Изобретение относится к способам изготовления сотового заполнителя из полимерных композиционных материалов для использования в трехслойных конструкциях. Изобретение может использоваться для изготовления изделий с высокими удельными механическими характеристиками в авиационной и ракетно-космической технике.
Известны способы изготовления сотового заполнителя - метод растяжки сотопакета (патент RU 2272712 C1, RU 2540665 С1). Суть способа заключается в склейке сухого армирующего материала клеевыми полосами через определенный шаг. После сушки клея, пакет растягивают до образовании шестигранной ячейки и следом опускают в емкость со связующим. Следующий шаг, это полимеризация в сушильных печах.
Данный способ является высокопроизводительным, но требует большого количества вспомогательного оборудования. Этим способом возможно изготавливать сотовые заполнители из полимерных композиционных материалов только с шестигранной ячейкой.
В качестве прототипа выбран способ изготовления сотового заполнителя из препрега (армирующего материала), представляющего собой листы тканых или нетканых волокнистых материалов, пропитанных не отвержденными полимерными связующими (патент DE3710416 A1 от 13/10.1988 г.). Способ включает укладку препрега в форму путем чередования армирующего материала и формообразующих стержней до заданной толщины, в котором в качестве формообразующего элемента выбран жесткий шестигранный стержень. В данном способе препрег формуется шестигранными стержнями, собранными и зафиксированными в решетку. Полимеризация препрега осуществляется в сушильном шкафу, затем конструкцию охлаждают и стержни демонтируют.
К недостаткам данного способа можно отнести: невозможность обеспечить равномерную склейку сотового заполнителя, в связи с возникновения зазоров между формообразующими стержнями, что влияет на качество изделия. При укладке препрега данным способом возникают внутренние напряжения в материале, т.к. шестигранные стержни растягивают препрег, что неблагоприятно влияют на механические характеристики сотового заполнителя. Стоит отметить, что использование препрега в конструкции сотового заполнителя удорожают себестоимость изделия. Так же технологическая оснастка должна выдерживать высокие температуры в сушильном шкафу. Данным способом можно изготавливать сотовые заполнители только одного типа-размера ячеек.
Задачей, на решение которой направлено заявляемое изобретение является обеспечение равномерной склейки сотового заполнителя, обеспечивающее качество изделия, устранение внутренних напряжений в материале, влияющих на механические характеристики сотового заполнителя, и уменьшение влияния высоких температур на оснастку.
Данная задача решается за счет того, что заявленный способ изготовления сотового заполнителя из полимерных композиционных материалов, включает укладку армирующего материала в форму путем чередования материала и формообразующих стержней до заданной толщины, затем армирующий материал, отверждают и демонтируют стержни. Новым в способе является то, что сухой армирующий материал равномерно пропитывают связующим под давлением (во время) после его укладки в герметичную форму, внутренняя поверхность которой повторяет внешнюю поверхность сотового заполнителя.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является возможность изготовления сотового заполнителя с требуемой геометрической точностью и высокими удельными механическими характеристиками, а также использования связующего холодного отверждения, что устраняет влияния высоких температур на оснастку.
Сущность изобретения поясняется чертежами:
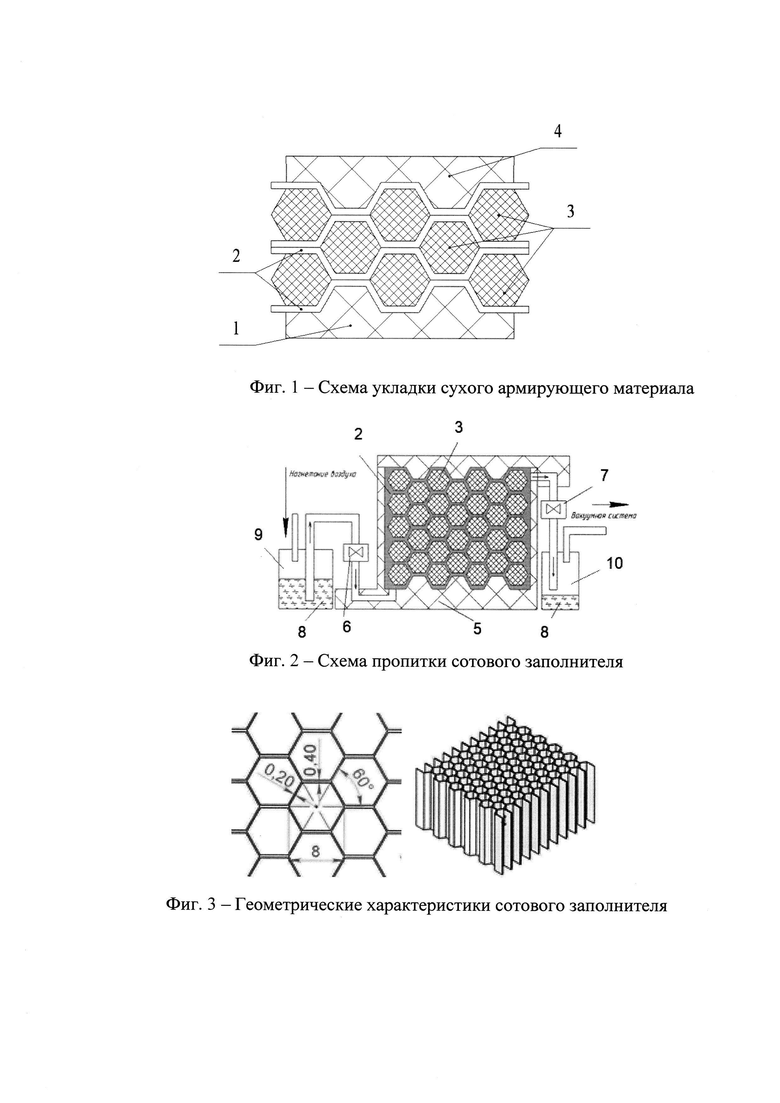
на фиг. 1 - схема укладки сухого армирующего материала;
на фиг. 2 - схема пропитки сотового заполнителя под давлением;
на фиг. 3 - геометрические характеристики сотового заполнителя;
на фиг. 4 - фотография изготовленного сотового заполнителя.
Способ изготовления сотового заполнителя состоит из нескольких этапов. Схема укладки сухого армирующего материала показана на фиг 1. Сначала выкраивают армирующий материал 2 по размерам изделия. Укладку армирующего материала в форму осуществляют путем чередования армирующего материала 2 и формообразующих стержней 3 до заданной толщины. Последний слой прижимается специальной крышкой 4, имеющей выступы равные половине высоты формообразующих стержней(на фиг. не показано) Такие же выступы имеет и поверхность 1. Чтобы уменьшить внутренние напряжение сухого армирующего материала при укладке, он формуется до плотного соприкосновения с крышкой.
Вся композиция устанавливается в герметичную форму 5, представленной на фиг. 2. Поверхность 1 и крышка 4, представленные на фиг. 1, могут быть частью данной формы. В этом случае монтируются боковые фланцы (на фиг.1 не показаны), которые плотно соприкасаются со стержнями 3 и обеспечивают герметичность внутренней полости, где располагается сухой армирующий материал 2. В форму 5 под давлением через запорное устройство 6 подается связующее 8, которое находится в емкости 9, и пропитывает сухой армирующий материал 2. Равномерная пропитка армирующего материала происходит из-за пониженного давления в конструкции, созданного вакуумной системой, представленной на фиг. 2. Пропитка продолжается до тех пор, пока связующее не заполнит внутреннюю полость формы, после чего закрываются запорные устройства 6 и 7. Излишки связующего 8 стекают в емкость 10. Затем осуществляется процесс полимеризации.
После затвердевания связующего полученный сотовый заполнитель со стержнями вынимается из формы. Затем жесткие формообразующие стержни демонтируются из сотового заполнителя. Затвердевшее связующее прочно скрепляет слои волокна, тем самым обеспечивая форму конструкции.
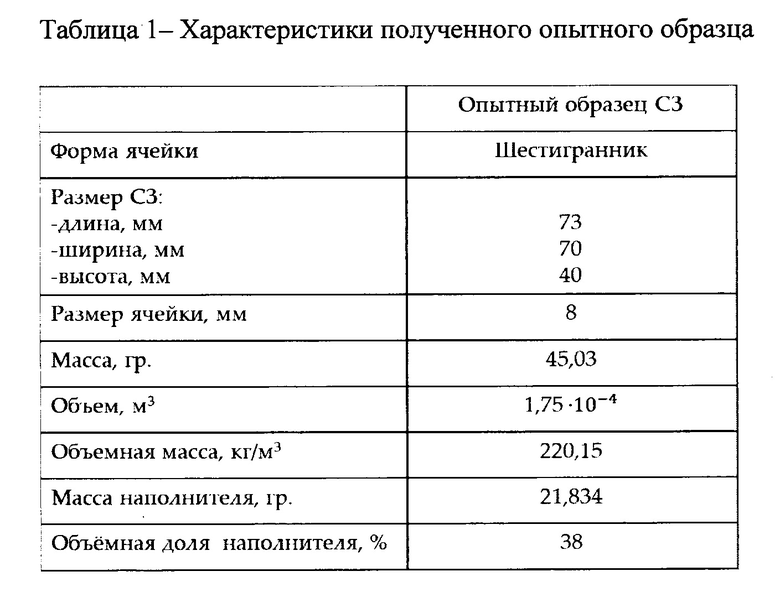
Для подтверждения реализуемости данной технологии был изготовлен шестигранный сотовый заполнитель со следующими габаритными размерами: 70*73, высотой 40 мм, размер ячейки 8 мм, который представлен нафиг.3 и 4. Армирующий материал: стеклоткань. Связующее: эпоксидная смола ЭД-20 с отвердителем холодного затвердевания ЭТАЛ.
Способ изготовления сотового заполнителя из полимерных композиционных материалов, включающий укладку армирующего материала в форму путем чередования материала и формообразующих стержней до заданной толщины. Затем сухой армирующий материал равномерно пропитывают связующим под пониженным давлением и полимеризуют.
После затвердевания форма разбирается, вынимаются формообразующие стержни и сотовый заполнитель готов для использования в многослойных панелях и оболочках. Представленный способ позволяет изготавливать сотовые заполнители различной высоты, с разнообразными формами и размерами ячеек.
В таблице 1 представлены характеристики полученного опытного образца сотового заполнителя, масса конструкции 45 гр., и объемная масса составляет 220 кг/м. Объемная доля наполнителя 38%.
Стоит отметить, что предложенным методом можно изготавливать не только шестигранные ячейки, а также множество других вариантов. Форма и размер ячейки будут зависеть только от формы и размера стержней. Способ укладки армирующего материала при этом не меняется.
Данным способом можно изготавливать сотовые заполнители с любым радиусом кривизны. В настоящее время это обеспечивается фрезеровкой готового сотового заполнителя. Для изготовления сотового заполнителя с искривлением необходимо изготовить оснастку, которая будет повторять искривленную форму изделия.
Предлагаемый способ обладает следующими преимуществами: возможностью изготавливать детали сложной формы с высокой геометрической точностью, высокими механическими характеристиками сотового заполнителя и высокой производительностью и обеспечивающей улучшенное качество изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОГО СОТОВОГО ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2015 |
|
RU2623781C2 |
| УЗЕЛ СОЧЛЕНЕНИЯ СТЕРЖНЕЙ ПРОСТРАНСТВЕННОЙ КОНСТРУКЦИИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2677200C1 |
| Способ изготовления фитинга из слоистого композиционного материала. | 2015 |
|
RU2629487C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2017 |
|
RU2657078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛЬНОЙ ОСНАСТКИ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2019 |
|
RU2742301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНОЙ ТРЕХСЛОЙНОЙ КОМПОЗИТНОЙ ПАНЕЛИ | 2017 |
|
RU2685218C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2016 |
|
RU2673535C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАЛКИ П-ОБРАЗНОГО ПРОФИЛЯ СУДОВОГО КОРПУСА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2019 |
|
RU2719527C1 |
| ЛОПАСТЬ ВОЗДУШНОГО ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2749051C1 |
Изобретение относится к способу изготовления сотового заполнителя из полимерных композиционных материалов для многослойных панелей и оболочек. Изобретение может использоваться для изготовления изделий с высокими удельными механическими характеристиками в авиационной и ракетно-космической технике. Способ изготовления сотового заполнителя из полимерных композиционных материалов, включающий укладку армирующего материала в форму путем чередования материала и формообразующих стержней до заданной толщины, затем материал отверждают и демонтируют стержни. Новым в изобретении является то, что сухой армирующий материал равномерно пропитывают связующим под давлением после укладки в герметичную форму, внутренняя поверхность которой повторяет внешнюю поверхность сотового заполнителя. После затвердевания формы разбираются, вынимаются формообразующие стержни и сотовый заполнитель готов для использования в многослойных панелях и оболочках. Представленный способ позволяет изготавливать сотовые заполнители различной высоты, с разнообразными формами и размерами ячеек. 4 ил., 1 табл.
Способ изготовления сотового заполнителя из полимерных композиционных материалов, включающий укладку армирующего материала в форму путем чередования материала и формообразующих стержней до заданной толщины, затем материал отверждают и демонтируют стержни, отличающийся тем, что сухой армирующий материал равномерно пропитывают связующим под давлением после укладки в герметичную форму, внутренняя поверхность которой повторяет внешнюю поверхность сотового заполнителя.
| DE 3710416, 13.10.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕФЛЕКТОРА | 2017 |
|
RU2657078C1 |
| Способ изготовления крупногабаритных тел вращения с поверхностью переменной кривизны многослойной разборной конструкции из полимерных композиционных материалов | 2017 |
|
RU2664942C1 |
| Способ изготовления трехслойной сотовой панели из композиционного материала | 2016 |
|
RU2631877C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ТРЁХСЛОЙНЫХ ПАНЕЛЕЙ СЛОЖНОЙ КРИВИЗНЫ | 2018 |
|
RU2680571C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1991 |
|
RU2057647C1 |

