Область техники
Изобретение относится к области неорганической и полимерной химии, более конкретно к изготовлению методом формования вулканизированных полимерных заготовок и последующим изготовлением из них твердых изделий сложной формы с гибридной композитной матрицей, которые могут найти применение в различных областях техники, в частности, в деталях насосов и компрессоров, двигателей, подшипниках вращательного и возвратно-поступательного движения, подшипниках скольжения, деталях оборудования химического и атомного машиностроения, винтовых двигателей для судов. Данный метод реализуется на рынке под товарным обозначением технология Карбул.
Уровень техники
В настоящее время в различных отраслях промышленности широко применяются композитные материалы. Классификация композитов основана на их матрице, которая может быть металлической и неметаллической.
Материалы с металлической матрицей, например, на основе алюминия, магния, никеля и их сплавов обретают дополнительную прочность за счет волокнистых материалов или тугоплавких частиц, которые не растворяются в основном металле. Композиты с неметаллической матрицей в основе имеют Полимеры, углерод или керамику.
В последние годы интенсивно разрабатываются технологии получения гибридных композитов. Они, как правило, состоят из двух или нескольких типов волокон, заключенных в одну матрицу. Такие гибриды обладают некоторыми уникальными свойствами, значительно превосходящими свойства обычных композитов. Например, сбалансированные прочность и жесткость при малой плотности и стоимости, улучшенные усталостные характеристики и высокая стойкость к удару.
Из патента RU 2187855 С1, 05.11.199, известен полимерный материал, который представляет собой смесь, содержащую два или более органических полимера, причем включенные в его состав наполнители сшиты поперечными связями с боковыми фенильными цепями полимеров и сополимеров. Другие наполнители обеспечивают защиту от ядерных материалов и могут быть просто введены в матрицу, образованную за счет поперечных связей. Материал представляет собой прочную матрицу с введенными в нее частицами веществ, обеспечивающих радиационную защиту, и теплопроводных материалов, обладающую в целом свойствами, подобными свойствам керамики или металлокерамики. Материал является термореактивным и может обладать очень высокой твердостью, характеризующейся, например, пределом прочности на сдвиг, составляющей около 13830 Н/см2. Материал образован смесью вулканизированного каучука и каучукоподобных полимеров, различных включений, экранирующих радиацию, полиимидной смолы и фенолоформальдегидной смолы. После смешивания ингредиентов в соответствующих пропорциях происходит отверждение материала при повышенной температуре (260°С). Готовый материал имеет плотность в интервале 128-800 кг/м3, в зависимости от доли и вида включений, стойких к радиации.
Из международной заявки WO 2016/133201 А1, 19.02.2015 известен композиционный материал углерод-нанотрубка-эластомер, который дает возможность непрерывного использования, равную или больше, чем 24 ч, при температуре, равной или превышающей 150°С, и уплотнительный материал и листовой материал с использованием композитного материала. Углерод-нанотрубка-эластомер композитный материал в соответствии с настоящим изобретением, представляет собой углерод-нанотрубка-эластомер композитный материал, содержащий углеродные нанотрубки, и эластомер, в котором 0,1 части по массе или более и 20 частей по массе или менее углеродных нанотрубок содержатся по отношению к общей массе углеродной нанотрубки и эластомером. Температура пиролиза эластомера, равна или больше, чем 150°С. Модуль упругости при удерживании композитного материала углерод-нанотрубка-эластомер при 150°С зависит от времени пиролиза.
Из патента RU 2415109 С1, 27.03.2011, известен наноструктурированный керамоматричный композиционный материал, включающий матрицу из реакционноспеченного карбида кремния, армированную пучками углеродных филаментов, отделенными от матрицы барьерным слоем и содержащими межфиламентную фазу, включающую элементы, такие как углерод, кремний, бор, азот, при этом барьерный слой содержит исключительно карбид кремния, а межфиламентная фаза имеет плотную спеченную наноразмерную микроструктуру и дополнительно содержит оксидные соединения алюминия и иттрия в количестве от 5 до 10 мас. %, причем углерод, входящий в ее состав, полностью связан, а также известен способ получения наноструктурированного керамоматричного композиционного материала, включающий стадии пропитки волокнистой массы коксобразующим связующим, содержащим частицы карбида кремния, формования заготовки, вулканизации связующего, карбонизации и силицирования, при этом перед стадией пропитки волокнистой массы дополнительно проводят обработку пучков углеродных филаментов под воздействием ультразвуковых колебаний суспензией, содержащей связующее и наноразмерные частицы нитрида кремния и функциональных добавок, включающих оксиды иттрия и алюминия и, по крайней мере, один компонент из ряда: бор, кремний, соединение бора или кремния, а после стадии карбонизации последовательно осуществляют стадию синтеза и спекания межфиламентной фазы и стадию пропитки заготовки растворами или расплавами коксообразующих полимеров.
Из патента US 6608319 В1, 08.06.2001 известен усовершенствованный экранирующий материал, который изначально гибкий, чтобы эффективно заполнить пустоты в радиационно удерживающих конструкциях и способ его производства. Материал основан на органической матрице устойчивой к воздействию тепла и радиации. При очень высоких температурах материал предназначен для прохождения пиролиза и превращаться в прочный керамический материал, который сохраняет благоприятные излучения и водорода сопротивление исходного материала. Таким образом, композиция состоит из:
1) эластомерной матрицы органического полимера;
2) экранирующего компонента гамма-излучения (например, порошок карбида вольфрама, 99%);
3) нейтронопоглощающих/блокирующих гамма-излучение компонентов;
4) теплопроводящих компонентов;
5) диоксида кремния;
6) порошка сульфата бария;
7) компонента, поглощающий водород.
Способ производства материала включает: смешивание силиконовой резины (эластомерного полимерного материала) с другими компонентами, далее материал вспенивается, полимеризуется и затвердевает (проходит вулканизация) до образования эластомерной гибкой матрицы. В описании раскрывается, что эластомерная матрица может повергаться пиролизу, и в этом случае материал превращается в прочный керамический материал. Для этих целей в составе может применяться карбид вольфрама или диоксид кремния.
Одной из главных проблем, ограничивающих использование полимеров и композитных материалов на их основе, является низкая теплостойкость, которая ограничивает температурную эксплуатацию многих материалов. Так, например, инженерные полимеры, обладают высокими показателями механических свойств при умеренных температурах эксплуатации (порядка 150-200°С). Кроме того, в подвижных соединениях в условиях сухого трения разрушаются в зоне контакта из-за термодеструкции. Эти обстоятельства ограничивают их применение, также как и других композитных материалов на термопластичных полимерных связующих, в ряде осложненных мехпримесями и высокими температурами скважинных условий.
Применение металлов, например в рабочих органах, характеризуется неспособностью к сухому трению, большой массой из-за высокой плотности материала, а также высоким коэффициентом трения. Для решения этих проблем применяется замена конструкций из металлов на инженерные полимеры, например, на такие, как полифениленсульфиды (ПФС), полиэфирэфиркетоны (ПИИК). Однако, их применение ограничено низкими показателями теплостойкости, в том числе, ползучестью материалов при повышенных температурах.
Рефракторными свойствами, то есть сохранением при высоких температурах прочностных параметров, обладают некоторые композиционные материалы, имеющие керамические матрицы, а также углерод-углеродные композиции.
В настоящее время в данной области можно выделить два инновационных технологических направления - с использованием углеродных композитов (углеродная керамика) и «СИМ-технология» («ПИМ-технология»).
Схема технологического СИМ (ПИМ) - технологии» будет выглядеть из следующих этапов:
1. Формование заготовки из порошка при температуре около 170°С.
2. Литье под давлением изделия.
3. Удаление связующего спеканием в печи. Термо-каталитическое удаление связующего из заготовки при температуре 110-220°С. Как правило используется высокотемпературная печь с регулируемой атмосферой: Н2, N2, Ar, вакуум, форминг-газ, воздух. Температура печи: до 1650°С.
Например, в патенте US 9162927, В2, 20.10.2015 раскрыт способ производства металлического формованного изделия. Способ состоит из подготовки рабочего термопластичного композита из металлопорошка и полимерной смеси, которая используется как связующее. Далее заливают термопластичный композит в форму под давлением методом впрыска или экструзии для создания формовочной заготовки. Связующее вещество удаляется из заготовки спеканием при температуре в диапазоне от 140 до 200°С в атмосфере, содержащей кислород.
Ограничением широкого использования известных материалов с рефракторными свойствами является высокая стоимость их изготовления при существующих технологиях (как правило, изготовление конечных изделий из заготовки в виде «массива»), поскольку проблема формообразования, решается дорогостоящей механической обработкой, а также присутствует нестойкость некоторых видов оксидной керамики в среде, содержащих воду.
Раскрытие изобретения
Технической проблемой, на решение которой направлено настоящее изобретение, является изготовление изделий сложной формы на основе гибридной композитной матрицы различной номенклатурной принадлежности с необходимыми эксплуатационными, в том числе прочностными характеристиками в конкретной сфере применения.
Поставленная проблема решается предложенным способом изготовления изделия сложной формы на основе гибридной композитной матрицы на базе дискретных твердых материалов, который включает использование, по меньшей мере, усиливающего наполнителя или наполнителей, а также вулканизуемого эластомерного полимера, вулканизирующего агента, характеризующийся тем, что включает следующие этапы изготовления, на которых:
- сначала производят однородное смешение исходных ингредиентов гибридной композитной матрицы со способным к вулканизации эластомерным полимером в качестве связующего на базе углерод- и/или кремний содержащего полимера, при этом подготовленная первичная эластомерная смесь, вулканизуемая в эластичную заготовку, имеет после вулканизации удлинение при разрыве не менее 30% и прочность не менее 0,3 МПа, соотношение между наполнителем/наполнителями и вулканизирующим агентом, выступающими в роли дискретных материалов, и образующими основу гибридной композиционной матрицы, и связующим эластомерным полимером выбирается в пределах 30…1200 масс. долей к 100 масс. долям эластомерного связующего полимера;
- далее изготавливают заготовки из исходной эластомерной смеси для формирования заготовки изделия,
- вулканизируют заготовку по формовой или бесформовой технологии производства эластомерного изделия, при этом температура 390-480°К и длительность процесса 5-50 мин, задаются для достижения свойств вулканизата соответствующих параметрам Т70-Т90 реограммы,
- при необходимости, вулканизированные заготовки подвергают снятию напряжений путем вылежки в течение не менее 2 часов, предпочтительно 10 часов,
- после чего эластичную вулканизованную заготовку подвергают отверждению путем термической обработки в диапазоне температур 470…700°К в течение 1…100 ч для достижения заготовкой заданной плотности гибридной матрицы при пористости не более 2% и твердости в пределах 30…98 ед. Шор «Д».
В предпочтительном варианте осуществления способа для формирования гибридных композитных матриц заготовки используют образующие матрицу дискретные материалы с гранулометрией предпочтительно менее 300 мкм.
В другом предпочтительном варианте эластомерный связующий полимер выбирают из группы углеродсодержащих каучуков, кремний содержащих каучуков, фтор содержащих каучуков способных к вулканизации при температурах 390-480°К и реакционным связям с наполнителем/наполнителями и вулканизирующим агентом гибридных композитных матриц, в частности, бутадиен-нитрильный каучук, каучук синтетический цис-бутадиеновый, бутадиен-стирольный каучук, изопреновый каучук, уретановый каучук и другие.
В качестве вулканизующего агента эластомерного связующего полимера предпочтительно используют бессерные системы, например, органические пероксиды.
В качестве вулканизующего агента эластомерного связующего полимера предпочтительно используют серу содержащие вещества на основе серы, например, такие как 2-меркаптобензтиаол, дибентиазолилдисульфид или тетраметилтиурамдисульфид.
В качестве дискретных наполнителей используют материалы, например, такие как углеродные волокна, углеродные трубки, технический углерод, шунгит, минеральные мкиропорошки, измельченный искусственный графит, стеклосферы, корундовые микросферы, базальтовые дискретные материалы, карбиды, нитриды, бориды, ситаллы, углеситаллы, титановый порошок, порошки металлов и их сплавов, например алюминиевый порошок, или другие дискретные твердые органические или неорганические материалы.
Предпочтительно в качестве наполнителей используют порошковые материалы, обработанные сшивающими агентами, например, из группы силанов, например, g-аминопропилтриэтоксисилан, бис-триметоксисилилпропиламин, 100-процентный уреидосилан, винилтриэтоксисилан.
В предпочтительном варианте термическая обработка для отверждения заготовки в изделие проводится в кислородсодержащей среде термической камеры.
В другом предпочтительном варианте термическая обработка для спекания заготовки в изделие проводится в бескислородной среде, например, в вакуумной термической камере.
В еще одном предпочтительном варианте термическая / химико-термическая обработка для отверждения заготовки в изделие проводится в жидкой среде, например, расплава солей, металлов.
В предпочтительном варианте термическая обработка заготовки в изделие проводится воздействием волновой энергии, например, в гибридной СВЧ установке.
В предпочтительном варианте после вулканизации перед термической обработкой заготовки в изделие в эластомерной заготовке дополнительно проводят снятие напряжений вулканизованной заготовке путем выдержки на воздухе или низкотемпературного отпуска при температуре 390-480°К в течение не менее 4 ч.
Для обеспечения заданных геометрических размеров изделия с гибридной композитной матрицей формующая оснастка изготавливается с учетом усадки эластомерной заготовки и усадки в процессе спекания при термической обработке, при этом общая суммарная усадка учитываемая при изготовлении формующей оснастки для получения изделия находится в пределах 0,3-4,5%.
Техническим результатом, на достижение которого направлено настоящее изобретение, является получение изделий сложных форм с улучшенными эксплуатационными характеристиками, такими как: эксплуатационной теплостойкостью до 300°С, рефракторными свойствами (сохранение прочностных механических свойств), химической стойкостью в пределах рН 1-14, высокой гидрофобностью поверхности (низкая способность к отложению солей, краевой угол смачивания водой и растворами солей превышает 90°), абразивостойкостью, возможностью эксплуатации в условиях сухого трения, и при этом не требующих для формообразования механической обработки (с минимизацией необходимой размерной обработки).
Осуществление изобретения
Заявленный способ (технология), по существу сводится к следующим этапам:
I. Составление рецептуры композиции из:
а) базовых наполнителя/наполнителей матрицы (эластомерный полимер);
б) связующих эластомерных композиций;
в) вулканизующих агентов,
г) вспомогательных ингредиентов.
Эластомерный полимер выполняет роль связующего, который обеспечивает, с помощью своей структуры, реакционные связи с наполнителями через углерод содержащие молекулы. Он придает высоко наполненной смеси гомогенность (консолидацию наполнителей), тем самым соединяя все реагенты под процессом вулканизации в пресс форме, для получения эластичного прекурсора. Эластическое растяжение вулканизата (прекурсора) до разрушения должно составлять более 30%. Эластомерный полимер также имеет важную роль в процессе спекания (карбонизации), формируя конечную структуру изделия.
Количество эластомерного материала в композиции зависит от требуемой для извлечения прекурсора (вулканизата) из формообразующей полости эластичности.
В качестве базовых эластомерных полимеров могут применяться любые полимеры, например:
- Бутадиен-нитрильный каучук (БНК или НБК, NBR, БНКС - 18, 28, 40 АМН (АН));
- Каучук синтетический цис-бутадиеновый (СКД);
- Бутадиен-стирольные каучуки (СКС);
- Изопреновый каучук (СКИ);
- Уретановый каучук(СКУ) и т.д
Наполнители обеспечивают гибридной матрице основные функциональные свойства конечного продукта спекания (карбонизации): механические показатели, триботехнические свойства, теплостойкость, электропроводность, гидрофобность и пр.. Общее количество функциональных наполнителей в гибридной матрице не менее 10 масс. ч. на 100 масс. ч эластомерных полимеров.
В качестве наполнителя/наполнителей могут выступать следующие материалы:
- углеродные волокна - материал, состоящий из тонких нитей диаметром от 5 до 15 мкм, образованных преимущественно атомами углерода. Атомы углерода объединены в микроскопические кристаллы, выровненные параллельно друг другу. Выравнивание кристаллов придает волокну большую прочность на растяжение. Углеродные волокна характеризуются высокой силой натяжения, низким удельным весом, низким коэффициентом температурного расширения и химической инертностью;
- углеродные трубки - это протяженные цилиндрические структуры диаметром от одного до нескольких десятков наномертров и длиной до нескольких сантиметров, состоящие из одной или нескольких свернутых в трубку графеновых плоскостей и заканчивающиеся обычно полусферической головкой, которая может рассматриваться как половина молекулы фуллерена;
- технический углерод - высокодисперсный аморфный углеродный продукт, производимый в промышленных масштабах. Иногда для наименования технического углерода применяют термин «сажа», что является неточным, поскольку он (в отличие от термина «техуглерод») описывает углеродные продукты, полученные в неконтролируемых условиях, для которых не характерен фиксированный набор свойств;
- шунгит - докембрийская горная порода, занимающая по составу и свойствам промежуточное положение между антрацитами и графитом. Встречаются разновидности шунгита черного, темно-серого и коричневого цвета;
- минеральные микропорошки, например, Карбоксил Т-20 - это минеральный наполнитель или тонкодисперсный порошок;
- измельченные, искусственные графиты - производятся из нефтяного кокса и каменноугольного пека. Применение графитовых изделий в различных отраслях промышленности определяют специфику марок выпускаемого графита. Для каждой области применения, исходя из условий эксплуатации изделий, существует своя марка графита;
- стеклосферы, например, полые стеклянные микросферы (ПСМ), представляют собой белый сыпучий порошок, состоящий из крошечных тонкостенных шариков диаметром 20-160 мкм со стенкой толщиной менее 2 мкм. Состав стекла и почти правильная сферическая форма микросфер обеспечивают им очень высокую прочность при сжатии (6-30 МПа), низкую плотность, малую теплопроводность, высокую химическую стойкость и радиопрозрачность, высокую герметичность по отношению к воде и высокую адгезию к полимерным материалам;
- корундовые микросферы корунда (ПМК) - легкий высокодисперсный материал с уникальным сочетанием теплофизических, механических и радиофизических характеристик, основным достоинством которых является сочетание низкой плотности (0,29-0,40 г/см3) с высокой температурой эксплуатации (1800 С);
- базальт, например, МБМ - микрофибра базальтовая модифицированная изготовлена из камня базальтовых пород.;
- карбиды - соединения металлов и неметаллов с углеродом. Традиционно к карбидам относят соединения, где углерод имеет большую электроотрицательность, чем второй элемент, например, карбид кремния является синтетическим абразивным материалом. Разница между абразивами карбида кремния черного и зеленного заключается не только в цвете, но и в некоторых особенностях;
- нитриды - соединения азота с менее электроотрицательными элементами, например, с металлами (AlN; TiNx; Na3N; Ca3N2; Zn3N2;) и с рядом неметаллов (NH3, BN, Si3N4).Соединения азота с металлами чаще всего являются тугоплавкими и устойчивыми при высоких температурах веществами, например, эльбор. Нитридные покрытия придают изделиям твердость, коррозионную стойкость; находят применение в энергетике, космической технике;
- оксиды, например, белая сажа - гидратированный диоксид кремния, который получают осаждением из раствора силиката натрия (жидкого стекла) кислотой, чаще всего серной, с последующей фильтрацией, промывкой и сушкой;
- бориды - бинарные соединения бора с более электроположительными химическими элементами, в частности с металлами. Известны для большинства элементов подгрупп 1-12 (Ia-IIa и IIIб-VIIIб), а также для Al, Si, As,P. Некоторые элементы подгрупп 11-12 (Iб-IIб) образуют бинарные системы с высоким содержанием бора (например, CuB22, ZnB22), которые относят не к химическим соединениям, а к твердым растворам;
- титановый порошок;
- порошки металлов, например, алюминиевая пудра - высокодисперсный порошок алюминия, с незначительным содержанием примесей (обычно медь, марганец, кремний, железо, влага и др.)
- Al2O3;
- нержавеющая сталь.
Выбор вулканизующих агентов основан на известных принципах вулканизации эластомерных полимеров. Сшивающие агенты призваны обеспечить реакционные сшивки функциональных наполнителей между собой и эластомерными полимерами. Режимы различны в каждом случае.
В качестве вулканизирующего агента могут выступать следующие вещества:
- органические пероксиды. Для вулканизации каучуков, не содержащих двойных связей (силаксанового, фторкаучука, СКЭП и др.), широкое применение получили органические пероксиды, стабильные при температурах переработки полимеров (примерно до 100°С) и легко распадающиеся на радикалы при температурах вулканизации (130°С и выше).
- сера. Наиболее распространенный вулканизующий агент для натуральных каучуков;
- в качестве ускорителей вулканизации применяют 2-меркаптобензтиазол (каптакс), его сульфенамидные производные (например, сантокюр), дибензтиазолилдисульфид (альтакс), тетраметилтиурамдисульфид (тиурам) и др.
II. Подготовка и смешение ингредиентов матрицы в виде эластомерной композиции.
На данном этапе применяются известное оборудование и известные методы контроля процессов.
Качество смеси характеризуется равномерностью распределения компонентов в ее объеме. В большинстве случаев качество смесей определяют не по равномерности распределения одного или нескольких компонентов, а по изменению показателей физических или механических свойств сырой смеси или ее вулканизатов при сравнении с их эталонами или средними статическими результатами.
В целом применяемые технологические принципы подготовки и смешения ингредиентов эластомерной композиции матрицы основаны на использовании известного оборудования и известных методов контроля процессов.
Смешение ингредиентов эластомерной композиции матрицы может производиться следующими способами:
- смешение на вальцах;
- смешение в закрытом резиносмесителе - роторные закрытые резиносмесители периодического действия : одностадийное и двухстадийное смешение;
- смешение в закрытом микросмесителе;
- изготовление смесей в машинах непрерывного действия (при непрерывном процессе смешения в отличие от периодического не происходит резких циклических изменений мощности и температуры);
- смешение на интермиксе.
Ключевыми моментами данного этапа являются гомогенность смеси, недопустимость локальных подвулканизаций (скорчинга), недопустимость привнесенных порообразующих факторов.
III. Формирование заготовки для вулканизации.
На данном этапе также применяются известное оборудование и известные методы контроля процессов
Ключевыми моментами проведения данного этапа являются недопустимость привнесенных порообразующих факторов, фиксация направленности «каландрового» фактора при формировании заготовки, вылежка заготовок до запуска в производство прекурсора не менее 1-24 часа.
IV. Изготовление вулканизированной заготовки (условно - прекурсора).
На данном этапе также применяются известное оборудование и известные методы контроля процессов.
Температура вулканизации прекурсора определяется свойствами связующего эластомерного полимера, и задается по реограмме для достижения вулканизатом свойств соответствующих параметрам Т70-Т90 реограммы, и находится в диапазоне 390-480°К, а время вулканизации в диапазоне 5-50 минут.
Формообразующая оснастка проектируется с учетом усадочных свойств эластомерной смеси (прекурсор композиции) при заданной температуре вулканизации (по тепловому расширению), а также с учетом усадочных свойств изделия в процессе термической обработки (карбонизации).
V. Химико-термическая обработка заготовок (карбонизация, спекание)
На данном этапе также применяются известное оборудование и известные методы контроля процессов.
Температуры отверждения на данном этапе находится в диапазоне 470-700°К, время отверждения в пределах 1-100 ч.
Отвержденные изделия подвергаются контролю ОТК на соответствие требованиям к изделию и (при необходимости) могут подвергаться дополнительным обработкам изделия, таким как, пропитка или механическая обработка.
Отверждение изделия с гибридными кмпозитными матрицами получаются при совокупности термических и химических реакций, которые протекают под влиянием температурно-временного поля в самом полимере. Эластичную вулканизованную заготовку подвергают термической или химико-термической обработке в диапазоне температур 470-700°К в течение времени, необходимого для удаления газоотделяемых продуктов деструкции эластомерного связующего полимера и достижения заготовкой заданной плотности гибридной матрицы при пористости не более 2% и заданной твердости в пределах 30…98 ед. Шор «Д», в зависимости от габаритов, массы и эластомерного связующего полимера в диапазоне 1-100 ч.
Отвержденные изделия могут быть конечным продуктом или полупродуктом, например, если пропитать или покрыть отвержденное изделие с гибридными матрицами, у него возрастут те или иные свойства, например гидрофобность.
Предложенный способ отличается от известных тем:
1. Формованием эластичной вулканизированной заготовки (прекурсора) для последующего преобразования в изделие с гибридной композитной матрицей путем термической/химико-термической обработки;
2. Способностью формирования гибридной композитной матрицы из широкой гаммы твердых дискретных материалов: совместимость различных наполнителей разного рода и размерности, для получения различных свойств, в том числе рефракторных качеств.
3. Обеспечения повышенных трибологических свойств гибридных композитных матриц.
Далее будут представлены примеры смесей с эластомерными связующими, которые не ограничивают другие возможные варианты применения веществ и материалов, явным образом вытекающих из данной заявки.
Пример 1.
Для создания углерод-углеродной матрицы (СС) берется 100 масс. долей Карбоксила КС-20 (шунгитовый порошок 1-20 мкм) и смешивается с 10 масс. долями углеродных волокон, с 40 масс. долями связующего эластомера марки БНКС-28 (бутадиен-нитрильный каучук) и с 1-2 масс. долями сшивающего агента - перекиси Перкадокс 16.
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25, в течение 30 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 170°С и длительности процесса 15 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 175% и прочность 5,8 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч. для снятия напряжений.
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной термической обработке (спеканию) в кислородосодержащей среде, в термической камере, в течение 8 ч, в интервале температур от 290 до 600°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы. Полученное изделие имеет твердость 95 ед. Шор «Д» и физико-механические свойства Табл. 1.
Пример 2.
Для создания матрицы карбид-кремния (SiC) с углеродом берется 100 масс. долей карбида-кремния (зеленый порошок 40 мкм) и смешивается с 16,5 масс. долями связующего эластомера марки БНКС-40 (бутадиен-нитрильный каучук), с 0,5-масс. долями сшивающего агента - перекиси Перкадокс PD-50SPS.
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25., в течение 35 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 180°С и длительности процесса 15 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 45% и прочность 2,5 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч. для снятия напряжений
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной термической обработке (спеканию) в безкислородной среде, в вакуумной термической камере в течение 10 ч., в интервале температур от 350 до 700°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы. Полученное изделие имеет твердость 97 ед. Шор «Д» и физико-механические свойства Табл. 1.
Пример 3.
Для создания базальт-углеродной матрицы (ВС) берется 100 масс. долей базальтовое волокно (волокно 1-5 мкм диаметр, 50 мкм длина) и смешивается с 50 масс. долями Карбоксила КС-20 (шунгитовый порошок 1-20 мкм), с 50 масс. долями связующего эластомера марки БНКС-18 (бутадиен-нитрильный каучук) и с 0,5-масс. долями сшивающего агента - перекиси Perkadox 24L
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25 в течение 40 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 180°С и длительности процесса 15 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 190% и прочность 4,1 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч. для снятия напряжений.
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной химико-термической обработке (спеканию) в расплаве солей. Состав смеси солей - 53%KNO3+ 7% NaNO3+ 40% NaNO2. в индукционной соляной печи-ванне, в течение 2 ч., в интервале температур от 470 до 630°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы. Полученное изделие имеет твердость 90 ед. Шор «Д» и физико-механические свойства Табл. 1.
Пример 4.
Для создания алюминий-углеродной матрицы (AlC) берется 100 масс. долей алюминиевого порошка (порошок 14 мкм) и смешивается с 4 масс. долями искусственного графита, с 4 масс. долями шунгита, и с 40 масс. долями связующего эластомера СКИ-3 (изопреновый каучук) и с 0,5 масс. долями - серу содержащее вещество (на основе серы) - тетраметилтиурамдисульфидом (тиурам).
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25 в течение 30 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 180°С и длительности процесса 10 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 186% и прочность 5,3 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч для снятия напряжений.
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной термической обработке (спеканию) в кислородосодержащей среде, в термической камере, в течение 8 ч., в интервале температур от 290 до 650°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы.. Полученное изделие имеет твердость 93 ед. Шор «Д» и физико-механические свойства Табл. 1.
Пример 5.
Для создания корунд-углеродной матрицы (МС) берется 100 масс. долей корундовых микросфер (порошок 5-100 мкм) и смешивается с 50 масс. долями связующего эластомера марки БНКС-28 (бутадиен-нитрильный каучук), с 1,5 масс. долями - серу содержащее вещество (на основе серы)- 2-меркаптобензтиаол.
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25 в течение 30 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 180°С и длительности процесса 10 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 55% и прочность 2,6 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч. для снятия напряжений
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной термической обработке (спеканию) в безкислородной среде, в вакуумной термической камере, в течение 10 ч., в интервале температур от 350 до 700°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы. Полученное изделие имеет твердость 88 ед. Шор «Д» и физико-механические свойства Табл. 1.
Пример 6.
Для создания сталь-углеродной матрицы (SC) берется 100 масс. долей порошка нержавеющей стали (порошок 100-180 мкм) и смешивается с 40 масс. долями связующего эластомера марки СКС30 АРКБ (бутадиен-стирольные каучуки), с 1,2 масс. долями сшивающего агента - перекиси Перкадокс 17/40.
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25 в течение 25 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 180°С и длительности процесса 15 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 45% и прочность 6,5 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч. для снятия напряжений
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной химико-термической обработке (спеканию) расплавов солей. Состав смеси солей - 53% KNO3 + 7% NaNO3 + 40% NaNO2. в индукционной соляной печи-ванне, в течение 2 ч., в интервале температур от 470 до 630°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы. Полученное изделие имеет твердость 96 ед. Шор «Д» и физико-механические свойства Табл. 1.
Пример 7.
Для создания матрицы карбид-титана с углеродом (TiC) берется 100 масс. долей карбид-титана (порошок 40-60 мкм), с 9 масс. долями связующего эластомера марки БНКС-28 (бутадиен-нитрильный каучук) и 4 масс. долями СКД-СН (каучук синтетический цис-бутадиеновый), с 0,4 масс. долями сшивающего агента - перекиси Перкадокс 16.
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25 в течение 40 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 170°С и длительности процесса 10 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 52% и прочность 1,9 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч. для снятия напряжений
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной термической обработке (спеканию) в термической камере в течение 8 ч., в интервале температур от 290 до 650°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы. Полученное изделие имеет твердость 97 ед. Шор «Д» и физико-механические свойства Табл. 1.
Пример 8.
Для создания углерод-углеродной матрицы (СС) берется 100 масс. долей технического-углерода (ТУ 324) и смешивается с 40 масс. долями связующего эластомера марки СКУ-ПФЛ-65 (уретановые каучуки) и с 0,5 масс. долями серу содержащего вещества (на основе серы) - дибентиазолилдисульфид.
Смешение указанных веществ производят на лабораторных вальцах ПД 320 160/160 с фрикцией 1:1,25 в течение 30 мин. до получения однородной смесевой массы.
Из смесевой массы изготавливают заготовку соответствующую объему формующего гнезда пресс-формы.
Вулканизируют заготовку в гнезде пресс-формы по формовой технологии производства эластомерного изделия при температуре 170°С и длительности процесса 10 мин. Вулканизованная заготовка из подготовленной эластомерной смеси имеет при разрыве удлинение 110% и прочность 12,5 МПа.
Вулканизованную заготовку выдерживают в свободном состоянии в течении 4 ч. для снятия напряжений
После вулканизации эластичную вулканизованную заготовку подвергают 4-х стадийной химико-технической обработке (спеканию) расплавов солей. Состав смеси солей - 53% KNO3 + 7% NaNO3 + 40% NaNO2. в индукционной соляной печи-ванне, в течение 2 ч., в интервале температур от 470 до 630°К, с постепенным поднятием температуры для пиролиза связующего, удаления продуктов разложения (газообразных и водорода) и спекания матрицы. Полученное изделие имеет твердость 90 ед. Шор «Д» и физико-механические свойства Табл. 1.
Физико-механические свойства гибридных композитных матриц для изделий сложной формы по технологии «Карбул»
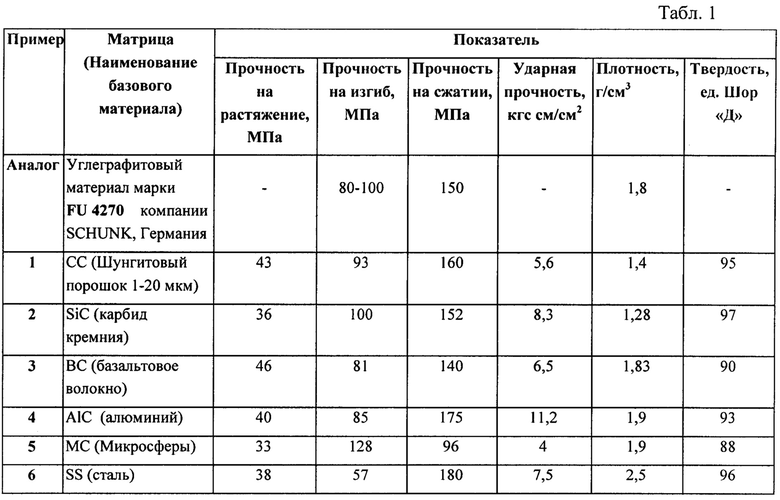

Из представленный таблицы следует, что заявленный способ изготовления изделия сложной формы на основе гибридной композитной матрицы из разных композиций твердых дискретных материалов позволяет получить изделия с разнообразными эксплуатационными свойствами, различной номенклатурной принадлежности, в том числе с прочностными характеристиками, требуемыми в применяемых в различных областях техники.
Проведенные испытания показали промышленную применимость заявленного способа для изготовления сложных по форме изделий, таких как: рабочие колеса центробежных насосов, подшипники, антифрикционные элементы торцовых уплотнений, поршни и другие.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧАШЕЧНАЯ МАНЖЕТА ПАКЕРА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2813081C1 |
| ЧАШЕЧНАЯ МАНЖЕТА ПАКЕРА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2023 |
|
RU2815799C1 |
| Способ получения дискретно-армированного композитного материала | 2021 |
|
RU2794758C1 |
| Композитный материал для изготовления биполярных и монополярных пластин электрохимических ячеек и способ их изготовления | 2022 |
|
RU2795048C1 |
| СПОСОБ МОДИФИКАЦИИ РЕЗИНЫ | 2023 |
|
RU2826870C1 |
| ОГНЕУПОРНАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2640769C2 |
| КОМПОЗИТНЫЙ НАПОЛНИТЕЛЬ В ВИДЕ ПОРОШКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2298571C1 |
| ЭЛАСТОМЕРНАЯ КОМПОЗИЦИЯ | 2011 |
|
RU2471825C1 |
| КОМПОЗИТНЫЙ НАПОЛНИТЕЛЬ В ВИДЕ ПОРОШКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2319718C2 |
| КОМПОЗИТНЫЙ НАПОЛНИТЕЛЬ В ВИДЕ ПОРОШКА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2304155C1 |
Изобретение относится к изготовлению методом формования вулканизированных полимерных заготовок и последующим изготовлением из них твердых изделий сложной формы с гибридной композитной матрицей, которые могут найти применение в различных областях техники. Способ изготовления изделия сложной формы на основе гибридной композитной матрицы на базе дискретных твердых материалов включает использование усиливающего наполнителя или наполнителей, а также вулканизуемого эластомерного полимера, вулканизирующего агента и включает следующие этапы изготовления : сначала производят однородное смешение исходных ингредиентов гибридной композитной матрицы с эластомерным полимером в качестве связующего на базе углерод- и/или кремнийсодержащего полимера. При этом подготовленная первичная эластомерная смесь, вулканизуемая в эластичную заготовку, имеет после вулканизации удлинение при разрыве не менее 30% и прочность не менее 0,3 МПа. Соотношение между наполнителем/наполнителями и вулканизирующим агентом - дискретными материалами, образующими основу гибридной композиционной матрицы, и связующим эластомерным полимером составляет 30-1200 мас. долей к 100 мас. долям эластомерного связующего полимера. Изготавливают заготовки из исходной эластомерной смеси для формирования заготовки изделия; вулканизируют заготовку по формовой или бесформовой технологии при 390-480 К и длительности 5-50 мин. Эластичную вулканизованную заготовку подвергают отверждению путем термической обработки в диапазоне температур 470-700 К в течение 1-100 ч для достижения заготовкой заданной плотности гибридной матрицы при пористости не более 2% и твердости в пределах 30-98 ед. Шор «Д». Изобретение позволяет изготовить изделия сложной формы на основе гибридной композитной матрицы различной номенклатурной принадлежности с необходимыми эксплуатационными, в том числе прочностными характеристиками в конкретной сфере применения, не требующие для формообразования механической обработки. 12 з.п. ф-лы, 1 табл., 8 пр.
1. Способ изготовления изделия сложной формы на основе гибридной композитной матрицы на базе дискретных твердых материалов, включающий использование, по меньшей мере, усиливающего наполнителя или наполнителей, а также вулканизуемого эластомерного полимера, вулканизирующего агента, характеризующийся тем, что включает следующие этапы изготовления, на которых:
- сначала производят однородное смешение исходных ингредиентов гибридной композитной матрицы со способным к вулканизации эластомерным полимером в качестве связующего на базе углерод- и/или кремнийсодержащего полимера, при этом подготовленная первичная эластомерная смесь, вулканизуемая в эластичную заготовку, имеет после вулканизации удлинение при разрыве не менее 30% и прочность не менее 0,3 МПа, соотношение между наполнителем/наполнителями и вулканизирующим агентом, выступающими в роли дискретных материалов и образующими основу гибридной композиционной матрицы, и связующим эластомерным полимером выбирается в пределах 30-1200 мас. долей к 100 мас. долям эластомерного связующего полимера;
- далее изготавливают заготовки из исходной эластомерной смеси для формирования заготовки изделия;
- вулканизируют заготовку по формовой или бесформовой технологии производства эластомерного изделия, при этом температура 390-480 К и длительность процесса 5-50 мин задаются для достижения свойств вулканизата, соответствующих параметрам Т70-Т90 реограммы;
- эластичную вулканизованную заготовку подвергают отверждению путем термической обработки в диапазоне температур 470-700 К в течение 1-100 ч для достижения заготовкой заданной плотности гибридной матрицы при пористости не более 2% и твердости в пределах 30-98 ед. Шор «Д».
2. Способ по п. 1, характеризующийся тем, что для формирования гибридных композитных матриц заготовки используют образующие матрицу дискретные материалы с гранулометрией предпочтительно менее 300 мкм.
3. Способ по п. 1, характеризующийся тем, что эластомерный связующий полимер выбирают из группы углеродсодержащих каучуков, кремнийсодержащих каучуков, фторсодержащих каучуков, способных к вулканизации при температурах 390-480 К и реакционным связям с наполнителем/наполнителями и вулканизирующим агентом гибридных композитных матриц, в частности, бутадиен-нитрильный каучук, каучук синтетический цис-бутадиеновый, бутадиен-стирольный каучук, изопреновый каучук, уретановый каучук и другие.
4. Способ по п. 1, характеризующийся тем, что в качестве вулканизующего агента эластомерного связующего полимера предпочтительно используют бессерные системы, например органические пероксиды.
5. Способ по п. 1, характеризующийся тем, что в качестве вулканизующего агента эластомерного связующего полимера предпочтительно используют серосодержащие вещества на основе серы, например, такие как 2-меркаптобензтиаол, дибентиазолилдисульфид или тетраметилтиурамдисульфид.
6. Способ по п. 1, характеризующийся тем, что в качестве дискретных наполнителей используют материалы, например, такие как углеродные волокна, углеродные трубки, технический углерод, шунгит, минеральные микропорошки, измельченный искусственный графит, стеклосферы, корундовые микросферы, базальтовые дискретные материалы, карбиды, нитриды, бориды, ситаллы, углеситаллы, титановый порошок, порошки металлов и их сплавов, например алюминиевый порошок, или другие дискретные твердые органические или неорганические материалы.
7. Способ по п. 2, характеризующийся тем, что предпочтительно в качестве наполнителей используют порошковые материалы, обработанные сшивающими агентами, например, из группы силанов, например g-аминопропилтриэтоксисилан, бис-триметоксисилилпропиламин, 100-процентный уреидосилан, винилтриэтоксисилан.
8. Способ по п. 1, характеризующийся тем, что термическая обработка для отверждения заготовки в изделие проводится в кислородсодержащей среде термической камеры.
9. Способ по п. 1, характеризующийся тем, что термическая обработка для спекания заготовки в изделие проводится в бескислородной среде, например, в вакуумной термической камере.
10. Способ по п. 1, характеризующийся тем, что термическая/химико-термическая обработка для отверждения заготовки в изделие проводится в жидкой среде, например, расплава солей металлов.
11. Способ по п. 1, характеризующийся тем, что термическая обработка заготовки в изделие проводится воздействием волновой энергии, например, в гибридной СВЧ установке.
12. Способ по п. 1, характеризующийся тем, что после вулканизации перед термической обработкой заготовки в изделие в эластомерной заготовке дополнительно проводят снятие напряжений путем выдержки на воздухе не менее 2 часов или низкотемпературного отпуска при температуре 390-480 К в течение не менее 4 ч.
13. Способ по п. 1, характеризующийся тем, что для обеспечения заданных геометрических размеров изделия с гибридной композитной матрицей формующая оснастка изготавливается с учетом усадки эластомерной заготовки и усадки в процессе спекания при термической обработке, при этом общая суммарная усадка, учитываемая при изготовлении формующей оснастки для получения изделия, находится в пределах 0,3-4,5%.
| НАНОСТРУКТУРИРОВАННЫЙ КЕРАМОМАТРИЧНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2415109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИОННОГО ТЕРМОПЛАСТИЧНОГО УГЛЕПЛАСТИКА | 2014 |
|
RU2556109C1 |
| СТОЙКАЯ К РАДИАЦИИ ТЕРМОРЕАКТИВНАЯ КОМПОЗИЦИЯ | 1999 |
|
RU2187855C2 |
| КОМПОЗИЦИОННЫЙ АРМИРОВАННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2468918C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| АППАРАТ С ВРАЩАЮЩИМСЯ БАРАБАНОМ И ВСТРОЕННОЙ ПНЕВМОТРУБОЙ | 2013 |
|
RU2528599C2 |
| WO 2014007213 A1, 09.01.2014. | |||

