Изобретение в целом относится к области производства изолирующих продуктов из минерального волокна и в особенности кольцевых изолирующих покрытий из минерального волокна. Кольцевые изолирующие покрытия из минерального волокна, как и другие продукты из минерального волокна, такие как маты, пластины или средства для заделки, могут использоваться для тепловой изоляции, изоляции огня, защиты от огня, уменьшения шумности, регулирования шумов, в качестве среды для выращивания растений и т.д. Продукты из минерального волокна и покрытия из минерального волокна изготовлены из минеральных волокон, которые содержат волокна, также известные как синтетическое стекловидное волокно (MMVF), такое как волокнистая минеральная вата, стекловолокно, шламовая вата и т.д. Более точно, настоящее изобретение относится к новому способу производства кольцевого изолирующего покрытия из минерального волокна, который имеет преимущества по сравнению с известными способами производства кольцевого изолирующего покрытия из минерального волокна и, кроме того, обеспечивает возможность производства кольцевых изолирующих покрытий из минерального волокна с хорошими характеристиками, относящимися к хорошим теплоизолирующим качествам и механическим характеристикам, таким как коэффициент упругости и прочности, малый вес, уменьшенное содержание соединительных элементов и высокая степень однородности.
Кольцевые изолирующие покрытия из минерального волокна до сих пор обычно производились сложным и длительным способом, включающим производство нетканого полотна из минерального волокна, имеющего невулканизированный связующий агент (элемент), помещение нетканого полотна из минерального волокна, включающего невулканизированные связующие агенты (элементы), в литейный узел, в котором литейные устройства могут двигаться от открытого положения в закрытое положение, причем в указанном открытом положении нетканое полотно из минерального волокна или его сегмент помещается между противоположными литейными устройствами, которые после этого движутся в закрытое положение, в котором кольцевая конфигурация кольцевого изолирующего покрытия из минерального волокна, которая должна получаться в литейном узле, формируется между литейными устройствами, нагревание литейных устройств для вулканизации ранее невулканизированных связующих агентов (элементов) и одновременной отливки кольцевого изолирующего покрытия из минерального волокна, отделение литейных устройств друг от друга и извлечение кольцевого изолирующего покрытия из минерального волокна из литейного узла с одновременным охлаждением литейных устройств, после чего весь процесс поэтапно повторяется. Будет легко понять, что способ производства кольцевых изолирующих покрытий из минерального волокна, включающий применение литейных узлов, малопроизводителен, требует больших временных и материальных затрат по сравнению с непрерывными и высокопроизводительными способами производства нетканых полотен из минерального волокна в ходе поточного производства.
Кольцевые изолирующие покрытия из минерального волокна показали себя наиболее предпочтительными во многих вариантах применения для теплоизоляции охлаждаемых или нагреваемых труб и трубопроводов, таких как трубы для подачи холодной или горячей воды, распределительные трубы в рефрижераторных или охлаждающих устройствах, через которые передается охлаждение, и трубы для транспортировки горячей воды или пара в теплоцентралях или электростанциях и т.д.
Некоторые усовершенствования техники изоляции труб или трубопроводов были реализованы и применены в течение последних двух лет после того, как были созданы работниками компании-заявителя определенные усовершенствования кольцевых изолирующих покрытий из минерального волокна, и воплощены вo множестве изделий, прошедших испытания с точки зрения решения или устранения некоторых проблем, связанных с конденсированием воды. В этой связи обращаем внимание на опубликованные заявителем заявки N PCT/DK93/00281 и PCT/DK95/00020, а также на недавно принятую заявку США N 08/182634, которая включена в настоящее описание в качестве ссылки.
Из английского патента N 5595134 и патента США N 2350996 известны некоторые способы производства или формирования покрытий труб. Согласно техническим приемам или способам, описанным в британском и американском патентах, на которые делается ссылка, нетканому полотну из минерального волокна придается волнообразная конфигурация, при этом полотну из минерального волокна придается определенная конфигурация при помощи сжатия и профилирования литейными или формовочными элементами.
Задачей настоящего изобретения является создание нового способа производства кольцевого изолирующего покрытия из минерального волокна, который делает возможным поточное производство кольцевых изолирующих покрытий из минерального волокна, имеющих благоприятные характеристики по теплоизоляционным качествам и механическим характеристикам, которые эквивалентны или даже превосходят характеристики известных литых кольцевых изолирующих покрытий из минерального волокна.
Особо следует отметить кольцевое изолирующее покрытие из минерального волокна, соответствующее настоящему изобретению и произведенное согласно способу по настоящему изобретению, которое по сравнению с известными изолирующими покрытиями из минерального волокна имеет композитную или составную структуру, отвечающую особым требованиям с точки зрения механических характеристик и/или теплоизолирующих качеств.
Новое кольцевое изолирующее покрытие из минерального волокна по настоящему изобретению и изготовленное согласно способу по настоящему изобретению может производиться на установке поточного производства или высокопроизводительным оборудованием, делающим способ производства кольцевого изолирующего покрытия из минерального волокна или само кольцевое изолирующее покрытие из минерального волокна значительно дешевле, чем известные способы и известные кольцевые изолирующие покрытия из минерального волокна соответственно, при этом проявляются преимущества по сравнению с известными способами производства кольцевых изолирующих покрытий из минерального волокна и известными кольцевыми изолирующими покрытиями из минерального волокна соответственно, которые выражаются в однородности, механических характеристиках и теплоизолирующих качествах.
Другое преимущество настоящего изобретения относится к тому факту, что кольцевое изолирующее покрытие из минерального волокна, соответствующее настоящему изобретению и произведенное способом производства кольцевых изолирующих покрытий из минерального волокна, соответствующим настоящему изобретению, может быть адаптировано к специфическим требованиям благодаря использованию технологии производства полотна из минерального волокна, описанной в опубликованной заявителем международной заявке на патент N PCT/DK94/00027, публикация N W094/16162, в заявке N PCT/DK00028, публикация N WO 94/16163 и в заявке N PCT/DK94/00029, публикация N W094/16164, поскольку способ производства кольцевых изолирующих покрытий из минерального волокна, согласно настоящему изобретению, может включать использование любого определенного полотна из минерального волокна, имеющего определенные характеристики, или комбинации определенных полотен из минерального волокна для получения определенных комбинаций характеристик, таких как механические качества и/или теплоизолирующие свойства, при этом обеспечивая возможность изготовления кольцевых изолирующих покрытий из минерального волокна в процессе непрерывного производства.
Указанные выше цель, признак и преимущества совместно с множеством других целей, признаков и преимуществ, которые будут очевидны из приведенного ниже подробного описания, соответствуют аспектам настоящего изобретения, полученным при помощи способа, соответствующего настоящему изобретению и содержащему следующие операции:
а) производство первого нетканого полотна из минерального волокна, определяющего продольное и поперечное направление, параллельное первому нетканому полотну из минерального волокна,
b) перемещение первого нетканого полотна из минерального волокна в продольном направлении,
c) изгибание первого нетканого полотна из минерального волокна поперек продольного направления и параллельно поперечному направлению путем замедления движения первого нетканого полотна из минерального волокна так, чтобы получить незакрепленное второе нетканое полотно из минерального волокна, содержащее волнообразные изгибы, включающие два ряда вершин волн, выступающих в противоположных направлениях относительно друг друга и относительно плоскости раздела, параллельной продольному и поперечному направлениям,
d) отделения двух рядов вершин волн друг от друга и от второго нетканого полотна из минерального волокна вдоль плоскости раздела так, чтобы образовать два ряда изогнутых половин покрытий, и
e) составления двух половин покрытия двух рядов изогнутых половин покрытия для получения кольцевого изолирующего покрытия из минерального волокна.
В соответствии со способом, согласно настоящему изобретению, кольцевое изолирующее покрытие из минерального волокна производится из рядов волн, сделанных из вулканизированного или невулканизированного нетканого полотна из минерального волокна, которые отделены друг от друга и отделены от волнообразного вулканизированного или невулканизированного нетканого полотна из минерального волокна так, что отдельные волны составляют половины покрытия, которые комбинируются в единое кольцевое изолирующее покрытие из минерального волокна, содержащее две отдельные половины покрытия, выполненные из волн волнообразного вулканизированного или невулканизированного нетканого полотна из минерального волокна.
В настоящем контексте термин "изгиб" является общим термином, который должен толковаться как не ограниченный определенной операцией или изгибанием нетканого полотна из минерального волокна, а как общий термин, включающий любую технику или комбинацию технических приемов, включающую одну операцию или множество операций, изменяющих общую конфигурацию первичного нетканого полотна из минерального волокна, которое изгибается от конфигурации полотна, определяющего продольное и поперечное направления, в волнообразную конфигурацию. Изгибание, как было отмечено, содержит одну или ряд операций и может включать, например, продольное сжатие одной операцией или множеством операций и технических приемов, содержащих механическое направление хода нетканого полотна из минерального волокна для осуществления изгибания, и/или продольного сжатия первичного нетканого полотна из минерального волокна, которое должно быть изогнуто, для образования волн, включающих два ряда вершин волн, из которых изготовляются половины покрытий в соответствии с настоящим изобретением. В соответствии с конкретной отличительной особенностью техники изгибания, применяемой в соответствии с настоящим изобретением, изгибание неизогнутого нетканого полотна из минерального волокна для получения изогнутого нетканого полотна из минерального волокна производится благодаря замедлению движения первоначально неизогнутого нетканого полотна из минерального волокна, что отличает любой технический прием, включающий формовочные элементы, которые удерживают изогнутое нетканое полотно из минерального волокна в предопределенной изогнутой конфигурации, когда согласно способу, соответствующему настоящему изобретению, изогнутое нетканое полотно из минерального волокна преобразуется в незакрепленное изогнутое нетканое полотно из минерального волокна.
Обеспечивается изгибание первого нетканого полотна из минерального волокна с высокоточным образованием наружной и внутренней поверхностей волн, соответствующих предопределенной конфигурации наружной и внутренней поверхностей кольцевого изолирующего покрытия из минерального волокна соответственно, причем способ, соответствующий настоящему изобретению, обеспечивает легкое получение рядов волн, из которых легко производятся половины покрытий и кольцевые изолирующие покрытия из минерального волокна.
В большинстве случаев кольцевое изолирующее покрытие из минерального волокна имеет коаксиальную структуру, и наружная и внутренняя поверхности кольцевого изолирующего покрытия из минерального волокна, следовательно, имеют круглую цилиндрическую конфигурацию. В соответствии с некоторыми требованиями и вариантами применения кольцевое изолирующее покрытие из минерального волокна может производиться с несоосными внутренней и наружной поверхностями и даже с внутренней и наружной поверхностями, отличающимися от круглых цилиндрических поверхностей, такими как эллиптические цилиндрические поверхности, поверхности, содержащие или составленные из сегментов поверхностей различной геометрической конфигурации, таких как сегменты поверхностей, образованные параболами, гиперболами и т.д. Предполагается, что кольцевое изолирующее покрытие из минерального волокна может производиться согласно способу, соответствующему настоящему изобретению, с любой специфической конфигурацией наружной и внутренней поверхности, поскольку изгибание в ходе операции (с) первого нетканого полотна из минерального волокна может выполняться так, чтобы получать два ряда вершин волн второго нетканого полотна из минерального волокна, образующего наружные изогнутые поверхности со специфическими конфигурациями, и/или изгибание в ходе операции (с) первого нетканого полотна из минерального волокна выполняется так, чтобы производить два ряда вершин волн второго нетканого полотна из минерального волокна, образующего внутренние изогнутые поверхности со специфическими конфигурациями.
Обычно кольцевое изолирующее покрытие из минерального волокна производится с круглыми цилиндрическими наружной и внутренней поверхностями, и специфические конфигурации наружных изогнутых поверхностей двух рядов вершин волн и специфические конфигурации внутренних изогнутых поверхностей двух рядов вершин волн, следовательно, предпочтительно составляют сегменты круглых цилиндрических поверхностей.
Волны второго нетканого полотна из минерального волокна, произведенные в ходе операции (с), не вполне соответствуют предопределенным конфигурациям наружной и внутренней поверхностей кольцевого изолирующего покрытия из минерального волокна, и способ, соответствующий настоящему изобретению, может также содержать промежуточную операцию, предшествующую операции (e) механической обработки половин покрытий, произведенных в ходе операции (d), для производства половин покрытий, имеющих наружную поверхность со специфической конфигурацией поверхности, предпочтительно круглую цилиндрическую поверхность.
Подобным образом способ, соответствующий настоящему изобретению, может содержать промежуточную операцию, предшествующую операции (e) механической обработки указанных половин покрытий, произведенных в соответствии с операцией (d), для производства половин покрытий, имеющих внутреннюю поверхность со специфической конфигурацией поверхности, предпочтительно круглую цилиндрическую поверхность.
В альтернативном варианте внутренняя поверхность половин покрытий может быть обработана для получения различных конфигураций, таких как конфигурация, имеющая простирающиеся в осевом направлении пазы, поскольку способ, соответствующий настоящему изобретению, может содержать промежуточную операцию, предшествующую операции (e) механической обработки половин покрытий, произведенных в ходе операции (d), имеющих внутреннюю поверхность, имеющую простирающиеся в осевом направлении пазы, вдавленные в материал половин покрытий. Благодаря выполнению простирующихся в осевом направлении пазов, вдавленных в материал половин покрытий, половины покрытий и, следовательно, кольцевое изолирующее покрытие из минерального волокна, составленное из двух половин покрытия, может содержать в себе трубы с различным или изменяющимся диаметром.
Способ производства кольцевого изолирующего покрытия из минерального волокна также предпочтительно содержит операции включения невулканизированного, однако вулканизируемого связующего агента (элемента) в первичное или первое нетканое полотно из минерального волокна, из которого производится кольцевое изолирующее покрытие из минерального волокна, и операцию вулканизации невулканизированного, однако вулканизируемого связующего элемента для затвердевания вулканизированного продукта. В соответствии с настоящим изобретением операция (с) изгибания первого нетканого полотна из минерального волокна для получения второго нетканого полотна из минерального волокна может включать завершающую операцию вулканизации наружной поверхности или наружных поверхностей второго нетканого полотна из минерального волокна путем обработки наружной поверхности или наружных поверхностей второго полотна из минерального волокна струями горячего воздуха или потоками горячего воздуха для получения вулканизированной наружной оболочки или вулканизированных наружных оболочек наружной поверхности или наружных поверхностей второго нетканого полотна из минерального волокна, которые увеличивают жесткость или самонесущую способность второго нетканого полотна из минерального волокна, которое движется для дальнейшей обработки в незакрепленном состоянии.
Согласно трем разным способам вулканизации способ, соответствующий настоящему изобретению согласно первому альтернативному варианту, содержит первоначальную операцию производства нетканого полотна из минерального волокна, содержащего невулканизированный, однако вулканизируемый связующий элемент, и промежуточную операцию вулканизации второго нетканого полотна из минерального волокна до отделения двух рядов вершин волн друг от друга и от второго нетканого полотна из минерального волокна в ходе операции (d); согласно второму альтернативному варианту содержит первоначальную операцию производства первого нетканого полотна из минерального волокна, содержащего невулканизированный, однако вулканизируемый связующий элемент, и промежуточную операцию вулканизации двух рядов вулканизированных половин покрытий, произведенных в ходе операции (d), до составления двух половин покрытий двух рядов изогнутых половин покрытий в кольцевое изолирующее покрытие из минерального волокна в ходе операции (e); и согласно третьему альтернативному варианту содержит первоначальную операцию производства первого нетканого полотна из минерального волокна, содержащего невулканизированный, однако вулканизируемый связующий элемент, и завершающую операцию вулканизации кольцевого изолирующего покрытия из минерального волокна, произведенного в ходе операции (e).
Нетканое полотно из минерального волокна, из которого производится благодаря изгибанию второе нетканое полотно из минерального волокна, для получения двух рядов вершин волн, может представлять собой любое пригодное нетканое полотно из минерального волокна и, кроме того, комбинации нетканых полотен из минерального волокна для получения однослойных или многослойных структур, проявляющих специфические характеристики, относящиеся к механическим качествам и/или теплоизолирующим свойствам, определяемым первичным нетканым полотном из минерального волокна или первичными неткаными полотнами из минерального волокна, из которых второе полотно из минерального волокна производится путем изгибания.
В соответствии с первым вариантом воплощения способа согласно настоящему изобретению первое нетканое полотно из минерального волокна, производимое в ходе операции (а), получают с расположением минеральных волокон предпочтительно в целом в продольном направлении.
В соответствии со вторым вариантом воплощения способа согласно настоящему изобретению первое нетканое полотно из минерального волокна, производимое в ходе операции (а), получают с расположением минеральных волокон предпочтительно в целом в поперечном направлении.
Полученное первое нетканое полотно из минерального волокна составляет полотно из минерального волокна, содержащее минеральные волокна, предпочтительно расположенные в целом в поперечном направлении. Первое нетканое полотно из минерального волокна может предпочтительно производиться из основного нетканого полотна из минерального волокна, содержащего минеральные волокна, расположенные в целом в продольном направлении путем расположения основного нетканого полотна из минерального волокна в виде перекрывающих слоев.
Расположение основного нетканого полотна из минерального волокна в виде перекрывающих слоев может осуществляться с любой пригодной ориентацией, однако предпочтительно, чтобы основное нетканое полотно из минерального волокна располагалось с перекрытием в целом в поперечном направлении для получения первого нетканого полотна из минерального волокна, содержащего минеральные волокна, предпочтительно расположенные в целом в поперечном направлении.
Во-первых, нетканое полотно из минерального волокна, из которого производится кольцевое изолирующее покрытие из минерального волокна согласно способу, соответствующему настоящему изобретению, в альтернативном варианте и преимущественно может быть составлено из полотна из минерального волокна различной конфигурации, покрытого в соответствии с заявкой того же заявителя N PCT/DK94/00264 и содержащего минеральные волокна, предпочтительно расположенные в целом поперек друг друга и в целом под углом к продольному направлению и поперечному направлению.
Должно быть понятно, что в настоящем контексте направление, обозначенное как направление, поперечное относительно определенного эталонного направления, определяет угловое соотношение между направлением, о котором идет речь, и эталонным направлением. Более конкретно, в настоящем контексте поперечное соотношение между любыми двумя направлениями означает, что угол ограничен направлениями, о которых идет речь, и этот угол больше 0o и меньше 90o. Таким образом, в настоящем тексте угловое направление означает направление, отличающееся от продольного или поперечного направления, то есть промежуточное направление относительно продольного или поперечного направления, составляющего эталонное направление, о котором идет речь.
В соответствии с предпочтительным способом производства первого нетканого полотна из минерального волокна, содержащего минеральные волокна, предпочтительно расположенные в целом под углом друг к другу и в целом под углом к продольному направлению и под углом к поперечному направлению, первое нетканое полотно из минерального волокна производится из основного нетканого полотна из минерального волокна, содержащего минеральные волокна, предпочтительно расположенные в целом в продольном направлении путем расположения сегментов основного нетканого полотна из минерального волокна с частичным взаимным перекрытием и под углом к продольному направлению и к поперечному направлению так, чтобы образовать сегментное нетканое полотно из минерального волокна, содержащее минеральные волокна, предпочтительно расположенные в целом под углом к продольному направлению и поперечному направлению и в целом под углом друг к другу, и изгибание сегментного нетканого полотна из минерального волокна поперек продольного направления и параллельно поперечному направлению так, чтобы производить нетканое полотно из минерального волокна, содержащее минеральные волокна, предпочтительно расположенные в целом под углом друг к другу и в целом под углом к продольному направлению и к поперечному направлению.
Как отмечалось выше, первое нетканое полотно из минерального волокна, из которого производится кольцевое изолирующее покрытие из минерального волокна согласно способу, соответствующему настоящему изобретению, может составлять единое полотно из минерального волокна или может быть составлено из множества отдельных нетканых полотен из минерального волокна, расположенных в многослойной конфигурации. Отдельные нетканые полотна из минерального волокна многослойной конфигурации, кроме того, могут иметь одинаковую структуру или различную структуру и/или отдельные полотна из минерального волокна могут иметь одинаковую плотность или различные плотности, и отдельные нетканые полотна из минерального волокна могут производиться в соответствии с любым из описанных выше способов производства нетканых полотен из минерального волокна, содержащих минеральные волокна, предпочтительно расположенные вдоль определенных направлений и, следовательно, проявляющих определенные характеристики, относящиеся к механическим качествам и теплоизолирующим свойствам.
Для модификации или усовершенствования определенных характеристик конечного продукта, то есть кольцевого изолирующего покрытия из минерального волокна, первое нетканое полотно из минерального волокна, из которого производится кольцевое изолирующее покрытие из минерального волокна согласно способу, соответствующему настоящему изобретению, может подвергаться специальной обработке, такой как гомогенизация и сжатие. Согласно альтернативным вариантам способа, соответствующего настоящему изобретению, способ, кроме того, содержащий дополнительную операцию сжатия по вертикали первого нетканого полотна из минерального волокна, произведенного в ходе операции (а), дополнительно или в качестве альтернативы содержит дополнительную операцию продольного сжатия первого нетканого полотна из минерального волокна, произведенного в ходе операции (а), и дополнительно или в качестве альтернативы содержит дополнительную операцию поперечного сжатия нетканого полотна из минерального волокна, произведенного в ходе операции (а).
Было уяснено, что дополнительная операция сжатия по вертикали первого нетканого полотна из минерального волокна до изгибания первого нетканого полотна из минерального волокна для производства второго нетканого полотна из минерального волокна в значительной степени облегчает изгибание первого нетканого полотна из минерального волокна, устраняя риск того, что при изгибании первое нетканое полотно из минерального волокна может потрескаться в ходе операции изгибания первого нетканого полотна из минерального волокна. Сжатие по вертикали первого нетканого полотна из минеральной ткани, которое должно изгибаться в ходе операции (с), если можно так выразиться, "ломает хребет" первичного или первого полотна из минерального волокна и увеличивает гибкость первого нетканого полотна из минерального волокна, таким образом, облегчая изгибание первого нетканого полотна из минерального волокна.
Согласно другому альтернативному варианту способа, соответствующего настоящему изобретению, крайняя часть первого нетканого полотна из минерального волокна, произведенного в ходе операции (а), может сжиматься в поперечном направлении в ходе дополнительной операции для увеличения механической прочности соответствующей крайней части двух рядов изогнутых половин покрытий и, следовательно, кольцевого изолирующего покрытия из минерального волокна, поскольку поперечное сжатие крайней части повышает механическую целостность части конечного продукта, образующейся из крайней части.
В отличие от комбинирования идентичных или различных полотен из минерального волокна в композитное первое нетканое полотно из минерального волокна, из которого производится кольцевое изолирующее покрытие из минерального волокна согласно способу, соответствующему настоящему изобретению, кольцевое изолирующее покрытие из минерального волокна может, кроме того, производиться как единое целое, и содержать покрытия или оболочки, поскольку способ, соответствующий настоящему изобретению, может, кроме того, включать промежуточную операцию нанесения поверхностного покрытия на одну или обе стороны первого нетканого полотна из минерального волокна, произведенного в ходе операции (а) до изгибания первого нетканого полотна из минерального волокна в ходе операции (с). Покрытие могут составлять фольга или такое покрытие, как нетканый холст или алюминиевая фольга, и фольга или покрытие могут зависеть от того, вулканизировано или невулканизировано первое нетканое полотно из минерального волокна, поскольку покрытие, наносимое на одну или обе стороны первого нетканого полотна из минерального волокна, составляет неустойчивую к теплу или теплостойкую фольгу, или покрытие. Примерами неустойчивых к теплу пленок или покрытий являются пластмассовые пленки, такие как тканые или нетканые волокнистые пластмассовые пленки, сплошные пластмассовые пленки, например, пленки из полиэтилена, полихлорвинила или полипропилена, или текстильные волокнистые пленки, например, пленки на основе хлопковых или древесных волокон.
Согласно альтернативному варианту способа, соответствующего настоящему изобретению, способ также содержит операцию нанесения наружного покрытия на кольцевое изолирующее покрытие из минерального волокна, которое может представлять собой неустойчивое к теплу или теплостойкое покрытие, такие как пластмассовая пленка или алюминиевая фольга соответственно или комбинации указанных выше покрытий или пленок. Кроме того, в альтернативном варианте на наружную поверхность кольцевого изолирующего покрытия из минерального волокна может наноситься покрытие из краски.
Способ производства кольцевых изолирующих покрытий из минерального волокна, соответствующий настоящему изобретению, может использоваться для производства кольцевых изолирующих покрытий из минерального волокна, которые могут применяться в областях теплоизоляции, изоляции огня, защиты от огня, уменьшения шумов, регулирования шумов, создания среды для выращивания растений и т.д. В зависимости от реального варианта применения кольцевого изолирующего покрытия из минерального волокна, произведенного согласно способу, соответствующему настоящему изобретению, в продукт могут вводиться некоторые добавки перед вулканизацией связующего элемента или после вулканизации связующего элемента, причем добавки могут содержать водоотталкивающие элементы или элементы с активной поверхностью. Способы производства полотен из минерального волокна, включающих водоотталкивающие элементы и элементы с активной поверхностью описаны в датской заявке N 0845/94, опубликованной 22 июня 1994 г. Способ производства кольцевых изолирующих покрытий из минерального волокна, соответствующий настоящему изобретенью, может также содержать технологию, описанную в заявке настоящего заявителя N PCT/DK94/00406, публикация N WO 95/14135.
Указанные выше цель, признак и преимущество вместе с множеством других целей, признаков и преимуществ, которые будут очевидны из приведенного ниже подробного описания настоящего изобретения, также будут получены при помощи соответствующей изобретению установки (линии) для производства кольцевого изолирующего покрытия из минерального волокна, содержащего:
I) первое средство для производства первого нетканого полотна из минерального волокна, образующего продольное и поперечное направления, параллельные первому нетканому полотну из минерального волокна,
II) второе средство для движения первого полотна из минерального волокна в продольном направлении,
III) третье средство для изгибания первого нетканого полотна из минерального волокна поперек продольного направления и параллельно поперечному направлению путем замедления движения указанного первого нетканого полотна из минерального волокна так, чтобы производить незакрепленное второе нетканое полотно из минерального волокна, содержащее волны, включающие два ряда вершин волн, выступающих в противоположных направлениях относительно друг друга и относительно плоскости раздела, параллельной продольному и поперечному направлениям,
IV) четвертое средство для отделения двух рядов вершин волн друг от друга и от второго нетканого полотна из минерального волокна вдоль плоскости раздела так, чтобы производить два ряда изогнутых половин покрытий, и
V) пятое средство для составления двух половин покрытий двух рядов изогнутых половин покрытий для получения кольцевого изолирующего покрытия из минерального волокна.
Установка (линия), соответствующая настоящему изобретению, может содержать любой из признаков, то есть выполнять любую из указанных выше деталей, описанных со ссылкой на способ, соответствующий настоящему изобретению.
Настоящее изобретение также относится к кольцевому изолирующему покрытию из минерального волокна, демонстрирующему преимущественные механические качества и/или теплоизолирующие свойства, полученные благодаря однородности, согласованности и однообразию кольцевых изолирующих покрытий из минерального волокна, обеспечиваемых хорошо контролируемой и хорошо разработанной конфигурацией и ориентацией волокон готового кольцевого изолирующего покрытия из минерального волокна и согласованностью между ориентацией волокон конечного кольцевого изолирующего покрытия из минерального волокна и первоначального первого нетканого полотна из минерального волокна, из которого производится второе нетканое полотно из минерального волокна, благодаря изгибанию первого нетканого полотна из минерального волокна для производства двух рядов вершин волн. Таким образом, согласно другому отличительному признаку настоящего изобретения обеспечивается создание кольцевого изолирующего покрытия из минерального волокна, содержащего:
две половины покрытия из минерального волокна, содержащие минеральные волокна, связанные между собой в единую структуру благодаря затвердевшим соединительным элементам и преимущественно расположенные тангенциально относительно кольцевого покрытия, и
половины покрытий, производимые из волнообразного нетканого полотна из минерального волокна, образующего продольное и поперечное направления и включающего два ряда вершин волн, выступающих в противоположных направлениях относительно друг друга и относительно плоскости раздела, параллельной продольному и поперечному направлениям, путем отделения двух рядов вершин волн друг от друга и от волнообразного нетканого полотна из минерального волокна вдоль плоскости раздела.
Кольцевые изолирующие покрытия из минерального волокна в соответствии с различными отличительными особенностями настоящего изобретения могут также производиться согласно способу, соответствующему изобретению, и/или при помощи установки (линии), соответствующей настоящему изобретению, и включают все признаки, описанные выше со ссылками на способ, соответствующий настоящему изобретению.
В случае, когда кольцевое изолирующее покрытие из минерального волокна, соответствующее настоящему изобретению, предназначается для применения в качестве среды для выращивания растений, кольцевое изолирующее покрытие из минерального волокна предпочтительно включает поверхностный активный элемент в качестве одной из половин покрытий или предпочтительно в качестве обеих половин, вместе составляющих кольцевое изолирующее покрытие из минерального волокна, включающее поверхностный активный элемент, производящий эффект всасывания воды, который может быть благоприятным при выращивании растений. При использовании кольцевого изолирующего покрытия из минерального волокна, соответствующего настоящему изобретению, в качестве среды для выращивания растений, половины покрытий используются для взятия в кольцо растения, например, корня дерева. Кольцевое изолирующее покрытие из минерального волокна, включающее поверхностный активный элемент, может также использоваться в качестве дренажного покрытия или в альтернативном варианте при добавлении водоотталкивающего средства в кольцевое изолирующее покрытие из минерального волокна, водоотталкивающие характеристики могут давать преимущество при использовании в условиях высокой влажности и воды при обеспечении теплоизоляции, изоляции от огня, защите от огня, уменьшении шума, регулировании шума и т.д. без нарушения изолирующих качеств кольцевого изолирующего покрытия из минерального волокна из-за всасывания воды или воздействия пара или воды.
В случае применения для обеспечения среды для выращивания растений, кольцевое изолирующее покрытие из минерального волокна, согласно настоящему изобретению, может также использоваться в цилиндрических цветочных горшках, в которые кольцевое изолирующее покрытие из минерального волокна, включающее поверхностный активный элемент, вставляется, окружая кольцом корень цветка или растения, выращиваемое в цветочном горшке. Кольцевое изолирующее покрытие из минерального волокна, которое должно применяться в цветочном горшке, конечно, должно иметь в некоторой степени уменьшенную продольную протяженность по сравнению с кольцевыми изолирующими покрытиями из минерального волокна, предназначенными для использования для теплоизоляции, изоляции огня, защиты от огня, уменьшения шума, регулирования шума и т.д., поскольку кольцевые покрытия, применяемые в качестве среды для выращивания растений внутри цветочного горшка, имеют длину, то есть продольную протяженность, которая несколько меньше, чем высота цилиндрического цветочного горшка. Нужно понимать, что кольцевое изолирующее покрытие из минерального волокна, предназначенное для применения в качестве среды для выращивания, кольцом окружает корень растения или цветка, и внутренняя поверхность половин покрытий кольцевого изолирующего покрытия из минерального волокна не должна целиком и ровно подвергаться механической обработке, а должна ограничивать в известной степени мягкую, неровную внутреннюю поверхность кольцевого изолирующего покрытия, позволяющую внутренней поверхности кольцевого изолирующего покрытия вмещать корень дерева или растения, имеющий неровную конфигурацию.
Далее настоящее изобретение будет описано со ссылками на чертежи, на которых:
фиг. 1 изображает схематический вид в перспективе, иллюстрирующий первую производственную операцию изготовления базового или первичного полотна из минерального волокна из расплава, формирующего минеральное волокно;
фиг. 2 изображает схематический вид в перспективе, иллюстрирующий первую производственную операцию изготовления альтернативного варианта полотна из минерального волокна в сравнении с базовым или первичным полотном из минерального волокна, показанным на фиг. 1, из расплава, формирующего минеральное волокно;
фиг. 3 изображает схематический вид в перспективе, иллюстрирующий производственную операцию уплотнения полотна из минерального волокна;
фиг. 4 изображает схематический вид в перспективе, иллюстрирующий производственную операцию отделения поверхностного слоя полотна из минерального волокна, произведенного в соответствии с производственными операциями, показанными на фиг. 1 или 2, и (необязательно) уплотненного в соответствии с производственной операцией, показанной на фиг. 3;
фиг. 5 изображает схематический вид в перспективе, иллюстрирующий устройство для производства другого альтернативного варианта полотна из минерального волокна;
фиг. 6 изображает схематический вид в перспективе, иллюстрирующий более детально производственную операцию изготовления полотна из минерального волокна, также показанную на фиг. 5;
фиг. 7 изображает схематический вид в перспективе, подобный виду, показанному на фиг. 6, иллюстрирующий дополнительную производственную операцию изготовления полотна из изолирующего минерального волокна, показанного на фиг. 5 и 6;
фиг. 8 изображает схематический вид в перспективе, иллюстрирующий производственную установку (линию) для производства волнообразного полотна, которое дополнительно обрабатывается для изготовления кольцевых изолирующих покрытий из минерального волокна в соответствии с настоящим изобретением;
фиг. 9 и 10 изображают схематические виды в перспективе, подобные виду, показанному на фиг. 8, иллюстрирующие различные волнообразные полотна из минерального полотна, включающие минеральные волокна, предпочтительно расположенные с ориентацией, отличающейся от ориентации минеральных волокон, содержащихся в волнообразном полотне из минерального волокна, показанном на фиг. 8, и отличающейся от ориентации друг друга;
фиг. 11-13 изображают схематические виды в перспективе, подобные видам, показанным на фиг. 8-10, иллюстрирующие технические приемы производства композитных волнообразных полотен из минерального волокна, из которых изготовляются композитные кольцевые изолирующие покрытия из минерального волокна в соответствии с настоящим изобретением;
фиг. 14 изображает схематический вид в разрезе альтернативного варианта воплощения производственной установки (линии) для изготовления волнообразного полотна из минерального волокна, из которого производятся кольцевые изолирующие покрытия из минерального волокна в соответствии с настоящим изобретением;
фиг. 15 изображает схематический вид в разрезе, иллюстрирующий волнообразное полотно из минерального волокна, разрезанное на отдельные половины покрытий из минерального волокна путем резки волнообразного полотна из минерального волокна вдоль плоскости симметрии волнообразного полотна из минерального волокна;
фиг. 16 изображает схематический вид в перспективе производственной установки (линии) для вулканизации волнообразного полотна из минерального волокна, произведенного в соответствии со способом, показанным на фиг. 8-15, и для разделения вулканизированного волнообразного полотна из минерального волокна на отдельные половины покрытий, которые должны пройти дополнительную обработку для изготовления половин кольцевого изолирующего покрытия из минерального волокна в соответствии с настоящим изобретением;
фиг. 17 изображает схематический вид первого варианта обрабатывающих инструментов для преобразования половин оболочек из минерального волокна, изготовленных, как показано на фиг. 15 и 16, в половины кольцевых изолирующих покрытий из минерального волокна;
фиг. 18 и 19 изображают схематические виды в перспективе альтернативных вариантов обрабатывающих инструментов для преобразования половин оболочек из минерального волокна, изготовленных, как показано на фиг. 15 и 16, в половины кольцевых изолирующих покрытий из минерального волокна, соответствующих настоящему изобретению;
фиг. 20 изображает схематический вид в перспективе половины кольцевого изолирующего покрытия из минерального волокна, соответствующего настоящему изобретению и произведенного в соответствии с настоящим изобретением;
фиг. 21-23 изображают схематические виды в перспективе и с частичным сечением изготовленных кольцевых изолирующих покрытий из минерального волокна, включающих две отдельные кольцевые половины изолирующих покрытий из минерального волокна и наружные покрытия.
На фиг. 1 показана первая операция производства базового полотна из минерального волокна. Первая операция включает формирование минеральных волокон из расплава, образующего минеральное волокно, который изготовляется в печи 10 и подается из выпускного отверстия 12 печи 10 на все четыре быстро вращающиеся колеса 14, к которым расплав, формирующий минеральное волокно, подается в виде струи 16. При подаче струи 16 расплава, формирующего минеральное волокно, в радиальном направлении на быстро вращающиеся колеса 14 одновременно осуществляется подача струи газа в осевом направлении на быстро вращающиеся колеса 14, вызывая формирование отдельных минеральных волокон или пучков минеральных волокон, которые выбрасываются или распыляются быстро вращающимися колесами 14, как показано цифрой 18. Струя газа может представляет собой так называемую струю газа для температурной обработки, как правило, струю охлаждающего газа. Струя 18 распыляемых минеральных волокон собирается на непрерывно движущейся первой ленте 22 конвейера, формирующей базовое или первичное полотно 20 из минерального волокна. В первичное полотно 20 из минерального волокна добавляется подвергающийся горячей вулканизации связующий элемент либо непосредственно в полотно 20, либо в ходе операции выброса минеральных волокон с быстро вращающихся колес 14, то есть в ходе операции формирования отдельных минеральных волокон. Как видно на фиг. 1, первая лента 22 конвейера состоит из двух секций ленты конвейера. Первая секция ленты конвейера наклонена относительно горизонтального направления и относительно второй по существу горизонтальной секции ленты конвейера. Первая секция представляет собой собирательную секцию конвейера, тогда как вторая секция представляет собой транспортную секцию.
Следует понимать, что базовое или первичное полотно 20 из минерального волокна, произведенное в ходе первой производственной операции, показанной на фиг. 1, содержит минеральные волокна, расположенные в целом или предпочтительно в направлении транспортировки, определяемом первой лентой 22 конвейера, то есть в продольном направлении первой ленты 22 конвейера и, следовательно, в общем продольном направлении базового или первичного изолирующего волокна 20 из минерального волокна, образованного на первой ленте 22 конвейера.
На фиг. 2 показана первая операция производства альтернативного варианта полотна из минерального волокна в сравнении с базовым или первичным полотном, показанным на фиг. 1. Операция, показанная на фиг. 2, в целом содержит первую операцию, показанную на фиг. 1, то есть операцию производства базового или первичного полотна 20 из минерального волокна из струи 16 расплава, формирующего минеральное волокно, образуемой выпускным отверстием 12 печи 10, и при помощи быстро вращающихся колес 14, от которых выбрасывается струя 18 распыленных минеральных волокон, после чего струя 18 минеральных волокон собирается на собирательной секции первой ленты 22 конвейера, образуя базовое или первичное полотно из минерального волокна, содержащее минеральные волокна, в целом или преимущественно расположенные в продольном направлении базового или первичного полотна 20 из минерального волокна. Первая секция первой ленты 22 конвейера составляет, как было указано выше, собирательную секцию, тогда как вторая секция ленты 22 конвейера составляет транспортную секцию, при помощи которой базовое или первичное полотно 20 из минерального волокна переносится на вторую и третью непрерывно движущиеся ленты конвейера, обозначенные цифрами 24 и 26 соответственно, которые работают синхронно с первой лентой 22 конвейера, при этом базовое или первичное полотно 20 из минерального волокна помещается между двумя примыкающими поверхностями второй и третьей лент 24 и 26 соответственно.
Вторая и третья ленты 24 и 26 конвейера соответственно сообщаются с четвертой лентой 28 конвейера, которая составляет собирательную ленту конвейера, на которой собирается вторичное полотно 30 из минерального волокна, в то время как вторая и третья ленты 24 и 26 конвейера соответственно
качаются поперек верхней поверхности четвертой ленты 28 конвейера в поперечном направлении относительно четвертой ленты 28 конвейера. Вторичное полотно 30 из минерального волокна последовательно производится путем расположения первичного полотна 20 из минерального волокна с частичным перекрытием в целом в поперечном направлении относительно четвертой ленты 28 конвейера.
Благодаря производству вторичного полотна 30 из минерального волокна из первичного полотна 20 из минерального волокна, как показано на фиг. 2, производится более однородное вторичное полотно 30 из минерального волокна в сравнении с менее однородным первичным полотном 20 из минерального волокна.
Кроме того, общая ориентация минеральных волокон вторичного полотна 30 из минерального волокна чередуется в сравнении с общей ориентацией минеральных волокон базового или первичного полотна 20 из минерального волокна. Таким образом, как отмечалось выше, общая ориентация минеральных волокон базового или первичного полотна 20 из минерального волокна параллельна продольному направлению полотна 20 и направлению транспортировки первой ленты 22 конвейера. В отличие от базового или первичного полотна 20 из минерального волокна общая ориентация минеральных волокон вторичного полотна 30 из минерального волокна по существу перпендикулярна и поперечна продольному направлению вторичного полотна 30 из минерального волокна и направлению транспортировки четвертой ленты 28 конвейера.
На фиг. 3 показан узел (станция) для уплотнения и гомогенизации поступающего полотна 40 из минерального волокна, которая служит для уплотнения и гомогенизации поступающего полотна 40 из минерального волокна для производства выходного полотна 60 из минерального полотна, которое более компактно и более однородно по сравнению с входящим полотном 40 из минерального полотна. Входящее полотно 40 из минерального волокна может составлять базовое или первичное полотно 20 из минерального волокна, произведенное в узле, показанном на фиг. 1 или в альтернативном варианте и предпочтительно составлять вторичное полотно 30 из минерального волокна, произведенное в узле, показанном на фиг. 2.
Уплотняющий узел содержит две секции. Первая секция содержит две ленты 42 и 43 конвейера, которые расположены со стороны верхней поверхности и со стороны нижней поверхности соответственно полотна 40 из минерального волокна и которые смонтированы на роликах 44, 46 и 45, 47 соответственно. Первая секция в целом составляет секцию, в которой полотно 40 из минерального волокна, поступающее в секцию, подвергается вертикальному сжатию, вызывающему уменьшение общей толщины полотна из минерального волокна и уплотнение полотна из минерального волокна. Ленты 42 и 43 конвейера, следовательно, устроены таким образом, что они наклонены от входного конца, расположенного слева на фиг. 3, где полотно 40 из минерального волокна поступает в первую секцию, в направлении выходного конца, откуда вертикально сжатое полотно из минерального волокна подается во вторую секцию уплотняющего узла.
Вторая секция уплотняющего узла содержит три комплекта роликов 48 и 49, 50 и 51, 52 и 53. Ролики 48, 50 и 52 расположены со стороны верхней поверхности полотна из минерального волокна, тогда как ролики 49, 51 и 53 расположены со стороны нижней поверхности полотна из минерального волокна. Вторая секция уплотняющего узла обеспечивает продольное сжатие полотна из минерального волокна, которое способствует гомогенизации полотна из минерального волокна, поскольку минеральные волокна полотна из минерального волокна перестраиваются в более однородную структуру по сравнению с первоначальной структурой. Три набора роликов 48 и 49, 50 и 51, 52 и 53 второй секции вращаются с одинаковой вращательной скоростью, которая ниже, чем вращательная скорость роликов 44, 46, 45, 47, движущих ленты 42 и 43 конвейера соответственно первой секции, вызывая продольное сжатие полотна из минерального волокна. Уплотненное и сжатое в продольном направлении полотно из минерального волокна выходит из уплотняющего узла, показанного на фиг. 3, в виде, обозначенном цифрой 60.
Следует понимать, что комбинированный уплотняющий узел для вертикального и продольного сжатия, показанный на фиг. 3, может модифицироваться путем исключения одной из двух секций, то есть первой секции, составляющей секцию для сжатия по вертикали или в альтернативном варианте второй секции, составляющей секцию для сжатия в продольном направлении. При исключении одной из двух секций уплотняющего узла, показанного на фиг. 3, обеспечивается получение уплотняющей секции, выполняющей одну уплотняющую или сжимающую операцию, такой как уплотняющий в вертикальном направлении узел, или в альтернативном варианте для продольного сжатия. Хотя была описана секция для уплотнения по вертикали, включающая конвейерные ленты, и секция для продольного сжатия, включающая ролики, следует понимать, что обе секции могут снабжаться лентами или роликами. Кроме того, секция для сжатия по вертикали может оснащаться роликами, и секция для продольного сжатия может снабжаться конвейерными лентами.
На фиг. 4 показан другой производственный узел (станция), в котором поверхностный слой 66 отделяется от полотна 60 из минерального волокна и обеспечивается получение остаточной части полотна 60 из минерального волокна, причем остаточная часть обозначена цифрой 64. Полотно 60 из минерального волокна, подвергающееся обработке в узле, показанном на фиг. 4, может представлять собой выходное полотно 60 из минерального волокна, показанное на фиг. 3 или в альтернативном варианте базовое или первичное полотно 20 из минерального волокна, произведенное в узле, показанном на фиг. 1. Полотно 60 из минерального волокна, подвергающееся обработке в узле, показанном на фиг. 4, может в альтернативном варианте представлять собой вторичное полотно 30 из минерального волокна, произведенное в узле, показанном на фиг. 2, или в альтернативном варианте полотно из минерального волокна, имеющее структуру, описанную ниже со ссылками на фиг. 5-7. Отделение поверхностного слоя 66 от остаточной части 64 полотна из минерального волокна выполняется при помощи режущего инструмента 62, при этом остаточная часть 64 полотна 60 из минерального полотна поддерживается и транспортируется при помощи конвейерной ленты 68. Режущий инструмент 62 может представлять собой неподвижный режущий инструмент или нож или в альтернативном варианте он может представлять собой режущий инструмент или нож, совершающий возвратно-поступательное движение в поперечном направлении. Поверхностный слой 66, отделяемый от полотна из минерального волокна, отводится от пути движения остаточной части 64 полотна из минерального волокна при помощи конвейерной ленты 70 и перемещается с конвейерной ленты 70 к трем комплектам роликов, содержащим первый комплект роликов 72 и 73, второй комплект роликов 74 и 75 и третий комплект роликов 76 и 77, причем три комплекта роликов вместе составляют уплотняющую или сжимающую секцию, подобную второй секции уплотняющего узла, описанного выше со ссылками на фиг. 3. Из уплотняющей или сжимающей секции, включающей три комплекта роликов 72, 73; 74, 75; и 76, 77 соответственно, поступает уплотненное или сжатое полотно 80 из минерального волокна.
В верхней левой части фиг. 5 показан первый узел для выполнения первой операции производства альтернативного варианта полотна из минерального волокна, причем этот узел идентичен узлу, описанному выше со ссылками на фиг. 1, и включает печь 10, из выпускного отверстия 12 которой струя 16 расплава, формирующего минеральное волокно, подается на быстро вращающееся колесо или колеса 14, с которых минеральные волокна выбрасываются, как показано цифрой 18. Узел также включает непрерывно работающую первую конвейерную ленту 22, на которой собирается базовое или первичное полотно 20 из минерального волокна, и вторую конвейерную ленту 84, на которую переносится с первой конвейерной ленты 22 базовое или первичное полотно 20 из минерального волокна.
Со второй конвейерной ленты 84 первичное полотно 20 из минерального волокна далее переносится кo второму узлу, целиком обозначенному цифрой 86. Узел 86 представляет собой узел, в котором общее направление транспортировки базового или первичного полотна 20 из минерального волокна преобразуется из продольного направления, формируемого первой и второй конвейерными лентами 22 и 84 соответственно в продольное направление, формируемое полотном 90 из минерального волокна.
Полотно 90 из минерального волокна представляет собой полотно из минерального волокна, образующееся из непосредственно собираемого первичного полотна 20 из минерального волокна и, следовательно, содержит минеральные волокна, преимущественно расположенные или ориентированные в продольном направлении полотна 90 из минерального волокна. Таким образом, полотно 90 из минерального волокна формирует первое продольное направление и первое поперечное направление, при этом первым продольным направлением является направление, вдоль которого преимущественно расположены или ориентированы минеральные волокна полотна 90 из минерального волокна.
Полотно 90 из минерального волокна переносится из узла 86 при помощи конвейерных лент, не показанных на фиг. 1, к ролику 88, который служит для изменения направления транспортировки полотна 90 из минерального волокна от по существу горизонтального направления в по существу вертикальное направление, как показано стрелкой 96, для переноса полотна 90 из минерального волокна к другому узлу, в котором полотно 90 из минерального волокна преобразуется в сегментное полотно 110 из минерального волокна путем расположения сегментов полотна 90 из минерального волокна с частичным перекрытием и под углом к продольному и поперечному направлениям сегментного полотна 110 из минерального волокна. Преобразование полотна 90 из минерального волокна в сегментное полотно 110 из минерального волокна выполняется при помощи двух маятниковых или колебательных конвейерных лент 92 и 94, имеющих верхние принимающие концы, на которые поступает полотно 90 из минерального волокна, и нижние горизонтально колеблющиеся выходные концы, из которых выходит полотно 90 из минерального волокна, составляя сегменты, которые располагаются с описанным выше частичным перекрытием для формирования сегментного полотна 110 из минерального полотна.
На фиг. 5 показаны два сегмента, обозначенные цифрами 98 и 110 соответственно, представляющие собой сегменты, из которых состоит сегментное полотно 110 из минерального волокна. Сегмент 100 ограничен противоположными изгибами 104 и 106, соединяющими сегмент 100 с ранее полученным сегментом и с сегментом 98 соответственно. Сегмент 98, кроме того, ограничен изгибом 108, которым сегмент соединяется с полотном 90 из минерального волокна, простирающимся по существу вертикально к маятниковым конвейерам 92 и 94. Сегментное полотно 110 из минерального волокна движется от положения, находящегося ниже маятниковых конвейерных лент 92 и 94, направо (на фиг. 5) в направлении другого обрабатывающего узла 116, содержащего две сжимающие по вертикали или уплотняющие конвейерные ленты 112 и 114, которые служат для уплотнения или гомогенизации сегментного полотна 110 из минерального волокна. Узел 116 представляет собой узел, подобный узлу, описанному выше со ссылками на фиг. 3. На фиг. 5 цифрой 102 обозначена передняя кромка сегмента 98, которая представляет собой линию раздела между сегментами 98 и 100 сегментного полотна 110 из минерального волокна.
Следует понимать, что сегментное полотно 110 из минерального волокна состоит из сегментов, образованных из полотна 90 из минерального волокна, в котором минеральные волокна преимущественно расположены или ориентированы вдоль продольного направления полотна 90 из минерального волокна, и минеральные волокна сегментного полотна 110 из минерального волокна, следовательно, преимущественно располагаются или ориентируются в направлениях, определяемых положением отдельных сегментов сегментного полотна 110 из минерального волокна, таких как сегменты 98 и 100. Таким образом, сегменты 98 и 100 содержат минеральные волокна, которые преимущественно располагаются под углом к продольному направлению сегментного полотна 110 из минерального волокна и под углом друг к другу. Угловые направления, вдоль которых располагаются минеральные волокна сегментного полотна 110 из минерального волокна в целом определяются соотношением между скоростью транспортировки полотна 90 из минерального волокна и скоростью транспортировки сегментного полотна 110 из минерального волокна, то есть соотношением между скоростью движения конвейерной ленты, при помощи которой полотно 90 из минерального волокна подается к маятниковым конвейерам 92 и 94, и скоростью движения конвейерной ленты, при помощи которой сегментное полотно из минерального волокна перемещается от маятниковых конвейерных лент 92 и 94 в направлении узла 116. Благодаря изменению соотношения между указанными выше скоростями транспортировки полотна 90 из минерального полотна и сегментного полотна 110 из минерального волокна может регулироваться частичное взаимное перекрытие сегментов сегментного полотна 110 из минерального волокна, а также общая ориентация минеральных волокон сегментного полотна 110 из минерального волокна вдоль угловых направлений, по которым минеральные волокна сегментного полотна 110 из минерального волокна преимущественно расположены или ориентированы.
Конвейерные ленты 112 и 114, сжимающие по вертикали, уплотняющего узла 116 имеют клиновидную конфигурацию, обеспечивающую сжатие сегментного полотна 110 из минерального волокна по меньшей мере на выходном конце уплотняющего узла 116 и работают так, чтобы вызывать вертикальное маятниковое движение сегментного полотна 110 из минерального волокна на выходном конце уплотняющего узла 116. Следовательно, уплотняющий узел 116 производит общую гомогенизацию благодаря переориентации минеральных волокон, производя однородное полотно из минерального волокна, которое выходит из уплотняющего узла 116 с вертикальным маятниковым движением и поступает в следующий обрабатывающий узел 124, в котором полотно из минерального волокна подвергается дальнейшей обработке для формирования складчатого полотна из минерального волокна.
В обрабатывающем узле 124 полотно из минерального волокна, выходящее из уплотняющего узла 116, изгибается вертикально и, следовательно, поперек или перпендикулярно продольному направлению полотна из минерального волокна и параллельно поперечному направлению полотна из минерального волокна. Складчатое полотно из минерального волокна производится при помощи двух конвейерных лент 118 и 122, укладывающих полотно из минерального волокна слоями, и для обеспечения дальнейшего замедления темпа подачи полотна из минерального волокна в уплотняющий узел и, следовательно, вертикального изгибания полотна из минерального волокна.
Из узла 124 изогнутое вертикальными складками полотно из минерального волокна подается в следующий узел 132, содержащий две конвейерные ленты 126 и 128, которые создают дальнейшее замедление скорости транспортировки складчатого полотна 120 из минерального волокна для формирования уплотненного и гомогенизированного складчатого полотна 130 из минерального волокна. Полотно 130 из минерального волокна представляет собой конечный продукт из минерального волокна, который, подобно полотнам из минерального волокна 20, 30, 60, 64, 80, может обрабатываться отдельно или в процессе непрерывного производства, как будет описано ниже, для производства кольцевых изолирующих покрытий из минерального волокна.
На фиг. 6 более детально показано сегментное полотно 110 из минерального волокна, иллюстрирующее сегменты 98 и 100, а также кромки 106 и 108. На фиг. 6 также более детально показано преобладающее расположение или ориентация минеральных волокон отдельных сегментов, из которых состоит сегментное полотно 110 из минерального волокна.
На фиг. 7 показаны складчатое полотно 120 из минерального волокна, а также уплотненное и гомогенизированное полотно 130 из минерального волокна, иллюстрирующее структуру полотен. В нижней правой части фиг. 7 показаны две пластины или два сегмента полотна 70 из минерального волокна, обозначенные цифрами 134 и 140. Пластина или сегмент 134 также включает два субсегмента 136 и 138, которые соединяются по линии раздела, обозначенной цифрой 137. Линия 137 начинается от кромки, такой как кромка 102, показанная на фиг. 5 и 6, при таком расположении сегментов, как расположены сегменты 98 и 100, из которых состоит сегментное полотно 110 из минерального волокна, с частичным взаимным перекрытием, с которым расположены сегменты. Таким образом, на фиг. 7 субсегменты 136 и 138 содержат минеральные волокна, которые преимущественно расположены или ориентированы под углом к продольному и поперечному направлениям полотна 130 из минерального волокна, и также под углом друг к другу. На фиг. 7 цифра 144 обозначает стрелку, представляющую продольное направление полотна 140 из минерального волокна. Подобным образом цифрами 143 и 145 обозначаются стрелки, представляющие поперечное направление и вертикальное направление соответственно полотна 130 из минерального волокна.
Фиг. 7 также иллюстрирует особую характеристику полотна 130 из минерального волокна, заключающуюся в том, что линия 137, разделяющая сегменты 136 и 138, смещается от сегмента 138 к сегменту 140 и далее к примыкающим сегментам, в целом определяемым соотношением степени перекрытия сегментного полотна 110 из минерального волокна, такого как сегменты 98 и 100, и высоты складок складчатого и уплотненного полотна 130 из минерального волокна, такого как сегменты 134 и 140. Следует понимать, что обозначение преимущественной ориентации минеральных волокон полотен из минерального волокна, описанных выше, в некоторой степени преувеличено исключительно для наглядности.
На фиг. 8 показан производственный узел, в котором первичное полотно из минерального волокна подвергается дальнейшей обработке в соответствии с настоящим изобретением для производства волнообразного полотна из минерального волокна, из которого производятся половины кольцевого изолирующего покрытия из минерального волокна, как будет описано ниже. Производственный узел, показанный на фиг. 8 в целом содержит две конвейерные ленты 152 и 154, между которыми проходит полотно из минерального волокна, которые располагаются на противоположных сторонах, то есть сверху и снизу соответственно от изолирующего полотна 150 из минерального волокна, которое подвергается обработке для производства волнообразного полотна из минерального волокна, обозначенного цифрой 170.
Конвейерные ленты 152 и 154, между которыми проходит изолирующее полотно из минерального волокна, производят, как можно видеть на фиг. 8, умеренное сжатие полотна 150 из минерального волокна, поступающего в производственный узел, и доставляют сжатое полотно 160 из минерального волокна в следующий комплект конвейерных лент 156 и 158, между которыми проходит полотно из минерального волокна, которые расположены выше и ниже соответственно сжатого полотна 160 из минерального волокна. Главной задачей конвейерных лент 156 и 158, однако, является производство волнообразного полотна 170 из минерального волокна. Конвейерные ленты 156 и 158 образуют входной конец и выходной конец для приема сжатого полотна 160 из минерального волокна, поступающего от конвейерных лент 152 и 154, и подачи волнообразного полотна 170 из минерального волокна к следующей конвейерной ленте 166 соответственно.
Ролики, на которых конвейерные ленты 156 и 158 удерживаются на входном конце конвейерных лент 156 и 158, неподвижны относительно примыкающих к ним роликов, на которых удерживаются конвейерные ленты 152 и 154, тогда как ролики, на которых конвейерные ленты 156 и 158 удерживаются на выходном конце конвейерных лент 156 и 158, подвижны по вертикали относительно вертикальной стойки 162, при этом движение роликов относительно стойки 162 производится двигателем 164. При приведении двигателя 164 в действие ролики на выходном конце конвейерных лент 156 и 158 поднимаются и опускаются, производя возвратно-поступательное движение выходного конца конвейерных лент 156 и 158, при этом вертикальное возвратно-поступательное движение производит волны в сжатом полотне 160 из минерального волокна, которые составляют волнообразное полотно 170 из минерального волокна. Цифрой 171 обозначена насадка, из которой выбрасывается поток горячего воздуха или струя горячего воздуха и направляется на верхнюю поверхность волнообразного полотна 170 из минерального полотна для осуществления вулканизации поверхности волнообразного полотна 170 из минерального волокна, повышающей жесткость и самонесущую способность волнообразного полотна 170 из минерального полотна, которое перемещается конвейерной лентой 166 в незакрепленном состоянии. Подобное средство для обеспечения затвердевания, например, насадка, генерирующая струю горячего воздуха, перфорированная трубка и т.п., может подобным образом располагаться ниже волнообразного полотна 170 из минерального волокна для обеспечения частичного затвердевания наружной нижней поверхности волнообразного полотна 170 из минерального волокна, произведенного в производственном узле, показанном на фиг. 8, а также в производственных узлах, которые будут описаны ниже со ссылками на фиг. 9, 10 и 13.
Волна, производимая при движении роликов, закрепленных в вертикальной стойке 162, вниз от верхнего положения в нижнее положение, обозначена цифрой 168. Волнообразное полотно 170 из минерального волокна, производимое благодаря вертикальному возвратно-поступательному движению выходного конца конвейерных лент 156 и 158, принимается конвейерной лентой 166, которая движется с меньшей скоростью в сравнении со скоростью движения конвейерных лент 152, 154, 156 и 158. Конвейерные ленты 156 и 158 могут также двигаться с несколько меньшей скоростью в сравнении со скоростью движения конвейерных лент 152 и 154 для производства небольшого продольного сжатия уплотненного полотна 160 из минерального волокна, поступающего к совершающим вертикальное возвратно-поступательное движение конвейерным лентам 156 и 158, между которыми проходит полотно из минерального волокна.
Соотношение скорости транспортировки между конвейерными лентами 156, 158 и конвейерной лентой 166 и хода вертикального возвратно-поступательного движения выходного конца конвейерных лент 156 и 158 определяет высоту волн волнообразного полотна 170 из минерального волокна, а также ширину или длину волны волнообразного полотна из минерального волокна. Также следует понимать, что на контур наружной поверхности волн волнообразного полотна 170 из минерального волокна может влиять работа конвейерной ленты 166 и двигателя 164, в частности, двигатель 164 может работать в изменяемом временном режиме, производя прерывающееся вертикальное возвратно-поступательное движение конвейерных лент 156 и 158, при этом прерывающаяся работа влияет на образование отдельных волн, таких как волна 168 волнообразного полотна 170 из минерального волокна.
Таким образом, двигателем 164 можно управлять в определенном временном режиме для производства определенного наружного контура волн, таких как волна 168 волнообразного полотна 170 из минерального волокна. В большинстве случаев требуется, чтобы наружный контур волн волнообразного полотна 170 из минерального волокна имел по существу круглую цилиндрическую конфигурацию, поскольку половины кольцевых изолирующих покрытий из минерального волокна, производимые из волнообразного полотна 170 из минерального волокна, как правило и предпочтительно, имеют круглую цилиндрическую поверхность. Альтернативные варианты наружных контуров могут выполняться путем варьирования работы двигателя 164 и/или скорости движения конвейерной ленты 166.
Производственная станция, показанная на фиг. 8, в которой первичное полотно из минерального волокна обрабатывается для производства волнообразного полотна из минерального волокна, может модифицироваться, например, путем исключения двигателя 164 и поддержания стационарного положения конвейерных лент 156 и 158, с одновременным варьированием скорости конвейерной ленты 156 относительно скорости конвейерной ленты 158 в изменяемом временном режиме, при этом обеспечивается периодическое замедление движения верхней поверхности уплотненного полотна 160 из минерального волокна благодаря замедлению движения конвейерной ленты 156 относительно движения конвейерной ленты 158, что создает изгибающуюся вверх волну, такую как волна 168, показанная на фиг. 8, после чего производится ускорение движения конвейерной ленты 156 с одновременным замедлением движения конвейерной ленты 158 для замедления движения нижней поверхности уплотненного полотна 160 из минерального волокна, что заставляет полотно из минерального волокна, поступающее из выходного конца конвейерной ленты 156 и 158, отклоняться вниз, производя волны волнообразного полотна 170 из минерального волокна. Также благодаря этому периодическому ускорению и замедлению движения верхней и нижней поверхностей уплотненного полотна 150 из минерального волокна скорость движения конвейерной ленты 166 может поддерживаться постоянной или варьировать в соответствии с чередованием варьирования скорости движения конвейерной ленты 156 и варьирования скорости движения конвейерной ленты 158. В описанном выше альтернативном варианте, включающем ускорение и замедление движения конвейерных лент 156 и 158, между которыми проходит полотно из минерального волокна, продольная протяженность конвейерных лент может меняться, и конвейерные ленты могут также в качестве альтернативы заменяться роликами или направляющими пластинами или комбинациями лент, роликов и/или направляющих пластин, служащих для производства волнообразного полотна 170 из минерального волокна путем изменения скорости транспортировки верхней поверхности уплотненного полотна 150 из минерального волокна относительно его нижней поверхности и наоборот.
Полотно 150 из минерального волокна, поступающее к конвейерным лентам 152 и 154, показанным на фиг. 8, является полотном из минерального волокна, включающим минеральные волокна, преимущественно расположенные в продольном направлении полотна 150 из минерального волокна. Таким образом, полотно 150 из минерального волокна может представлять собой полотно, подобное непосредственно собираемому и (необязательно) уплотненному или сжатому полотну 20 из минерального волокна, описанному выше со ссылками на фиг. 3.
Техника производства волнообразного полотна из минерального волокна, подвергающегося дальнейшей обработке для производства половин кольцевых изолирующих покрытий из минерального волокна, может использоваться в связи с любым полотном из минерального волокна, включающим минеральные волокна с любой произвольной преобладающей ориентацией или состоящим из слоев полотен из минерального волокна, и (необязательно) поверхностных или промежуточных листов, делающих возможным производство кольцевых изолирующих покрытий из минерального волокна, демонстрирующих определенную преобладающую ориентацию минеральных волокон и структурный состав, отвечающие определенным требованиям, относящимся к прочности, гибкости и/или эластичности и теплоизолирующим качествам.
На фиг. 9 показан производственный узел, подобный показанному на фиг. 8, который обрабатывает альтернативный вариант полотна 150' из минерального волокна, включающий минеральные волокна, преимущественно расположенные под углом к продольному направлению полотна 150' из минерального волокна, то есть составляющие полотно, подобное полотну 30, описанному выше со ссылками на фиг. 2, и (необязательно) уплотненное, как описано выше со ссылками на фиг. 3. Поступающее полотно 150' проходит между конвейерными лентами 152 и 154 и сжимается ими, при этом производится уплотненное полотно 160' из минерального волокна, включающее минеральные волокна, преимущественно расположенные под углом к продольному направлению полотна из минерального волокна. Цифрами 168' и 170' обозначены волна и волнообразное полотно из минерального волокна, включающее минеральные волокна, преимущественно расположенные поперек направления транспортировки волнообразного полотна 170' из минерального волокна. Таким образом, волна 168' и волнообразное полотно 170' из минерального волокна соответствуют волне 168 и волнообразному полотну 170 из минерального волокна, описанным выше со ссылками на фиг. 8. Однако следует понимать, что волнообразное полотно 170, описанное выше со ссылками на фиг. 8, включает минеральные волокна, преимущественно расположенные тангенциально относительно волн волнообразного полотна из минерального волокна, тогда как волнообразное полотно 170' из минерального волокна включает минеральные волокна, преимущественно расположенные вдоль оси волн волнообразного полотна 170' из минерального волокна.
Описанное выше изолирующее полотно из минерального волокна, произведенное как описано со ссылками на фиг. 5-7, может также обрабатываться в производственном узле, показанном на фиг. 8 и 9, как показано на фиг. 10, где цифрами 150'', 160'', 168'' и 170'' обозначены элементы, соответствующие элементам 150, 160, 168 и 170 соответственно, описанным выше со ссылками на фиг. 8, однако включающие минеральные волокна, преимущественно расположенные под углом друг к другу и под углом к продольному и поперечному направлениям полотна из минерального волокна.
На фиг. 11 показана техника производства композитного волнообразного полотна, согласно которой центральное полотно 150''' пролегает между двумя противоположными поверхностными слоями 172 и 174 из минерального волокна. Центральное полотно 150''' из минерального волокна может представлять собой любое из описанных выше полотен 20, 30, 60, 64 или 130 из минерального волокна, и поверхностные слои или полотна 172 и 174 из минерального волокна могут производиться в соответствии с техникой, описанной выше со ссылками на фиг. 4 или в альтернативном варианте представлять собой полотна из минерального волокна, произведенные другим производственным оборудованием и представляющие собой полотна из минерального волокна с любыми описанными выше конфигурациями и структурами. Предпочтительно поверхностные изолирующие слои или полотна 172 и 174 из минерального волокна имеют идентичную структуру, хотя в некоторых вариантах применения полотна 172 и 174 могут иметь разную структуру.
Производственный узел, показанный на фиг. 11, в целом соответствует производственному узлу, описанному выше со ссылками на фиг. 8, 9 и 10, однако производственный узел, показанный на фиг. 11, модифицирован в сравнении с производственным узлом, показанным на фиг. 8, 9 и 10 в том, что конвейерные ленты 152 и 154, между которыми проходит полотно из минерального волокна, исключены и заменены двумя роликами 175 и 178, которые служат для введения в контакт поверхностных слоев или полотен 172 и 174 из минерального волокна с центральным полотном 150'''. В зависимости от того, вулканизированы полотна 150''', 172 и 174, как будет более подробно описано ниже, или не вулканизированы, а также в зависимости от содержания вулканизируемого вещества, присутствующего в полотнах 150''', 172 и 174 и не вулканизированного, поверхностные полотна 172 и 174 из минерального волокна могут контактировать непосредственно с центральным полотном 150''' из минерального волокна или наноситься на центральное полотно 150''' и входить в контакт с ним при помощи связующего вещества или клея, например, такого как вулканизируемое вещество, используемое в предшествующих производственных станциях, таких как станции, описанные выше со ссылками на фиг. 1, 2 и 5 для производства базового или первичного полотна 20 из минерального волокна, описанного выше со ссылками на фиг. 1.
После наложения поверхностных полотен или слоев 172 и 174 из минерального волокна на центральное полотно 150''' из минерального волокна, производится композитное полотно 160''' из минерального полотна, которое подвергается дальнейшей обработке при помощи расположенных с двух сторон от полотна и совершающих вертикальные возвратно-поступательные движения конвейерных лент 156 и 158, как описано выше со ссылками на фиг. 8, для производства волнообразного композитного полотна 170''' из минерального волокна.
Поверхностные полотна или слои 172 и 174 из минерального волокна могут, как показано на фиг. 12, заменяться слоями фольги или слоями листов 172' и 174', такими как пленка из листов, произведенных из органических или неорганических веществ, например, текстильные пленки, пластмассовые пленки, представляющие собой сплошные пластмассовые пленки или тканые или нетканые пленки, металлическая фольга, такая как алюминиевая фольга или их комбинации. Поверхностные листы или пленки 172' и 174' наносятся на центральное полотно 150IV из минерального волокна при помощи роликов 176 и 178, описанных выше, и наносятся на центральное полотно 150IV из минерального волокна при помощи тепла или клейкого вещества, служащего для приклеивания поверхностных слоев или пленок 172' и 174' к центральному полотну 150IV из минерального волокна. Центральное полотно 150IV из минерального волокна может, как и описанное выше со ссылками на фиг. 11 центральное полотно 150''' из минерального волокна, представлять собой любое из описанных выше полотен из минерального волокна или композитное полотно из минерального волокна, такое как полотно, подобное полотну 160''', описанному выше со ссылками на фиг. 11, или композитное полотно из минерального волокна со структурой, которая будет описана ниже со ссылками на фиг. 12. После нанесения поверхностных слоев или пленок 172' и 174' на центральное полотно 150IV из минерального волокна, получено полотно 160IV из минерального волокна с поверхностным покрытием, которое подвергается дальнейшей обработке для производства волнообразного полотна 170IV из минерального волокна с поверхностным покрытием согласно технике, описанной выше со ссылками на фиг. 8. Как отмечалось выше, техника производства волнообразного полотна из минерального волокна, как описано выше со ссылками на фиг. 8, может осуществляться с применением единых или композитных полотен из минерального волокна, например, как описано выше со ссылками на фиг. 11.
На фиг. 13 показан другой вариант техники производства волнообразных композитных изолирующих полотен из минерального волокна, в соответствии с которой множество изолирующих полотен, 1501, 1502, 1503 и 1504 из минерального волокна с одинаковой или разной структурой или конфигурацией комбинируется в композитное полотно 160V из минерального волокна. Отдельные полотна 1501, 1502, 1503 и 1504 из минерального волокна комбинируются при помощи применения роликов, обозначенных цифрами 1761, 1762, 1781 и 1782 и (необязательно) средств для нанесения связующего вещества или клея. Как видно на фиг. 13, ролики 1762 и 1781 используются для комбинирования друг с другом центральных полотен 1502 и 1503 из минерального волокна, и ролики 1761 и 1782 используются в соответствии с техникой, подобной технике, описанной выше со ссылками на фиг. 11, нанесения наружных или поверхностных слоев или полотен 1501 и 1504 на композитное полотно из минерального волокна, включающее центральные полотна 1502 и 1503 из минерального волокна. Как было описано выше, полотна 1501, 1502, 1503 и 1504 из минерального волокна могут комбинироваться путем нанесения связующих веществ или клеев в зависимости от природы полотен 1501, 1502, 1503 и 1504, и, в частности, от того, вулканизированы или невулканизированы полотна 1501, 1502, 1503 и 1504 из минерального волокна и, следовательно, не содержат невулканизированный затвердевающий элемент или связующее вещество или содержaт невулканизированный затвердевающий элемент или связующее вещество.
Композитное полотно 160V из минерального волокна, в соответствии с описанной выше техникой производства волнообразных полотен из минерального волокна, обрабатывается при помощи конвейерных лент 156 и 158 для производства волнообразного композитного полотна 170V. Должно быть понятно, что композитное полотно 150V из минерального волокна может также модифицироваться путем нанесения поверхностных пленок или слоев, подобных пленкам или слоям 172' и 174', описанным выше со ссылками на фиг. 12, и может иметь несимметричную или предпочтительно симметричную структуру, поскольку наружные полотна из минерального волокна, такие как полотна 1501 и 1504, имеют идентичную структуру, и центральные полотна 1502 и 1503 из минерального волокна также имеют идентичную структуру или конфигурацию, или по меньшей мере структуры, дающие симметричный конечный продукт, представляющий собой волнообразное композитное полотно 170V из минерального волокна.
Техника производства волнообразного полотна из минерального волокна, представляющего собой вулканизированное или невулканизированное полотно из минерального волокна, которое должно подвергаться дальнейшей обработке для производства половин кольцевых изолирующих покрытий из минерального волокна, как будет описано более подробно ниже, может осуществляться любым пригодным способом, включающим применение любых средств, приспособленных для производства волнообразных полотен из минерального волокна. Таким образом, описанные выше расположенные с двух сторон от полотна и совершающие вертикальное возвратно-поступательное движение ленты 156 и 158 могут заменяться любым другим пригодным средством для образования волн, таким как составные наборы роликов или направляющих пластин и т.д. или комбинации элементов описанного выше типа. В зависимости от реальных качеств волнообразного полотна из минерального волокна, произведенного при помощи техники получения волн, например, как было описано выше со ссылками на фиг. 8, и в частности, в зависимости от толщины и жесткости полотна из минерального волокна, составляющего первичное полотно, из которого производится волнообразное полотно из минерального волокна, например, полотна 160 или любых других полотен 160', 160'', 160''', 160IV и 160V, техника может также усовершенствоваться применением дополнительного средства для образования волн, такого как подпирающее или направляющее волны средство, показанное на фиг. 14.
На фиг. 14 полотно 160 из минерального волокна изображено расположенным между конвейерными лентами 156 и 158, описанными выше со ссылками на фиг. 8, наряду с вертикальной стойкой 162 и двигателем 164. Конвейерная лента 166, которая, как описано выше, работает с меньшей скоростью по сравнению со скоростью движения конвейерных лент 156 и 158, также показана вместе с другой конвейерной лентой 172, которая расположена над волнообразным полотном 170 из минерального волокна и против конвейерной ленты 166, которая поддерживает полотно 170 из минерального волокна снизу.
Конвейерные ленты 166 и 172 также снабжены множеством поддерживающих волны элементов 167 и 173 соответственно, которые отступают от наружных поверхностей конвейерных лент 166 и 172 и расположены на расстоянии друг от друга, которое ограничивает половину длины волны волнообразного полотна 170 из минерального волокна, и длина волны обозначена буквой L на фиг. 14. Поддерживающие волны элементы 167 и 173 также смещены относительно друг друга на четверть длины волны волнообразного изолирующего полотна 170 из минерального волокна и составляют элементы, простирающиеся перпендикулярно относительно направления движения конвейерных лент 166 и 172. Поддерживающие волны элементы 167 и 173 предпочтительно представляют собой сплошные простирающиеся в поперечном направлении профилированные элементы, которые, как будет видно на фиг. 14, служат для поддержки волн, произведенных при помощи конвейерных лент 156 и 158, и предотвращения влияния волн, которые должны производиться, таких как волна 168, на уже произведенные волны и, таким образом, для выполнения главной задачи обеспечения производства волн определенной и преднамеренной конфигурации и ширины.
Волнообразное полотно из минерального волокна, произведенное в соответствии с техникой, описанной выше со ссылками на фиг. 8-14, или любой другой подобной техникой производства волн, в соответствии с настоящим изобретением далее подвергается обработке для производства половин кольцевых изолирующих оболочек из минерального волокна, такое как полотно 170', показанное на фиг. 9, а также на фиг. 15, разделяется на множество половин оболочек вдоль плоскости симметрии волнообразного полотна 170' из минерального волокна, которая обозначена линией 174, показанной на фиг. 15. Получаемое волнообразное полотно из минерального волокна ограничивает наружные поверхности контуров, которые соответствуют преднамеренным наружным контурам половин кольцевых изолирующих покрытий из минерального волокна, которые должны производиться из половин оболочек, показанных на фиг. 15, и в этом случае нет необходимости в выполнении дополнительной обработки. Однако в большинстве случаев волны волнообразных полотен из минерального волокна, которые требуют дальнейшей обработки, как будет описано ниже, имеют слегка несовершенную наружную конфигурацию, поскольку наружные поверхности волн волнообразного изолирующего полотна из минерального волокна, такого как полотно 170', показанное на фиг. 15, не полностью соответствуют необходимой или преднамеренной наружной конфигурации покрытия из минерального волокна, производимого из волнообразного полотна из минерального волокна, такого как половины оболочек, показанные на фиг. 15.
При таких обстоятельствах половины оболочек должны подвергаться дальнейшей обработке при помощи механической обработки, поскольку наружный поверхностный слой, такой как слои 177 и 179, должны отделяться от центральных частей половин оболочек, которые обозначены цифрами 176 и 178, и иметь после механической обработки наружные круглые цилиндрические поверхности, полностью соответствующие предопределенным наружным поверхностям кольцевых покрытий из минерального волокна, которые должны производиться из половин оболочек, показанных на фиг. 15. Должно быть понятно, что внутренний контур волн волнообразного полотна из минерального волокна, такого как полотно 170', показанное на фиг. 15, может также отличаться от предопределенной конфигурации и, следовательно, требует механической обработки, как будет ниже описано более подробно со ссылками на фиг. 17-19.
На фиг. 16 показан еще один производственный узел, в котором производится разделение волнообразного полотна из минерального волокна, произведенного в соответствии с техникой, описанной выше со ссылками на фиг. 8-14, или любой эквивалентной техникой, на отдельные половины оболочек, схематически показанные на фиг. 15. На фиг. 16 показано волнообразное полотно 170 из минерального волокна, которое может быть заменено любым из волнообразных полотен 170', 170'', 170''', 170IV и 170V из минерального волокна, описанных выше со ссылками на фиг. 9-13, или любым другим композитным или единым волнообразным полотном из минерального волокна. На фиг. 16 полотно 170 поступает из вулканизационной печи 180 на поддерживающую конвейерную ленту 182. При помощи конвейерной ленты 182 и любых дополнительных перемещающих или транспортирующих средств, включенных в вулканизационную печь или применяемых до вулканизационной печи 180, волнообразное полотно 170 из минерального волокна подается в разделяющую станцию, в которой лезвие 184 резака, совершающее горизонтальное возвратно-поступательное движение, режет волнообразное полотно 170 и производит отдельные верхние и нижние половины оболочек 190 и 192 соответственно. Совершающее горизонтальное возвратно-поступательное движение лезвие 184 резака представлено полотном пилы, которая установлена в опорной конструкции 186 и приводится в возвратно-поступательное движение включением двигателя 188. Верхние половины оболочек 190 принимаются и поддерживаются конвейерной лентой 194, посредством чего нижние половины оболочек 192 скользят вдоль направляющей пластинчатой конструкции 196 и принимаются сквозным приемником, ограниченным между вертикальной частью пластинчатой конструкции 196 и дополнительной вертикальной пластиной 198. Из приемника нижние половины оболочек 192 перемещаются на конвейерную ленту 204. Как видно на фиг. 16, верхние половины оболочек 190 поддерживаются и перемещаются конвейерной лентой 194, установленной в плоскости нижней поверхности половин оболочек, произведенных путем отделения половин оболочек 190 от волнообразного полотна 170 из минерального покрытия, тогда как нижние половины оболочек 192 оказываются повернутыми вершинами вниз относительно верхних половин оболочек 190, поскольку нижние половины оболочек поддерживаются на конвейерной ленте 204, лежа на наружных цилиндрических поверхностях половин оболочек.
С конвейерных лент 194 и 204 верхние половины оболочек и нижние половины оболочек 190 и 192 соответственно передаются на другие средства транспортировки, представленные конвейерными лентами 200 и 206 соответственно, при помощи которых верхние и нижние половины 190 и 192 соответственно подаются в два производственных узла 202 и 208 соответственно, в которых половины оболочек 190 и 192 соответственно подвергаются механической обработке для производства половин кольцевых изолирующих покрытий 190' и 192' из минерального волокна путем отделения избыточного материала от половин оболочек 190 и 192 при помощи резака или подобных элементов, которые будут описаны ниже со ссылками на фиг. 17-19.
На фиг. 17 цифрой 210 обозначен режущий узел, при помощи которого описанные выше половины оболочек 190 и 192 обрабатываются в едином обрабатывающем узле для производства половин кольцевых изолирующих покрытий 190' и 192'' из минерального волокна соответственно. Режущий узел 210, конечно, содержит режущее лезвие 212, которое установлено на выходном валу 214 двигателя 216. Режущее лезвие 212 включает вогнутые круглые внутренние выточки лезвия, служащие для производства круглых цилиндрических наружных поверхностей половин кольцевых изолирующих покрытий 190' и 192' из минерального полотна при вращении лезвия 212 резака при включении двигателя 216. Для механической обработки внутренних поверхностей половин оболочек 190 и 192 для производства круглых цилиндрических внутренних поверхностей половин кольцевых изолирующих покрытий 190' и 192' из минерального волокна применяются два дополнительных лезвия 218 и 220 резака, которые установлены на выходных валах 222 и 224 соответственно, двух двигателей 226 и 228 соответственно. Лезвия 218 и 220 резака предназначены для механической обработки внутренней поверхности верхней половины оболочки 190 и нижней половины оболочки 192 соответственно и имеют идентичную конфигурацию, поскольку половины кольцевых изолирующих покрытий 190', 190'' из минерального волокна имеют симметричную конфигурацию. Резаки 218, 212 и 220 могут вращаться в одном и том же направлении вращения или в альтернативном варианте резаки 218 и 220 могут работать в одном и том же направлении вращения, тогда как резак 212 вращается в противоположном направлении.
Механическая обработка половин оболочек 190 и 192 может, конечно, осуществляться множеством способов, поскольку верхняя и нижняя оболочки 190 и 192 могут обрабатываться в разных узлах, таких как узлы 202 и 208, показанные на фиг. 16, в едином узле, таком как узел, содержащий режущий узел 210, показанный на фиг. 17, или просто обрабатываться в едином узле после того, как верхние или нижние половины оболочек 190 и 192 соответственно переворачиваются и комбинируются с нижними или верхними половинами оболочек 192 и 190 соответственно. После перевертывания либо верхних, либо нижних половин оболочек и комбинирования верхних и нижних оболочек вместе может использоваться единый обрабатывающий узел для обработки верхних и нижних половин оболочек одна за другой.
На фиг. 18 показан единый обрабатывающий узел, который может использоваться для обработки исключительно верхних половин оболочек 190, а также нижних половин оболочек 192, после того, как нижние половины оболочек 192 были перевернуты, причем этот обрабатывающий узел отличается от обрабатывающего узла, показанного на фиг. 17, тем, что используются замкнутые полотна пил для производства или обработки наружной и внутренней круглых цилиндрических поверхностей половин оболочек для производства половин кольцевых изолирующих покрытий из минерального волокна, таких как половина покрытия 190', часть которого показана в правой части фиг. 18.
Входящая половина оболочки 190 направляется и проводится при помощи вертикальных конвейерных лент 230 и 232 и поддерживается множеством роликов 234. Половины оболочек 190 первоначально приводятся в контакт с первым замкнутым кольцевым полотном 248 пилы, которое частично помещено внутрь цилиндрического кожуха 242, имеющего простирающиеся вертикально части 244 и 246 кожуха, из которых выступает замкнутое
кольцевое полотно 248 пилы в виде полукольцевой кривой. Внутри цилиндрического кожуха 242 расположено ведущее колесо, установленное на выходном валу двигателя 238, при помощи которого замкнутое кольцевое полотно 248 пилы приводится в движение по полукольцевой кривой между двумя частями 244 и 246 кожуха. Когда половина оболочки 190 пропускается через замкнутое кольцевое полотно 248 пилы, половина оболочки принимается пластиной 250, которая служит для поддержки нижней поверхности половины оболочки 190, и половина оболочки подается к дополнительному резаку, служащему для создания внутренней круглой цилиндрической поверхности половины кольцевого изолирующего покрытия 190' из минерального волокна.
Дополнительный резак содержит компоненты, подобные компонентам 238, 242, 244, 246 и 248 резака, описанного выше, и, таким образом, резак для производства внутренней цилиндрической поверхности половины кольцевого изолирующего покрытия 190' из минерального волокна содержит цилиндрический кожух 292, от которого отступают вверх части 254 и 256 кожуха, и в указанном кожухе установлено замкнутое кольцевое полотно 258 пилы, которое приводится в действие двигателем 260. После того, как наружная и внутренняя поверхности половины оболочки 190 подверглись механической обработке при помощи замкнутых кольцевых полотен 248 и 258 пил, которые могут работать в одном и том же направлении или в противоположных направлениях, половины кольцевого изолирующего покрытия 190 из минерального волокна принимаются на множество роликов 266 и проводятся или транспортируются от режущих лезвий 248 и 258 при помощи простирающихся вертикально конвейерных лент 262 и 264.
На фиг. 19 показана альтернативная конфигурация показанного на фиг. 18 лезвия 218 резака, которое обозначено цифрой 218', причем указанное лезвие резака установлено на выходном валу 222' двигателя 226'. Лезвие 218' резака отличается от лезвия 218 резака, показанного на фиг. 17, двумя особенностями. Во-первых, лезвие 218' резака имеет конфигурацию, обеспечивающую применение лезвия 218' резака для механической обработки внутренних поверхностей верхней половины оболочки 190 и одновременно нижней половины оболочки 192, которая располагается симметрично относительно половины оболочки 190 и против нее, до того, как половины оболочек 190 и 192 вводятся в контакт с лезвием 218' резака. Во-вторых, кромка режущей части резака 218' отличается от полукруглой конфигурации лезвия 218 резака и также от лезвия 220 резака тем, что она образует уступчатую наружную кромку, при помощи которой производится предопределенная внутренняя поверхность верхней и нижней половин оболочек 190 и 192 соответственно, которая показана в верхней правой части фиг. 19, на которой показана модифицированная половина кольцевого изолирующего покрытия 190'' из минерального волокна, демонстрирующая предопределенную внутреннюю поверхность, произведенную при помощи лезвия 218' резака, и круглую цилиндрическую наружную поверхность, которая может производиться при помощи полотна 248 или в альтернативном варианте лезвием резака, подобным лезвию 212 резака, показанному на фиг. 17.
На фиг. 20 более подробно показана половина кольцевого изолирующего покрытия 190' из минерального волокна, образующая наружную круглую цилиндрическую поверхность 270, внутреннюю круглую цилиндрическую поверхность 272 и противоположные торцевые поверхности 274 и 276. Торцевые поверхности 274 и 276 могут быть образованы торцевыми поверхностями, представленными исходным изолирующим полотном из минерального волокна, из которого производится половина оболочки 190 и половина покрытия 190', такими как торцевые поверхности полотна 150, показанного на фиг. 8, которое превращено в волнообразное изолирующее полотно 170 из минерального волокна, показанное на фиг. 8, а также вулканизировано и подвергнуто механической обработке, например, как показано на фиг. 16. Для некоторых вариантов применения торцевые поверхности полотна из минерального волокна, такого как полотно 150, из которого произведена половина покрытия 190', могут уплотняться по кромкам для увеличения механической однородности и прочности соответствующей торцевой части законченной половины покрытия 190', например, путем поперечного уплотнения кромочной части или кромочных частей первичного полотна или полотен, из которых производится волнообразное изолирующее полотно из минерального волокна, то есть до образования волнообразного полотна из минерального волокна, такого как полотно 150, показанное на фиг. 8. В зависимости от реальных размеров половины покрытия 190' и характера обработки торцевых частей половины оболочки 190, из которой производится половина покрытия 190', торцевые поверхности 274 могут быть образованы соответствующими торцевыми поверхностями исходных половин оболочек 190 или в альтернативном варианте образовываться механической обработкой, такой как резка торцевых поверхностей половин оболочек 190 до или после механической обработки внутренней и наружной круглых цилиндрических боковых поверхностей 272 и 270 соответственно, как описано выше со ссылками на фиг. 16-18.
Половина покрытия 190' и соответствующая нижняя половина покрытия 192' могут комбинироваться во множество кольцевых теплоизолирующих комплектов, таких как теплоизолирующие комплекты, описанные в опубликованной заявке на международный патент N PCT/DK93/00281, публикации N W094/05947, соответствующей патенту США N 08/182634, на которые сделаны ссылки и которые включены сюда в качестве ссылки. Таким образом, согласно альтернативным вариантам выполнения кольцевых изолирующих покрытий из минерального волокна, соответствующего настоящему изобретению, составляющих центральную часть теплоизолирующего комплекта и/или наружные поверхности кольцевого теплоизолирующего комплекта, могут покрываться пленками или листами, обеспечивающими особые теплоизолирующие или механические качества. На фиг. 21-23 показаны альтернативные варианты выполнения теплоизолирующих комплектов, содержащих верхнюю половину кольцевого покрытия 190' и нижнюю половину 192', которые соединены вдоль поверхностей контакта, обозначенных цифрами 191 и 193. На фиг. 21 теплоизолирующий комплект обозначен цифрой 280 и содержит отдельно от половин покрытий 190' и 192' наружное покрытие 278 из фольги, которое может представлять собой покрытие из алюминиевой фольги, которое по окружности охватывает соединенные половины покрытий 190' и 192'', за исключением линии раздела 279, простирающейся вдоль поверхности контакта 193.
На фиг. 22 показан модифицированный комплект 280', содержащий наружное покрытие 278' из волокна, также имеющий линию раздела, подобную линии раздела 279, описанную выше со ссылками на фиг. 21 и обозначенную цифрой 279'. Покрытие 278' из волокна может представлять собой текстильное покрытие, то есть покрытие из органического волокна, или/и предпочтительно покрытие из неорганического волокна, такое как тканое или нетканое покрытие из пластмассовой пленки.
На фиг. 23 показан другой альтернативный вариант выполнения теплоизолирующего комплекта, содержащего верхнюю и нижнюю половины покрытий 190' и 192', снабженных наружным экранированием 278'', представляющим собой непрерывное экранирование, такое как расплавленное или вулканизированное покрытие, например, экранирование, изготовленное из материала на основе глины или краски, который допускает затвердевание после нанесения наружного покрытия, предпочтительно наносимого в форме жидкости, которая напыляется на наружную поверхность половин покрытий 190' и 192'', после чего вулканизируется или затвердевает, причем до или после указанного процесса вулканизации или затвердевания создается линия раздела 279''. Подобным образом может создаваться внутреннее покрытие или экранирование, которое может служить элементом для переноса влаги в соответствии с указанными выше описаниями международных патентов или в альтернативном варианте составлять непроницаемые для влаги или воды покрытия или оболочки, или в альтернативном варианте составлять антикоррозионное покрытие, такое как антикоррозионное текучее вещество или жидкость.
Описанные выше наружные покрытия или экранирования могут также применяться в качестве внутренних покрытий или экранирований.
Другие альтернативные варианты воплощения могут считаться частью настоящего изобретения, ограниченного прилагаемой формулой изобретения.
Пример
В экспериментах, проведенных изобретателями, кольцевые изолирующие покрытия из минерального волокна были выполнены из базового невулканизированного нетканого полотна из минерального волокна, имеющего толщину 70 мм с весом на единицу площади, варьирующим от 0,9 до 1,25 кг/м2. Для экспериментов был использован производственный узел, показанный на фиг. 8. Скорость движения конвейерных лент 152 и 154 составляла 20 м/мин, и скорость конвейерной ленты 166 составляла 10 м/мин. Скорость образующих волны конвейерных лент 156 и 158 варьировала для обеспечения образования волн волнообразного нетканого полотна 170 из минерального волокна.
В соответствии с первым экспериментом кольцевые изолирующие покрытия из минерального волокна с наружным диаметром 61 мм и внутренним диаметром 21 мм были получены при работе образующих волны конвейерных лент 156 и 158 со скоростью приблизительно 140 об/мин. Образующие волны конвейерные ленты 156 и 158 обеспечивали поперечную высоту 50 мм, и высоту волнообразного полотна 170 из минерального волокна 70 мм. С конвейерной ленты 166 волнообразное полотно 170 было подано в вулканизирующую печь 180, показанную на фиг. 16, для получения вулканизированного волнообразного нетканого полотна из минерального волокна высотой 70 мм. Были произведены следующие полотна из минерального волокна.
Образец 1: два слоя 70-мм несжатого полотна из минерального волокна.
Образец 2: два слоя 70-мм уплотненного полотна из минерального волокна, сжатого до общей высоты 55 мм.
Образец 3: два слоя 70-мм полотна из минерального волокна, отдельно сжатых до общей высоты 60 мм.
Образец 4: три слоя 70-мм полотна из минерального волокна, отдельно сжатых до общей высоты 80 мм.
Образец 5: три слоя 70-мм уплотненного полотна из минерального волокна, сжатых до общей высоты 80 мм.
После вулканизации в вулканизационной печи 180 вершины волн вулканизированного волнообразного полотна 170 из минерального волокна были разделены на отдельные половины оболочек, как показано на фиг. 16, и половины оболочек были подвергнуты дальнейшей механической обработке снаружи и изнутри для производства половин кольцевых изолирующих покрытий, имеющих круглые цилиндрические наружные и внутренние поверхности. Для получения наружного диаметра 61 мм и внутреннего диаметра 21 мм кольцевых изолирующих покрытий определенное количество вулканизированного минерального волокна было необходимо удалить. Удаленный материал рассматривается как отходы, и объем отходов составил около 30% от всех указанных выше образцов. В основном отходы были образованы за счет избыточного наружного диаметра половин оболочек, и было сделано заключение, что применение модифицированной техники образования волн или в альтернативном варианте применение большего наружного диаметра кольцевого изолирующего покрытия, производимого из половин оболочек, подвергающихся механической обработке после отделения половин оболочек от вулканизированного волнообразного полотна 170 из минерального волокна, могло бы уменьшить количество отходов до уровня менее 10%.
Согласно второму эксперименту кольцевые изолирующие покрытия из минерального волокна с наружным диаметром 114 мм и внутренним диаметром 34 мм были изготовлены при помощи образующих волны конвейерных лент 156 и 158, работающих со скоростью приблизительно 80 об/мин. Образующие волны конвейерные ленты 156 и 158 ограничивали поперечную высоту 50 мм, и высота волнообразного полотна 170 из минерального волокна составила 120 мм. С конвейерной ленты 166 волнообразное полотно 170 из минерального волокна было подано в вулканизирующую печь 180, показанную на фиг. 16, и было получено вулканизированное волнообразное нетканое полотно из минерального волокна высотой 120 мм. Были произведены указанные ниже полотна из минерального волокна.
Образец 6: четыре слоя 70-мм отдельно уплотненного полотна из минерального волокна.
Образец 7: четыре слоя 70-мм отдельно уплотненного полотна из минерального волокна.
Образец 8: четыре слоя 70-мм отдельно уплотненного полотна из минерального волокна.
Образец 9: четыре слоя 70-мм отдельно уплотненного полотна из минерального волокна.
Образец 10: четыре слоя 70-мм отдельно уплотненного полотна из минерального волокна.
Образец: пять слоев 70-мм отдельно уплотненного полотна из минерального волокна.
После вулканизации в вулканизационной печи 180 вершины волн вулканизированного волнообразного полотна 170 из минерального волокна были разделены на отдельные половины оболочек, как показано на фиг. 16, и половины оболочек были подвергнуты дополнительной механической обработке снаружи и изнутри для получения половин кольцевых изолирующих покрытий, имеющих круглые цилиндрические наружные и внутренние поверхности. Для получения кольцевых изолирующих покрытий с наружным диаметром 114 мм и внутренним диаметром 34 мм некоторое количество вулканизированного минерального волокна было необходимо удалить. Удаленный материал рассматривался как отходы, и объем отходов составил около 20% всех указанных выше образцов. В основном отходы были образованы за счет избыточного наружного диаметра половин оболочек, и было сделано заключение, что применение модифицированной техники образования волн или в альтернативном варианте применение большего наружного диаметра кольцевого изолирующего покрытия, производимого из половин оболочек, подвергающихся механической обработке после отделения половин оболочек от вулканизированного волнообразного полотна 170 из минерального волокна, могло бы уменьшить количество отходов до уровня менее 10% и даже менее 5%.
Предполагается, что кольцевые изолирующие покрытия из минерального волокна могут производиться в соответствии с описанной выше техникой и демонстрируют изоляционные качества, соответствующие изоляционным качествам изолирующего полотна из минерального волокна, из которого производятся кольцевые изолирующие покрытия из минерального волокна. Предполагается, что кольцевые изолирующие покрытия из минерального волокна, имеющие плотность 15-200 кг/м3, предпочтительно 70-90 кг/м3, и содержащие минеральную вату, и имеющие плотность 40-60 кг/м3 и содержащие стекловолокно, могут производиться из первичного полотна из минерального волокна с весом на единицу площади, варьирующую в пределах от 500 до 10000 г/м2, и подвергающегося дальнейшей обработке путем применения техники изгибания складками и/или уплотнения, при помощи которой производится единое полотно из минерального волокна, из которого производятся кольцевые покрытия, или они производятся из двух или более и даже до 40 отдельных слоев. Кроме того, предполагается, что могут производиться кольцевые изолирующие покрытия, имеющие наружные диаметры, варьирующие в пределах от 60 до 300 мм, и внутренние диаметры, варьирующие в пределах от 10 до 60 мм. Кольцевые изолирующие покрытия могут производиться в соответствии с любой техникой производства минерального волокна, хорошо известной по предшествующему уровню техники, и, в частности, в соответствии с техникой, описанной в указанной выше заявке на международный патент, а также опубликованной заявителем заявке N PCT/DK94/00406, публикация N W095/14135, а также могут иметь любую произвольную длину, определяемую общей шириной производственной линии, такой как ширина образующих волны конвейерных лент 156 и 158 и ширина вулканизационной печи. Эксперименты показали, что кольцевые изолирующие покрытия, имеющие длину до 1,8-2,4 м, могут производиться в соответствии с описанным выше способом поточного производства, и что количество отходов, образующееся при механической обработке наружных и/или внутренних поверхностей кольцевых изолирующих покрытий, может быть уменьшено до уровня менее 10% и еще меньше, или отходы могут быть исключены полностью, а также то, что полученные контуры наружной и внутренней поверхностей волн формируются в полном соответствии с надлежащей наружной и внутренней поверхностями конечного продукта, то есть кольцевого изолирующего покрытия из минерального волокна.
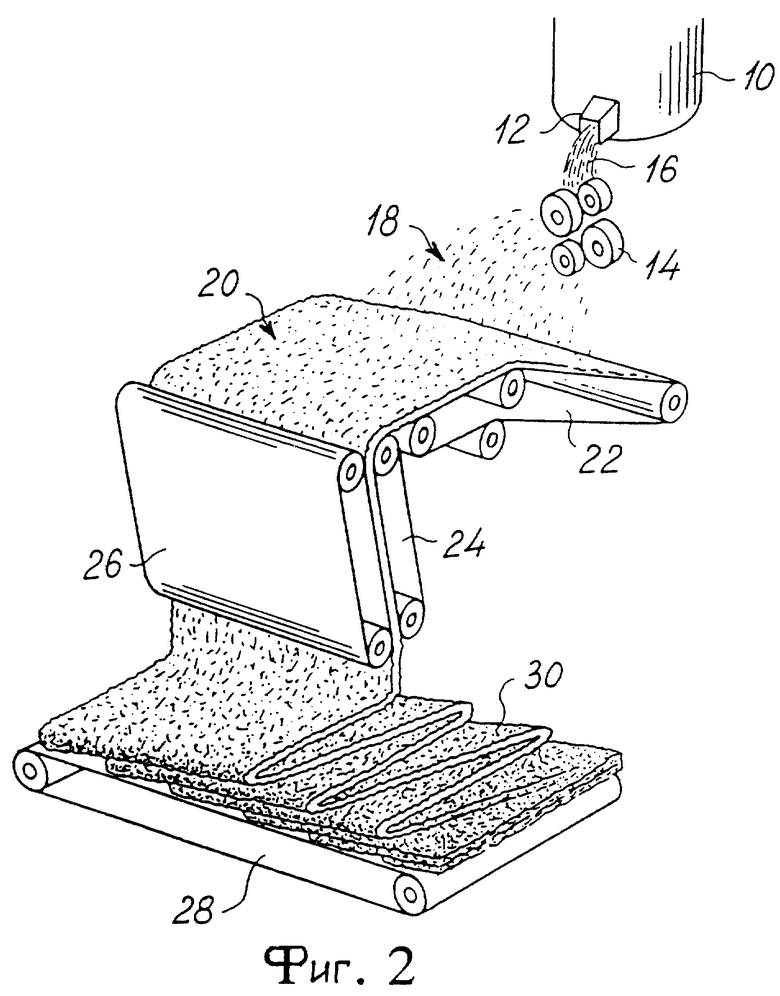


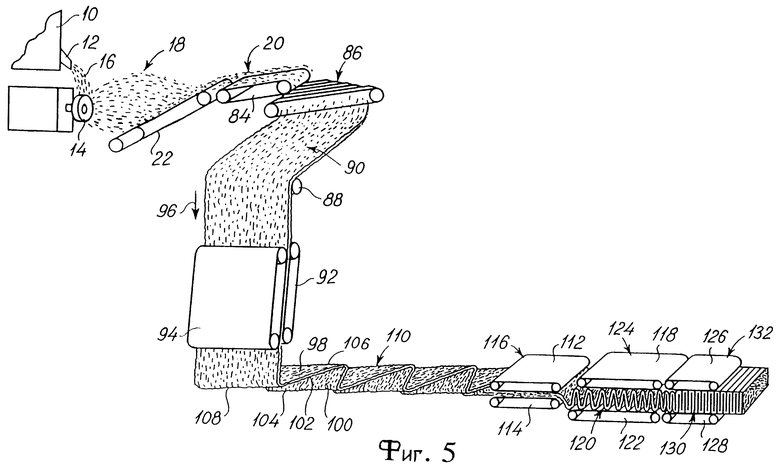
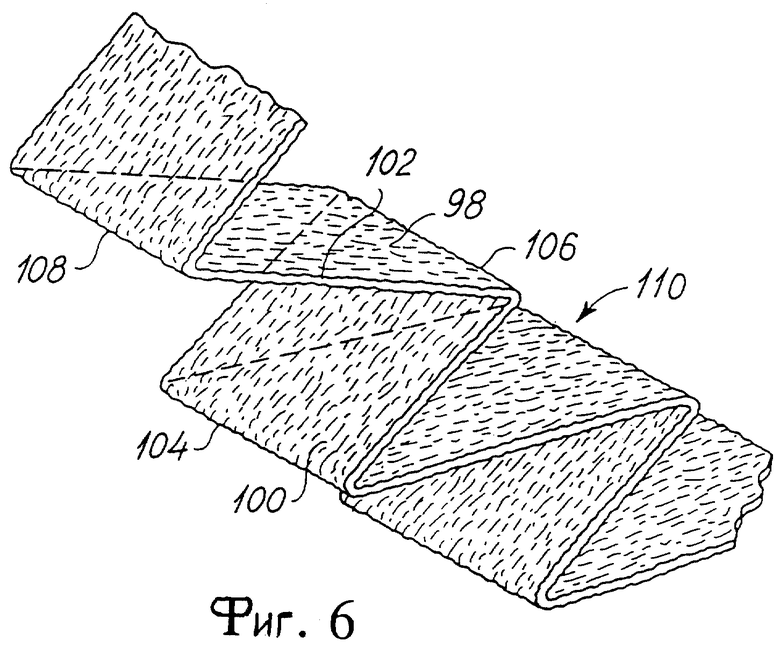


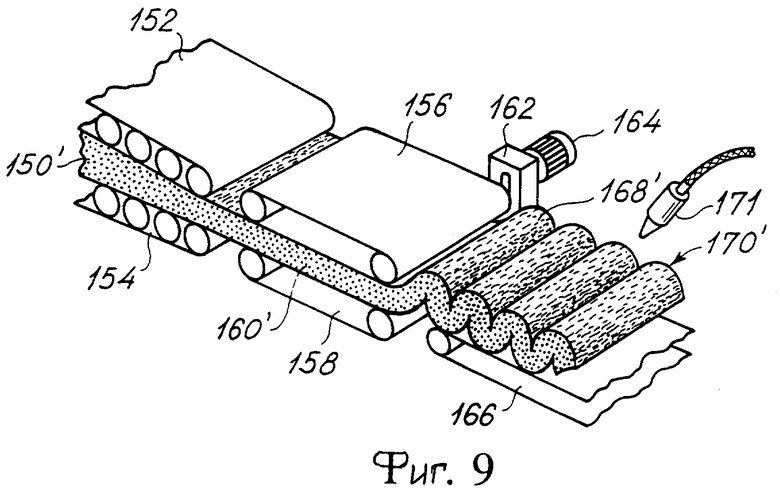

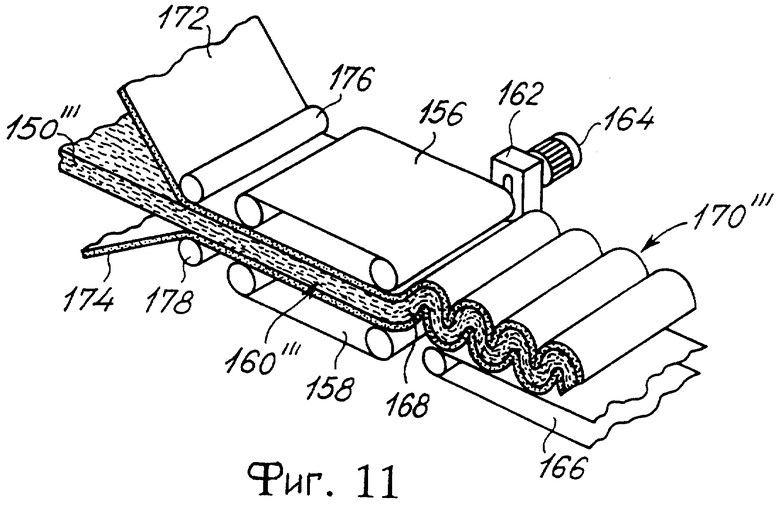
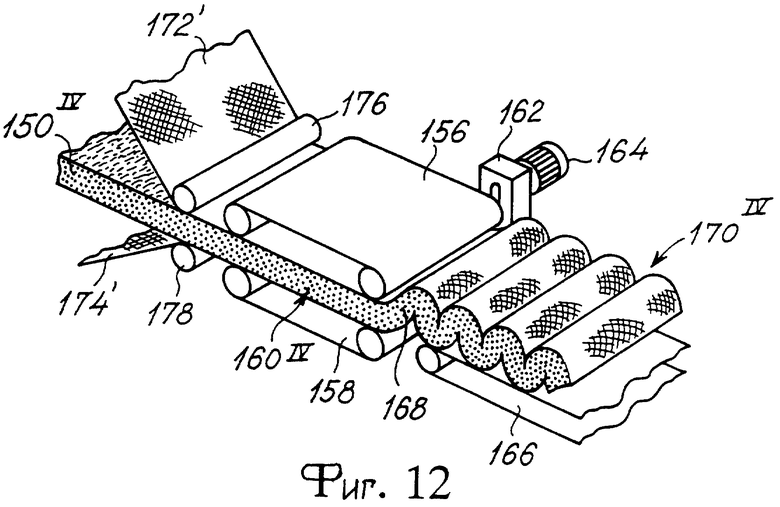
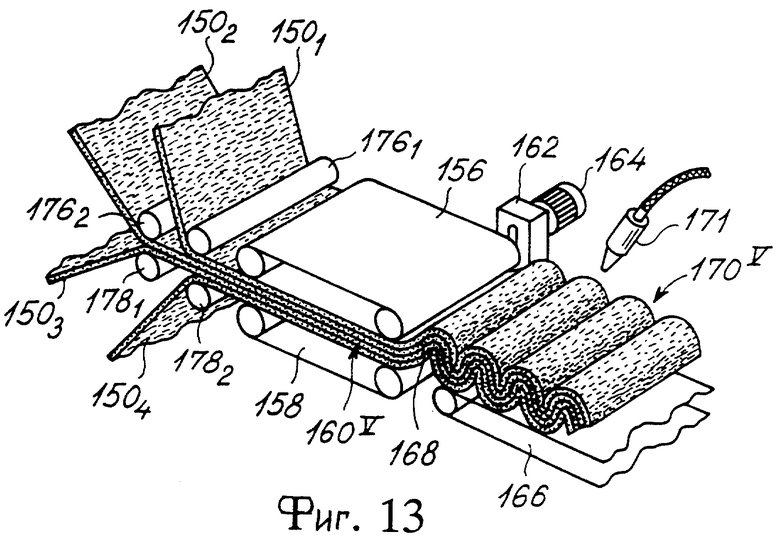

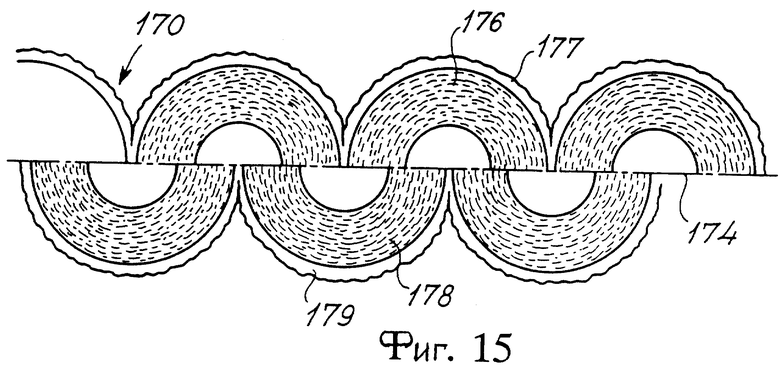
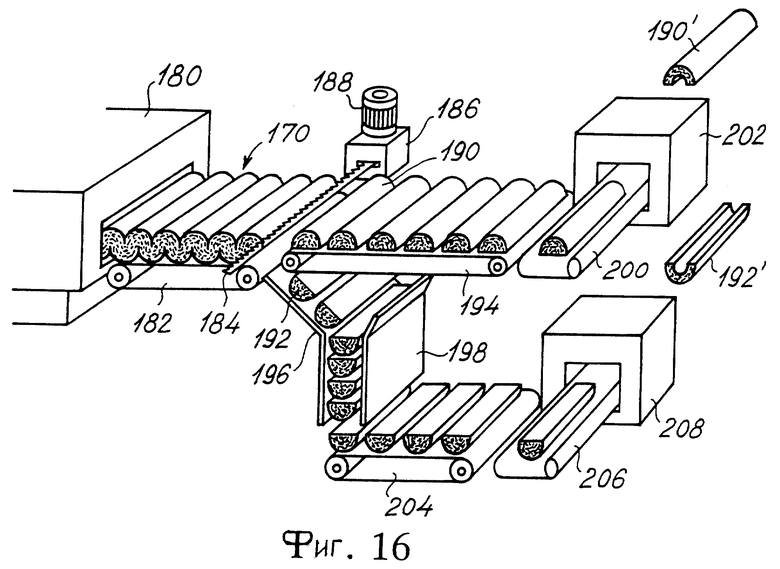

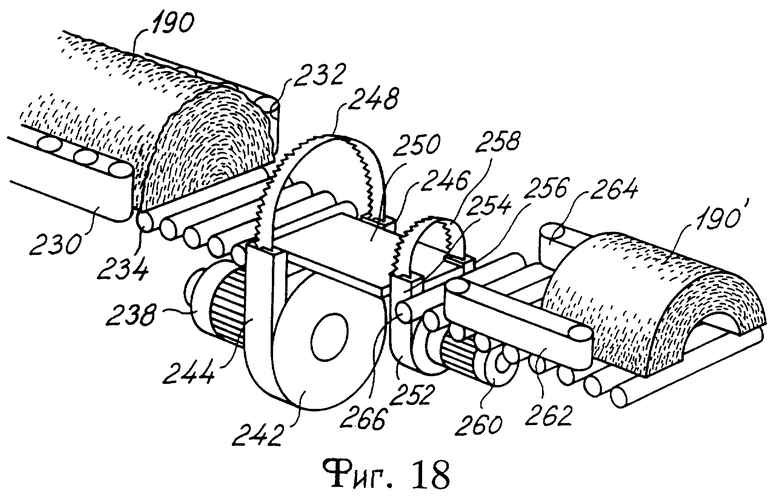

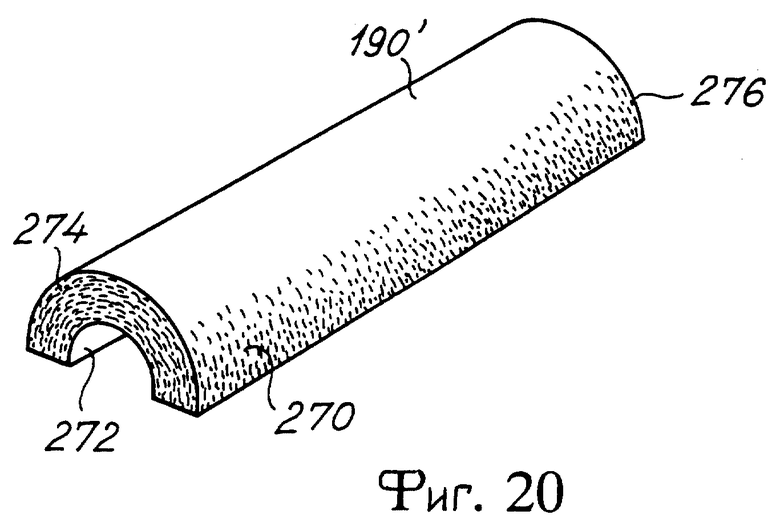
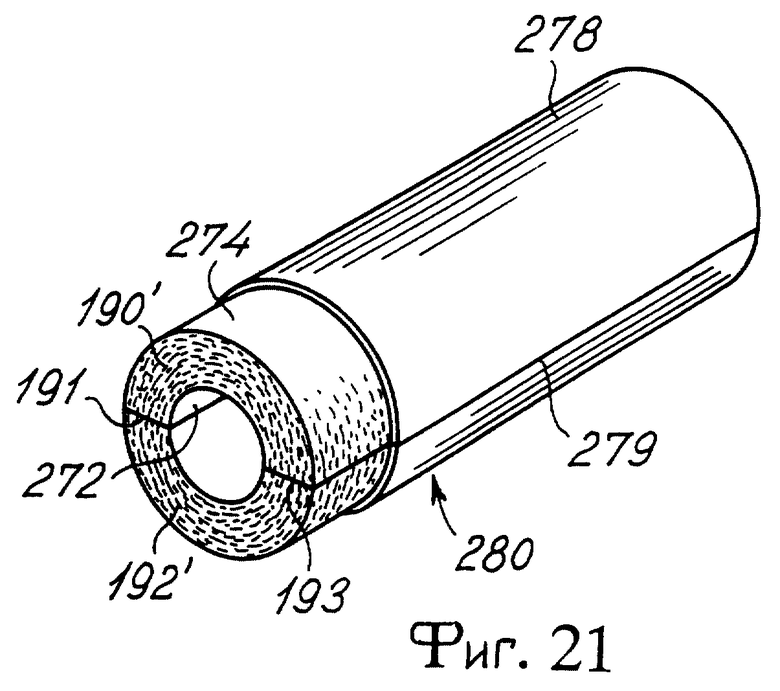
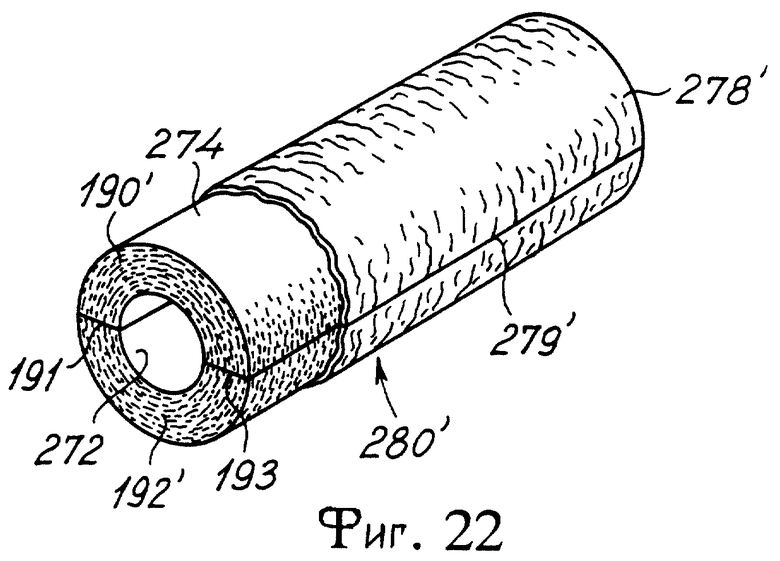

Способ производства кольцевого изолирующего покрытия из минерального волокна содержит следующие операции: производство первого нетканого полотна из минерального волокна, определяющего продольное и поперечное направление, параллельное первому нетканому полотну из минерального волокна, перемещение первого нетканого полотна из минерального волокна в продольном направлении, изгибание первого нетканого полотна из минерального волокна поперек продольного направления и параллельно поперечному направлению путем замедления движения первого нетканого полотна из минерального волокна так, чтобы производить незакрепленное второе нетканое полотно из минерального волокна, содержащее волны, включающие два ряда вершин волн, выступающих в противоположных направлениях относительно друг друга и относительно плоскости раздела, параллельной продольному и поперечному направлениям, отделение двух рядов вершин волн друг от друга и от второго нетканого полотна из минерального волокна вдоль плоскости раздела так, чтобы производить два ряда изогнутых половин покрытий, и составление двух половин покрытия для получения кольцевого изолирующего покрытия из минерального волокна. Изобретение также относится к производственной линии для производства кольцевого изолирующего покрытия из минерального волокна. Технический результат: обеспечение возможности поточного производства кольцевых изолирующих покрытий с улучшенными теплоизоляционными и механическими характеристиками. 2 с. и 48 з.п. ф-лы, 23 ил.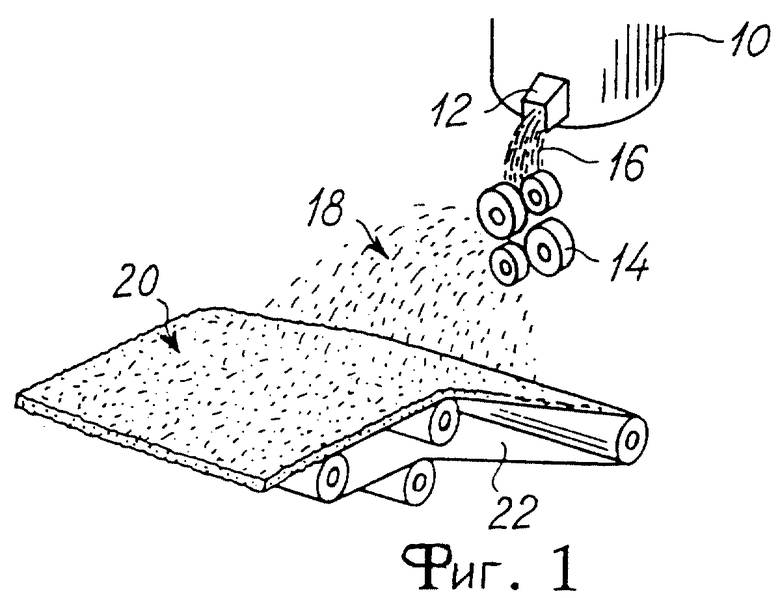
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТОГРАФИЧЕСКОЙ МАСКИ ДЛЯ LIGA-ТЕХНОЛОГИИ | 2007 |
|
RU2350996C1 |
| RU 96117383 A1, 27.11.1998 | |||
| Установка для очистки вертикальных поверхностей | 1971 |
|
SU595134A1 |
| Экономайзер | 0 |
|
SU94A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Экономайзер | 0 |
|
SU94A1 |

