Изобретение относится к порошковой металлургии, а именно к изготовлению композиционного материала для изделий электронной техники СВЧ.
Современное развитие электронной техники СВЧ, прежде всего твердотельной электронной техники СВЧ, требует создания новых материалов для изготовления изделий (элементов изделий, компонентов, узлов) электронной техники СВЧ с широким диапазоном физических свойств.
Особенностью и преимуществом композиционного материала является многокомпонентность. Именно это сочетание физических свойств многих компонентов приводит к созданию нового материала, физические свойства которого отличаются от физических свойств каждого из составляющих его компонентов.
Многие композиционные материалы превосходят традиционные материалы и сплавы по своим физическим свойствам.
Известен способ получения композиционного материала на основе алюминиевой матрицы (Аl) с включениями карбида кремния (SiC), включающий плавку алюминиево-кремниевого сплава и обработку ванны расплава углекислым газом, в котором с целью упрощения технологического процесса, увеличения производительности и снижения себестоимости, расширения функциональных возможностей, относительный расход KQ углекислого газа выбирают из интервала KQ=0,005…0,05, при этом  ,
,
где МГ - масса израсходованного газа за время обработки расплава, ММ - масса обработанного металла [Патент РФ №2348719, МПК С22С 1/10, С22С 21/00, дата приоритета 20.11 2006, опубл. 10.03.2009].
Данный способ достаточно сложен и практически не пригоден для решения задач электронной техники СВЧ.
Известен композиционный материал на основе алюминиевого сплава и способ его получения.
Композиционный материал содержит армирующие дискретные керамические частицы и выделения упрочняющих фаз при дисперсионном твердении сплава, который с целью повышения контактной долговечности дополнительно содержит включения интерметаллидных фаз состава Al3X, где X - Ti, Zr, V, Hf с размером фаз ≅20 мкм при следующем содержании упрочнителей, об. %: включения интерметаллидных фаз N=5÷15, дискретные керамические частицы - (30÷N), выделения упрочняющих фаз при дисперсионном твердении 7÷10, при этом средний размер дискретных керамических частиц не превышает 28 мкм. В качестве дискретных керамических упрочнителей он содержит частицы TiC, ZrC, В4С, SiC, Al2O3, ZrO2, BN, TiN.
Способ его получения заключается в механическом замешивании дискретных керамических частиц в алюминиевый расплав и дисперсионном твердении сплава.
В котором, с вышеуказанной целью, после замешивания расплав дополнительно легируют добавлением композиционной лигатуры, содержащей элементы, образующие интерметаллидные фазы Al3X, где X - Ti, Zr, V, Hf, затем расплав перемешивают, осуществляют жидкую штамповку и последующее дисперсионное твердение сплава [Патент РФ №2136774, МПК С22С 1/10, С22С 21/00, дата приоритета 20.11 2006, опубл. 10.03.2009].
Данным способом, как и способом первого аналога, технически сложно решить задачи электронной техники СВЧ.
Известен способ получения высоконаполненного композиционного материала Al-SiC, заключающийся в приготовлении преформы (заготовки) путем смешивания упрочняющих порошков карбида кремния различных размерных фракций, помещении ее в пресс-форму и последующее виброуплотнение. Затем готовую преформу пропитывают под давлением матричным расплавом и охлаждают полученный композиционный материал. Внутри рабочего пространства пресса возможно размещение множества разделительных элементов, образующих полости, соответствующие форме изделия [Патент США №5941297, МПК B22D 18/00, кл. 164/62, дата приоритета 23.09.1996, опубл. 02.1976].
Использование двух размерных фракций порошка SiC (50 и 100 мкм) позволяет уменьшить пористость преформы, так как более мелкий порошок заполняет промежутки между частицами более крупного порошка. Этот способ позволяет получить содержание наполнителя в композиционном материале свыше 60 процентов.
Недостаток способа заключается в невозможности получения готового изделия сложной формы, так как механическая обработка полученного композиционного материала практически невозможна из-за его высокой твердости и прочности, а на предварительной стадии получения преформы из порошка карбида кремния можно лишь придать ей достаточно простую форму во избежание возможности нарушения ее механической целостности.
Известен способ изготовления изделия из композиционного материала с металлической матрицей, включающий приготовление заготовки путем смешивания упрочняющего керамического порошка карбида кремния различных размерных фракций, помещения полученной смеси в пресс-форму и ее виброуплотнения, пропитку заготовки матричным расплавом под давлением и последующую кристаллизацию.
В котором, с целью получения высоконаполненного композиционного материала с металлической матрицей и наполнителем в виде дисперсных керамических частиц и изделия из него, имеющего высокую плотность, высокую теплопроводность и низкий температурный коэффициент линейного расширения (ТКЛР) с высоким выходом годного и возможностью получения изделий сложной формы, в упрочняющий керамический порошок карбида кремния дополнительно вводят порошок карбида бора в количестве 1÷50 об.%, после виброуплотнения заготовку подвергают дополнительному прессованию на воздухе с изотермической выдержкой, а кристаллизацию проводят направленно путем создания градиента температур на фронте кристаллизации [Патент РФ №2261780, МПК С22С 1/10, С22С 21/00, приоритет 25.02.2004, опубл. 10.10.2005] - прототип.
Однако достигнутые результаты композиционного материала изделия по удельной плотности, теплопроводности, согласованности его температурного коэффициента линейного расширения с температурными коэффициентами линейного расширения других заданных конструкционных материалов в определенном диапазоне не являются достаточными для изделий электронной техники СВЧ.
Техническим результатом изобретения является повышение удельной плотности, теплопроводности и прочности композиционного материала, обеспечение температурного коэффициента линейного расширения последнего согласованного с температурными коэффициентами линейного расширения других заданных конструкционных материалов электронной техники СВЧ не более 8×10-6 K-1.
Указанный технический результат достигается заявленным способом изготовления композиционного материала для изделий электронной техники СВЧ на основе металлической матрицы - алюминиевого сплава и неметаллического наполнителя - карбида кремния различных размерных фракций, включающим
- приготовление заготовки заданного размера из карбида кремния различных размерных фракций посредством смешивания различных размерных фракций карбида кремния, размещения этой смеси в заданной пресс-форме, уплотнения смеси заготовки,
- пропитку заготовки расплавом алюминиевого сплава под давлением и кристаллизацию путем создания градиента температур,
в котором
алюминиевый сплав берут с содержанием легирующего элемента - кремния 6÷12 процентов,
карбид кремния берут гексагональной структуры сингонии 6Н, с двумя размерными фракциями: первая 1÷15 мкм, вторая 35÷50 мкм, с содержанием в каждой из них примесей - иных сингоний карбида кремния не более 20 процентов,
заданную пресс-форму изготавливают разъемной,
в процессе приготовления заготовки упомянутые размерные фракции карбида кремния смешивают при их соотношении, в вес.ч., 1:5, в эту смесь вводят дополнительно и последовательно компоненты связующего - натриевое жидкое стекло и парафин при их соотношении, вес.ч., 0,004÷0,006 и 0,2÷0,22 от общего соотношения размерных фракций карбида кремния соответственно,
нагревают смесь при температуре 70÷75°С,
а уплотнение смеси заготовки осуществляют шликерным литьем под давлением 0,5÷1,0 МПа в упомянутую заданную пресс-форму,
далее извлекают заготовку из заданной пресс-формы и спекают заготовку при температуре 750÷800°С,
а упомянутую пропитку заготовки расплавом алюминиевого сплава под давлением осуществляют при температуре 890÷900°С, давлении 80÷100 МПа в течение 30÷50 с в другой пресс-форме из жаропрочного материала, соразмерной заготовке, разъемной, при этом последнюю в процессе пропитки нагревают до температуры 640÷650°С.
Раскрытие сущности изобретения.
Алюминиевый сплав с содержанием легирующего элемента - кремния 6÷12 процентов:
во-первых, обеспечивает оптимальную его текучесть и, как следствие, - высокую удельную плотность композиционного материала;
во-вторых, исключает вероятность образования нежелательной фазы карбида алюминия, а именно Al4C3, могущей привести к механическому разрушению композиционного материала.
Карбид кремния:
- гексагональной структуры сингонии 6Н является одной из модификаций α-SiC, которая обладает максимальной теплопроводностью;
- с двумя размерными фракциями: первая 1÷15 мкм, вторая 35÷50 мкм, которые оптимально обеспечивают заданное наполнение композиционного материала карбидом кремния;
- с содержанием в каждой из них примесей - иных сингоний карбида кремния не более 20 процентов.
И, как следствие этого, - значительное повышение теплопроводности композиционного материала.
Изготовление пресс-форм (заданной и другой) разъемными обеспечивает сохранность заготовки композиционного материала при извлечении после технологических операций как шликерного литья, так и пропитки заготовки расплавом алюминиевого сплава под давлением.
Изготовление другой пресс-формы из жаропрочного материала обеспечивает механическую сохранность пресс-формы и, тем самым, осуществление высокой технологичности операции пропитки заготовки расплавом алюминиевого сплава под давлением.
Приготовление заготовки посредством иных технологических операций и иных технологических режимах относительно прототипа, а именно когда:
упомянутые размерные фракции карбида кремния смешивают при их соотношении, в вес.ч., 1:5,
в эту смесь вводят дополнительно и последовательно компоненты связующего - натриевое жидкое стекло и парафин при их соотношении, вес.ч., 0,004÷0,006 и 0,2÷0,22 от общего соотношения размерных фракций карбида кремния соответственно,
смесь нагревают при температуре 70÷75°С,
уплотнение смеси заготовки осуществляют шликерным литьем под давлением 0,5÷1,0 МПа в упомянутую заданную пресс-форму,
извлекают заготовку из заданной пресс-формы и спекают заготовку при температуре 750÷800°С.
Это в совокупности обеспечивает:
во-первых, повышение теплопроводности композиционного материала;
во-вторых, температурный коэффициент линейного расширения композиционного материала согласованный с температурными коэффициентами линейного расширения других заданных конструкционных материалов элементов электронной техники СВЧ не более 8×10-6 K-1.
При этом первое и второе, благодаря выжиганию компонента связующего - парафина в процессе пропитки заготовки алюминиевым расплавом, и тем самым - увеличение открытой ее пористости.
В-третьих, повышение прочности композиционного материала, благодаря сцеплению размерных фракций карбида кремния компонентом связующего - натриевым жидким стеклом.
В-четвертых, оптимально допустимую текучесть шликера заготовки, благодаря нагреву смеси при температуре 70÷75°С и тем самым - возможность осуществления самого шликерного литья;
В-пятых, оптимально возможное полное заполнение шликером заготовки заданной пресс-формы и тем самым соответственно получение максимально точных заданных размеров и формы изделия из композиционного материала.
Осуществление пропитки заготовки расплавом алюминиевого сплава под давлением при иных технологических режимах (температуре 890÷900°С, давлении 80÷100 МПа в течение 30÷50 с, нежели в прототипе, является оптимальным для обеспечения:
во-первых, оптимально необходимой вязкости расплава заготовки и тем самым -
а) возможности осуществления технологической операции пропитки заготовки,
б) исключения возможности образования непропитанных пор в композиционном материале и, как следствие, - повышение удельной плотности композиционного материала;
во-вторых, исключения вероятности образования нежелательной фазы карбида алюминия (Al4C3), могущей привести к разрушению композиционного материала изделия и, как следствие, - повышение прочности композиционного материала.
При этом нагрев другой пресс-формы в процессе пропитки дополнительно к вышеуказанному обеспечивает:
во-первых, оптимально стабильность необходимо-достаточной вязкости расплава алюминиевого сплава и тем самым:
а) возможность стабильного и надежного осуществления процесса пропитки заготовки,
б) исключение возможности образования непропитанных пор в композиционном материале и, как следствие, - повышение удельной плотности композиционного материала;
во-вторых, стабильность направленного фронта кристаллизации в процессе пропитки заготовки и, как следствие, - повышение теплопроводности композиционного материала.
Итак, совокупность существенных признаков заявленного способа изготовления композиционного материала для изделий электронной техники СВЧ в полной мере обеспечивает указанный технический результат, а именно - повышение удельной плотности, теплопроводности и прочности композиционного материала, обеспечение температурного коэффициента линейного расширения последнего согласованного с температурными коэффициентами линейного расширения других заданных конструкционных материалов электронной техники СВЧ не более 8×10-6 K-1.
Алюминиевый сплав с содержанием легирующего элемента - кремния как менее 6, так и более 12 процентов не допустим:
в первом случае:
а) не обеспечивает повышение его удельной плотности и соответственно - удельной плотности композиционного материала,
б) из-за вероятности образования нежелательной фазы карбида алюминия (Al4С3) могущей привести к разрушению композиционного материала,
во-втором - из-за значительного уменьшения теплопроводности композиционного материала.
Размерные фракции карбида кремния:
- размером менее: как первая 1 мкм, вторая 35 мкм, так и более первая 15 мкм, вторая 50 мкм нежелательны, в первом случае из-за снижения теплопроводности, во втором - из-за сложности проведения последующих технологических операций с изделием из композиционного материала (обработки, нанесения гальванических покрытий);
- с содержанием в каждой из них примесей - иных сингоний карбида кремния более 20 процентов не допустимо из-за снижения теплопроводности композиционного материала.
Технологические режимы в процессе приготовления заготовки, а именно:
- смешивание размерных фракции карбида кремния при ином их соотношении в вес. ч. (чем 1:5) не желательно, так как не обеспечивает необходимые как теплопроводность композиционного материала, так и температурный коэффициент линейного расширения последнего согласованного с температурными коэффициентами линейного расширения других заданных конструкционных материалов элементов техники СВЧ не более 8×10-6 K-1;
- введение компонентов связующего при их соотношении, вес.ч.,
как менее 0,004 (натриевого жидкого стекла) и 0,2 (парафина), так и более 0,006 (натриевого жидкого стекла) и 0,22 (парафина) от общего соотношения размерных фракций карбида кремния в вес.ч. (1:5) не желательно: в первом случае из-за снижения прочности заготовки, во втором - из-за повышения пористости заготовки и соответственно снижения теплопроводности и не допустимого рассогласования упомянутых выше ТКЛР;
- нагрев смеси заготовки (двух размерных фракций карбида кремния и компонентов связующего) при температуре ниже 70°С не допустим, из-за недостаточной текучести шликера заготовки и соответственно невозможности обеспечения процесса шликерного литья, а более 75°С нецелесообразно;
- уплотнение заготовки шликерным литьем под давлением менее 0,5 МПа не желательно из-за снижения качества заполнения заданной пресс-формы и соответственно отклонения от заданных размеров и формы изделия, а более 1 МПа нецелесообразно;
- спекание при температуре ниже 750°С не допустимо, из-за снижения прочности композиционного материала, выше 800°С н целесообразно.
Пропитка заготовки расплавом алюминиевого сплава при технологических параметрах, как менее - температуре 890°С, давлении 80 МПа, в течение 30 сек, так и более - температуре 900°С, давлении 100 МПа, в течение 50 сек не допустимо, в первом случае из-за недостаточной текучести расплава, во втором - из-за вероятности образования нежелательной фазы карбида алюминия (Al4C3), могущей привести к разрушению композиционного материала.
Нагрев другой пресс-формы до температуры, как менее 640°С, так и более 650°С не допустим:
в первом случае из-за критического снижения вязкости расплава и образования непропитанных пор в композиционном материале,
во втором - из-за возможного нарушения направленного фронта кристаллизации в процессе пропитки заготовки и соответственно снижения теплопроводности композиционного материала.
Примеры конкретного выполнения заявленного способа изготовления композиционного материала для изделий электронной техники СВЧ, например, теплоотводящих компонентов из заявленного композиционного материала субмодулей, содержащих компоненты из низкотемпературной совместно обжигаемой керамики (СКМ 18 температурный коэффициент линейного расширения 5,8÷7,2×10-6 K-1), системы активной фазированной антенной решетки (АФАР).
Пример 1
Задают:
размер заготовки (41×17×3,2)×10-3 м и соответственно размер заданной пресс-формы с учетом допустимого припуска.
Берут исходные материалы (компоненты):
- металлическая матрица - алюминиевый сплав с содержанием легирующей примеси - кремния, равным 9 процентов ГОСТ 1583-93,
- неметаллический наполнитель - карбид кремния гексагональной структуры сингонии 6Н с двумя размерными фракциями: первая 8 мкм и вторая 42,5 мкм ГОСТ 3547-80, с содержанием в каждой из них примесей - иных сингоний карбида кремния 10 процентов,
- компоненты связующего - натриевое жидкое стекло ГОСТ 13078-81 и парафин Т-1 ГОСТ 23683-89.
Изготавливают:
- заданную пресс-форму из стали (Ст3 ГОСТ 3 80-94), разъемной;
- другую пресс-форму из жаропрочного материала (штамповал сталь 4Х5МФС), соразмерной заготовке, разъемной, при этом обе пресс-формы любым известным методом, например фрезерованием.
Приготавливают заготовку из карбида кремния при этом:
- предварительно смешивают упомянутые размерные фракции карбида кремния при их соотношении, в вес.ч., 1:5 в смесителе EIRJCH Laboratory (тип EL-1),
- в эту смесь вводят последовательно компоненты связующего, вес.ч., - натриевое жидкое стекло - 0,030×(0,005×6) и парафин 1,26×(0,21×6) (определено согласно указанным их соотношениям, вес.ч., от общего соотношения размерных фракций карбида кремния (равного 6) соответственно),
- нагревают эту смесь при температуре 72,5°С,
- осуществляют уплотнение смеси заготовки шликерным литьем под давлением 0,75 МПа на установке литья шликера УЛШ-3 в изготовленную заданную пресс-форму,
- далее извлекают заготовку из заданной пресс-формы и спекают заготовку при температуре 775°С (муфельная печь KS 600/25),
Осуществляют пропитку заготовки расплавом алюминиевого сплава под давлением (пресс ИП-2500М-авто) при температуре 895°С, давлении 90 МПа, в течение 40 с, в другой пресс-форме соразмерной заготовке, при этом в процессе пропитки пресс-форму нагревают до температуры 645°С.
Примеры 2-6
Аналогично примеру 1 изготовлены образцы композиционного материала для теплоотводящего компонента, но при других технологических режимах, как указанных в формуле изобретения (примеры 2-3), так и за ее пределами (примеры 4-5).
Пример 6 соответствует способу прототипа.
На изготовленных образцах композиционного материала для теплоотводящих компонентов определены:
- теплопроводность, Вт/м×К, методом лазерной вспышки (установка Linseis XFA500);
- удельная плотность, кг/м3, методом гидростатического взвешивания (SHIMADZU UW620, SMK-101);
-прочность на изгиб, МПа (машина разрывная, модель 2001 Р-0.5)
- температурный коэффициент линейного расширения, 10-6 K-1 (дилатометр DIL 402 С).
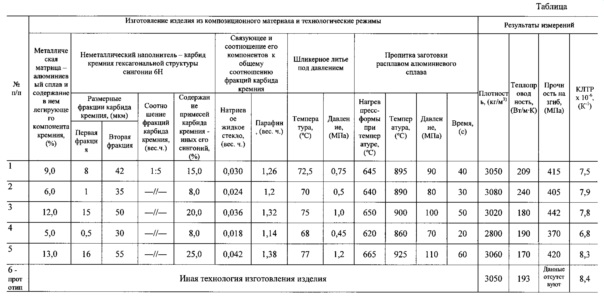
Данные представлены в таблице.
Как видно из таблицы,
образцы композиционного материала для теплоотводящего компонента, изготовленные согласно заявленному способу, имеют:
- теплопроводность 180÷240 Вт/м×К,
- удельную плотность 3020÷3080 кг/м3,
- прочность на изгиб 405÷442 МПа,
- температурный коэффициент линейного расширения 7,5÷7,9×10-6 К-1 (примеры 1-3);
в отличие от образцов композиционного материала, изготовленных за пределами, заявленными в способе, имеют:
- теплопроводность 170÷190 Вт/м×К,
- удельную плотность 2800÷3060 кг/м3,
- прочность на изгиб 370÷420 МПа,
- температурный коэффициент линейного расширения 6,8÷8,3×10-6 K-1 (примеры 4-5).
Способ прототипа имеет:
- теплопроводность 193 Вт/м×К,
- удельную плотность 3050 кг/м3,
- прочность - данных нет,
- температурный коэффициент линейного расширения 8,4×10-6 K-1 (пример 6).
Таким образом, заявленный способ изготовления композиционного материала для изделий электронной техники СВЧ обеспечит по сравнению с прототипом:
- повышение удельной плотности примерно на 1 процент,
- повышение теплопроводности примерно на 25 процентов,
- температурный коэффициент линейного расширения заявленного композиционного материала 7,5÷7,9×10-6 K-1, согласованный с температурными коэффициентами линейного расширения других заданных конструкционных материалов техники СВЧ не более 8×10-6 K-1, например, с температурным коэффициентом линейного расширения низкотемпературной совместно обжигаемой керамики СКМ 18 (5,8÷7,2×10-6 K-1).
Прочность композиционного материала на изгиб составляет 405÷440 МПа.
Композиционный материал с указанными техническими характеристиками является актуальным и перспективным для изделий электронной техники СВЧ и прежде всего теплоотводящих компонентов, например, теплоотводящих компонентов субмодулей системы АФАР.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления резьбовых отверстий в изделиях из металломатричного композиционного материала AlSiC | 2024 |
|
RU2824742C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2448808C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2004 |
|
RU2261780C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2007 |
|
RU2357835C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2392090C2 |
| Способ получения алмазно-металломатричных композиционных изделий | 2023 |
|
RU2822698C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОАРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА Al-SiC И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ НА ЕГО ОСНОВЕ | 2011 |
|
RU2493965C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОПЛАВКОГО КОМПОЗИЦИОННОГО КАРБИДОСОДЕРЖАЩЕГО ИЗДЕЛИЯ | 1999 |
|
RU2173307C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ИНТЕРМЕТАЛЛИДА ТИТАНА И ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭТИМ СПОСОБОМ | 2001 |
|
RU2215816C2 |
| Способ изготовления изделия сложной формы на основе гибридной композитной матрицы | 2017 |
|
RU2670869C1 |
Изобретение относится к изготовлению композиционного материала для изделий электронной техники СВЧ на основе металлической матрицы в виде алюминиевого сплава и неметаллического наполнителя в виде карбида кремния. Способ включает уплотнение в разъемной пресс-форме шликерным литьем смеси фракций 1÷15 мкм и 35÷50 мкм карбида кремния гексагональной структуры сингонии 6Н со связующим в виде натриевого жидкого стекла и парафина при температуре 70÷75°С и давлении 0,5÷1,0 МПа, извлечение заготовки из пресс-формы, спекание заготовки при температуре более 750°С, пропитку заготовки расплавом алюминиевого сплава с содержанием кремния 6÷12 % в нагретой пресс-форме при температуре 890-900°С, давлении 80-100 МПа в течение 30-50 с и кристаллизацию путем создания градиента температур. Обеспечивается повышение удельной плотности, теплопроводности и прочности композиционного материала. 1 табл., 6 пр.
Способ изготовления композиционного материала для изделий электронной техники СВЧ на основе металлической матрицы в виде алюминиевого сплава и неметаллического наполнителя в виде карбида кремния, включающий приготовление заготовки заданного размера из карбида кремния посредством смешивания последних, размещения этой смеси в пресс-форме, уплотнения смеси заготовки, пропитку заготовки расплавом алюминиевого сплава под давлением, кристаллизацию путем создания градиента температур, отличающийся тем, что используют алюминиевый сплав с содержанием кремния 6÷12% в качестве легирующего элемента, при этом используют карбид кремния гексагональной структуры сингонии 6Н в виде смеси двух размерных фракций 1÷15 мкм и 35÷50 мкм, взятых в соотношении вес.ч. 1:5, с содержанием в каждой из них примесей иных сингоний карбида кремния не более 20 %, заготовку готовят путем смешивания упомянутых размерных фракций карбида кремния с введением в смесь последовательно компонентов связующего в виде натриевого жидкого стекла и парафина при их соотношении, вес. ч., 0,004÷0,006 и 0,2÷0,22 от общего соотношения размерных фракций карбида кремния соответственно, нагревают эту смесь при температуре 70÷75°C, а уплотнение смеси заготовки осуществляют шликерным литьем под давлением 0,5÷1,0 МПа в упомянутую пресс-форму, затем извлекают заготовку из заданной пресс-формы и спекают ее при температуре более 750°C, а упомянутую пропитку заготовки расплавом алюминиевого сплава под давлением осуществляют при температуре 890÷900°C, давлении 80-100 МПа в течение 30÷50 с в другой нагретой до температуры 640÷650°C разъемной пресс-форме из жаропрочного материала, соразмерной заготовке.
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И ИЗДЕЛИЯ ИЗ НЕГО | 2004 |
|
RU2261780C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ И КОМПОЗИЦИОННЫЙ МАТЕРИАЛ, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1989 |
|
RU2080964C1 |
| Способ изготовления композиционного материала с металлической матрицей на основе алюминия | 1988 |
|
SU1838441A3 |
| JP 2003306730 A, 31.10.2003 | |||
| US 6502623 B1, 07.01.2003 | |||
| US 4998578 A1, 12.03.1991. | |||

