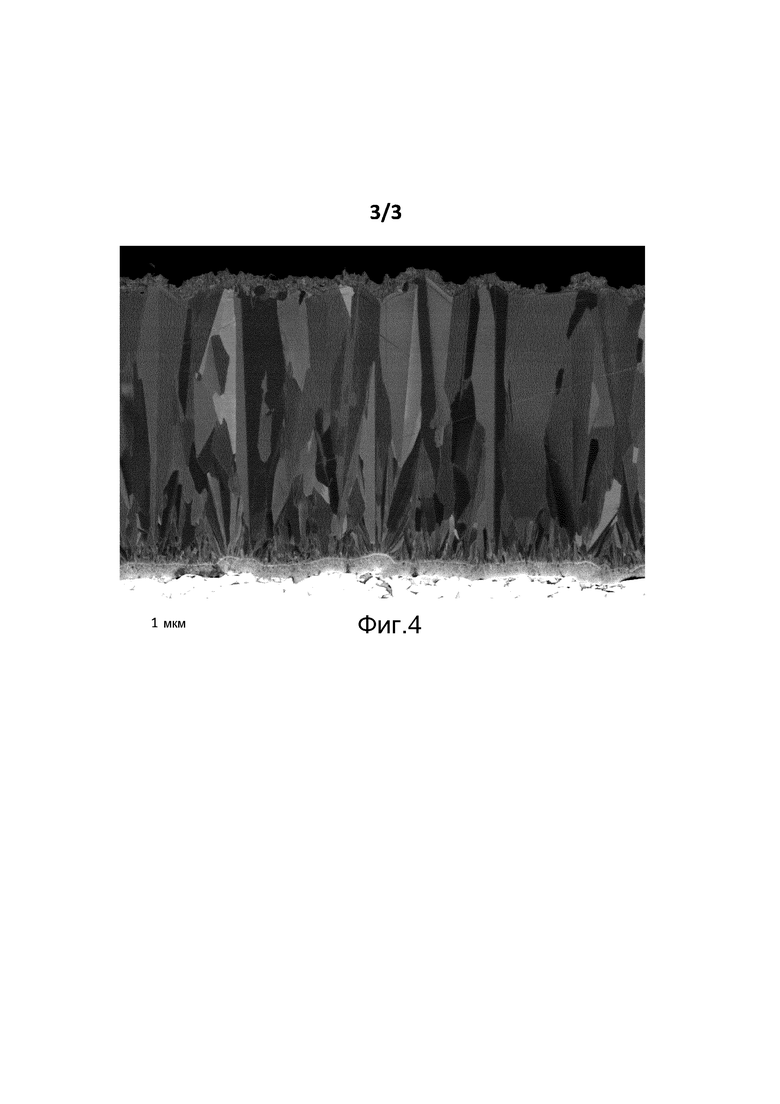
Фиг. 4 представляет собой вид в поперечном разрезе покрытия в соответствии с известным уровнем техники.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Пример 1
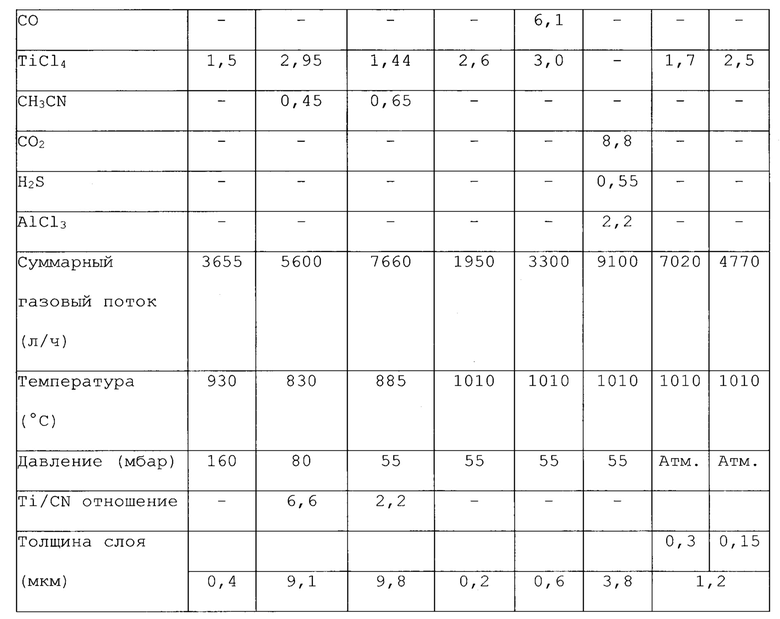
Изготовили режущие инструменты с покрытием в соответствии с одним вариантом осуществления изобретения. Сначала изготовили подложки цементированного карбида CNMG120412-KМ с составом 6,0 вес. % Со и остальное WC, величиной Hc 17,52 kA/m (используя Foerster Koerzimat CS1.096 согласно стандарту DIN IEC 60404-7) и твердостью HV3=1,6 ГПа путем прессования порошка и спекания прессованных тел. До осаждения покрытия закругляли края подложки до примерно 35 мкм путем жидкостно-абразивной обработки. Покрытие, состоящее из слоя Ti(C,N,O) с суммарной толщиной примерно 10,3 мкм, которое состоит из последовательности слоев 0,4 мкм TiN, 9,1 мкм MTCVD Ti(C,N), 0,2 мкм HTCVD Ti(C,N) и 0,6 мкм Ti(C,O), α-Al2O3 слой с (012) текстурой и толщиной примерно 3,8 мкм и 0,7 мкм TiC/TiN цветной слой, осаждали путем CVD на подложки. Покрытие осаждали в CVD реакторе, имеющем радиальный газовый поток, используя условия осаждения для нарастания MTCVD слоев Ti(C,N) и α-Al2O3 слой, как описано в таблице 1. Окисление и образование центров кристаллизации осуществляли до нарастания слоя α-оксида алюминия. После осаждения режущие инструменты с покрытием подвергали воздействию жидкостно-абразивной обработки, чтобы удалить цветной слой на передних поверхностях.
Фиг. 1 показывает СЭМ изображение поперечного сечения покрытия и самую наружную часть подложки на передней поверхности одного из режущих инструментов с покрытием при увеличении в 15000 раз. MTCVD слой Ti(C,N) имеет столбчатую структуру с мелкими столбчатыми зернами. Для того чтобы оценить размер зерна MTCVD слоя Ti(C,N), ширину зерна измеряли в СЭМ изображении, как схематично показано на фиг. 1b и дополнительно объясняли ниже. Минимальная ширина зерна была 26 нм, максимальная ширина зерна была 474 нм, средняя ширина зерна была 140 нм, и медианный размер зерна был 118 нм. Обращаясь к фиг. 2, гистограмму, представляющую распределение ширины зерна MTCVD слоя Ti(C,N), делали на основе этого измерения. Измеренные ширины зерен распределяются в дискретных интервалах (столбцы гистограммы) с шириной 40 нм от 30 до 470 нм и 20 нм от 470 до 570 нм. Максимальная частота измеренных ширин зерен находится в пределах интервала 70-110 нм.
Обращаясь к фиг. 3, режущий инструмент с покрытием, использованный для определения ширины зерна, подвергали воздействию термообработки в газовом потоке H2 при 55 мбар и 1100°С в пределах 1,5 часов, для того чтобы распространиться тяжелым элементам подложки путем диффузии, т.е. W и/или Со внутри границ зерен MTCVD слоя Ti(C,N), чтобы дать контрастность в СЭМ изображении. При увеличении в 30000 раз прямую диффузию можно наблюдать как яркие линии между зернами, и ширина зерна определяется как расстояние между этими яркими линиями, см. фиг. 3. Ширину зерна измеряли вдоль 10 мкм линии, параллельной с подложкой в месте примерно 4-5 мкм от поверхности подложки. Минимальная ширина зерна была 73 нм, максимальная ширина зерна была 390 нм, средняя ширина зерна была 162 нм и медианная ширина зерна была 146 нм. Максимальная частота измеренных ширин зерен находится в пределах интервала 110-150 нм.
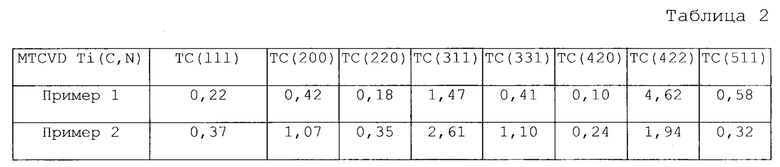
Текстурные коэффициенты ТС (hkl), указывающие предпочтительные направления роста столбчатых зерен MTCVD слоя Ti(C,N), см. таблицу 2, и слоя α-Al2O3 определяли с помощью рентгенодифракционного анализа на режущих инструментах с покрытием, изготовленных согласно примеру 1, как объясняется ниже. MTCVD Ti(C,N) имеет сильную (422) текстуру с большой величиной также для (311). Слой α-Al2O3 имеет (012) текстуру.
MTCVD слой Ti(C,N) имеет рентгенодифрактограмму, имеющую пик (422) отражения при 2θ=123,22°, который определили, как объяснено ниже. Это положение пика соответствует отношению C/(C+N) 0,57 в MTCVD слое Ti(C,N). Вторым методом, использованным для определения содержания углерода методом рентгеновской дифракции, является использование уточнения по Ритвельду. Результатом этого подхода является то же самое, что и результат из положения пика. FWHM пика (422) отражения составляет 0,44°. Элементный анализ также осуществляли на режущем инструменте с покрытием, использованном для определения ширины зерна методом электронно-микрозондового анализа, как объяснено ниже, что показывает отношение С/(C+N) 0,58 в MTCVD слое Ti(C,N.)
Пример 2
Режущий инструмент с покрытием в соответствии с известным уровнем техники изготавливали для сравнения при испытании режущего инструмента из примера 1. Сначала изготовили подложки из цементированного карбида марки CNMG120412-KМ с составом 5,2 вес. % Со, 0,23 вес. % карбиды Cr и остальное WC, величиной Hc 22,91 kA/m (используя Foerster Koerzimat CS1.096 согласно стандарту DIN IEC 60404-7) и твердостью HV3=1,8 ГПа путем прессования порошка и спекания прессованных тел. До осаждения покрытия закругляли края подложек до примерно 35 мкм путем жидкостно-абразивной обработки. Покрытие, состоящее из слоя Ti(C,N,O), которое состоит из последовательности слоев 0,4 мкм TiN, 9,8 мкм MTCVD Ti(C,N), 0,2 мкм HTCVD Ti(C,N), 0,6 мкм Ti(C,O) с суммарной толщиной примерно 10,3 мкм, α-Al2O3 слоя с (012) текстурой и толщиной примерно 4,0 мкм и 1,2 TiC/TiN цветного слоя, осаждали путем CVD на подложки. Условия осаждения для нарастания MTCVD слоя Ti(C,N) описаны в таблице 1. После осаждения режущие инструменты с покрытием подвергали воздействию жидкостно-абразивной обработки для удаления цветного слоя на передней поверхности.
Текстурные коэффициенты ТС (hkl), указывающие предпочтительные направления роста столбчатых зерен MTCVD cлоя Ti(C,N), см. таблицу 2, и слой α-Al2O3 определяли, как объяснено ниже. MTCVD слой Ti(C,N) имеет сильную (422) структуру с большой величиной также для (311). Слой α-Al2O3 имеет (012) текстуру.
MTCVD слой Ti(C,N) имеет рентгенодифрактограмму, имеющую пик (422) отражения при 2θ=123,47°, который определили, как объяснено ниже. Это положение пика соответствует отношению C/(C+N) 0,52 в MTCVD слое Ti(C,N). FWHM пика (422) отражения составляет 0,27°. Элементный анализ также осуществляли методом электронно-микрозондового анализа, как объяснено ниже, который показывает отношение C/(C+N) 0,56 в MTCVD слое Ti(C,N).
Фиг. 4 показывает СЭМ изображение поперечного сечения покрытия сравнения и самой наружной части подложки на передней поверхности режущего инструмента с покрытием. MTCVD слой Ti(C,N) имеет столбчатую структуру с крупными столбчатыми зернами, которые продолжаются через MTCVD слой Ti(C,N).
Пример 3
Режущие инструменты изготавливали в соответствии с примером 1 с таким же слоем Ti(C,N,O), но с другим слоем α-Al2O3 с толщиной слоя 4,2 мм, и используя другой α-Al2O3 процесс, дающий более высокий ТС(006), чем в слое α-Al2O3 примера 1, как измерено рентгенодифракционным методом.
Пример 4
Режущие инструменты изготавливали в соответствии с примером 1 с таким же слоем Ti(C,N,O), но с α-Al2O3 слоем, как в примере 3, но где MTCVD слой Ti(C,N) осаждали при 870°С вместо при 830°С. Более высокая температура осаждения обеспечила в результате более мелкозернистый MTCVD слой Ti(C,N), чем в примере 1 и примере 3, как наблюдали в СЭМ изображениях поперечного сечения.

Пример 5
Режущие инструменты с покрытием из примера 1 и 2 испытывали в токарной обработке высокопрочного чугуна марки 09.2 GGG60 без смазочно-охлаждающей жидкости, включающей в себя прерывистые наружно-осевые и торцевые операции резания при следующих условиях:
Критерием ресурса стойкости инструмента было отклонение от допустимых размеров обрабатываемой детали. Режущего инструмента из примера 2, представляющего последнее слово техники, хватило для резания 12 шт. Режущего инструмента с покрытием из примера 1, представляющего один пример варианта осуществления настоящего изобретения, хватило на резание 18 деталей. Прерывистое сухое резание высокопрочного чугуна является операцией тяжелого резания и отслаивание, и другие механизмы прерывающегося изнашивания, а также недостаточная стойкость к окислению, часто ограничивают ресурс стойкости инструмента. В этом испытании оба варианта инструмента показывают хорошую стойкость к окислению, но инструмент из примера 1 превосходит инструмент из примера 2 благодаря превосходной стойкости к отслаиванию. Режущие инструменты с покрытием из примера 3, отличающиеся от режущих инструментов с покрытием в основном только в текстуре слоя Al2O3, показали такие же выгодные эксплуатационные показатели, как режущие инструменты с покрытием из примера 1 в этом эксплуатационном испытании.
Пример 6
Режущие инструменты с покрытием из примера 1 и 2 испытывали в токарной обработке высокопрочного чугуна марки (09.2 GS500 НВ220) со смазочно-охлаждающей жидкостью, включая непрерывные внутренне-радиальные операции черновой обработки резанием при следующих условиях:
Критерием ресурса стойкости для испытываемого инструмента было отклонение от допустимых размеров обрабатываемой детали. Режущего инструмента из примера 2, представляющего последнее слово техники, хватило на резание 15 деталей. Режущего инструмента с покрытием из примера 1, представляющего один пример варианта осуществления настоящего изобретения, хватило на резание 22 деталей. В противоположность механизму износа в примере 3 ресурс стойкости в этом испытании ограничивается стойкостью к износу по задней поверхности, которая является лучшей в режущем инструменте с покрытием из примера 1. Режущие инструменты с покрытием из примера 3, отличающиеся от режущих инструментов с покрытием в основном только в текстуре слоя Al2O3, показали такие же выгодные эксплуатационные характеристики, как режущие инструменты из примера 1 в этом эксплуатационном испытании.
Пример 7
Режущие инструменты с покрытием из примера 3 и 4 испытывали в продольной токарной обработке высокопрочного чугуна марки SS0717, включая прерывистые операции резания со смазочно-охлаждающей жидкостью в следующих условиях:
Режущий инструмент из примера 3 был превосходящим над режущим инструментом из примера 4 в стойкости к отслаиванию.
Для настоящего применения, и, в частности, для вышеприведенных примеров методы для определения свойств покрытия характеризуются ниже.
Для того чтобы оценить толщины и размер зерна отдельных слоев покрытия, режущий инструмент с покрытием разрезают, шлифуют и полируют для получения полированного поперечного сечения с нормалью к поверхности, перпендикулярной к нормали к поверхности подложки на передней поверхности режущего инструмента с покрытием.
Толщины слоев измеряют, используя световой оптический микроскоп.
Для того чтобы обеспечить измерение ширины зерна, необходимо получать гладкую поверхность, что дает достаточную контрастность между зернами различной ориентации в MTCVD слое Ti(C,N) с помощью каналирования электронов. Таким образом, с целью измерения ширины зерна полирование поперечного сечения включает в себя этапы:
- грубого полирования на бумаге, используя алмазную суспензию на масляной основе (от Microdiamant AG) со средним размером алмазных частиц 9 мкм и 0,7 г алмазных частиц на 2 децилитра масла (Mobil Velocite no. 3),
- тонкое полирование на бумаге, используя алмазную суспензию на масляной основе (от Microdiamant AG) со средним размером алмазных частиц 1 мкм и 0,7 г алмазных частиц на 2 децилитра масла (Mobil Velocite no. 3), и
- оксидное полирование, используя мягкую ткань и при капании суспензии, содержащей смесь SiO2 (10-30%) и частицы Al2O3 (1-20%) со средним размером частиц 0,06 мкм (Masterpolish 2, Buehler) при 150 об/мин и давлении 35 Н в течение 220 с.
Ширину зерна измеряют по СЭМ микрофотографии полированного поперечного сечения при увеличении в 15000 раз в СЭМ, полученной при 5,0 кВ и рабочем расстоянии 5 мм, как схематично показано на фиг. 1b. Границы зерен определяются различиями в контрастности между смежными зернами и ширины зерен измеряют как расстояние между границами идентифицируемых смежных зерен вдоль 10 мкм прямой линии в направлении, параллельном поверхности подложки, в центральном положении между самой нижней и самой верхней межконтактной поверхностью MTCVD слоя Ti(C,N). Ширины зерен меньше чем 20 нм легко не идентифицируются в СЭМ изображении и не рассматриваются.
MTCVD слой Ti(C,N) со столбчатой структурой включает в себя сдвоенные столбчатые зерна, и может содержать даже другие межзеренные дефекты или дислокации, которые не предназначены для подсчета в качестве границ зерен в этом методе. Сдвоенные границы могут быть идентифицированы и исключены, поскольку симметрия и ориентация сдвоенных зерен может не давать какую-либо существенную разницу в контрастности при прохождении сдвоенных границ. Следовательно, сдвоенное столбчатое зерно намерены обрабатывать как одно зерно при определении ширины зерна. Следовательно, иногда может быть трудным подтверждать это и подсчет сдвоенных границ, как межзеренной границы, будет уменьшать среднюю величину ширины зерна. Чтобы преодолеть эту трудность в измерении ширины зерна, может быть использован метод, включающий диффузию тяжелых элементов подложки внутрь границ зерен, в качестве примера в соответствии со способом, использованным в примере 1. Это является предпочтительным из-за того, что тяжелые металлы не могут диффундировать внутрь вышеупомянутых дефектов или дислокаций. Для того чтобы приготовить поперечное сечение для визуального наблюдения прямодиффундированного связующего, поперечные сечения подвергают воздействию только этапа грубого полирования и этапа тонкого полирования и без этапа оксидного полирования. Это обеспечивает поверхностную шероховатость больше, чем полученную путем оксидного полирования и, следовательно, контрастность будет полностью различной и используют способ построения контрастности обратного рассеивания, чтобы делать видимыми границы зерен с прямодиффундированными в них тяжелыми элементами.
Для того чтобы исследовать текстуру MTCVD слоя Ti(C,N), рентгенодифракционный анализ проводят на задней поверхности с использованием дифрактометра PANalytical CubiX3, снабженного PIXcel детектором. Режущие инструменты с покрытием устанавливают в образцедержателях, которые гарантируют, что задняя поверхность образцов является параллельной поверхности сравнения образцедержателя и также то, что задняя поверхность находится на соответствующей высоте. Рентгеновское излучение Cu-Kα используют для измерений с напряжением 45 кВ и током 40 мА. Используют антирассеиватель и щели 1/2 величины и щели расходимости 1/4 величины. Интенсивность дифрагированного излучения из режущего инструмента с покрытием измеряют вокруг 2θ углов, где находятся пики TiCN, изменяющихся от приблизительно 20° до 140°, т.е. выше интервала угла падения θ от 10 до 70°.
Анализ данных, включая вычитание фона и отделение Cu-Kα, осуществляют, используя программное обеспечение PANalytical's X'Pert HighScore software, а интегральные площади пиков, исходящие из этого, используют для расчета коэффициентов текстуры ТС (hkl) MTCVD слоя Ti(C,N), используя X'Pert Industry software путем сравнения отношения данных по измеренной интенсивности со стандартными данными по интенсивности, согласно
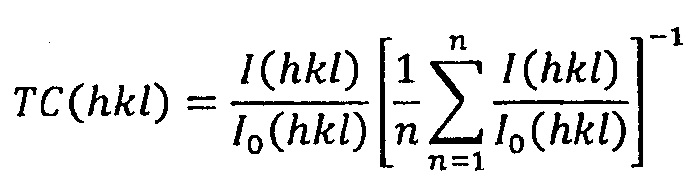
где I(hkl) = измеренная площадь интенсивности (hkl) отражения, I0(hkl) = стандартная интенсивность согласно ICDD, PDF карта №42-1489, n = количество отражений, используемых в расчете, при этом используемыми (hkl) отражениями являются: (111), (200), (220), (311), (331), (420), (422) и (511).
Поскольку MTCVD слой Ti(C,N) является ограниченно толстой пленкой, то относительные интенсивности пары пиков одного и того же соединения различаются, нежели для валовых проб из-за разниц в пути прохождения через слой Ti(C,N). Поэтому, используют коррекцию толстой пленки к интегральным площадям интенсивностей пиков, приняв во внимание также коэффициент линейного поглощения для Ti(C,N) при расчете величин ТС. Поскольку используемые в примерах подложки были из WC, дополнительную коррекцию используют, чтобы вводить поправку для перекрытия TiCN (311) пиком WC (111). Это делают вычитанием 25% интенсивности по площади другого WC пика, а именно WC(101) из TiCN (311) интенсивности по площади. Поскольку возможные дополнительные слои над MTCVD слоем Ti(C,N) будут влиять на интенсивности рентгеновского излучения, входящего в MTCVD слой Ti(C,N) и выходящего из всего покрытия, то необходимо делать коррекции и для них тоже, приняв во внимание коэффициент линейной абсорбции для соответствующего соединения в слое.
Для того чтобы оценить содержание углерода определяют угол дифракции 29 отражения (422) в рентгенодифрактограмме, полученной при использовании излучения Cu-Kα. Положение (422) отражения относится к содержанию углерода в покрытии, так что более высокое содержание углерода соотносится с меньшим углом (422) отражения. Отношение C/N в интервале TiC0N1-TiC1N0 показывает линейную зависимость от угла дифракции 2θ, делая возможным извлекать информацию об отношении C/N путем измерения положения (422) отражения.
Вторым способом, используемым для определения содержания углерода, является применение уточнения по Ритвельду к полной дифрактограмме, собранной как описано выше. Из уточнения возможно извлекать данные по параметрам решетки для фазы TiCN. Параметр решетки также изменяется линейно с отношением C/N, как описано выше. Результат из этого подхода хорошо согласуется с результатами, где угол дифракции был параметром, использованным для зондового определения содержания углерода.
(422) отражение используют также для оценки ширины зерна. Это выполняют путем определения FWHM пика на дифрактограмме. FWHM соотносится с размером зерна, так что более высокая величина согласуется с меньшими зернами.
Элементный анализ осуществляют с помощью электронно-зондового микроанализа, используя электронно-зондовый анализатор JXA-8900R фирмы JEOL, снабженный WDS спектрометрами (wavelength dispersive spectrometer, спектрометр с дисперсией по длинам волн), для того чтобы определять отношение С/(C+N) MTCVD слоя Ti(C,N). Анализ среднего состава MTCVD слоя Ti(C,N) проводят на полированном поперечном сечении на задней поверхности внутри MTCVD слоя Ti(C,N) в 10 точках, расположенных друг от друга на расстоянии 50 мкм вдоль прямой линии в направлении, параллельном поверхности подложки, в центральном положении между самой нижней и самой верхней межконтактной поверхностью MTCVD слоя Ti(C,N), используя 10 кВ, 29 нА, стандарт TiCN, и с коррекциями для атомного номера, абсорбции и флуоресценции. В примере 1 точки были расположены внутри покрытия MTCVD Ti(C,N) на расстоянии 4-6 мкм от поверхности раздела между подложкой и слоем MTCVD Ti(C,N).
Несмотря на то, что изобретение было описано в связи с различными приведенными вариантами осуществления изобретения, следует понимать, что изобретение не ограничено раскрытыми приведенными вариантами осуществления изобретения, напротив, оно охватывает различные модификации и эквивалентные компоновки в объеме предлагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736039C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2760426C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736536C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2758424C2 |
| ПЛАСТИНА С ПОКРЫТИЕМ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ ОБТОЧКИ СТАЛЕЙ | 2010 |
|
RU2536014C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2667187C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2648719C2 |
| ПОКРЫТЫЙ ОКСИДОМ АЛЮМИНИЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2015 |
|
RU2675190C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ХОГФ-ПОКРЫТИЕМ | 2015 |
|
RU2704949C2 |
Изобретение относится к режущему инструменту с покрытием, полученным химическим осаждением из паровой фазы (CVD), и способу изготовления режущего инструмента с упомянутым покрытием, при этом режущий инструмент может быть использован для стружкообразующей механической обработки. Упомянутый режущий инструмент содержит подложку и поверхностное покрытие, содержащее слой Ti(C,N,O), содержащий один или более из С, N и О, и по меньшей мере один осажденный химическим осаждением из паровой фазы при средней температуре (MTCVD) слой Ti(C,N) со столбчатой структурой, который на передней поверхности режущего инструмента вдоль прямой линии в направлении, параллельном поверхности подложки в центральном положении между самой нижней и самой верхней поверхностью раздела в поперечном сечении с нормалью к поверхности, перпендикулярной нормали к поверхности подложки, имеет среднюю ширину зерна 0,05-0,4 мкм. Способ изготовления упомянутого режущего инструмента с покрытием включает обеспечение подложки и предшественников в вакуумной камере, осаждение упомянутого слоя Ti(C,N,O), при температуре 800-850°С с использованием предшественников, содержащих по меньшей мере TiCl4, нитрил уксусной кислоты (CH3CN) или другой нитрил и H2 и с отношением Ti/CN 4-10, отражающим объемное процентное содержание TiCl4 и CH3CN или другого нитрила, подводимых в вакуумную камеру. Обеспечивается режущий инструмент с высокой износостойкостью, например, к отслоению, а также с высокими эксплуатационными характеристиками в токарной обработке высокопрочного чугуна и в высокоскоростном резании. 2 н. и 13 з.п. ф-лы, 4 ил., 2 табл., 7 пр.
1. Режущий инструмент с покрытием, полученным химическим осаждением из паровой фазы (CVD), который содержит подложку и поверхностное покрытие, содержащее слой Ti(C,N,O), содержащий один или более из С, N и О, и по меньшей мере один осажденный химическим осаждением из паровой фазы при средней температуре (MTCVD) слой Ti(C,N) со столбчатой структурой, который на передней поверхности режущего инструмента вдоль прямой линии в направлении, параллельном поверхности подложки в центральном положении между самой нижней и самой верхней поверхностью раздела в поперечном сечении с нормалью к поверхности, перпендикулярной нормали к поверхности подложки, имеет среднюю ширину зерна 0,05-0,4 мкм, при этом атомное отношение углерода к сумме углерода и азота (С/(C+N)), содержащихся в упомянутом MTCVD слое Ti(C,N), составляет 0,50-0,65, которое измерено с помощью электронно-микрозондового анализа в 10 местах, расположенных друг от друга на расстоянии 50 мкм вдоль упомянутой прямой линии.
2. Режущий инструмент с покрытием по п. 1, в котором средняя ширина зерна составляет 0,1-0,2 мкм.
3. Режущий инструмент с покрытием по п. 1 или 2, в котором отношение С/(C+N) составляет 0, 56-0,60.
4. Режущий инструмент с покрытием по п. 1, в котором упомянутый MTCVD слой Ti(C,N) имеет рентгенодифрактограмму, измеренную с использованием излучения Cu-Kα, в которой текстурные коэффициенты TC(hkl) определены как

где I(hkl) = измеренная интенсивность (hkl) отражения,
I0(hkl) = стандартная интенсивность согласно ICDD, PDF карта №42-1489,
n = количество отражений, используемый в расчете,
используемыми (hkl) отражениями являются (111), (200), (220), (311), (331), (420), (422) и (511) и сумма ТС (422) и ТС(311) >5,5.
5. Режущий инструмент с покрытием по п. 1, в котором средняя толщина упомянутого MTCVD слоя Ti(C,N) со столбчатой структурой составляет 5-15 мкм.
6. Режущий инструмент с покрытием по п. 1, который дополнительно содержит слой Al2O3.
7. Режущий инструмент с покрытием по п. 6, в котором слой Al2O3 представляет собой слой α-Al2O3 со средней толщиной 2-6 мкм.
8. Режущий инструмент с покрытием по п. 6 или 7, в котором слой Ti(C,N,O) дополнительно содержит слой Ti(C,O), смежный слою Al2O3.
9. Способ изготовления режущего инструмента с покрытием по п. 1, включающий обеспечение подложки в вакуумной камере, обеспечение предшественников в упомянутой вакуумной камере, осаждение слоя Ti(C,N,O), содержащего по меньшей мере один осажденный химическим осаждением из паровой фазы при средней температуре (MTCVD) слой Ti(C,N) со столбчатой структурой на упомянутой подложке, при этом MTCVD слой Ti(C,N) со столбчатой структурой осаждают при температуре 800-850°С с использованием предшественников, содержащих по меньшей мере TiCl4, нитрил уксусной кислоты (CH3CN) или другой нитрил и H2 и с отношением Ti/CN 4-10, отражающим объемное процентное содержание TiCl4 и CH3CN или другого нитрила, подводимых в вакуумную камеру.
10. Способ по п. 9, в котором отношение Ti/CN составляет 6-7.
11. Способ по п. 9 или 10, в котором предшественники состоят из TiCl4, CH3CN и Н2.
12. Способ по п. 9, в котором газовый поток TiCl4 составляет около 2-4 об. % суммарного газового потока предшественников во время осаждения упомянутого MTCVD слоя Ti(C,N).
13. Способ по п. 9, в котором газовый поток упомянутого одного или более нитрилов составляет от 0,2 до 0,5 об. % суммарного газового потока предшественников во время осаждения упомянутого MTCVD слоя Ti(C,N).
14. Способ по п. 9, который включает осаждение слоя Ti(C,N,O), содержащего от подложки TiN, MTCVD Ti(C,N), HTCVD Ti(C,N) и Ti(C,O).
15. Способ по п. 9, который дополнительно включает осаждение слоя α-Al2O3.
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2007 |
|
RU2418882C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕГО | 1994 |
|
RU2130823C1 |
| EP 1897970 A1, 12.03.2008 | |||
| Интеграф | 1987 |
|
SU1413648A1 |
| US 2006222885 A1, 05.10.2006. | |||

