ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к способу получения подложек и, в частности, относится к подложкам, подходящим для поддержки удлиненного сверхпроводящего элемента, и к соответствующему способу получения и использования таких подложек.
ПРЕДПОСЫЛКИ ДЛЯ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Сверхпроводящие структуры могут рассматриваться как предпочтительные, поскольку они дают возможность проводить ток без резистивных потерь. Так, сверхпроводящие структуры, такие как сверхпроводящие ленты, используют для ряда применений, таких как генераторы и трансформаторы. Однако, хотя они и обладают превосходными свойствами при проведении постоянного тока, они могут иметь большие потери при использовании в применениях с переменным током.
Средства для уменьшения потерь переменного тока, которые доступны в настоящее время, могут не быть прямо приспособлены для обработки больших длин сверхпроводящей ленты.
В заявке US 7593758 В2 предложена лента, которая имеет высокотемпературный сверхпроводящий слой, который сегментирован. Разрывные полосы, выполненные в одном из подложки ленты, буферном слое и сверхпроводящем слое, создают параллельные разрывы в сверхпроводящем слое, которые делят токонесущие элементы сверхпроводящего слоя на полосы или нитевидные структуры. Сегментация токонесущих элементов дает эффект снижения Потерь переменного тока. Также раскрыты способы изготовления такой сверхпроводящей ленты и снижения потерь переменного тока в таких лентах.
В заявке US 4101731 предложена составная многонитевая сверхпроводящая структура, которая включает несущую удлиненную подложку, направленную продольно, напыленную дискретную нить из интерметаллического сверхпроводника типа А-15. Согласно предпочтительному способу несколько разнесенных, в общем продольных канавок выполняют на поверхности удлиненной нитевидной подложки, предпочтительно металлического провода. Стенки канавок на поверхности подложки имеют такую форму, чтобы подрезать криволинейную поверхность подложки, расположенную между двумя соседними канавками, так что по меньшей мере некоторые из частей стенок канавок геометрически затенены во время последующего этапа напыления, на котором на подложку напыляют сверхпроводник. В частности, на подложку с канавками затем напыляют пленку из подходящего сверхпроводящего интерметаллического соединения, имеющего кристаллическую структуру А-15, такого как Nb3Ge, который осаждается на дно канавок и на части поверхности подложки между канавками. Затененные части стенок остаются по существу без напыления, так что полученные разнесенные напыленные части проходят как четкие линии или полосы по подложке, создавая таким образом сверхпроводящие нити. Несколько таких подложек можно, по желанию, объединить в дальнейшую составную структуру путем объединения их в пучок и пропускания через расплавленный металл. Полученной структуре затем можно придать такой размер, чтобы получить конечный продукт в виде составных подложек, несущих сверхпроводящие нити в окружающей матрице из металла.
Как проблема в способах, известных из уровня техники, может рассматриваться тот факт, что они не могут быть адаптированы для непрерывной обработке больших длин такой ленты, которая являлась бы эффективной, дешевой, имеющей низкий расход материала и/или обеспечивающей хорошую подложку для сверхпроводящей ленты. Было бы предпочтительно иметь способ изготовления подложки для сверхпроводящей ленты с уменьшенными потерями переменного тока, при этом чтобы способ мог быть адаптирован для непрерывной обработки больших длин такой ленты и был бы эффективным, дешевым и/или был бы способом, который дает улучшенную подложку для сверхпроводящей ленты по сравнению с известным уровнем техники.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Еще одна цель настоящего изобретения заключается в создании альтернативы известному уровню техники.
В частности, как одну из целей настоящего изобретения можно рассматривать предложение способа изготовления подложки для сверхпроводящей ленты, где подложка имеет уменьшенные потери переменного тока, и способ может быть приспособлен для непрерывной обработки больших длин такой ленты и является эффективным, дешевым и/или дает улучшенную подложку для сверхпроводящей ленты, при этом подложка решает вышеназванные проблемы известного уровня техники.
Таким образом, вышеупомянутая цель и несколько других целей могут быть достигнуты в первом аспекте изобретения путем предложения способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такого как сверхпроводящая лента, имеющая уменьшенные потери переменного тока, причем способ включает следующие этапы:
- получение слоистого твердого элемента, причем слоистый твердый элемент включает:
- нижний слой, например из сплава на основе никеля, такого как хастелой, нержавеющая сталь, и верхний слой, например, слой, упрочненный в газовой среде, слой, упрочненный деформацией, оксидный слой, нитридный слой, слой из пленки Kapton ®, слой воска, слой лака, причем верхний слой расположен рядом с нижним слоем и, по меньшей мере частично, закрывает нижний слой,
- формирование, такое как формирование в процессе деформации, нескольких разрывных полос в верхнем слое и формирование посредством этого нескольких открытых областей нижнего слоя, причем каждая открытая область выполнена вдоль разрывной полосы,
- травление открытых областей, чтобы сформировать подтравленные объемы между верхним слоем и нижним слоем, причем каждый подтравленный объем выполнен вдоль разрывной полосы, и причем применяют травитель, у которого скорость травления нижнего слоя выше, чем скорость травления верхнего слоя.
Изобретение, в частности, но не исключительно, предпочтительно для способа получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, причем этот способ позволяет использовать большое число материалов для нижнего слоя, т.е. способ дает возможность выбирать многие разные материалы для нижнего слоя, поскольку нет необходимости в анизотропном травлении для того, чтобы получить подтравленные участки. Еще одно преимущество может заключаться в том, что способ дает возможность выбирать многие разные материалы для верхнего слоя. Например, верхний слой может быть буферным слоем, таким как буферный слой, на который нанесено покрытие путем окунания, что может быть предпочтительным тем, что, когда формируют разрывные полосы, остальные части верхнего слоя могут сразу же быть готовы для осаждения сверхпроводящего слоя. Кроме того, подложка, созданная этим способом позволяет эффективно разделять тесно расположенные линии сверхпроводящего материала.
Сущность изобретения может рассматриваться как предложение способа, который за относительно мало этапов позволяет получить подложку, которая может быть превращена в сверхпроводящую структуру, такую как сверхпроводящая лента, имеющая уменьшенные потери переменного тока. Базовая идея, лежащая в основе изобретения, может быть описана как идея о том, что подтравленные объемы (такие как подтравленные объемы в структуре такой как слоистый сплошной элемент) могут быть полезны для разделения слоев материала, которые расположены на верхней части конструкции, которая включает эти подтравленные объемы, и что подтравленные объемы могут быть выполнены путем травления в слоистом сплошном элементе, анизотропия в который внесена слоистой структурой (которая также может называться "многослойной структурой"), слои которой отличаются по скорости травления в отношении друг друга, и в которой разрывные полосы могут быть выполнены путем деформации, соскабливания, шлифования или полирования или другого процесса, который позволяет удалить или сместить верхний слой по некоторой линии и этим открыть области нижнего слоя по полосе. Таким образом, относительно простые этапы, например, упрочнение (которое создает верхний слой в слоистом сплошном элементе), деформирование (формирование разрывных полос) и травление (формирование подтравленных участков), могут быть использованы в сочетании, так что может быть достигнуто решение технической задачи "предложить способ, который за относительно небольшое число этапов позволяет получить подложку, которая может быть превращена в сверхпроводящую структуру". В еще одном наборе относительно простых этапов оксидный/нитридный слой может быть выполнен как верхний слой, затем в этом оксидном/нитридном слое могут быть выполнены разрывные полосы и посредством травления выполнены подтравленные участки. Сверхпроводящий элемент или сверхпроводящая структура могут быть реализованы, например, путем осаждения слоя сверхпроводящего материала на верхнюю поверхность слоистого сплошного элемента, в котором подтравленные участки были выполнены вдоль разрывных полос. Подтравленные участки служат для физического отделения сверхпроводящего материала на каждой стороне каждой разрывной полосы и сверхпроводящего материала в пределах разрывной полосы, за счет чего эффективно формируется покрытый узкими канавками сверхпроводящий слой.
Способ, кроме того, применим, например, хорошо подходит для крупносерийного производства, поскольку он является относительно простой процедурой для, например, упрочнения поверхности и выполнения, например, деформации упрочненной поверхности, или выполнения канавок в упрочненной поверхности, или шлифования части упрочненной поверхности, даже в большом масштабе. Это отличается, например, от профилирования и травления с использованием способов литографии, которые не применимы для крупносерийного производства, поскольку фоторезист необходимо снабдить покрытием, подвергнуть действию УФ-лучей и затем обработать для получения защитных полос, которые не будут подвергаться действию травления при последующей обработке травлением. Кроме того, удаленный материал нельзя использовать повторно.
Таким образом, крупносерийное производство возможно с применением вариантов осуществления изобретения и, кроме того, возможно с минимизацией расходов на материал.
Варианты осуществления изобретения могут, кроме того, рассматриваться как экономичные, отличаясь, например, от удаления материала с помощью лазера, которое не считается экономичным. Можно рассматривать как преимущество над лазерным удалением материала, что варианты осуществления настоящего изобретения не ухудшаются при повторном осаждении удаленного материала.
Следует понимать, что этапы необязательно расположены по порядку, в котором они должны выполняться. Например, в одном варианте осуществления этап формирования нескольких разрывных полос в верхнем слое может быть выполнен перед этапом предоставления слоистого элемента, включающего нижний слой и верхний слой. Например, верхний слой с канавками может быть выполнен, например, с помощью нескольких полос пленки Kapton ®, которые размещены рядом с нижним слоем и по меньшей мере частично покрывают нижний слой, так что области между полосами пленки Kapton ® формируют разрывные полосы, которые ограничивают открытые области. Однако, в еще одном варианте осуществления этап получения слоистого сплошного элемента может быть выполнен (например, путем окисления или упрочнения в газовой среде верхней части исходного верхнего слоя исходного сплошного элемента) перед формированием нескольких разрывных полос в верхнем слое.
В тексте настоящей заявки понимается, что термин "пленка Kapton ®" относится к хорошо известному продукту компании DuPont™, представляя собой пленку поли(4,4'-оксидифенилен-пиромеллитимида).
В еще одном варианте осуществления этапы расположены по порядку, в котором они должны быть выполнены.
Под термином "подложка, подходящая для поддержки удлиненного сверхпроводящего элемента" понимается сплошной элемент, на который может быть помещен, например, осажден, сверхпроводящий материал, чтобы подложка и сверхпроводящий элемент могли вместе образовать удлиненный сверхпроводящий элемент. Под удлиненным сверхпроводящим элементом понимается сверхпроводящий элемент, который способен проводить ток на некоторое расстояние в некотором направлении, причем это расстояние больше, например значительно больше, например, в 2, 5, 10, 100, 1000, 10000 или 100000 раз больше, чем ширина проводника в направлении, ортогональном направлению, в котором проводится ток.
В одном конкретном варианте осуществления подложка является "лентой", т.е. элементом, который имеет толщину (длину в первом измерении), которая значительно меньше, например в 10, 100 или 1000 раз меньше, чем ее ширина (длина во втором измерении), и при этом ширина значительно меньше, например, в 10, 100 или 1000 раз меньше, чем длина (длина в третьем измерении).
Получение слоистого сплошного элемента может пониматься как любое одно из: получения (предварительного изготовления) слоистого сплошного элемента и изготовление слоистого сплошного элемента. Изготовление слоистого сплошного элемента может, в частности варианты осуществления, включать размещение верхнего слоя (материала) на верхней поверхности нижнего слоя (материала) или изменение свойств верхней части материала, чтобы эффективно получить верхний слой и нижний слой (материала, который ранее был однородным). Этап размещения верхнего слоя материала поверх нижнего слоя может быть осуществлен путем размещения пленки, такой как пленка Kapton ®, воска или лака поверх нижнего слоя. В разных вариантах осуществления разрывные полосы в верхнем слое могут быть выполнены до и/или после его помещения на нижний слой.
Под нижним слоем и верхним слоем понимаются слои, которые размещены рядом друг с другом в параллельной ориентации и смещены относительно друг друга в направлении, ортогональном плоскости каждого из этих слоев.
При этом понимается, что, когда верхний слой помещен рядом с нижним слоем и по меньшей мере частично закрывает нижний слой, верхний слой может защищать нижний слой, чтобы травитель, помещенный на верхний слой, не мог проникнуть к нижнему слою, например, по меньшей мере, не мог проникнуть к частям нижнего слоя, которые закрыты верхним слоем.
Под разрывной полосой понимается линия отсутствия верхнего слоя материала, которая отделяет верхний слой материал от верхнего слоя материала на обеих сторонах от разрывной полосы. Разрывную полосу можно рассматривать как разрыв в иначе сплошном материале. Если сплошной материал, например, сплошной слой материала, пересекает разрывная полоса, непрерывность сплошного материала таким образом разрывается на два отдельных (слоя) материала.
Под открытыми областями нижнего слоя понимается, что части нижнего материала, т.е. нижнего слоя, которые ранее могли быть покрыты верхним слоем, могут быть открыты, чтобы эти открытые области могли быть подвергнуты травлению без снятия других частей верхнего слоя.
Под травлением открытых областей понимается, что открытые области нижнего материала травят с помощью травителя. Травитель может в конкретных вариантах осуществления быть в любом одном из следующих состояний вещества: плазма, жидкость и газ. В одном конкретном варианте осуществления применено реактивное ионное травление (RIE).
В отношении направлений понимается, что при упоминании направления "вверх", ось от верха до низа определена как направление, ортогональное плоскости раздела между верхним и нижним слоями, и что "вверх" является направлением от нижнего слоя до верхнего слоя и наоборот для направления "вниз". При этом понимается, что ось "вверх-вниз" параллельна оси y, указанной на чертежах, и что "вверх" относится к положительному y-направлению. Это определение направления также применимо при использовании терминов "выше" и "ниже", которые имеют их обычное значение.
Под подтравленными объемами понимаются объемы, вытравленные в нижнем слое, которые могут быть расположены ниже остающихся частей нижнего слоя и/или верхнего слоя. Таким образом, подтравленный объем может быть затенен нависающими частями верхнего слоя и/или нижнего слоя. Таким образом, когда материал осаждают на слоистую структуру, включающую верхний слой и нижний слой (или нижний слой, такой как только нижний слой после снятия верхнего слоя), используя способ прямой видимости для осаждения материала в направлении по оси сверху вниз из положения над слоистой структурой, включающей верхний слой и нижний слой (или нижний слой), и в нижнем слое сформированы подтравленные объемы, то материал не осаждают на части верхнего слоя и нижнего слоя (или нижний слой), которые ограничивают подтравленные объемы.
Под травителем, у которого скорость травления нижнего слоя выше, чем скорость травления верхнего слоя, понимается травитель, который вытравливает больше материала подтравленного объема (т.е. вытравливает больше единиц длины в единицу времени) в материале нижнего слоя, чем в материале верхнего слоя.
Под сплавом "хастелой" понимается сплав, в котором главным ингредиентом является никель и в который добавлены другие ингредиенты, например, сплав, включающий разное процентное содержание одного или нескольких, например всех, элементов: молибден, хром, кобальт, железо, медь, марганец, титан, цирконий, алюминий, углерод и вольфрам. В одном конкретном варианте осуществления хастелой является сплавом, который включает элементы Ni, Cr, Fe, Mo, Со, W, С. В одном более конкретном варианте осуществления сплав также включает Ni, Cr, Fe, Mo, Co, W, С и один или несколько элементов из Mn, Si, Cu, Ti, Zr, Al и В. В одном более конкретном варианте осуществления понимается, что сплав включает 47 мас.% Ni, 22 мас.% Cr, 18 мас.% Fe, 9 мас.% Мо, 1,5 мас.% Со, 0,6 мас.% W, 0,10 мас.% С, меньше 1 мас.% Mn, меньше 1 мас.% Si и меньше 0,008 мас.% В. Хастелой может называться "сверхсплавом" или "высокоэффективным сплавом" в данной области техники.
Термин "нержавеющая сталь" широко известен в данной области техники. В конкретных вариантах осуществления предусмотрена нержавеющая сталь с никелем и/или хромом, например, нержавеющая сталь, которая стойкая к коррозии и/или окислению, механически стабильная и немагнитная при рабочей температуре сверхпроводящего слоя.
Изобретение в конкретных вариантах осуществления может включать наличие одного или нескольких промежуточных слоев материала, введенных между верхним и нижним слоем, например наличие одного или нескольких промежуточных слоев, разделяющих верхний и нижний слои, например, один или несколько промежуточных слоев, работающих как барьер для любого одного из теплоты, тока и диффузии атомов, ионов и/или молекул между верхним и нижним слоями. Преимущество наличия одного или нескольких промежуточных слоев может заключаться в том, что это улучшает механические свойства, например, делая слоистый сплошной элемент прочнее или жестче. Таким образом, понимается, что термин "смежный" или "соседний" необязательно подразумевает, что верхний слой и нижний слой находятся в прямом физическом контакте. Однако в одном конкретном варианте осуществления верхний слой и нижний слой находятся в прямом физическом контакте.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором подтравленные объемы расположены ниже остающихся частей нижнего слоя, например, подтравленные объемы, затененные нависающими частями нижнего слоя. Таким образом, можно понимать, что подтравленные объемы расположены так, что часть нижнего слоя находится ниже подтравленных объемов и еще одна часть нижнего слоя находится выше подтравленного объема. Возможным преимуществом этого варианта осуществления может быть то, что подтравленные объемы все же могут присутствовать, даже если верхний слой удален. Возможное преимущество может заключаться в том, что верхний слой может не считаться подходящим для дальнейшей обработки и/или для свойств конечного удлиненного сверхпроводящего элемента.
В одном конкретном варианте осуществления, предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором этап
- формирования нескольких разрывных полос в верхнем слое и за счет этого формирования нескольких открытых областей нижнего слоя, где каждая открытая область выполнена вдоль разрывной полосы,
включает процесс деформации. В одном конкретном варианте осуществления процесс деформации включает деформирование, например, сжатие, части нижнего слоя под положениями разрывных полос, чтобы опустить части верхнего слоя ниже исходного положения плоскости верхнего слоя, чтобы открыть области нижнего слоя.
Под процессом деформации понимается способ, которым материал деформируют, например способ, где материал, такой как материал верхнего слоя и/или нижнего слоя, деформируют. Процесс деформации может пониматься как процесс, в котором используют контактные усилия.
В альтернативных вариантах осуществления процесс деформации может быть заменен любым одним из процессов резки, соскабливания, шлифования и полирования.
Под процессом соскабливания понимается, что часть верхнего слоя и, возможно, часть нижнего слоя соскребают, например, снимают шабером.
Под процессом шлифования понимается, что часть верхнего слоя и, возможно, часть нижнего слоя удаляют путем шлифования или полирования, например, неоднократно пришабривают небольшие части удаляемого материала. Понимается, что процесс полирования подобен процессу шлифования в данном контексте.
Под процессом резки понимается процесс, в ходе которого материал смещают, а не удаляют. Этого можно достигнуть, используя относительно острый инструмент.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором этап получения слоистого сплошного элемента включает
- предоставление первичного сплошного элемента, причем первичный сплошной элемент имеет первичный верхний слой, являющийся по существу однородным,
- формирование верхнего слоя слоистого сплошного элемента путем любого одного из:
i) упрочнение верхней части первичного верхнего слоя, например, упрочнение в газовой среде,
ii) легирование верхней части первичного верхнего слоя,
iii) подготовка оксидного слоя или нитридного слоя в верхней части первичного верхнего слоя.
Понимается, что первичный верхний слой первичного сплошного элемента таким образом может быть изменен на верхний слой (соответствующий верхней части первичного верхнего слоя) и нижний слой (соответствующий по меньшей мере некоторой доле той части первичного верхнего слоя, которая не является первичным верхним слоем, например, соответствующий той части первичного верхнего слоя, которая не является верхней частью первичного верхнего слоя).
Пример процесса упрочнения в газовой среде может включать этапы нагрева подложки до повышенной температуры, например, по меньшей мере 500°С, по меньшей мере 800°С, по меньшей мере 1000°С, в печи и заполнения печи управляемым газом (например, азотом, углеродом, бором или кислородом, который может иметь чистоту по меньшей мере 99,9%), чтобы получить желательную толщину упрочненного слоя. Толщину упрочняемого слоя можно регулировать, изменяя количество времени, в течение которого управляемый газ находится в печи, температуру в печи и/или состав управляемого газа. Примером легирующей добавки может быть азот, углерод, кислород. Возможное преимущество применения упрочнения в газовой среде может являться то, что оно позволяет получить очень равномерное упрочнение.
Пример процесса формирования оксидного слоя или нитридного слоя может включать этапы нагрева подложки до повышенной температуры, например, по меньшей мере 500°С, по меньшей мере 800°С, по меньшей мере 1000°С, в печи и заполнение печи управляемым газом (например, азотом или кислородом, который может иметь чистоту по меньшей мере 99,9%), чтобы получить желательную толщину нитридного/оксидного слоя. Толщину упрочняемого слоя можно регулировать, изменяя количество времени, в течение которого управляемый газ находится в печи, температуру в печи и/или состав управляемого газа.
Настоящее изобретение также подразумевает, что верхний слой может быть сформирован путем применения способов диффузии в твердой фазе, способов на основе плазмы и солевой ванны.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором этап формирования в процессе деформации нескольких разрывных полос в верхнем слое включает прижатие части верхнего слоя к нижнему слою, например, этап прокатки, например, этап холодной прокатки, например путем переноса ленты подложки с одного барабана на другой, например в процессе протяжки.
Под прижатием понимается этап прессования, который понимается как этап, на котором материал смещают, используя сжимающее контактное усилие, прилагаемое через другой элемент, такой как вал. Преимущество применения этапа прессования может заключаться в том, что он позволяет деформировать материал, например, формировать несколько разрывных полос за одну простую, дешевую и/или эффективную операцию. В одном конкретном варианте осуществления материал не удаляют. Он возможен, поскольку материал смещают, например, сжимают. Еще одно возможное преимущество применения этапа прессования может заключаться в том, что он может приводить к упрочнению, например, упрочнению путем деформации, которое может повысить общий предел текучести и/или твердость подложки, например, твердость нижнего слоя.
Под процессом протяжки понимается процесс, в ходе которого по меньшей мере верхний слой и часть нижнего слоя деформируют пластической деформацией, например, необратимой деформацией, например путем протяжки через фильеру, чтобы изменить форму профиля. Под профилем понимается форма верхнего слоя и части нижнего слоя в плоскости, например, в поперечном сечении, ортогональном направлению протяжки.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором толщина верхнего слоя слоистого сплошного элемента составляет от 1 нм до 100 мкм, например, в пределах 10-1000 нм, 0,1 нм - 10 мм, 1 нм - 1 мм, 1 нм - 0,1 мм, 1-10000 нм, 1-1000 нм, 1-100 нм, 10 нм - 1 мм, 10 нм - 0,1 мм, 10 нм - 10000 нм, 10-1000 нм, 100 нм - 1 мм, 100 нм - 0,1 мм, 100 нм - 10000 нм, 100-1000 нм, меньше чем 10 нм, меньше чем 100 нм, меньше чем 1000 нм, меньше чем 10000 нм, меньше чем 0,1 мм, меньше чем 1,0 мм, меньше чем 10 мм. Преимущество относительно небольшой толщины может заключаться в том, что она уменьшает время получения верхнего слоя, например, время выращивания или осаждения материала верхнего слоя. Преимущество не слишком тонкого верхнего слоя может заключаться в том, что чрезмерно тонкий слой может быть недостаточно прочным.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором расстояние между соседними разрывными полосами в пределах нескольких разрывных полос составляет 1 мкм - 1 мм, 10-100 мкм, 0,1 нм - 10 мм, 1 нм - 1000 мкм, 1 нм - 100 мкм, 1 нм - 10 мкм, 10 нм - 1000 мкм, 10 нм - 100 мкм, 10 нм - 10 мкм, 100 нм - 1000 мкм, 100 нм - 100 мкм, 100 нм - 10 мкм, 1-1000 мкм, 1-100 мкм, 1-10 мкм, 10-1000 мкм, 20-200 мкм, 100-1000 мкм, меньше чем 10 мкм, меньше чем 100 мкм, меньше чем 200 мкм, меньше чем 1000 мкм, меньше чем 10 мм. Преимущество расстояния между соседними разрывными полосами в пределах такого диапазона может заключаться в том, что оно позволяет снизить потери переменного тока. При этом понимается, что расстояние между разрывными полосами должно быть измерено в направлении, параллельном плоскости поверхности раздела между верхним и нижним слоями и ортогональном направлению разрывных полос. Разрывные полосы могут в конкретных вариантах осуществления быть по существу параллельны, например параллельны.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором ширина разрывных полос может составлять 1 мкм, 2 мкм, 5 мкм, 10 мкм, 30 мкм, 100 мкм, 1 мм, 4 мм, 5 мм, 10 мм, 1 мкм - 1 мм, 1 мкм - 10 мм, 1 мм - 10 мм. Преимущество ширины в таком диапазоне может заключаться в том, что она позволяет физически разделять слои, осажденные на подложку. При этом понимается, что ширина должна быть измерена в направлении, параллельном плоскости поверхности раздела между верхним и нижним слоями и ортогональном направлению разрывных полос.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента согласно любому из предшествующих абзацев, в котором расстояние между плоскостью, параллельной верхней поверхности нижнего слоя или верхней поверхности верхнего слоя, и плоскости, тангенциальной дну нескольких разрывных полос, достаточно большое, чтобы сверхпроводящий материал, помещенный на подложку, имел части в разрывных полосах и между разрывными полосами, и эти части были физически разделены. В конкретных вариантах осуществления упомянутое расстояние составляет от 50 нм до 10 мкм. Понимается, что говоря "на подложку", подразумевается, что сверхпроводящий материал может быть осажден на верхний слой (вне разрывных полос) и в пределах разрывных полос, но также понимается, что в конкретных вариантах осуществления способ может включать снятие верхнего слоя, и в этих вариантах осуществления сверхпроводящий материал может быть осажден на нижний спой (вне разрывных полос) и в пределах разрывных полос.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором расстояние между плоскостью, параллельной верхней поверхности нижнего слоя, и плоскостью, тангенциальной дну нескольких разрывных полос составляет 50 нм - 10 мкм, 1-100 мкм, 0,1 нм - 10 мм, 1 нм -1000 мкм, 1 нм - 100 мкм, 1 нм - 10 мкм, 10 нм - 1000 мкм, 10 нм - 100 мкм, 10 нм - 10 мкм, 0,1-1000 мкм, 0,1-1000 мкм, 0,1-100 мкм, 0,1-10 мкм, 1-1000 мкм, 1-10 мкм, 10-1000 мкм, 10-100 мкм, меньше чем 10 мкм, меньше чем 100 мкм, меньше чем 200 мкм, меньше чем 1000 мкм, меньше чем 10 мм.
В еще одном варианте осуществления, предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором расстояние между плоскостью, параллельной верхней поверхности верхнего слоя, и плоскостью, тангенциальной низу нескольких разрывных полос составляет 50 нм - 10 мкм, 1-100 мкм, 0.1 нм - 10 мм, 1 нм - 1000 мкм, 1 нм - 100 мкм, 1 нм - 10 мкм, 10 нм - 1000 мкм, 10 нм - 100 мкм, 10 нм-10 мкм, 0,1-1000 мкм, 0,1-1000 мкм, 0,1-100 мкм, 0,1-10 мкм, 1-1000 мкм, 1-10 мкм, 10-1000 мкм, 10-100 мкм, меньше чем 10 мкм, меньше чем 100 мкм, меньше чем 200 мкм, меньше чем 1000 мкм, меньше чем 10 мм.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такой как способ получения удлиненного сверхпроводящего элемента, причем способ, кроме того, включает помещение, такое как осаждение, слоя сверхпроводящего материала на верхний слой и/или нижний слой слоистого сплошного элемента, так что подтравленные объемы служат для физического разделения отдельных линий сверхпроводящего материала. Преимущество помещения слоя сверхпроводящего материала на верхний слой и/или нижний слой слоистого сплошного элемента может заключаться в том, что это позволяет получить сверхпроводящую структуру. Преимущество помещения слоя сверхпроводящего материала на верхний слой и/или нижний слой слоистого сплошного элемента, так что подтравленные объемы служат для физического разделения отдельных линий сверхпроводящего материала, может заключаться в том, что это позволяет получить несколько линий сверхпроводящего материала, которые физически разделены и, следовательно, эффективно уменьшают потери переменного тока. Возможное преимущество заключается в том, что это позволяет достигнуть низкого расхода материала, поскольку для того, чтобы реализовать физическое разделение, удалять сверхпроводящий материал не требуется.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такой как способ получения удлиненного сверхпроводящего элемента, причем способ, кроме того, включает помещение, такое как осаждение,
- слоя буферного материала на верхний слой и/или нижний слой слоистого сплошного элемента, и
- слоя сверхпроводящего материала на буферный материал,
так что подтравленные объемы служат для физического разделения отдельных линий сверхпроводящего материала и/или буферного материала.
Возможное преимущество помещения слоя буферного материала на верхний слой и/или нижний слой слоистого сплошного элемента может заключаться в том, что это позволяет поместить слой сверхпроводящего материала поверх буферного слоя, при этом сверхпроводящие свойства сверхпроводящего слоя улучшаются и/или защищены путем помещения на буферный слой, в противоположность помещению прямо на верхний слой и/или нижний слой. Более конкретно, сверхпроводящий материал может быть улучшен, поскольку буферный материал может создавать текстуру, которая предпочтительна в смысле улучшения сверхпроводящих свойств сверхпроводящего материала. Например, если подложка имеет относительно шероховатую поверхность, то помещение буферного слоя на такую подложку может позволить получить шероховатость (буферного слоя и, следовательно, поверхность, на которую должен быть помещен сверхпроводящий слой), например, 0,1 нмСКЗ - 10 нмСКЗ. Более конкретно, сверхпроводящий материал может быть защищен, поскольку буферный материал может обеспечивать барьер для потенциально опасных элементов (в смысле сверхпроводящих свойств), таких как атомы, ионы и/или молекулы, которые могут диффундировать из верхнего слоя и/или нижнего слоя в сверхпроводящий материал и этим ухудшать сверхпроводящие свойства. Преимущество помещения слоя сверхпроводящего материала на буферный материал может заключаться в том, что это позволяет обеспечить сверхпроводящую структуру. Преимущество того, что подтравленные объемы служат для физического разделения отдельных линий сверхпроводящего материала и/или буферного материала может заключаться в том, что это позволяет получить несколько линий сверхпроводящего материала, которые физически разделены и, следовательно, эффективно уменьшают потери переменного тока. Толщина слоя сверхпроводящего материала (в направлении, ортогональном плоскости верхнего слоя и нижнего слоя) может составлять 100 нм, 1000 нм, 3 мкм, 5 мкм, 100 нм - 3 мкм, 100 нм - 5 мкм. Следует сказать, что преимущество наличия относительно тонких сверхпроводящих слоев может заключаться в том, что чрезмерно толстые слои становятся хрупкими и могут ломаться при изгибе/сматывании, например, в катушку. Очень толстые сверхпроводящие слои (изготовленные из оксида иттрия-бария-меди, кристаллического химического соединения с формулой YBa2Cu3O7-x (YBCO)), как известно, имеют пониженную плотность критического тока по сравнению с более тонкими слоями. Несколько слоев YBCO с промежуточными буферными слоями являются одним способом получения эффективного толстого сверхпроводящего пакета с повышенным общим критическим током.
Понимается, что для получения преимущества наличия электрически разделяющих соседних линий необязательно, чтобы линии слоя материала, который является сверхпроводящим, после помещения на буферный материал были сами физически отделены от соседних линий. Может быть достаточно, чтобы линии буферного материала были разделены так, чтобы слой сверхпроводящего материала был сверхпроводящим вдоль (и выше) линий буферного материала, тогда как соответствующие линии материала между ними не были сверхпроводящими.
В одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такой как способ получения удлиненного сверхпроводящего элемента, причем способ, кроме того, включает помещение, такое как осаждение, слоя сверхпроводящего материала на верхний слой и/или нижний слой слоистого сплошного элемента, так что подтравленные объемы служат для физического разделения отдельных линий сверхпроводящего материала, и способ, кроме того, включает помещение, такое как осаждение,
- слоя буферного материала на сверхпроводящий материал, так как поверх сверхпроводящего материала, так как на сторону сверхпроводящего материала, удаленную от нижнего слоя.
Сильную текстуру и эпитаксиальный рост, например, сверхпроводящего YBCO, может быть трудно получить для очень толстых слоев (таких как имеющих толщину 500 нм - 5 мкм). Следует сказать, что текстура и эпитаксиальный рост ухудшаются при больших толщинах полупроводникового слоя YBCO. Возможное преимущество помещения (дополнительного) слоя буферного материала на сверхпроводящий материал может заключаться в том, что сверхпроводящие свойства дополнительного сверхпроводящего слоя (осажденного поверх дополнительного буферного слоя) могут быть улучшены, поскольку этот (дополнительный) буферный слой еще повышает долю текстуры и уровень эпитаксиального роста. Таким образом, возможное преимущество помещения слоя буферного материала на сверхпроводящий материал может заключаться в том, что это позволяет сформировать "пакет" высококачественных сверхпроводящих пленок.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такой как способ получения удлиненного сверхпроводящего элемента, причем этап помещения, такого как осаждение, слоя сверхпроводящего материала и/или буферного материала является процессом прямой видимости, таким как физический процесс осаждения в паровой фазе, таким как процесс импульсного лазерного осаждения, таким как высокочастотное напыление, таким как электронно лучевое испарение, таким как осаждение в сопровождении ионного пучка (IBAD).
Под процессом прямой видимости понимается любой процесс, который позволяет осаждать материал только на те места подложки, которые можно видеть по прямой линии из другого места, такого как место выше подложки. Процесс прямой видимости, таким образом, в широком смысле истолковывается как включающий процессы, в которых осаждаемый материал следует прямым линиям перед осаждением, и процессы осаждения, которые имеют подобный эффект. В одном конкретном варианте осуществления, процесс прямой видимости является любым одним из нанесения покрытия путем окунания, пузырьково-струйного нанесения и струйного нанесения.
Возможное преимущество использования процесса прямой видимости может заключаться в том, что это позволяет осаждать материал только вне подтравленных объемов и, таким образом, позволяет в ходе простого этапа одновременно осуществить осаждение материала вне подтравленных объемов и обеспечить отсутствие осажденного материала в пределах подтравленных объемов.
В конкретных вариантах осуществления термин "прямой видимости" понимается как процесс, в котором осаждаемый материал поступает из некоторого источника и проходит по прямой линии от него до места, куда он осаждается. Другими словами, материал может быть осажден только на те места, из которых может быть проведена прямая линия до источника, которая не пересекает какие-либо препятствия. В одном конкретном варианте осуществления источник расположен над подтравленными объемами. В еще одном варианте осуществления источник расположен настолько выше нижнего слоя, что фактические линии от источника до разных мест в пределах подтравленных объемов по существу параллельны.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такой как способ получения удлиненного сверхпроводящего элемента, причем способ кроме того включает помещение шунтирующего слоя на слой сверхпроводящего материала.
Под шунтирующим слоем понимается слой материала, который помещен на слой сверхпроводящего материала и который имеет высокую удельную теплопроводность и высокую удельную электропроводность. Преимуществом наличия шунтирующего слоя может являться то, что лежащий под ним сверхпроводник не имеет хорошей проводимости в определенной точке, ток может проходить через эту току (с низкой проводимостью) через шунтирующий слой (высокой проводимости), посредством чего можно избежать выхода этой структуры из строя из-за резистивного нагрева. Примеры материалов шунтирующего слоя могут включать серебро (Ag), и/или медь (Cu), и/или золото (Au). Шунтирующий слой не проявляет химической активности в отношении слоя сверхпроводящего материала. Подтравленные объемы могут быть предпочтительны в отношении шунтирующего слоя, поскольку подтравленные объемы, связанные с разрывными полосами, также могут физически отделять шунтирующий слой, такой как физически отдельный материал шунтирующего слоя на любой стороне каждой разрывной полосы и шунтирующий слой материала в пределах разрывной полосы, посредством чего эффективно формируется шунтирующий слой с канавками и шунтирующий слой превращается в полосы материала шунтирующего слоя. Преимущество формирования шунтирующего слоя с канавками может заключаться в том, что это позволяет удалить контакт с высокой проводимостью (через шунтирующий слой) между линиями сверхпроводящего материала, который также отделен подтравленными объемами, хотя все еще имеющий способность проводить теплоту к наружной опорной структуре и позволяющий току проходить через потенциальные точки с низкой проводимостью (параллельно обычному направлению тока), таким образом обеспечивая нормальное охлаждение и защиту сверхпроводника в случае резкого охлаждения. Шунтирующий слой может быть помещен на сверхпроводящий материал способами, известными в данной области, например, осаждением, напылением, электрохимическим осаждением, гальваническим осаждением и т.д.
В еще одном варианте осуществления предложен способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такой как способ получения удлиненного сверхпроводящего элемента, причем способ, кроме того, включает введение фактических поперечных надрезов в подложку, буферный слой и/или сверхпроводящий материал. Такие фактические поперечные надрезы могут быть выгодны для уменьшения потерь переменного тока. Фактические поперечные надрезы описаны в статье "Уменьшение потерь переменного тока в нитеобразных проводниках с покрытием YBCO, имеющих фактические поперечные надрезы", Чжан и др. (Zhang et al.), IEEE TRANSACTIONS ON APPLIED SUPERCONDUCTIVITY, T. 21, №. 3, июнь 2011, 3301-3306, которая включена в настоящий документ в полном объеме путем ссылки.
Согласно второму аспекту изобретения, предложена подложка, подходящая для поддержки удлиненного сверхпроводящего элемента, такая как сверхпроводящая лента, имеющая уменьшенные потери переменного тока, причем подложка включает:
слоистый сплошной элемент, причем слоистый сплошной элемент включает:
- нижний слой, такой как из сплава на основе никеля, и
- линии верхнего слоя, такого как слой, упрочненный в газовой среде, слой, упрочненный деформацией, оксидный слой,
в котором линии верхнего слоя размещены рядом с нижним слоем и частично закрывают нижний слой,
в котором несколько разрывных полос между линиями верхнего слоя разделяют линии верхнего слоя,
и в котором подтравленные объемы расположены между линиями верхнего слоя и нижним слоем, причем каждый подтравленный объем выполнен вдоль разрывной полосы.
В еще одном варианте осуществления предложена подложка, подходящая для поддержки удлиненного сверхпроводящего элемента, причем подложка является лентой.
Согласно третьему аспекту изобретения, предложен удлиненный сверхпроводящий элемент, включающий:
- подложку согласно второму аспекту,
- сверхпроводящий слой помещенный, например осажденный, на подложку, так что подтравленные объемы физически разделяют отдельные линии сверхпроводящего материала.
Согласно четвертому аспекту изобретения, предложено использование удлиненного сверхпроводящего элемента согласно третьему аспекту в любом одном из рабочей магнитной катушки, трансформатора, генератора, магнитно-резонансного сканера, магнитного криостата, ускорителя частиц, большого адронного коллайдера, кабеля сети переменного тока, умной сети.
Согласно пятому аспекту, предложено устройство для, например, размещенное для, осуществления способа согласно первому аспекту.
Первый, второй, третий, четвертый и пятый аспекты настоящего изобретения могут быть, каждый, объединены с любыми из других аспектов. Эти и другие аспекты изобретения станут очевидны и будут объяснены со ссылками на варианты осуществления, описанные ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Первый, второй, третий и четвертый аспекты изобретения теперь будут описаны более подробно со ссылками на прилагаемые фигуры чертежей. На этих фигурах чертежей показан один путь реализации настоящего изобретения, который не должен истолковываться как ограничивающий другие возможные варианты осуществления, подпадающие под объем прилагаемой формулы изобретения.
На Фиг. 1 показана типичная структура сверхпроводника.
На Фиг. 2 показан сверхпроводник без канавок (а) и с канавками (b).
На Фиг. 3 показаны этапы процесса изготовления.
На Фиг. 4, 5 показан этап деформации, выполняемый во время стандартной холодной прокатки.
На Фиг. 6 показаны этапы процесса изготовления.
На Фиг. 7 показаны размеры разрывных полос.
На Фиг. 8 показаны размеры сверхпроводящей структуры.
На Фиг. 9-13 показан образец, выполненный согласно способу из ПРИМЕРА А.
На Фиг. 14 показано изображение образца, полученного с использованием способа из ПРИМЕРА А.
На Фиг. 15 приведен схематический чертеж, показывающий верхний и нижний валы.
На Фиг. 16 показано изображение вида сверху образца, полученного с использованием покрытия и прокатки части из ПРИМЕРА В.
На Фиг. 17 показано изображение поперечного сечения образца, полученного с использованием ПРИМЕРА В.
На Фиг. 18 показан схематический чертеж способа, описанного в ПРИМЕРЕ С.
На Фиг. 19 показан схематический чертеж способа, описанного в ПРИМЕРЕ F.
На Фиг. 20 показан схематический чертеж способа, описанного в ПРИМЕРЕ I.
На Фиг. 21 показано изображение вида сверху образца из ПРИМЕРА А, полученное с помощью оптического микроскопа, причем для защиты образца во время травления использована пленка.
На Фиг. 22 показано устройство для осуществления способа согласно первому аспекту.
ПОДРОБНОЕ ОПИСАНИЕ ОДНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
На Фиг. 1 показана типичная сверхпроводящая структура, которая является слоистой и включает подложку 106, буферный слой 104 и сверхпроводящий материал 102. На данном чертеже предполагается, что ток протекает через сверхпроводящий материал 102 в z-направлении.
Когда сверхпроводящий материал является относительно широким (если измерять ширину в х-направлении) слоем материала, таким как выполненный как слой на широкой плоской подложке, сверхпроводящий слой имеет относительно большие потери переменного тока, которые могут быть уменьшены путем превращения одного широкого сверхпроводящего слоя в несколько относительно узких полос (т.е. линий с поперечным сечением в плоскости ух, где значения ширины, измеренные в х-направлении, меньше по сравнению с исходным широким слоем).
На Фиг. 2 показан вид сверху сверхпроводящего материала, где на левой стороне (а) показан сверхпроводник 208 без канавок на плоском слое, и на правой стороне (b) показан сверхпроводник с канавками, где отдельные линии 210 сверхпроводящего материала выполнены отделенными от соседних линий сверхпроводящего материала несверхпроводящими линиями 212. Понимается, что ток протекает в направлении, параллельном этим линиям, и что ширина является размером линий в направлении, ортогональном направлению тока.
Из-за электромагнитных эффектов потери переменного тока присутствуют в сверхпроводящих лентах, и эта проблема растет с увеличением ширины сверхпроводника. Следовательно, предлагается преодолеть эту проблему путем замены широкого слоя сверхпроводника (соответствующего слою сверхпроводника на Фиг. 2(b)) на несколько тонких линий сверхпроводника (соответствующих разделенным соседним линиям на Фиг. 2(a)).
На Фиг. 3 показаны этапы процесса изготовления и, таким образом, показан способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, такого как сверхпроводящая лента, имеющая уменьшенные потери переменного тока.
На Фиг. 3А показан перспективный вид первичного сплошного элемента 202, причем первичный сплошной элемент 202 имеет первичный верхний слой 314, являющийся по существу однородным.
В общем, материал первичного сплошного элемента (ленты/провода/цилиндра) в прокатанном (или подготовленном) состоянии и, например, при толщине близкой к конечной может быть полностью или частично отожжен во время тепловой обработки в защитной атмосфере или воздухе.
На Фиг. 3В показан вид сбоку первичного сплошного элемента, где можно видеть боковую сторону первичного сплошного элемента 202.
На Фиг. 3С показан этап способа изготовления слоистого сплошного элемента, причем этот этап включает формирование верхнего слоя 316 слоистого сплошного элемента путем упрочнения верхней части первичного верхнего слоя 314, например, упрочнения в газовой среде, что показано на атомах газа 318, диффундирующих в первичный верхний слой 314. Нижняя часть первичного сплошного элемента 202 называется нижним слоем 303. Альтернативно, упрочнение может быть выполнено с использованием или легирования верхней части первичного верхнего слоя 314, или выполнения оксидного или нитридного слоя.
На этом чертеже, таким образом, показан способ изготовления слоистого сплошного элемента, причем слоистый сплошной элемент включает нижний слой 303, такой как сплав на основе никеля, и верхний слой 316, такой как слой, упрочненный в газовой среде, причем верхний слой расположен рядом с нижним споем и по меньшей мере частично закрывает нижний слой.
Упрочнение поверхности (или легирование поверхности) должно выполняться для того, чтобы существенно изменить скорость травления между верхним слоем 316 и нижним слоем 303 (например, объемного материала). Это может быть достигнуто путем растворения атомов азота в поверхностной области (например, 10-1000 нм). Толщина фактического слоя может быть оптимизирована путем применения разных атомов для легирования, изменения продолжительности, температуры и давления.
На Фиг. 3D показана подготовка к этапу деформации, причем этап деформации является этапом сжатия, такого как холодная прокатка, где прессовый элемент 320 готов к сжатию с усилием 322 верхнего слоя 316, через верхний слой 316 и до нижнего слоя 303. На этом чертеже, кроме того, указана толщина 360 нижнего слоя 303 и толщина 362 верхнего слоя. Оба значения толщины измерены в y-направлении.
На Фиг. 3Е показан этап сжатия, где прессовый элемент 320 прижат с усилием 322 к верхнему слою 316, и через верхний слой 316 к нижнему слою 303.
Таким образом, на фигурах 3D-E, показан пример процесса деформации для получения нескольких разрывных полос в верхнем слое 316 (хотя на чертеже показана только одна).
Таким образом, профиль поверхности с узкими канавками (например, 10-100 мкм шириной и 1-100 мкм глубиной) может быть получен путем механической деформации (например, холодной прокатки). Полученные профили могут быть оптимизированы в отношении остроты кромок посредством вышеупомянутой операции отжига для получения профиля, наиболее подходящего для подтравливания.
На Фиг. 3F показана ситуация после этапа сжатия, где сформированы несколько открытых областей 323 нижнего слоя 303, причем каждая открытая область выполнена вдоль разрывной полосы. Верхний слой разделен на верхние части 324, 326 и нижнюю часть 317.
На Фиг. 3G показана ситуация после травления открытых областей 323, чтобы сформировать полость разрывной полосы 328 с подтравленными объемами 330, 332 между верхним слоем 324, 326 и нижним слоем 303, такую как части нижнего слоя, которые затенены, если смотреть на них сверху, причем каждый подтравленный объем выполнен вдоль разрывной полосы, и причем применен травитель, у которого скорость травления нижнего слоя 303 больше скорости травления верхнего слоя 316 (или разделенных частей 324, 326, 317).
Травление может быть выполнено путем окунания материала подложки в кислый раствор (например, 3H2O:2HNO3:HF) приблизительно на 5 минут. Этап электрополирования может быть введен в добавление или вместо окунания, чтобы управлять скоростью травления конкретной кислоты, применяемой в эксперименте, что также позволяет уменьшить шероховатость поверхности. Остаточная кислота может быть удалена с помощью потока дистиллированной воды/этанола.
Полученный профиль поверхности, профиль поперечного сечения и текстура поверхности могут быть проверены с использованием средства для измерения микротекстуры, такого как сканирующий электронный микроскоп (СЭМ), оснащенный детектором дифракции отраженных электронов (EBSD) и, в одном конкретном варианте осуществления, использующий программное обеспечение для измерения и анализа текстуры, такое как программа HKL Technology-Channel 5. Следует сказать, что измерения текстуры могут понадобиться только для текстурированных материалов подложки.
На Фиг. 3Н показана ситуация, подобная ситуации на Фиг. 3G, где также удалены разделенные части 324, 326, 317 верхнего слоя 316.
На Фиг. 4, 5 показан этап сжатия, выполняемый во время холодной прокатки.
На Фиг. 4 показан относительно толстый элемент 414, обрабатываемый посредством верхнего вала 416 и нижнего вала 418, чтобы трансформировать его в более тонкий элемент 420.
На Фиг. 5 показан более специфический вариант осуществления прокатки, в котором профилированный вал 516 имеет такую форму, чтобы позволить прессовать только выбранные части элемента 514 при прокатке в направлении 522, посредством чего формируют несколько углубленных полос.
В качестве примера этого способа можно упомянуть двуосно текстурированные Подложки, полученные с помощью прокатки (RABiTS).
Механическую прокатку применяют для прокатки металлического стержня в форму ленты (см. Фиг. 4). Затем выполняют отжиг при высокой температуре, и для формирования текстуры предпочтительна последовательность отжига в два этапа. Подложки RABiTS затем подвергают упрочнению поверхности, легированию и/или окислению, например, в газовой печи (см. Фиг. 3С), которая также может использоваться для отжига. Профили (см. Фиг. 3D-E и/или Фиг. 5) выполняют путем введения дополнительного этапа прокатки профилированным валом (подобным валу 516) в конце изготовления ленты до/после тепловой обработки для отжига. Травление выполняют, используя систему травления в ванне рулон за рулоном, после чего выполняют очистку с помощью дистиллированной воды/этанола. Следует сказать, что качество поверхности подложки RABiTS (в некоторых случаях) оптимизируют путем электрохимического полирования.
На Фиг. 6 показаны этапы процесса изготовления удлиненного сверхпроводящего элемента.
На Фиг. 6А показана ситуация, подобная ситуации на Фиг. 3Н.
На Фиг. 6В показано помещение, такое как осаждение, слоя буферного материала 640 на нижний слой 303 слоистого сплошного элемента. Нижний слой 303 и буферный материал 640 формируют подложку 600, подходящую для поддержки удлиненного сверхпроводящего элемента.
Пакет из керамического буферного слоя (например, Y2O3/YSZ/CeO2 для текстурированных подложек) и сверхпроводящего слоя (такого как YBa2Cu3O7) может быть помещен, например, осажден, например, осажден путем импульсного лазерного осаждения (PLD) с использованием стандартных настроек, на нижний слой 303 слоистого сплошного элемента.
На Фиг. 6С показано помещение слоя сверхпроводящего материала 642, 644, 646 на буферный материал, так что подтравленные объемы служат для физического разделения отдельных линий сверхпроводящего материала. Понимается, что расстояние 648 между низом разрывных полос и слоем материала подложки достаточно большое, чтобы обеспечить физическое разделение отдельных частей 642, 644, 646 слоя сверхпроводящего материала на буферном материале.
Осаждение керамических буферных слоев и сверхпроводящего слоя (когда по меньшей мере один слой осажден путем физического осаждения в паровой фазе/направленного осаждения) будет осаждать материал только на горизонтальные поверхности подложки. Полное отделение полосы достигается посредством подтравленных частей, и, кроме того, минимизируется использование материала. Дополнительные слои (серебро/медь) поверх сверхпроводника слой также будут отделены.
Характеристики сверхпроводящего материала в отношении критической плотности тока (Jc), критического тока (Ic), потерь переменного тока (W) и частотной зависимости (fd) могут быть измерены путем измерений вибрирующих образцов и измерений переноса на небольших модельных образцах (5×5 мм2) при разных приложенных полях и температурах. Полномасштабная лента сверхпроводника может быть, например, смотана в катушку и испытана при 77 К с приложением разных магнитных полей и токов переноса.
Следует сказать, что возможное преимущество этих вариантов осуществления изобретения может заключаться в том, что больший критический ток (Ic) может поддерживаться для структуры, имеющей определенную ширину. Это может быть объяснено тем, что совокупная ширина разделенных частей 642, 644, 646 слоя сверхпроводящего материала относительно большая по сравнению с известными решениями, где материал между линиями сверхпроводящего материала сделан несверхпроводящим, смотрите вариант осуществления на Фиг. 2, где совокупная ширина сверхпроводника с канавками (на Фиг. 2(b)) составляет приблизительно половину ширины сверхпроводника без канавок (на Фиг. 2(a)). В сравнении с вариантами осуществления настоящего изобретения, совокупная ширина сверхпроводника с канавками может составлять 0,5, 0,6, 0,7, 0,8, 0,9, или 0,95, или 0,99 от ширины сверхпроводника без канавок, поскольку сверхпроводящий материал может быть помещен как между разрывными полосами, так и в них.
На Фиг. 7 показаны размеры разрывных полос. На этом чертеже показана ситуация, подобная ситуации на Фиг. 3Н или Фиг. 6А, хотя на данном чертеже показана дополнительная разрывная полоса 328, выполненная в нижнем слое 703. Кроме того, указано расстояние 748 между плоскостью, параллельной верхней поверхности нижнего слоя, и плоскостью, тангенциальной к низу нескольких разрывных полос, в пределах глубины разрывных полос в нижнем слое, измеренной в y-направлении. Кроме того, указана ширина 750 разрывных полос в нижнем слое, измеренная в х-направлении, причем такая ширина может в примерах вариантов осуществления составлять 1 мкм, 2 мкм, 5 мкм, 10 мкм, 30 мкм, 100 мкм, 1 мм, 1 мкм - 1 мм. Кроме того, указано расстояние 752 между соседними разрывными полосами в пределах нескольких разрывных полос, которое измерено в х-направлении.
На Фиг. 8 показаны размеры сверхпроводящей структуры, которая имеет толщину 854 (длина вдоль первого измерения по оси y), которая значительно меньше, например, в 10, 100 или 1000 раз меньше, чем ее ширина 856 (длина вдоль второго измерения, которая параллельна оси х), причем ширина 856 значительно меньше, например, в 10, 100 или 1000 раз меньше, чем длина вдоль третьего измерения, которая параллельна оси z). На этой фигуре также показаны два слоя 842, 844 сверхпроводящего материала поверх нижнего слоя 803. Толщина 854 может в примерах вариантов осуществления составлять 10 мкм, 20 мкм, 50 мкм, 100 мкм, 1 мм, 10 мкм - 1 мм. Ширина 856 может в конкретных вариантах осуществления составлять 1 мкм, 10 мкм, 100 мкм, 1 мм, 10 мм, 100 мм, 1 м, 1 мкм -1 м. Длина 858 может в конкретных вариантах осуществления составлять 1 м, 100 м, 1 км, 20 км, 100 км, свыше 100 км, 1 м - 30 км, 1 км - 30 км.
ПРИМЕРЫ
ПРИМЕР А - Ленты с покрытием - резкой - травлением
А1. Верхний слой: поверхностный слой/покрытие
Исходными материалами явились имеющиеся в продаже ленты из сплава хастелой С276, поставляемые отожженными и с блестящей поверхностью компанией Stahlwerk Ergste Westig GmbH. Лента из сплава хастелой может считаться первичным сплошным элементом. Образцы типичных размеров: длина ~ 100 мм, ширина ~ 10 мм и толщина ~ 0,1 мм, очистили в ультразвуковой ванне, использовав смесь (10:1) ацетона и этанола, в течение 25 мин, затем окунули в этанол, высушили сжатым воздухом. Образцы впоследствии подвергли тепловой обработке при 800-1000°С в течение 3 ч в открытой трубчатой печи, оснащенной вентилятором для подачи достаточных объемов свежего воздуха при выращивании поверхностного слоя / покрытия (оксидного/нитридного). Поверхностный слой может считаться верхним слоем. Кварцевый держатель позволял удерживать образец вертикально, так что ни одна из сторон ленты, т.е. двух сторон, параллельных плоскости ленты, не находилась в контакте с держателем образца.
Может быть предпочтительным избегать помещать ленты одной стороной вниз, поскольку это обычно может приводить к неоднородному, шероховатому и пористому поверхностному слою (оксидному/нитридному).
А2. Формирование разрывных полос: резка разрывных линий
Для ручной резки разрывных линий в поверхностном слое лент с оксидным/нитридным покрытием с интервалом приблизительно 1 мм использовали стандартный скальпель и пластиковую линейку. Один или несколько надрезов обычно выполняли до четкой видимости блестящих линий во время визуального осмотра. Блестящие линии показывают, что сформированы открытые области. Более короткие образцы длиной приблизительно 20 мм вырезали из лент, используя стандартные ножницы для бумаги.
Конец образца, который из-за резки не имел покрытия на поверхностном слое защитили с помощью пленки Kapton ®. Приблизительно 1 мм обернули вокруг конца с заходом на область с разрывными линиями, а также плотно прижали на оборотной стороне образца, таким образом обычно закрывая оборотную сторону образца.
A3. Травление открытых областей для формирования подтравленных участков: подтравливание
Стеклянную емкость с 50 мл 15%-ной азотной кислоты (HNO3) при 20°С перемешивали с использованием стандартной магнитной мешалки с пластиковым покрытием. Один электрод из нержавеющей стали с размерами: длина = 50 мм, ширина = 10 мм и толщина = 2 мм поместили в эту стеклянную емкость и соединили с отрицательным выводом источника электропитания. Образец соединили с положительным выводом источника электропитания, используя аллигаторный зажим, который был расположен напротив конца защиты ленты. Расстояние между образцом и электродом из нержавеющей стали составляло приблизительно 20 мм. Амперметр подсоединили между источником электропитания и аллигаторным зажимом. Образец изгибали, при этом плотно удерживая зажим, чтобы обеспечить достаточный электрический контакт между зажимом и образцом.
Приблизительно 10 мм образца погрузили в кислоту и на 60 секунд подали ток 400 мА, 425 мА или 450 мА (при напряжении приблизительно 2 В). Образец затем очистили, используя три отдельные водяные ванны, причем очистка включала этапы промывки в каждой ванне в течение 2 минут, и затем высушили с помощью бумажных салфеток.
Осаждение слоя серебра (применимо только к выбранным образцам в ПРИМЕРЕ А)
Образцы для осаждения серебра установили с помощью клейких угольных тампонов или небольшого металлического держателя. Образец, полученный способом, описанным в ПРИМЕРЕ А покрыли слоем серебра, используя физическое осаждение в паровой фазе (электронно-лучевое испарение, установка Alcatel). Слой серебра толщиной 500 нм нанесли при скорости осаждения ~7 Å/с и давлении ~6×10-6 мбар.
РЕЗУЛЬТАТЫ
На Фиг. 9-13 показан образец, полученный согласно способу из ПРИМЕРА А, причем профиль был выполнен путем травления в 15%-ной HNO3 с подачей тока 450 мА в течение 1 мин. На образцах, показанных на Фиг. 9-13, осажденного серебра нет.
На Фиг. 9 показано изображение, полученное на оптическом микроскопе, поперечного сечения образца, полученного с использованием покрытия и резки из ПРИМЕРА А (угол обзора подобен таковому на Фиг. 3F). Примите к сведению, что этот образец не подвергали травлению до получения изображения. Четко видимое отверстие в верхнем слое 924 присутствует в середине верхнего слоя, т.е. поверхностного слоя (оксидного) в том месте, где выполнили резку, чтобы получить открытую область 923, т.е. открытую область нижнего слоя 903.
На Фиг. 10 показано изображение, полученное на сканирующем электронном микроскопе, вида сверху образца, полученного с использованием покрытия и резки из ПРИМЕРА А. Примите к сведению, что этот образец не подвергали травлению до получения изображения. Верхний слой, такой как поверхностный слой (оксидный) деформирован, и поверхностный слой удален и/или перемещен из места, где выполнили резку. Яркая центральная полоса является отверстием в металлической ленте из сплава хастелой.
На Фиг. 11-13 показаны изображения, полученные на оптическом микроскопе, поперечного сечения образца, полученного с использованием способа А (т.е. угол обзора соответствует углу на Фиг. 7). Профиль был создан путем травления в 15%-ной HNO3 при подаче тока 450 мА в течение 1 мин.
Подтравленные профили выполнены в металлической ленте из сплава хастелой и являются не только частью между поверхностным слоем покрытия и металлической лентой, т.е. подтравленные объемы расположены ниже остающихся частей нижнего слоя.
На Фиг. 11 показаны два подтравленных профиля, такие как вытравленные объемы 1128а, 1128b. Подтравленные профили выполнены в металлической ленте из сплава хастелой, т.е. в нижнем слое 903.
На Фиг. 12 показан с увеличением левый вытравленный объем 1128а с Фиг. 11. Стрелки указывают на кромки 1229 подтравленного профиля.
На Фиг. 13 показан с увеличением левый вытравленный объем 1128а с Фиг. 12. Вытравленный объем 1330 имеет ширину ~20 мкм, которой достаточно для физического отделения слоя, физически осажденного из паровой фазы (показан слоем серебра на Фиг. 14). На чертеже также показана остающаяся часть верхнего слоя 1324.
На Фиг. 14 показано изображение, полученное на оптическом микроскопе, поперечного сечения образца, полученного согласно ПРИМЕРУ А, профиль которого был выполнен путем травления в 15%-ной HNO3 с подачей тока 425 мА в течение 1 мин.
Кроме того, слой серебра 500 нм 1464, 1466 был осажден на образец, который был расположен горизонтально выше источника серебра, т.е. нормаль поверхности образца была параллельна направлению прямой видимости от источника серебра.
Слой серебра физически отделен, как показано зазором 1465 на левой стороне профиля из-за подтравленной части между нижним слоем 1403, являющимся металлической лентой из сплава хастелой, и верхний слой 1424, являющимся оксидным/нитридным покрытием поверхности. Что важно, приблизительно 5 мкм подтравленной части (которая на данной фигуре представлена нависающей остающейся частью верхнего слоя 1424) достаточно для получения значащего разделения слоя серебра 1464 на верху верхнего слоя 1424 и слоя серебра 1466 на нижней поверхности вытравленного объема.
ПРИМЕР В - Ленты с покрытием - прокаткой - травлением
B1. Поверхностный слой/покрытие
См. раздел А1.
B2. Прокатка/разрывные линии
В этом способе был применен специальный набор профильных валов для получения разрывных линий; схематический чертеж этих валов показан на Фиг. 15.
На Фиг. 15 представлен схематический чертеж, показывающий верхний вал 1516, являющийся верхним профилированным валом, и нижний вал 1518. Разница по высоте 1519 между внутренней частью изогнутой части верхнего профилированного вала и краем изогнутой части вала составляет 10 мкм. Примите к сведению, что этот чертеж выполнен не по масштабу.
Ленту с покрытием прокатывали вручную без смазки и на низкой скорости прокатки, поскольку валы приводились в движение набором гаечных ключей Клайберна (шведская форма). Уменьшение за один проход составляло приблизительно 1-20 мкм. Скорость прокатки составляла приблизительно 10 мм в секунду. Блестящие линии (указывающие открытые области) стали видны в местах, где край профилированного вала деформировал ленту, и были видны во время последующего осмотра. Эти линии сопровождались ступенчатым профилем, перпендикулярным длине ленты.
В3. Подтравливание
См. раздел A3, за тем исключением, что этот образец травили в течение 120 секунд.
РЕЗУЛЬТАТЫ
На Фиг. 16 показано изображение, полученное на сканирующем электронном микроскопе, вида сверху образца, полученного с использованием покрытия и прокатки из ПРИМЕРА В. Линии прокатки, где был разрушен поверхностный слой (оксидный), четко видны как блестящие полосы 1668. На этом изображении видны несколько полос прокатки (блестящие линии), которые вызваны поверхностью отдельных профилей, т.е. каждая одна изогнутая часть профиля состоит из многих меньших дорожек, которые являются результатом изготовления вала.
На этом изображении профиль вала не контактировал с верхней частью ленты, и, соответственно, полос не видно.
На Фиг. 17 показано изображение, полученное на оптическом микроскопе, поперечного сечения образца, полученного с использованием ПРИМЕРА В. Профиль был выполнен путем травления в 15%-ной HNO3 с подачей тока 450 мА в течение 2 мин. Потравленный профиль, т.е. вытравленный объем 1730 (указанный черной стрелкой), четко виден на металлической ленте из сплава хастелой, т.е. на нижнем слое 1703. Вытравленный объем расположен ниже остающихся частей нижнего слоя. Оксидный слой (поверхностный слой) не удален на этом образце (см. белую стрелку), т.е. на верхнем слое 1724.
АЛЬТЕРНАТИВНЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ - Примеры С, D, Е, F
В общем, пленка Kapton ® может быть применена как дополнительный этап для всех способов изготовления, например, чтобы минимизировать конечное полирование, если она помещена на области без профилей, такие как разрывные полосы или открытые области.
ПРИМЕР С: прокатка-покрытие-резка/резка-прокатка-1
С1. Прокатка профиля
Образец прокатывают перед нанесением покрытия, используя профилированный вал, подобный показанному на Фиг. 15 (с/без режущей кромки, с глубиной 1519, например, 10 мкм, прокатки).
С2. Формирование верхнего слоя: поверхностный слой/покрытие
Поверхностное покрытие готовят (согласно разделу А1 или используя, например, пленку Kapton ®) после начальной (С1) прокатки. Этот поверхностный слой расположен на всей поверхности образца.
С3. Формирование разрывных полос: резка/резка-прокатка/шлифование
Последующую резку или резку-прокатку (валом с острым режущим профилем, см. Фиг. 15) выполняют в нижней части профиля, т.е. или снимая только небольшую часть горизонтальной части поверхностного покрытия (т.е. верхнего слоя) в нижней части профиля, или снимая все поверхностное покрытие (т.е. верхний слой) в нижней части профиля, как показано на Фиг. 18.
На Фиг. 18 показан схематический чертеж способа, описанного в ПРИМЕРЕ С (способ прокатки-покрытия-резки). Обозначения a-d показывают: (а) прокатанный образец, (b) после покрытия поверхности, (с) после резки и (d) после травления.
Хотя в данном ПРИМЕРЕ С этап прокатки (С1) предшествует этапу резки (С3), также возможно противоположная последовательность этапов, при которой резка предшествует прокатке.
C4. Подтравливание
См. раздел A3.
ПРИМЕР D: покрытие-прокатка-резка
Подобно ПРИМЕРУ С, но, возможно, без начальной прокатки профиля (С1) и с дополнительным этапом резки, введенным после прокатки/резки-прокатки для того, чтобы лучше открыть/нарушить поверхностный слой в местах, где должен быть получен подтравленный профиль. За этим этапом следует этап травления, см. раздел A3.
Преимущество ПРИМЕРА D заключается в том, что, если верхний слой не нарушен при начальной прокатке/резке-прокатке, он может быть нарушен на дополнительном этапе резки.
Хотя в данном ПРИМЕРЕ D этап прокатки/резки-прокатки предшествует этапу резки, также возможно противоположное.
ПРИМЕР Е: покрытие-резка
Верхний слой создается защитным слоем, таким как стандартный фоторезист для УФ-литографии, пленка Kapton ® или клейкая лента.
Защитный слой из, например, фоторезиста (полученный, например, путем использования способа нанесения покрытия экструзией или окунанием), или пленки Kapton ®, или клейкой ленты наносят на поверхность образца (т.е. на нижний слой). Разрывные линии получают путем резки или прокатки-резки линий в защитном слое с последующим удалением, например, через каждую секунду, тонких полос защитного слоя, чтобы поверхность образца была покрыта параллельными, но разделенными областями, например, пленки Kapton ®. Образец травят как в разделе A3.
ПРИМЕР F: лента-травление-воск-травление
Исходный материал, такой как нижний слой (например, ленты из сплава хастелой), покрывают пленкой Kapton ® (воском или лаком) полосами, параллельными длине металлической ленты. Такие полосы должны иметь ширину, например, 1 мм и должны быть расположены с интервалом, например, 1 мм. Затем образец травят (см. раздел A3), очищают и сушат. Дополнительные полосы пленки Kapton ® (или воска, или лака) затем располагают в тех же местах, что и первые полосы пленки Kapton ®, но эти полосы шире, например, на 200 мкм, т.е. ширина второй пленки Kapton ®=1,2 мм, как показано на Фиг. 19.
На Фиг. 19 показан схематический чертеж способа, описанного в ПРИМЕРЕ F ("лента-травление-воск-травление"). Обозначения а-е показывают: (а) образец, покрытый полосами, (b) после травления, (с) после нанесения дополнительного покрытия, (d) после второго травления, (е) после удаления покрытия.
Альтернативно, второе покрытие (такое как см. этап (с) выше), т.е. вторая пленка Kapton ®, воск или лак наносят только на места пересечений пленки Kapton ® и металлической ленты. Примите к сведению, что пленка Kapton ® может быть плотно прикреплена к образцу, например, с использованием щетки или резиновых валиков, и затем снова вытравлена (см. раздел A3). Вытравленный профиль получают во время второго травления.
ДОПОЛНИТЕЛЬНЫЕ ПРИМЕРЫ
Следующие примеры включают этапы способа, которые могут быть объединены с одним или несколькими этапами из предыдущих примеров.
ПРИМЕР G: Способ удаления покрытия/оксидного слоя
Этот этап способа применим, например, в сочетании с ПРИМЕРАМИ, включающими этап способа, описанный как А1, на котором получают верхний слой как поверхностное покрытие, являющееся оксидным/нитридным слоем.
Это поверхностное покрытие удалили, используя сочетание импульсного и переменного тока, когда образец был помещен в емкость с кислотой, и в заключение используя ультразвуковую ванну с этанолом/ацетоном/водой.
Более конкретно, образец погрузили приблизительно на 10 мм в кислоту HCl, HNO3 или буферированную HF 15%-ной концентрации. Уровень тока установили между 50 мА и 500 мА (при напряжении 1-20 В, например, ~2 В), и отрицательный вывод источника электропитания соединили с образцом, а положительный вывод соединили с электродом из нержавеющей стали, расположенным приблизительно в 20 мм от образца. Выводы поменяли местами приблизительно через 10 секунд удаления слоя, так что положительный вывод был соединен с образцом, и электрод из нержавеющей стали был соединен с отрицательным выводом. Эта операцию обращения направления тока выполняли до тех пор, пока образец фактически не был освобожден от слоя поверхностного покрытия. Продолжительность обычно составляла от 30 с до 5 мин. Остатки удалили путем ультразвуковой очистки (3 мин в этаноле, ацетоне или воде). Выполнение механической деформации, например, этапа прокатки, поверхностного слоя (т.е. верхнего слоя в тех случаях, когда верхний слой является оксидным/нитридным) может помочь в удалении покрытия.
ПРИМЕР Н: Способ электрополирования
После удаления поверхностного слоя, т.е. верхнего слоя, может потребоваться дополнительное электрополирование, чтобы получить гладкую поверхность, которая может быть, в частности, применена для осаждения, например, буферного и/или сверхпроводящего слоев. Электролит может быть выбран, например, из группы, включающей Н3РO4, HCl и H2SO4, или из подобных.
Специалист будет способен выполнить эту операцию, и можно сделать ссылку на стандарт для этой операции и на статью "Электрополирование нержавеющих сталей", Аленка Космач (Alenka Kosmač), Euro Inox, Materials and Applications Series, Volume 11, ISBN: 978-2-87997-310-4, которая включена в настоящий документ в полном объеме путем ссылки.
ПРИМЕР I: защита подтравленного профиля по время электрополирования
Для того, чтобы обеспечить, что существенное электрополирование поверхности поверхность образца не приводит к модификации подтравленных профилей, можно использовать следующие способы:
Способ защиты - I.A:
Защитную пленку с клейкой стороной, такую как пленка Kapton ®, можно поместить на края профиля, чтобы она покрывала только небольшую долю области, которая должна быть отполирована, как показано на Фиг. 20. Поверхность образца, таким образом, закрывают параллельными тонкими защитными пленками, которые могут быть плотно прикреплены к поверхности путем, например, применения набора мягких кистей к лентам.
На Фиг. 20 приведен схематический чертеж, показывающий нижний слой 2003 с вытравленным объемом как часть вытравленного объема 2028. Часть нижнего слоя, прилегающая к вытравленному объему, покрыта защитным слоем 2068, таким как пленка Kapton ®, лак или воск.
На Фиг. 21 показано изображение, полученное на оптическом микроскопе, вида сверху образца, полученного как в ПРИМЕРЕ А. Профиль получен путем травления в 15%-ной HNO3 с подачей тока 450 мА в течение 1 мин. Пунктирная линия 2169 указывает положение защитной пленки Kapton ® во время травления (пленка была помещена только на левую сторону от пунктирной линии). Примите к сведению, что пленка Kapton ® была удалена перед осаждением серебра. На левой стороне изображения показана линия резки, т.е. открытая область 2123 без травления и со слоем серебра. На правой стороне показана линия резки после травления, т.е. вытравленная область 2128, и со слоем серебра. Эта фигура показывает, что для защиты от травления можно использовать, например, пленку Kapton ®.
Способ защиты - I.B:
Защитный лак или воск могут быть нанесены параллельными линиями с использованием устройство для нанесения покрытия путем экструзии или любым альтернативным способом нанесения покрытия. Лак или воск впоследствии можно удалить, использовав ацетон или горячую воду.
Устройство для осуществления способа согласно первому аспекту
На Фиг. 22 показано устройство, расположенное для осуществления способа согласно первому аспекту. На этой фигуре показана система катушек, в которой металлическая лента переходит с первой катушки 2271 на вторую катушку 2287 и в ходе этого процесса трансформируется в подложку, подходящую для поддержки удлиненного сверхпроводящего элемента, проходя через ванну для ультразвуковой очистки 2272, содержащую ацетон и/или этанол, сушилку 2273, в которой используют воздух или азот (N2), нагреватель 2274, в котором используют воздух и/или азот (N2), чтобы сформировать верхний оксидный/нитридный слой, комплект валов, включающий верхний вал 2216 и нижний вал 2218 (такие как валы, подобные валам на Фиг. 15), чтобы сформировать разрывные полосы и открытые области (примите к сведению, что лента продолжает движение по пунктирной линии), ванну для травления 2277 с HNO3, где ленту подвергают травлению, первую ванну для очистки 2278 с водой, ванну для удаления оксида 2279, в которой может применяться ультразвук, например, ультразвук в HCl и/или этаноле, вторую ванну для очистки 2280 с водой, сушилку 2281, в которой используют воздух или азот (N2) (примите к сведению, что лента продолжает движение по пунктирной линии), устройство 2282 для нанесения ленты/воска/лака на профиль (как предложено в ПРИМЕРЕ I), ванну для электрохимического полирования 2283, содержащую H3PO4, третью ванну для очистки 2284 с водой, четвертую ванну для очистки 2285 с водой, сушилку 2286, в которой используют воздух или азот (N2), и, в заключение, поступая на вторую катушку 2287.
Суммируя, предложен способ получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, в котором, например, процесс деформации используют для формирования разрывных полос в слоистом сплошном элементе, и травление используют для получения подтравленных объемов (330, 332) между верхним слоем (316) и нижним слоем (303) слоистого сплошного элемента. Такие относительно простые этапы позволяют получить подложку, которая может быть превращена в сверхпроводящую структуру, такую как сверхпроводящая лента, имеющая уменьшенные потери переменного тока, поскольку подтравленные объемы (330, 332) могут использоваться для разделения слоев материала. В еще одном варианте осуществления сверхпроводящий слой помещают поверх верхнего слоя (316) и/или нижнего слоя (303), чтобы получить сверхпроводящую структуру с уменьшенными потерями переменного тока.
В примерах вариантов осуществления Е1-Е15 изобретение может относиться к:
Е1) способу получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, причем способ включает этапы:
- предоставления слоистого сплошного элемента, причем слоистый сплошной элемент включает:
- нижний слой (303) и
- верхний слой (316), причем верхний слой расположен рядом с нижним слоем и, по меньшей мере частично, закрывает нижний слой,
- формирования нескольких разрывных полос в верхнем слое (316), посредством чего формируют несколько открытых областей (323) нижнего слоя (303), причем каждая открытая область выполнена вдоль разрывной полосы,
- травления открытых областей (323), чтобы сформировать подтравленные объемы (330, 332) между верхним слоем (316) и нижним слоем (303), причем каждый подтравленный объем выполнен вдоль разрывной полосы, и причем используется травитель, у которого скорость травления нижнего слоя (303) выше, чем скорость травления верхнего слоя (316);
Е2) способу получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, в котором этап
- формирования нескольких разрывных полос в верхнем слое, посредством чего формируют несколько открытых областей нижнего слоя, причем каждая открытая область выполнена вдоль разрывной полосы,
включает процесс деформации;
Е3) способу получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента согласно любому из предшествующих вариантов осуществления, в котором этап предоставления слоистого сплошного элемента включает
a) предоставление первичного сплошного элемента (202), причем первичный сплошной элемент имеет первичный верхний слой (314), являющийся по существу однородным,
b) формирование верхнего слоя (316) слоистого сплошного элемента любым одним из:
i) упрочнения верхней части первичного верхнего слоя (314), такого как упрочнение в газовой среде,
ii) легирования верхней части первичного верхнего слоя (314),
iii) получения оксидного или нитридного слоя в пределах верхней части первичного верхнего слоя;
Е4) способу получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, согласно варианту осуществления Е2, в котором этап формирования нескольких разрывных полос в верхнем слое (316) в процессе деформации включает прижатие части верхнего слоя к нижнему слою (303);
Е5) способу получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, согласно любому из предшествующих вариантов осуществления, в котором толщина (362) верхнего слоя (316) слоистого сплошного элемента составляет от 1 нм до 100 мкм;
Е6) способу получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, согласно любому из предшествующих вариантов осуществления, в котором расстояние (752) между соседними разрывными полосами в пределах нескольких разрывных полос составляет от 1 мкм до 1 мм;
Е7) способу получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, согласно любому из предшествующих вариантов осуществления, в котором расстояние (748) между плоскостью, параллельной верхней поверхности нижнего слоя (303) или верхней поверхности верхнего слоя (326), и плоскостью, тангенциальной к низу нескольких разрывных полос, достаточно большое, чтобы сверхпроводящий материал, помещенный на подложку, имел части в разрывных полосах и между разрывными полосами, которые физически разделены;
Е8) способу получения удлиненного сверхпроводящего элемента, причем способ, кроме того, включает помещение слоя сверхпроводящего материала (642, 644, 646) на верхний слой (316) и/или нижний слой (303) слоистого сплошного элемента согласно любому из предшествующих вариантов осуществления, так что подтравленные объемы (330, 332) служат для физического разделения отдельных линий сверхпроводящего материала;
Е9) способу получения удлиненного сверхпроводящего элемента согласно вариант осуществления Е8, причем способ, кроме того, включает помещение:
a) слоя буферного материала (640) на верхний слой (316) и/или нижний слой (303) слоистого сплошного элемента согласно любому одному из вариантов осуществления Е1-Е6, и
b) слоя сверхпроводящего материала (642, 644, 646) на буферный материал,
так что подтравленные объемы (330, 332) служат для физического разделения отдельных линий сверхпроводящего материала и/или буферного материала;
Е10) способу получения удлиненного сверхпроводящего элемента согласно любому одному из вариантов осуществления Е8, Е9, в котором этап помещения слоя сверхпроводящего материала (642, 644, 646) и/или слоя буферного материала (640) является процессом прямой видимости;
E11) способу получения удлиненного сверхпроводящего элемента согласно любому одному из вариантов осуществления Е8-Е10, причем способ, кроме того, включает помещение шунтирующего слоя на слой сверхпроводящего материала (642, 644, 646);
Е12) подложке, подходящей для поддержки удлиненного сверхпроводящего элемента, причем подложка включает:
слоистый сплошной элемент, причем слоистый сплошной элемент включает:
- нижний слой (303),
- линии верхнего слоя (316), причем линии верхнего слоя (316) расположены рядом с нижним слоем (303) и частично покрывают нижний слой,
и причем несколько разрывных полос между линиями верхнего слоя (316) разделяют линии верхнего слоя (316),
и причем подтравленные объемы (330, 332) расположены между линиями верхнего слоя (316) и нижним слоем (303), и каждый подтравленный объем выполнен вдоль разрывной полосы;
Е13) подложке (600), подходящей для поддержки удлиненного сверхпроводящего элемента, согласно варианту осуществления Е12, причем подложка является лентой;
Е14) удлиненному сверхпроводящему элементу, включающему:
- подложку согласно любого одного из вариантов осуществления Е12, Е13,
- сверхпроводящий слой, помещенный на подложку, так что подтравленные объемы (330, 332) физически разделяют отдельные линии сверхпроводящего материала;
Е15) использованию удлиненного сверхпроводящего элемента согласно варианту осуществления Е14 в любом одном из рабочей магнитной катушки, трансформатора, генератора, магнитно-резонансного сканера, магнитного криостата, большого адронного коллайдера, кабеля сети переменного тока, умной сети.
Хотя настоящее изобретение было описано в связи с определенными вариантами осуществления, оно не должно истолковываться как в какой-либо мере ограниченное представленными примерами. Объем настоящего изобретения определен прилагаемой формулой изобретения. В контексте формулы изобретения термины "включающий" или "включает" не исключают другие возможные элементы или этапы. Также применение единственного числа не должно истолковываться как исключающее множественное число. Использование справочных обозначений в пунктах формулы изобретения в отношении элементов на чертежах также не должно истолковываться как ограничивающее объем изобретения. Кроме того, отдельные признаки, указанные в пунктах формулы изобретение, могут быть возможно объединены и упоминание этих признаков в разных пунктах формулы изобретения не исключает того, что сочетание таких признаков невозможно и неблагоприятно.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПОЛОСКОВЫЙ ПРОВОДНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2546127C2 |
| ОКСИДНЫЙ СВЕРХПРОВОДЯЩИЙ ПРОВОД И СПОСОБ ИЗГОТОВЛЕНИЯ ОКСИДНОГО СВЕРХПРОВОДЯЩЕГО ПРОВОДА | 2012 |
|
RU2570047C1 |
| СВЕРХПРОВОДЯЩИЙ ПРОВОД И СВЕРХПРОВОДЯЩАЯ КАТУШКА | 2013 |
|
RU2575664C1 |
| Сверхпроводник и способ его изготовления | 2014 |
|
RU2643162C2 |
| ТЕКСТУРИРОВАННАЯ ПОДЛОЖКА ДЛЯ ФОРМИРОВАНИЯ ЭПИТАКСИАЛЬНОЙ ПЛЕНКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2575286C1 |
| СПОСОБ ГРАВИМЕТРИЧЕСКОГО ОПРЕДЕЛЕНИЯ ТОЛЩИНЫ СВЕРХПРОВОДЯЩЕГО СЛОЯ ВТСП ПРОВОДОВ ВТОРОГО ПОКОЛЕНИЯ | 2018 |
|
RU2687312C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ СВЕРХПРОВОДЯЩИЙ ЛЕНТОЧНЫЙ ПРОВОД, ИМЕЮЩИЙ ВЫСОКУЮ ДОПУСТИМУЮ ТОКОВУЮ НАГРУЗКУ | 2011 |
|
RU2548946C2 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХПРОВОДЯЩЕГО ПЛЕНОЧНОГО ПОКРЫТИЯ ИЗ НИТРИДА НИОБИЯ И ПРОВОДНИКА НА ЕГО ОСНОВЕ | 1999 |
|
RU2173733C2 |
| ТОНКОПЛЕНОЧНЫЙ ТРАНЗИСТОР С НИЗКИМ КОНТАКТНЫМ СОПРОТИВЛЕНИЕМ | 2014 |
|
RU2662945C1 |
| ОКСИДНЫЙ СВЕРХПРОВОДЯЩИЙ ПРОВОД | 2014 |
|
RU2606959C1 |
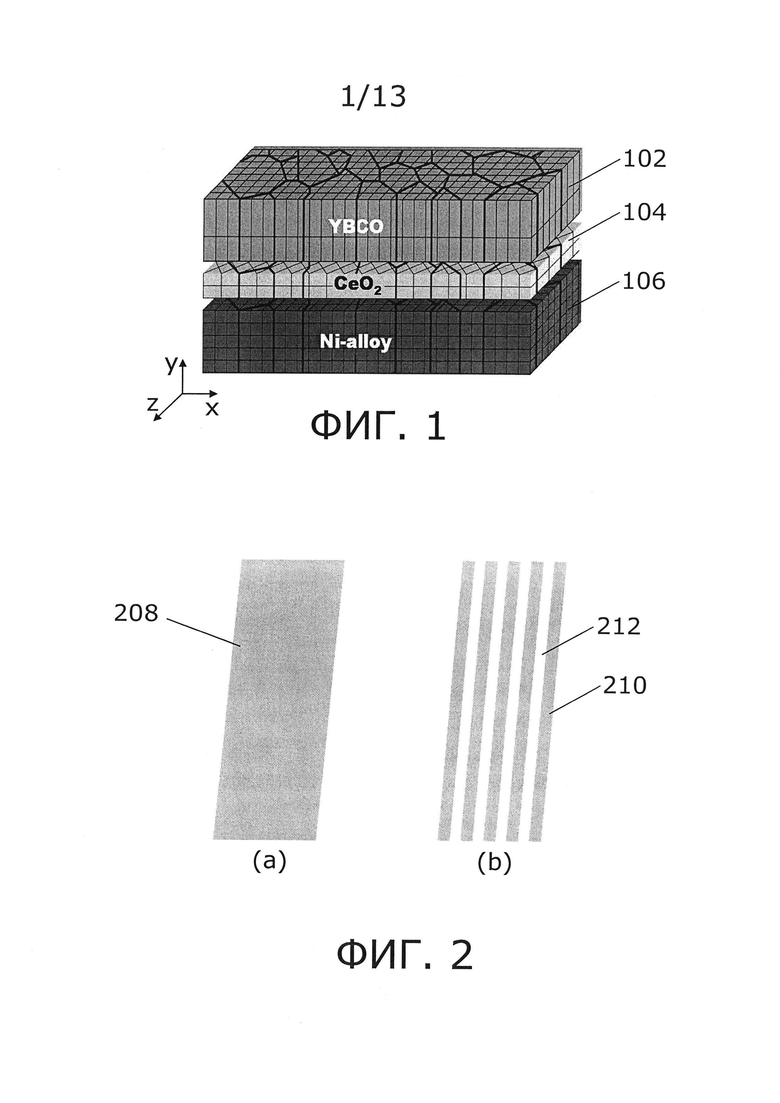
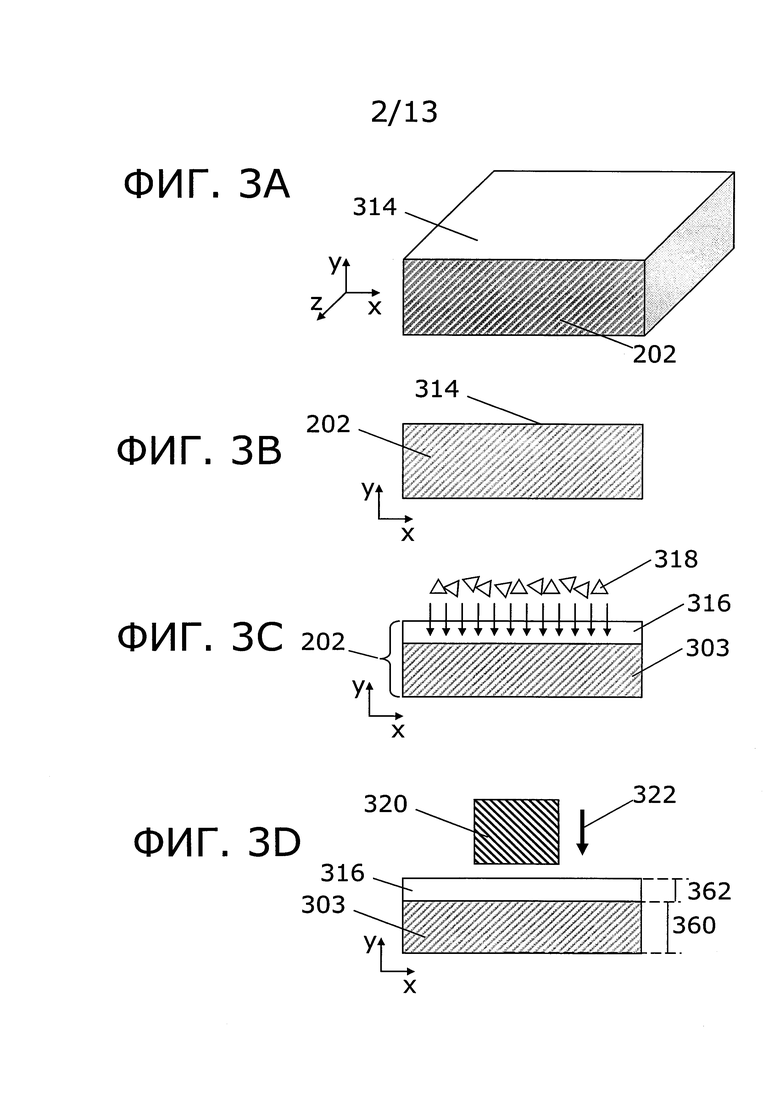
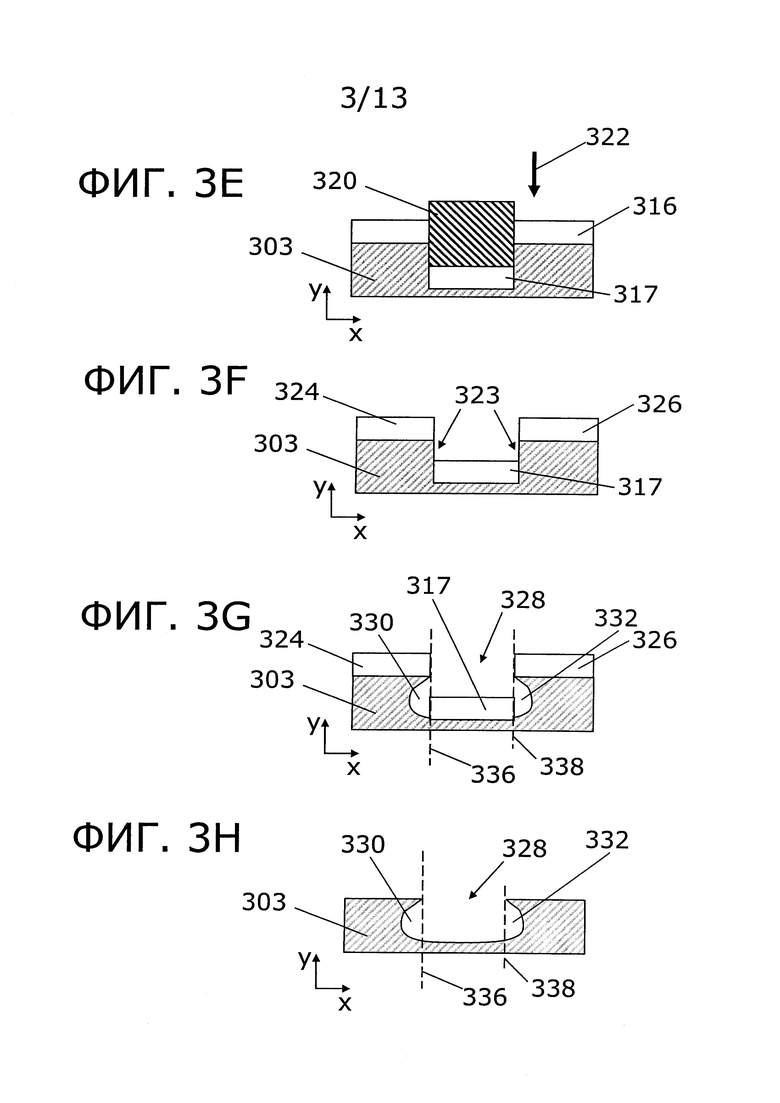
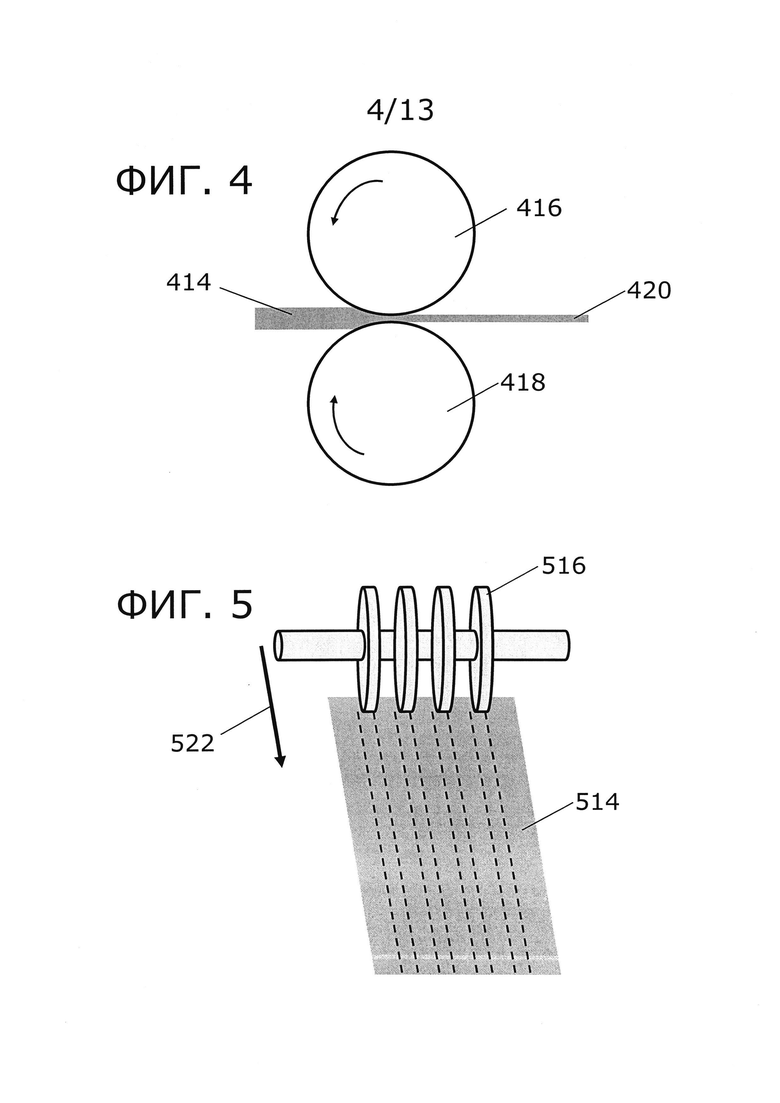
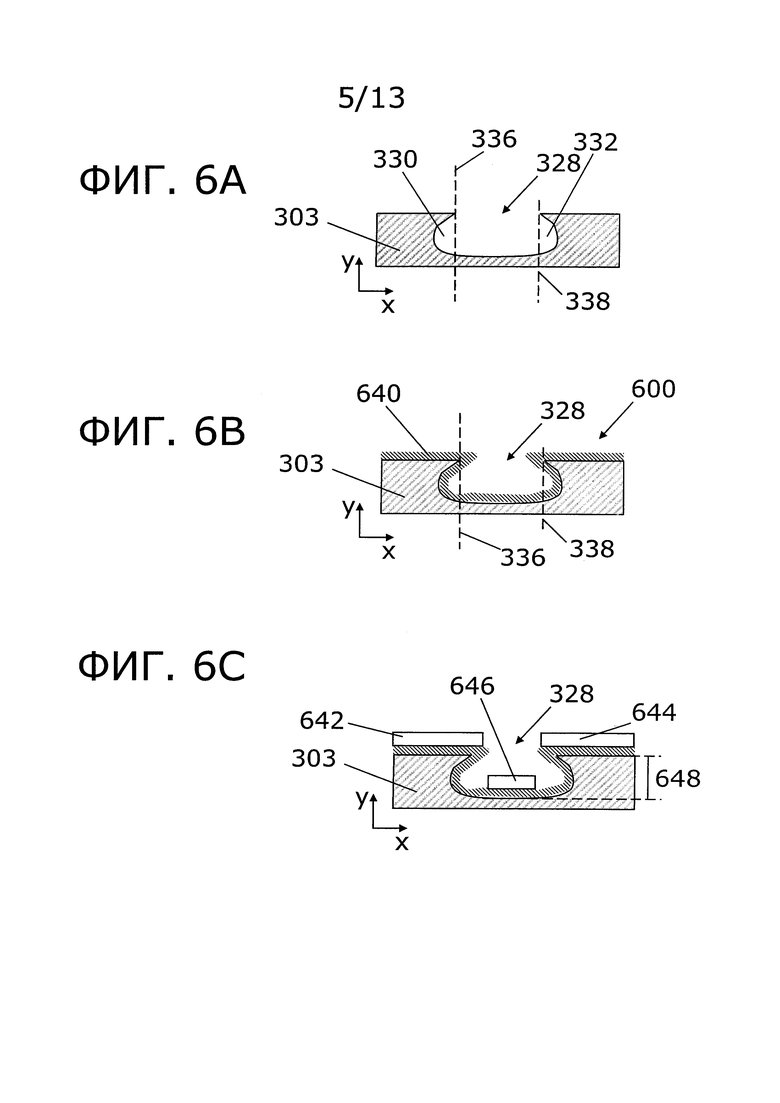
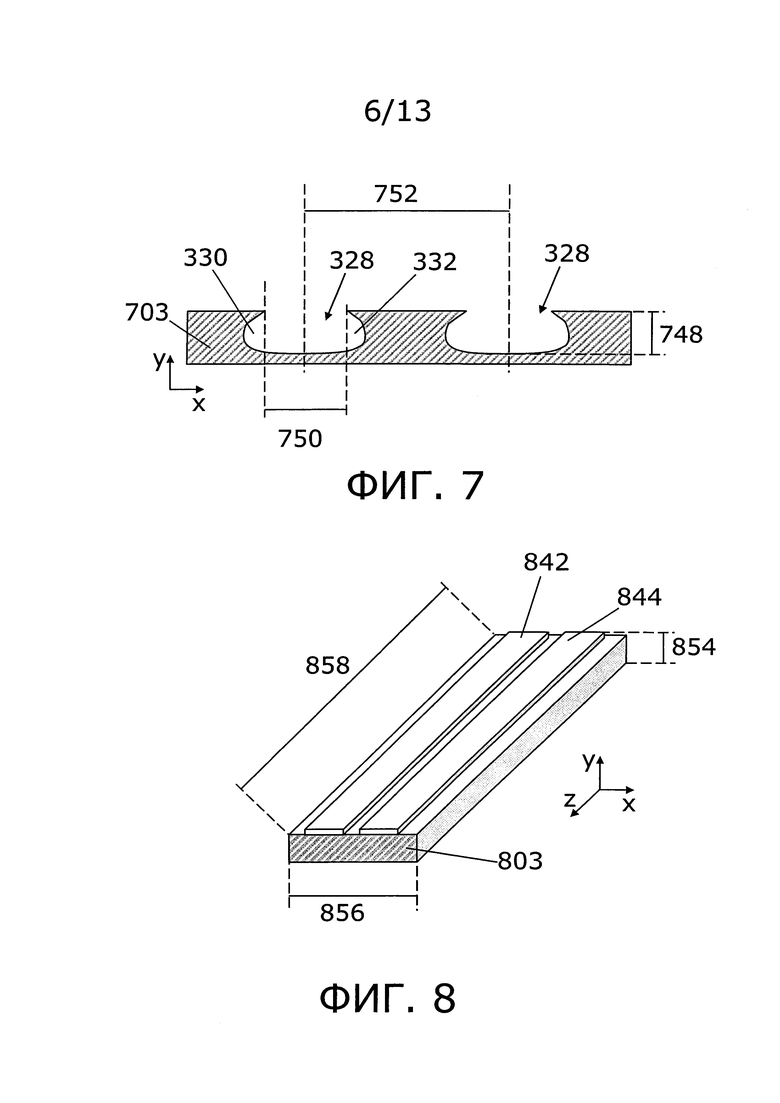
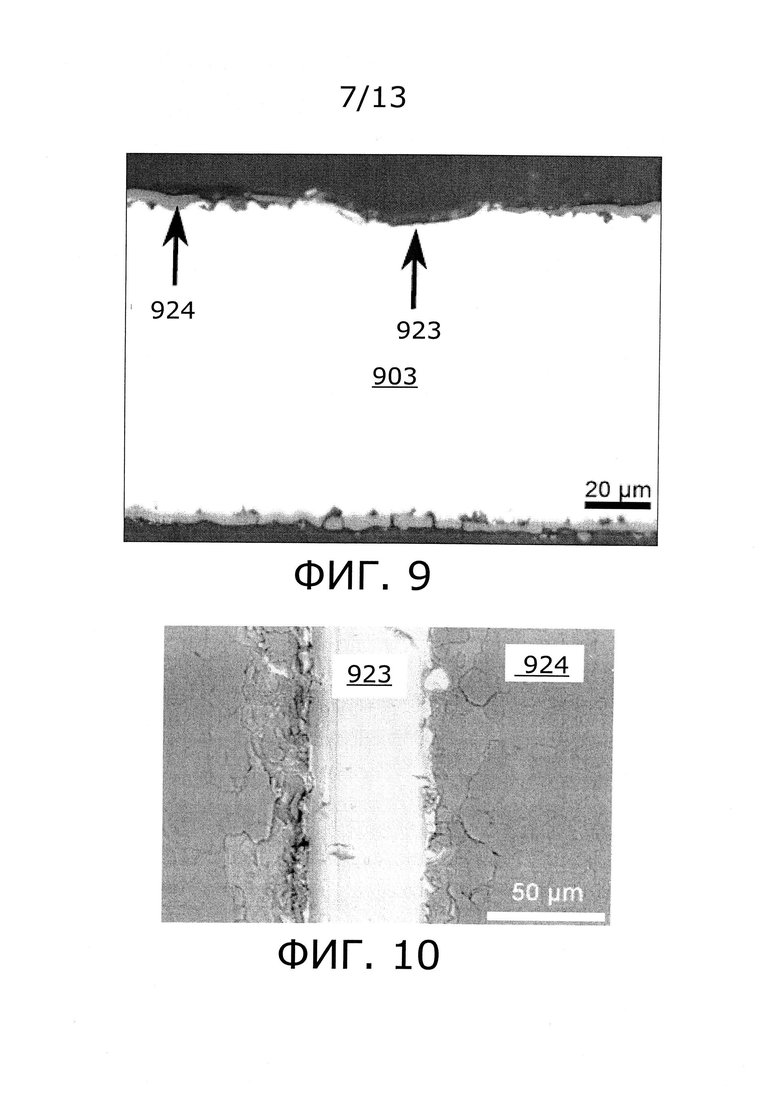
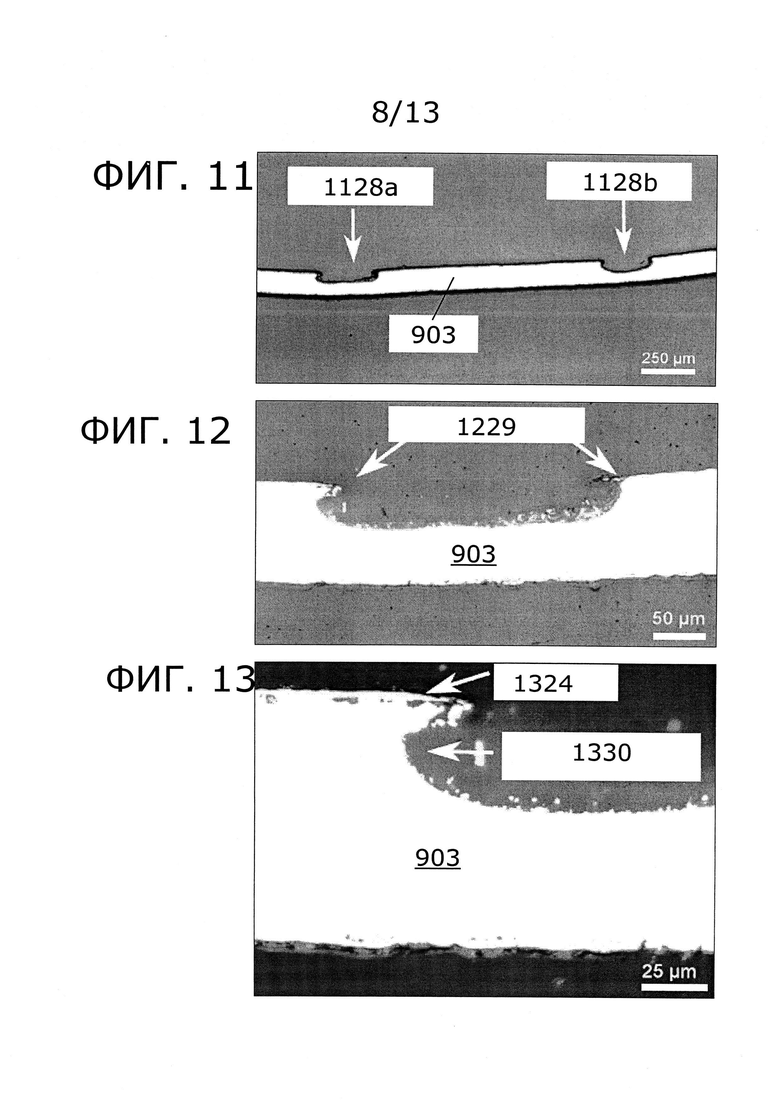
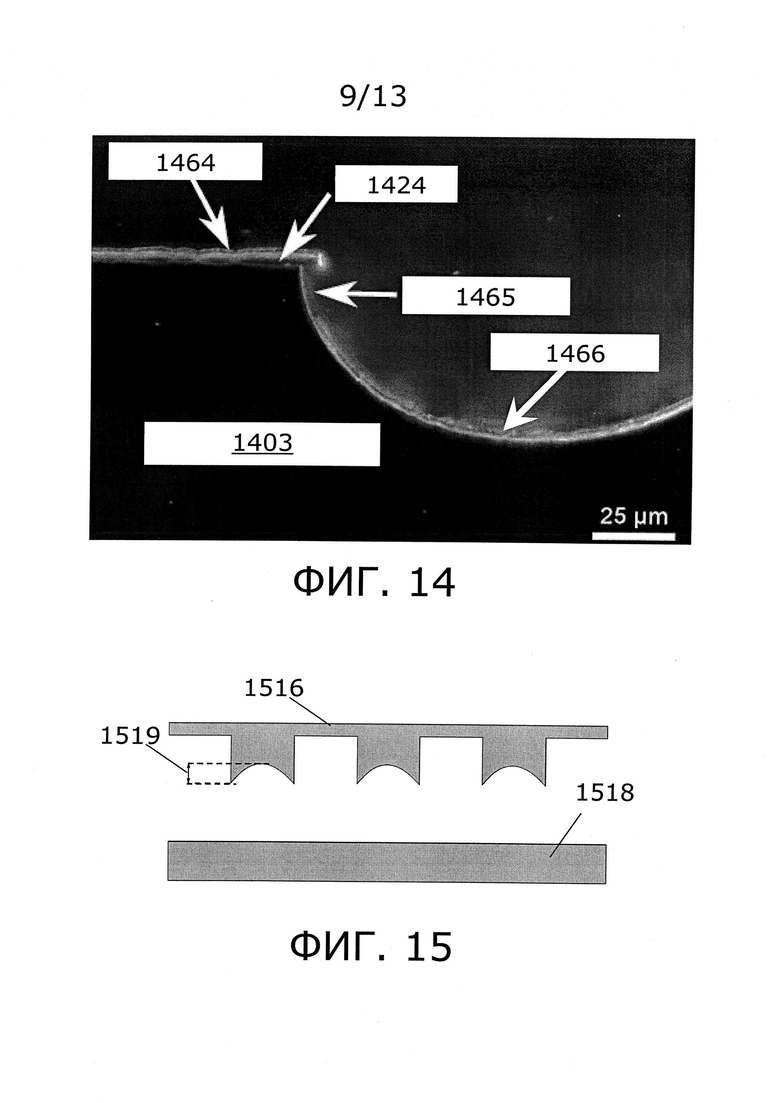
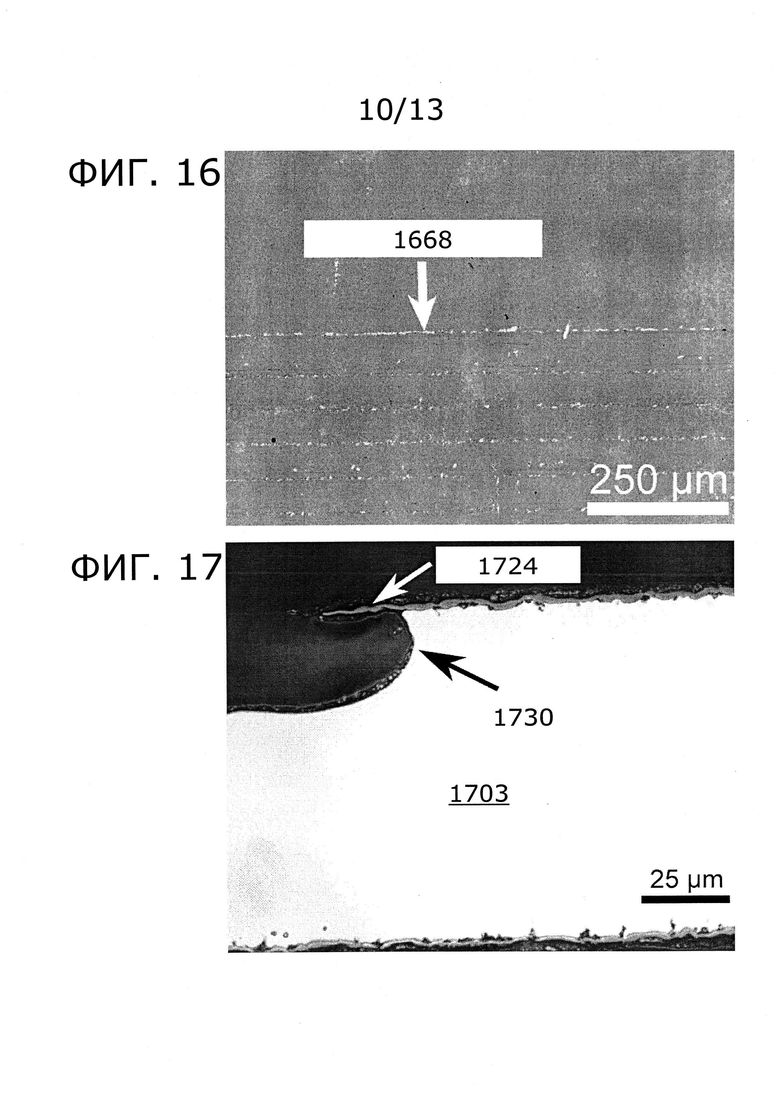
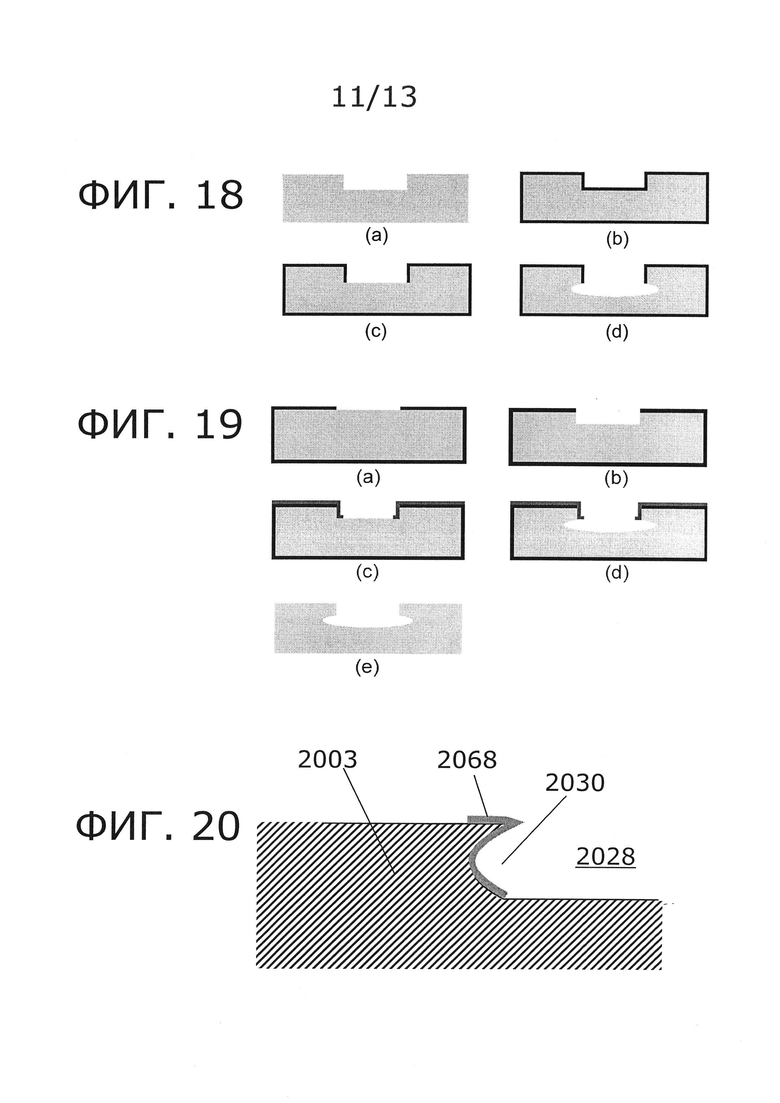
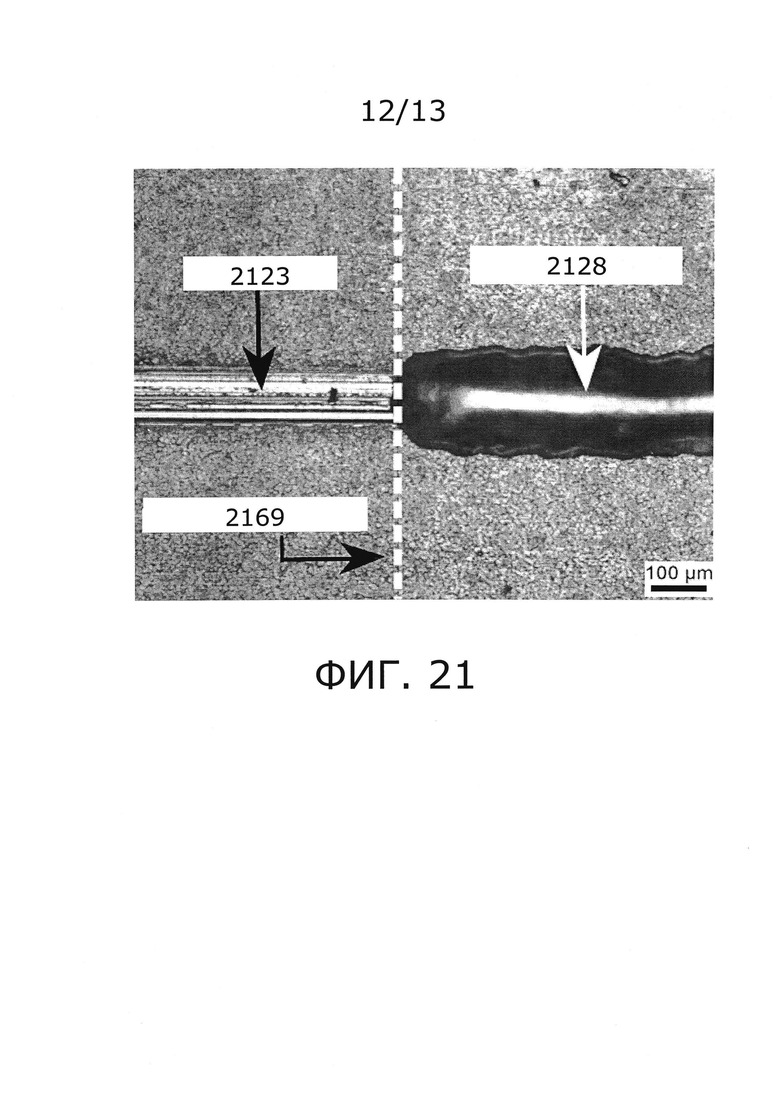
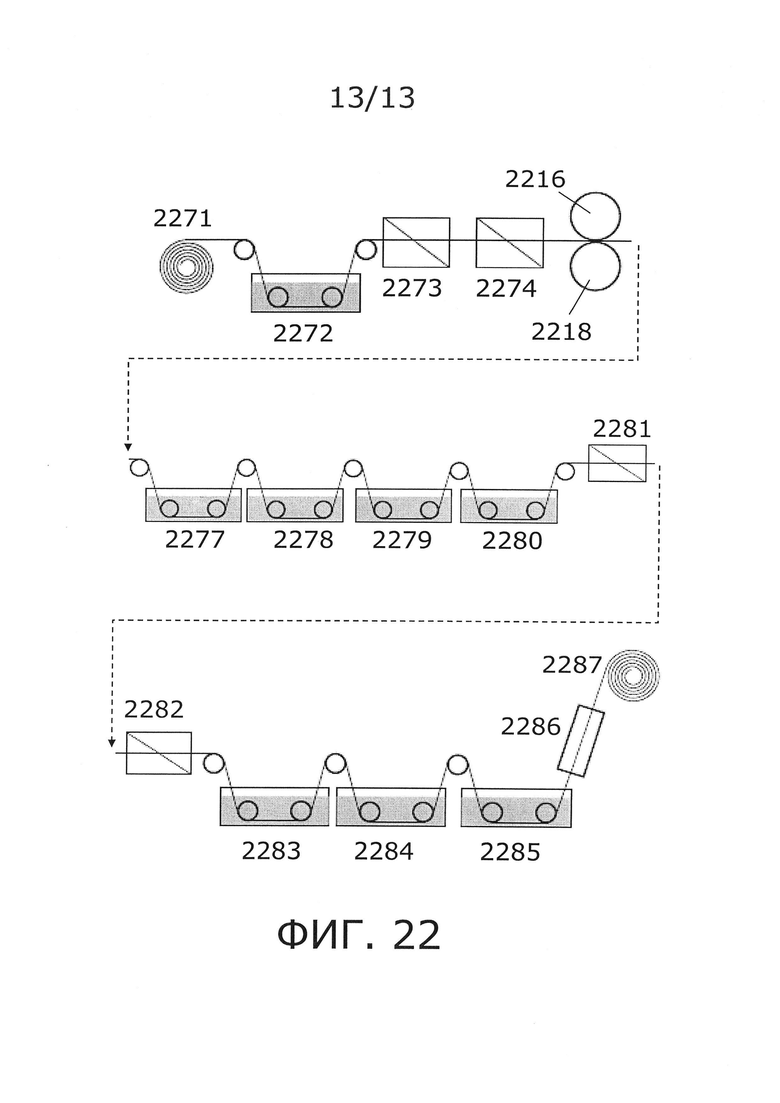
Использование: для поддержки удлиненного сверхпроводящего элемента. Сущность изобретения заключается в том, что способ включает предоставление слоистого сплошного элемента, причем слоистый сплошной элемент включает нижний слой (303) и верхний слой (316), причем верхний слой расположен рядом с нижним слоем и, по меньшей мере частично, закрывает нижний слой, формирование нескольких разрывных полос в верхнем слое (316), посредством чего формируют несколько открытых областей (323) нижнего слоя (303), где каждая открытая область выполнена вдоль разрывной полосы, травление открытых областей (323), чтобы сформировать подтравленные объемы (330, 332) между верхним слоем (316) и нижним слоем (303), причем каждый подтравленный объем выполнен вдоль разрывной полосы, и причем применяют травитель, у которого скорость травления нижнего слоя (303) выше, чем скорость травления верхнего слоя (316). Технический результат: обеспечение возможности создания подложки с уменьшенными потерями переменного тока при непрерывной обработке ее больших длин. 8 н. и 12 з.п. ф-лы, 22 ил.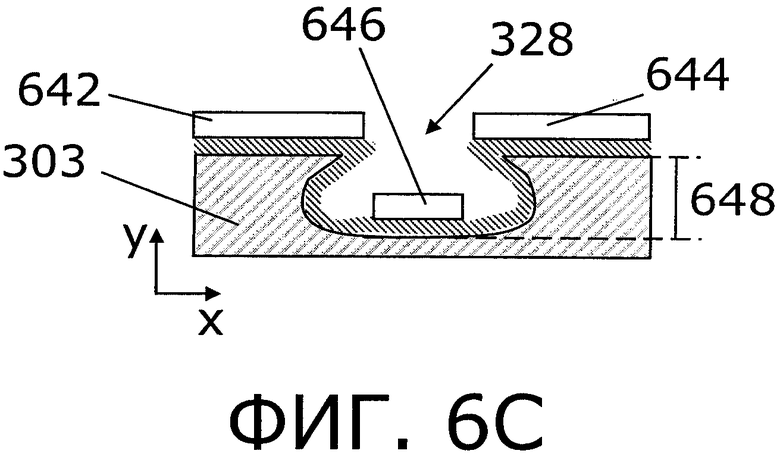
1. Способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, причем способ включает:
- предоставление слоистого сплошного элемента, причем слоистый сплошной элемент включает
- нижний слой (303) и
- верхний слой (316),
причем верхний слой расположен рядом с нижним слоем и, по меньшей мере частично, закрывает нижний слой,
- формирование нескольких разрывных полос в верхнем слое (316), посредством чего формируют несколько открытых областей (323) нижнего слоя (303), где каждая открытая область выполнена вдоль разрывной полосы,
отличающийся тем, что способ, кроме того, включает:
- травление открытых областей (323), чтобы сформировать подтравленные объемы (330, 332) между верхним слоем (316) и нижним слоем (303), причем каждый подтравленный объем выполнен вдоль разрывной полосы, и причем применяют травитель, у которого скорость травления нижнего слоя (303) выше, чем скорость травления верхнего слоя (316).
2. Способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, по п. 1, отличающийся тем, что подтравленные объемы расположены ниже остающихся частей нижнего слоя.
3. Способ получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, по п. 1, отличающийся тем, что этап
- формирования нескольких разрывных полос в верхнем слое, посредством чего формируют несколько открытых областей нижнего слоя, причем каждая открытая область выполнена вдоль разрывной полосы,
включает процесс деформации.
4. Способ получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, по п. 1, отличающийся тем, что этап предоставления слоистого сплошного элемента включает
a) предоставление первичного сплошного элемента (202), причем первичный сплошной элемент имеет первичный верхний слой (314), являющийся по существу однородным,
b) формирование верхнего слоя (316) слоистого сплошного элемента любым одним из:
i) упрочнения верхней части первичного верхнего слоя (314), такого как упрочнение в газовой среде,
ii) легирования верхней части первичного верхнего слоя (314),
iii) получение оксидного или нитридного слоя в пределах верхней части первичного верхнего слоя.
5. Способ получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, по п. 3, отличающийся тем, что этап формирования нескольких разрывных полос в верхнем слое (316) в процессе деформации включает прижатие части верхнего слоя к нижнему слою (303).
6. Способ получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, по любому из предшествующих пунктов, отличающийся тем, что толщина (362) верхнего слоя (316) слоистого сплошного элемента составляет от 1 нм до 100 мкм.
7. Способ получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, по любому из пп. 1-5, отличающийся тем, что расстояние (752) между соседними разрывными полосами в пределах нескольких разрывных полос составляет от 1 мкм до 1 мм.
8. Способ получения подложки (600), подходящей для поддержки удлиненного сверхпроводящего элемента, по п. 1, отличающийся тем, что расстояние (748) между плоскостью, параллельной верхней поверхности нижнего слоя (303) или верхней поверхности верхнего слоя (316), и плоскостью, тангенциальной к низу нескольких разрывных полос, достаточно большое, чтобы обеспечить, что сверхпроводящий материал, помещенный на подложку, будет иметь части в разрывных полосах и между разрывными полосами, которые физически разделены.
9. Способ получения удлиненного сверхпроводящего элемента, отличающийся тем, что способ включает помещение слоя сверхпроводящего материала (642, 644, 646) на верхний слой (316) и/или нижний слой (303) подложки, полученной по любому из предшествующих пунктов, так что подтравленные объемы (330, 332) служат для физического разделения отдельных линий сверхпроводящего материала.
10. Способ получения удлиненного сверхпроводящего элемента, отличающийся тем, что способ включает этапы получения подложки, подходящей для поддержки удлиненного сверхпроводящего элемента, по любому одному из пп. 1-8, и отличающийся тем, что способ, кроме того, включает помещение слоя сверхпроводящего материала (642, 644, 646) на верхний слой (316) и/или нижний слой (303) слоистого сплошного элемента, так что подтравленные объемы (330, 332) служат для физического разделения отдельных линий сверхпроводящего материала.
11. Способ получения удлиненного сверхпроводящего элемента по п. 10, отличающийся тем, что способ, кроме того, включает помещение
c) слоя буферного материала (640) на верхний слой (316) и/или нижний слой (303) слоистого сплошного элемента по любому одному из пп. 1-6, и
d) слоя сверхпроводящего материала (642, 644, 646) на буферный материал,
так что подтравленные объемы (330, 332) служат для физического разделения отдельных линий сверхпроводящего материала и/или буферного материала.
12. Способ получения удлиненного сверхпроводящего элемента по п. 10, отличающийся тем, что этап помещения слоя сверхпроводящего материала (642, 644, 646) является процессом прямой видимости.
13. Способ получения удлиненного сверхпроводящего элемента по п. 11, отличающийся тем, что этап помещения слоя сверхпроводящего материала (642, 644, 646) и/или слоя буферного материала (640) является процессом прямой видимости.
14. Способ получения удлиненного сверхпроводящего элемента по любому одному из пп. 10-13, причем способ, кроме того, включает помещение шунтирующего слоя на слой сверхпроводящего материала (642, 644, 646).
15. Подложка, подходящая для поддержки удлиненного сверхпроводящего элемента, причем подложка включает:
слоистый сплошной элемент, причем слоистый сплошной элемент включает
- нижний слой (303),
- линии верхнего слоя (316),
отличающийся тем, что линии верхнего слоя (316) расположены рядом с нижним слоем (303) и частично закрывают нижний слой,
отличающийся тем, что несколько разрывных полос между линиями верхнего слоя (316) разделяют линии верхнего слоя (316),
отличающийся тем, что подтравленные объемы (330, 332) расположены между линиями верхнего слоя (316) и нижним слоем (303), причем каждый подтравленный объем выполнен вдоль разрывной полосы.
16. Подложка (600), подходящая для поддержки удлиненного сверхпроводящего элемента, по п. 15, отличающаяся тем, что подложка является лентой.
17. Удлиненный сверхпроводящий элемент, включающий:
- подложку по любому одному из пп. 15 или 16,
- сверхпроводящий слой, помещенный на подложку, так что подтравленные объемы (330, 332) физически разделяют отдельные линии сверхпроводящего материала.
18. Устройство для осуществления способа по любому одному из пп. 1-8.
19. Устройство для осуществления способа по любому одному из пп. 10-14.
20. Использование удлиненного сверхпроводящего элемента по п. 17 в любом одном из рабочей магнитной катушки, трансформатора, генератора, магнитно-резонансного сканера, магнитного криостата, большого адронного коллайдера, сети переменного тока, умной сети.
| US 20070191202 A1, 16.08.2007 | |||
| US 20110263432 A1, 27.10.2011 | |||
| US 5212147 A, 18.05.1993 | |||
| US 4264916 A, 28.04.1981 | |||
| US 4256816 A, 17.03.1981. |

