Изобретение относится к способу в соответствии с ограничительной частью пункта 1 формулы изобретения, а также к машине для обработки емкостей в соответствии с ограничительной частью пункта 9 формулы изобретения.
Машины для обработки емкостей, в частности, в виде разливочных машин для заполнения емкостей жидким загружаемым материалом, также в их исполнении в качестве установок кругового движения, известны в различных формах исполнения. В этих известных машинах, сконструированных, как правило, для работы с весьма высокой производительностью (количество обработанных или заполненных емкостей за единицу времени), на периметре вращающегося вокруг вертикальной оси машины ротора образованы позиции загрузки, к которым соответственно поодиночке передают емкости, расположенные на входе емкостей, и от которых забирают заполненные емкости на выходе емкостей. Образующие позиции загрузки загрузочные элементы для управляемой отдачи загружаемого материала в емкости предусмотрены на вращающемся роторе и, следовательно, движутся вместе с ним.
Известны также машины обработки емкостей, выполненные как разливочные машины (DE 102008018516 A1) с приводимым в действие пошагово вокруг вертикальной оси машины, имеющим форму транспортирующей звездочки транспортирующим элементом, от которого подлежащие заполнению емкости, расположенные соответственно в приемном креплении емкости транспортирующего элемента, перемещают между входом емкостей и выходом емкостей и при этом перемещают мимо нескольких стационарных, то есть не движущихся вместе с транспортирующим элементом секций обработки или позиций обработки, причем движение вращения транспортирующего элемента останавливают на время обработки, как только емкость достигнет позиции обработки.
Задача изобретения состоит в создании способа, с помощью которого при уменьшенных конструктивных расходах и уменьшенном монтажном пространстве машины для обработки емкостей возможна, несмотря на это, достаточная производительность при высокой эксплуатационной надежности. Для решения этой задачи предлагается способ в соответствии с пунктом 1 формулы изобретения. Машина для обработки емкостей является предметом пункта 9 формулы изобретения.
В соответствии с предпочтительным вариантом осуществления изобретения способ используется для заполнения емкостей жидким загружаемым материалом, в частности, также емкостей с большим объемом, например, емкостей, предназначенных для компаний, например, пять литров. В этом случае машина для обработки емкостей представляет собой разливочную машину.
В смысле изобретения «емкости» представляют собой, в частности, банки и бутылки, соответственно из металла, стекла и/или пластмассы, однако, также и другие средства упаковки, в частности, также такие, которые пригодны для загрузки продуктов в виде порошка, гранулята, жидкости или вязких продуктов.
Емкость, находящаяся в положении, гарантирующем герметизацию с обрабатывающей головкой или загрузочным элементом, означает в смысле изобретения, что соответствующая емкость известным специалисту образом герметично прилегает с прижимом своей горловиной к загрузочному элементу или расположенному там уплотнению.
Под «загрузкой под давлением» в смысле изобретения в общем следует понимать метод заполнения, при котором соответствующая, подлежащая загрузке емкость герметично прилегает к загрузочному элементу и, как правило, перед самой фазой заполнения, то есть, перед открытием клапана жидкости, ее предварительно нагружают через, по меньшей мере, один управляемый, выполненный в загрузочном элементе канал газа находящимся под давлением газом растяжения (инертный газ или углекислый газ), который затем в процессе загрузки подводимым к емкости загружаемым материалом с нарастанием вытесняется из внутреннего пространства емкости в качестве возвратного газа, а именно также через, по меньшей мере, один управляемый, выполненный в загрузочном элементе канал газа. Этой фазе предварительного напряжения могут предшествовать другие фазы обработки, например, вакуумирование и/или продувка внутреннего пространства емкости инертным газом, например, углекислым газом и т.д., а именно также через выполненные в загрузочном элементе каналы газа.
Выражения «в основном» или «приблизительно» или «примерно» означают в смысле изобретения отклонения от соответственно точной величины на +/-10%, предпочтительно на +/-5% и/или отклонения в форме незначительных для функции изменений.
В усовершенствованном варианте соответствующий изобретению способ выполнен, например, таким образом,
что используют транспортирующий элемент в виде транспортирующей или передающей звездочки, содержащей на своем периметре несколько имеющих форму карманов и открытых со стороны периметра приемных креплений емкостей, расположенных относительно оси машины на одинаковых угловых расстояниях друг от друга (расстояние между делениями шкалы),
и/или
что соответствующая, транспортируемая, по меньшей мере, в одну позицию обработки первой и второй зоны обработки емкость, перед или во время обработки для деблокирования транспортирующего элемента перемещают из первой позиции, в которой эта емкость находится в зацеплении с транспортирующим элементом или приемным креплением емкости, во вторую позицию, в которой емкость находится вне зоны действия приемных креплений емкостей транспортирующего элемента, причем это движение осуществляют предпочтительно посредством подъема емкости относительно транспортирующего элемента по оси, параллельной или в основном параллельной оси машины,
и/или
что используют обрабатывающую машину, у которой, по меньшей мере, одна зона обработки, предпочтительно, однако, все зоны обработки содержат, по меньшей мере, две, предпочтительно более двух позиций обработки,
и/или
что количество позиций обработки в зонах обработки является одинаковым,
и/или
что обработка емкостей в зонах обработки осуществляется параллельно,
и/или
что подвод подлежащих обработке емкостей к приемным креплениям емкостей транспортирующего элемента может управляемо прекращаться с помощью удерживающего устройства, если на приемные крепления емкостей транспортирующего элемента передано количество емкостей, соответствующе количеству позиций обработки,
причем названные выше признаки могут быть использованы соответственно по отдельности или в любой комбинации.
В усовершенствованном варианте соответствующая изобретению обрабатывающая машина выполнена, например, таким образом:
что направление вращения транспортирующего элемента периодически изменяют и при этом за счет вращения транспортирующего элемента в одном первом направлении вращения подлежащие обработке емкости подводят к первой зоне обработки с, по меньшей мере, одной позицией обработки, а за счет вращения транспортирующего элемента в направлении, противоположном первому направлению вращения, подлежащие обработке емкости подводят ко второй зоне обработки с, по меньшей мере, одной позицией обработки,
и/или
что во время обработки емкостей в одной из зон обработки с транспортирующим элементом осуществляют подвод подлежащих обработке емкостей к другим зонам обработки,
и/или
что транспортирующий элемент представляет собой транспортирующую или передающую звездочку, которая содержит на своем периметре несколько имеющих форму карманов и открытых со стороны периметра приемных креплений емкостей, которые расположены относительно оси машины на одинаковом угловом расстоянии друг от друга (расстояние между делениями шага),
и/или
что, по меньшей мере, одна зона обработки, предпочтительно все зоны обработки содержат, по меньшей мере, две, предпочтительно более двух позиций обработки,
и/или
что, по меньшей мере, в одной позиции обработки предусмотрена обрабатывающая головка или загрузочный элемент,
и/или
что расстояние между двумя следующими друг за другом в направлении вращения транспортирующего элемента позициями обработки или их обрабатывающими головками равно расстоянию между делениями шкалы приемных креплений емкостей на транспортирующем элементе,
и/или
что образованы первая зона обработки на одной стороне включающей в себя ось машины центральной плоскости, и вторая зона обработки на другой стороне этой центральной плоскости,
и/или
вход емкостей и/или выход емкостей образованы участками транспортерной ленты, преимущественно участками общей, проведенной под транспортирующим элементом транспортерной лентой,
и/или
что предусмотрены средства, с помощью которых емкости во время обработки в позициях обработки могут быть выведены из зацепления с транспортирующим элементом (3),
и/или
что, по меньшей мере, одна позиция обработки каждой зоны обработки содержит опору емкости, которую для подъема и опускания емкости можно управляемо перемещать с помощью подъемного устройства между нижней позицией и верхней позицией,
и/или
что опора емкости выполнена, например, для подвесного крепления соответствующей емкости за ободок горловины или в качестве опорной поверхности для основания емкости,
и/или
что, по меньшей мере, одна позиция обработки каждой зоны обработки является позицией загрузки для загрузки емкости жидким загружаемым материалом,
причем названные выше признаки могут быть соответственно использованы по отдельности или в любой комбинации.
Усовершенствования, преимущества и возможности использования изобретения вытекают из последующего описания примеров исполнения и из фигур. При этом все описанные и/или графически изображенные признаки принципиально являются предметом изобретения сами по себе или в любой комбинации, независимо от их описания в пунктах формулы изобретения или ссылок на них. Содержание пунктов формулы изобретения также является составной частью описания.
Изобретение описано в последующем более подробно на основании фигур применительно к одному примеру исполнения. Фигуры показывают:
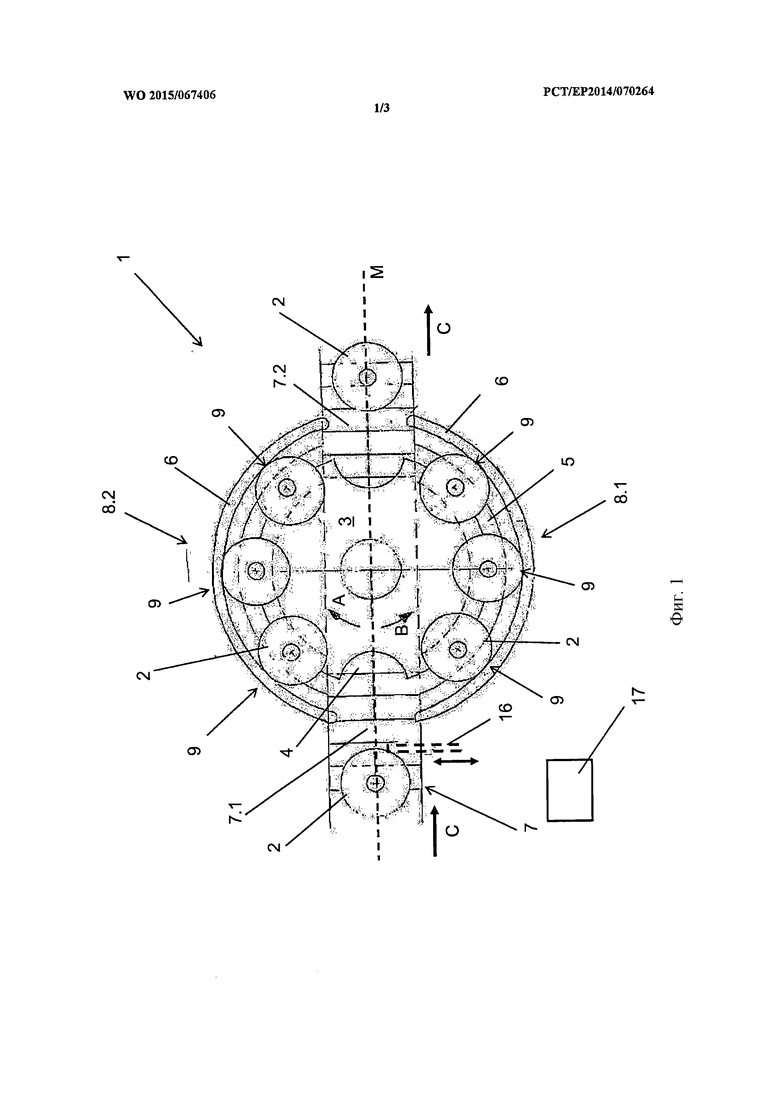
фиг. 1 показывает в схематическом представлении и на виде сверху машину для обработки емкостей в виде разливочной машины для заполнения емкостей жидким загружаемым материалом;
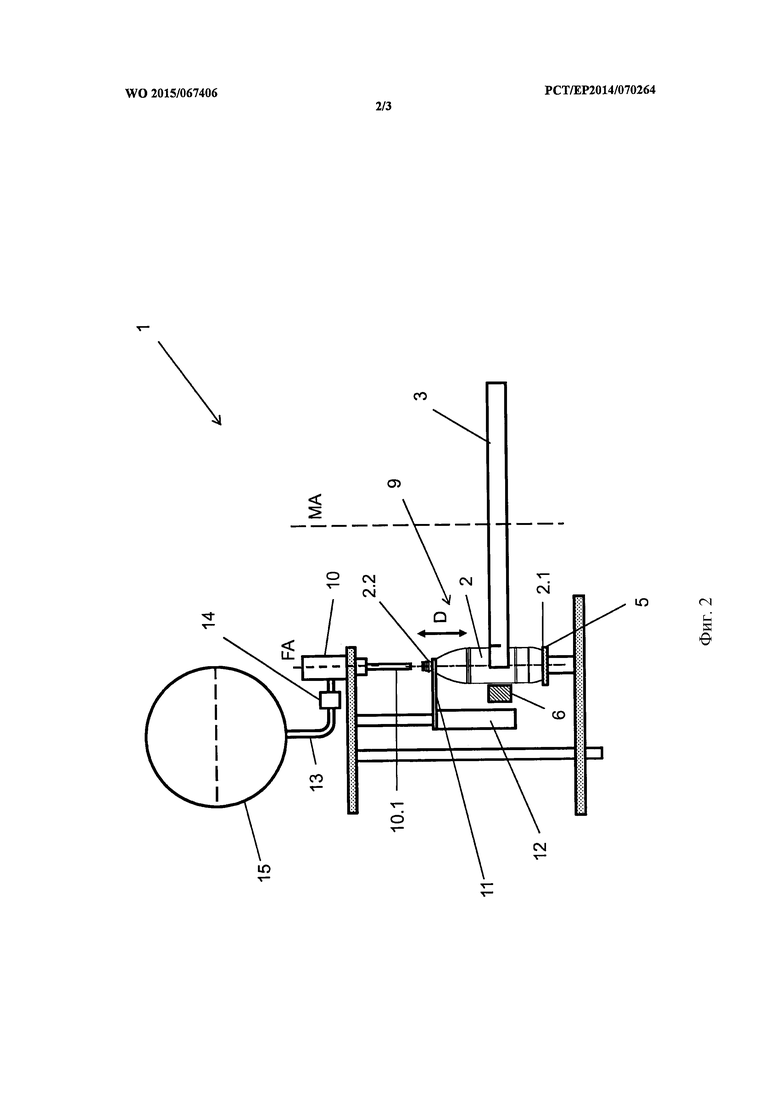
фиг. 2 показывает в упрощенном изображении и на виде сбоку одну из позиций обработки, выполненных в качестве позиций загрузки разливочной машины по фиг. 1;
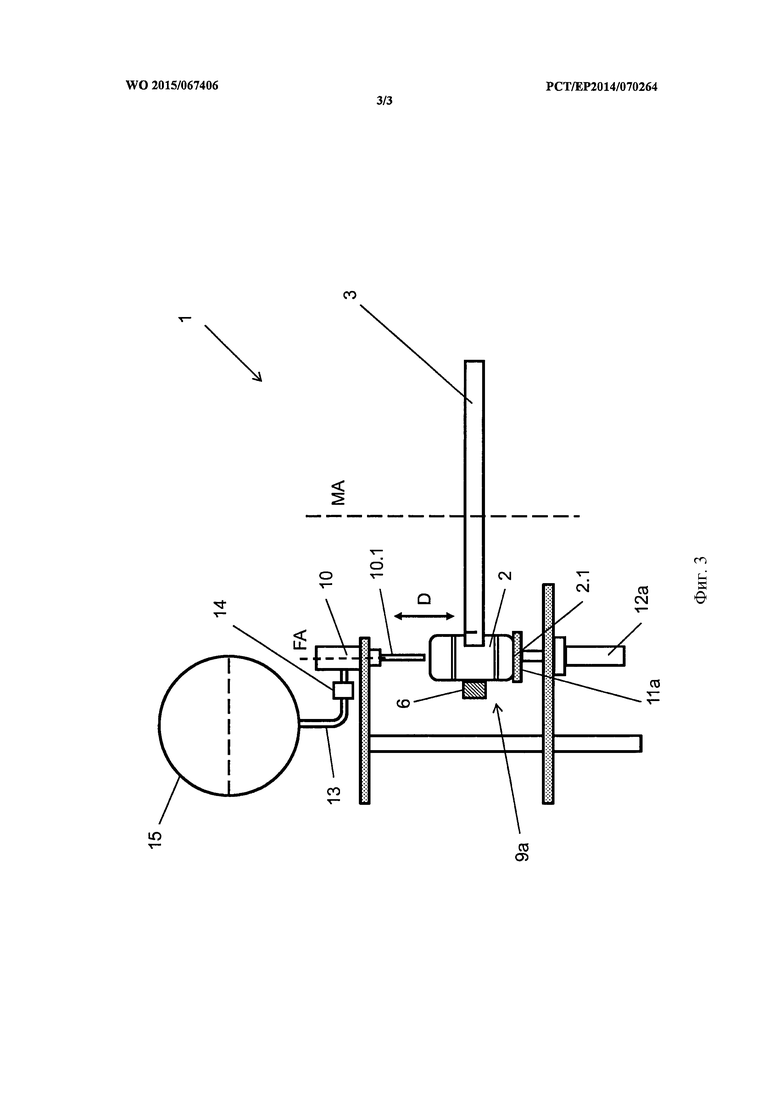
фиг. 3 показывает изображение, аналогичное фиг. 2, при следующей форме исполнения изобретения.
Центральный элемент машины для обработки бутылок, обозначенной в целом на фиг. 1 и 2 ссылочным обозначением 1 и выполненной в виде разливочной машины для заполнения емкостей 2 в виде бутылок, представляет собой транспортирующую звездочку 3, которая может управляемо вращаться вокруг вертикальной оси MA машины, а именно с шагами вращения с изменяемым направлением вращения, как это показано стрелками А и В и еще будет описано ниже более подробно.
На периметре транспортирующая звездочка 3 оснащена имеющими форму карманов приемными креплениями 4 емкостей, которые открыты со стороны периметра и расположены следующими друг за другом вокруг оси MA машины с одинаковым угловым расстоянием (шаг или расстояние между делениями шкалы). В случае изображенной формы исполнения транспортирующая звездочка содержит в целом восемь приемных креплений 4 емкостей. Количество этих приемных креплений 4 емкостей может, однако, отличаться от указанного.
Транспортирующая звездочка 3 является составной частью транспортера емкостей, который содержит также в изображенной форме исполнения кольцеобразную и расположенную своей осью соосно оси MA машины направляющую линейку 5, на которой емкости 2 установлены своим основанием 2.1 скользящими, а также содержит боковые, дугообразные направляющие 6 для емкостей. Транспортирующая лента 7, которая проведена под транспортирующей звездочкой 3, образует с одним участком вход 7.1 емкостей, к которому в направлении С транспортировки подводят подлежащие обработке или порожние емкости 2, и образует с одним участком выход 7.2 емкости, от которого в направлении С транспортировки отводят обработанные или заполненные емкости 2.
Центральная вертикальная плоскость M включает в себя ось MA машины, а также является центральной плоскостью транспортирующей ленты 7 или соответствующего транспортера емкостей. В зависимости от направления вращения с помощью транспортирующей звездочки между входом 7.1 емкостей и выходом 7.2 емкостей образованы два соответственно имеющих форму дуги окружности участка транспортировки емкостей или участка обработки емкостей, а именно при выбранном для фиг. 1 изображении один участок обработки емкостей выше центральной плоскости M при направлении А вращения и один участок обработки емкостей ниже центральной плоскости M при направлении В вращения.
На одной стороне центральной плоскости М, то есть на участке обработки емкостей ниже центральной плоскости М, на транспортирующей звездочке 3 образована обозначенная в целом на фиг. 1 ссылочным обозначением 8.1 зона обработки, которая при изображенной форме исполнения содержит три позиции 9 обработки, выполненных в качестве позиций загрузки.
Напротив центральной плоскости M относительно зоны 8.1 обработки, то есть на участке обработки емкостей выше центральной плоскости M на транспортирующей звездочке 3 образована следующая зона 8.2 обработки, которая также содержит позиции 9 обработки, выполненные идентично позициям 9 обработки зоны 8.1 обработки и количество которых равно количеству позиций 9 обработки зоны 8.1 обработки, то есть в случае изображенной формы исполнения зона 8.2 обработки также содержит три позиции 9 обработки.
Каждая позиция 9 обработки содержит среди прочего обрабатывающую головку в виде загрузочного элемента 10 с загрузочной трубкой 10.1, ось которой представляет собой вертикальную ось FA загрузочного элемента, опору 11 емкости, которая выполнена для подвешенного крепления соответственно емкости 2 за предусмотренный ниже входного отверстия горловины емкости ободок горловины и может управляемо подниматься и опускаться с помощью подъемного элемента 12 в кармане FA загрузочного элемента параллельно оси MA машины (двойная стрелка D), а именно из одной нижней позиции подъема, в которой часть соответствующей емкости 2, основание которой установлено на направляющей линейке 5, принята приемным креплением 4 емкости и отверстие емкости находится на расстоянии от нижнего конца загрузочной трубки 10.1, и одной верхней позиции подъема, в которой загрузочная трубка 10.1 проходит через отверстие емкости во внутреннее пространство емкости 2 и в которой емкость 2 поднята настолько, что она расположена полностью выше транспортирующей звездочки 3 или вне приемных креплений 4 емкостей. Каждый загрузочный элемент 10 через собственную линию 13 продукта с диаметром 14 потока соединен с одним общим для всех позиций 9 обработки резервуаром 15 с загружаемым материалом, который в процессе загрузки частично загружают жидким загружаемым материалом.
Далее, позиции 9 обработки расположены в каждой зоне 8.1 и 8.2 обработки таким образом, что оси FA их загрузочных элементов относительно оси MA машины имеют угловое расстояние между собой, которое равно расстоянию между делениями шкалы приемных креплений 4 емкостей и, кроме того, угловое расстояние от соседней с входом 7.1 емкости оси FA загрузочного элемента от центральной плоскости M, а также угловое расстояние от соседней с входом 7.2 емкости оси FA загрузочного элемента до центральной плоскости M также равно расстоянию между делениями шкалы.
С помощью обрабатывающей машины 1 производят обработку, то есть заполнение емкостей 2 в зонах 8.1 и 8.2 обработки, а именно в каждой зоне 8.1 или 8.2 посредством движения емкостей 2 с помощью транспортирующей звездочки 3 к расположенным там позициям 9 обработки, так что в каждой позиции 9 обработки находится одна емкость 2, с помощью последующего ввода в зацепление емкости 2 с транспортирующей звездочкой путем подъема в верхнюю позицию подъема, с помощью повторного ввода в зацепление емкости 2 с транспортирующей звездочкой 3 после обработки посредством опускания в нижнюю позицию подъема, а также с помощью выдвигания обработанной емкости 2 транспортирующей звездочкой 3 к или через выход 7.2 емкостей, причем одновременно с этим выдвижением к позиции 9 обработки соответствующей зоны 8.1 или 8.2 подают новую, подлежащую обработке емкость 2. Этот принцип работы реализуют для обеих областей 8.1 и 8.2 смещенными во времени или противофазно таким образом, что во время обработки, то есть заполнения емкости 2 на одном участке 8.1 или 8.2 обработки к другому участку 8.2 или 8.1 обработки с помощью вращающейся транспортирующей звездочки 3 подводят новую, подлежащую обработке емкость 2 и одновременно уже обработанную емкость 2 выдвигают к или через выход 7. 2 емкости.
Детально возможен, таким образом, следующий принцип работы:
В течение первого рабочего такта при деблокировании удерживающего устройства 16 и при вращающейся в первом направлении вращения, то есть в направлении стрелки В и, в случае изображенного на фиг. 1, по часовой стрелке, транспортирующей звездочки 3 подведенные через вход 7.1 емкости 2 поочередно передают на соответственно движущееся мимо входа 7.1 емкостей приемное крепление 4 емкостей и с соответствующим расположением в приемном креплении 4 емкости с помощью транспортирующей звездочки 3 одновременно перемещают в область 8.1 обработки. С помощью удерживающего устройства 16 подвод следующих емкостей 2 блокируют как только будет достигнуто соответствие переданных на транспортирующую звездочку 3 емкостей количеству позиций 9 обработки зоны 8.1 обработки, то есть в случае изображенной формы исполнения при трех емкостях 2. С помощью транспортирующей звездочки 3 емкости 2 передвигают далее в направлении стрелки В настолько, что соответственно подлежащая обработке, то есть, заполнению емкость 2 находится в каждой позиции 9 обработки зоны 8.1 обработки под расположенным там загрузочным элементом 10 или расположенной там загрузочной трубкой 10.1. После этого транспортирующую звездочку 3 останавливают. При этом движении подлежащей обработке емкости 2 к позиции 9 обработки зоны 8.1 обработки производят транспортировку уже обработанных или заполненных там и расположенных в приемных креплениях 4 емкостей к выходу 7.2 емкостей. Далее, в течение этого рабочего такта производят обработку или заполнение поднятых емкостей 2 в позициях 9 обработки.
Во втором рабочем такте при неподвижной транспортирующей звездочке 3 в позициях 9 обработки зоны 8.1 обработки производят подъем емкостей 2 с помощью соответствующего подъемного элемента 12 из нижней позиции подъема в верхнюю позицию таким образом, что каждая емкость 2 не только выведена из зацепления с транспортирующей звездочкой 3, но и предпочтительно герметично прилегает к соответствующему загрузочному элементу 10. Далее, поднятые и заполненные в ходе этого рабочего такта емкости 2 опускают в позициях 9 обработки зоны 8.2 обработки в предусмотренные там порожние приемные крепления 4 емкости транспортирующей звездочки 3 таким образом, что каждая из этих емкостей 2 оказывается принятой приемным креплением 4.
В ходе третьего рабочего такта затем в зоне 8.1 обработки производят заполнение расположенных там поднятых емкостей 2 через загрузочные элементы 10, а также одновременно поворот транспортирующей звездочки 3 во втором, противоположном первому направлении вращения, то есть в направлении стрелки А, причем в результате деблокирования удерживающего устройства 16 в проходящее при этом мимо входа 7.1 емкостей приемное крепление 4 емкостей соответственно передают одну емкость 2. Подвод емкостей 2 вновь блокируют с помощью удерживающего устройства 16, как только будет достигнуто соответствие количества переданных на транспортирующую звездочку 3 емкостей 2 количеству позиций 9 обработки зоны 8.2 обработки. Вращательное движение транспортирующей звездочки 3 останавливают после того, как движущиеся одновременно с транспортирующей звездочкой 3 емкости 2 достигнут позиций 9 обработки зоны 8.2 обработки и в каждой позиции 9 обработки расположена одна подлежащая обработке емкость 2. При этом движении подлежащих обработке емкостей 2 к позициям 9 обработки зоны 8.2 обработки осуществляют транспортировку уже обработанных или заполненных там и расположенных в приемных креплениях 4 емкостей 2 к выходу 7.2 емкостей.
В ходе четвертого рабочего такта при неподвижной транспортирующей звездочке 3 в позициях 9 обработки зоны 8.2 обработки производят подъем емкостей 2 с помощью соответствующего подъемного элемента 12 из нижней позиции подъема в верхнюю позицию таким образом, что каждая емкость 2 не только не находится в зацеплении с транспортирующей звездочкой 3, но и предпочтительно герметично прилегает к соответствующему загрузочному элементу 10. В позициях обработки 9 зоны 8.1 обработки заполненные емкости 2 опускают в подготовленные там порожние приемные крепления, так что каждая из этих емкостей принята одним приемным креплением 4.
В ходе следующего затем первого рабочего такта нового рабочего цикла снова за счет вращения транспортирующей звездочки 3 в противоположном направлению А вращения направлении В вращения происходит выталкивание заполненных емкостей 2 из зоны 8.1 обработки к выходу 7.2 емкостей, а также одновременно движение порожних емкостей к зоне 8.1 обработки таким образом, что там вновь под каждым загрузочным элементом 10 позиционирована одна емкость 2.
Описанный выше и осуществляемый с управлением системой 17 управления машины способ повторяют, начиная соответственно с первого рабочего такта и с использованием рабочего цикла, образованного последовательностью рабочих тактов с первого по четвертый, до тех пор, пока не будут заполнены все емкости 2 или пока не будет окончательно завершен процесс заполнения.
Заполнение емкостей 2 производят в позициях 9 загрузки соответствующей зоны 8.1 или 8.2 предпочтительно параллельно. В этом случае возможно также управление различными фазами заполнения, например, промывки и/или предварительного напряжения внутреннего пространства емкости инертным газом, ускоренным и медленным заполнением, а также успокоением и разгрузкой заполненных емкостей 2 после заполнения под давлением с помощью общих управляющих клапанов, которые воздействуют на позиции 9, 9а обработки или на расположенные там загрузочные элементы 10.
В описанном выше исходили из того, что емкости 2 представляют собой такие емкости, которые содержат ниже их входного отверстия фланец 2.2 емкости. Описанный принцип разливочной машины пригоден, однако, также для емкостей 2, которые, будучи установленными своими основаниями 2.1 на опоре емкости, перемещают из нижней позиции подъема, в которой емкости 2 соответственно расположены в приемном креплении 4, в верхнюю позицию подъема, в которой емкости 2 выводят из приемных креплений 4 и, например, располагают с герметичным прилеганием их горловин к соответствующему загрузочному элементу.
Фиг. 3 схематически показывает для этого одну выполненную в качестве позиции загрузки позицию 9а обработки зоны 8.1 и 8.2 обработки, а именно при исполнении машины 1 обработки емкостей для заполнения емкостей 2 в виде банок, например, банок для компаний. При этом направляющая линейка 5 образует в зоне позиций 9а обработки имеющее форму сегмента окружности основание 11а емкости, на которое емкости 2 устанавливают своим основанием 2.1 и с помощью которого емкости 2 в соответствии с двойной стрелкой D при помощи подъемного устройства 12а могут перемещаться между нижней позицией подъема, в которой каждая емкость расположена в приемном креплении 4 емкости с расстоянием ниже загрузочной трубки, и верхней позицией подъема, в которой емкость 2, например, опять же с герметичным прилеганием к загрузочному элементу 10, поднята настолько, что она расположена вне приемного крепления 4 емкости. В этом случае диаметр транспортирующей звездочки 3 при этой. форме исполнения уменьшен настолько, что хотя емкость 2 еще в достаточной мере принята приемным креплением 4 емкости, подъемная штанга подъемного элемента 12а, однако, также при находящемся в верхней позиции подъема основания 5а емкостей не соприкасается с транспортирующей звездочкой 3. Эта показанная на фиг. 3 форма исполнения пригодна, в частности, также для заполнения емкостей 2 в виде так называемых банок для компаний.
Существенными преимуществами соответствующей изобретению машины для обработки емкостей или разливочной машины, также в отношении обычных разливочных машин и др., являются:
- Упрощенная, компактная и недорогая конструкция машины;
- Уменьшенная потребность в установочной площади;
- Упрощенный привод, так как для транспортирующей звездочки 3 необходим лишь один приводной двигатель, в то время как привод непрерывной транспортирующей ленты 7 осуществляют от отводящего транспортера;
- Непродолжительное время смены емкостей 2 в позициях 9, 9а обработки, поскольку отвод заполненных емкостей 2 производят одновременно с подводом новых порожних емкостей 2 к позициям 9, 9а обработки;
- Быстрая смена между различными типами емкостей;
- Надежное и несложное позиционирование емкостей 2 под соответствующим загрузочным элементом 10 с помощью транспортирующей звездочки 3
- Уменьшение количества функций управления и элементов управления (электронные выходы, магнитные клапаны, клапаны системы газораспределения) для ввода газа и/или процессов продувки, в частности, для продувки инертным газом и предварительного напряжения, специально также в том случае, если на всех загрузочных элементах 10 процесс заполнения запускают одновременно и он протекает параллельно.
Далее, за счет стационарного расположения позиций 9, 9а обработки, а также загрузочных элементов 10 отпадает необходимость в передаче сред, энергий и сигналов между станиной машины и ротором или на выполненные на этом роторе позиции обработки и можно отказаться от следующих функциональных групп обычных машин обработки емкости или разливочных машин:
- Главный привод для ротора;
- Сферическое поворотное соединение между ротором и станиной машины;
- Роторный распределитель сред для загружаемого материала и стерильных газоили парообразных сред;
- Роторный распределитель сред для пневматики для управления работой загрузочных элементов и/или управляющих клапанов;
- Контактные кольца и распределители контактных колец для электроснабжения и/или электрических сигналов измерения и управления;
- Упоры против проворачивания.
С помощью соответствующего изобретению принципа машины 1 для обработки емкостей, выполненной в качестве разливочной машины, в практических условиях могут быть достигнуты удовлетворительные показатели производительности заполнения. Так, при расположении, например, соответственно восьми выполненных в качестве позиций загрузки позиций 9. 9а загрузки в обеих зонах 8.1, 8.2 при заливке пива в бутылки или банки с объемом соответственно 0,5 л может быть достигнута производительность до 4000 бутылок или банок в час.В этом случае диаметр транспортирующей звездочки 3 составляет при таком исполнении менее 1000 мм.
Изобретение было описано выше на основании вариантов исполнения. Само собой разумеется, что возможны дальнейшие изменения, а также преобразования без выхода при этом за пределы изобретательской мысли, положенной в основу изобретения.
Изобретение было описано выше на примере машины 1 для обработки емкостей в виде разливочной машины. В принципе соответствующая изобретению машина 1 для обработки емкостей может быть, однако, выполнена также для других видов обработки емкостей 2, например, для стерилизации емкостей 2.
Далее, существует возможность использования зоны 8.2 обработки для предварительной обработки емкости 2, причем обработанные в зоне обработки емкости посредством вращения транспортирующей звездочки 3 в первом направлении вращения (направление В вращения) перемещают затем к позициям 9 обработки зоны 8.1 обработки.
Изобретение было пояснено выше на примере машины 1 для обработки емкостей в виде разливочной машины, при которой емкости 2 во время заполнения герметично прилегают к загрузочному клапану, однако, это не является обязательно необходимым. В целом соответствующая изобретению машина 1 для обработки емкостей 2 может быть выполнена также для заполнения свободной струей. Причем в этом случае емкости во время процесса заполнения не прилегают герметично к загрузочному клапану, а расположены на расстоянии от него, так что загрузочный клапан и емкость не входят в контакт друг с другом.
Изобретение было пояснено выше на примере машины 1 для обработки емкостей с транспортирующим элементом в виде транспортирующей или передающей звездочки (3) с имеющими форму карманов и открытыми со стороны периферии приемными креплениями (4) емкостей. В принципе соответствующая машина 1 для обработки емкостей может быть выполнена также с таким транспортирующим элементом, что она вместо имеющих форму карманов и открытых в направлении периферии приемных креплений (4) содержит расположенные со стороны периферии захваты или захватывающие элементы. Эти захваты или захватывающие элементы предусмотрены для захватывания подлежащих обработке емкостей и их направления с последующим деблокированием в предусмотренных для этого позициях.
Перечень ссылочных обозначений
Способ обработки емкостей (2), например, для заполнения емкостей (2) загружаемым материалом, причем подлежащие обработке емкости (2) с помощью транспортирующего элемента (3), который приводят в действие с возможностью вращения вокруг оси (MA) машины и который содержит приемные крепления (4), подводят к не движущимся вместе с транспортирующим элементом (3) позициям (9, 9а) обработки и после произведенной обработки транспортируют к выходу (7.2) емкостей, отличается тем, что направление вращения транспортирующего элемента изменяют таким образом, предпочтительно периодически изменяют таким образом, что за счет вращения транспортирующего элемента (3) в первом направлении (В) вращения подлежащие обработке емкости (2) подводят к первой зоне (8.1) обработки с по меньшей мере одной позицией (9, 9а) обработки, а за счет вращения транспортирующего элемента (3) в направлении (А0 вращения, противоположном первому направлению вращения, подлежащие обработке емкости (2) подводят ко второй зоне (8.2) с по меньшей мере одной позицией (9, 9.1) обработки, и что во время обработки емкостей (2) в одной из зон (8.1, 8.2) обработки при помощи транспортирующего элемента (3) производят подвод подлежащих обработке емкостей (2) к другим зонам (8.1, 8.2) обработки. 3 н. и 21 з.п. ф-лы, 3 ил.
1. Способ обработки емкостей (2), например, для заполнения емкостей (2) загружаемым материалом, причем подлежащие обработке емкости (2) транспортируют с помощью транспортирующего элемента (3), который приводят в действие с возможностью вращения вокруг оси (МА) машины и который содержит приемные крепления (4) емкостей, в не движущиеся вместе с транспортирующим элементом (3) позиции (9, 9а) обработки и после проведенной обработки транспортируют к выходу (7.2) емкостей,
отличающийся тем, что
направление вращения транспортирующего элемента изменяют таким образом, предпочтительно периодически изменяют таким образом, что посредством вращения транспортирующего элемента (3) в первом направлении (В) вращения подлежащие обработке емкости (2) подводят к первой зоне (8.1) обработки с по меньшей мере одной позицией (9, 9.1) обработки и посредством вращения транспортирующего элемента (3) в направлении (А), противоположном первому направлению, подлежащие обработке емкости (2) подводят ко второй зоне (8.2) обработки с по меньшей мере одной позицией (9, 9а) обработки и во время обработки емкостей (2) в одной из зон (8.1, 8.2) обработки подводят подлежащие обработке емкости (2) с помощью транспортирующего элемента (3) к другим зонам (8.1, 8.2) обработки.
2. Способ по п. 1, отличающийся тем, что во время обработки емкости (2) выведены из зацепления с транспортирующим элементом (3).
3. Способ по п. 1, отличающийся тем, что при подводе подлежащих обработке емкостей (2) к зоне (8.1, 8.2) обработки в ней производят транспортировку уже обработанных емкостей (2) к выводу (7.2) емкостей.
4. Способ по п. 1, отличающийся тем, что используют транспортирующий элемент в виде транспортирующей или передающей звездочки (3), содержащей на своем периметре множество имеющих форму кармана приемных креплений (4) емкостей, которые предусмотрены относительно оси (МА) машины на одинаковых угловых расстояниях друг от друга, шаг шкалы, или используют транспортирующий элемент в виде транспортирующей или передающей звездочки (3), содержащей на своем периметре множество захватов или захватывающих элементов, которые относительно оси (МА) машины предусмотрены на одинаковых угловых расстояниях друг от друга, шаг шкалы.
5. Способ по любому из пп. 2-4, отличающийся тем, что соответствующую транспортируемую по меньшей мере к одной позиции (9, 9.1) обработки емкость (2) перед или во время обработки перемещают для деблокирования транспортирующего элемента (3) из первой позиции, в которой емкость (2) находится в зацеплении с транспортирующим элементом (3) или приемным креплением (4) емкости, во вторую позицию, в которой емкость (2) расположена вне зоны действия транспортирующего элемента (3), причем это движение осуществляют предпочтительно путем подъема емкости (2) относительно транспортирующего элемента (3) по оси (FA) параллельно или главным образом параллельно оси (МА) машины.
6. Способ по п. 1, отличающийся тем, что используют машину (1) для обработки емкостей, в которой зоны (8.1, 8.2) обработки содержат соответственно одну, предпочтительно более одной, позицию (9, 9а) обработки, причем, например, обработку емкостей (2) в позициях обработки каждой зоны (8.1, 8.2) обработки производят соответственно параллельно.
7. Способ по п. 1, отличающийся тем, что подвод подлежащих обработке емкостей (2) от входа (7.1) емкостей к приемным креплениям (4) емкостей транспортирующего элемента (3) управляемо прекращают с помощью удерживающего устройства (16) в том случае, если на приемные крепления (4) емкостей транспортирующего элемента (3) было передано количество емкостей, соответствующее количеству позиций (9) обработки.
8. Способ по любому из пп. 1-4, 6, 7, отличающийся тем, что в одной зоне (8.2) обработки производят предварительную обработку емкостей (2), а в другой зоне обработки производят дальнейшую обработку подлежащих обработке емкостей (2).
9. Способ обработки емкостей (2), например, для заполнения емкостей (2) загружаемым материалом, причем подлежащие обработке емкости (2) транспортируют с помощью транспортирующего элемента (3), который приводят в действие с возможностью вращения вокруг оси (МА) машины и который содержит приемные крепления (4) емкостей, в не движущиеся вместе с транспортирующим элементом (3) позиции (9, 9а) обработки и после проведенной обработки транспортируют к выходу (7.2) емкостей,
отличающийся тем, что
направление вращения транспортирующего элемента изменяют таким образом, предпочтительно периодически изменяют таким образом, что посредством вращения транспортирующего элемента (3) в первом направлении (В) вращения подлежащие обработке емкости (2) подводят к первой зоне (8.1) обработки с по меньшей мере одной позицией (9, 9.1) обработки и посредством вращения транспортирующего элемента (3) в направлении (А), противоположном первому направлению, подлежащие обработке емкости (2) подводят ко второй зоне (8.2) обработки с по меньшей мере одной позицией (9, 9а) обработки, и во время обработки емкостей (2) в одной из зон (8.1, 8.2) обработки подводят подлежащие обработке емкости (2) с помощью транспортирующего элемента (3) к другим зонам (8.1, 8.2) обработки, причем
во время обработки емкости (2) выведены из зацепления с транспортирующим элементом (3) и
при подводе подлежащих обработке емкостей (2) к зоне (8.1, 8.2) обработки в ней производят транспортировку уже обработанных емкостей (2) к выводу (7.2) емкостей.
10. Способ по п. 9, отличающийся тем, что используют транспортирующий элемент в виде транспортирующей или передающей звездочки (3), содержащей на своем периметре множество имеющих форму кармана приемных креплений (4) емкостей, которые предусмотрены относительно оси (МА) машины на одинаковых угловых расстояниях друг от друга, шаг шкалы, или используют транспортирующий элемент в виде транспортирующей или передающей звездочки (3), содержащей на своем периметре множество захватов или захватывающих элементов, которые относительно оси (МА) машины предусмотрены на одинаковых угловых расстояниях друг от друга, шаг шкалы.
11. Способ по п. 9 или 10, отличающийся тем, что соответствующую, транспортируемую по меньшей мере к одной позиции (9, 9.1) обработки емкость (2) перед или во время обработки перемещают для деблокирования транспортирующего элемента (3) из первой позиции, в которой емкость (2) находится в зацеплении с транспортирующим элементом (3) или приемным креплением (4) емкости, во вторую позицию, в которой емкость (2) расположена вне зоны действия транспортирующего элемента (3), причем это движение осуществляют предпочтительно путем подъема емкости (2) относительно транспортирующего элемента (3) по оси (FA) параллельно или главным образом параллельно оси (МА) машины.
12. Способ по п. 9, отличающийся тем, что используют машину (1) для обработки емкостей, в которой зоны (8.1, 8.2) обработки содержат соответственно одну, предпочтительно более одной, позицию (9, 9а) обработки, причем, например, обработку емкостей (2) в позициях обработки каждой зоны (8.1, 8.2) обработки производят соответственно параллельно.
13. Способ по п. 9, отличающийся тем, что подвод подлежащих обработке емкостей (2) от входа (7.1) емкостей к приемным креплениям (4) емкостей транспортирующего элемента (3) управляемо прекращают с помощью удерживающего устройства (16) в том случае, если на приемные крепления (4) емкостей транспортирующего элемента (3) было передано количество емкостей, соответствующее количеству позиций (9) обработки.
14. Способ по любому из пп. 9, 10, 12, 13, отличающийся тем, что в одной зоне (8.2) обработки производят предварительную обработку емкостей (2), а в другой зоне обработки производят дальнейшую обработку подлежащих обработке емкостей (2).
15. Способ по п. 11, отличающийся тем, что в одной зоне (8.2) обработки производят предварительную обработку емкостей (2), а в другой зоне обработки производят дальнейшую обработку подлежащих обработке емкостей (2).
16. Машина для обработки емкостей (2), например, для заполнения емкостей (2) загружаемым материалом, с содержащим приемные крепления (4) транспортирующим элементом (3), который приводится в действие с возможностью вращения вокруг оси (МА) машины и с помощью которого подведенные через вход 7.1 емкостей подлежащие обработке емкости (2) транспортируются к не движущимся вместе с транспортирующим элементом (3) позициям (9, 9а) обработки и после осуществленной там обработки транспортируются к выходу (7.2) емкостей,
отличающаяся тем, что
направление (А, В) вращения транспортирующего элемента является реверсируемым, так что соответственно между входом (7.1) емкостей и выходом (7.2) емкостей образованы один первый участок обработки, на котором емкости (2) перемещаются с помощью вращающегося в первом направлении (В) вращения транспортирующего элемента (3), и один второй участок обработки, на котором емкости (2) перемещаются с помощью вращающегося во втором направлении, противоположном первому направлению (В), транспортирующего элемента (3), и что на обоих расположенным по обеим сторонам от оси (МА) машины участках обработки емкостей соответственно предусмотрена зона (8.1, 8.2) обработки по меньшей мере с одной позицией (9, 9а) обработки.
17. Машина по п. 16, отличающаяся тем, что она снабжена системой (17) управления для управления работой машины (1) для обработки емкостей так, что направление вращения транспортирующего элемента периодически изменяется и при этом за счет вращения транспортирующего элемента (3) в одном первом направлении (В) вращения подлежащие обработке емкости (2) подводятся к первой зоне (8.1) обработки по меньшей мере с одной позицией (9, 9а) обработки, а за счет вращения транспортирующего элемента (3) в направлении (А) вращения, противоположном первому направлению вращения, подлежащие обработке емкости (2) подводятся ко второй зоне (8.2) обработки по меньшей мере с одной позицией (9, 9а) обработки, и что во время обработки емкостей (2) в одной из зон (8.1, 8.2) обработки с помощью транспортирующего элемента (3) производится подвод подлежащих обработке емкостей (2) к другим зонам (8.1, 8.2) обработки.
18. Машина по п. 16 или 17, отличающаяся тем, что она имеет средства (12, 12а), с помощью которых емкости (2) во время обработки в позициях (9, 9а) обработки выводятся из зацепления с транспортирующим элементом (3).
19. Машина по п. 18, отличающаяся тем, что по меньшей мере одна позиция (9, 9а) обработки содержит одну опору (11, 11а) емкости, которая для подъема и опускания емкости (2) может управляемо перемещаться с помощью подъемного устройства (12, 12а) между нижней позицией и верхней позицией, причем опора (11, 11а) емкости выполнена, например, для подвешенного крепления соответствующей емкости (2) за ободок (22) горловины соответствующей емкости (2) или в качестве опорной поверхности для основания (2.1) емкости.
20. Машина по п. 16, отличающаяся тем, что транспортирующий элемент является транспортирующей или передающей звездочкой (3), которая содержит на своем периметре несколько имеющих форму карманов и открытых со стороны периферии приемных креплений (4) емкостей, которые относительно оси (МА) машины предусмотрены на одинаковых угловых расстояниях между собой, шаг шкалы.
21. Машина по любому из пунктов 16, 17, 19, 20, отличающаяся тем, что по меньшей мере одна из зон (8.1, 8.2) обработки, предпочтительно все зоны (8.1, 8.2) обработки, содержат по меньшей мере две, предпочтительно более двух, позиции (9, 9а) обработки, причем количество позиций (9) обеих зон обработки (8.1, 8.2) является предпочтительно одинаковым.
22. Машина по п. 19, отличающаяся тем, что расстояние между двумя поочередно следующими в направлении (А, В) вращения транспортирующего элемента (3) позициями (9, 9а) обработки или их обрабатывающими головками (10) равно расстоянию между делениями шкалы приемных креплений (4) на транспортирующем элементе (3).
23. Машина по п. 16, отличающаяся тем, что вход (7.1) емкостей и выход (7.2) емкостей образованы участками транспортирующей ленты, предпочтительно участками общей проведенной под транспортирующим элементом (3) транспортирующей ленты (7), причем предпочтительно центральная плоскость (М) транспортирующих лент или общей проведенной под транспортирующим элементом (3) транспортирующей ленты (7) включает в себя ось (МА) машины.
24. Машина по любому из пп. 16, 17, 19, 20, 22, 23, отличающаяся тем, что по меньшей мере одна позиция обработки зон (8.1, 8.2) обработки представляет собой позицию (9, 9а) загрузки для заполнения емкости (2) жидким загружаемым материалом.
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ УПОРНЫХ УПЛОТНИТЕЛЬНЫХ ПОВЕРХНОСТЕЙ ЗАМКОВ БУРИЛЬНЫХ ТРУБ | 2020 |
|
RU2782897C2 |
| FR 1042566 A, 02.11.1953 | |||
| US 4266653 A, 12.05.1981. | |||

