Предлагаемая группа изобретений относится к области авиационного двигателестроения, а именно, к лопатке вентилятора авиационного ТРДД длиной 700÷1500 мм с демпфером для гашения вибраций.
Повышение надежности путем предупреждения усталостных повреждений рабочих лопаток является актуальной задачей современного авиадвигателестроения.
Известна широкохордая лопатка вентилятора двигателя Trent 900 фирмы Rolls - Royce, который устанавливается на самолет Аэробус А380-800. Лопатка пустотелая из титанового сплава и внутри упрочнена плоскими радиальными ребрами по принципу строительной фермы Уоррена (решетка из равносторонних треугольников). Это делает лопатку прочной, жесткой и легкой. Технология изготовления лопатки предусматривает придание плоским пластинам, из которых выполнены поверхности лопатки с частью замка, заданной формы и размеров оболочек лопатки, укладывание оболочек и заранее изготовленных радиальных ребер в штамп, повторяющий форму и размеры лопатки, и диффузионное сращивание по периметру касания оболочек между собой и ребрами при внешнем давлении и температуре 920-950°С и последующим деформированием лопатки в состоянии сверхпластичности титана для придания ей окончательной формы (см. Trent 900. Лопатка широкохордая пустотелая из титанового сплава. Интернет. ya-pilot.ru/viewtopic.php%3Fpid=821.html и Интернет. Sovremennye lopatki ventilyatora.pptx).
Конструкции современных длинных пустотелых широкохордых лопаток вентилятора авиационного ДТРД и способы их изготовления описаны также в работе (см. Интернет. Sovremennye lopatki ventilyatora.pptx).
Общим недостатком пустотелых широкохордых лопаток, описанных в этих работах, является то обстоятельство, что в конструкции этих лопаток не предусмотрена установка специального демпфирующего устройства, что при очень крупных размерах этих лопаток и подверженности их большим вибрационным и ударным нагрузкам оказывается важной проблемой, вследствие чего появляются усталостные трещины при колебании лопаток в полете. В эксплуатации даже вынуждены вводить периодические осмотры лопаток для выявления трещин, и может оказаться, что в ряде практических случаях конструктор столкнется с необходимостью разработки конструкции пустотелой широкохордой лопатки с высокоэффективным демпфирующим устройством и способа ее изготовления.
Конструкционное демпфирование (в замке лопатки) и демпфирование в материале этих лопаток мало, а аэродинамическое демпфирование резко падает на нерасчетных режимах (см. Б.Ф. Шорр, Г.В. Мельникова, Н.Н. Серебряков "Разработка технологий демпфирования рабочих лопаток турбин ТВД", ТО №13496,2009). Поэтому для предотвращения опасных резонансных колебаний лопаток применяют специальные демпфирующие устройства. В известных случаях это устройства конструкционного демпфирования, в которых энергия колебаний рассеивается за счет работы сил сухого (кулонова) трения между контактирующими поверхностями при их взаимном упругом проскальзывании в процессе колебаний. Этот вид демпфирования выбран потому, что его использование позволяет создавать специальные демпфирующие устройства, обеспечивающие оптимальный уровень демпфирования рабочих лопаток турбомашин при конструктивных параметрах демпфирующих устройств. Под конструктивными параметрами здесь понимаются параметры, не существенно ухудшающие габаритные, массовые, технологические, конструктивные характеристики рабочих колес турбомашин и при этом улучшающие эксплуатационные характеристики этих колес и турбомашины в целом.
Нам не удалось отыскать хотя бы один пример успешного практического применения в серийно выпускаемой турбомашине специальных демпфирующих устройств пустотелых широкохордых лопаток вентилятора.
Достаточно подробный анализ достоинств и недостатков известных запатентованных конструкций лопаток с демпфирующими устройствами с конструкционным демпфированием изложен в работе (см. патент РФ №2626523. Длинная пустотелая широкохордая лопатка вентилятора и способ ее изготовления / Эскин И.Д. и А.И. Ермаков, опуб. 28.07.2017. Бюл. 2) и здесь не приводится. Сравнительный анализ этих предложений позволяет сделать вывод, что конструкция пустотелой лопатки вентилятора авиационного ТРДД, предложенная в этом патенте, обладает наиболее высокими упругофрикционными характеристиками и по технической сущности наиболее близка к предлагаемой и принята за прототип.
В патенте РФ №2626523 предлагается длинная пустотелая широкохордая лопатка авиационного ТРДД с демпфирующим устройством, состоящая из оболочки, выполненной из листа титанового сплава, и жестко скрепленных с ней силовых несущих элементов (ребер), выполненных кроме одного из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, или борных волокон с покрытием карбида кремния в алюминиевой матрице, или углеродных волокон, причем n+1 силовых несущих элементов, выполнены в виде замков "ласточкина хвоста", и размещены между других n силовых несущих элементов и на краях замка лопатки, n силовых несущих элементов, выполненных из композиционного материала, имеют замковую часть, выполненную в виде "ласточкина хвоста", и размещенную внутри оболочки часть в виде стержня с постоянным или постепенно сужающимся к концу лопатки поперечным четырехугольным сечением со стороной или сторонами, контактирующими с оболочкой, повторяющими ее форму, все несущие элементы диффузионной сваркой при температуре и давлении замковыми частями скреплены друг с другом, а частями, размещенными внутри оболочки, - с оболочкой, внутри оболочки размещен еще один силовой несущий элемент - лонжерон, выполненный из титанового сплава, состоящий из замковой чисти, выполненной в виде "ласточкина хвоста" замка лопатки, выполненных за одно целое с замковой частью центрального стержня с четырехугольным постоянным или постепенно сужающимся к концу лопатки сечением и двух стоек с поперечным четырехугольным сечением, со сторонами, контактирующими с оболочкой, повторяющими ее форму, между каждой стойкой и центральным стержнем лонжерона имеется прямоугольная щель, расположенная параллельно хорде некоторого поперечного сечения лопатки, при котором при заданной закрутке пера лопатки обеспечивалась прочность стоек и центрального стержня лонжерона, причем каждая щель заглублена в замковую часть лонжерона, в каждой из этих двух щелей, на стойки установлена гладкая, стальная каленая или нагартованная, шлифованная лента, а на стержень лонжерона установлена гладкая, стальная каленая или нагартованная, шлифованная лента - вставка с выемками, выполненными по дуге окружности на одной из сторон ленты, и в каждой из двух щелей между гладкой лентой и лентой -вставкой с требуемым натягом по вершинам гофров размещен многопролетный пакет, собранный "гофр в гофр" из одной, двух или более стальных, каленых или нагартованных шлифованных лент так, что гофры пакета, опирающиеся на ленту - вставку, размещены в ее выемках, и вершины гофров опираются на выемки в их плоскости симметрии, и на свободном конце стержня лонжерона выполнены полки, располагающиеся над стойками, и между торцами полки и оболочкой имеются зазоры, лента - вставка отогнутым концом опирается на полку, а гладкая лента отогнута на торец стойки и отогнутым концом опирается на отогнутый конец ленты -вставки так, что при колебаниях лопатки происходят взаимные упругие проскальзывания с сухим трением отогнутых концов этих лент, диффузионной сваркой при температуре и давлении замковая часть лонжерона жестко соединена с замками контактирующих с нею несущих силовых элементов и с оболочкой и стойки жестко соединены с оболочкой, все ленты изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при 600°С, контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре.
Способ изготовления этой длинной пустотелой широкохордой лопатки вентилятора, состоит в том, что из листа титанового сплава изготовляют оболочку лопатки требуемой формы и размеров и лонжерон с замковой частью и двумя стойками, контактирующими с оболочкой лопатки, получают силовые элементы, имеющие замковую часть, выполненную в виде "ласточкина хвоста" лопатки и часть в виде стержня из предварительно сформированных монослоев высокомодульного металломатричного композиционного материала - борных волокон в алюминиевой матрицы со ступенчатой термодеформационной обработкой составляющей 40-70%, 60-90% и 100% нормы, последнюю проводят в составе полностью собранной заготовки при одновременном прессовании и диффузионной сварки лопатки, в щели между стойками и лонжероном устанавливают гладкую ленту и ленту - вставку, собирают пакет демпфера из гофрированных лент и специальным приспособлением выталкивают пакет в щель, повторяют операцию для второго пакета, укладывают несущие силовые элементы, лонжерон с демпфером и технологические вставки из жаропрочной стали в оболочку, помещают оболочку в штамп, повторяющий профиль и размеры лопатки на длине ее силовых несущих элементов и лонжерона, и подвергают ее завершающей стадии термодеформационной обработки несущих элементов и лонжерона при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении, удаляют технологические вставки через оставшийся открытым конец пера лопатки, лопатку помещают в штамп, повторяющий профиль и размеры концевой части пера лопатки, и при одновременном прессовании и диффузионной сварке лопатки при заданной температуре и давлении формируют конец пера лопатки, извлекают лопатку из штампа.
Гофрированные ленты пакета, гладкие ленты и ленты - вставки изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при 600°С, контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре.
Начальный натяг δ гофрированного пакета можно изменить как подбором гладких лент нужной толщины, так и подбором лент - вставок с нужной глубиной выемки.
К числу достоинств этой лопатки следует также отнести возможность создания ее конечноэлементной расчетной модели и определения расчетным подбором оптимальных значений ее конструктивных параметров.
Недостатком этой лопатки является ее конструктивная и технологическая сложность, «множественность» применяемых в ее конструкции свариваемых деталей и материалов и трудность способа ее изготовления по сравнению с современными лопатками на двигателях, летающими на самолетах. Правда, эти лопатки не имеют демпфирующих элементов. «Множественность» применяемых в ее конструкции свариваемых деталей и материалов приводит и к другому недостатку ее конструкции и способа ее изготовления. Дело здесь в том, что применяемая при диффузионной сварке температура в 550°С при вполне технологических величине сдавливания свариваемых деталей и длительности процесса сварки, хотя и обеспечивает высокое качество и прочность сварных швов свариваемых друг с другом деталей из титанового сплава и боралюминия, является слишком низкой для получения требуемого качества сварного шва свариваемых диффузионной сваркой деталей из титанового сплава - стоек лонжерона с оболочкой и частей оболочки друг с другом в концевых сечениях лопатки. Для устранения этого недостатка и обеспечения высокого качества сварного шва этих деталей при температуре диффузионной сварки в 550°С и приемлемой длительности процесса сварки потребуется выполнение ряда дополнительных технологических операций (см. Р.Е. Шалин, В.И. Лукин. Особенности сварки титана с алюминием в твердой фазе. Всеросийский институт авиационных материалов. Интернет. http://viam/ru/files/1994/1994-201675/pdf) обеспечение высокой чистоты и тщательная очистка свариваемых поверхностей этих деталей, установка между этими поверхностями фольги из более, чем титан, легкоплавкого металла, например, алюминия или его сплава толщиной в несколько микрон и, возможно, увеличения сдавливающей нагрузки на эти детали. Заметим, что для удачного подбора значений параметров этих операций потребуется проведение дополнительных экспериментальных исследований, а прочность получаемых в этом случае сварных швов немного снизится по сравнению со сварным швом деталей из титанового сплава, получаемым при температуре 920°С.
Параметры гофрированных пакетов демпфирующего устройства этой лопатки подобраны так, что даже при одновременном полном выпрямлении гофров они деформируются упруго.
Известно (см. Интернет. Sovremennye lopatki ventilyatora.pptx), что у современных пустотелых широкохордых лопаток вентиляторов с оболочкой из титанового сплава и с силовыми элементами из боралюминия или титанового сплава наибольшая деформация лопатки длиной 800 мм при напряжении максимальной кратковременной прочности материала лопатки, приводящем к ее поломке, составила 1, 14 мм. Следовательно, при этом сжатие гофра в концевом сечении гофрированного пакета ym меньше 1 мм, а полное сжатие этого гофра Y=ym+δ, где δ натяг в мм по вершине этого гофра. Так как при колебаниях лопатки гофрированные пакеты демпфирующего устройства не должны отрываться от оболочки и лонжерона лопатки натяг δ должен быть равен или больше у, полное сжатие этого гофра Y≥2ym≤2 мм. По нашим приблизительным оценкам, такая величина максимальной деформации гофрированного пакета лопатки длиной 800 мм может быть обеспечена в зоне деформаций пакета, где пакет деформируется упруго или зона пластических деформаций занимает допустимую высоту поперечного сечения лент, при которой еще обеспечивается прочность пакета, и в этой же зоне может располагаться диапазон деформаций гофрированных пакетов демпфирующего устройства пустотелой лопатки по патенту РФ №2626523 с такой же длиной и оптимальными значениями конструктивных параметров лопатки. Но при длине лопатки в 1000÷1500 мм ym может оказаться больше 1÷1,5 мм, a Y≥2ym≥2÷3 мм (полное выпрямление гофров в концевых сечениях пакета возможно, например, в гипотетическом случае, когда перо лопатки и перо лонжерона колеблются в противофазе), и чтобы эта величина полного сжатия гофров попала в эту зону деформаций придется существенно увеличить шаг гофров, а чтобы при этом обеспечить требуемую жесткостную характеристику демпфирующего устройства придется увеличить число лент у гофрированных пакетов, а все это ухудшит упругофрикционные характеристики и массовую характеристику лопатки, увеличит максимальную строительную высоту ее поперечных сечений, и, в конечном счете, ухудшит эксплуатационные характеристики лопатки. В результате может оказаться, что в этом случае лучшее возможное конструктивное решение окажется вне рамок конструкций пустотелых лопаток, предлагаемых патентом РФ №2626523.
Поэтому ставится задача создания конструкции длинной пустотелой широкохордой лопатки вентилятора авиационного ТРДД с технологией изготовления лопатки, возможно меньше отличающейся от технологий изготовления пустотелых лопаток вентиляторов авиадвигателей пятого - шестого поколений, с высокой прочностью и статической жесткостью, с хорошей массовой характеристикой, с высокоэффективным демпфирующим устройством, способным не только снизить динамические напряжения в лопатке при ударе и вибрации до безопасного уровня на всех рабочих режимах авиадвигателя, но и повысить ресурс и надежность вентилятора ТРДД, конструктивно более простой, чем прототип, позволяющей и в случае пустотелых лопаток с длиной 1000÷1500 мм создать конструкцию пустотелой широкохордой лопатки вентилятора авиационного ТРДД с оптимальными значениями конструктивных параметров - с более высокими упругофрикционными и прочностными характеристиками, лучшей массовой характеристикой и меньшей строительной высотой поперечных сечений лопатки, чем у прототипа.
Поставленная задача решается тем, что предлагается длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, содержащая изготовленную из титанового сплава оболочку, выполненную за одно целое с замковой частью в виде "ласточкин хвост" и с силовыми несущими элементами, изготовленными в виде ребер, соединенных с замковой частью и расположенных на части длины пера лопатки, силовой элемент -лонжерон, также выполненный из титанового сплава в виде стержня с длиной, меньшей длины лопатки, с замковой частью в виде "ласточкин хвост" и частью с постепенно сужающимся по толщине к концу лопатки поперечным четырехугольным или прямоугольным сечением, с жесткостью на поперечный изгиб в поперечных сечениях лопатки на длине ребер, меньшей, но приблизительно одного порядка с изгибной жесткостью оболочки с ребрами, между оболочкой и лонжероном с обеих сторон лонжерона с требуемым натягом δ в мм по вершинам гофров размещены многослойные многопролетные гофрированные пакеты, набранные "гофр в гофр" из одной, двух или более стальных, каленых или нагартованных, шлифованных, гофрированных лент, по краям пакетов размещены по одной гладкой, стальной, каленой или нагартованной шлифованной ленте, все ленты изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при температуре 600°С, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре, отличающаяся тем, что лопатка содержит либо один лонжерон, расположенный в центральной части лопатки, либо два лонжерона, расположенных на некоторых расстояниях по обе стороны ее продольной оси, и лопатка состоит из двух половин, выполненных из титанового сплава, и каждая половина состоит из оболочки, замковой части и ребер, выполненных у обеих кромок лопатки и внутри пера лопатки, и на внутренней поверхности оболочки каждой половины лопатки и ответно лонжерону или лонжеронам выполнен прямоугольный выступ или выступы, в которых на длине расположения демпфирующего элемента сделан прямоугольный паз с плоским дном, с глубиной Н=hг+h, где hг - толщина гладкой ленты, h - толщина гофрированной ленты, заглубленный в концевую часть выступа на длину плоского конца демпфирующего элемента, а на обеих сторонах лонжерона или лонжеронов с заглублением на длину 20÷40 мм в нижнюю часть их пера ответно сделаны прямоугольные пазы с такой же глубиной и шириной, выступы и все ребра соединены с концевыми частями половин лопатки, образующими концевую часть лопатки со сплошным поперечным сечением, и в замке каждой половины сделан вырез или вырезы с шириной, равной ширине замка «ласточкин хвост» лонжерона, и половины лопатки по ее срединной поверхности - местам контакта ребер и замковых и концевых частей половин лопатки жестко соединены между собой диффузионным сращиванием при температуре 920-950°С в вакууме, в штампе, повторяющем геометрическую форму готовой лопатки, при воздействии нагрузки, прижимающей половины лопатки друг к другу, и в прямоугольный паз выступа или выступов каждой половины лопатки с зазорами по периметру паза, полностью выбираемыми при рабочей температуре лопатки, вставлена гладкая лента и такая же гладкая лента вставлена в ответный паз с каждой стороны лонжерона или лонжеронов, и между каждой парой этих гладких лент с натягом δ в мм вставлен демпфирующий элемент, выполненный в виде одного, двух, трех и более гофрированных пакетов, набранных "гофр в гофр" из одной, двух и более стальных гофрированных лент, и опирающихся на гладкие ленты вершинами, причем при двух и более гофрированных пакетах в демпфирующем элементе каждой половины пакеты соединены последовательно и опираются на расположенную между ними гладкую стальную ленту «вершина гофра к вершине гофра», верхние концы гофрированных лент пакетов выполнены плоскими, и каждые два пакета и разделяющая их гладкая лента образуют блок, и плоские концы лент каждого блока сварены друг с другом контактной точечной сваркой, причем при нечетном числе гофрированных пакетов в демпфирующем элементе один из блоков будет сформирован из пакета, опирающегося на гладкую ленту, расположенную в пазу оболочки или лонжерона, и гладкой ленты, расположенной между этим пакетом и соседним с ним пакетом, причем плоский верхний конец каждого демпфирующего элемента, состоящего из одного гофрированного пакета, или из одного, двух и более блоков, размещен в заглубленной части пазов в выступах с упором в торец пазов и с зазорами по боковым сторонам пазов, выбираемыми при рабочих температурах, а на нижних концах гладких лент имеются свободные участки, длина которых больше величины смещения по гладкой ленте вершины последнего гофра, расположенного у этого конца при полном выпрямлении гофров гофрированного пакета, вырез или вырезы в замке «ласточкин хвост» лопатки выполнены со склонами так, что в сечении, параллельном продольной оси замка, склоны также образуют «ласточкин хвост», и замок лонжерона или каждого из двух лонжеронов выполнен со склонами, образующими в сечении, параллельном продольной оси лопатки «ласточкин хвост», ответный «ласточкиному хвосту» в вырезе замка лопатки, а в плоскости, перпендикулярной продольной оси замка лопатки, «ласточкин хвост», аналогичный «ласточкиному хвосту» замка лопатки, и лонжерон или каждый из двух лонжеронов с требуемым натягом по вершинам гофров пакетов каждого из двух демпфирующих элементов δ≥Yd, где Yd - допустимая деформация сжатия гофров пакетов демпфирующего элемента в мм при колебании лопатки, через отверстие в замке лопатки, между гладкими лентами, прилегающими к демпфирующим элементам, вставлен до упора в склоны «ласточкиного хвоста» выреза в замке лопатки.
Предлагается длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличающаяся тем, что замковая часть каждой половины лопатки выполнена с полкой и низкой ножкой, соединенной с замком, и вырез в замковой части выполнен до полки.
Изготовление всех элементов конструкции лопатки из титанового сплава, кроме гладких лент и демпфирующих элементов, и более простая, чем у прототипа, конструкция лонжерона упрощает конструкцию и технологию изготовления лопатки.
Выполнение условия  где k - число последовательно соединенных пакетов демпфирующего элемента, fi - максимальный из остаточных выгибов гофров пакетов демпфирующего элемента, исключает отрыв вершин гофров пакета от гладких лент, на которые он опирается, в процессе деформирования лопатки.
где k - число последовательно соединенных пакетов демпфирующего элемента, fi - максимальный из остаточных выгибов гофров пакетов демпфирующего элемента, исключает отрыв вершин гофров пакета от гладких лент, на которые он опирается, в процессе деформирования лопатки.
В работе (см. Эскин И.Д. Экспериментальные и расчетные исследования моделей циклического сжатия многослойного многопролетного гофрированного пакета / И.Д. Эскин, Р.И. Алкеев, В.И. Иващенко // Вестник СГАУ. - №1 (39), 2013. - С. 192-200) показано, что основная часть энергии, рассеиваемой гофрированным пакетом при его циклическом сжатии, рассеивается за счет работы сил сухого трения на проскальзываниях гофров внешних лент пакета по жестким плитам, и энергия, рассеиваемая внутри пакета мала по сравнению с этой энергией. Там же показано, что при циклическом сжатии многослойного гофрированного пакета в упругой зоне его упругофрикционная характеристика (УФХ) приближенно может быть описана УФХ одной гофрированной ленты с некоторой толщиной, большей толщины ленты пакета, но меньшей суммарной толщины лент пакета, и с другими параметрами, одинаковыми с параметрами ленты пакета. Использование вместо пакета лент одной ленты с толщиной, обеспечивающей такую же УФХ, как у пакета, уменьшает строительную высоту поперечного сечения лопатки, улучшает ее массовую характеристику. Однако при этом сужается диапазон допустимых деформаций Yd. Как уже указывалось, при длине лопатки в 1000÷1500 мм ym может оказаться больше 1÷1, 5 мм, a Y≥2ym≥2÷3 мм, и чтобы эта величина полного сжатия гофров была такой, чтобы величина деформации демпфирующего элемента у попала в зону допустимых деформаций Yd, приходится использовать демпфирующие элементы, выполненные в виде последовательно соединенных гофрированных пакетов. Из выше описанного свойства следует, что величина рассеянной демпфирующим элементом энергии при той же деформации его каждого отдельного гофрированного пакета растет прямо пропорционально количеству пакетов демпфирующего элемента, но при этом будет увеличиваться строительная высота поперечных сечений лопатки и возможно ухудшаться ее массовая характеристика. Из всего сказанного следует, что оптимальным решением в каждом конкретном случае будет компромиссное решение. Рекомендованные в первом пункте формулы изобретения количество лент в пакете и количество последовательно соединенных пакетов в демпфирующем элементе, по нашим оценкам, и определяет во многих практических случаях диапазон значений этих параметров, в котором и будут содержаться значения этих параметров оптимального решения.
Широко известно, что титан плохо работает на трение. Установка по бокам гофрированного пакета гладких стальных лент исключает работу на трение оболочки и лонжерона лопатки и организует контакты вершин гофров пакета с лентами "сталь по стали". Покрытие контактирующих поверхностей лент износостойким покрытием, например, серебрением, обеспечивает высокую износостойкость этих элементов при рабочих температурах до 250°С.
Жесткость демпфирующего элемента (пакетов) на изгиб невелика и не оказывает заметного влияния на его УФХ. Жесткость же пакета (гофров) на сжатие при рабочих оборотах и должном подборе параметров пакета может обеспечить ему оптимальную жесткостную характеристику и при циклическом сжатии при колебаниях лопатки обеспечить проскальзывание с сухим трением вершин гофров по контактирующими с ними гладкими лентами и при этом обеспечить высокую эффективность демпфера, способного не только снизить динамические напряжения в лопатке при ударе и вибрации до безопасного уровня на всех рабочих режимах авиадвигателя, но и повысить ресурс и надежность ТРДД. Причем, чем больше жесткость пера лонжерона относительно жесткости оболочки, подкрепленной несущими силовыми элементами, тем больше доля деформации сжатия гофров в общей деформации пакета, тем больше среднециклическая жесткость пакета и тем больше величина энергии, рассеиваемой пакетом.
В работе (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с.) на примере циклического изгиба многослойного стержня, сжатого равномерной нагрузкой, показано, что с увеличением жесткости наружных лент пакета по сравнению с внутренними коэффициент рассеивания стержня медленно снижается и остается еще большим в диапазоне, даже когда отношение этих жесткостей достигает десяти раз и более.
В большинстве случаев из конструктивных соображений перо лонжерона приходиться выполнять с жесткостью на изгиб, меньшей жесткости на изгиб в этом же поперечном сечении оболочки лопатки, подкрепленной жестко соединенными с ней несущими силовыми элементами, но, как следует из вышесказанного, жесткость на изгиб лонжерона должна быть хотя бы одного порядка с жесткостью оболочки, подкрепленной силовыми элементами, а в случае установки в лопатку двух лонжеронов - может быть еще в два раза меньше. При такой жесткости пера лонжерона пакет будет не только изгибаться, но его гофры будут циклически сжиматься. Жесткость же пакетов (гофров) на сжатие при должном подборе параметров демпфирующего элемента может обеспечить ему оптимальную жесткостную характеристику, а должный подбор величины начального натяга по вершинам гофров пакетов обеспечит при колебаниях лопатки работу гофров на циклическое сжатие с проскальзыванием с сухим трением вершин гофров по контактирующим с ними лентами и при этом обеспечится высокая эффективность демпфера, способного не только снизить динамические напряжения в лопатке при ударе и вибрации до безопасного уровня на всех рабочих режимах двигателя, но и повысить ресурс и надежность вентилятора ТРДД.
УФХ демпфирующих элементов, а, следовательно, и системы "пустотелая лопатка - демпфирующие элементы" можно изменять в широких пределах без изменения технологического оборудования - штампов для изготовления гофрированных лент засчет изменения величины начального натяга подбором гладких лент нужной толщины hr. Требуемый закон распределение натягов по вершинам гофров пакетов демпфирующих элементов по длине лопатки создают должным подбором закона изменения по длине пера лонжерона ее толщины.
Выполнение одного из концов каждого гофрированного пакета плоским, формирование из пакетов и разделяющей их гладкой лентой блока и фиксация от смещения, как твердого тела, лент в блоке относительно друг друга сваркой лент блока на их плоском конце, облегчает, во - первых, монтаж демпфирующих элементов в оболочку лопатки, во - вторых, благодаря также наличию пазов глубиной Н=hг+h в выступах на оболочке и на сторонах лонжерона, в которых гладкие ленты и вершины гофров наружных лент демпфирующих элементов поглощены с зазорами по периметру паза, выбираемыми на рабочих режимах, и размещению верхних концов демпфирующих элементов в заглубленной части пазов в выступах с упором в торец пазов и с зазорами по боковым сторонам пазов, также выбираемыми при рабочих температурах обеспечивает фиксацию каждого демпфирующего элемента от смещений, как твердого тела.
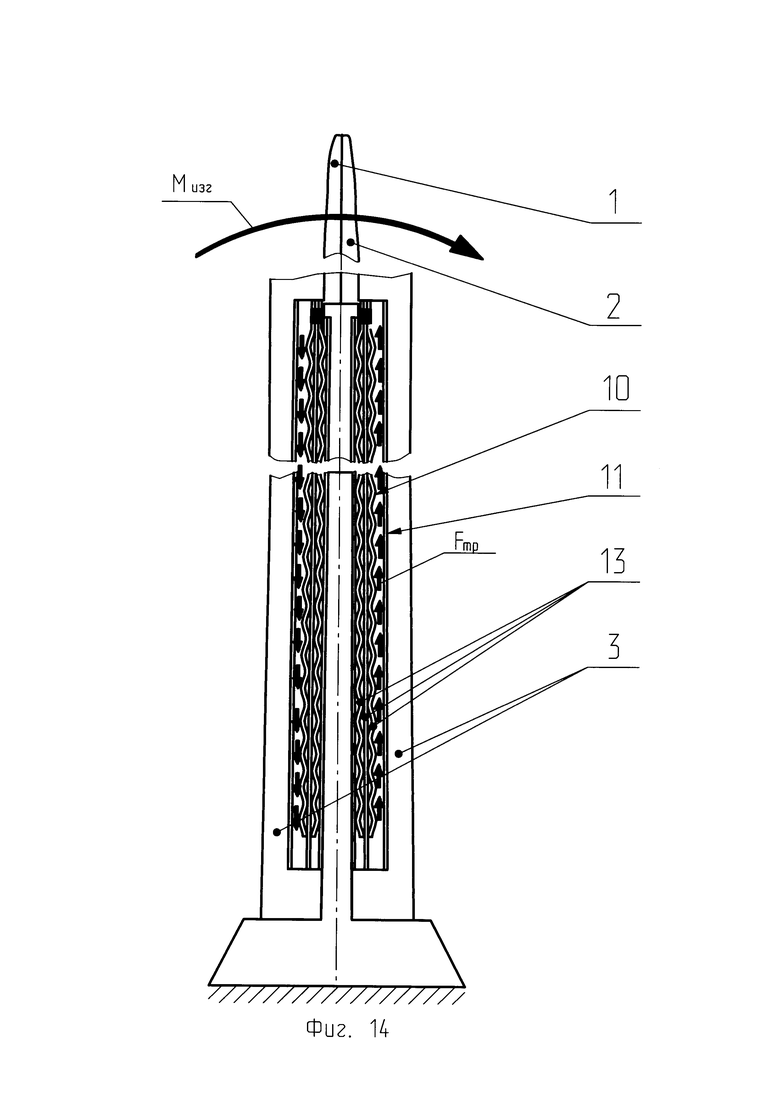
Установка демпфирующих элементов в перо лопатки заделанными концами блоков вверх выбрана из следующих соображений. Должным подбором закона распределения натяга по вершинам гофров пакетов демпфирующего элемента можно добиться, по крайней мере, приблизительного равенства величин энергий, рассеиваемых при одних и тех же деформациях лопатки, демпфирующими элементами, установленными в нее заделанным концом вниз, и заделанным концом вверх. Но при установке демпфирующих элементов в перо лопатки заделанным концом вниз, хотя рассеиваемая ими энергия и будет гасить колебания лопатки, силы трения, приложенные к оболочке в местах ее контакта с вершинами гофров демпфирующих элементов, будут образовывать пары распределенных изгибающих моментов, действующих в ту же сторону, что и изгибающий момент, действующий на оболочку лопатки при ее колебаниях. Аналогично, силы трения, действующие на лонжерон, будут образовывать пары распределенных моментов, действие которых будет складываться с действием изгибающего момента, действующего на лонжерон при колебаниях лопатки. Следовательно, в этом случае изгибающие моменты от сил трения будут усиливать колебания оболочки и лонжерона - усиливать колебания лопатки. При установке демпфирующих элементов в перо лопатки заделанными концами блоков вверх действие распределенных моментов от сил трения (см. фиг. 14) противоположно действию изгибающих моментов, действующих на оболочку и лонжерон лопатки при ее колебаниях. Следовательно, в этом случае гашение колебаний лопатки будет происходить как засчет энергии, рассеиваемой демпфирующими элементами, так и засчет действия моментов от сил трения.
К числу достоинств предлагаемой лопатки, по нашему мнению, можно отнести, во - первых, ее хорошую ремонтопригодность, обусловленную возможностью замены без разрушения лопатки ее изношенных деталей - гладких лент и демпфирующих элементов или их отдельных блоков, и, во - вторых, то обстоятельство, что технология изготовления самой лопатки, без гладких лент, демпфирующих элементов и лонжерона, мало отличается от технологии серийно выпускаемых лопаток (см. см. Trent 900. Лопатка широкохордая пустотелая из титанового сплава. Интернет, уа-pilot.ru/viewtopic.php%3Fpid=821.html и Интернет.Sovremennye lopatki ventilyatora.pptx).
Выполнение предлагаемой лопатки с замком «ласточкин хвост» с низкой ножкой и полкой позволяет проектировать лопатки с конструктивными параметрами замка со строительной высотой корневого сечения лопатки, большей меньшего основания замка.
Предлагается также длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличающаяся тем, что вырез или вырезы в замковой части каждой половины лопатки выполнены несквозными, и пара соответствующих вырезов или каждая пара таких вырезов в лопатке образуют паз с прямоугольным поперечным сечением, повторяющий форму частей лонжерона, закрепленного в нем без зазоров - замка «ласточкин хвост» и соединенной с ним частью пера лонжерона, с помощью штифтов, запрессованных в отверстия в ножке лопатки и лонжероне.
С целью повышения прочности лопатки предлагается длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличающаяся тем, что она изготовляется по способу п. 10 формулы изобретения.
Создание жесткой связи между замковой частью и оболочкой лопатки с нижней частью лонжерона или каждого из двух лонжеронов диффузионной сваркой этих частей повышает прочность предлагаемой лопатки.
С целью гарантированного обеспечения выполнения условий y≤Yd, 0<y≤k⋅fi, где у деформация гофров последовательно соединенных пакетов демпфирующего элемента при колебаниях лопатки, предлагается длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличающаяся тем, что она изготовляется по способу п. 11 формулы изобретения.
При использовании для изготовления лопатки способа п. 11 формулы изобретения условия у≤Yd, 0<у≤k⋅fi выполняются автоматически (см. ниже).
Кроме того, с целью повышения прочности лопатки предлагается длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличающаяся тем, что ее лонжерон или лонжероны изготовлен из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, а сама лопатка изготавливается по способу п. 12 формулы изобретения.
Изготовление лонжерона из композиционного материала - борных волокон в алюминиевой матрице повышает прочность лонжерона по сравнению с прочностью лонжерона, изготовленного из титанового сплава.
Диффузионная сварка лонжерона или лонжеронов с замковой частью и оболочкой лопатки, выполненная по способу п. 12 формулы изобретения, повышает прочность лопатки в целом (см. ниже).
Также с целью гарантированного обеспечения выполнения условий у≤Yd, 0<y≤k⋅fi, предлагается длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличающаяся тем, что она изготовляется по способу п. 13 формулы изобретения.
При использовании для изготовления лопатки способа п. 13 формулы изобретения условия y≤Yd, 0<y≤k⋅fi также выполняются автоматически.
Кроме того, предлагается длинная пустотелая широкохордая лопатка вентилятора ТРДД, отличающаяся тем, что лонжерон или лонжероны выполняются без пазов, демпфирующие элементы своими вершинами гофров опираются непосредственно на лонжероны, а гладкие ленты на них не устанавливаются, а сама лопатка изготовляется по способу п. 14 формулы изобретения.
Износостойкость пары трения «композитный материал - износостойкое покрытие стали» выше, чем у пары трущихся стальных лент с износостойким покрытием, например, с «серебрением». Поэтому у этой предлагаемой конструкции лопатки гладкие стальные ленты между лонжероном или каждым из двух лонжеронов и демпфирующими элементами не ставятся.
С целью обеспечения эффективного гашения не только первой изгибной формы колебания лопатки, но и первой крутильной формы колебаний и обеспечения требуемого закона закрутки поперечных сечений лопатки предлагается длинная пустотелая широкохордая лопатка вентилятора ТРДД, отличающаяся тем, что в лопатке с двумя лонжеронами, они установлены так, что расстояния между ответными торцами замков лопатки и лонжеронов равны s1 и s2, причем один лонжерон выполнен с срединной плоскостью пера, повернутой в горизонтальной плоскости относительно продольной оси замка на угол α1≥0, наклоненной к вертикальной плоскости, проходящей через горизонтальный след срединной плоскости, расположенный в корневом сечении пера, в направлении, перпендикулярном этой вертикальной плоскости, на угол β1≥0, и наклоненной в направлении, параллельном этой плоскости, на угол y1≥0 или ≤0, а другой - с пером, с соответственно повернутым и наклоненным на углы α2≤0, β2≤0 и γ2≥0 или ≤0, и пазы на опорных плоскостях лонжеронов выполнены прямоугольной формы с размерами прямоугольника, равными этим размерам размещенных в них гладких лент, и лонжероны, выполнены с верхним торцом пера, срезанным соответственно под углом y1 и y2 к горизонтали, или лонжероны имеют одинаковую геометрическую форму и размеры, но в лопатку лонжероны установлены так, что один лонжерон повернут относительно другого вокруг вертикальной оси на 180°, а параметры s1, s2, α1, β1, γ1, α2, β2 и γ2 подобраны так, чтобы лопатка была конструктивна, собираема и выполнена с приемлемым законом закрутки поперечных сечений лопатки, и выступы половин лопатки расположены ответно перьям лонжеронов, а опорные плоскости выступов половин лопатки, на которые опираются упругогистерезисные элементы, выполнены параллельными ответным опорным плоскостям лонжеронов, а направление вершин гофров гофрированных лент пакетов перпендикулярно торцам лент.
Установка двух лонжеронов с демпфирующими элементами на требуемом расстоянии друг от друга при одной и той же величине амплитуды крутящего момента, возбуждающего крутильные колебания лопатки, создает больший крутящий момент сопротивления (по сравнению с лопаткой с одним лонжероном), как засчет увеличения плеча, так и силы, увеличенной засчет увеличения деформации демпфирующих элементов. Соответственно, увеличится количество энергии, рассеиваемой лопаткой, и более эффективно будут гаситься крутильные колебания лопатки. Должным подбором параметров s1, s2, α1, β1, γ1, α2, β2 и γ2 можно обеспечить конструктивность, собираемость лопатки и требуемый закон закрутки поперечных сечений лопатки, см., например, фиг. 12.
Изготовление гладких и гофрированных лент прямоугольной формы с направлением вершин гофров гофрированных лент пакетов перпендикулярно торцам лент упрощает технологию изготовления демпфирующего элемента.
Изготовление обоих лонжеронов одинаковыми упрощает технологию изготовления лопатки, так как заготовки обоих лонжеронов можно изготовить в одном штампе.
Известен способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД (см. Интернет. Sovremennye lopotki ventilyatora.pptx и Trent 900. Лопатка широкохордая пустотелая из титанового сплава. Интернет. ya-pilot.ru/viewtopic.php%3Fpid=821.html), заключающийся в том, что детали пустотелой лопатки - оболочку, силовые элементы, замковые части, изготовленные из титанового сплава, сращивают под давлением диффузионной сваркой при 920÷950°С в штампе, повторяющем форму готовой лопатки.
Этот способ по технической сущности наиболее близок к предлагаемым и принят за прототип. Этот способ не обеспечивает изготовление предлагаемой длинной пустотелой широкохордой лопатки вентилятора ТРДД.
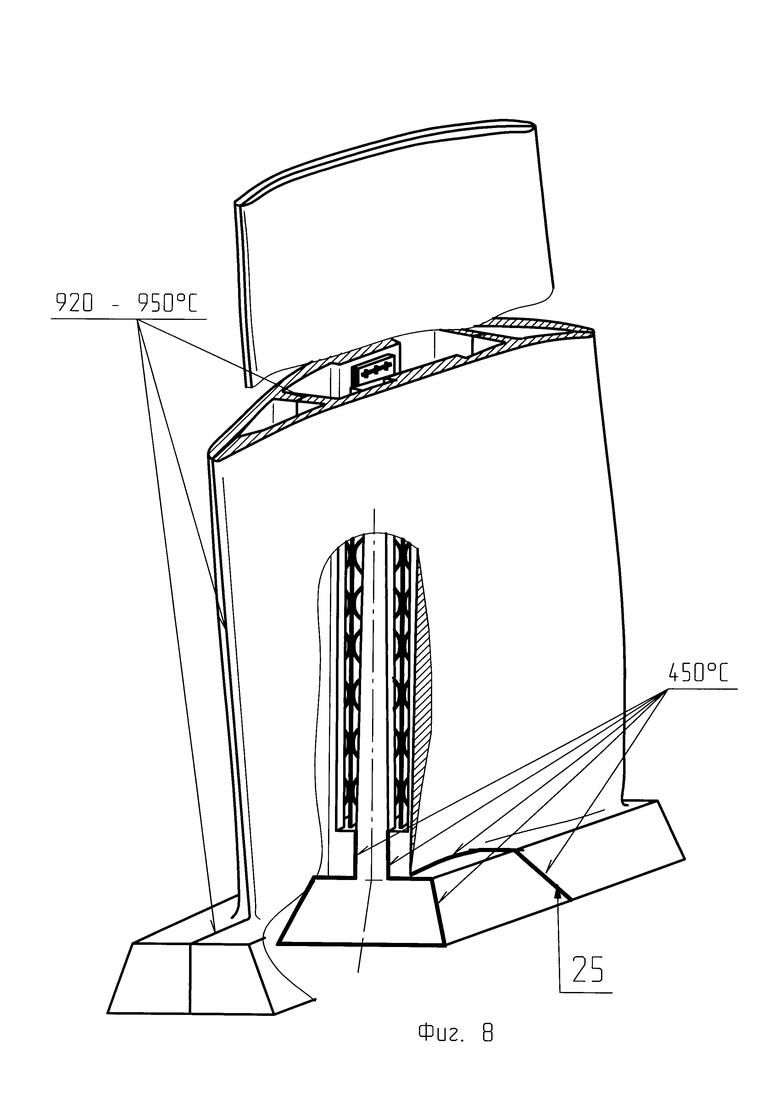
Поэтому предлагается способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД, содержащий сращивание деталей лопатки, изготовленных из титанового сплава, под давлением, диффузионной сваркой при 920÷950°С, в вакууме, в штампе, повторяющем форму готовой лопатки, отличающийся тем, что на поверхности лонжерона, изготовленного из титанового сплава, которыми лонжерон или лонжероны привариваются к лопатке, гальваническим путем наносят покрытие из алюминия толщиной в несколько микрон, собирают демпфирующие элементы и контактной сваркой приваривают плоские концы лент каждого демпфирующего элемента друг к другу, устанавливают в пазы лопатки, сращенной из половин, гладкие стальные ленты и демпфирующие элементы, устанавливают в пазы лонжерона или лонжеронов гладкие стальные ленты и лонжероны или лонжерон с гладкими лентами усилием, направленным по его перу, устанавливают через вырез или вырезы в замковой части лопатки в ее перо, при этом создается требуемый натяг δ в мм между гладкими лентами и демпфирующими элементами лопатки, выполняют диффузионную сварку при 450÷500°С и давлении лонжерона или лонжеронов частями с покрытием с частями сращенной лопатки, непосредственно контактирующими с лонжероном или лонжеронами.
Температура в 920÷950°С, вакуум и сдавливание свариваемых деталей, величина которого подбирается экспериментально, обеспечивают высокое качество сварных швов, прочность и статическую жесткость лопатки из титановых деталей. Справедливость этого утверждения подтверждается процессом изготовления серийных пустотелых лопаток титановых лопаток, который производят во многом аналогичным образом (см. Интернет. Sovremennye lopatki ventilyatora.pptx).
Оптимальной температурой диффузионной сварки лонжерона с оболочкой лопатки, изготовленных из титанового сплава, благодаря прослойке из алюминиевого сплава, обеспечивающей высокое качество сварных швов, является температура в 450°С (см. Интернет. Особенности сварки титана с алюминием в твердой фазе / Р.Е. Шалин, В.И. Лукин. ВИАМ. http://viam/ru/files/199A/199A-201675/p6f)). Такая температура сварки не изменяет упругих свойств пакетов демпфирующих элементов и величины натяга δ по вершинам их гофров, так как ленты пакетов и гладкие ленты изготовлены из жаропрочной стали.
Нанесение на свариваемые части алюминиевой прослойки гальваническим путем исключает ее сдирание при монтаже лонжерона или лонжеронов в лопатку.
Установка лонжерона в перо лопатки усилием, направленным по его перу необходима для обеспечения заданного закона распределения натяга δ в мм по вершинам гофров упругогистерезисных элементов, опирающихся на этот лонжерон.
Предлагается также способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД, отличающийся тем, что перед установкой демпфирующих элементов в лопатку каждый из двух демпфирующих элементов в прессе нагружается между двумя параллельными жесткими плитами до полного выпрямления гофров его гофрированных пакетов и полностью разгружается от сжимающей нагрузки.
Очевидно, что при последующей циклической нагрузке демпфирующих элементов прочность пакетов будет обеспечена даже при полном выпрямлении пакетов, и, следовательно, прочность пакетов будет обеспечена в составе лопатки при ее колебаниях, когда полностью выпрямляется только часть гофров пакетов. При этом количеством последовательно соединенных пакетов в демпфирующем элементе к задаются так, чтобы выполнились условия у≤Yd; 0<y≤k⋅fi; δ≥Yd, Y=δ+k⋅fi≤2ym, а строительная высота поперечных сечений лопатки была конструктивной.
Кроме того, предлагается способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД, содержащий сращивание деталей лопатки, изготовленных из титанового сплава, под давлением, диффузионной сваркой при 920÷950°С, в вакууме, в штампе, повторяющем форму готовой лопатки, отличающийся тем, что лонжерон или лонжероны изготавливают из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, собирают демпфирующие элементы и контактной сваркой приваривают плоские концы лент каждого демпфирующего элемента друг к другу, устанавливают в пазы лопатки, сращенной из половин, гладкие стальные ленты и демпфирующие элементы, устанавливают в пазы лонжерона или лонжеронов гладкие стальные ленты и лонжерон с гладкими лентами устанавливают через вырез в замковой части лопатки в ее перо, при этом создается требуемый натяг δ в мм между гладкими лентами и демпфирующими элементами лопатки, выполняют диффузионную сварку при 550°С и давлении лонжерона или лонжеронов с частями сращенной лопатки, непосредственно контактирующими с лонжероном или лонжеронами.
И в этом предлагаемом способе температура в 920÷950°С, вакуум и сдавливание свариваемых деталей, величина которого подбирается экспериментально, обеспечивают высокое качество сварных швов, прочность и статическую жесткость лопатки из титановых деталей (без демпфера и лонжерона или лонжеронов), а оптимальной температурой диффузионной сварки лонжерона, изготовленного из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице с оболочкой лопатки, изготовленной из титанового сплава, обеспечивающей высокое качество сварных швов, является температура в 550°С (см. патент РФ №229035, МПК F04D 29/38. Способ получения широкохордой пустотелой лопатки вентилятора / Е.Н. Кабалов, Ю.А. Абузин, А.И. Наймушин, А.И. Кочетов, А.А. Шавнев. Опубл. 27.03.2007. Интернет. http://www/feepatent.ru/patents/2296246).
Изготовление гладких и гофрированных лент пакетов демпфирующего элемента из жаропрочных стали или сплава обеспечивает сохранение упругих свойств лент пакетов до 600°С и покрытие лент износостойким покрытием, сохраняющим свои износостойкие свойства при этой температуре, позволяет произвести диффузионную сварку лонжерона или лонжеронов и лопатки с установленными в ней демпфирующими элементами и при этом сохранить упругие свойства лент пакетов и натяги по вершинам гофров пакетов, а также сохранить износостойкость покрытий лент и, в конечном счете, обеспечить длительную стабильность УФХ и прочностной характеристики предлагаемой лопатки при рабочей температуре 250°С и более.
Предлагается также способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД, отличающийся тем, что перед установкой демпфирующих элементов в лопатку каждый из двух демпфирующих элементов в прессе нагружается между двумя параллельными жесткими плитами до полного выпрямления гофров его гофрированных пакетов и полностью разгружается от сжимающей нагрузки.
Этот способ также обеспечивает прочность пакетов в составе лопатки при ее колебаниях, и при должном подборе количества последовательно соединенных пакетов в демпфирующем элементе к - выполнение условий у≤Yd; 0<y≤k⋅fi, δ≥Yd, Y=δ+k⋅fi≤2ym.
Также предлагается способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД, отличающийся тем, что между лонжероном или лонжеронами демпфирующими элементами не устанавливают гладкие ленты.
Конструкция предлагаемых длинных пустотелых широкохордых лопаток вентилятора и способов их изготовления поясняются фигурами:
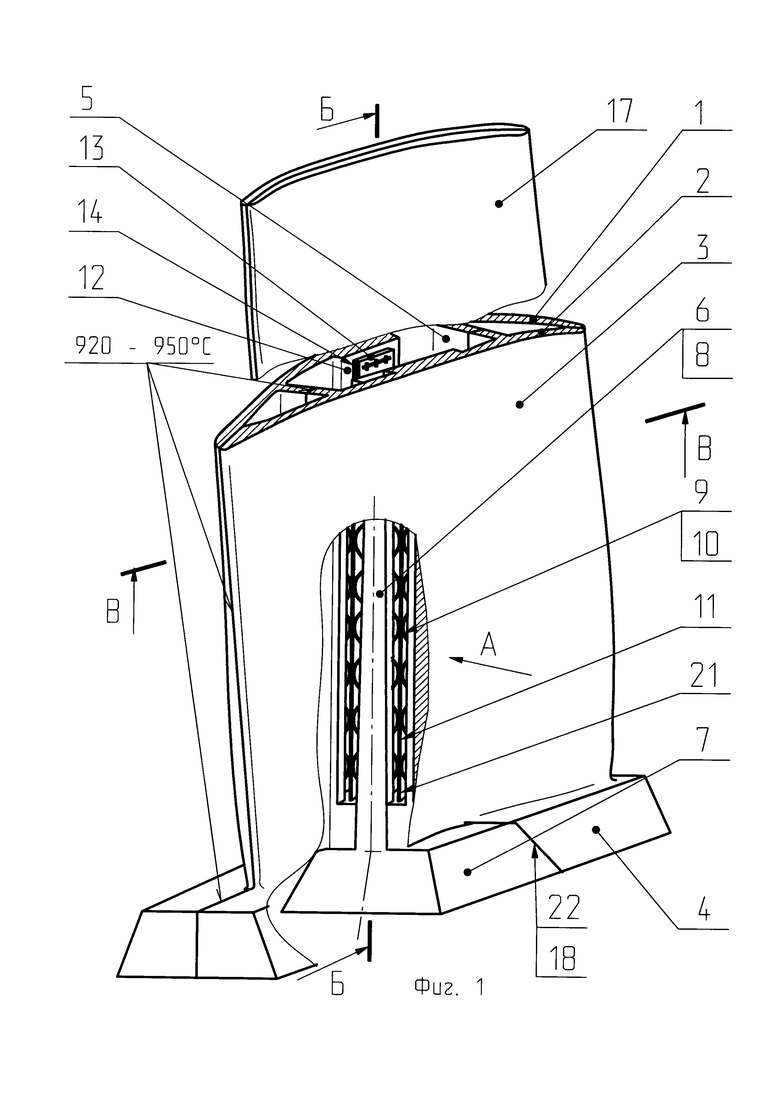
на фиг. 1 изображен вид с местным разрезом длинной пустотелой широкохордой лопатки с одним лонжероном с замком «ласточкин хвост» в аксонометрии;
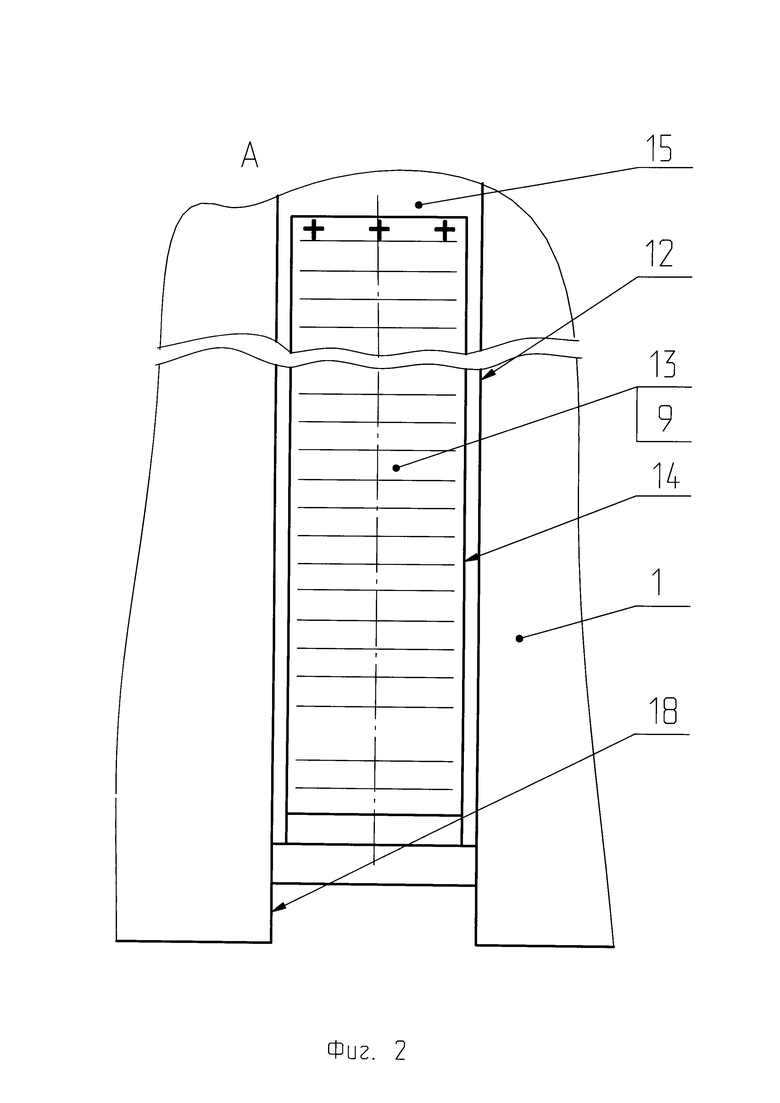
на фиг. 2 изображен вид по стр. А на фиг. 1, на выступ на внутренней поверхности пера лопатки и демпфирующий элемент;
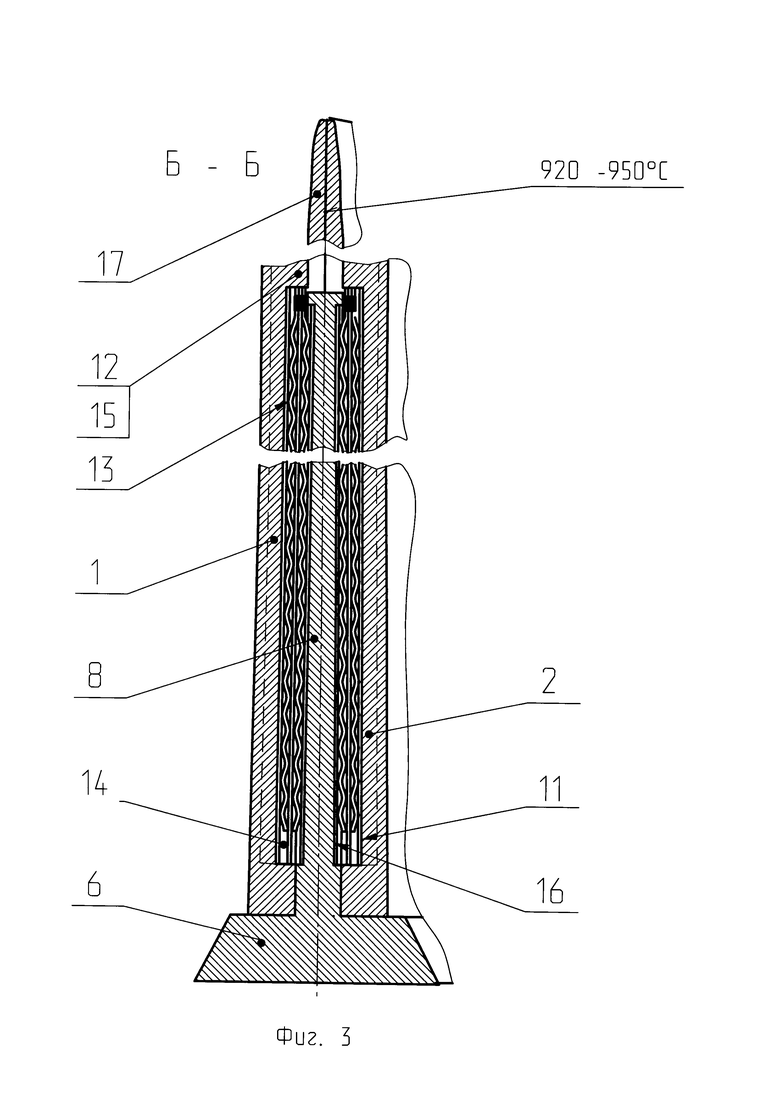
на фиг. 3 изображен разрез по Б-Б на фиг. 1;
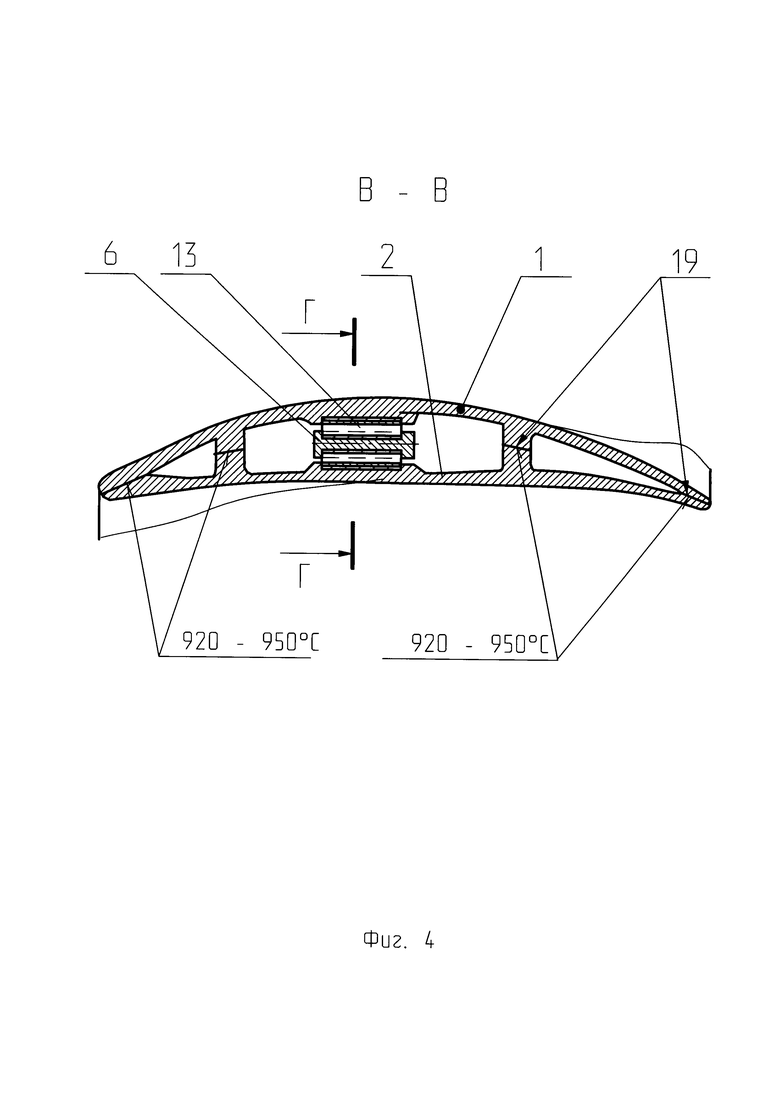
на фиг. 4 изображен разрез по В-В на фиг. 1;
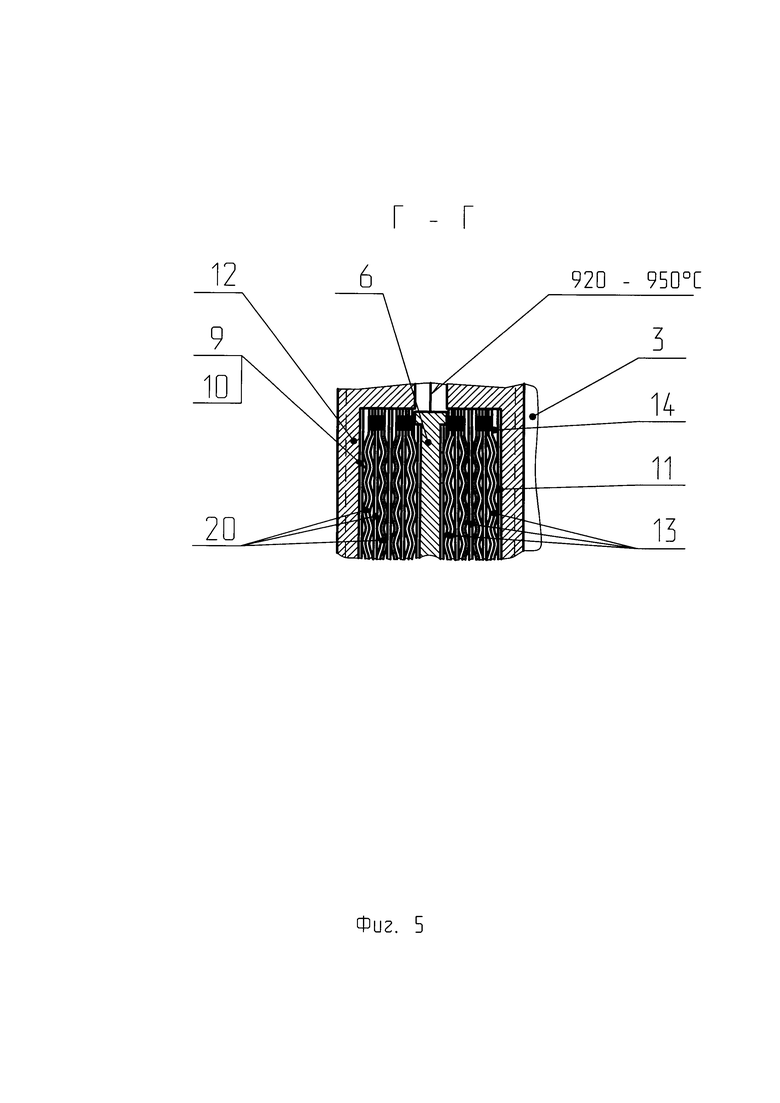
на фиг. 5 изображен фрагмент разреза по Г-Г на фиг. 4, вариант с демпфирующими элементами, выполненными в виде последовательно соединенных двух блоков с гофрированными пакетами, набранными из двух гофрированных лент;
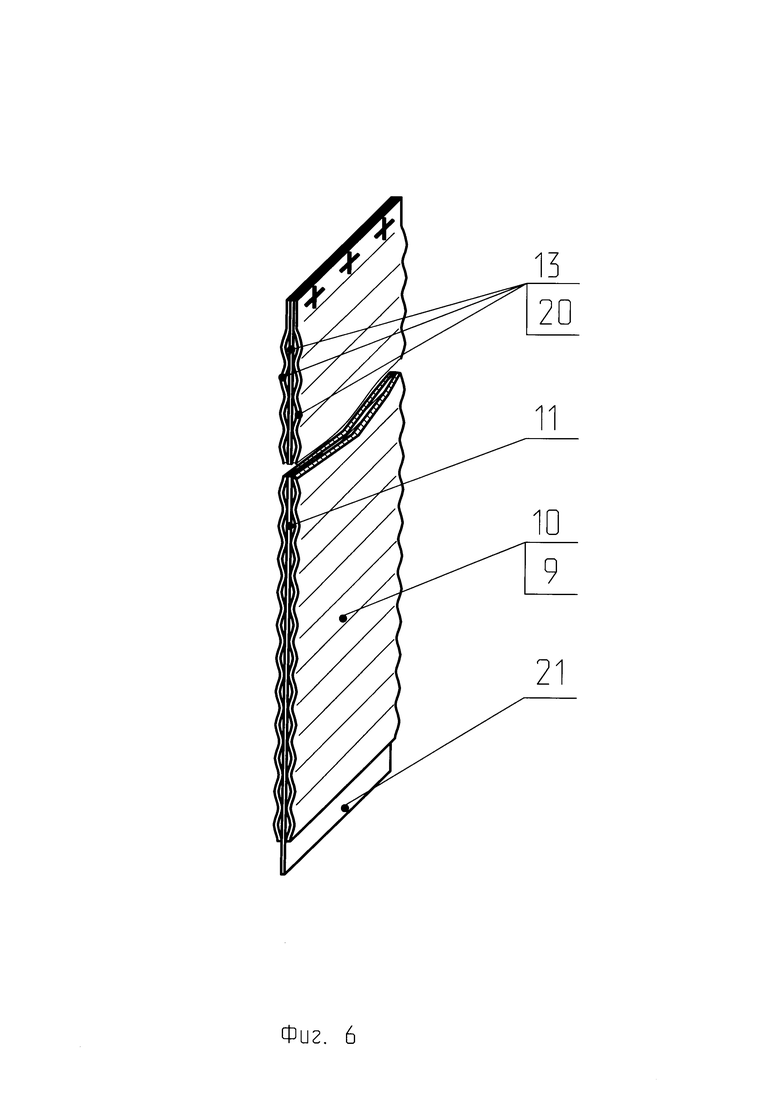
на фиг. 6 в аксонометрии изображен демпфирующий элемент;
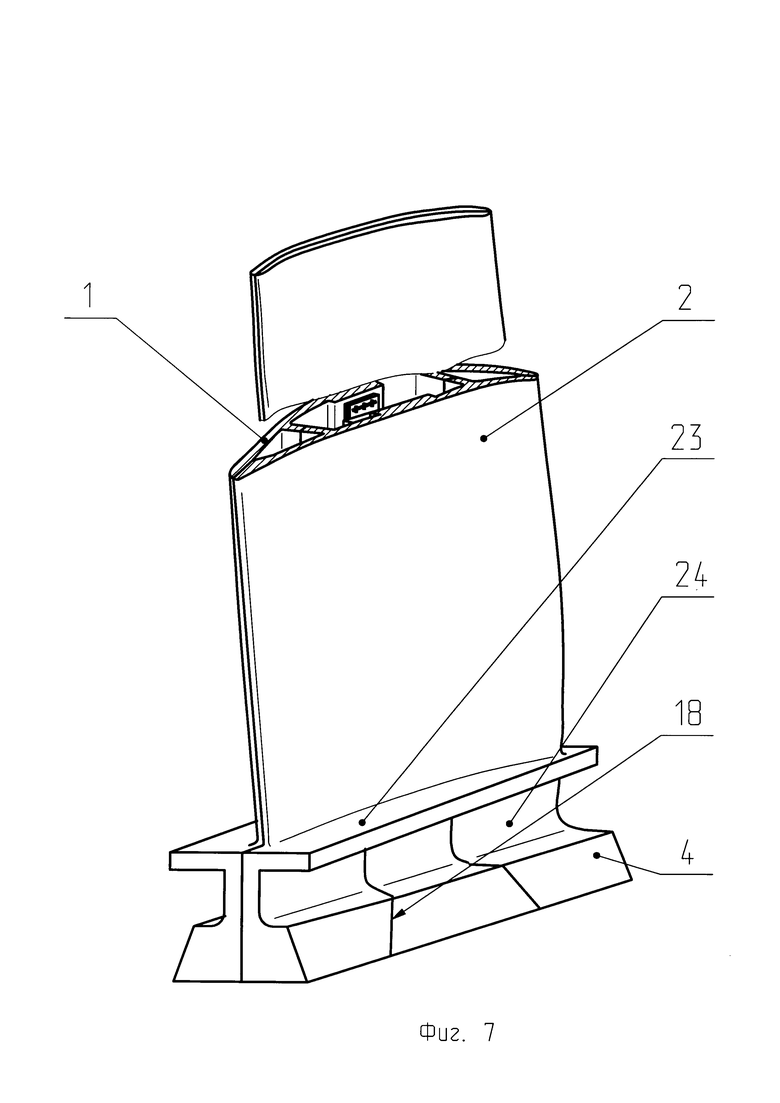
на фиг. 7 изображен вид длинной пустотелой широкохордой лопатки с замком «ласточкин хвост», низкой ножкой и полкой в аксонометрии;
на фиг. 8 изображена в аксонометрии лопатка с креплением лонжерона, изготовленного из титанового сплава, диффузионной сваркой при 450°С.
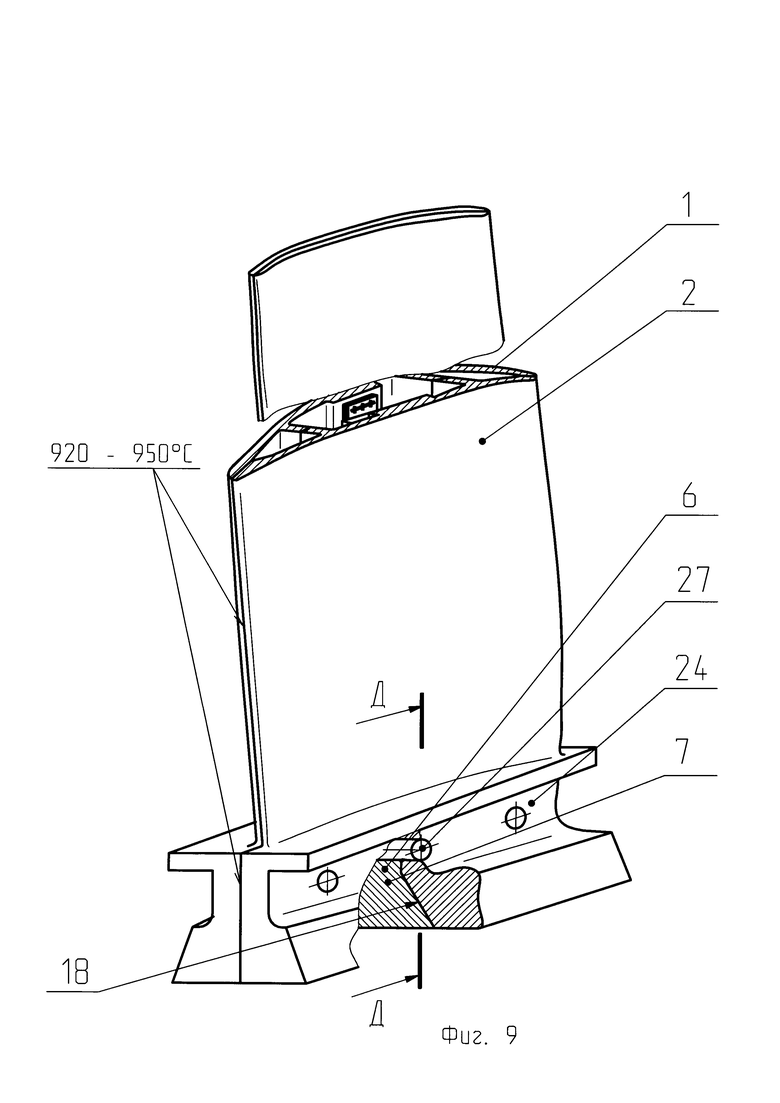
на фиг. 9 изображена в аксонометрии лопатка с креплением лонжерона с помощью штифтов;
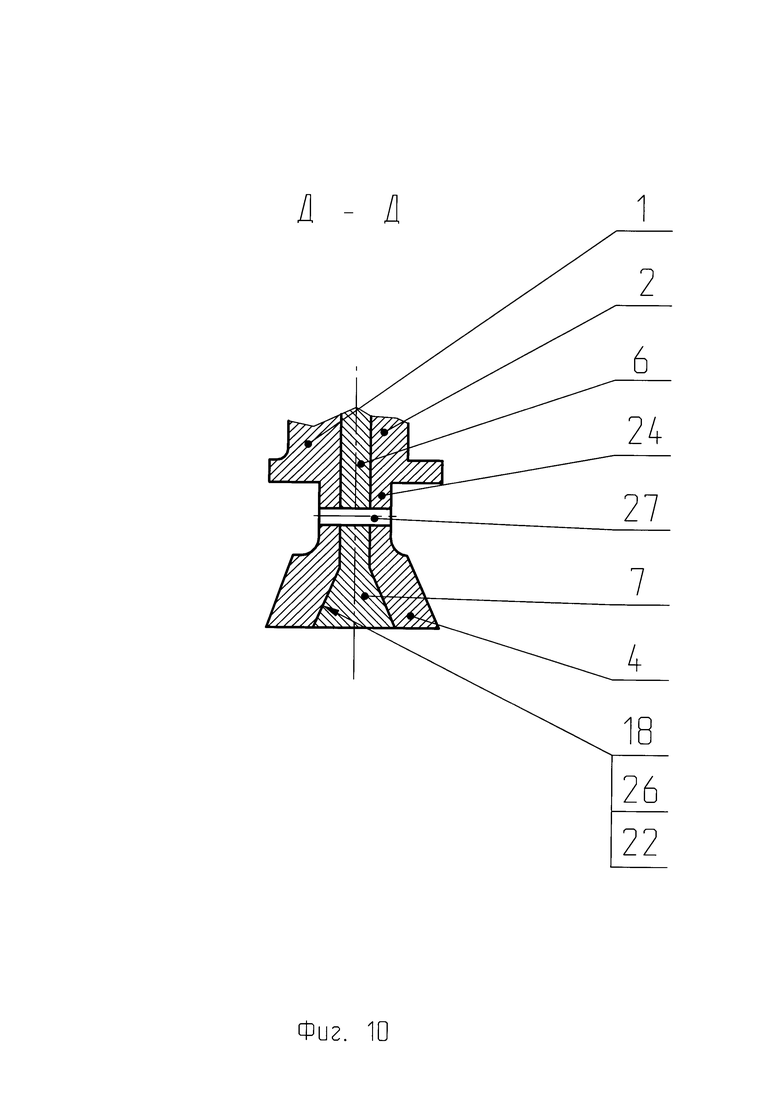
на фиг. 10 изображено сечение по Д-Д на фиг. 9;
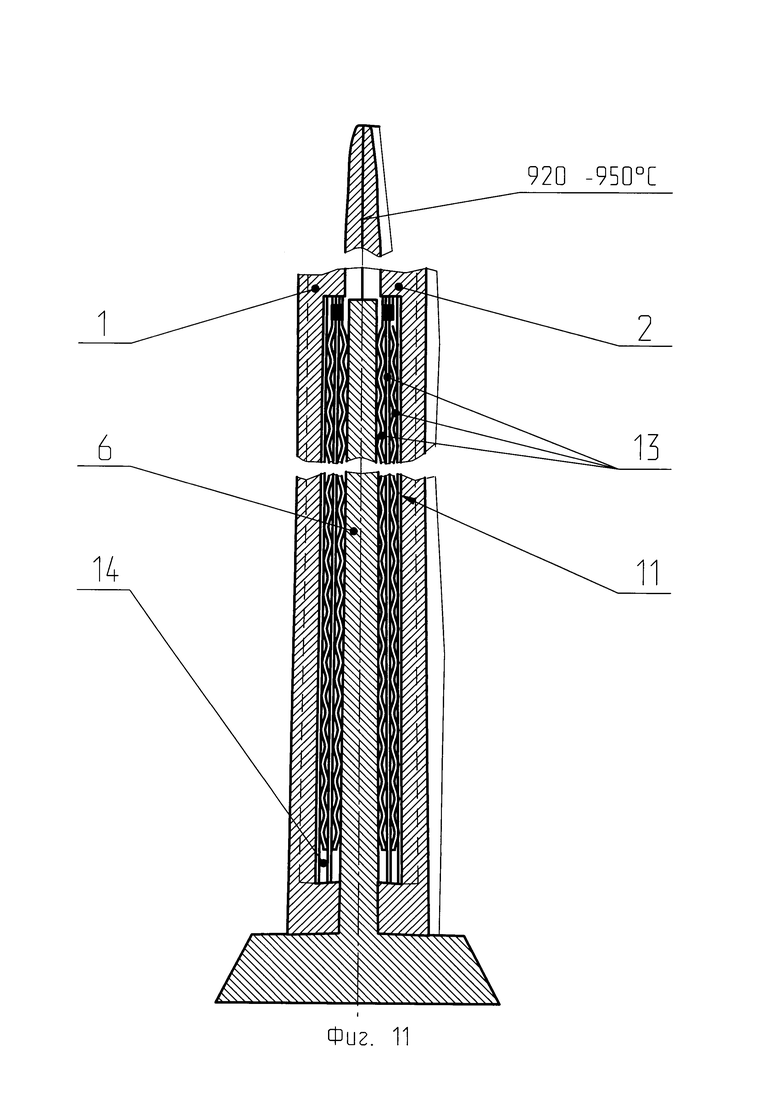
на фиг. 11 изображен продольный разрез лопатки, у которой демпфирующие элементы непосредственно опираются на лонжерон вершинами своих гофров;
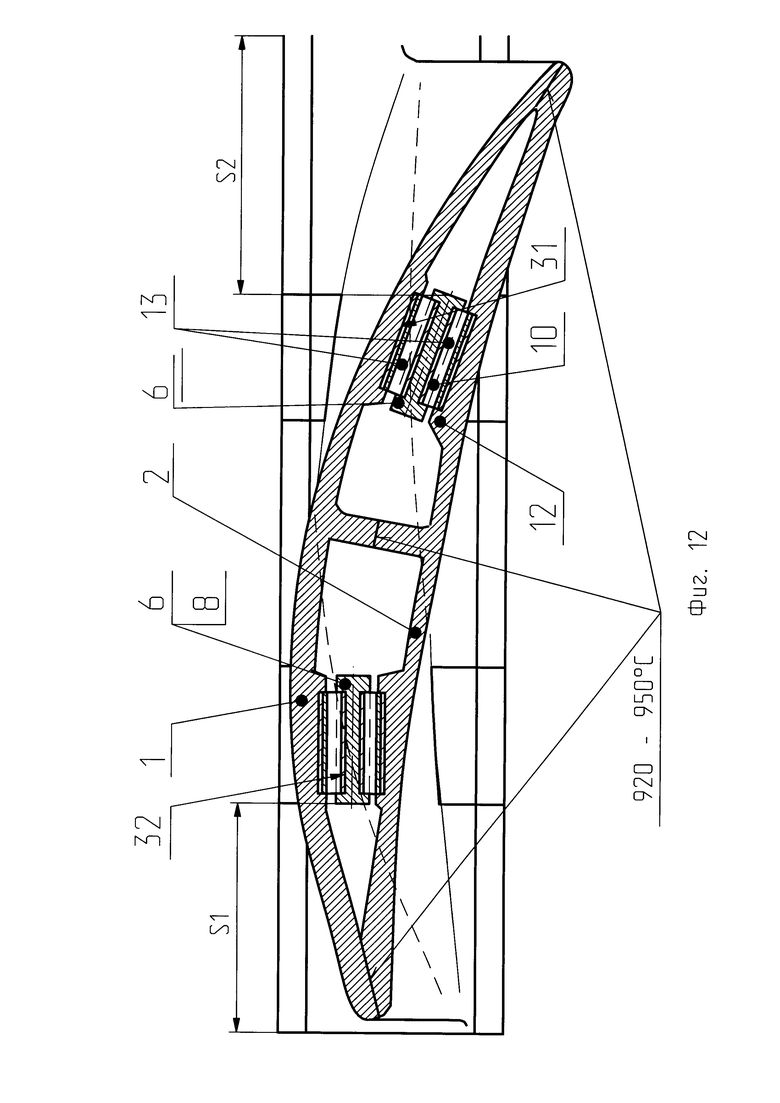
на фиг. 12 изображено поперечное сечение лопатки с двумя лонжеронами, углы наклона перьев лонжеронов y1=0, y2=0;
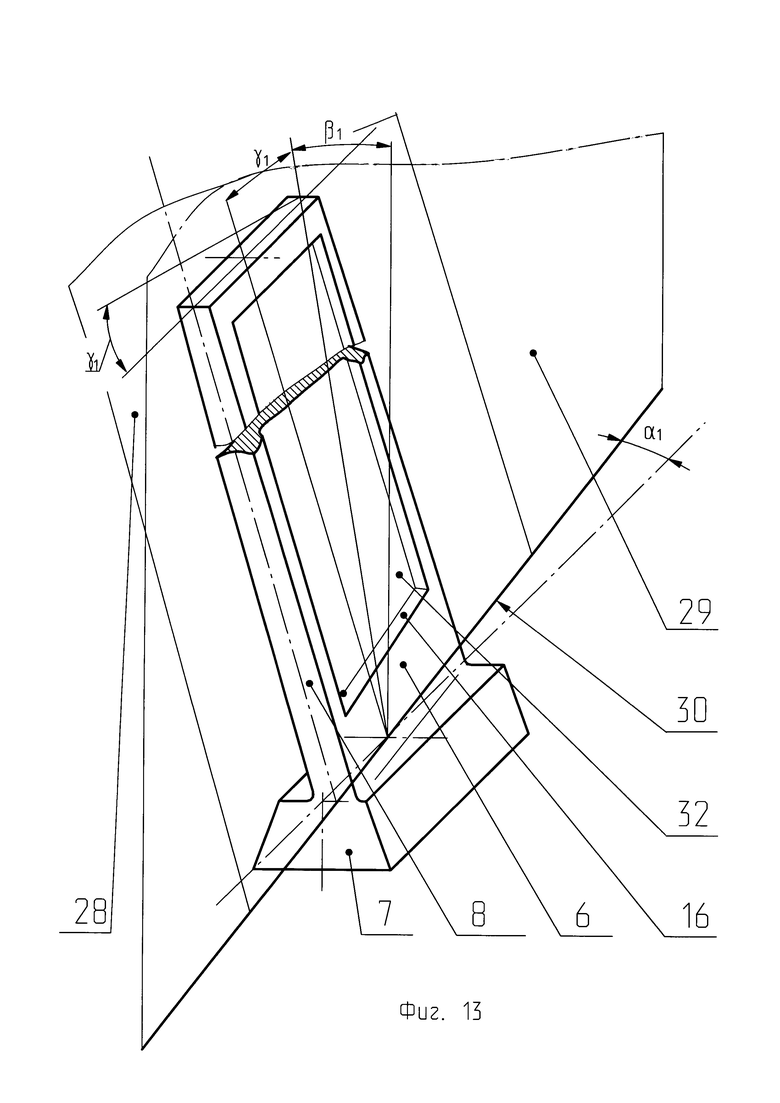
на фиг. 13 схематично изображена геометрическая форма лонжерона;
на фиг. 14 условно изображена схема действия изгибающего момента и сил трения на оболочку лопатки и лонжерон при колебаниях лопатки, Мизг - изгибающий момент, действующий на размахе лопатки при ее колебаниях, Fтр - силы трения, действующие на лопатку на этом размахе.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД (см. фиг. 1), содержит изготовленные из титанового сплава две половины 1 и 2, выполненные заодно целое с замковой частью и с силовыми несущими элементами, соединенными с замковой частью и расположенными на части длины пера лопатки, образующими оболочку лопатки 3, замок "ласточкин хвост" 4 и ребра 5, выполненные у обеих кромок лопатки и внутри пера лопатки, центральный силовой элемент-лонжерон 6, или два лонжерона 6 (см. фиг. 12), также выполненные из титанового сплава в виде стержня с длиной, меньшей длины лопатки, с замковой частью в виде "ласточкин хвост" 7 (см. фиг. 1) и частью 8 (пером) с постепенно сужающимся по толщине к концу лопатки поперечным четырехугольным или прямоугольным сечением, с жесткостью на поперечный изгиб в поперечных сечениях лопатки на длине ребер в случае одного лонжерона в лопатке, меньшей, но приблизительно одного порядка с изгибной жесткостью оболочки с ребрами, или с такой же суммарной жесткостью обоих лонжеронов лопатки. Между оболочкой 3 и лонжероном 6 или лонжеронами 6 с обеих сторон лонжерона (см. фиг. 1 и 12) с требуемым натягом δ в мм по вершинам гофров размещены многослойные многопролетные гофрированные пакеты 9, набранные "гофр в гофр" из одной, двух или более стальных, каленых или нагартованных, шлифованных, гофрированных лент 10. По краям пакетов размещено по одной гладкой, стальной, каленой или нагартованной, шлифованной ленте 11. Все ленты 10 и 11 изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при температуре 600°С, например, нержавеющих сталей 10Х23Н18 или 20Х23Н18, или сталей 20X13 и 30X13, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре. На внутренней поверхности оболочки 3 каждой из половин лопатки 1 и 2 в средней части ее поперечных сечений выполнен прямоугольный выступ 12 или выступы 12 (см. фиг. 2, 3 и 12), в которых на длине расположения демпфирующего элемента 13 сделан прямоугольный паз 14 с плоским дном, с глубиной Н=hг+h, где hг - толщина гладкой ленты, h - толщина гофрированной ленты, заглубленный в концевую часть 15 выступа 12 на длину плоского конца демпфирующего элемента 13, а на обеих сторонах лонжерона 6 (см. фиг. 3 и 13) или лонжеронов 6 с заглублением на длину 20÷40 мм в нижнюю часть пера 8 ответно сделаны прямоугольные пазы 16 с такой же глубиной и шириной. Выступы 12 и все ребра 5 соединены с концевыми частями половин лопатки, образующими концевую часть 17 лопатки с сплошным поперечным сечением. В замковой части каждой половины 1 и 2 сделан вырез 18 или вырезы 18 (см. фиг. 1 и 12) с шириной, равной ширине замка «ласточкин хвост» 7 лонжерона 6. Половины лопатки 1 и 2 (см. фиг. 4) по ее срединной поверхности 19 - местам контакта ребер, замковых и концевых частей половин лопатки жестко соединены между собой диффузионным сращиванием при температуре 920-950°С в вакууме, в штампе, повторяющем геометрическую форму готовой лопатки, при воздействии нагрузки, прижимающей половины лопатки друг к другу. В прямоугольный паз 14 выступа 12 (см. фиг. 2, 3 и 12) каждой половины лопатки с зазорами по периметру паза, полностью выбираемыми при рабочей температуре лопатки, вставлена гладкая лента 11 (см. фиг. 3) и такая же гладкая лента вставлена паз 16 с каждой стороны лонжерона 6 и между каждой парой этих гладких лент с натягом δ в мм вставлен демпфирующий элемент 13 (см. фиг. 5), выполненный в виде одного, двух, трех и более гофрированных пакетов 9, набранных "гофр в гофр" из одной, двух и более стальных гофрированных лент 10, и опирающихся на гладкие ленты 11 вершинами гофров. Причем при двух и более гофрированных пакетах в демпфирующем элементе 13 каждой половины пакеты 9 соединены последовательно и опираются на расположенную между ними гладкую стальную ленту 11 «вершина гофра к вершине гофра». Верхние концы гофрированных лент 10 пакетов 9 выполнены плоскими, и каждые два пакета 9 и разделяющая их гладкая лента 11 образует блок 20. Плоские концы лент каждого блока 20 сварены друг с другом контактной точечной сваркой. Причем при нечетном числе гофрированных пакетов 9 в демпфирующем элементе 13 один из блоков 20 будет сформирован из пакета 9, опирающегося на гладкую ленту 11, расположенную в пазу оболочки 3 или лонжерона 6, и гладкой ленты 11, расположенной между этим пакетом и соседним с ним пакетом. Причем плоский верхний конец каждого демпфирующего элемента 13, состоящего из одного гофрированного пакета (на фиг. не показано), или из одного, двух и более блоков 20 (см. фиг. 5), размещен в заглубленной части пазов 14 в выступах 12 с упором в торец пазов и с зазорами по боковым сторонам пазов, выбираемыми при рабочих температурах. На нижних концах гладких лент 11 (см. фиг. 6) имеются свободные участки 21, длина которых больше величины смещения по гладкой ленте вершины последнего гофра, расположенного у этого конца при полном выпрямлении гофров гофрированного пакета 9. Вырез 18 или вырезы 18 (см. фиг. 1 и 12) в замке «ласточкин хвост» 4 лопатки выполнены со склонами 22 так, что в сечении, параллельном продольной оси замка, склоны 22 также образуют «ласточкин хвост», и замок 7 лонжерона 6 или лонжеронов 6 выполнены со склонами 22, образующими в сечении, параллельном продольной оси лопатки «ласточкин хвост», ответный «ласточкиному хвосту» в вырезе замка лопатки, а в плоскости, перпендикулярной продольной оси замка лопатки, -«ласточкин хвост», аналогичный «ласточкиному хвосту» замка лопатки. Лонжерон 6 или лонжероны 6 с требуемым натягом по вершинам гофров пакетов 9 каждого из двух демпфирующих элементов 13 δ≥Yd через вырез 18 (отверстие) или вырезами 18 в замке 4 лопатки, между гладкими лентами 11, прилегающими к демпфирующим элементам 13, вставлены до упора в склоны 22 «ласточкиного хвоста» выреза 18 или вырезов 18 в замке 4 лопатки.
Ниже, кроме варианта конструкции лопатки с двумя лонжеронами с закрученным пером лопатки, описываются только варианты конструкции лопатки с одним лонжероном, хотя все эти варианты конструкции лопатки могут быть выполнены и в варианте с двумя лонжеронами, так как при наличии описаний конструкций лопаток с одним лонжероном, аналогичные конструкции лопаток с двумя лонжеронами ясны специалистам и без описания.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД (см. фиг. 7) отличается только тем, что замковая часть каждой половины 1 и 2 лопатки выполнена с полкой 23 и низкой ножкой 24, соединенной с замком 4, и вырез 18 в замковой части выполнен до полки 23.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД (см. фиг. 8), отличается только тем, что она изготовляется по способу п. 10 формулы изобретения. На фиг. 8 прослойка 25 из алюминиевого сплава изображена толстой сплошной линией.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличается только тем, что она изготовляется по способу п. 11 формулы изобретения.
Предлагаемая также длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД (см. фиг. 9), отличается только тем, что вырез 18 в замковой части каждой половины 1 и 2 лопатки выполнен несквозной, и оба выреза 18 в лопатке образуют паз с прямоугольным поперечным сечением (см. фиг. 10), повторяющий форму частей лонжерона, закрепленного в нем без зазоров - замка «ласточкин хвост» 7 и соединенной с ним частью пера лонжерона 6, с помощью штифтов 27, запрессованных в отверстия в ножке 24 лопатки и лонжероне 6.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД (см. фиг. 1 и 7), отличается только тем, что ее лонжерон 6 изготовлен из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, а сама лопатка изготавливается по способу п. 12 формулы изобретения.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, отличается только тем, что она изготовляется по способу п. 13 формулы изобретения.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора ТРДД (см. фиг. 11), отличается только тем, что лонжерон 6 выполняется без пазов, демпфирующие элементы 13 своими вершинами гофров опираются непосредственно на лонжерон 6, а гладкие ленты на него не устанавливаются, а сама лопатка изготовляется по способу п. 14 формулы изобретения.
Предлагаемая длинная пустотелая широкохордая лопатка вентилятора ТРДД (см. фиг. 12), отличается только тем, что в в лопатке с двумя лонжеронами 6, они установлены так, что расстояния между ответными торцами замка 4 лопатки и лонжеронов 6 равны s1 и s2. Причем один лонжерон 6 выполнен с срединной плоскостью 28 пера 8, повернутой в горизонтальной плоскости относительно продольной оси замка 7 на угол α1≥0 (см. фиг. 13), наклоненной к вертикальной плоскости 29, проходящей через горизонтальный след 30 срединной плоскости, расположенный в корневом сечении пера, в направлении, перпендикулярном плоскости 29, на угол β1≥0, и наклоненной в направлении, параллельном этой плоскости, на угол y1≥0 или ≤0, а другой - с пером, с соответственно повернутым и наклоненным на углы α2≤0, β2≤0 и у2≥0 или ≤0 (на фиг. не показано). Пазы 16 на опорных плоскостях лонжеронов 6 выполнены прямоугольной формы с размерами прямоугольника, равными этим размерам размещенных в них гладких лент. Лонжероны 6, выполнены с верхним торцом пера 8, срезанным соответственно под углом y1 и у2 к горизонтали, или лонжероны имеют одинаковую геометрическую форму и размеры, но в лопатку лонжероны установлены так, что один лонжерон повернут относительно другого вокруг вертикальной оси на 180°. Параметры s1, s2, α1, β1, y1, α2, β2 и y2 подобраны так, чтобы лопатка была конструктивна, собираема и выполнена с приемлемым законом закрутки поперечных сечений лопатки, и выступы 12 половин 1 и 2 лопатки (см. фиг. 12) расположены ответно перьям 8 лонжеронов 6, а опорные плоскости 31 выступов 12 половин 1 и 2 лопатки, на которые опираются упругогистерезисные элементы 13, выполнены параллельными ответным опорным плоскостям 32 лонжеронов 6, а направление вершин гофров гофрированных лент 10 пакетов 9 перпендикулярно торцам лент (см. фиг. 2).
Предлагаемые способы изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД описаны выше.
Длинную пустотелую широкохордую лопатку вентилятора ТРДД (см. фиг. 1) изготавливают следующим образом. Изготовленные штамповкой с последующим фрезерованием половины 1 и 2 лопатки, изготовленные из титанового сплава, сваривают при температуре 920-950°С (при сверхпластичности материала) в вакууме, в штампе, повторяющем геометрическую форму готовой лопатки, при воздействии нагрузки, прижимающей половины лопатки друг к другу. При одном пакете 9 в демпфирующем элементе 13 собирают «гофр в гофр» пакет 9 из гофрированных лент 10, покрытых износостойким покрытием, например, «серебрением», и плоские концы лент 10 сваривают друг с другом контактной сваркой. В пазы 14 в выступах 12 на внутренней поверхности лопатки через отверстие, или через каждое из двух отверстий, в замке 4 лопатки вставляют две гладкие ленты 11, покрытые износостойким покрытием, до упора в верхний торец паза 14, затем на них устанавливают два демпфирующих элемента 13 (пакета 9) также плоским концом до упора в верхнюю часть лопатки. В пазы 16 на боковые стороны лонжерона 6 или лонжеронов 6 устанавливают гладкие ленты 11. Затем между пакетами 9 с натягом δ по вершинам гофров пакетов 9, до упора в склоны 22 периметра отверстия (отверстий) в замке 4 "ласточкин хвост" вставляют лонжерон 6 или лонжероны 6 с установленными на них гладкими лентами 11.
В случае, когда демпфирующий элемент 13 составлен из одного, двух и более последовательно соединенных гофрированных пакетов 9, изготовление предлагаемой лопатки отличается только тем, что из каждых двух соседних пакетов 9 и гладкой ленты 11 формируют блок 20, установив пакеты 9 на гладкую ленту 11 «вершина гофра к вершине гофра», и все ленты блока на их плоском конце контактной сваркой приварив друг к другу. Формируют демпфирующие элементы 13, установив блоки 20 на гладкие ленты 11 также «вершина гофра к вершине гофра». Устанавливают сформированные таким образом демпфирующие элементы 13 на их место в полости лопатки так, чтобы их верхний концы разместились в заглубленных частях пазов 14. Затем между пакетами 9 с натягом δ по вершинам гофров пакетов 9, до упора в склоны 22 периметра отверстия (отверстий) в замке 4 "ласточкин хвост" вставляют лонжерон 6 или лонжероны 6 с установленными на них гладкими лентами 11.
Технологии изготовления других предлагаемых конструкций длинной пустотелой широкохордой лопатки вентилятора ТРДД описана выше - содержится в описании предлагаемых способов и здесь не описывается.
При колебаниях лопатки энергия колебаний и удара лопатки рассеивается в основном за счет работы сил сухого трения на упругих проскальзывания вершин гофров пакетов 9 по гладким лентам 11, засчет чего снижается амплитуда колебаний лопатки. Демпфер или каждый демпфер предлагаемых лопаток - два демпфирующих элемента 13 при колебаниях лопатки работает в режиме двухстороннего упругогистерезисного упора при одновременном воздействии на него центробежных сил, создаваемых массами пакетов 9 и гладких лент 11 демпфирующих элементов 13, постоянных нагрузок, созданных при монтаже демпфирующих элементов (пакетов) в лопатку, постоянных и динамических сжимающих, изгибающих и скручивающих нагрузок, действующих на него на рабочих режимах лопатки, которые, в конечном счете, воздействуют на лопатку. Кроме того, напряженное состояние лопатки определяется ее геометрией, свойствами материалов, из которых изготовлены ее детали, граничными условиями, ее массовыми и жесткостными характеристиками, воздействием на нее рабочей температуры, центробежных сил ее элементов и деталей, статических и динамических внешних нагрузок, возникающих в рабочем процессе и при колебаниях лопатки и ударах.
При одностороннем сжатии пакета 9 при сборке лопатки и создании натяга δ по вершинам его гофров на каждую j-ую половину гофра действует продольная сила
где j - номер половины гофра, отсчитываемый от крайней свободной половины гофра к закрепленной половине Pj - сила, действующая на j-ый гофр в радиальном направлении и μ - коэффициент трения скольжения.
Из формулы видно, что продольная сила, которую должен преодолеть j-ый гофр пакета 9, чтобы его вершина сместилась относительно гладких лент 11, возрастает от свободных внизу крайних гофров к верхним, которые закреплены на плоском конце пакета контактной сваркой и в этом состоит эффект " накопления" (суммирования) действия сил сухого трения. Именно из-за действия этого эффекта при одновременном сжатии пакета 9 на одну и ту же величину деформации жесткости гофров пакета 9 получаются неодинаковыми и возрастают от крайнего свободного гофра к закрепленному гофру. Аналогично возрастает и сила, действующая на гофр. Величина проскальзывания вершины гофра наоборот возрастает (суммируется) от заделанного гофра к свободному гофру. Оба эти эффекта во - первых, увеличивают энергию, рассеиваемую пакетом 9 и, следовательно, демпфирующим элементом 13 и, во - вторых, в определенной мере нивелирует энергии, рассеянные отдельными гофрами. Так как энергия, рассеивается в основном на границах пакета, при проскальзывании вершин гофров по гладким лентам (см. выше), то при выполнении демпфирующего элемента 13 из k последовательно соединенных пакетов 9 энергия, рассеиваемая демпфирующим элементом 13 при одной и той же деформации пакета 9, также приблизительно возрастет в k раз.
Заметим, что даже при двух гофрах многослойный гофрированный пакет обладает высокими демпфирующими свойствами, Так при работе демпфера из двух таких пакетов на циклическое сжатие в режиме двухстороннего упора его максимальный коэффициент рассеивания ψmax=3,5-4,0 (см. Эскин И. Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с., рис. 2 л и 50).
Часть преимуществ предлагаемых длинных пустотелых широкохордых лопаток вентилятора ТРДД описана выше.
К числу преимуществ этих лопаток относятся также следующие преимущества:
Предлагаемые пустотелые широкохордые лопатки вентилятора ТРДД имеет следующие положительные качества:
они благодаря тому, что их демпфер имеет очень высокие УФХ, обладают очень высоким потенциалом рассеивающих свойств при гашении колебаний не только трех низших форм колебаний пера лопатки - первой и второй изгибной и крутильной формы, но и, благодаря большим размерам демпфера, они способны эффективно гасить и высокие формы изгибных колебаний пера лопатки.
Технология проведения сварочных работ при изготовлении лопатки мало чем отличается от серийной технологии изготовления лопаток для двигателей, летающих на самолетах. Предлагаемые лопатки обладают широким диапазоном настроек упругогистерезисных характеристик демпфера даже без изменения технологической оснастки. При местном нагреве лопатки при диффузионной сварке при 550°С и введении местного охлаждения части пера лопатки с демпфером для изготовления лент 10 и 11 демпфирующих элементов 13 могут быть использованы и другие стали, сохраняющие свои упругие свойства до 500°С.
На основе метода конечных элементов с использованием редактора «Ansys» может быть построена методология расчета вынужденных колебаний системы «фрагмент диска - длинная пустотелая лопатка». Полезные рекомендации для построения этой методологии можно найти в работе (см. патент РФ №2626523. Длинная пустотелая широкохордая лопатка вентилятора и способ ее изготовления / Эскин И.Д. и А.И. Ермаков, опуб. 28.07.2017. Бюл.2)
К числу недостатков предлагаемых конструкций пустотелых лопаток с одним лонжероном можно отнести небольшую величину допустимых углов закрутки поперечных сечений лопатки, ограниченную условием обеспечения установки в перо лопатки лонжерона при конструктивных строительных высотах поперечных сечений лопатки. Этот недостаток частично можно компенсировать профилированием поперечных сечений лопатки и расположением пера лонжерона параллельно хорде некоторого среднего поперечного сечения лопатки, допускающим увеличение углов закрутки.
В заключение отметим, что, по нашему мнению, внедрение предлагаемых лопаток может повысить ресурс и надежность авиадвигателей, или хотя бы отдельные идеи и сведения окажутся полезными для конструкторов - разработчиков авиадвигателей.
Предлагаемая группа изобретений относится к области авиационного двигателестроения, а именно к лопатке вентилятора авиационного ТРДД длиной 700÷1500 мм с демпфером для гашения вибраций. Предложена длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД содержащая изготовленные из титанового сплава две половины, выполненные заодно целое с замковой частью и с силовыми несущими элементами, соединенными с замковой частью и расположенными на части длины пера лопатки, образующими оболочку лопатки, замок "ласточкин хвост" и ребра, выполненные у обеих кромок лопатки и внутри пера лопатки. Центральный силовой элемент - лонжерон или два лонжерона - также выполнены из титанового сплава в виде стержня с длиной, меньшей длины лопатки, с замковой частью в виде "ласточкин хвост" и пером с постепенно сужающимся по толщине к концу лопатки поперечным четырехугольным или прямоугольным сечением. Между оболочкой и лонжероном или лонжеронами с обеих сторон лонжерона с требуемым натягом δ в мм по вершинам гофров размещены многослойные многопролетные гофрированные пакеты, набранные "гофр в гофр" из одной, двух или более стальных каленых или нагартованных шлифованных, гофрированных лент. По краям пакетов размещено по одной гладкой стальной каленой или нагартованной шлифованной ленте. Все ленты изготовлены из жаропрочной нержавеющей стали. Достигается повышение надежности путем предупреждения усталостных повреждений рабочих лопаток. 3 н. и 11 з.п. ф-лы, 14 ил.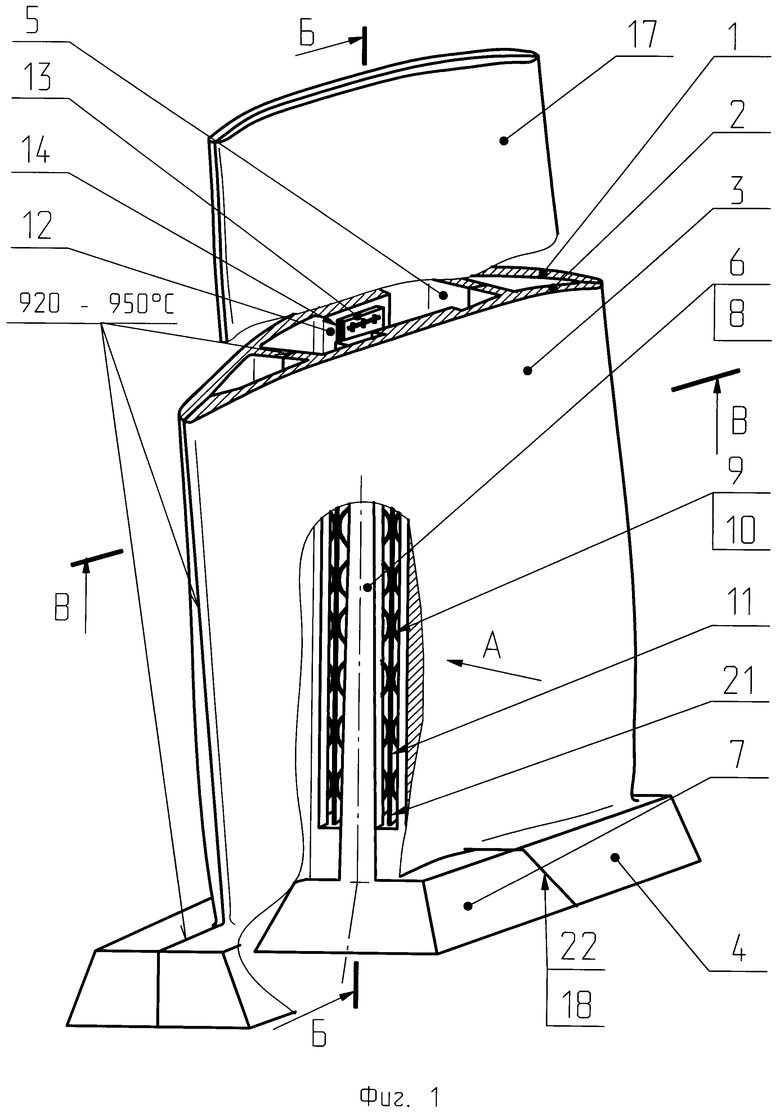
1. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД, содержащая изготовленную из титанового сплава оболочку, выполненную за одно целое с замковой частью в виде "ласточкин хвост" и с силовыми несущими элементами, изготовленными в виде ребер, соединенных с замковой частью и расположенных на части длины пера лопатки, центральный силовой элемент - лонжерон, также выполненный из титанового сплава в виде стержня с длиной, меньшей длины лопатки, с замковой частью в виде "ласточкин хвост" и частью с постепенно сужающимся по толщине к концу лопатки поперечным четырехугольным или прямоугольным сечением, с жесткостью на поперечный изгиб в поперечных сечениях лопатки на длине ребер меньшей, но приблизительно одного порядка с изгибной жесткостью оболочки с ребрами, между оболочкой и лонжероном с обеих сторон лонжерона с требуемым натягом δ в мм по вершинам гофров размещены многослойные многопролетные гофрированные пакеты, набранные "гофр в гофр" из одной, двух или более стальных каленых или нагартованных шлифованных, гофрированных лент, по краям пакетов размещены по одной гладкой стальной каленой или нагартованной шлифованной ленте, все ленты изготовлены из жаропрочной нержавеющей стали, не теряющей упругие свойства при температуре 600°С, а контактирующие поверхности этих лент покрыты износостойким покрытием, сохраняющим свои защитные свойства при этой температуре, отличающаяся тем, что лопатка содержит либо один лонжерон, расположенный в центральной части лопатки, либо два лонжерона, расположенных на некоторых расстояниях по обе стороны ее продольной оси, и лопатка состоит из двух половин, выполненных из титанового сплава, и каждая половина состоит из оболочки, замковой части и ребер, выполненных у обеих кромок лопатки и внутри пера лопатки, и на внутренней поверхности оболочки каждой половины лопатки и ответно лонжерону или лонжеронам выполнен прямоугольный выступ или выступы, в которых на длине расположения демпфирующего элемента сделан прямоугольный паз с плоским дном глубиной Н=hг+h, где hг - толщина гладкой ленты, h - толщина гофрированной ленты, заглубленный в концевую часть выступа на длину плоского конца демпфирующего элемента, а на обеих сторонах лонжерона или лонжеронов с заглублением на длину 20÷40 мм в нижнюю часть их пера ответно сделаны прямоугольные пазы с такой же глубиной и шириной, выступы и все ребра соединены с концевыми частями половин лопатки, образующими концевую часть лопатки с сплошным поперечным сечением, и в замке каждой половины сделан вырез или вырезы с шириной, равной ширине замка «ласточкин хвост» лонжерона, и половины лопатки по ее срединной поверхности - местам контакта ребер, замковых и концевых частей половин лопатки жестко соединены между собой диффузионным сращиванием при температуре 920÷950°С в вакууме, в штампе, повторяющем геометрическую форму готовой лопатки, при воздействии нагрузки, прижимающей половины лопатки друг к другу, и в прямоугольный паз выступа или выступов каждой половины лопатки с зазорами по периметру паза, полностью выбираемыми при рабочей температуре лопатки, вставлена гладкая лента и такая же гладкая лента вставлена в паз с каждой стороны лонжерона или лонжеронов, и между каждой парой этих гладких лент с натягом 6 в мм вставлен демпфирующий элемент, выполненный в виде одного, двух, трех и более гофрированных пакетов, набранных "гофр в гофр" из одной, двух и более стальных гофрированных лент, и опирающихся на гладкие ленты вершинами, причем при двух и более гофрированных пакетах в демпфирующем элементе каждой половины пакеты соединены последовательно и опираются на расположенную между ними гладкую стальную ленту «вершина гофра к вершине гофра», верхние концы гофрированных лент пакетов выполнены плоскими, и каждые два пакета и разделяющая их гладкая лента образуют блок, и плоские концы лент каждого блока сварены друг с другом контактной точечной сваркой, причем при нечетном числе гофрированных пакетов в демпфирующем элементе один из блоков будет сформирован из пакета, опирающегося на гладкую ленту, расположенную в пазу оболочки или лонжерона, и гладкой ленты, расположенной между этим пакетом и соседним с ним пакетом, причем плоский верхний конец каждого демпфирующего элемента, состоящего из одного гофрированного пакета, или из одного, двух и более блоков, размещен в заглубленной части пазов в выступах с упором в торец пазов и с зазорами по боковым сторонам пазов, выбираемыми при рабочих температурах, а на нижних концах гладких лент имеются свободные участки, длина которых больше величины смещения по гладкой ленте вершины последнего гофра, расположенного у этого конца при полном выпрямлении гофров гофрированного пакета, вырез или вырезы в замке «ласточкин хвост» лопатки выполнены со склонами так, что в сечении, параллельном продольной оси замка, склоны также образуют «ласточкин хвост», и замок лонжерона или каждого из двух лонжеронов выполнен со склонами, образующими в сечении, параллельном продольной оси лопатки «ласточкин хвост», ответный «ласточкиному хвосту» в вырезе замка лопатки, а в плоскости, перпендикулярной продольной оси замка лопатки, «ласточкин хвост», аналогичный «ласточкиному хвосту» замка лопатки, и лонжерон или каждый из двух лонжеронов с требуемым натягом по вершинам гофров пакетов каждого из двух демпфирующих элементов δ≥Yd, где Yd - допустимая деформация сжатия гофров пакетов демпфирующего элемента в мм при колебании лопатки, через отверстие в замке лопатки, между гладкими лентами, прилегающими к демпфирующим элементам, вставлен до упора в склоны «ласточкиного хвоста» выреза в замке лопатки.
2. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД по п. 1, отличающаяся тем, что замковая часть каждой половины лопатки выполнена с полкой и низкой ножкой, соединенной с замком, и вырез или вырезы в замковой части выполнен до полки.
3. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД по любому из пп. 1 и 2, отличающаяся тем, что она изготовляется по способу п. 10 формулы изобретения.
4. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД по любому из пп. 1 и 2, отличающаяся тем, что она изготовляется по способу п. 11 формулы изобретения.
5. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД по любому из пп. 1, 2 и 3, отличающаяся тем, что вырез или вырезы в замковой части каждой половины лопатки выполнены несквозными и пара соответствующих вырезов или каждая пара таких вырезов в лопатке образуют паз с прямоугольным поперечным сечением, повторяющий форму частей лонжерона, закрепленного в нем без зазоров - замка «ласточкин хвост» и соединенной с ним частью пера лонжерона с помощью штифтов, запрессованных в отверстия в ножке лопатки и лонжероне.
6. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД по любому из пп. 1 и 2, отличающаяся тем, что ее лонжерон или лонжероны изготовлены из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, а сама лопатка изготавливается по способу п. 12 формулы изобретения.
7. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД по любому из пп. 1 и 2, отличающаяся тем, что она изготовляется по способу п. 13 формулы изобретения.
8. Длинная пустотелая широкохордая лопатка вентилятора ТРДД по любому из пп. 1 и 2, отличающаяся тем, что лонжерон или лонжероны выполняются без пазов, демпфирующие элементы своими вершинами гофров опираются непосредственно на лонжерон, а гладкие ленты на него не устанавливаются, а сама лопатка изготовляется по способу п. 14 формулы изобретения.
9. Длинная пустотелая широкохордая лопатка вентилятора авиационного ТРДД по любому из пп. 1, 2, 3, 4, 5, 6, 7 и 8, отличающаяся тем, что в лопатке с двумя лонжеронами они установлены так, что расстояния между ответными торцами замков лопатки и лонжеронов равны s1 и s2, причем один лонжерон выполнен с срединной плоскостью пера, повернутой в горизонтальной плоскости относительно продольной оси замка на угол α1≥0, наклоненной к вертикальной плоскости, проходящей через горизонтальный след срединной плоскости, расположенный в корневом сечении пера, в направлении, перпендикулярном этой вертикальной плоскости, на угол β1≥0, и наклоненной в направлении, параллельном этой плоскости, на угол γ1≥0 или ≤0, а другой - с пером, с соответственно повернутым и наклоненным на углы α2≤0, β2≤0 и γ2≤0 или ≤0, и пазы на опорных плоскостях лонжеронов выполнены прямоугольной формы с размерами прямоугольника, равными этим размерам размещенных в них гладких лент, и лонжероны выполнены с верхним торцом пера, срезанным соответственно под углом γ1 и γ2 к горизонтали, или лонжероны имеют одинаковую геометрическую форму и размеры, но в лопатку лонжероны установлены так, что один лонжерон повернут относительно другого вокруг вертикальной оси на 180°, а параметры s1, s2, α1, β1, γ1, α2, β2 и γ2 подобраны так, чтобы лопатка была конструктивна, собираема и выполнена с приемлемым законом закрутки поперечных сечений лопатки, и выступы половин лопатки расположены ответно перьям лонжеронов, а опорные плоскости выступов половин лопатки, на которые опираются упругогистерезисные элементы, выполнены параллельными ответным опорным плоскостям лонжеронов, а направление вершин гофров гофрированных лент пакетов перпендикулярно торцам лент.
10. Способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД, содержащий сращивание деталей лопатки, изготовленных из титанового сплава, под давлением, диффузионной сваркой при 920÷950°С, в вакууме, в штампе, повторяющем форму готовой лопатки, отличающийся тем, что на поверхности лонжерона, изготовленного из титанового сплава, которыми лонжерон или лонжероны привариваются к лопатке, гальваническим путем наносят покрытие из алюминия толщиной в несколько микрон, собирают демпфирующие элементы и контактной сваркой приваривают плоские концы лент каждого демпфирующего элемента друг к другу, устанавливают в пазы лопатки, сращенной из половин, гладкие стальные ленты и демпфирующие элементы, устанавливают на лонжерон в пазы гладкие стальные ленты, и лонжероны или лонжерон с гладкими лентами усилием, направленным по его перу, устанавливают через вырез или вырезы в замковой части лопатки в ее перо, при этом создается требуемый натяг δ в мм между гладкими лентами и демпфирующими элементами лопатки, выполняют диффузионную сварку при 450÷500°С и давлении лонжерона или лонжеронов частями с покрытием с частями сращенной лопатки, непосредственно контактирующими с лонжероном или лонжеронами.
11. Способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД по п. 10, отличающийся тем, что перед установкой демпфирующих элементов в лопатку каждый из двух демпфирующих элементов в прессе нагружается между двумя параллельными жесткими плитами до полного выпрямления гофров его гофрированных пакетов и полностью разгружается от сжимающей нагрузки.
12. Способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД, содержащий сращивание деталей лопатки, изготовленных из титанового сплава, под давлением, диффузионной сваркой при 920÷950°С, в вакууме, в штампе, повторяющем форму готовой лопатки, отличающийся тем, что лонжерон или лонжероны изготавливают из волокнистого однонаправленного металломатричного композиционного материала - борных волокон в алюминиевой матрице, собирают демпфирующие элементы и контактной сваркой приваривают плоские концы лент каждого демпфирующего элемента друг к другу, устанавливают в пазы лопатки, сращенной из половин, гладкие стальные ленты и демпфирующие элементы, устанавливают в пазы лонжерона или лонжеронов гладкие стальные ленты и лонжерон или лонжероны с гладкими лентами устанавливают через вырез или вырезы в замковой части лопатки в ее перо, при этом создается требуемый натяг δ в мм между гладкими лентами и демпфирующими элементами лопатки, выполняют диффузионную сварку при 550°С и давлении лонжерона или лонжеронов с частями сращенной лопатки, непосредственно контактирующими с лонжероном или лонжеронами.
13. Способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД по п. 12, отличающийся тем, что перед установкой демпфирующих элементов в лопатку каждый из двух демпфирующих элементов в прессе нагружается между двумя параллельными жесткими плитами до полного выпрямления гофров его гофрированных пакетов и полностью разгружается от сжимающей нагрузки.
14. Способ изготовления длинной пустотелой широкохордой лопатки вентилятора ТРДД по любому из пп. 12 или 13, отличающийся тем, что между лонжероном или лонжеронами и демпфирующими элементами не устанавливают гладкие ленты.
| Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления | 2016 |
|
RU2626523C1 |
| EP 1568486 A1, 31.08.2005 | |||
| WO 2012101356 A1, 02.08.2012 | |||
| Лопатка турбомашины | 1976 |
|
SU641129A1 |

