Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к листообразному изделию, которое используется для впитывающего изделия, и к способу изготовления листообразного изделия.
Предшествующий уровень техники
[0002]
Как правило, впитывающие элементы, используемые для впитывающих изделий, таких как одноразовые подгузники, гигиенические прокладки и урологические прокладки, изготавливают посредством всасывания и накопления исходного материала, который предназначен для впитывающего элемента, содержит целлюлозные волокна и водопоглощающий полимер и подается в воздушном потоке, в углублении, которое образовано на наружной окружной периферийной поверхности вращающегося барабана, и последующего закрытия стопы волокон, которая таким образом скопилась в углублении, водопроницаемым листовым материалом. Однако масса водопоглощающего полимера значительно больше массы целлюлозных волокон, и водопоглощающий полимер имеет склонность к неравномерному распределению. При таком неоднородном впитывающем элементе существует вероятность возникновения воспрепятствования набуханию, такого как блокирование гелем, и максимальная впитывающая способность водопоглощающего полимера не может проявиться.
[0003]
В патентном документе 1 раскрыт элемент, впитывающий выделяемую организмом, текучую среду, в котором два листа прикреплены друг к другу посредством множества фиксирующих частей, зоны каналов, каждая из которых является непрерывной в продольном направлении, образованы между фиксирующими частями, соседними друг с другом, и впитывающий материал размещен в каждой зоне канала, при этом впитывающий материал образован посредством соединения материала для впитывания выделяемой организмом, текучей среды, содержащего полимер со сверхвысокой водопоглощающей способностью, с материалом, поддающимся усадке. При элементе для впитывания выделяемой организмом, текучей среды, раскрытом в патентном документе 1, весь впитывающий элемент может эффективно использоваться.
[0004]
В патентном документе 2 раскрыто впитывающее изделие, включающее в себя впитывающий элемент, который имеет в его части, обращенной к выделительной зоне, зону с прорезями выделительной части, в которой продольные прорези, проходящие в продольном направлении, образованы в распределенном состоянии, и который также имеет центральную зону с прорезями в той части зоны с прорезями выделительной части, которая является центральной в поперечном направлении и продольном направлении. При впитывающем изделии, раскрытом в патентном документе 2, комфорт при ношении может быть повышен.
[0005]
В патентном документе 3 раскрыто впитывающее изделие, включающее в себя впитывающий элемент, в котором четыре или более прорезей расположены с интервалами. При впитывающем изделии, раскрытом в патентном документе 3, жесткость впитывающего элемента может быть уменьшена, и впитывающая способность может быть увеличена.
Перечень ссылок
Патентные документы
[0006]
Патентный документ 1: JP 2002-224162A
Патентный документ 2: JP 2015-42244A
Патентный документ 3: JP S63-18122U
Сущность изобретения
[0007]
Настоящее изобретение относится к листообразному изделию для впитывающего изделия, включающему в себя множество впитывающих секций, при этом каждая впитывающая секция включает в себя длинную базовую часть, имеющую протяженность в поперечном направлении, протяженность в продольном направлении, которая превышает протяженность в поперечном направлении, и протяженность в направлении толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности на первой стороне длинной базовой части, при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано, по меньшей мере, в одном направлении.
Перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера прикреплены к поверхности на первой стороне длинных базовых частей, а также прикреплены к боковым краевым частям каждой длинной базовой части, которые проходят вдоль продольного направления.
[0008]
Кроме того, настоящее изобретение относится к способу изготовления листообразного изделия для впитывающего изделия, при этом листообразное изделие включает в себя множество впитывающих секций, каждая из которых включает в себя длинную базовую часть, которая имеет протяженность в поперечном направлении, протяженность в продольном направлении, которая больше протяженности в поперечном направлении, и протяженность в направлении толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности на первой стороне длинной базовой части, при этом впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы, по меньшей мере, в одном направлении, при этом перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера прикреплены к поверхности на первой стороне каждой из длинных базовых частей и также закреплены на боковых краевых частях каждой из длинных базовых частей, при этом боковые краевые части проходят вдоль продольного направления. Способ изготовления листообразного изделия по настоящему изобретению включает в себя этап разрезания для разрезания листа базового материала для образования множества длинных базовых частей; этап расширения расширяемой части, обеспечивающий увеличение расстояния между длинными базовыми частями, соседними друг с другом, из множества длинных базовых частей, которые были образованы на этапе разрезания, и этап распределения частиц водопоглощающего полимера для распределения частиц водопоглощающего полимера на множестве длинных базовых частей при расстоянии между длинными базовыми частями, соседними друг с другом, которое было увеличено на этапе расширения.
Краткое описание чертежей
[0009]
[Фиг.1] Фиг.1 представляет собой схематический вид в разрезе варианта осуществления листообразного изделия для впитывающего изделия по настоящему изобретению, иллюстрирующий состояние перед впитыванием жидкости частицами водопоглощающего полимера.
[Фиг.2] Фиг.2 представляет собой схематический вид в разрезе листообразного изделия, показанного на фиг.1, иллюстрирующий состояние, в котором частицы водопоглощающего полимера набухли в результате впитывания жидкости.
[Фиг.3] Фиг.3 представляет собой вид в перспективе листообразного изделия, показанного на фиг.1, если смотреть с верхней стороны.
[Фиг.4] Фиг.4 схематически показывает вариант осуществления устройства для изготовления листообразного изделия, показанного на фиг.1.
[Фиг.5] Фиг.5 представляет собой схематический вид в перспективе части для разрезания листа базового материала, которая включена в устройство для изготовления, показанное на фиг.4.
[Фиг.6] Фиг.6 представляет собой схематический вид в перспективе части для расширения, которая включена в устройство для изготовления, показанное на фиг.4.
[Фиг.7] Фиг.7 представляет собой вид в перспективе другого варианта осуществления листообразного изделия по настоящему изобретению, если смотреть с верхней стороны, иллюстрирующий состояние перед впитыванием жидкости частицами водопоглощающего полимера (фиг.7 соответствует фиг.3).
Описание вариантов осуществления
[0010]
Во впитывающем элементе, раскрытом в патентном документе 1, впитывающий материал, содержащий полимер со сверхвысокой водопоглощающей способностью, размещен в каждой из зон каналов, которые сформированы посредством фиксации фиксирующих частей. Таким образом, даже после набухания полимера со сверхвысокой водопоглощающей способностью в результате впитывания выделяемой организмом, текучей среды будет затруднено перемещение полимера со сверхвысокой водопоглощающей способностью в направлении толщины, и максимальная впитывающая способность полимера со сверхвысокой водопоглощающей способностью не может быть проявлена.
[0011]
Кроме того, в патентных документах 2 и 3 вообще не упоминается место, в котором водопоглощающий полимер прикреплен к элементу, который образован посредством продольного разрезания.
[0012]
Таким образом, настоящее изобретение относится к выполнению листообразного изделия, которое позволяет устранить недостатки вышеописанных обычных технических решений. Кроме того, настоящее изобретение относится к разработке способа изготовления листообразного изделия, при этом способ обеспечивает возможность устранения данных недостатков обычных технических решений.
[0013]
В дальнейшем настоящее изобретение будет описано на основе предпочтительных вариантов его осуществления со ссылкой на чертежи.
Листообразное изделие по настоящему изобретению используется для впитывающего изделия. Впитывающее изделие обычно используется для впитывания и удерживания выделенной организмом, текучей среды, такой как моча или менструальная кровь. Впитывающее изделие охватывает, например, одноразовые подгузники, гигиенические прокладки, урологические прокладки и тому подобно. Однако впитывающее изделие не ограничено данными примерами и должно рассматриваться как охватывающее широкий ряд изделий, которые используются для впитывания жидкости, выделенной из тела человека.
[0014]
Впитывающее изделие, как правило, имеет удерживающий жидкости, впитывающий элемент, верхний лист, который расположен со стороны обращенной к коже поверхности впитывающего элемента, и задний лист, который расположен со стороны не обращенной к коже поверхности впитывающего элемента. Впитывающий элемент имеет листообразное изделие по настоящему изобретению и проницаемый для жидкостей лист для обертывания сердцевины, который закрывает листообразное изделие. То есть, листообразное изделие по настоящему изобретению используется для впитывающего изделия, например, в виде впитывающего элемента, в котором листообразное изделие закрыто проницаемым для жидкостей листом для обертывания сердцевины. Следует отметить, что впитывающее изделие также может включать в себя лист, образующий так называемый подслой, на, по меньшей мере, одной из обращенной к коже поверхности и не обращенной к кожей поверхности впитывающего элемента.
[0015]
Материалы, которые обычно используются в данной области техники, могут быть использованы без ограничения в качестве верхнего листа, заднего листа и листа для обертывания сердцевины. Например, проницаемые для жидкостей листы, такие как различные типы нетканых материалов, которые были подвергнуты обработке для придания гидрофильности, перфорированные пленки и тому подобное могут быть использованы в качестве верхнего листа. Кроме того, не проницаемые для жидкостей или водоотталкивающие листы, такие как пленка из термопластичной смолы, ламинат из данной пленки и нетканого материала и тому подобное могут быть использованы в качестве заднего листа. Задний лист может быть проницаемым для водяного пара. Кроме того, кусок тонкой бумаги (санитарно-гигиенической бумаги), которую изготавливают, используя мокрый способ изготовления бумаги, проницаемый для жидкостей, нетканый материал и тому подобное могут быть использованы в качестве листа для обертывания сердцевины. Кроме того, впитывающее изделие может дополнительно включать в себя различные типы элементов в соответствии с конкретными применениями впитывающего изделия. Такие элементы известны специалистам в данной области техники. Например, когда впитывающее изделие применяют в качестве одноразового подгузника или гигиенической прокладки, одна или две или более пар манжет, защищающих от утечки, могут быть расположены на обеих боковых сторонах верхнего листа.
[0016]
Фиг.1 и 2 показывают схематические виды в разрезе листообразного изделия 1 (в дальнейшем также называемого просто «листообразным изделием 1»), которое представляет собой предпочтительный вариант осуществления листообразного изделия по настоящему изобретению. Листообразное изделие 1, показанное на фиг.1, находится в состоянии перед впитыванием жидкости частицами водопоглощающего полимера (в дальнейшем также называемом просто «состоянием перед использованием»). Листообразное изделие 1, показанное на фиг.2, находится в состоянии, в котором частицы водопоглощающего полимера набухли в результате впитывания жидкости, (в дальнейшем также называемом просто «состоянием после набухания»). В данном случае «состояние после набухания» означает состояние частиц водопоглощающего полимера после погружения впитывающего элемента 1 в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°, на 60 минут. Фиг.3 показывает вид в перспективе листообразного изделия 1 в состоянии перед использованием.
[0017]
Листообразное изделие 1, показанное на фиг.1, включает в себя множество впитывающих секций 4, каждая из которых включает в себя длинную базовую часть 2, имеющую протяженность в поперечном направлении (направлении Х), протяженность в продольном направлении (направлении Y), которая больше протяженности в поперечном направлении (направлении Х), и протяженность в направлении толщины (направлении Z), и частицы 3 водопоглощающего полимера (также называемые в дальнейшем просто «водопоглощающим полимером 3»), которые прикреплены к поверхности на первой стороне длинной базовой части 2, и впитывающие секции 4 расположены так, что их продольные направления (направления Y) ориентированы, по меньшей мере, в одном направлении. В данном случае поперечное направление (направление Х), продольное направление (направление Y) и направление толщины (направление Z) каждой длинной базовой части 2 совпадают соответственно с поперечным направлением (направлением Х), продольным направлением (направлением Y) и направлением толщины (направлением Z) каждой впитывающей секции 4 и согласно данному варианту осуществления также совпадают с поперечным направлением (направлением Х), продольным направлением (направлением Y) и направлением толщины (направлением Z) листообразного изделия 1 (см. фиг.3). Следует отметить, что продольное направление (направление Y) листообразного изделия 1 также совпадает с направлением от передней стороны к задней стороне носителя при ношении впитывающего изделия, включающего в себя листообразное изделие 1.
[0018]
В листообразном изделии 1, показанном на фиг.1, множество впитывающих секций 4 расположены так, что продольные направления (направления Y) впитывающих секций 4 ориентированы в продольном направлении (направлении Y) листообразного изделия 1 (см. фиг.3). По соображениям, связанным с облегчением перемещений впитывающих секций 4, промежуточный материал отсутствует между впитывающими секциями 4, 4, соседними друг с другом в поперечном направлении (направлении Х) длинных базовых частей 2 (впитывающих секций 4). То есть, каждая впитывающая секция 4 не обернута промежуточным материалом. На фиг.1 и 2 верхняя сторона каждой длинной базовой части 2, которая представляет собой ее первую сторону, образует обращенную к коже поверхность, которая расположена напротив кожи носителя, и нижняя сторона каждой длинной базовой части 2, которая представляет собой ее вторую сторону, образует не обращенную к коже поверхность, которая расположена напротив заднего листа. То есть, сторона, которая противоположна первой стороне, представляет собой вторую сторону.
[0019]
Каждая впитывающая секция 4 листообразного изделия 1 образована с прямоугольной формой в состоянии перед использованием, которая является удлиненной в продольном направлении Y. Каждая впитывающая секция 4 имеет длину Lx в поперечном направлении Х, предпочтительно составляющую от 0,5 мм до 10 мм включительно и более предпочтительно от 1 мм до 5 мм включительно. Каждая впитывающая секция 4 имеет длину Ly в продольном направлении Y, которая превышает длину Lx в поперечном направлении Х предпочтительно в 20 раз - 200 раз включительно и более предпочтительно в 40 раз - 80 раз включительно. При условии, что данный коэффициент должен обеспечиваться, длина Ly каждой впитывающей секции 4 в продольном направлении Y предпочтительно составляет от 10 мм до 500 мм включительно и более предпочтительно от 200 мм до 400 мм включительно. Как описано выше, каждая из впитывающих секций 4 имеет длинную и узкую форму.
В данном варианте осуществления частицы 3 водопоглощающего полимера прикреплены к боковым краевым частям каждой из длинных базовых частей, и, таким образом, соотношение по величине между шириной W2 каждой из длинных базовых частей и длиной Lx каждой из впитывающих секций 4 в поперечном направлении Х предпочтительно составляет 0 мкм < (Lx-W2) < 1400 мкм и более предпочтительно 200 мкм < (Lx-W2) < 1000 мкм.
[0020]
В данном варианте осуществления листообразное изделие 1 образовано с прямоугольной формой, которая является удлиненной в продольном направлении (направлении Y) в состоянии перед использованием. Листообразное изделие 1 имеет длину в продольном направлении (направлении Y), составляющую приблизительно от 100 мм до 1000 мм включительно, и длину в поперечном направлении (направлении Х), составляющую приблизительно от 50 мм до 300 мм включительно.
[0021]
Листообразное изделие 1 имеет впитывающую зону АТ, в которой множество впитывающих секций 4 расположены так, чтобы они были ориентированы, по меньшей мере, в одном направлении в состоянии перед использованием. По соображениям, связанным с облегчением впитывания жидкости в зонах, в которых прикреплены частицы 3 водопоглощающего полимера, на виде в плане листообразного изделия 1 в состоянии перед использованием доля впитывающей зоны АТ по отношению ко всему листообразному изделию 1 предпочтительно составляет не менее 20% и более предпочтительно - не менее 50% и предпочтительно не более 100% и более предпочтительно - не более 90%, и, в частности, данная доля предпочтительно составляет от 20% до 100% включительно и более предпочтительно от 50% до 90% включительно. В данном случае доля впитывающей зоны АТ, составляющая 100%, означает вариант, в котором, например, в случае, если множество впитывающих секций 4 расположены рядом друг с другом в поперечном направлении (направлении Х) листообразного изделия 1 так, что продольные направления (направления Y) впитывающих секций 4 ориентированы в продольном направлении (направлении Y) листообразного изделия 1, впитывающие секции 4 расположены во всей зоне листообразного изделия 1, простирающейся между обоими концами листообразного изделия 1 в продольном направлении (направлении Y). В альтернативном варианте, если множество впитывающих секций 4 расположены рядом друг с другом в продольном направлении (направлении Y) листообразного изделия 1 так, что продольные направления (направления Y) впитывающих секций 4 ориентированы в поперечном направлении (направлении X) листообразного изделия 1, доля впитывающей зоны АТ, составляющая 100%, означает вариант, в котором впитывающие секции 4 расположены во всей зоне листообразного изделия 1, простирающейся между обеими боковыми сторонами листообразного изделия 1, которые проходят вдоль продольного направления (направления Y). Следует отметить, что на виде в плане листообразного изделия 1 зоны, отличные от впитывающей зоны АТ, образуют зоны NT без прорезей, которые будут описаны позднее.
[0022]
В случае, когда впитывающие секции 4 расположены так, что их продольные направления (направления Y) ориентированы в продольном направлении (направлении Y) листообразного изделия 1, число впитывающих секций 4, которые размещены в одном листообразном изделии, предпочтительно составляет не менее 3 и более предпочтительно - не менее 50 и предпочтительно не более 1000 и более предпочтительно - не более 500, и, в частности, число впитывающих секций 4, которые размещены в одном листообразном изделии, предпочтительно составляет от 3 до 1000 включительно и более предпочтительно от 50 до 500 включительно. В случае, когда впитывающие секции 4 расположены так, что их продольные направления (направления Y) ориентированы в поперечном направлении (направлении Х) листообразного изделия 1, число впитывающих секций 4, которые размещены в одном листообразном изделии, предпочтительно составляет не менее 3 и более предпочтительно - не менее 50 и предпочтительно не более 3500 и более предпочтительно - не более 2000, и, в частности, число впитывающих секций 4, которые размещены в одном листообразном изделии, предпочтительно составляет от 3 до 3500 включительно и более предпочтительно от 50 до 2000 включительно. Впитывающие секции 4 подсчитывают следующим образом: когда определенная прямая линия начерчена в поперечном направлении Х, максимальное число впитывающих секций, пересекающих данную прямую линию, определено как число впитывающих секций 4.
[0023]
По соображениям, связанным с легкостью транспортирования во время изготовления, предпочтительно, чтобы листообразное изделие 1 в состоянии перед использованием имело такую конфигурацию, при которой множество впитывающих секций 4 расположены так, что их продольные направления (направления Y) ориентированы в продольном направлении (направлении Y) листообразного изделия 1, и более предпочтительно, чтобы множество впитывающих секций 4 были расположены так, чтобы они не пересекались друг с другом. Листообразное изделие 1, показанное на фиг.1, сформировано посредством использования множества впитывающих секций 4, соответственно имеющих длинные базовые части 2 с одинаковой шириной, и размещения данных впитывающих секций 4 так, чтобы продольные направления (направления Y) впитывающих секций 4 были ориентированы в продольном направлении (направлении Y) листообразного изделия 1.
[0024]
Предпочтительно, чтобы листообразное изделие 1 включало в себя зоны NT без прорезей, в которых множество длинных базовых частей 2 соединены вместе в поперечном направлении (направлении Х) на обоих концах листообразного изделия 1 в продольном направлении (направлении Y) или на обеих боковых сторонах листообразного изделия 1, которые проходят вдоль продольного направления (направления Y). Как показано на фиг.3, листообразное изделие 1 по данному варианту осуществления включает в себя зоны NT без прорезей на обоих концах листообразного изделия 1 в продольном направлении (направлении Y). То есть, листообразное изделие 1 по данному варианту осуществления включает в себя один лист базового материала, зоны NT без прорезей предусмотрены на обоих концах листа базового материала в продольном направлении (направлении Y), и множество длинных базовых частей 2, которые образованы посредством этапа разрезания, который будет описан позднее, предусмотрены между зонами NT без прорезей. Когда выполнены такие зоны NT без прорезей, обеспечиваются следующие эффекты: в состоянии перед использованием легко сохраняется форма листа листообразного изделия, мала вероятность разрушения структуры, и транспортирование во время изготовления осуществляется легко. Предпочтительно, чтобы частицы 3 водопоглощающего полимера не были размешены в зонах NT без прорезей. Когда частицы 3 водопоглощающего полимера не размещены в зонах NT без прорезей, как описано выше, даже после впитывания жидкости частицами 3 водопоглощающего полимера, мала вероятность набухания частиц 3 водопоглощающего полимера в зонах NT без прорезей, и обеспечиваются следующие эффекты: в состоянии после набухания также легко сохраняется форма листа листообразного изделия 1, мала вероятность разрушения структуры, жидкость легко впитывается в зоне, в которой частицы 3 водопоглощающего полимера прикреплены, и может быть легко достигнут баланс в листообразном изделии 1 в целом. Кроме того, как и в случае листообразного изделия 1, показанного на фиг.3, в случае, когда зоны NT без прорезей предусмотрены на обоих концах листообразного изделия 1 в продольном направлении (направлении Y), при использовании данного листообразного изделия 1 для впитывающего изделия предпочтительно, чтобы оба конца листообразного изделия 1 в продольном направлении (направлении Y) были прикреплены к впитывающему изделию, поскольку при этом легко сохраняется форма листа листообразного изделия, мала вероятность разрушения структуры, и впитывающая зона АТ имеет повышенную мягкость и вряд ли будет создавать ощущение дискомфорта для носителя.
[0025]
По соображениям, связанным с количеством частиц 3 водопоглощающего полимера, которые опираются на длинные базовые части 2, сдерживанием набухания, гибкостью, воздухопроницаемостью, сохранением формы листа и тому подобным, в листообразном изделии 1, показанном на фиг.1, отношение (W2/W1) ширины (W2) (длины в поперечном направлении (направлении Х)) каждой длинной базовой части 2 к ширине (W1) листообразного изделия 1 предпочтительно составляет не менее 0,001 и более предпочтительно - не менее 0,002 и предпочтительно не более 0,200 и более предпочтительно - не более 0,040 и, в частности, данное отношение предпочтительно составляет от 0,001 до 0,200 включительно и, более конкретно, от 0,002 до 0,040 включительно.
По тем же соображениям ширина (W2) каждой длинной базовой части 2 предпочтительно составляет не менее 0,3 мм и более предпочтительно - не менее 0,6 мм и предпочтительно не более 10 мм и более предпочтительно - не более 2,0 мм и еще более предпочтительно - не более 1,8 мм, и, в частности, ширина (W2) каждой длинной базовой части 2 предпочтительно составляет от 0,3 мм до 10 мм включительно, более предпочтительно от 0,6 мм до 2,0 мм включительно и еще более предпочтительно от 0,6 мм до 1,8 мм включительно.
«Ширина (W2) каждой длинной базовой части 2» относится к расстоянию между обеими боковыми краевыми частями каждой длинной базовой части 2, которые проходят вдоль продольного направления Y. «Ширина (W1) листообразного изделия 1» относится к расстоянию между обеими боковыми краевыми частями листообразного изделия 1, которые проходят вдоль продольного направления Y.
[0026]
Предпочтительно, чтобы длинные базовые части 2 (лист базового материала), образующие соответствующие впитывающие секции 4, были образованы из гидрофильного листа, поскольку при этом жидкость легко диффундирует во впитывающей зоне АТ и эффективность использования водопоглощающего полимера 3 повышается. «Гидрофильный лист» определен как лист с углом контакта относительно одного составляющего волокна, составляющим менее 90°, или лист с углом контакта относительно его поверхности, составляющим менее 90°, если лист не образован из волокнистого материала. Следует отметить, что угол контакта измеряют в соответствии с методом, описанным ниже. Например, листообразное изделие, содержащее гидрофильный материал, может быть использовано в качестве гидрофильного листа. Примеры гидрофильного листа включают кусок бумаги, нетканый материал, текстильный материал и синтетический губчатый материал, который образован вспениванием синтетической смолы, и из данных гидрофильных листов предпочтительно используется нетканый материал, поскольку нетканые материалы имеют сравнительно высокую прочности при растяжении, несмотря на малую толщину, и являются тонкими, и могут быть сделаны гибкими. Данные гидрофильные листы могут быть использованы по одному или в комбинации из двух или более. Гидрофильные нетканые материалы, которые содержат гидрофильные волокна в качестве составляющих волокон, гидрофильные нетканые материалы, которые содержат волокна, полученные путем придания гидрофильности синтетическим волокнам, в качестве составляющих волокон, и тому подобные предпочтительно используются в качестве нетканого материала. Поверхностная плотность нетканого материала предпочтительно составляет от 5 г/м2 до 100 г/м2 включительно и более предпочтительно от 10 до 40 г/м2 включительно. Например, гидрофильные нетканые материалы, которые известны в данной области техники, такие как нетканые материалы фильерного способа производства, нетканые материалы, полученные аэродинамическим способом из расплава, нетканые материалы, полученные гидроперепутыванием, и нетканые материалы, скрепленные пропусканием воздуха насквозь, могут быть использованы без ограничения в качестве гидрофильного нетканого материала.
[0027]
Метод определения степени гидрофильности длинных базовых
частей
Угол контакта воды относительно составляющего волокна листа (гидрофильного листа), из которого образованы длинные базовые части, или угол контакта воды относительно поверхности длинных базовых частей измеряют следующим образом. Автоматический прибор MCA-J для измерения угла контакта, изготавливаемый Kyowa Interface Science Co., Ltd., используют в качестве измерительного устройства. Для измерения угла контакта используют дистиллированную воду. Количество жидкости, выпускаемой из струйного устройства для выпуска капель воды (PulseInjector CTC-25, изготавливаемого Cluster Technology Co., Ltd. и имеющего диаметр отверстия выпускной части, составляющий 25 мкм), задают равным 20 пиколитрам, и каплю воды капают прямо на составляющее волокно. Изображения того, как капля воды опускается, записывают на высокоскоростном устройстве записи изображений, соединенном с горизонтально расположенной камерой. По соображениям, связанным с последующим выполнением анализа изображений, желательно, чтобы устройство записи изображений представляло собой персональный компьютер, в который встроено устройство высокоскоростного захвата. При данном измерении изображение записывают каждые 17 мс. Первое изображение из записанных изображений, в котором капля воды попадает на составляющее волокно, которое образует обращенную к коже поверхность или не обращенную к коже поверхность нетканого материала, анализируют, используя компонент сопровождающего программного обеспечения FAMAS (версия программного обеспечения: 2.6.2, методика анализа: метод покоящейся капли, метод анализа: метод θ/2, алгоритм обработки изображений: неотражающий, вид изображения при обработке изображений: рамка, пороговый уровень: 200, и коррекция кривизны: отсутствует), и угол, образованный поверхностью капли воды, которая находится в контакте с воздухом, и составляющим волокном, рассчитывают и используют в качестве угла контакта.
Следует отметить, что в случае, когда длинные базовые части образованы из нетканого материала, образцы для измерений (составляющие волокна, извлеченные из нетканого материала) получают вырезанием составляющих волокон нетканого материала с длиной волокна, составляющей 1 мм, из самого наружного слоя, составляющие волокна размещают на стойке для образца в приборе для измерения угла контакта и удерживают горизонтально, и угол контакта измеряют в двух местах для одного составляющего волокна. Для каждой из вышеописанных различных частей угол контакта измеряют с точностью до первого десятичного разряда для N=5 составляющих волокон, и среднее значение (округленное до одного десятичного разряда) из измеренных значений, определенных в общей сложности для 10 мест, определяют как угол контакта данной части.
[0028]
Различные водопоглощающие полимеры, которые обычно используются в области впитывающих изделий, могут быть использованы в качестве водопоглощающего полимера 3, который прикреплен к одной поверхности каждой длинной базовой части 2. Примеры таких водопоглощающих полимеров включают полиакрилат натрия, сополимеры акриловой кислоты и винилового спирта, сшитый полиакрилат натрия, привитые сополимеры крахмала и акриловой кислоты, сополимеры изобутилена и малеинового ангидрида и продукты их омыления, полиакрилат калия и полиакрилат цезия, и данные водопоглощающие полимеры могут быть использованы по одному или в виде смеси из двух или более. Имеются различные типы частиц 3 водопоглощающего полимера, различающиеся на основе различий по форме, такие как тип с неправильной формой, тип с формой скопления, тип с бочкообразной формой, тип с формой скопления сферических частиц, сферический тип и тому подобное, но может быть использован любой тип частиц. В листообразном изделии 1 используется сферический тип.
[0029]
В качестве способа фиксации частиц 3 водопоглощающего полимера на поверхности каждой длинной базовой части 2 может быть выбран, например, способ, в котором используется адгезив, способ химической фиксации, в котором используется водородная связь или тому подобное, или в случае, когда длинные базовые части 2 образованы из нетканого материала или текстильного материала, способ ворсования составляющих волокон нетканого материала или текстильного материала и фиксации частиц 3 водопоглощающего полимера между ворсованными составляющими волокнами. В листообразном изделии 1, показанном на фиг.1 и 2, используется адгезив 5. То есть, частицы 3 водопоглощающего полимера в листообразном изделии 1 прикреплены к поверхности каждой длинной базовой части 2 посредством адгезива 5. Когда частицы 3 водопоглощающего полимера прикреплены к поверхности каждой длинной базовой части 2 посредством адгезива 5 таким образом, в состоянии перед использованием листообразного изделия 1 или в состоянии после набухания мала вероятность отсоединения частиц 3 водопоглощающего полимера, и по этой причине предпочтительно используется адгезив 5.
[0030]
Например, термоплавкий адгезив предпочтительно используется в качестве адгезива 5. Примеры термоплавкого адгезива включают термоплавкие адгезивы на основе стирола или на основе олефинов и тому подобное. Примеры термоплавких адгезивов на основе стирола, которые могут быть использованы, включают блок-сополимер стирола и бутадиена с чередованием блоков (SBS), блок-сополимер стирола и изопрена с чередованием блоков (SIS), блок-сополимер стирола и этилена/бутилена с чередованием блоков (SEBS), который получают гидрогенизацией SBS, и смесь термоплавких адгезивов, полученную смешиванием двух или более из данных адгезивов. С учетом легкости достижения компромиссного сочетания силы приклеивания и когезии среди них особенно предпочтительно используется смешанный термоплавкий адгезив, полученный смешиванием SIS и SBS, или смешанный термоплавкий адгезив, полученный смешиванием SIS и SEBS. Количество термоплавкого адгезива, подлежащего нанесению, предпочтительно составляет от 0,5 г/м2 до 100 г/м2 включительно и более предпочтительно от 5 г/м2 до 50 г/м2 включительно.
[0031]
В листообразном изделии 1, показанном на фиг.1, в состоянии перед использованием (перед набуханием) частицы 3 водопоглощающего полимера прикреплены не только к поверхности на первой стороне (верхней стороне) каждой длинной базовой части 2, но и также к боковым краевым частям 2s каждой длинной базовой части 2, при этом боковые краевые части 2s проходят вдоль продольного направления (направления Y). В листообразном изделии 1 по данному варианту осуществления, как показано на фиг.1, адгезив 5 предпочтительно нанесен на зону каждой длинной базовой части 2, простирающуюся от одной боковой краевой части 2s до другой боковой краевой части 2s, при этом боковые краевые части 2s проходят вдоль продольного направления (направления Y), на поверхности на первой стороне (верхней стороне). Следовательно, в листообразном изделии 1 по данному варианту осуществления частицы 3 водопоглощающего полимера 3 прикреплены к боковым краевым частям 2s отдельных длинных базовых частей 2 посредством адгезива 5, и частицы 3 водопоглощающего полимера также прикреплены к поверхностям на первой стороне (верхней стороне) отдельных длинных базовых частей 2 посредством адгезива 5.
[0032]
Как показано на фиг.1, в листообразном изделии 1 по данному варианту осуществления в состоянии перед использованием (перед набуханием) частицы 3 водопоглощающего полимера 3 прикреплены к боковым краевым частям 2s каждой отдельной длинной базовой части 2, и, следовательно, когда листообразное изделие 1 используется для впитывающего изделия, после набухания частиц 3 водопоглощающего полимера, прикрепленных к боковым краевым частям 2s, в результате впитывания жидкости, как показано на фиг.2, положение каждой длинной базовой части 2 в направлении толщины (направлении Z), скорее всего, будет отличаться от положения перед впитыванием жидкости. В данном случае положение каждой длинной базовой части 2 в направлении толщины (направлении Z) листообразного изделия 1 в состоянии после набухания, отличающееся от положения перед впитыванием жидкости, означает, что листообразное изделие 1 образовано так, что положение каждой длинной базовой части 2 в состоянии после набухания частиц 3 водопоглощающего полимера, то есть состоянии, показанном на фиг.2, и положение данной длинной базовой части 2 в состоянии перед использованием (перед набуханием) частиц 3 водопоглощающего полимера, то есть состоянии, показанном на фиг.1, отличаются друг от друга в вертикальном направлении. В частности, возможны случай, когда положение каждой длинной базовой части 2 смещается в вертикальном направлении, случай, когда положение смещается в наклонном направлении, случай, когда положение смещается как в вертикальном, так и в наклонном направлениях, или тому подобное.
[0033]
Если в случае, когда листообразное изделие 1 используется для впитывающего изделия, как показано на фиг.2, существует вероятность того, что положения частиц 3 водопоглощающего полимера на длинных базовых частях 2 в направлении толщины (направлении Z) станут отличаться от их положений перед впитыванием жидкости частицами 3 водопоглощающего полимера, даже когда частицы 3, 3 водопоглощающего полимера на боковых краевых частях 2s длинных базовых частей 2 во впитывающих секциях 4, 4, соседних друг с другом, входят в контакт друг с другом, когда частицы 3 водопоглощающего полимера впитывают выделяемую организмом, текучую среду и набухают, соседние впитывающие секции 4, 4 могут легко свободно перемещаться в направлении толщины (направлении Z), и, таким образом, столкновения между набухшими частицами 3, 3 водопоглощающего полимера ослабляются, давление, которое действует на набухшие частицы 3 водопоглощающего полимера, может быть уменьшено, и мала вероятность того, что возникнут препятствия впитыванию выделяемой организмом, текучей среды частицами 3 водопоглощающего полимера. Соответственно, когда при использовании листообразного изделия 1 по данному варианту осуществления частицы 3 водопоглощающего полимера впитывают выделяемую организмом, текучую среду и набухают, мала вероятность возникновения воспрепятствования набуханию частиц 3 водопоглощающего полимера, и частицы 3 водопоглощающего полимера могут проявлять максимальную эффективность впитывания. Следовательно, эффективность впитывания легко повышается. В частности, поскольку в листообразном изделии 1 по данному варианту осуществления отсутствует какой-либо промежуточный материал между впитывающими секциями 4, 4, соседними друг с другом, впитывающие секции 4 могут легко перемещаться, и, следовательно, вышеописанные эффекты достигаются еще легче.
[0034]
Кроме того, в листообразном изделии 1 в состоянии после набухания, показанном на фиг.2, существует вероятность того, что положения длинных базовых частей 2, образующих впитывающие секции 4, соседние друг с другом, станут различными в направлении толщины (направлении Z) таким образом, что положения сместятся в вертикальном направлении, станут наклонными и так далее. Следовательно, соседние впитывающие секции 4, 4 смогут легко свободно перемещаться в направлении толщины (направлении Z), столкновения между набухшими частицами 3, 3 водопоглощающего полимера, скорее всего, будут ослаблены, давление, действующее на набухшие частицы 3 водопоглощающего полимера, может быть уменьшено, и будет мала вероятность воспрепятствования впитыванию выделяемой организмом, текучей среды частицами 3 водопоглощающего полимера.
[0035]
Кроме того, как показано на фиг.1, в листообразном изделии 1 по данному варианту осуществления в состоянии перед использованием (перед набуханием) частицы 3 водопоглощающего полимера 3 прикреплены к поверхности на первой стороне (верхней стороне) и к обеим боковым краевым частям 2s каждой длинной базовой части 2 посредством адгезива 5. Поскольку частицы 3 водопоглощающего полимера прикреплены не только к поверхности на первой стороне (верхней стороне) каждой длинной базовой части 2, но и также к обеим боковым краевым частям 2s каждой длинной базовой части 2, количество частиц 3 водопоглощающего полимера, которые опираются на длинные базовые части 2, увеличивается. Следовательно, когда листообразное изделие 1 используется для впитывающего изделия, впитывающая способность повышается.
[0036]
В состоянии перед использованием листообразного изделия 1 (перед набуханием), то есть состоянии, показанном на фиг.1, частицы 3 водопоглощающего полимера, которые прикреплены к поверхности на первой стороне (верхней стороне) каждой длинной базовой части 2, могут находиться внутри по отношению к боковым краевым частям 2s данной длинной базовой части 2 или могут быть размещены вблизи боковых краевых частей 2s данной длинной базовой части 2. По соображениям, связанным с обеспечением возможности разбухания частиц 3а водопоглощающего полимера за пределы боковых краевых частей 2s каждой длинной базовой части 2, как в случае, когда частицы 3а водопоглощающего полимера находятся в состоянии после набухания, показанном на фиг.2, обеспечением возможности свободного перемещения впитывающих секций 4, 4, соседних друг с другом, в направлении толщины (направлении Z) и тем самым обеспечением еще меньшей вероятности возникновения воспрепятствования набуханию частиц 3 водопоглощающего полимера, частицы 3 водопоглощающего полимера предпочтительно размещены вблизи боковых краевых частей 2s каждой длинной базовой части 2 и более предпочтительно с самого начала предусмотрены выступающими за боковые краевые части 2s каждой длинной базовой части 2 подобно частицам 3b водопоглощающего полимера в состоянии перед использованием (перед набуханием), показанном, например, на фиг.1. В данном случае частицы 3 водопоглощающего полимера, выступающие за боковые краевые части 2s каждой длинной базовой части 2, означают, другими словами, то, что частицы 3 водопоглощающего полимера расположены так, что они «охватывают» с обеих сторон боковые краевые части 2s каждой длинной базовой части 2 подобно, например, частицам 3b водопоглощающего полимера, показанным на фиг.1, или набухшим частицам 3а водопоглощающего полимера, показанным на фиг.2.
[0037]
Кроме того, в листообразном изделии 1 по соображениям, связанным с обеспечением возможности свободного перемещения впитывающих секций 4, 4, соседних друг с другом, в направлении толщины (направлении Z) и обеспечением еще меньшей вероятности возникновения воспрепятствования набуханию частиц 3 водопоглощающего полимера, предпочтительно, чтобы расстояние между обеими боковыми краевыми частями 2s, 2s каждой длинной базовой части 2, которые проходят в продольном направлении (направлении Y), было больше среднего диаметра частиц 3 водопоглощающего полимера в состоянии перед использованием (перед набуханием) и меньше среднего диаметра частиц 3 водопоглощающего полимера в состоянии после набухания. Следует отметить, что расстояние между обеими боковыми краевыми частями 2s, 2s каждой длинной базовой части 2 используется в данном документе в том же смысле, что и вышеописанная ширина (W2) каждой длинной базовой части 2. Средний диаметр частиц 3 водопоглощающего полимера в состоянии перед использованием (перед набуханием) предпочтительно составляет не менее 20 мкм и более предпочтительно - не менее 200 мкм и предпочтительно не более 700 мкм и более предпочтительно - не более 500 мкм, и, в частности, этот средний диаметр частиц предпочтительно составляет от 20 мкм до 700 мкм включительно и более предпочтительно от 200 мкм до 500 мкм включительно. С другой стороны, средний диаметр частиц 3 водопоглощающего полимера в состоянии после набухания предпочтительно составляет не менее 200 мкм и более предпочтительно - не менее 800 мкм и предпочтительно не более 3000 мкм и более предпочтительно - не более 2000 мкм, и, в частности, этот средний диаметр частиц предпочтительно составляет от 200 мкм до 3000 мкм включительно и более предпочтительно от 800 мкм до 2000 мкм включительно. Средние диаметры частиц 3 водопоглощающего полимера получают, используя методы измерения, описанные ниже.
[0038]
Метод определения среднего диаметра d1 частиц водопоглощающего полимера в состоянии перед использованием
Средний диаметр d1 частиц в состоянии перед использованием определяют, используя частицы водопоглощающего полимера перед использованием. Диаметры или большие оси частиц водопоглощающего полимера измеряют посредством оптической микроскопии. В данном документе «диаметр» применяется для случая, когда частицы водопоглощающего полимера имеют сферическую форму. «Большая ось» применяется для случая, когда частицы водопоглощающего полимера имеют необычную форму, такую как ромбическая форма, прямоугольная форма, форма, подобная скоплению, или форма, подобная футбольному мячу. Диаметры или большие оси измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный диаметр частиц используют в качестве среднего диаметра частиц водопоглощающего полимера в состоянии перед использованием.
[0039]
Метод определения среднего диаметра d2 частиц водопоглощающего полимера в состоянии после набухания
Средний диаметр d2 частиц в состоянии после набухания определяют следующим образом. Листообразное изделие 1 погружают в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°C. Листообразное изделие 1 извлекают из физиологического солевого раствора через час после начала погружения и подвешивают вертикально на 30 минут для стекания. После этого диаметры или большие оси частиц водопоглощающего полимера на поверхностях длинных базовых частей 2 измеряют посредством оптической микроскопии. «Диаметр» в используемом в данном документе смысле применяется для случая, когда частицы водопоглощающего полимера имеют сферическую форму. «Большая ось» применяется для случая, когда частицы водопоглощающего полимера имеют необычную форму, такую как ромбическая форма, прямоугольная форма, форма, подобная скоплению, или форма, подобная футбольному мячу. Диаметры или большие оси измеряют в общей сложности для 50 частиц водопоглощающего полимера, и среднечисленный диаметр частиц используют в качестве среднего диаметра частиц водопоглощающего полимера в состоянии после набухания.
[0040]
Далее, предпочтительный вариант осуществления способа изготовления листообразного изделия по настоящему изобретению будет описан со ссылкой на фиг.4 при рассмотрении случая, когда должно быть изготовлено листообразное изделие 1, имеющее вышеописанную конфигурацию, в качестве примера. Фиг.4 показывает устройство 100 для изготовления, которое предпочтительно используется для способа изготовления листообразного изделия по данному варианту осуществления. Устройство 100 для изготовления по данному варианту осуществления включает в себя часть 110 для разрезания листа базового материала, часть 170 для расширения, часть 120 для нанесения адгезива и часть 130 для распределения водопоглощающего полимера в данном порядке от входной стороны к выходной стороне процесса изготовления. Следует отметить, что, несмотря на то, что в устройстве 100 для изготовления, показанном на фиг.4, используются устройство, в котором часть 120 для нанесения адгезива и часть 130 для распределения водопоглощающего полимера интегрированы, часть 120 для нанесения адгезива и часть 130 для распределения водопоглощающего полимера необязательно должны быть интегрированы. Вышеописанное интегрированное устройство имеет конфигурацию, в которой часть 120 для нанесения адгезива расположена с входной стороны в данном устройстве, и часть 130 для распределения водопоглощающего полимера расположена с выходной стороны в данном интегрированном устройстве.
[0041]
Часть 110 для разрезания листа базового материала представляет собой часть, в которой непрерывный лист 20 базового материала, который представляет собой исходный материал для длинных базовых частей 2, разрезают для получения множества длинных базовых частей 2. Для разрезания листа 20 базового материала различные типы известных резальных устройств могут быть использованы без ограничения. Как показано на фиг.5, в устройстве 100 для изготовления используется резальное устройство 113, включающее в себя ротационный резак 111b с множеством режущих ножей 111а, 111а, 111а, …, расположенных на окружной периферийной поверхности ротационного резака 111b, и приемный ролик 112, который имеет ровную окружную периферийную поверхность и расположен напротив ротационного резака 111b. Режущие ножи 111а резального устройства 113 проходят вдоль направления вращения ротационного резака 111b. Множество режущих ножей 111a, 111a, 111a, … выровнены в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1) непрерывного листа 20 базового материала. Расстояния между режущими ножами 111а, 111а, соседними друг с другом в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1), соответствуют ширине (длине в поперечном направлении (направлении Х)) длинных базовых частей 2, которые должны быть образованы. В данном случае направление транспортирования (направление Y1) листа 20 базового материала соответствует продольному направлению (направлению Y) листообразного изделия 1, подлежащего изготовлению, и направление (направление Х1), которое ортогонально к направлению транспортирования (направлению Y1), соответствует поперечному направлению (направлению Х) листообразного изделия 1, подлежащего изготовлению. Следует отметить, что для разрезания листа 20 базового материала может быть использовано резальное устройство, осуществляющее резку по типу ножниц, которое выполняет разрезание посредством сдвигания боковых поверхностей верхнего ножа и нижнего ножа друг относительно друга, или устройство, в котором множество ножей для продольной резки расположены рядом друг с другом в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1), или лазерное устройство, которое выполняет разрезание плавлением посредством облучения лазерным лучом.
[0042]
Как и в случае листообразного изделия 1, показанного на фиг.3, в случае, когда листообразное изделие 1 включает в себя зоны NT без прорезей на обоих концах листообразного изделия 1 в продольном направлении (направлении Y), на окружной периферийной поверхности каждого режущего ножа 111а может быть образовано углубление 114, как показано, например, на фиг.5. Длина дуги окружности на участке углубления 114 на наружной периферии каждого из вращающихся режущих ножей 111а задана соответствующей сумме определяемых в продольном направлении (направлении Y) длин зон NT без прорезей, которые расположены на обоих концах листообразного изделия 1, показанного на фиг.3. Может быть использован ротационный резок 111b, который получен посредством подготовки множества режущих ножей 111a, 111a, 111a, …, которые соответственно имеют такие углубления 114, и размещения режущих ножей 111а так, чтобы места расположения углублений 114, 114 режущих ножей 111а, соседних друг с другом в направлении Х1, были выровнены. Следует отметить, что длина дуги окружности на участке, не включающем углубление 114, на наружной периферии каждого из вращающихся режущих ножей 111а соответствует определяемой в продольном направлении (направлении Y) длине длинных базовых частей 2 листообразного изделия 1, показанного на фиг.3. Кроме того, в случае, когда листообразное изделие 1 включает в себя зоны NT без прорезей на обеих боковых сторонах листообразного изделия 1, которые проходят вдоль продольного направления (направления Y), достаточно, чтобы режущие ножи 111а не были расположены в местах, соответствующих данным зонам NT без прорезей.
[0043]
Часть 170 для расширения, которая расположена по ходу за частью 110 для разрезания листа базового материала, представляет собой часть, в которой увеличивают расстояния между длинными базовыми частями 2, 2, соседними друг с другом в направлении Х1. Для увеличения расстояний между длинными базовыми частями 2, 2 различные известные устройства для расширения могут быть использованы без ограничения. Примеры таких известных устройств для расширения включают валики с дугообразной криволинейной поверхностью, такие как валик с выпуклой бочкой, раздаточный валик и тому подобное. Как показано на фиг.6, устройство 100 для изготовления включает в себя валик 171 с выпуклой бочкой. Валик 171 с выпуклой бочкой образован с такой длиной в направлении Х1, которая соответствует ширине (длине в поперечном направлении (направлении Х)) впитывающей зоны АТ листообразного изделия 1, и имеет окружную периферийную поверхность, которая изогнута наружу, как показано на фиг.6.
[0044]
Часть 120 для нанесения адгезива, которая расположена по ходу за частью 170 для расширения, представляет собой часть, в которой адгезив 5 наносят сверху на поверхности на первой стороне (верхней стороне) длинных базовых частей 2. Как показано на фиг.4, устройство 100 для изготовления включает в себя аппликаторную головку 121. Различные известные устройства для нанесения могут быть использованы без ограничения в качестве аппликаторной головки 121. Аппликаторная головка 121 образована так, что в направлении Х1 аппликаторная головка 121 имеет длину, соответствующую ширине (длине в поперечном направлении (направлении Х)) впитывающей зоны АТ листообразного изделия 1. Аппликаторная головка 121, которая образована так, как описано выше, расположена над первой стороной (верхней стороной) длинных базовых частей 2.
[0045]
Часть 130 для распределения водопоглощающего полимера, которая расположена по ходу за частью 120 для нанесения адгезива, представляет собой часть, в которой частицы 3 водопоглощающего полимера распределяют по поверхностям на первой стороне (верхней стороне) длинных базовых частей 2 для формирования впитывающих секций 4. Как показано на фиг.4, устройство 100 для изготовления включает в себя часть 131 для ввода водопоглощающего полимера. Различные типы известных устройств ввода могут быть использованы без ограничения в качестве части 131 для ввода водопоглощающего полимера. Часть 131 для ввода водопоглощающего полимера образована так, что в направлении Х1 часть 131 для ввода водопоглощающего полимера имеет длину, соответствующую ширине (длине в поперечном направлении (направлении Х)) впитывающей зоны АТ листообразного изделия 1. Часть 131 для ввода водопоглощающего полимера, которая образована так, как описано выше, расположена над первой стороной (верхней стороной) длинных базовых частей 2.
[0046]
Кроме того, в устройстве 100 для изготовления, показанном на фиг.4, вакуумный конвейер 141 расположен в месте, которое находится напротив устройства, в котором интегрированы часть 120 для нанесения адгезива и часть 130 для распределения водопоглощающего полимера, и которое расположено с нижней стороны множества транспортируемых длинных базовых частей 2. Вакуумный конвейер 141 включает в себя бесконечную воздухопроницаемую ленту 144, которая проходит вокруг ведущего ролика 142 и множества ведомых роликов 143, и вакуумную камеру 145, которая расположена в месте напротив вышеупомянутого интегрированного устройства при воздухопроницаемой ленте 144, удерживаемой между данным устройством и вакуумной камерой 145. Множество длинных базовых частей 2 с расстояниями между длинными базовыми частями 2, 2, соседними друг с другом в направлении Х1, которые были увеличены в части 170 для расширения, вводят на вакуумный конвейер 141.
[0047]
Кроме того, устройство 100 для изготовления, показанное на фиг.4, включает в себя ведущий ролик 151, который стягивает лист 20 базового материала с ролика для исходного материала непрерывного листа 20 базового материала, и ведущий ролик 152, который обеспечивает транспортирование изготовленного материала-предшественника 1b листообразного изделия 1, при этом ведущий ролик 152 предусмотрен у самого выхода.
[0048]
Далее будет описан способ непрерывного изготовления листообразных изделий 1 при использовании вышеописанного устройства 100 для изготовления по данному варианту осуществления, то есть вариант осуществления способа изготовления листообразного изделия согласно настоящему изобретению.
Способ изготовления листообразного изделия 1 согласно данному варианту осуществления включает этап разрезания для разрезания непрерывного листа 20 базового материала для образования множества длинных базовых частей 2; этап расширения для увеличения расстояний между длинными базовыми частями 2, 2, соседними друг с другом, из множества длинных базовых частей 2, которые были образованы на этапе разрезания, посредством использования части 170 для расширения и этап распределения частиц водопоглощающего полимера для распределения частиц 3 водопоглощающего полимера на множестве длинных базовых частей 2 при расстояниях между длинными базовыми частями 2, 2, соседними друг с другом, которые были увеличены на этапе расширения. Кроме того, согласно данному варианту осуществления этап нанесения адгезива для нанесения адгезива 5 предусмотрен в качестве этапа, предшествующего этапу распределения частиц водопоглощающего полимер. То есть, способ изготовления листообразного изделия 1 согласно данному варианту осуществления включает этап расширения в качестве этапа, следующего за этапом разрезания, этап нанесения адгезива в качестве этапа, следующего за этапом расширения, и этап распределения частиц водопоглощающего полимера в качестве этапа, следующего за этапом нанесения адгезива.
[0049]
Перед выполнением этапа разрезания сначала в вакуумной камере 145 создают отрицательное давление посредством запуска откачивающего устройства, соединенного с вакуумной камерой 145.
[0050]
Далее приводят в действие ведущий ролик 151 и ведущий ролик 152, приводят во вращение резальное устройство 113 и воздухопроницаемую ленту 144, и приводят в действие вакуумный конвейер 141. Затем лист 20 базового материала стягивают с ролика с исходным материалом непрерывного листа 20 базового материала посредством ведущего ролика 151 и подают между приемным роликом 112 и множеством режущих ножей 111а в резальном устройстве 113 части 110 для разрезания листа базового материала, и непрерывный лист 20 базового материала разрезают для образования множества длинных базовых частей 2 (этап разрезания). Согласно данному варианту осуществления, как показано на фиг.5, множество режущих ножей 111а, которые проходят в направлении вращения ротационного резака 111b, выровнены в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1) непрерывного листа 20 базового материала. Следовательно, непрерывный лист 20 базового материала разрезают вдоль направления транспортирования (направления Y1) листа 20 базового материала в множестве частей непрерывного листа 20 базового материала в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1). Таким образом, формируют множество длинных базовых частей 2. Кроме того, части, которые были разрезаны режущими ножами 111а, образуют боковые краевые части 2s отдельных длинных базовых частей 2.
[0051]
Кроме того, согласно данному варианту осуществления каждый из множества режущих ножей 111а имеет углубление 114. Следовательно, во время транспортирования непрерывного листа 20 базового материала неразрезанные части NTb периодически образуются в листе 20 базового материала с интервалами, соответствующими длине длинных базовых частей 2 в продольном направлении (направлении Y). Длина каждой неразрезанной части NTb соответствует удвоенной длине каждой зоны NT без прорезей в продольном направлении (направлении Y). Множество длинных базовых частей 2, которые были образованы на этапе разрезания, проходят параллельно направлению транспортирования (направлению Y1) и расположены рядом друг с другом в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1).
[0052]
Далее, расстояния между длинными базовыми частями 2, 2, соседними друг с другом, из множества длинных базовых частей 2, которые были образованы на этапе разрезания, увеличивают в части 170 для расширения (этап расширения). Согласно данному варианту осуществления, как показано на фиг.6, множество длинных базовых частей 2, которые расположены рядом друг с другом в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1), перемещают на окружную периферийную поверхности валика 171 с выпуклой бочкой, и расстояния между длинными базовыми частями 2, 2, соседними друг с другом в направлении Х1 увеличивают при перемещении длинных базовых частей 2 на окружной периферийной поверхности валика 171 с выпуклой бочкой.
[0053]
Далее, адгезив 5 наносят сверху на первую сторону (верхнюю сторону) множества длинных базовых частей 2 при расстояниях между длинными базовыми частями 2, 2, соседними друг с другом, которые были увеличены на этапе расширения (этап нанесения адгезива). Согласно данному варианту осуществления, когда множество длинных базовых частей 2 с расстояниями между длинными базовыми частями 2, 2, соседними друг с другом в направлении Х1, которые были увеличены на этапе расширения, перемещают посредством вакуумного конвейера 141 и размещают над вакуумной камерой 145, адгезив 5 наносят сверху с промежутками на первую сторону (верхнюю сторону) множества длинных базовых частей 2, которые расположены рядом друг с другом в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1), за исключением неразрезанных частей NTb посредством аппликаторной головки 121 части 120 для нанесения адгезива. Адгезив 5 наносят сверху на первую сторону (верхнюю сторону) длинных базовых частей 2 при расстояниях между длинными базовыми частями 2, 2, соседними друг с другом в направлении Х1, которые были увеличены, и, следовательно, адгезив 5 наносят на поверхности на первой стороне (верхней стороне) и боковые краевые части 2s отдельных длинных базовых частей 2.
[0054]
Далее, частицы 3 водопоглощающего полимера распределяют поверх адгезива 5, который был нанесен сверху на первую сторону (верхнюю сторону) множества длинных базовых частей 2 на этапе нанесения адгезива (этап распределения частиц водопоглощающего полимера). Согласно данному варианту осуществления, когда длинные базовые части 2, которые были сформированы на этапе нанесения адгезива, с адгезивом 5, нанесенным на поверхности на первой стороне (верхней стороне) и боковые краевые части 2s длинных базовых частей 2, перемещают посредством вакуумного конвейера 141 и размещают над вакуумной камерой 145, частицы 3 водопоглощающего полимера распределяют поверх адгезива 5, который был нанесен на поверхности на первой стороне (верхней стороне) и боковые краевые части 2s множества длинных базовых частей 2, которые расположены рядом друг с другом, с интервалами в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1), за исключением распределения на неразрезанных частях NTb посредством части 131 для ввода водопоглощающего полимера в части 130 для распределения водопоглощающего полимера. В результате распределения частиц 3 водопоглощающего полимера таким образом формируется множество впитывающих секций 4, в каждой из которых частицы 3 водопоглощающего полимера прикреплены к боковым краевым частям 2s и к поверхности на первой стороне (верхней стороне) длинной базовой части 2 посредством адгезива 5. Множество впитывающих секций 4, которые были сформированы таким образом, расположены так, что их продольные направления (направления Y) ориентированы в направлении транспортирования (направлении Y1), и образуют материал-предшественник 1b листообразного изделия 1.
[0055]
Далее, материал-предшественник 1b листообразного изделия 1 транспортируют дальше посредством ведущего ролика 152 и разрезают в каждом месте, которое разделяет пополам длину отдельных неразрезанных частей NTb, определяемую в направлении транспортирования (направлении Y1), используя известное резальное устройство (непоказанное). Таким образом, непрерывно изготавливают листообразные изделия 1, каждое из которых имеет зоны NT без прорезей на обоих концах в продольном направлении (направлении Y). Как описано выше, посредством устройства 100 для изготовления по данному варианту осуществления и способа изготовления по данному варианту осуществления, в котором используется устройство 100 для изготовления, можно изготавливать листообразные изделия 1 стабильно и эффективно.
[0056]
Настоящее изобретение не ограничено вышеприведенными вариантами осуществления и способом изготовления по вышеприведенному варианту осуществления, и в них могут быть выполнены изменения соответствующим образом.
В вышеописанном листообразном изделии 1, показанном на фиг.1, частицы 3 водопоглощающего полимера прикреплены к поверхности на первой стороне (верхней стороне) каждой длинной базовой части 2. Однако по соображениям, связанным с повышением эффективности впитывания жидкости в листообразном изделии 1, частицы 3 водопоглощающего полимера могут быть прикреплены не только к поверхности на первой стороне (верхней стороне), но также и к поверхности на второй стороне (нижней стороне) каждой длинной базовой части 2. Для прикрепления частиц 3 водопоглощающего полимера к обеим сторонам (верхней и нижней сторонам) каждой длинной базовой части 2 изготовление, например, может осуществляться при использовании устройства 100 для изготовления, показанного на фиг.4, посредством прикрепления частиц 3 водопоглощающего полимера к поверхностям на первой стороне (верхней стороне) и боковым краевым частям 2s длинных базовых частей 2, последующего переворачивания длинных базовых частей 2 посредством переворачивающего ролика и последующего распределения и закрепления частиц 3 водопоглощающего полимера на поверхностях на второй стороне (нижней стороне) длинных базовых частей 2 при использовании другой части 130 для распределения частиц водопоглощающего полимера.
[0057]
При прикреплении частиц 3 водопоглощающего полимера к обеим сторонам (верхней и нижней сторонам) каждой длинной базовой части 2 по соображениям, связанным с обеспечением еще более заметных вышеописанных эффектов, предпочтительно, чтобы масса закрепленного водопоглощающего полимера 3 на единицу площади поверхности на второй стороне (нижней стороне) длинной базовой части 2 была больше массы закрепленного водопоглощающего полимера 3 на единицу площади поверхности на первой стороне (верхней стороне) данной длинной базовой части 2. Масса закрепленного водопоглощающего полимера 3 на единицу площади поверхностей на первой стороне (верхней стороне) длинных базовых частей 2 предпочтительно составляет от 10 г/м2 до 250 г/м2 включительно и более предпочтительно от 30 г/м2 до 150 г/м2 включительно. Масса закрепленного водопоглощающего полимера 3 на единицу площади поверхностей на второй стороне (нижней стороне) длинных базовых частей 2 предпочтительно составляет от 30 г/м2 до 400 г/м2 включительно и более предпочтительно от 50 г/м2 до 300 г/м2 включительно.
Массу закрепленного водопоглощающего полимера 3 на единицу площади на первой стороне (верхней стороне) длинных базовых частей 2 и массу закрепленного водопоглощающего полимера 3 на единицу площади на второй стороне (нижней стороне) длинных базовых частей 2 определяют, используя нижеприведенный метод.
[0058]
Метод определения массы закрепленного водопоглощающего полимера 3 на единицу площади на первой стороне (верхней стороне) длинных базовых частей 2 и массы закрепленного водопоглощающего полимера 3 на единицу площади на второй стороне (нижней стороне) длинных базовых частей 2
Водопоглощающий полимер на второй стороне (нижней стороне) длинных базовых частей 2 снова закрепляют, используя адгезив или тому подобное, наносимый поверх данного водопоглощающего полимера, для избежания отсоединения данного водопоглощающего полимера. После этого водопоглощающий полимер, прикрепленный к первой стороне (верхней стороне), отделяют от длинных базовых частей 2, используя растворитель или тому подобное, и адгезив, прилипающий к водопоглощающему полимеру, смывают. Водопоглощающий полимер сушат. После этого измеряют массу водопоглощающего полимера, который был прикреплен к первой стороне (верхней стороне). Исходя из площади того участка длинных базовых частей 2, к которому был прикреплен водопоглощающий полимер, и массы отделенного водопоглощающего полимера вычисляют массу водопоглощающего полимера, который был закреплен на единице площади, и используют данное значение в качестве массы водопоглощающего полимера на единицу площади на первой стороне (верхней стороне). Измерение выполняют на пяти образцах, и рассчитывают среднее значение.
Для определения массы водопоглощающего полимера на единицу площади на второй стороне (нижней стороне) после того, как водопоглощающий полимер будет заранее закреплен на первой стороне (верхней стороне), отделение водопоглощающего полимера на второй стороне (нижней стороне), смывание и вычисление выполняют так же, как описано выше.
[0059]
Кроме того, при прикреплении частиц 3 водопоглощающего полимера к обеим сторонам (верхней и нижней сторонам) каждой длинной базовой части 2 по соображениям, связанным с обеспечением возможности удерживания большого количества жидкости не обращенной к коже поверхностью (нижней стороной), которая расположена вдали от кожи носителя, и улучшения тактильного ощущения за счет предотвращения ситуации, при которой жидкость остается на обращенной к коже поверхности (верхней стороне), предпочтительно, чтобы водопоглощающий полимер 3, который прикреплен к поверхности на первой стороне (верхней стороне) длинной базовой части 2, имел более высокую скорость пропускания жидкости под давлением и более низкую способность к удерживанию при центробежной нагрузке, чем водопоглощающий полимер 3, который прикреплен к поверхности на второй стороне (нижней стороне) длинной базовой части 2. По вышеуказанным соображениям для водопоглощающего полимера 3, который прикреплен к поверхностям на первой стороне (верхней стороне) длинных базовых частей 2, скорость пропускания жидкости под давлением 2,0 кПа предпочтительно составляет не менее 20 мл/мин и более предпочтительно - не менее 40 мл/мин и предпочтительно не более 1000 мл/мин и более предпочтительно - не более 800 мл/мин, и, в частности, данная скорость пропускания жидкости предпочтительно составляет от 20 мл/мин до 1000 мл/мин включительно и более предпочтительно от 40 мл/мин до 800 мл/мин включительно. Кроме того, для водопоглощающего полимера 3, который прикреплен к поверхностям на второй стороне (нижней стороне) длинных базовых частей 2, скорость пропускания жидкости под давлением 2,0 кПа предпочтительно составляет не менее 0 мл/мин и более предпочтительно - не менее 10 мл/мин и предпочтительно не более 400 мл/мин и более предпочтительно - не более 200 мл/мин, и, в частности, данная скорость пропускания жидкости предпочтительно составляет от 0 мл/мин до 400 мл/мин включительно и более предпочтительно от 10 мл/мин до 200 мл/мин включительно. Скорость пропускания жидкости под давлением получают, используя нижеприведенный метод измерения.
[0060]
Метод определения скорости пропускания жидкости под давлением
Скорость пропускания жидкости под давлением измеряют, используя метод измерения и измерительное устройство, которые раскрыты в JP 2003-235889 А. То есть, в стеклянном лабораторном стакане, имеющем емкость 100 мл, 0,32±0,005 г водопоглощающего полимера, который служит в качестве образца для измерений, погружают в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9 масс.%) в количестве, которое достаточно для обеспечения набухания водопоглощающего полимера, например, количество физиологического солевого раствора, по меньшей мере, в пять раз превышает количество, обеспечивающее насыщение водопоглощающего полимера при впитывании, и оставляют для выстаивания в течение 30 минут. Отдельно подготавливают фильтрующую цилиндрическую трубку. Фильтрующая цилиндрическая трубка включает в себя цилиндр (внутренний диаметр: 25,4 мм), который размещен вертикально, а также проволочную сетку (размер ячеи сетки: 150 мкм; спеченный фильтр 30SUS из нержавеющей стали для биоколонок, поставляемый на рынок компанией Sansyo Co., Ltd.) и узкую трубку (внутренний диаметр: 4 мм; длина: 8 см), снабженную запорным краном (внутренний диаметр: 2 мм), при этом проволочная сетка и узкая трубка с запорным краном предусмотрены на нижнем конце отверстия цилиндра. Все содержимое лабораторного стакана, включая набухший образец для измерений, помещают в подготовленную цилиндрическую трубку в состоянии, в котором запорный кран закрыт. После этого цилиндрический стержень, имеющий диаметр 2 мм и предусмотренный с проволочной сеткой на переднем конце цилиндрического стержня, имеющей размер ячеи сетки, составляющий 150 мкм, и диаметр 25 мм, вставляют в фильтрующую цилиндрическую трубку так, чтобы проволочная сетка вошла в контакт с образцом для измерений. Кроме того, груз размещают так, чтобы нагрузка, составляющая 2,0 кПа, была приложена к образцу для измерений. Образец оставляют выстаиваться в этом состоянии на 1 минуту. После этого запорный кран открывают для стекания раствора, и измеряют время (Т1) (с), пока уровень жидкости в фильтрующей цилиндрической трубке не изменится от штриха шкалы, соответствующего 60 мл, до штриха шкалы, соответствующего 40 мл (то есть пройдет 20 мл раствора). На основе измеренного времени Т1 (с) скорость пропускания жидкости под давлением 2,0 кПа рассчитывают, используя нижеприведенное уравнение. Следует отметить, что в уравнении Т0 (с) представляет собой значение, которое получено при измерении времени, необходимого для прохождения 20 мл физиологического солевого раствора через проволочную сетку, когда образец для измерений не размещен в фильтрующей цилиндрической трубке.
Скорость пропускания жидкости под давлением (мл/мин)=20 × 60/(Т1-Т0)
Измерение выполняют пять раз (n=5), наибольшее значение и наименьшее значение исключают, и среднее значение из оставшихся трех значений используют в качестве измеренного значения. Кроме того, измерение выполняют при 23±2°С и влажности 50±5%, и перед измерением образцы выдерживают в такой же среде в течение 24 часов или более. Дополнительные подробности метода определения скорости пропускания жидкости под давлением раскрыты в абзацах 0008 и 0009 документа JP 2003-235889 А, и измерительное устройство раскрыто на фиг.1 и 2 документа JP 2003-235889 А.
[0061]
Исходя из вышеприведенных соображений для водопоглощающего полимера 3, который прикреплен к поверхностям на первой стороне (верхней стороне) длинных базовых частей 2, способность к удерживанию при центробежной нагрузке (водопоглощающая способность) предпочтительно составляет не менее 20 г/г и более предпочтительно - не менее 25 г/г и предпочтительно не более 50 г/г и более предпочтительно - не более 45 г/г, и, в частности, способность к удерживанию при центробежной нагрузке предпочтительно составляет от 20 г/г до 50 г/г включительно и более предпочтительно от 25 г/г до 45 г/г включительно. Кроме того, для водопоглощающего полимера 3, который прикреплен к поверхностям на второй стороне (нижней стороне) длинных базовых частей 2, способность к удерживанию при центробежной нагрузке (водопоглощающая способность) предпочтительно составляет не менее 25 г/г и более предпочтительно - не менее 30 г/г и предпочтительно не более 65 г/г и более предпочтительно - не более 55 г/г, и, в частности, способность к удерживанию при центробежной нагрузке предпочтительно составляет от 25 г/г до 65 г/г включительно и более предпочтительно от 30 г/г до 55 г/г включительно. Способность к удерживанию при центробежной нагрузке (водопоглощающую способность) определяют, используя нижеприведенный метод измерения.
[0062]
Метод определения способности к удерживанию при центробежной нагрузке (водопоглощающей способности)
Способность к удерживанию при центробежной нагрузке (водопоглощающую способность) определяют в соответствии с JIS К 7223 (1996). Нейлоновый тканый материал (поставляемый на рынок компанией Sanriki Seisakusyo, наименование изделия: нейлоновая сетка; характеристика: 250 меш) вырезают с прямоугольной формой с шириной 10 см и длиной 40 см и складывают вдвое в центре в продольном направлении, и обе боковые стороны подвергают термосварке для создания нейлонового мешка с шириной 10 см (внутренний размер: 9 см) и длиной 20 см. Далее, 1,00 г водопоглощающего полимера, который служит в качестве образца для измерений, точно отвешивают и размещают равномерно в нижней части созданного нейлонового мешка. После этого нейлоновый мешок, содержащий образец, погружают в физиологический солевой раствор (водный раствор хлорида натрия с концентрацией 0,9% масс.), температура которого была отрегулирована до 25°С. Нейлоновый мешок извлекают из физиологического солевого раствора через час после начала погружения, подвешивают вертикально на час для стекания и затем подвергают обезвоживанию, используя осушительную центрифугу (производимую Kokusan Co., Ltd., модель: Н-130С, специальный тип). Что касается режима обезвоживания, то обезвоживание выполняют при 143 G (800 об/мин) в течение 10 минут. После завершения обезвоживания массу образца измеряют, и искомую способность к удерживанию при центробежной нагрузке (водопоглощающую способность) рассчитывают в соответствии с нижеприведенным уравнением.
Способность к удерживанию при центробежной нагрузке (г/г) =
= (a'-b-c)/c
В уравнении ʺa'ʺ представляет собой общую массу (г) образца и нейлонового мешка после завершения центробежного обезвоживания, ʺbʺ представляет собой массу (г) нейлонового мешка перед впитыванием воды (в сухом состоянии), и ʺсʺ представляет собой массу (г) образца перед впитыванием воды (в сухом состоянии).
Измерение выполняют пять раз (n=5), наибольшее значение и наименьшее значение исключают, и среднее значение из оставшихся трех значений используют в качестве измеренного значения. Кроме того, измерение выполняют при 23±2°С и влажности 50±5%, и перед измерением образцы выдерживают в такой же среде в течение 24 часов или более.
[0063]
Кроме того, несмотря на то, что вышеописанное листообразное изделие 1, показанное на фиг.1, сформировано с использованием множества впитывающих секций 4, которые имеют соответствующие длинные базовые части 2 с постоянной шириной, длинные базовые части 2 также могут иметь непостоянную ширину. На виде в плане листообразного изделия 1 частицы 3 водопоглощающего полимера предпочтительно закреплены при их неравномерном распределении, и в части, в которой масса закрепленного водопоглощающего полимера 3 на единицу площади относительно большая, расстояние между обеими боковыми краевыми частями 2s, 2s каждой длинной базовой части 2, которые проходят вдоль продольного направления (направления Y), может быть относительно малым. То есть, если сравнить часть, в которой масса закрепленного водопоглощающего полимера 3 на единицу площади является большой, и часть, в которой масса закрепленного водопоглощающего полимера 3 на единицу площади является малой, то расстояние между обеими боковыми краевыми частями 2s, 2s каждой длинной базовой части 2 в части, в которой масса закрепленного водопоглощающего полимера 3 на единицу площади является большой, может быть короче расстояния между обеими боковыми краевыми частями 2s, 2s каждой длинной базовой части 2 в части, в которой масса закрепленного водопоглощающего полимера 3 на единицу площади является малой. При листообразном изделии 1, имеющем вышеописанную конфигурацию, в части, в которой масса закрепленного водопоглощающего полимера 3 на единицу площади является большой, впитывающие секции 4, 4, соседние друг с другом, могут легко свободно перемещаться в направлении толщины (направлении Z), мала вероятность того, что листообразное изделие 1 будет твердым, и частицы 3 водопоглощающего полимера могут проявлять максимальную эффективность впитывания. Следовательно, легко повышается впитывающая способность листообразного изделия 1.
[0064]
Кроме того, в вышеописанном листообразном изделии 1, показанном на фиг.3, множество впитывающих секций 4 расположены так, что их продольные направления (направления Y) ориентированы в продольном направлении (направлении Y) листообразного изделия 1. Однако, как показано на фиг.7, например, множество впитывающих секций 4 также могут быть расположены так, что их продольные направления (направления Y) будут ориентированы в поперечном направлении (направлении Х) листообразного изделия 1. Следует отметить, что листообразное изделие 1, показанное на фиг.7, включает в себя зоны NT без прорезей на обеих боковых сторонах, которые проходят вдоль продольного направления (направления Y). Для изготовления листообразного изделия 1, показанного на фиг.7, листообразное изделие 1 может быть образовано посредством использования ротационного резака, в котором режущие ножи, которые проходят параллельно аксиальному направлению ролика, расположены с интервалами в направлении вдоль окружности ротационного резака, а также приемного ролика и подачи листа 20 базового материала между ротационным резаком и приемным роликом.
[0065]
Кроме того, в листообразном изделии 1 впитывающие секции 4 также могут быть расположены так, что продольные направления (направления Y) впитывающих секций 4 будут ориентированы в множестве направлений. Пример листообразного изделия 1, в котором впитывающие секции 4 расположены так, что их продольные направления (направления Y) ориентированы в множестве направлений, представляет собой вариант, в котором листообразное изделие 1 имеет зоны, в которых множество впитывающих секций 4 расположены так, что их продольные направления (направления Y) ориентированы в продольном направлении (направлении Y) листообразного изделия 1, на обеих боковых сторонах листообразного изделия 1, которые проходят вдоль продольного направления (направления Y), и зону, в которой множество впитывающих секций 4 расположены так, что их продольные направления (направления Y) ориентированы в поперечном направлении (направлении Х) листообразного изделия 1, в центральной части, которая расположена между данными двумя боковыми сторонами. Листообразное изделие 1, подобное описанному выше, в котором впитывающие секции 4 расположены так, что их продольные направления (направления Y) ориентированы в множестве направлений, может быть образовано, например, посредством разрезания обеих боковых сторон транспортируемого листа 20 базового материала, которые проходят вдоль направления транспортирования (направления Y1), в множестве мест при использовании множества режущих ножей 111а и приемного ролика 112 и последующего разрезания части транспортируемого листа 20 базового материала, центральной в направлении (направлении Х1), которое ортогонально к направлению транспортирования (направлению Y1), в множестве мест при использовании резальных роликов, которые расположены с интервалами в направлении вдоль окружности, и приемного ролика.
[0066]
Кроме того, в вышеописанном листообразном изделии 1, показанном на фиг.1, впитывающие секции 4 и длинные базовые части 2 проходят по прямым линиям по существу параллельно продольному направлению (направлению Y). Однако, независимо от форм, которые имеют впитывающие секции 4 и длинные базовые части 2, достаточно того, чтобы впитывающие секции 4 и длинные базовые части 2 проходили в продольном направлении (направлении Y). Например, впитывающие секции 4 и длинные базовые части 2 могут проходить при неоднократном формировании S-образных конфигураций в продольном направлении (направлении Y) или могут проходить зигзагообразно в продольном направлении (направлении Y).
[0067]
Кроме того, вышеописанный способ изготовления листообразного изделия 1 согласно данному варианту осуществления включает этап нанесения адгезива в качестве этапа, следующего за этапом разрезания, и этап распределения водопоглощающего полимера в качестве этапа, следующего за этапом нанесения адгезива, однако в случае, когда ворсование выполняют на поверхности на первой стороне листа 20 базового материала, этап нанесения адгезива может быть заменен этапом ворсования. Такой этап ворсования может быть предусмотрен в качестве этапа, предшествующего этапу разрезания. Например, способ, раскрытый в JP 2012-092476A, или способ, раскрытый в JP 2013-028891A, могут быть использованы в качестве способа ворсования.
[0068]
Принимая во внимание вышеприведенные варианты осуществления, будут дополнительно раскрыты нижеуказанные листообразные изделия.
[0069]
<1> Листообразное изделие для впитывающего изделия, содержащее множество впитывающих секций, каждая из которых включает в себя длинную базовую часть, которая имеет протяженность в поперечном направлении, протяженность в продольном направлении, которая больше протяженности в поперечном направлении, и протяженность в направлении толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности на первой стороне длинной базовой части, при этом впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы, по меньшей мере, в одном направлении,
при этом перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера прикреплены к поверхности на первой стороне длинных базовых частей и также прикреплены к боковым краевым частям длинных базовых частей, проходящим вдоль продольного направления.
[0070]
<2> Листообразное изделие по пункту 1, при этом листообразное изделие содержит на обоих концах листообразного изделия в продольном направлении зоны без прорезей, в которых множество длинных базовых частей соединены вместе в поперечном направлении, и частицы водопоглощающего полимера не размещены в зонах без прорезей.
<3> Листообразное изделие по пункту 1 или 2, в котором оба конца листообразного изделия в продольном направлении прикреплены к впитывающему изделию.
<4> Листообразное изделие по любому из пунктов 1-3, в котором на виде в плане листообразного изделия частицы водопоглощающего полимера закреплены при их неравномерном распределении, и расстояние между обеими боковыми краевыми частями каждой из длинных базовых частей, проходящими вдоль продольного направления, является относительно коротким в части, в которой масса закрепленного водопоглощающего полимера на единицу площади относительно большая.
<5> Листообразное изделие по любому из пунктов 1-4, в котором перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера также прикреплены к поверхности на второй стороне каждой из длинных базовых частей.
[0071]
<6> Листообразное изделие по любому из пунктов 1-5, в котором между впитывающими секциями, соседними друг с другом в боковом направлении длинных базовых частей, отсутствует какой-либо промежуточный материал.
<7> Листообразное изделие по любому из пунктов 1-6, в котором впитывающие секции не обернуты в промежуточный материал.
<8> Листообразное изделие по любому из пунктов 1-7,
в котором каждая из впитывающих секций образована с прямоугольной формой, которая является удлиненной в продольном направлении, и
каждая из впитывающих секций имеет длину Lx в поперечном направлении, составляющую от 0,5 мм до 10 мм включительно и предпочтительно от 1 мм до 10 мм включительно.
<9> Листообразное изделие по любому из пунктов 1-8, в котором каждая из впитывающих секций имеет длину Ly в продольном направлении, которая превышает длину Lx каждой впитывающей секции в поперечном направлении в 20 раз - 200 раз включительно и предпочтительно в 40 раз - 80 раз включительно.
<10> Листообразное изделие по любому из пунктов 1-9, в котором каждая из впитывающих секций имеет длину Ly в продольном направлении, составляющую от 10 мм до 500 мм включительно и предпочтительно от 200 мм до 400 мм включительно.
<11> Листообразное изделие по любому из пунктов 1-10, в котором соотношение по величине между шириной W2 каждой из длинных базовых частей и длиной Lx каждой из впитывающих секций в поперечном направлении составляет 0 мм < (Lx-W2) < 1,4 мм и предпочтительно 0,2 мм < (Lx-W2) < 1 мм.
[0072]
<12> Листообразное изделие по любому из пунктов 1-11,
при этом листообразное изделие в состоянии перед использованием образовано с прямоугольной формой, которая является удлиненной в продольном направлении, и
листообразное изделие имеет длину в продольном направлении, составляющую от 100 мм до 1000 мм включительно, и длину в поперечном направлении, составляющую от 50 мм до 300 мм включительно.
<13> Листообразное изделие по любому из пунктов 1-12,
при этом листообразное изделие в состоянии перед использованием имеет впитывающую зону, в которой множество впитывающих секций расположены так, чтобы они были ориентированы, по меньшей мере, в одном направлении, и
на виде в плане листообразного изделия в состоянии перед использованием доля впитывающей зоны по отношению ко всему листообразному изделию составляет не менее 20% и предпочтительно не менее 50% и не более 100% и предпочтительно не более 90%.
<14> Листообразное изделие по любому из пунктов 1-13,
в котором впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы в продольном направлении листообразного изделия, и
число впитывающих секций, которые размещены в одном указанном листообразном изделии, составляет не менее 3 и предпочтительно не менее 50 и не более 1000 и предпочтительно не более 500.
<15> Листообразное изделие по любому из пунктов 1-13,
в котором впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы в поперечном направлении листообразного изделия, и
число впитывающих секций, которые размещены в одном указанном листообразном изделии, составляет не менее 3 и предпочтительно не менее 50 и не более 3500 и предпочтительно не более 2000.
<16> Листообразное изделие по любому из пунктов 1-14, при этом в листообразном изделии в состоянии перед использованием множество впитывающих секций расположены так, что продольные направления множества впитывающих секций ориентированы в продольном направлении листообразного изделия, и множество впитывающих секций расположены так, что они не пересекаются друг с другом.
[0073]
<17> Листообразное изделие по любому из пунктов 1-16,
при этом листообразное изделие содержит на обоих концах листообразного изделия в продольном направлении зоны без прорезей, в которых множество длинных базовых частей соединены вместе в поперечном направлении, и,
когда листообразное изделие используется для впитывающего изделия, оба конца листообразного изделия в продольном направлении прикреплены к впитывающему изделию.
<18> Листообразное изделие по любому из пунктов 1-17, в котором отношение ширины W2 каждой из длинных базовых частей к ширине W1 листообразного изделия составляет не менее 0,001 и предпочтительно не менее 0,002 и не более 0,200 и предпочтительно не более 0,040.
<19> Листообразное изделие по любому из пунктов 1-18, в котором каждая из длинных базовых частей имеет ширину W2, составляющую не менее 0,3 мм и предпочтительно не менее 0,6 мм и не более 10 мм, предпочтительно не более 2,0 мм и более предпочтительно - не более 1,8 мм, и, в частности, предпочтительно от 0,3 мм до 10 мм включительно.
<20> Листообразное изделие по любому из пунктов 1-19, в котором длинные базовые части, образующие соответствующие впитывающие секции, образованы из гидрофильного листа.
<21> Листообразное изделие по любому из пунктов 1-20, в котором длинные базовые части, образующие соответствующие впитывающие секции, образованы из нетканого материала.
[0074]
<22> Листообразное изделие по любому из пунктов 1-21, в котором частицы водопоглощающего полимера в листообразном изделии закреплены на длинных базовых частях посредством адгезива.
<23> Листообразное изделие по любому из пунктов 1-22, в котором, когда листообразное изделие используется для впитывающего изделия, после набухания частиц водопоглощающего полимера, которые прикреплены к боковым краевым частям длинных базовых частей, проходящим вдоль продольного направления, в результате впитывания жидкости положение каждой из длинных базовых частей в направлении толщины отличается от положения данной длинной базовой части перед впитыванием жидкости.
<24> Листообразное изделие по любому из пунктов 1-23, при этом в листообразном изделии в состоянии после набухания положения длинных базовых частей, образующих впитывающие секции, соседние друг с другом, отличаются друг от друга в направлении толщины.
<25> Листообразное изделие по любому из пунктов 1-24, в котором расстояние между обеими боковыми краевыми частями каждой из длинных базовых частей, проходящими вдоль продольного направления, больше среднего диаметра частиц водопоглощающего полимера перед набуханием и меньше среднего диаметра частиц водопоглощающего полимера после набухания.
[0075]
<26> Впитывающий элемент для впитывающего изделия, содержащий:
листообразное изделие по любому из пунктов 1-25; и
проницаемый для жидкостей лист для обертывания сердцевины, который закрывает листообразное изделие.
<27> Впитывающее изделие, содержащее:
впитывающий элемент по пункту 26;
верхний лист, который расположен со стороны обращенной к коже поверхности впитывающего элемента; и
задний лист, который расположен со стороны не обращенной к коже поверхности впитывающего элемента.
[0076]
<28> Способ изготовления листообразного изделия для впитывающего изделия, при этом листообразное изделие содержит множество впитывающих секций, каждая из которых включает в себя длинную базовую часть, которая имеет протяженность в поперечном направлении, протяженность в продольном направлении, которая больше протяженности в поперечном направлении, и протяженность в направлении толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности на первой стороне длинной базовой части, при этом впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы, по меньшей мере, в одном направлении,
при этом перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера прикреплены к поверхности на первой стороне длинных базовых частей и также закреплены на боковых краевых частях длинных базовых частей, при этом боковые краевые части проходят вдоль продольного направления,
при этом способ включает этап разрезания для разрезания листа базового материала для образования множества длинных базовых частей; этап расширения расширяемой части, обеспечивающий увеличение расстояния между длинными базовыми частями, соседними друг с другом, из множества длинных базовых частей, которые были образованы на этапе разрезания, и этап распределения частиц водопоглощающего полимера для распределения частиц водопоглощающего полимера на множестве длинных базовых частей при расстоянии между длинными базовыми частями, соседними друг с другом, которое было увеличено на этапе расширения.
[0077]
<29> Способ изготовления листообразного изделия по пункту 28, включающий этап нанесения адгезива для нанесения адгезива в качестве этапа, предшествующего этапу распределения частиц водопоглощающего полимера.
<30> Способ изготовления листообразного изделия по пункту 29, включающий этап расширения в качестве этапа, следующего за этапом разрезания, этап нанесения адгезива в качестве этапа, следующего за этапом расширения, и этап распределения частиц водопоглощающего полимера в качестве этапа, следующего за этапом нанесения адгезива,
при этом на этапе нанесения адгезива адгезив наносят сверху на поверхности на первой стороне множества длинных базовых частей при расстоянии между длинными базовыми частями, соседними друг с другом, которое было увеличено на этапе расширения, чтобы тем самым нанести адгезив на первую сторону и боковые краевые части каждой из длинных базовых частей, и на этапе распределения частиц водопоглощающего полимера частицы водопоглощающего полимера распределяют сверху по поверхностям на первой стороне множества длинных базовых частей, чтобы тем самым сформировать листообразное изделие, в котором частицы водопоглощающего полимера прикреплены к боковым краевым частям длинных базовых частей посредством адгезива.
Промышленная применимость
[0078]
Согласно настоящему изобретению предложено листообразное изделие, которое делает маловероятным возникновение воспрепятствования набуханию и обеспечивает возможность проявления максимальной эффективности впитывания водопоглощающим полимером. Кроме того, согласно настоящему изобретению предложен способ изготовления листообразного изделия, посредством которого такое листообразное изделие может быть эффективно изготовлено.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТООБРАЗНОЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТООБРАЗНОГО ИЗДЕЛИЯ | 2016 |
|
RU2675444C1 |
| ЛИСТ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА | 2016 |
|
RU2676785C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2737448C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2702241C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2670329C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2670015C1 |
| ВПИТЫВАЮЩИЙ ЛИСТ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЛИСТА | 2020 |
|
RU2783195C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2021 |
|
RU2789052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА, И ВПИТЫВАЮЩИЙ ЭЛЕМЕНТ | 2021 |
|
RU2788061C1 |
| ВПИТЫВАЮЩИЙ ЛИСТ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩЕГО ЛИСТА | 2020 |
|
RU2791835C1 |
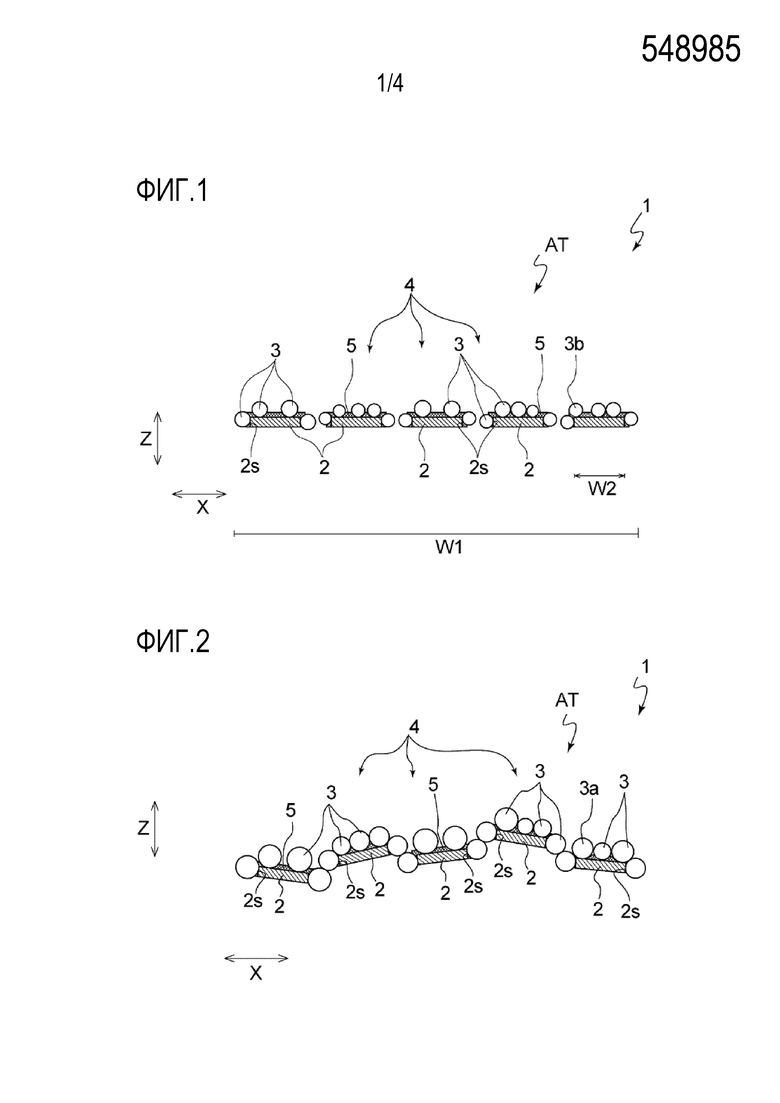
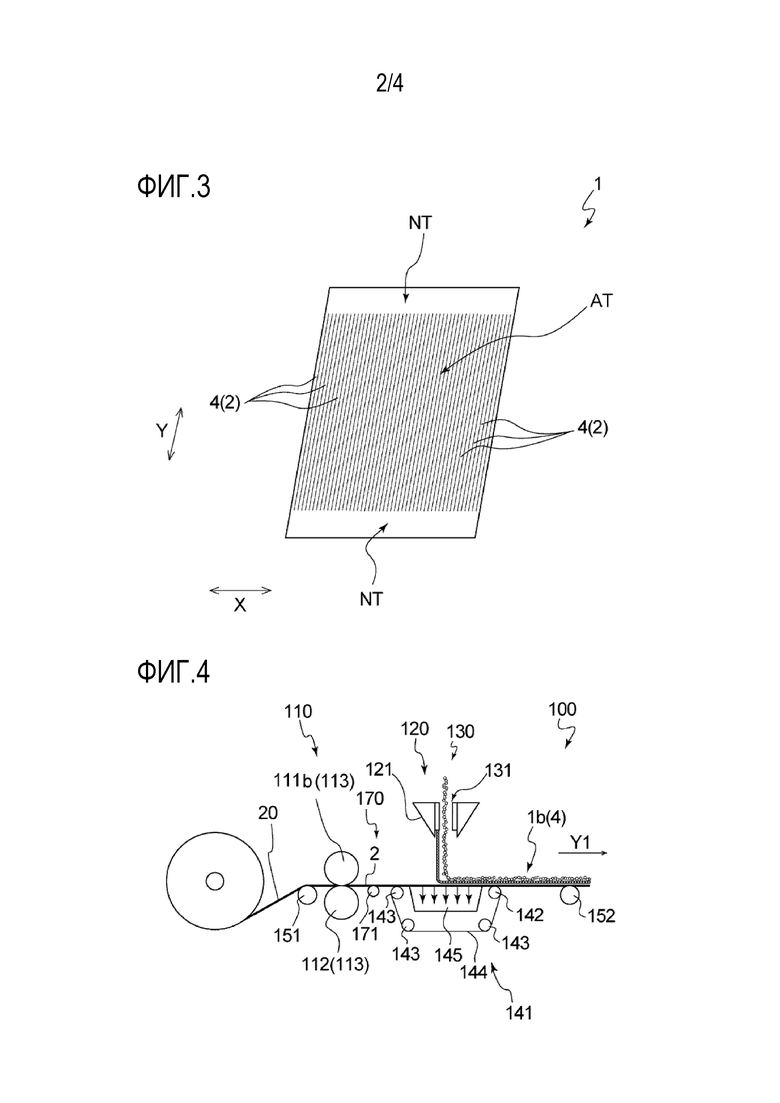
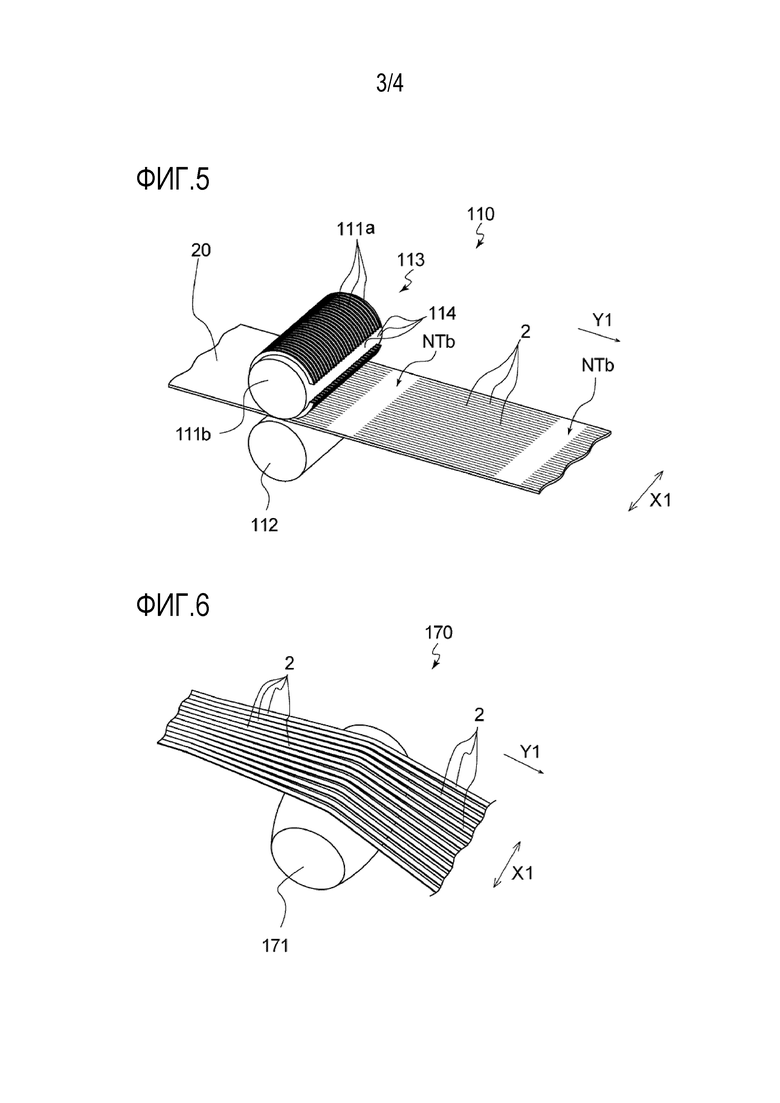
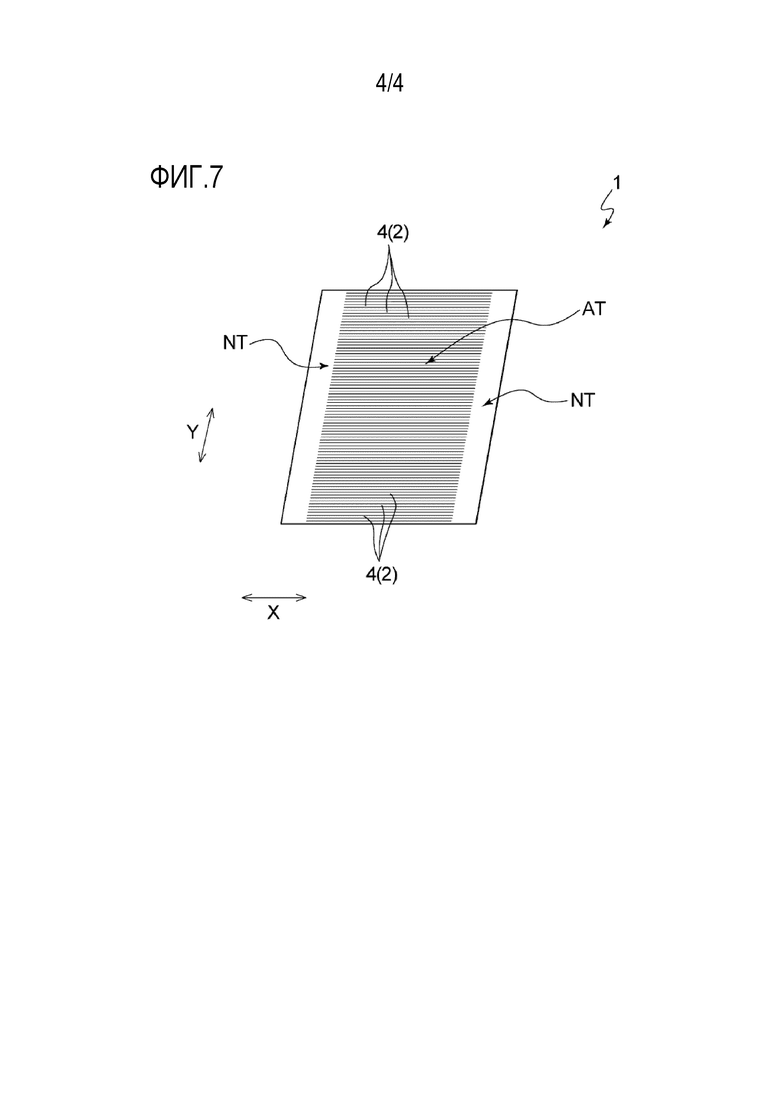
Листообразное изделие (1) для впитывающего изделия по настоящему изобретению включает в себя множество впитывающих секций (4), каждая из которых включает в себя длинную базовую часть (2) и частицы (3) водопоглощающего полимера, которые прикреплены к поверхности на первой стороне длинной базовой части (2). В листообразном изделии (1) впитывающие секции (4) расположены так, что их продольные направления ориентированы в одном направлении. Перед впитыванием жидкости частицами (3) водопоглощающего полимера частицы (3) водопоглощающего полимера прикреплены к поверхности на первой стороне каждой из длинных базовых частей (2), а также прикреплены к боковым краевым частям (2s) каждой из длинных базовых частей (2), проходящим вдоль продольного направления. 4 н. и 26 з.п. ф-лы, 7 ил.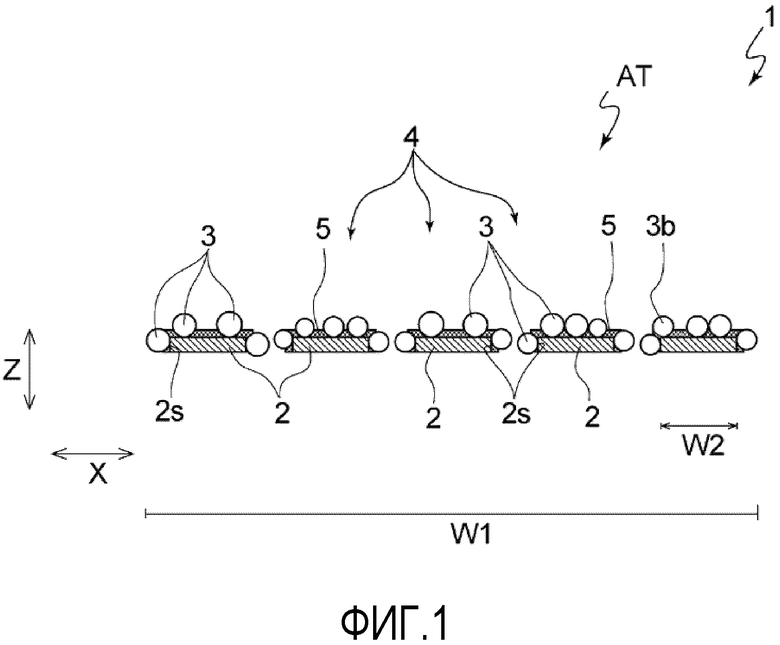
1. Листообразное изделие для впитывающего изделия, содержащее множество впитывающих секций,
при этом каждая впитывающая секция включает в себя:
длинную базовую часть, имеющую протяженность в поперечном направлении, протяженность в продольном направлении, превышающую протяженность в поперечном направлении, и протяженность в направлении толщины; и
частицы водопоглощающего полимера, которые прикреплены к поверхности на первой стороне длинной базовой части,
при этом впитывающие секции расположены так, что продольное направление впитывающей секции ориентировано по меньшей мере в одном направлении, при этом
перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера прикреплены к поверхности на первой стороне длинных базовых частей и также прикреплены к боковым краевым частям каждой длинной базовой части, которые проходят в продольном направлении.
2. Листообразное изделие по п.1, которое содержит на обоих концах листообразного изделия в продольном направлении зоны без прорезей, в которых множество длинных базовых частей соединены вместе в поперечном направлении, и частицы водопоглощающего полимера отсутствуют в зонах без прорезей.
3. Листообразное изделие по п.1, в котором оба конца листообразного изделия в продольном направлении прикреплены к впитывающему изделию.
4. Листообразное изделие по п.1, в котором на виде в плане листообразного изделия частицы водопоглощающего полимера прикреплены при их неравномерном распределении, и расстояние между обеими боковыми краевыми частями каждой из длинных базовых частей, проходящими в продольном направлении, является относительно коротким в части, в которой масса закрепленного водопоглощающего полимера на единицу площади относительно велика.
5. Листообразное изделие по п.1, в котором перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера также прикреплены к поверхности на второй стороне каждой из длинных базовых частей.
6. Листообразное изделие по п.1, в котором между впитывающими секциями, соседними друг с другом в поперечном направлении длинных базовых частей, отсутствует какой-либо промежуточный материал.
7. Листообразное изделие по п.1, в котором впитывающие секции не обернуты в промежуточный материал.
8. Листообразное изделие по п.1, в котором
каждая из впитывающих секций выполнена прямоугольной формы, вытянутой в продольном направлении, и
каждая из впитывающих секций имеет длину Lx в поперечном направлении, составляющую от 0,5 до 10 мм включительно.
9. Листообразное изделие по п.1, в котором каждая из впитывающих секций имеет длину Ly в продольном направлении, которая превышает длину Lx каждой впитывающей секции в поперечном направлении в 20 - 200 раз включительно.
10. Листообразное изделие по п.1, в котором каждая из впитывающих секций имеет длину Ly в продольном направлении, составляющую от 10 до 500 мм включительно.
11. Листообразное изделие по п.1, в котором соотношение по величине между шириной W2 каждой из длинных базовых частей и длиной Lx каждой из впитывающих секций в поперечном направлении составляет 0 < (Lx-W2) < 1,4 мм.
12. Листообразное изделие по п.1, которое в состоянии перед использованием выполнено прямоугольной формы, вытянутой в продольном направлении, и
имеет длину в продольном направлении, составляющую от 100 до 1000 мм включительно, и длину в поперечном направлении, составляющую от 50 до 300 мм включительно.
13. Листообразное изделие по п.1, которое в состоянии перед использованием имеет впитывающую зону, в которой множество впитывающих секций расположены так, что они ориентированы по меньшей мере в одном направлении, и
на виде в плане листообразного изделия в состоянии перед использованием доля впитывающей зоны по отношению ко всему листообразному изделию составляет от 20 до 100% включительно.
14. Листообразное изделие по п.1, в котором
впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы в продольном направлении листообразного изделия, и
число впитывающих секций, которые размещены в одном указанном листообразном изделии, составляет от 3 до 1000 включительно.
15. Листообразное изделие по п.1, в котором
впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы в поперечном направлении листообразного изделия, и
число впитывающих секций, которые размещены в одном указанном листообразном изделии, составляет от 3 до 3500 включительно.
16. Листообразное изделие по п.1, в котором в состоянии перед использованием множество впитывающих секций расположено так, что продольные направления множества впитывающих секций ориентированы в продольном направлении листообразного изделия, и множество впитывающих секций расположены так, что они не пересекаются друг с другом.
17. Листообразное изделие по п.1, которое содержит на обоих концах листообразного изделия в продольном направлении зоны без прорезей, в которых множество длинных базовых частей соединены вместе в поперечном направлении, и,
когда листообразное изделие используется для впитывающего изделия, оба конца листообразного изделия в продольном направлении прикреплены к впитывающему изделию.
18. Листообразное изделие по п.1, в котором отношение ширины W2 каждой из длинных базовых частей к ширине W1 листообразного изделия составляет от 0,001 до 0,200 включительно.
19. Листообразное изделие по п.1, в котором каждая из длинных базовых частей имеет ширину W2 от 0,3 до 10 мм включительно.
20. Листообразное изделие по п.1, в котором длинные базовые части, образующие соответствующие впитывающие секции, образованы из гидрофильного листа.
21. Листообразное изделие по п.1, в котором длинные базовые части, образующие соответствующие впитывающие секции, образованы из нетканого материала.
22. Листообразное изделие по п.1, в котором частицы водопоглощающего полимера в листообразном изделии закреплены на длинных базовых частях посредством адгезива.
23. Листообразное изделие по п.1, в котором, когда листообразное изделие используется для впитывающего изделия, после набухания частиц водопоглощающего полимера, которые прикреплены к боковым краевым частям длинных базовых частей, проходящим в продольном направлении, в результате впитывания жидкости положение каждой из длинных базовых частей в направлении толщины отличается от положения данной длинной базовой части перед впитыванием жидкости.
24. Листообразное изделие по п.1, в котором в состоянии после набухания положения длинных базовых частей, образующих впитывающие секции, соседние друг с другом, отличаются друг от друга в направлении толщины.
25. Листообразное изделие по п.1, в котором расстояние между обеими боковыми краевыми частями каждой из длинных базовых частей, проходящими в продольном направлении, больше среднего диаметра частиц водопоглощающего полимера перед набуханием и меньше среднего диаметра частиц водопоглощающего полимера после набухания.
26. Впитывающий элемент для впитывающего изделия, содержащий:
листообразное изделие по п.1; и
проницаемый для жидкостей лист для обертывания сердцевины, который закрывает листообразное изделие.
27. Впитывающее изделие, содержащее:
впитывающий элемент по п.26;
верхний лист, который расположен со стороны, обращенной к коже поверхности впитывающего элемента; и
задний лист, который расположен со стороны, не обращенной к коже поверхности впитывающего элемента.
28. Способ изготовления листообразного изделия для впитывающего изделия, при этом листообразное изделие содержит множество впитывающих секций, каждая из которых включает в себя длинную базовую часть, которая имеет протяженность в поперечном направлении, протяженность в продольном направлении, превышающую протяженность в поперечном направлении, и протяженность в направлении толщины, и частицы водопоглощающего полимера, которые прикреплены к поверхности на первой стороне длинной базовой части, причем впитывающие секции расположены так, что продольные направления впитывающих секций ориентированы по меньшей мере в одном направлении,
при этом перед впитыванием жидкости частицами водопоглощающего полимера частицы водопоглощающего полимера прикреплены к поверхности на первой стороне длинных базовых частей и также закреплены на боковых краевых частях длинных базовых частей, при этом боковые краевые части проходят в продольном направлении,
при этом согласно способу
разрезают лист базового материала для образования множества длинных базовых частей;
расширяют расширяемую часть, увеличивая расстояние между длинными базовыми частями, примыкающими друг к другу, из множества длинных базовых частей, которые были образованы при разрезании; и
распределяют частицы водопоглощающего полимера для распределения частиц водопоглощающего полимера на множестве длинных базовых частей при расширенном при расширении расстоянии между длинными базовыми частями, примыкающими друг к другу.
29. Способ по п.28, согласно которому перед распределением частиц водопоглощающего полимера наносят адгезив.
30. Способ по п.29, согласно которому расширение осуществляют после разрезания, адгезив наносят после расширения, и частицы водопоглощающего полимера распределяют после нанесения адгезива,
при этом при нанесении адгезива адгезив наносят сверху на поверхности на первой стороне множества длинных базовых частей при расстоянии между длинными базовыми частями, примыкающими друг к другу, которое было расширено при расширении, чтобы в результате нанести адгезив на первую сторону и боковые краевые части каждой из длинных базовых частей, и при распределении частиц водопоглощающего полимера частицы водопоглощающего полимера распределяют сверху по поверхностям на первой стороне множества длинных базовых частей, чтобы в результате сформировать листообразное изделие, в котором частицы водопоглощающего полимера прикреплены к боковым краевым частям длинных базовых частей посредством адгезива.
| JP 2002224162 A, 13.08.2002 | |||
| JP 2004121390 A, 22.04.2004 | |||
| JP 10508528 A, 25.08.1998 | |||
| US 2010100065 A1, 22.04.2010.. |

