Изобретение относится к способу изготовления ячеистого заполнителя, в том числе сотового заполнителя, из композиционных материалов для двух-, трехслойных панелей и оболочек из препрега. Предлагаемое изобретение может использоваться для изготовления изделий с высокой удельной прочностью в авиационной, ракетно-космической, строительной, автомобильной и других отраслях промышленности.
Предлагаемый способ позволяет формовать одновременно слои двух-, трехслойных панелей и изготавливать ячеистый заполнитель произвольной формы с переменным размером ячеек.
Известные способы изготовления сотового заполнителя (патенты RU 2272712 C1, RU 237007 C1, RU 2460647 C1) являются трудоемкими, т.к. состоят из большого количества операций, выполняемых последовательно: наносят на углетканевую (стеклотканевую) ленту клей полосами определенной ширины через определенные расстояния; склеивают ленты между собой в определенном порядке; растягивают полученную заготовку для образования «сотоблока»; пропитывают связующим полученный «сотоблок»; осуществляют полимеризацию «сотоблока».
Данные способы не позволяют применять для изготовления ячеистого заполнителя препрег (предварительно пропитанный связующим материал) из-за технологического разделения операций по склеиванию лент и пропитки связующим и полимеризации «сотоблока».
Известен способ изготовления сотового заполнителя из препрега (патент ЕР 0284848 А2 от 10.05.1988 г.) (прототип), где в качестве формообразующих элементов используются жесткие из алюминиевого сплава или из иного материала, не деформируемого в ходе применения нагрузок, шестигранные стержни.
Данный способ имеет следующие недостатки, которые не позволяют:
1. Обеспечить качественную, равномерную, по всему объему, склейку ячеистого заполнителя, т.к. неизбежные зазоры между формообразующими стержнями, возникающие вследствие неточности их изготовления и их взаимного расположения, ничем не компенсируются.
2. Одновременно формовать два слоя, внешний и внутренний, двухслойной панели вследствие приложения прижимной силы только поперек оси ячеек ячеистого заполнителя и отсутствия возможности, ввиду технологических особенностей данного метода, приклеивания листа препрега к торцам ячеистого заполнителя в процессе его полимеризации.
3. Изготавливать ячеистый заполнитель, в котором оси ячеек перпендикулярны какой-либо криволинейной поверхности, вследствие жесткости формообразующих стержней, не позволяющей им деформироваться и выбирать зазоры между собой при непараллельном размещении.
Задача изобретения состоит в устранении вышеуказанных недостатков.
Технический результат изобретения заключается в обеспечении максимальной площади контакта между склеиваемыми поверхностями препрега и равномерного давления на формуемую ячейку по всем направлениям.
Указанные результаты обеспечиваются за счет того, что в способе изготовления ячеистого заполнителя из композиционных материалов, в котором между формообразующими элементами осуществляют выкладку препрега и формуют его под давлением с последующим отверждением. Формообразующий элемент выполнен из эластичного упруго деформируемого материала с коэффициентом Пуансона близким к 0,5. Объем формообразующего элемента должен быть достаточен для заполнения внутреннего объема формуемой ячейки.
Формообразующие элементы для одного ячеистого заполнителя могут быть выполнены с разной геометрией.
Выкладка формообразующих элементов может быть осуществлена на поверхность препрега.
Поверхность препрега может быть выполнена криволинейной.
Изобретение поясняется чертежами.
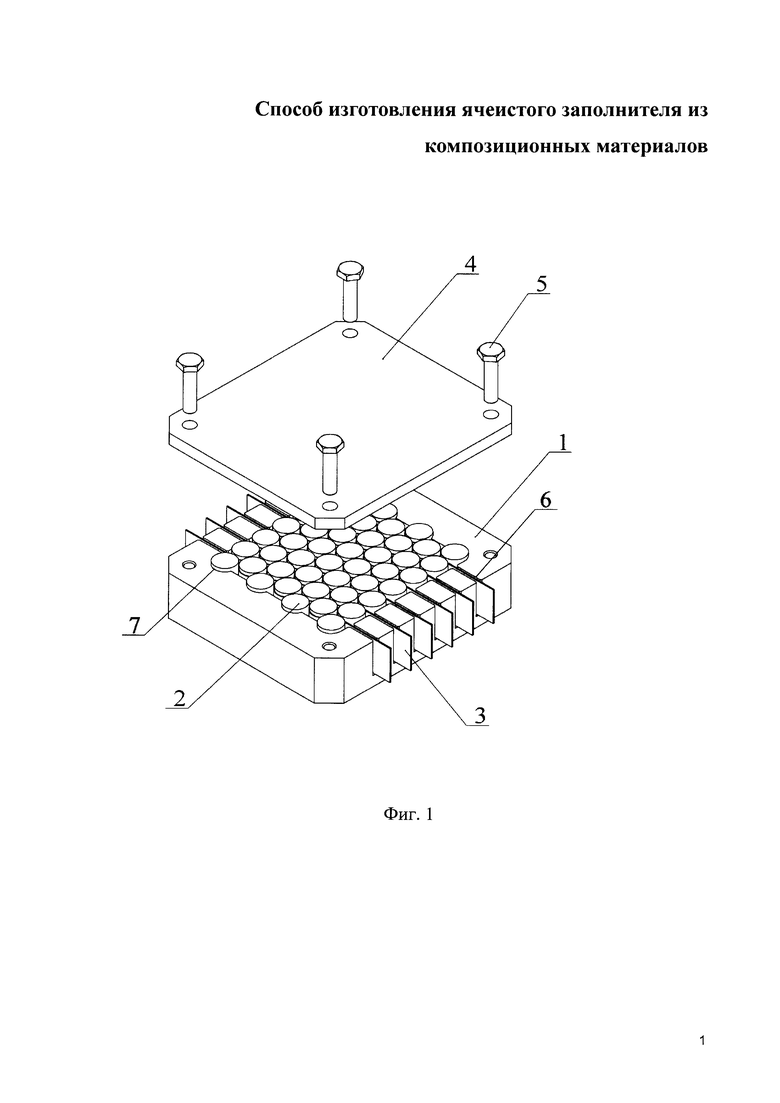
На фиг. 1 показан общий вид технологической оснастки.
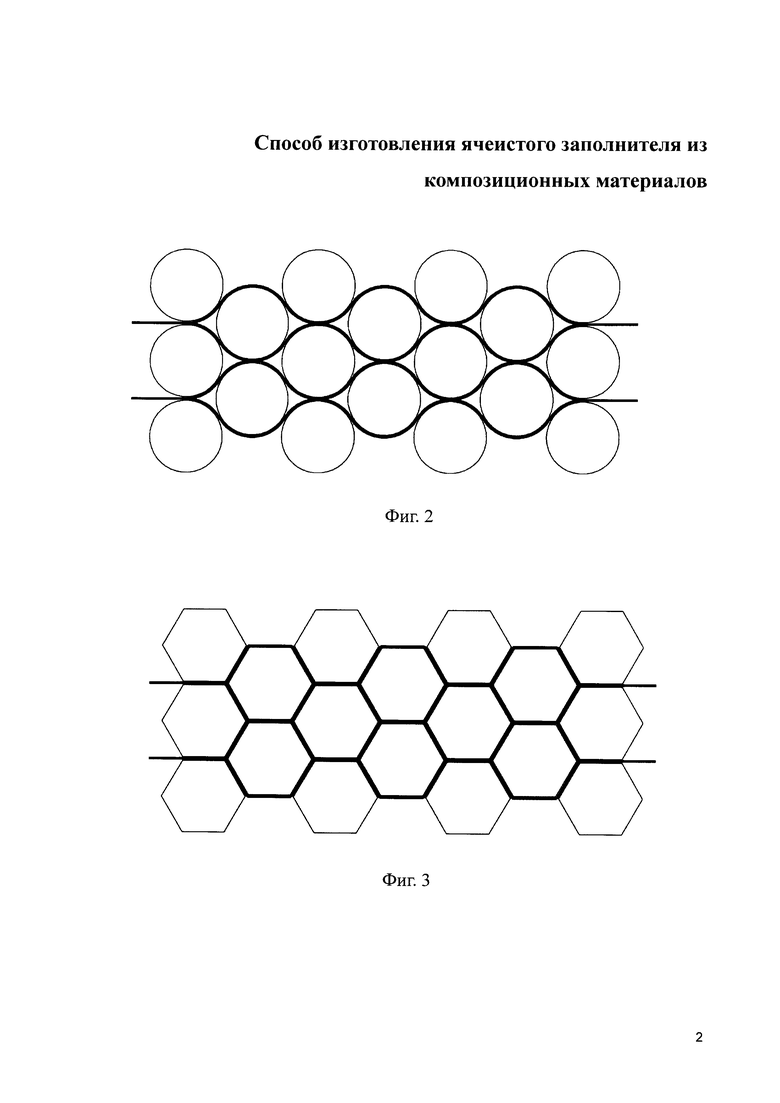
На фиг. 2 показаны формообразующие элементы и препрег до приложения нагрузки.
На фиг. 3 показаны формообразующие элементы и препрег после приложения нагрузки.
На фиг. 1 показано устройство с помощью которого можно осуществить предлагаемый способ. Устройство состоит из нижней части пресс-формы 1, на дне внутренней полости которой находятся установочные пазы 7, а на 2-х противоположных боковых стенках имеются технологические прорези 6, верхней части пресс-формы 4 и болтов 5.
Один из вариантов реализации предлагаемого способа осуществляется следующим образом:
В нижнюю часть металлической пресс-формы 1 устанавливают в шахматном порядке, методом плотной упаковки, формообразующие элементы, например, из силикона 2, причем для более равномерной и четкой расстановки формообразующих элементов 2 первый и последний ряды формообразующих элементов 2 устанавливают в установочные пазы 7. Далее между формообразующими элементами 2, прокладывают, как показано на фиг. 2, ленты из препрега 3 (препрег на основе углеткани, пропитанной эпоксидной смолой), выводя наружу их концы через технологические прорези 6, предназначенные для обеспечения более удобной прокладки препрега между формообразующими элементами и последующей натяжки лент препрега для придания равнотолщинности конструкции. Сверху на формообразующие элементы накладывают верхнюю часть металлической пресс-формы 4 и притягивают болтами 5 к нижней части пресс-формы 1. Формообразующие элементы 2 под действием усилия затяжки болтов 5 упруго деформируются и принимают в плане форму шестигранников (как показано на фиг. 3), плотно прижимая соответствующие участки ленты из препрега 3 друг к другу. Собранную таким образом конструкцию устанавливают в печь на время и при температуре необходимых для осуществления полимеризации данного препрега., где препрег полимеризуется. После полимеризации пресс-форме дают остыть не менее 2 часов и затем верхнюю часть пресс-формы 4 снимают, формообразующие элементы 2 принимают первоначальную форму и размеры, после этого их извлекают из получившегося ячеистого заполнителя, который вынимается из нижней части пресс-формы 1. Затем от получившегося ячеистого заполнителя отрезают технологические кончики препрега. Внутренняя полость пресс-формы изготавливается того размера, который определяет размер будущего «сотоблока» или панели с ячеистым заполнителем.
В варианте реализации предлагаемого способа для распределения нагрузки формования используется так называемый «мягкий пуансон», только не единичный, а множественный. Так как формующие элементы - «мягкие пуансоны» исчисляются для каждого изделия сотнями, а для изделий метровых размеров - тысячами, то можно ввести термин «мультипуансонное формование». Для сотовых панелей, где каждая ячейка в плане представляет из себя правильный шестиугольник, в качестве отдельных пуансонов используются цилиндры диаметром, равным диаметру вписанной в правильной шестиугольник окружности, и высотой, равной 110% глубины пресс-формы. Таким образом, диаметром и высотой цилиндра «мягкого пуансона» задается размер ячейки сотовой панели. Формообразующий элемент изготавливается из эластичного упругодеформируемого антиадгезионного материала, выдерживающего температуру полимеризации «препрега», например силикона. Он не склеивается эпоксидной смолой с углеволоконной тканью и сохраняет свои эластичные свойства при температурах формования карбоновых сотовых панелей 90-140°C. Коэффициент Пуассона у силикона, резины и других подобных эластичных материалов близок к 0,5, поэтому при приложении давления подобно жидкости, эти материалы равномерно распределяются по всему объему пресс-формы. Таким образом, обеспечивается надежный силовой контакт в местах соприкосновения формуемого препрега, что в свою очередь обеспечивает качественную склейку слоев.
Каждый формующий элемент может быть выполнен любой формы и размеров, в зависимости от того, какой конфигурации необходимо выполнить ячеистый заполнитель.
При формовании двухслойной панели на дно полости нижней части пресс-формы выкладывается необходимое количество слоев препрега.
Для изготовления ячеистого заполнителя с криволинейной поверхностью дно внутренней полости нижняя части пресс-формы и нижняя поверхность верхней части пресс-формы выполнены криволинейными, при этом изделие после отверждения не будет иметь внутренних напряжений.
Использование предлагаемого способа изготовления ячеистого заполнителя позволяет сократить время его изготовления, получить равнотолщинность его стенок и лучшую их проклейку, за один технологический цикл получить изделие с разными формами ячеистого заполнителя разной формы вплоть до криволинейной с дополнительными ребрами жесткости.
Меняя форму и размеры формообразующих элементов по сечению изделия, можно создавать панели с переменными размерами и формой ячеек наполнителя и конфигурировать весовые и прочностные свойства изделий по их поверхности.
Еще одним важным преимуществом данной технологии является возможность изготавливать изделия со сложной криволинейной поверхностью без возникновения остаточных напряжений после формования и склейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| КРЫЛО ЛЕТАТЕЛЬНОГО АППАРАТА | 2018 |
|
RU2697367C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВОЧНОЙ ОСНАСТКИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2000 |
|
RU2188126C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2007 |
|
RU2355583C2 |
| Способ непрерывной горячей формовки сотового наполнителя из препрега | 2018 |
|
RU2673049C1 |
| Способ изготовления сотового заполнителя из полимерных композиционных материалов | 2021 |
|
RU2770124C1 |
Изобретение относится к способу изготовления ячеистого сотового заполнителя, из композиционных материалов для двух-, трехслойных панелей и оболочек из препрега. Изобретение может использоваться для изготовления изделий с высокой удельной прочностью в авиационной, ракетно-космической, строительной, автомобильной и других отраслях промышленности. Осуществляют выкладку препрега между формообразующими элементами и формуют его под давлением с последующим отверждением. Формообразующий элемент выполняют из эластичного упруго деформируемого материала с коэффициентом Пуансона близким к 0,5. Его объем должен быть достаточен для заполнения внутреннего объема формуемой ячейки. Способ позволяет формовать одновременно слои двух-, трехслойных панелей и изготавливать ячеистый заполнитель произвольной формы с переменным размером ячеек. Изобретение обеспечивает создание максимальной площади контакта между склеиваемыми поверхностями препрега и равномерного давления на формуемую ячейку по всем направлениям. 3 з.п. ф-лы, 3 ил.
1. Способ изготовления ячеистого заполнителя из композиционных материалов, в котором между формообразующими элементами осуществляют выкладку препрега и формуют его под давлением с последующим отверждением, отличающийся тем, что формообразующий элемент выполнен из эластичного упругодеформируемого материала с коэффициентом Пуансона, близким к 0,5, а его объем достаточен для заполнения внутреннего объема формуемой ячейки.
2. Способ изготовления ячеистого заполнителя из композиционных материалов по п. 1, отличающийся тем, что формообразующие элементы для одного ячеистого заполнителя выполнены с разной геометрией.
3. Способ изготовления ячеистого заполнителя из композиционных материалов по п. 1, отличающийся тем, что выкладку формообразующих элементов осуществляют на поверхность препрега.
4. Способ изготовления ячеистого заполнителя из композиционных материалов по п. 3, отличающийся тем, что поверхность препрега выполнена криволинейной.
| EP 0284848 A2, 05.10.1988 | |||
| Устройство для изготовления ячеистых изделий из листового материала | 1982 |
|
SU1071447A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
| Герметичный трубчатый электронагреватель и способ его изготовления | 1975 |
|
SU613529A1 |

