Предмет настоящего изобретения представляет собой трубчатую секцию для изоляции труб, состоящую по существу из минеральной ваты, которая содержит по меньшей мере связующее вещество и возможно также другие добавки.
Другим объектом настоящего изобретения является способ изготовления трубчатой секции из минеральной ваты для изоляции труб, при котором блок отвержденной трубчатой секции, вышедший из производственной линии и состоящий по существу из минеральной ваты, которая содержит по меньшей мере связующее вещество и возможно также другие добавки, доводят до конечной формы отрезанием его неровных концов.
Другим объектом настоящего изобретения является производственная система для изготовления трубчатой секции из минеральной ваты для изоляции труб, в которой блок отвержденной трубчатой секции, вышедший из производственной линии и состоящий по существу из минеральной ваты, которая содержит по меньшей мере связующее вещество и возможно также другие добавки, доводят до конечной формы отрезанием его неровных концов.
В этой заявке термин "мат из минеральной ваты" использован для обозначения как изготовленного традиционным способом еще неотвержденного мата из минеральной ваты, так и более тонкой секции листа/мата, полученного при отрезании от такого мата из минеральной ваты.
В настоящее время в применяемых способах изготовления блоков трубчатых секций остается много отходов материала. Наибольшее количество отходов происходит из концов блоков трубчатых секций, которые отрезают для обеспечения блоков трубчатой секции ровными концами. Это количество отходов составляет примерно 10% количества используемого сырья. Этот ненужный материал в настоящее время используют как сырье для изготовления задувной ваты и высокотемпературного кирпича, но часть этого материала также отвозят на свалку. Отходы, полученные из установок, которые производят или обрабатывают другие продукты из минеральной ваты, могут быть использованы для обеспечения достаточного количества сырья для изготовления задувной ваты и высокотемпературного кирпича. Если бы концы могли быть полностью переработаны в производстве блоков трубчатой секции, то потери материала на отходы могли быть значительно уменьшены. В то же самое время, для изготовления блоков трубчатой секции потребуется меньше сырьевой ваты.
При полной переработке отрезанных концов блоков труб в способе изготовления блоков труб также могут быть уменьшены транспортные расходы. При повторном использовании отрезанных концов в том же самом способе или процессе изготовления блоков труб отсутствует необходимость отгрузки отрезанных концов трубчатой секции или их транспортировки от места их производства до места производства других продуктов.
Задача настоящего изобретения состоит в том, чтобы устранить проблему уровня техники и обеспечить трубчатую секцию, способ ее изготовления и систему, с помощью которых отходы материала могут быть уменьшены или устранены почти полностью, или даже совсем.
Эта задача решена настоящим изобретением, обеспечивающим трубчатую секцию, отличающуюся тем, что по меньшей мере часть минеральной ваты в трубчатой секции и/или связующего вещества и/или возможных других добавок, содержащихся в составе минеральной ваты, состоит из повторно используемого материала, полученного из отходов материала, оставшихся в результате изготовления трубчатой секции.
С другой стороны, способ согласно настоящего изобретения отличается тем, что по меньшей мере часть отрезанных концов блоков трубчатых секций, наряду со всеми материалами, содержащимися в них, повторно используют по меньшей мере в одной предыдущей стадии производства упомянутых блоков трубчатой секции добавлением этого материала поверх и/или к еще неотвержденному материалу минеральной ваты.
Система согласно изобретению отличается тем, что с целью повторного использования отрезанных концов блоков трубчатой секции по меньшей мере в одной предыдущей стадии процесса производства упомянутых блоков трубчатой секции, система содержит: транспортное устройство для транспортировки отрезанных концов по меньшей мере в одну предыдущую стадию изготовления; по меньшей мере один измельчитель для измельчения отрезанных концов; по меньшей мере один измельчитель, снабженный распределителем, соединенным с ним для добавления измельченных частей поверх еще неотвержденного материала минеральной ваты и/или к нему.
В дополнение к вышесказанному, изобретение также относится к повторному использованию отходов минеральной ваты, произведенных при изготовлении трубчатой секции, в качестве сырья для предыдущей стадии упомянутого производства с целью уменьшения потребления сырья и отходов минеральной ваты.
В предпочтительном варианте выполнения трубчатой секции, согласно изобретению, повторно используемый материал состоит из отрезанных неровных концов отвержденного блока трубчатой секции, полученных из производственной линии, изготовляющей трубчатую секцию и состоящих по существу из минеральной ваты, которая содержит по меньшей мере связующее вещество, но также возможно и другие добавки, причем упомянутые концы измельчены до консистенции сыпучего материала. Доля отходов повторно используемого материала в полном материале, использованном для производства обработанной начисто трубчатой секции, составляет предпочтительно от 0% до примерно 15%, более предпочтительно примерно 5-10%.
В предпочтительном варианте выполнения способа, согласно изобретению, отрезанные концы блоков секций, наряду со всеми материалами, содержащимися в них, повторно использованы почти полностью или даже полностью. Также предпочтительно использование отрезанных концов в качестве производственного материала в более ранней производственной стадии, которая осуществлена как непрерывный процесс.
Во втором предпочтительном варианте выполнения способа; согласно изобретению, отрезанные концы возвращают в производственный процесс, измельчают и возвращают на более раннюю производственную стадию для повторного использования распределением поверх и/или добавлением к еще отвержденному материалу минеральной ваты, содержащему связующее вещество. Это также может быть выполнено в форме непрерывного процесса. Также предпочтительно, чтобы еще неотвержденный материал минеральной ваты имел форму мата из минеральной ваты или, альтернативно, также предпочтительно, чтобы еще неотвержденный материал минеральной ваты состоял из измельченной ваты - это применимо в случае изготовления трубчатой секции в пространстве между внутренним сердечником и внешней формой. В случае, когда используемая неотвержденная минеральная вата содержит мат из минеральной ваты, предпочтительно измельченные отрезанные концы распределяют поверх упомянутого минерального мата до намотки его вокруг сердечника и обработки по существу в форме трубчатой секции. Измельченные отрезанные концы предпочтительно распределяют поверх упомянутого мата из минеральной ваты по существу по всей его ширине способом, при котором измельченные отрезанные концы вообще не попадают на передний и задний края мата. С целью фиксации измельченного материала минеральной ваты на мате после его намотки, предпочтительно прижимают измельченный материал минеральной ваты, например, прижимным валком к мату из минеральной ваты перед намоткой. Отрезанные концы измельчают до размера предпочтительно примерно 3-15 мм. Измельчение предпочтительно выполняют разделением вторичного материала сначала на крупные части с последующим разделением на более мелкие части. Измельчение на более мелкие части предпочтительно может быть выполнено в смежной операции с распределением повторно используемого материала поверх еще неотвержденного материала минеральной ваты и/или с добавлением к еще неотвержденному материалу минеральной ваты. Пожаробезопасность трубчатой секции может быть повышена использованием добавок в форме антипирена. Также предпочтительно в дополнение к пригодным для повторного использования материалам могут быть использованы другие добавки и/или антипирен, обеспеченные извне процесса производства трубчатой секции, либо отдельно, в композиции, либо в смеси с измельченными концами для повторного использования. Примерами добавок, используемых в качестве антипирена, могут быть гипс, гашеная известь, углекислый кальций, полугидрат сернокислого кальция, доломит, гидроокись алюминия, сернокислый алюминий, гидроокись магния, углекислый магний, монтмориллонит, бентонит. Примерами добавок, используемых в качестве антипирена, которые расширяются при высокой температуре, могут быть вермикулит, перлит, пемза, а также различные сорта вспучивающейся глины.
Система, согласно изобретению, в предпочтительном варианте ее выполнения, обеспечена измельчителем, который состоит из грубого измельчителя и тонкого измельчителя. В системе, согласно изобретению, транспортное устройство предпочтительно может быть ленточным конвейером или пневмоконвейером.
В другом предпочтительном варианте выполнения системы, согласно изобретению, упомянутый еще неотвержденный материал минеральной ваты находится в форме мата, при этом распределитель расположен над еще неотвержденным матом из минеральной ваты, и ниже распределителя по ходу движения мата расположен нажимной валок для прижима материала по всей длине мата до фиксирующего контакта с поверхностью мата с целью удержания на нем вторичного материала при намотке мата вокруг сердечника в процессе формирования секции.
Далее изобретение будет описано более подробно со ссылкой на сопровождающие чертежи, на которых:
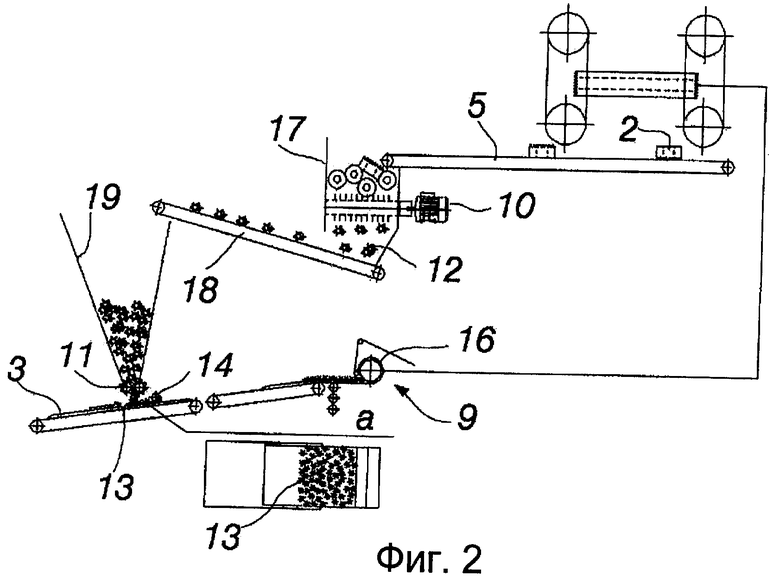
Фиг.1 показывает схему одной системы, осуществляющей способ согласно изобретению, и
Фиг.2 показывает схему другой системы, осуществляющей способ согласно изобретению.
В решениях, показанных здесь на примерах, используемый мат из минеральной ваты содержит более тонкий мат (3), полученный отрезанием от изготовленного традиционным способом и еще неотвержденного мата из минеральной ваты, вышедшего непосредственно из основной производственной линии и содержащий связующее вещество и антипирен.
В системе, показанной на фиг.1, блоки 1 трубчатой секции доводят до конечной их формы отрезанием их неровных концов 2 на завершающей стадии производства блоков 1 трубчатой секции с помощью режущих инструментов 4а и 4b.
Отрезанные концы 2 транспортируют ленточными конвейерами 5, 6 в бункер 7, который приспособлен выше ленточного конвейера 8, транспортирующего еще неотвержденный мат 3 из минеральной ваты к операции 9 намотки мата 3 из минеральной ваты. Бункер 7 выполнен в форме воронки и содержит как грубый измельчитель 10 для грубого измельчения отрезанных концов, так и комбинированный тонкий измельчитель/распределитель 11 для тонкого измельчения грубо измельченного материала 12 и его распределения поверх мата 3 из минеральной ваты, проходящего под тонким измельчителем/распределителем 11.
Тонкий измельчитель/распределитель 11 своим побочным действием распределяет тонко измельченный материал 13 по мату 3. Это также проиллюстрировано на виде «а» покрытого мата из фиг.1, где мат показан сверху. Измельченный материал 13, распределенный по мату 3, затем прижимают нажимным валком 14, расположенным на ленточном конвейере 8, до фиксирующего контакта с поверхностью мата 3. Мат 3, покрытый измельченным материалом, транспортируют дальше вторым ленточным конвейером 15 к операции 9 намотки вокруг сердечника 16, и изготовление блока 1 из секции минеральной ваты отсюда продолжают далее обычным способом.
На фиг.2 показан другой пример практического применения настоящего изобретения, в котором процесс идентичен показанному на фиг.1, за исключением того, что в этом случае грубый измельчитель 10 не расположен в бункере для отрезанных концов 2, как в примере на фиг.1, но расположен как отдельный узел в нижнем конце бункера 17 непосредственно у конца ленточного конвейера 5, транспортирующего отрезанные концы 2.
Материал 12, измельченный грубым измельчителем 10, падает на второй ленточный конвейер 18, который транспортирует грубо измельченный материал 12 в бункер 19. Направленный вниз 14 воронкообразный бункер 19 имеет нижний конец, снабженный комбинированным тонким измельчителем/распределителем 11 для распределения измельченного материала поверх мата 3 из минеральной ваты. С этого места процесс дальнейшего изготовления блока 1 трубчатой секции совпадает с решением, показанным на фиг.1.
В практических примерах, показанных на фиг.1 и 2, измельченный материал распределяют по мату 3 из минеральной ваты равномерно по всей его ширине, но без наложения материала на передний и задний края мата 3. Это обеспечивает хорошие внутреннюю и внешнюю поверхности блока трубчатой секции, и добавленная вата остается невидимой между намотанными сверху слоями. Эти частицы должны быть слегка прижаты к мату 3 из минеральной ваты, поскольку в противном случае эти частицы не зафиксируются на поверхности мата 3 в процессе намотки.
Количество сырья может быть уменьшено настолько, насколько увеличено количество измельченного материала. Часть измельченного материала, иными словами отрезанные концы 2, составляет примерно 15% потребленного сырья. Настоящее изобретение обеспечивает возможность создания такой промышленной установки для изготовления блоков трубчатой секции, которая вообще не производит отходов ваты.
Изобретение относится к способу изготовления трубчатой секции для изоляции труб, состоящей из минеральной ваты, связующего вещества и других добавок, а также к системе для ее изготовления. Согласно способу, блок (1) отвержденной трубчатой секции, вышедший из производственной линии доводят до его конечной формы отрезанием его неровных концов. По меньшей мере часть отрезанных концов (2) блоков (1) трубчатой секции измельчают на частицы и вместе со всеми содержащимися в них материалами повторно используют на по меньшей мере одной более ранней стадии производства трубчатой секции. Отрезанные и измельченные концы (13) равномерно распределяют поверх содержащего связующее вещество еще неотвержденного мата (3) из минеральной ваты по всей ширине до его намотки вокруг сердечника (16) и формования из него трубчатой секции, причем таким образом, что измельченные отрезанные концы (13) не попадают на передний и задний края мата (3). Система содержит по меньшей мере измельчитель (10) для измельчения отрезанных концов (12), измельчитель (11), имеющий распределитель для распределения измельченных отрезанных концов (13), транспортное устройство (5, 6) для транспортировки отрезанных концов (2) к предыдущей стадии изготовления. 2 н. и 11 з.п. ф-лы, 2 ил.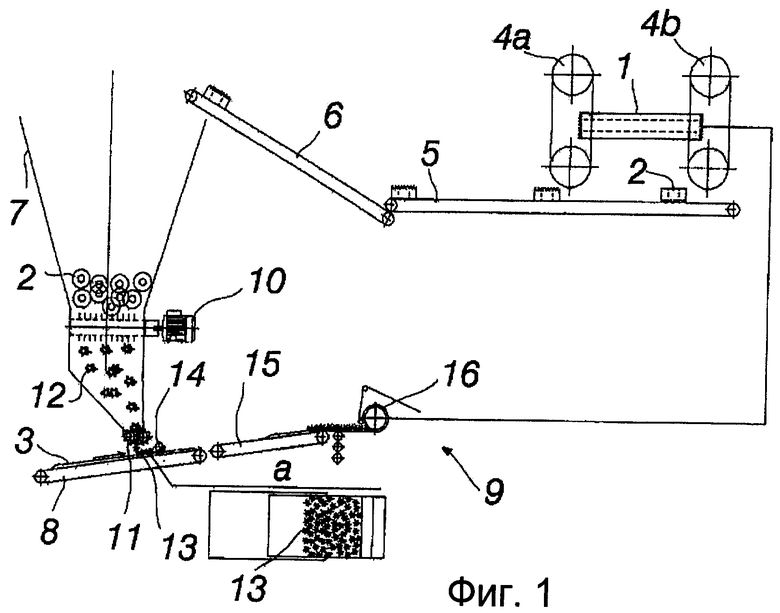
1. Способ производства трубчатой секции из минеральной ваты для изоляции труб, при котором блок (1) отвержденной трубчатой секции, вышедший из производственной линии и состоящий, по существу, из минеральной ваты, которая содержит по меньшей мере связующее вещество и возможно также другие добавки, доводят до его конечной формы отрезанием его неровных концов, отличающийся тем, что по меньшей мере часть отрезанных концов (2) блоков (1) трубчатой секции возвращают в производственный процесс, измельчают на частицы, возвращают на более раннюю производственную стадию и вместе со всеми содержащимися в них материалами повторно используют на по меньшей мере одной более ранней стадии производства трубчатой секции нанесением поверх содержащего связующее вещество еще неотвержденного материала (3) минеральной ваты, распределяя отрезанные и измельченные концы (13) по указанному мату (3) минеральной ваты в виде равномерного слоя, по существу, по всей ширине, до его намотки вокруг сердечника (16) и формования из него, по существу, секции, причем таким образом, что измельченные отрезанные концы (13) не попадают на передний и задний края мата (3).
2. Способ по п.1, отличающийся тем, что отрезанные концы (2) блоков (1) секций наряду со всеми материалами, содержащимися в них, повторно используют почти полностью или полностью.
3. Способ по п.1 или 2, отличающийся тем, что использование отрезанных концов (2) в качестве производственного материала для более ранней производственной стадии осуществляют в форме непрерывного процесса.
4. Способ по п.1 или 2, отличающийся тем, что измельченную минеральную вату (13) прижимают до фиксирующего контакта к мату (3) из минеральной ваты до операции намотки (9).
5. Способ по п.1 или 2, отличающийся тем, что отрезанные концы (2) измельчают до частиц (13) размером предпочтительно примерно 3-15 мм.
6. Способ по п.1 или 2, отличающийся тем, что отрезанные концы (2) измельчают сначала до крупных частиц (12) и затем до более мелких частиц (13).
7. Способ по п.6, отличающийся тем, что измельчение до более мелких частиц (13) выполняют в смежной операции с распределением повторно используемого материала поверх неотвержденного материала (3) минеральной ваты.
8. Способ по п.1 или 2, отличающийся тем, что в трубчатую секцию добавляют антипирен.
9. Способ по п.1 или 2, отличающийся тем, что в дополнение к пригодным для повторного использования материалам другие добавки и/или антипирены добавляют извне производственного процесса изготовления трубчатой секции отдельно, в композиции или в смеси с измельченными концами (13) с целью повторного использования.
10. Система для производства трубчатой секции из минеральной ваты для изоляции труб, в которой блок (1) отвержденной трубчатой секции, вышедший из производственной линии и состоящий, по существу, из минеральной ваты, которая содержит по меньшей мере связующее вещество и возможно также другие добавки, доводят до его конечной формы отрезанием его неровных концов (2), отличающаяся тем, что, с целью повторного использования отрезанных концов (2) блоков (1) трубчатой секции по меньшей мере в одной предыдущей стадии производства упомянутых блоков (1) трубчатой секции, система содержит: транспортное устройство (5, 6; 5, 18) для транспортировки отрезанных концов (2) по меньшей мере к одной предыдущей стадии изготовления; по меньшей мере один измельчитель (10, 11) для измельчения отрезанных концов до частиц (12, 13); по меньшей мере один измельчитель (11), имеющий распределитель (11), предназначенный в соединении с ним для распределения измельченных частиц (12, 13) равномерным слоем поверх еще неотвержденного материала (3) минеральной ваты, по существу, по всей ширине, до его намотки вокруг сердечника (16) и формования из него, по существу, секции, причем таким образом, что измельченные отрезанные концы (13) не попадают на передний и задний края мата (3).
11. Система по п.10, отличающаяся тем, что измельчитель в этой системе состоит из грубого измельчителя (10) и тонкого измельчителя (11).
12. Система по п.10 или 11, отличающаяся тем, что транспортное устройство представляет собой ленточный конвейер (5, 6; 5, 18) или пневмоконвейер.
13. Система по п.10 или 11, отличающаяся тем, что распределитель (11) расположен над еще неотвержденным матом (3) из материала минеральной ваты и ниже распределителя (11) в направлении транспортировки мата расположен нажимной валок (14) для прижима материала (13), распределенного по мату (3), до фиксирующего контакта с поверхностью мата (3) с целью его удержания на мате при намотке мата (3) вокруг сердечника (16) в фактическом процессе (9) формирования секции.
| Способ изготовления цилиндрических оболочек из волокнистого материала и установка для его осуществления | 1975 |
|
SU727122A3 |
| US 4950444 A, 21.08.1990 | |||
| WO 9856723 A1, 17.12.1998 | |||
| US 2925117 A, 16.02.1960 | |||
| US 3642554 A, 15.02.1972 | |||
| DE 4122334 A1, 07.01.1993 | |||
| US 4396561 A, 02.08.1983. | |||

